Настоящее изобретение относится к индукционно нагреваемым образующим аэрозоль стержням, содержащим один или более образующих аэрозоль субстратов, способных образовывать вдыхаемый аэрозоль при нагреве. Настоящее изобретение дополнительно относится к формообразующему устройству для использования в производстве таких индукционно нагреваемых образующих аэрозоль стержней.
Из уровня техники общеизвестно генерирование вдыхаемого аэрозоля на основе индукционного нагрева образующего аэрозоль субстрата. Для нагрева субстрата он может быть расположен в тепловой близости или в непосредственном физическом контакте с токоприемником (сусцептором), который индукционно нагревается под действием переменного электромагнитного поля. Указанное поле может быть обеспечено посредством индукционного источника, который представляет собой часть генерирующего аэрозоль устройства. Оба из токоприемника и образующего аэрозоль субстрата могут быть собраны с образованием индукционно нагреваемого образующего аэрозоль стержня. Наряду с прочими элементами, стержень может представлять собой неотъемлемую часть стержнеобразного образующего аэрозоль изделия, которое может быть размещено в цилиндрической приемной полости генерирующего аэрозоль устройства, содержащего индукционный источник. В качестве части индукционного источника устройство может содержать, например, спиральную катушку индуктивности, которая коаксиально окружает цилиндрическую приемную полость таким образом, чтобы обеспечивать переменное электромагнитное поле внутри указанной полости для нагрева токоприемника. При работе устройства летучие соединения выделяются из нагреваемого образующего аэрозоль субстрата в изделии и вовлекаются в воздушный поток, вытягиваемый через изделие во время осуществления затяжки пользователем. По мере охлаждения выделяющихся соединений они конденсируются с образованием аэрозоля.
Было бы желательно иметь такой индукционно нагреваемый образующий аэрозоль стержень для использования в генерирующем аэрозоль изделии (в изделии для генерирования аэрозоля), который обеспечивал бы большое разнообразие различных аэрозолей. Было бы желательно, чтобы такой индукционно нагреваемый аэрозольной стержень был совместим с существующими индукционно нагревающими устройствами, содержащими цилиндрическую приемную полость. Кроме того, было бы желательно иметь формообразующее устройство для использования в производстве таких образующих аэрозоль стержней.
Согласно настоящему изобретению, предложен индукционно нагреваемый образующий аэрозоль стержень для использования в генерирующем аэрозоль изделии. Образующий аэрозоль стержень содержит первую цилиндрическую сердцевинную часть, содержащую по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала. Образующий аэрозоль стержень также содержит вторую цилиндрическую сердцевинную часть, отдельную от первой сердцевинной части. Вторая цилиндрическая сердцевинная часть содержит по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала. Образующий аэрозоль стержень дополнительно содержит по меньшей мере один удлиненный токоприемник, упирающийся в боковом направлении в первую сердцевинную часть и вторую сердцевинную часть, не будучи связанным с ними, так что токоприемник зажат между первой сердцевинной частью и второй сердцевинной частью. В дополнение, образующий аэрозоль стержень содержит гильзовую часть, расположенную вокруг первой сердцевинной части, второй сердцевинной части и токоприемника и содержащую по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала. В дополнение, образующий аэрозоль стержень может содержать обертку, полностью окружающую гильзовую часть.
Благодаря наличию по меньшей мере трех различных частей, а именно гильзовой части, а также первой сердцевинной части и второй сердцевинной части, внутри индукционно нагреваемого образующего аэрозоль стержня, обеспечивается преимущество, состоящее в возможности увеличения разнообразия создаваемых аэрозолей путем использования различных частей для различных целей. Одна цель может состоять в обеспечении одной или более специфических органолептических стимуляций, например обеспечение конкретных вкусоароматических веществ, обеспечение конкретных табачных оттенков, обеспечение никотина или обеспечение стимуляции путем улучшения наглядности аэрозолизации. Такие эффекты могут быть достигнуты путем надлежащего выбора органолептической среды гильзовой части, первой сердцевинной части и второй сердцевинной части. Например, первая органолептическая среда может представлять собой гомогенизированный табак, например литой табачный лист, для обеспечения табачного содержимого, в то время как вторая органолептическая среда может представлять собой образующую аэрозоль жидкость для создания большого объема аэрозоля и дополнительных вкусоароматических компонентов. Другие специфические стимуляции могут относиться, например, к специфическому сопротивлению затяжке или к специфическому осязательному эффекту, известному по традиционным табачным изделиям. Такие эффекты могут быть достигнуты посредством по меньшей мере одного из надлежащего выбора геометрии гильзовой части, например, для обеспечения знакомых осязательных свойств, и надлежащего выбора наполнительного материала, например, для обеспечения специфического сопротивления затяжке.
Поскольку токоприемник расположен между первой цилиндрической сердцевинной частью и второй цилиндрической сердцевинной частью и в то же самое время окружен гильзовой частью, токоприемник находится в тепловой близости или даже в тепловом физическом контакте со всеми тремя этими частями. Это обеспечивает преимущество, состоящее в возможности использования токоприемника для эффективного и одновременного нагрева всех частей с помощью одного узла тепла.
