Изобретение относится к области металлургии, более конкретно к интерметаллидным сплавам на основе γ-TiAl фазы (далее по тексту сокращенно γ-TiAl сплавам) и способам изготовления заготовок из интерметаллидных сплавов. Изобретение предназначено для использования при изготовлении лопатки турбины низкого давления (ТНД) газотурбинного двигателя (ГТД) летательных аппаратов нового поколения.
Одно из основных требований, которое предъявляется к ГТД летательных аппаратов нового поколения - увеличение скорости полета, что обеспечивается более интенсивной, с большим числом оборотов, работой вращающихся частей ГТД, соответственно сопровождаемой воздействием на них значительной силовой нагрузки и повышением рабочей температуры. Под нагрузкой на вращающиеся части ГТД, к примеру таких, как лопатка ТНД, подразумеваются возрастающие при повышении скорости вращения центробежные, радиально направленные силы (причем зависимость величины центробежных сил от скорости вращения является квадратичной), вызывающие в лопатке растягивающие напряжения. Одновременно на лопатку воздействуют газодинамические силы, вызывающие в лопатке касательные напряжения. В ГТД нового поколения в силу отмеченных обстоятельств рабочая температура лопаток повышается до 750°С в течение длительного времени и до 800°С кратковременно. Высокие температуры и уровень напряжений, а также возможность возникновения резонансных колебаний делают лопатку ТНД одним из наиболее нагруженных элементов ГТД.
Другим немаловажным требованием, предъявляемым к ГТД и его частям, является снижение веса, позволяющее уменьшить действие отмеченных выше нагрузок на опорные элементы ГТД. Кроме того, при снижении веса ГТД становится возможным увеличение объема пассажирского салона и повышение комфортабельности воздушного лайнера. Также следствием снижения веса ГТД является уменьшение выбросов углекислого газа в атмосферу и повышение экономичности ГТД.
Что касается лопаток ТНД, до недавнего времени для их изготовления преимущественно использовались жаропрочные никелевые сплавы, которые постепенно вытесняются γ-TiAl сплавами, которые обладают заметно меньшим удельным весом.
Исследования γ-TiAl сплавов, проведенные в течение последних десятилетий, показали, что при выборе соответствующего состава и использовании деформационной и термической обработки удается достичь в сплаве структуры, обеспечивающей сочетание (баланс) механических свойств: прочности, жаропрочности (сопротивления ползучести), жаростойкости (сопротивления окислению) и приемлемой пластичности при комнатной температуре - требуемое для обеспечения эксплуатации изделия, в данном случае лопатки, при высоких температурах и нагрузках в течение длительного времени. В ряде случаев деформационная обработка заготовки из γ-TiAl сплава необходима также для получения заданной формы полуфабриката или конечного изделия.
Однако осуществление деформационной обработки заготовки сопряжено с трудностями, обусловленными особенностями γ-TiAl сплавов. К ним относится, прежде всего, малая пластичность сплава, в том числе технологическая пластичность. Пластичность сплава зависит от многих факторов, в том числе от способа получения исходной заготовки.
Самым простым с позиции промышленного применения представляется способ получения исходной заготовки лопатки литьем. При этом в соответствие с диаграммой состояния γ-TiAl сплава затвердевание может происходить либо через β-фазу и перитектическую(ие) реакцию(и), либо полиостью через β-фазу. Далее по тексту для простоты изложения слово «полностью» может быть опущено.
Для сплавов, затвердевающих с участием перитектической(их) реакции(ий), характерны образование грубой столбчатой структуры и ликвационная неоднородность.
Так известен γ-TiAl сплав, предназначенный для изготовления лопатки ТНД, разработанный компанией General Electric (GE) [Патент US 10597756, МПК С22С 14/00. С22С 1/00, С22С 1/02, опубл. 24.03.2020]. Сплав содержит следующие компоненты, ат.%: алюминий 46,0-50,0, хром 1,0-3,0, ниобий 1,0-5,0, углерод 0,016-0,047, титан - остальное. Этот состав дублирует основной состав широко известного сплава Ti-48Al-2Nb-2Cr, так называемого 48-2-2, ранее разработанного компанией GE [Патент US 4879092, МПК С22С 14/00, опубл. 07.11.1989].
Исходную заготовку получают плавлением сплава 48-2-2 в индукционной плавильной печи с добавлением контролируемого количества углерода в расплав.
В данном случае в образующейся дендритной структуре присутствует ликвация наиболее легкого элемента - углерода, приводящая к повышению его уровня в отдельных областях слитка до запредельных значений и заметному снижению пластичности сплава [фиг.2 описания патента US 10597756].
Необходимо отметить, что основанные только на литейных процессах технологии сегодня уже не удовлетворяют требованиям, предъявляемым к деталям ГТД нового поколения, поскольку помимо выбора легирующих элементов и режимов термической обработки для достижения высокого уровня механических свойств лопатки, как уже отмечалось, требуется деформационная обработка заготовки лопатки.
При затвердевании сплава через β-фазу формируется более однородная и равноосная структура. Затвердевание сплава через β-фазу обеспечивается за счет отклонения от стехиометрии в сторону меньшего содержания алюминия и/или введения в его состав в необходимом количестве легирующих элементов, являющихся β-стабилизаторами: молибдена, ниобия, вольфрама, ванадия и др.
При прохождении в ходе охлаждения превращения β→(β-стабилизируюшие элементы ограничивают рост зерен α-фазы за счет расположения β-фазы вдоль их границ, способствуя тем самым образованию при дальнейшем охлаждении мелких колоний, состоящих из пластин фаз γ-TiAl и α2-Тi3Аl (далее γ+α2).
Для получения еще более мелких колоний в β-затвердевающий γ-TiAl сплав добавляют бор (обычно в количестве 0,1-0,2 ат.%). Образующиеся при этом бориды титана способствуют гетерогенной кристаллизации, что приводит в ходе превращения L→(к измельчению β-зерен, а в ходе твердофазного β→(превращения - к измельчению зерен α-фазы.
Таким образом, при затвердевании сплава через β-фазу и использовании в качестве легирующего элемента бора формируется относительно мелкозернистая структура, более благоприятная для обеспечения технологической пластичности сплава по сравнению со структурой, полученной при затвердевании сплава с участием перитектической(их) реакции(ий).
Для осуществления деформации с заданной степенью, которая, как будет показано ниже, может достигать 90% и более, требуется дальнейшее повышение технологической пластичности сплава, для чего используется прием введения в его состав β-стабилизирующих элементов в повышенном количестве, приводящем к образованию в сплаве некоторой объемной доли стабильной β-фазы, естественно, не располагающейся при охлаждении сплава в ходе β→(превращения только вдоль границ зерен ос-фазы, а занимающей довольно обширные области уже внутри этих зерен. Такие области облегчают деформационную обработку сплава, осуществляемую, как правило, при высоких температурах, когда β- фаза является пластичной. При этом β-фаза, расположенная вдоль границ зерен α-фазы или вдоль границ колоний (γ+α2)-фазы, обеспечивает релаксацию растягивающих напряжений, характерных практически для всех методов деформационной обработки. Однако стабильная β- фаза является неустранимой при последующей термической обработке.
Пластичность β-фазы при высоких температурах, в частности при температурах деформационной обработки, объясняется ее кристаллографической решеткой и морфологией, а именно β- фаза имеет ОЦК решетку и глобулярное строение зерен. С понижением температуры β-фаза превращается в упорядоченную β0-фазу (сверхструктура В2), которая при комнатной температуре является малопластичной.
Наличие стабильной β(β0)-фазы, которую не удается устранить посредством термической обработки, приводит к снижению жаропрочности и прочности сплава, поскольку обе отмеченные характеристики фактически определяются сопротивлением сплава пластической деформации.
Известен γ-TiAl сплав [Патент RU 2614354, МПК С22С 14/00, опубл. 24.03.2017], разработанный в Федеральном государственном унитарном предприятии «Всероссийский научно-исследовательский институт авиационных материалов» (ФГУП «ВИАМ»), содержащий следующие компоненты, ат.%: алюминий 43,5-49,6, ниобий 2,2-3,9, вольфрам 0,22-0,44, молибден 0,84-1,69, ванадий 0,8-2,4, бор 0,01-0,38, титан - остальное (масс.%: алюминий 29,0-33,0, ниобий 5,0-9,0, вольфрам 1,0-2,0, молибден 2,0-4,0, ванадий 1,0-3,0, бор 0,003-0,1, титан - остальное). Сплав может дополнительно содержать железо в количестве 0,002-0,218 ат.% и/или кислород в количестве 0,008-0,380 ат.% (масс.% 0,003-0,3 и/или 0,003-0,15, соответственно).
Исходную заготовку из рассматриваемого сплава изготавливают путем двукратного вакуумио-дугового переплава в печи с расходуемым электродом. Далее заготовку подвергают совмещенному с термической обработкой ГИЛ под давлением 150 МПа при температурах 1200-1450°С в течение 2-4 часов. После ГИП заготовку подвергают горячей изотермической обработке давлением (ковке) с суммарной степенью деформации не более 20% для гарантированного удаления ми кропористости.
Как указано в описании к патенту RU 2614354, сплав характеризуется повышением абсолютных и удельных значений пределов прочности и текучести при температурах 20 и 750°С, а также повышением рабочей температуры до 800°С за счет обеспечения термической стабильности структуры сплава и высокого предела длительной прочности. Пластичность сплава при комнатной температуре, 1,2%, оценивается как не уступающая пластичности ранее известных сплавов.
В качестве недостатков рассмотренного сплава можно отметить то, что суммарное содержание молибдена, ванадия, ниобия, вольфрама, взятых по максимуму в указанных для них пределах, может привести к образованию в сплаве объемной доли стабильной β(β0)-фазы, как было отмечено выше, неустранимой посредством термической обработки, и, как следствие, к снижению жаропрочности сплава.
Известен разработанный также во ФГУП «ВИАМ» способ изготовления деформированных полуфабрикатов из γ-TiAl сплава, содержащего следующие компоненты, ат.%: алюминий 43,0, ниобий 3,0, вольфрам 2,0, кремний 0,5, титан - остальное (Патент RU 2613829, МПК C22F 1/18, B21J 1/04, опубл. 21.03.2017]. Способ включает нагрев и двухэтапное прессование литой заготовки в металлической оболочке, при этом литую заготовку покрывают теплоизоляционным покрытием из стекловолокна и/или каолинового волокна с температурой размягчения ≥1150°С и помещают в оболочку из титанового сплава с толщиной S, определяемой по выражению δ=(0,02-0,05)×D, где D - диаметр заготовки в мм, затем заготовку нагревают и подвергают подпрессовке при температурах в диапазоне (α+β)-области (1250°С) - β-области (1380°С) со степенью деформации 25-40% и скоростью деформирования 50-60 мм/с, а затем окончательному прессованию со степенью деформации 96-98% с последующим охлаждением прессованных полуфабрикатов до комнатной температуры.
Нагрев литых заготовок с теплоизоляционным покрытием в оболочке из титанового сплава проводят в газовой среде, состоящей из 75±1 об.% водорода и 25±1 об.% азота, при содержании кислорода ≤0,004 об.% и паров воды ≤0,001 об.% при температуре точки росы ≤-60°С.Предложенная среда нагрева заготовок обеспечивает повышенную технологическую пластичность литого сплава, уменьшает высокотемпературное окисление заготовок, обеспечивает взрывобезопасность операции, поскольку нагрев заготовок в среде чистого водорода повышает опасность возникновения взрывного горения, вызывающего разрушение конструкции печи.