Обертка может полностью окружать гильзовую часть для удержания различных частей вместе и поддержания требуемой формы сечения образующего аэрозоль стержня. Предпочтительно, обертка образует по меньшей мере часть наружной поверхности стержня. Например, обертка может представлять собой бумажную обертку, в частности бумажную обертку, изготовленную из сигаретной бумаги. В качестве альтернативы, обертка может представлять собой фольгу, например, изготовленную из пластмассы. Обертка может быть проницаемой для текучей среды, чтобы обеспечить возможность выделения испаряемого образующего аэрозоль субстрата из изделия. Проницаемая для текучей среды обертка может также обеспечивать возможность втягивания воздуха в изделие через его окружную поверхность. Кроме того, обертка может содержать по меньшей мере одно летучее вещество, подлежащее активации и выделению из обертки при нагреве. Например, обертка может быть пропитана летучим вкусоароматическим веществом.
Кроме того, индукционно нагреваемый образующий аэрозоль стержень согласно настоящему изобретению может использоваться для производства стержнеобразных генерирующих аэрозоль изделий, которые являются совместимыми с существующими индукционно нагревающими генерирующими аэрозоль устройствами, содержащими цилиндрическую приемную полость. Следовательно, обеспечивается возможность продолжения использования индукционно нагревающих устройств, доступных в настоящее время. В частности, существующие индукционно нагревающие устройства не требуют какой-либо модификации.
В контексте данного документа выражение «упирается, не будучи связанным» относится к такому расположению токоприемника (сусцептора) относительно соответствующей цилиндрической сердцевинной части, при котором токоприемник и соответствующая сердцевинная часть не прикреплены друг к другу жестким и постоянным образом. В частности, следует понимать, что выражение «упирается, не будучи связанным» означает, что токоприемник упирается в соответствующую сердцевинную часть с возможностью отсоединения и что он может быть снят с соответствующей сердцевинной части по существу неразрушающим образом. В любом случае, выражение «упирается, не будучи связанным» исключает конфигурацию, при которой одно из токоприемника или соответствующей сердцевинной части нанесено на соответствующее другое из них в качестве покрытия. В частности, выражение «упирается, не будучи связанным» исключает фиксированную или жесткую связь между токоприемником и сердцевинной частью, в частности химическую связь или связь посредством адгезива, причем эта связь не обеспечивается ни какой-либо из сердцевинных частей, ни токоприемником. Тем не менее, упирание токоприемника в соответствующую сердцевинную часть может включать некоторую разновидность непостоянного притяжения между соответствующей сердцевинной частью и токоприемником, например некоторую разновидность непостоянной адгезии между соответствующей сердцевинной частью и токоприемником, что может быть обусловлено, например, возможной адгезивной природой образующего аэрозоль субстрата. Иначе говоря, выражение «упирающийся, не будучи связанным» может включать значение «упирающийся, будучи связанным непостоянным образом». Упирание токоприемника в боковом направлении в соответствующую цилиндрическую сердцевинную часть без связи с нею может быть результатом простого размещения токоприемника рядом с соответствующей сердцевинной частью, в частности, с помощью формообразующего устройства согласно настоящему изобретению, подробно описанного ниже.
В контексте данного документа термин «образующий аэрозоль субстрат» обозначает субстрат, полученный из образующего аэрозоль материала, способного выделять летучие соединения при нагреве для генерирования аэрозоля, или содержащий этот материал. Указанный образующий аэрозоль субстрат предназначен для нагрева, а не сжигания, с целью выделения образующих аэрозоль летучих соединений.
Образующий аэрозоль субстрат может представлять собой твердый, пастообразный или жидкий образующий аэрозоль субстрат. В любом из этих состояний образующий аэрозоль субстрат может содержать как твердые, так и жидкие компоненты.
Образующий аэрозоль субстрат может содержать табакосодержащий материал, содержащий летучие табачные вкусоароматические соединения, которые выделяются из субстрата при нагреве.
В качестве альтернативы или дополнительно, образующий аэрозоль субстрат может содержать материал, не являющийся табаком.
В этой связи, образующий аэрозоль субстрат может содержать, например, одно или более из следующего: порошок, гранулы, шарики, кусочки, тонкие трубочки, пряди, полоски или листы, содержащие одно или более из следующего: травяные листья, табачные листья, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак, расширенный табак и их комбинации.
Образующий аэрозоль субстрат может дополнительно содержать по меньшей мере одно вещество для образования аэрозоля. Вещества для образования аэрозоля могут быть выбраны из полиолов, гликолевых простых эфиров, эфиров полиола, сложных эфиров и жирных кислот, и они могут содержать одно или более из следующих соединений: глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Одно или более веществ для образования аэрозоля могут быть смешаны для получения преимущества, обусловленного одним или более свойствами смешанных веществ для образования аэрозоля. Например, триацетин может быть смешан с глицерином и водой для получения преимущества, обусловленного способностью триацетина переносить активные компоненты и увлажняющими свойствами глицерина.