Способ был экспериментально проверен при изготовлении заготовок диаметром 150 мм и длиной 180 мм.
Осуществлению деформации со степенью 96-98% способствует используемый метод деформирования, а именно прессование (экструзия) заготовки, размещенной в оболочке, а также наличие при температуре деформации β(β0)-фазы, довольно значительной по объему, благодаря вольфраму, являющемуся так же, как молибден, сильным β-стабилизатором.
Способ позволяет получить из рассматриваемого сплава прессованный полуфабрикат с однородной структурой и повышенными механическими свойствами, в частности, жаропрочностью при температурах до 800°С и пластичностью при комнатной температуре, 1,8%.
Сравнивая данный сплав с предыдущим, можно заметить, что на повышение пластичности при комнатной температуре повлияла, помимо объемной доли β(β0)-фазы, однородность структуры полуфабриката, полученная при прессовании со столь высокой степенью деформации.
Основными недостатками способа являются, во-первых, значительная энергоемкость, и трудоемкость операции двухэтапного прессования заготовки, помещенной в металлическую оболочку, при температурах около 1250°С и выше, причем со степенью деформации на втором этапе 96-98%, во-вторых, формирование острой текстуры, неизбежной при использовании прессования с такими степенями деформации, ведущей к анизотропии механических свойств, в-третьих, использование дорогостоящего титанового сплава для изготовления оболочки строго ограниченной толщины, в-четвертых, необходимость нагрева заготовки в особой газовой среде с уменьшенным количеством водорода, поскольку нагрев в среде чистого водорода повышает опасность возникновения взрывного горения. Последний фактор свидетельствует об отсутствии гарантии полной безопасности производства.
Все перечисленные недостатки способа обработки заготовки лопатки возрастают с увеличением ее габаритов, особенно длины, оказывающей решающее влияние на энергоемкость и трудоемкость процесса прессования.
Известен используемый для изготовления лопаток ТНД ГТД сплав на основе алюминида титана, разработанный фирмой GKSS-Forschungszentrum Geesthacht GmbH, содержащий следующие компоненты, ат.%: алюминий 44,5-47,0, ниобий 5,0-10,0, молибден 0,1-3,0, титан -остальное. Сплав может дополнительно содержать В и/или С в количестве 0,05-0,8 и 0,05-0,8 ат.%, соответственно [Патент RU 2370561 (US 2010/0015005), МПК С22С 14/00, опубл. 20.10,2009].
Исходные заготовки из указанного сплава получают методом литья или порошковой металлургии.
Далее заготовки, согласно изобретению, обрабатывают преимущественно посредством горячей экструзии. Температуру для проведения экструзии выбирают, исходя из состава сплава, в интервале температур (α+γ+β(β0))-области (1230-1250°С). После экструзии осуществляют термическую обработку заготовок.
Существенным недостатком способа изготовления заготовки из рассматриваемого сплава так же, как предыдущего способа, является значительная энергоемкость, материалоемкость и трудоемкость процесса деформационной обработки, связанного с экструзией (прессованием) заготовки.
Использование экструзии в промышленных масштабах не представляется оправданным. При серийном производстве любого изделия производители стремятся к достижению его технологичности, что означает изготовление изделия с наименьшими затратами труда и энергии. Поэтому такие фирмы, как MTU Aero Engines GmbH, United Technologies Corporation, занимающиеся изготовлением деталей и узлов ГТД, в том числе лопаток ТНД, подвергают использование экструзии критике.
Общим недостатком рассмотренных выше способов [Патенты №№RU 2614354, RU 2613829, RU 2370561], помимо уже отмеченных, является использование дорогостоящего, выполненного из молибденового сплава, деформирующего инструмента и специальной камеры с защитной средой, необходимых для высокотемпературной деформации заготовки, осуществляемой, как правило, при температурах β, (α+β) или (α+γ+β(β0))-области.
Известен сплав [Патент ЕР 2227571, МПК F01D 5/14, C22F 1/18, С22С 14/00, опубл. 18.11.2014], разработанный компаниями MTU Aero Engines GmbH, Montanuniversitaet Leoben, Boehler Schmiedetechnik GmbH & Co. KG, GFE Metalle und Materialien GmbH, для компонента газовой турбины (лопатки), включающий, по меньшей мере, титан и алюминий. Сплав при комнатной температуре имеет β(β0)-фазу с долей не более 5% по объему, α2 и γ-фазу, а в интервале температур эвтектондного превращения сплав имеет β(β0)-фазу с долей, по меньшей мере, 10% по объему, а также α2 и γ-фазу.
Сплав, в частности, может содержать следующие компоненты, ат.%: алюминий 42,0-45,0, ниобий 3,0-8,0, молибден и/или марганец 0,2-3,0, а также бор и/или углерод, и/или кремний 0,1-1,0 (предпочтительно 0,1-0,5), титан - остальное.
Для изготовления лопатки используют заготовку, полученную литьем, которую подвергают деформационной и термической обработке. Деформация направлена на достижение окончательной формы пера лопатки, для чего зону пера будущей лопатки подвергают штамповке, и на достижение требуемой мелкозернистой структуры в области замка лопатки, для чего зону замка подвергают многократной ковке.
Деформацию заготовки осуществляют в широком интервале температур (Тe-50°С)<Т<(Тα+100°С) (где Тe - эвтектоидная температура, Тα - температура перехода в α-фазовую область).
В способе при самой низкой температуре в указанном интервале осуществляют деформацию зоны замка посредством ковки с промежуточными отжигами. Более низкая температура деформации способствует при последующей термической обработке получению мелкозернистой структуры в области замка. В рассматриваемом случае становится возможным отказ от использования молибденового штампа и защитной среды, влекущий за собой, по крайней мере, частичное упрощение технологии изготовления лопатки в отличие от ранее рассмотренных способов [Патенты №№RU 2614354, RU 2613829, RU 2370561].
Для штамповки зоны пера заготовки требуются более высокие температуры и деформирующий инструмент, выполненный из молибденового сплава, а также специальная камера с защитной средой.
Основным недостатком сплава, используемого для изготовления заготовки лопатки, является то, что в случае использования максимального количества легирующих элементов, например, 8,0 ат.% ниобия и 3,0 ат.% хмолибдена, возможность достижения в сплаве после термической обработки не более 5% объемной доли β(β0)-фазы, ставится под сомнение.
Известен способ изготовления компонентов ГТД, разработанный компанией United Technologies Corporation [Патент ЕР 2423340, МПК В21К 3/04, В23Н 7/00, В23Р 15/02, С22С 14/00, опубл. 29.02.2012], который включает несколько этапов, а именно, получение исходной заготовки из γ-TiAl сплава, по технологии литья с двойным вакуумным дуговым переплавом, ГИП исходной заготовки для закрытия пористости, формирование из исходной заготовки одной или нескольких заготовок в виде шайб, изотермическую штамповку каждой заготовки с заданной степенью деформации, с последующим разделением их на множество более мелких заготовок, термообработку заготовок для получения желаемой структуры и свойств, а также механическую обработку заготовок в готовые компоненты газовой турбины.
Поскольку из одной деформированной заготовки может быть получено множество заготовок компонентов ГТД, известный способ касается изготовления небольших по габаритам компрессорных лопаток, что, однако, не меняет технической сущности способа изготовления заготовки.
Изотермическую деформацию заготовки осуществляют в интервале температур от 1010°С до 1204°С, со степенью деформации 70-80%. При температуре 1010°С скорость деформации составляет 2,5 (10-4 с-1, при 1204°С скорость деформации повышают до 0,01 с-1. Причем при температуре 1010°С возможна деформация без использования молибденового штампа и защитной среды.
Деформация и термическая обработка позволяют получить в заготовке дуплексную структуру (п.8 формулы изобретения патента ЕР 2423340), состоящую из колоний пластин (γ+α2)-фазы и расположенных вокруг этих колоний зерен (и β(β0)-фазы, причем объемная доля последней достигает 12%.
Достигнутая при этом пластичность при комнатной температуре, 1,8%, оценивается как приемлемая для компрессорной лопатки.
Недостатком полученной дуплексной структуры является выраженная неоднородность, в ней наблюдаются как зерна γ-фазы, так и колонии пластин (γ+α2)-фазы, значительно различающиеся по размеру, а также обширные области, содержащие β(β0)-фазу (фиг.4 описания изобретения ЕР 2423340).
Причиной неоднородности структуры заготовки является неравномерно распределенная в объеме заготовки деформация, В теории пластичности известна задача о сжатии пластического слоя между параллельными плитами, решение которой зависит от длины слоя [Качанов Л.М. Основы теории пластичности. М.: Наука, 1969. 420 с.]. В случае, когда деформации подвергается заготовка в виде шайбы, применимо решение для короткого слоя, согласно которому деформация в заготовке протекает крайне неоднородно, вплоть до того, что некоторые области заготовки остаются жесткими. При этом повышение величины деформации до степеней более 80% является не эффективным, поскольку не изменяет картины распределения деформации, Тогда как именно энергия, накопленная при пластической деформации, обусловленная повышением плотности дислокаций является термодинамическим стимулом для формирования при термообработке структуры заготовки.
Кроме того, при наличии в сплаве значительного количества β(β0)-фазы происходит локализация деформации именно в этой, более пластичной фазе, и энергия деформации не расходуется полезно для создания отмеченного термодинамического стимула для формирования при термической обработке структуры сплава.
Несмотря на отмеченные недостатки, способ считается промышленно применимым, поскольку в совокупности механические свойства: прочность, жаропрочность, пластичность - находятся в пределах проектных ограничений для изготовления лопаток ТНД ГТД существующего поколения.
Реализации возможности широкого промышленного применения способствует технологичность лопатки, благодаря простоте приемов способа обработки заготовки, включая прием использования в качестве штамнового инструмента при температурах деформации 1010°С относительно недорогого жаропрочного никелевого сплава соответственно при отсутствии защитной среды и, безусловно, исключение трудоемкого и дорогостоящего процесса экструзии.
Для изготовления заготовки лопатки используют сплав, содержащий, в частности, следующие компоненты, ат.%: алюминий 43,5, ниобий 4,0, молибден 1,0, бор 0,2, титан - остальное.
Недостатком сплава является образование значительной объемной доли β(β0)-фазы, около 20%, что объясняется наличием в сплаве, прежде всего, молибдена, являющегося, как уже отмечалось, одним из самых сильных β-стабилизирующих элементов.
Сохранившаяся после термообработки объемная доля стабильной β(β0)-фазы, 12%, снижает жаропрочность сплава.
Таким образом, в большинстве рассмотренных сплавов для повышения пластичности, в том числе технологической пластичности, в состав сплава вводят β-стабилизирующие легирующие элементы в увеличенном количестве. Для повышения же жаропрочности сплава до уровня, определяемого условиями эксплуатации лопаток ТНД ГТД нового поколения, представляется необходимым обеспечение метастабильного состояния β(β0)-фазы. К тому же, наличие значительной объемной доли β(β0)-фазы существенно снижает эффективность использования деформации для получения заданной, например, дуплексной, структуры сплава.
Известен выбранный за прототип заявляемого сплава, как наиболее близкий по химическому составу. γ-TiAl сплав, содержащий в качестве легирующих элементов ниобий и цирконий или гафний в количестве 4 ат.% (Ti-44Al-4Nb-4Zr(Hf)-0,2Si), разработанный компанией The Interdisciplinary Research Center [Cheng ТТ., Willis M.R., Jones I.R Effects of major alloying additions on the microstructure and mechanical properties of γ-TiAl / Intermetallics. V. 7. 1999. R 89-99]. Указанная компания с конца 1980-х годов занимается разработкой материалов для компонентов ГТД, в том числе интерметаллидных γ-TiAl сплавов.
Содержание β(β0)-фазы в сплаве-прототипе после термической обработки составляет примерно 7 об.%, [фиг.6, указанного выше источника, Cheng Т.Т. и др.], что значительно ниже, чем в сплаве по патенту ЕР 2423340.
В источнике [Cheng Т.Т., Loretto М.Н. The decomposition of the beta phase in Ti-44Al-8Nb and Ti-44Al-4Nb-4Zr-0,2Si alloys / Acta Materialia. V. 46. 1998. P. 4801-4819] отмечается, что при температурах выше 700°С в рассматриваемом сплаве происходит превращение β(β0)-фазы ω-фазу. Учитывая то, что сплав предназначен для изготовления лопатки ТНД, рабочая температура которой превышает 700°С, отмеченные фазовые превращения в процессе эксплуатации недопустимы.
Разработчики сплава для уменьшения количества β(β0)-фазы, и соответственно уменьшения степени проявления отмеченных фазовых превращений рекомендуют вводить в сплав бор, в количестве, доходящем до 1 ат.%. Бор, являясь α-стабилизатором, предотвращает образование большого количества β(β0)-фазы, однако снижает пластичность сплава при комнатной температуре до 0,5-0,6%.
Кроме того, наличие определенного количества β(β0)-фазы, как уже указывалось, является благоприятным для формирования требуемой структуры сплава.
Задачей изобретения в отношении интерметаллидного сплава на основе γ-TiAl фазы является повышение эксплуатационных характеристик лопатки ТНД ГТД.
Технический результат изобретения заключается в повышении жаропрочности и пластичности сплава при достижении баланса между этими характеристиками.
За прототип заявляемого способа изготовления заготовки лопатки из γ-TiAl сплава выбран способ, разработанный указанной выше компанией [Cheng ТТ., Willis M.R., Jones LP. Effects of major alloying additions on the microstructure and mechanical properties of γ-TiAl / Intermetallics. V. 7. 1999. P. 89-99], согласно которому исходную литую заготовку подвергают изотермической штамповке и последующей термической обработке. При этом изотермическую штамповку осуществляют при 1150°С, со степенью деформации 70% и скоростью деформирования 5×10-3 с-1. Указанная температура деформации подразумевает использование молибденового штампа и защитной среды.
Задачей изобретения в отношении способа изготовления заготовки лопатки является обеспечение технологичности лопатки ТНД ГТД.
Технический результат изобретения в отношении способа изготовления заготовки лопатки ТНД ГТД заключается в его упрощении.
Для достижения технического результата, предназначен интерметаллидный сплав на основе γ-TiAl фазы для изготовления лопатки турбины низкого давления газотурбинного двигателя, содержащий, ат.%: алюминий 44,0, ниобий 3,0, цирконий 2,0, гафний 1,0, бор 0,15, титан - остальное, при этом в литом состоянии количество β(β0)-фазы составляет не более 7 об.%, а после термической обработки количество β(β0)-фазы составляет 2 об.% или менее.
Для достижения технического результата, обеспечиваемого изобретением предназначен способ изготовления заготовки лопатки турбины низкого давления газотурбинного двигателя из интерметаллидного сплава на основе γ-TiAl фазы, включающий обеспечение литой заготовки лопатки, изотермическую штамповку и последующую термическую обработку, согласно которому обеспечивают литую заготовку лопатки из интерметаллидного сплава на основе γ-TiAl фазы, содержащего, ат.%: алюминий 44,0, ниобий 3,0, цирконий 2,0, гафний 1,0, бор 0,15, титан - остальное и имеющего количество β(β0)-фазы не более 7 об.%, изотермическую штамповку осуществляют при температуре 950 - 1000°С со степенью деформации 30-50% и скоростью, выбираемой в интервале 10-4-5×10-3 с-1, а термическую обработку проводят путем двух отжигов с обеспечением в структуре количества β(β0)-фазы 2 об.% или менее, причем первый отжиг проводят при температуре 1270°С в течение 2 часов с последующим охлаждением с печью до 900°С, а второй отжиг проводят при температуре 900°С в течение 4 часов с последующим охлаждением с печью.
Раскрытие изобретения.
Для достижения технического результата изобретения в отношении интерметаллидного сплава на основе γ-TiAl фазы, заключающегося в одновременном повышении жаропрочности и пластичности сплава при обеспечении баланса между этими характеристиками, использованы такие признаки как: приведение β(β0)-фазы в метастабильное состояние, то есть обеспечение возможности полного или практически полного растворения β(β0)-фазы, включая γ-фазу, в процессе последующей термической обработки, а также изменение количественного состава легирующих элементов сплава - ниобия и циркония.
При этом изменение количественного состава сплава связано с учетом влияния ниобия и циркония на параметры решеток (с, а) (и α2-фазы.
Известна статья [Neumeier S., Bresler J., Zenk C., Haussmann L., Stark A., Pyczak E, Goken M. Partitioning behaviour of Nb, Та and Zr in fully lamellar γ/α2 titanium aluminides and its effect on the lattice misfit and creep behavior / Advanced Engineering Materials. 2021. 2100156], согласно которой в отношении γ-фазы оба элемента приводят к снижению степени тетрагональности решетки (по сравнению с бинарным сплавом), приближая форму решетки к кубической, причем влияние циркония здесь является на порядок более сильным, чем влияние ниобия.
Отмеченные изменения параметров решетки γ-фазы приводят к увеличению числа систем скольжения и повышению дислокационной подвижности в γ-фазе, занимающей в сплаве основной удельный объем, около 75-80%, и, как следствие, к заметному повышению пластичности γ-фазы и в целом сплава.
Кроме того, снижение степени тетрагональности γ-фазы и приближение решетки γ-фазы к кубической, сопровождается снижением уровня когерентных напряжений на границах раздела γ/α2-фаз. Повышенный уровень когерентных напряжений под влиянием высокой температуры эксплуатации лопатки и действующих в ней в течение длительного времени напряжений облегчает эмиссию дислокаций из границ раздела γ/α2-фаз, снижая тем самым жаропрочность сплава, и наоборот, пониженный уровень когерентных напряжений повышает жаропрочность сплава.
Что касается α2-фазы при легировании ниобием отношение γ/α2 приближается к идеальному для ГПУ решетки, повышая пластичность α2- фазы, а при легировании цирконием - отклоняется, от идеального, понижая пластичность α2-фазы. Следовательно, в первом случае пластичность α2- фазы и сплава в целом повышается, а во втором случае - понижается.
Таким образом, ниобий повышает пластичность как γ-фазы, но в меньшей степени чем цирконий, так и α2-фазы. Этим объясняется известное положительное влияние ниобия на пластичность сплава в целом. Однако в сплаве-прототипе положительное влияние ниобия на пластичность α2-фазы нивелируется отрицательным влиянием на нее циркония.
Как показали эксперименты, при выборе ниобия в 1,5-2 раза большем количества циркония, реализуется суммарное положительное влияние обоих элементов на пластичность γ-фазы, а также ниобия на пластичность α2-фазы при компенсации отрицательного влияния на пластичность α2-фазы циркония.
В интерметаллидном сплаве на основе γ-TiAl фазы, предназначенном для изготовления лопатки турбины низкого давления газотурбинного двигателя указанное соотношение реализуется при содержании в сплаве 3 ат.% ниобия и 2 ат.% циркония.
Такое количество ниобия и циркония также отвечает требованию сокращения β(β0)-фазы в сплаве, что свидетельствует о взаимосвязи признаков изобретения в отношении их влияния на повышение как пластичности, так и жаропрочности сплава, предназначенного для изготовления лопатки турбины.
Кроме ниобия и циркония в состав сплава в качестве дополнительного твердорастворного упрочняющего элемента введен гафний. Введение бора традиционно способствует формированию мелкозернистой структуры сплава.
Благодаря значительному повышению пластичности γ-фазы, а также повышению пластичности α2-фазы, становится возможным снизить температуру деформационной обработки заготовки лопатки до 950-1000°С, то есть осуществлять ее в (α2+γ+β(β0))-области и полностью исключить необходимость использования дорогостоящего молибденового штампа и защитной среды при ее деформировании, тем самым упростить способ обработки заготовки и обеспечить технологичность лопатки.
Помимо дальнейшего упрощения способа по сравнению со способом-прототипом, снижение температуры деформации в сочетании с ограничением объемной доли β(β0)-фазы создает мощный термодинамический стимул для трансформации структуры, преимущественно пластинчатой в глобулярную, а также различных фазовых превращений в процессе последующей термической обработки.
Здесь также необходимо отметить, что объемная доля β(β0)-фазы ограничена условием сохранения ее положительных качеств таких, как ограничение роста зерен α-фазы при охлаждении сплава и релаксация растягивающих напряжений при деформационной обработке.
Возможность получения после деформационной и термической обработки однородной дуплексной структуры в заготовке лопатки, помимо ограничения доли β((β0)-фазы, обусловлена также тем, что лопатка ТНД имеет длину, значительно превосходящую высоту, что предопределило выбор заготовки лопатки соответствующей формы. При деформации такой заготовки наблюдается достаточно равномерное распределение нормальных напряжений в объеме заготовки в процессе ее штамповки. Это соответствует известному в теории пластичности решению Прандтля задачи о сжатии пластического слоя между параллельными жесткими плитами для случая, когда толщина слоя значительно меньше протяженности слоя [Качанов Л. М. Основы теории пластичности. М.: Наука, 1969. 420 с.]. Таким образом, в заявляемом способе, деформация заготовки вне зависимости от степени деформации будет более однородной.
В результате в заготовке формируется дуплексная структура с относительно малым размером колоний пластин (γ+α2)-фазы и равноосных зерен γ-фазы. Полученная структура и более пластичные и α2-фазы способствуют достижению приемлемого уровня пластичности, не менее 1,5%, при комнатной температуре.
На основании вышеизложенного при раскрытии изобретения можно сделать вывод, что все признаки изобретения являются новыми и существенными.
Изобретение поясняется чертежами:
Фиг.1 Микроструктура сплава Ti-44Al-3Nb-2Zr-1Hf-0,15B (ат.%) после деформационной и термической обработки;
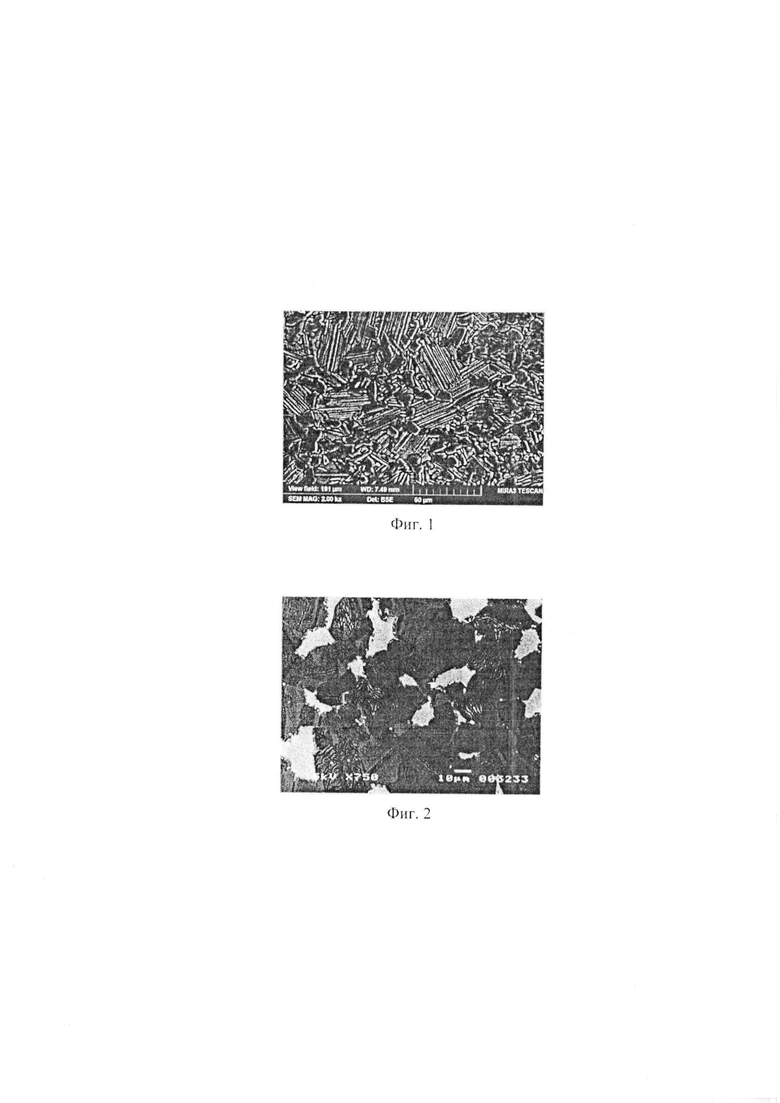
Фиг.2. Микроструктура сплава-прототипа Ti-44Al-4Nb-4Zr-0,2Si (ат.%) после деформационной и термической обработки;
Пример реализации изобретения
Пример. Исходная литая заготовка из γ-TiAl сплава химического состава Ti-44Al-3Nb-2Zr-1Hf-0,15B (ат.%) была получена в виде слитка с использованием технологии литья с двойным вакуумно-дуговым переплавом. Указанный слиток был подвергнут горячему изостатическому прессованию при 1250°С в течение 4 часов при давлении 150-200 МПа для устранения пористости.
Далее из исходной заготовки были вырезаны две заготовки в виде параллелепипеда с размерами 80× 102× 330 мм. Каждую заготовку прогрели в печи при температуре 1000× 5 °С в течение 2 часов. После прогрева заготовки незамедлительно перенесли в нагретый изотермический штамповый блок, установленный на 1600-тонном гидравлическом прессе. Заготовки деформировали осадкой на степень 30% при температуре штампового инструмента 950 ×10 °С и средней скорости деформации в диапазоне 5×10-4 - 10-3 с-1.
После деформации заготовки подвергли термической обработке, включающей первый отжиг при 1270 °С в течение 2 часов с последующим контролируемым охлаждением до 900 °С вместе с печью со скоростью, уменьшающейся в диапазоне 100-10 °С/мин и непрерывно следующий за первым второй отжиг при 900 °С в течение 4 часов с последующим охлаждением с печью. В результате обработки по указанному режиму, в заготовках была сформирована дуплексная структура, состоящая из колоний пластин (γ-α2)-фазы и глобулярных зерен γ-фазы.
Дуплексную структуру, полученную по заявляемому способу (фиг.1), в сравнении со структурой сплава, полученной, в частности по способу - прототипу (фиг.2), отличает прежде всего высокая объемная доля пластинчатой составляющей, 75 - 80%, повышенная объемная доля глобулярных зерен γ-фазы, 20 - 25%, равномерно распределенных вдоль границ колоний (γ+α2)-фазы и объемная доля β(β0)-фазы менее 1%. При этом размер колоний пластин (γ+α2)-фазы в основном составляет 25 - 30 мкм с межпластинчатым расстоянием 50 - 250 нм, размер глобулярных зерен γ-фазы составляет около 10 мкм.
Рассмотренный режим термической обработки был направлен на получение в заготовке дуплексной структуры, поскольку именно такой тип структуры обеспечивает в сплаве требуемый баланс жаропрочности и пластичности. Кроме того, дуплексная структура была получена для наглядного сравнения со структурой, полученной в сплаве-прототипе. Получение отмеченной структуры не ограничивает возможностей способа при необходимости получения в заготовке из заявляемого сплава другой структуры, в частности пластинчатого типа с различным межпластинчатым расстоянием, которая, как известно, является более благоприятной для достижения высоких значений жаропрочности сплава.
Изменение типа структуры возможно через изменение режима термической обработки деформированной заготовки, в частности за счет повышения температуры отжига до 1310 °С.
После изотермической штамповки и термической обработки одну заготовку подвергли окончательной механической и электрохимической обработке для получения требуемой геометрии лопатки. Из другой заготовки сплава были вырезаны образцы для механических испытаний. Для испытаний на растяжение использовали плоские образцы с размерами рабочей части 2×5×10 мм. Испытания на растяжение (определение относительного удлинения и предела прочности) были выполнены при температуре 20 и 800 °С с начальной скоростью деформации 8,3 ×10-4 с-1. На точку испытывали не менее 3 образцов, принимая во внимание среднее полученное значение. Испытания на определение сопротивления ползучести (предела ползучести) были выполнены при 750 °С в течение 1000 ч. Для испытаний на ползучесть использовали плоские образцы с размерами рабочей части 3×3×17 мм. На каждую точку испытывали не менее 2 образцов, принимая во внимание среднее полученное значение.
В результате проведенных механических испытаний были определены следующие характеристики γ-TiAl сплава выбранного химического состава: относительное удлинение при 20 °С, 1,5%, предел прочности при 20 °С, 800 МПа, относительное удлинение при 800 °С, 3,0%, предел прочности при 800 °С, 670 МПа, предел ползучести при 750 °С, 200 МПа, за 1000 часов материал удлинился на 0,96%.
Для сравнения ниже приведены механические характеристики γ-TiAl сплава-прототипа химического состава Ti-44Al-4Nb-4Zr-0,2Si, ат.%: относительное удлинение при 20 °С, 0,7%, предел прочности при 20 °С, 706 МПа, предел ползучести при 700 °С, 200 МПа, за 725 часов материал удлинился на 0,56%.
Таким образом, согласно заявляемому способу, было достигнуто повышение жаропрочности γ-TiAl сплава по сравнению со способом- прототипом, при сохранении прочности сплава и его пластичности при комнатной температуре на уровне проектных требований, учитываемых при создании ТНД для ГТД нового поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ ИНТЕРМЕТАЛЛИДНЫХ СПЛАВОВ НА ОСНОВЕ ФАЗ γ-TiAl+α-TiAl | 2012 |
|
RU2503738C2 |
| Способ термомеханической обработки литых (γ+α2)- интерметаллидных сплавов на основе алюминида титана γ-TiAl | 2015 |
|
RU2606685C1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| Интерметаллический сплав на основе TiAl | 2015 |
|
RU2621500C1 |
| Интерметаллический сплав на основе TiAl | 2016 |
|
RU2633135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| Способ обработки интерметаллических сплавов на основе гамма-алюминида титана | 2015 |
|
RU2625515C2 |
| СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2606368C1 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |
Изобретение относится к области металлургии, а именно к интерметаллидным сплавам на основе γ-TiAl фазы и может быть использовано при изготовлении лопатки турбины низкого давления (ТНД) газотурбинного двигателя (ГГД) летательных аппаратов нового поколения. Интерметаллидный сплав на основе γ-TiAl фазы для изготовления лопатки турбины низкого давления газотурбинного двигателя содержит, ат.%: алюминий 44,0, ниобий 3,0, цирконий 2,0, гафний 1,0, бор 0,15, титан - остальное, при этом в литом состоянии количество β(β0)-фазы составляет не более 7 об.%, а после термической обработки количество β(β0)-фазы составляет 2 об.% или менее. Способ изготовления заготовки лопатки турбины низкого давления газотурбинного двигателя из интерметаллидного сплава на основе γ-TiAl фазы включает обеспечение литой заготовки лопатки, изотермическую штамповку и последующую термическую обработку. Изотермическую штамповку осуществляют при температуре 950-1000°С со степенью деформации 30-50 % и скоростью, выбираемой в интервале 10-4-5×10-3 с-1, а термическую обработку проводят путем двух отжигов с обеспечением в структуре количества β(β0)-фазы 2 об.% или менее, причем первый отжиг проводят при температуре 1270°С в течение 2 часов с последующим охлаждением с печью до 900°С, а второй отжиг проводят при температуре 900°С в течение 4 часов с последующим охлаждением с печью. Обеспечивается повышение жаропрочности и пластичности сплава, а также упрощение изготовления заготовки лопатки ТНД ГТД. 2 н.п. ф-лы, 2 ил., 1 пр.
1. Интерметаллидный сплав на основе γ-TiAl фазы для изготовления лопатки турбины низкого давления газотурбинного двигателя, содержащий, ат.%: алюминий 44,0, ниобий 3,0, цирконий 2,0, гафний 1,0, бор 0,15, титан - остальное, при этом в литом состоянии количество β(β0)-фазы составляет не более 7 об.%, а после термической обработки количество β(β0)-фазы составляет 2 об.% или менее.
2. Способ изготовления заготовки лопатки турбины низкого давления газотурбинного двигателя из интерметаллидного сплава на основе γ-TiAl фазы, включающий обеспечение литой заготовки лопатки, изотермическую штамповку и последующую термическую обработку, отличающийся тем, что обеспечивают литую заготовку лопатки из интерметаллидного сплава на основе γ-TiAl фазы, содержащего, ат.%: алюминий 44,0, ниобий 3,0, цирконий 2,0, гафний 1,0, бор 0,15, титан - остальное и имеющего количество β(β0)-фазы не более 7 об.%, изотермическую штамповку осуществляют при температуре 950-1000°С со степенью деформации 30-50% и скоростью, выбираемой в интервале 10-4-5×10-3 с-1, а термическую обработку проводят путем двух отжигов с обеспечением в структуре количества β(β0)-фазы 2 об.% или менее, причем первый отжиг проводят при температуре 1270°С в течение 2 часов с последующим охлаждением с печью до 900°С, а второй отжиг проводят при температуре 900°С в течение 4 часов с последующим охлаждением с печью.
| Cheng T.T | |||
| et al, Effect of major alloying addition on the microstructure and mechanical properties of γ-TiAl | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 10597756 B2, 24.03.2020 | |||
| CN 110512116 A, 29.11.2019 | |||
| CN 104625066 A, 20.05.2015 | |||
| CN 107699738 A, 16.02.2018 | |||
| JP 2001316743 A, 16.11.2001 | |||
| US 10208360 B2, 19.02.2019 | |||
| JP 5255827 A, 05.10.1993 | |||
| RU | |||