Вещество для образования аэрозоля может также иметь типичные свойства увлажнителя, которые помогают поддерживать необходимый уровень влажности в образующем аэрозоль субстрате, когда субстрат состоит из продукта на основе табака, в частности, содержащего табачные частицы. В частности, некоторые вещества для образования аэрозоля представляют собой гигроскопический материал, который функционирует как увлажнитель, то есть материал, который содействует сохранения влажности табачного субстрата, содержащего указанный увлажнитель.
В частности, образующий аэрозоль субстрат может содержать одно или более веществ для образования аэрозоля с весовой долей в диапазоне от 12 процентов до 20 процентов, предпочтительно от 16 процентов до 20 процентов, наиболее предпочтительно от 17 процентов до 18 процентов по весу образующего аэрозоль субстрата.
Образующий аэрозоль субстрат может содержать другие добавки и ингредиенты. Образующий аэрозоль субстрат предпочтительно содержит никотин. Образующий аэрозоль субстрат может содержать вкусоароматические вещества, в частности дополнительные табачные или нетабачные летучие вкусоароматические соединения, подлежащие выделению при нагреве образующего аэрозоль субстрата. Образующий аэрозоль субстрат может также содержать капсулы, которые содержат, например, дополнительные табачные или нетабачные летучие вкусоароматические соединения, и такие капсулы могут плавиться во время нагрева твердого образующего аэрозоль субстрата. Образующий аэрозоль субстрат может также содержать связующий материал.
Предпочтительно, образующий аэрозоль субстрат представляет собой табачный образующий аэрозоль субстрат, то есть содержащий табак субстрат. Образующий аэрозоль субстрат может содержать летучие табачные вкусоароматические соединения, которые выделяются из субстрата при нагреве. Образующий аэрозоль субстрат может содержать восстановленный табак, такой как гомогенизированный табачный материал, или состоять из него. Гомогенизированный табачный материал может быть получен в результате агломерации табака в виде частиц. В частности, образующий аэрозоль субстрат может содержать резаные и смешанные листовые пластинки табака или состоять из них. Образующий аэрозоль субстрат может дополнительно содержать нетабачный материал, например, гомогенизированный материал растительного происхождения, отличный от табака. Предпочтительно, восстановленный табак изготавливают в значительной степени из смешанного табачного материала, в частности листовых пластинок, обработанных стеблей и жилок, гомогенизированного растительного материала, например, изготовленного в форме листа с использованием процессов литья или производства бумаги. Восстановленный табак может также содержать другой табак после нарезки, табачный наполнитель, связующее, волокна или соус. Восстановленный табак может содержать по меньшей мере 25 процентов листовых пластинок растений, более предпочтительно по меньшей мере 50 процентов листовых пластинок растений, еще более предпочтительно по меньшей мере 75 процентов листовых пластинок растений, и наиболее предпочтительно по меньшей мере 90 процентов листовых пластинок растений. Предпочтительно, растительный материал представляет собой одно из табака, мяты, чая и гвоздики. Однако растительный материал также может представлять собой другой растительный материал, способный под действием тепла выделять вещества, которые впоследствии могут образовывать аэрозоль.
Предпочтительно, табачный растительный материал содержит листовые пластинки одного или более из следующего: светлого табака, темного табака, ароматического табака и табачного наполнителя. Светлые табаки представляют собой табаки с крупными в целом листьями светлой окраски. По всему настоящему описанию термин «светлый табак» используется в отношении табаков, которые были подвергнуты трубоогневой сушке. Примерами светлых табаков являются китайский табак трубоогневой сушки, бразильский табак трубоогневой сушки, табак трубоогневой сушки из США, такой как табак Вирджиния, индийский табак трубоогневой сушки, табак трубоогневой сушки из Танзании или другие африканские табаки трубоогневой сушки. Светлый табак характеризуется высоким отношением сахара к азоту. С точки зрения органолептического восприятия светлый табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и насыщенным ощущением. В контексте данного документа светлые табаки представляют собой табаки с содержанием редуцирующих сахаров от приблизительно 2,5 процента до приблизительно 20 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака менее чем приблизительно 0,12 процента в пересчете на сухой вес листьев. Редуцирующие сахара содержат, например, глюкозу или фруктозу. Общий аммиак содержит, например, аммиак и соли аммиака. Темные табаки представляют собой табаки с крупными в целом листьями темной окраски. По всему настоящему описанию термин «темный табак» используется в отношении табаков, которые были подвергнуты воздушной сушке. В дополнение, темные табаки могут быть ферментированы. В данную категорию включены также табаки, которые используются, главным образом, для жевания, нюханья, сигар и трубочных смесей. Обычно эти темные табаки подвергают воздушной сушке и, возможно, ферментируют. С точки зрения органолептического восприятия, темный табак представляет собой табак такого типа, который после сушки ассоциируется с дымным ощущением, типичным для темных сигар. Темный табак характеризуется низким отношением сахара к азоту. Примерами темного табака являются Берли Малави или другие африканские табаки Берли, темный высушенный бразильский Гальпао и индонезийский Кастури солнечной сушки или воздушной сушки. В контексте данного документа темные табаки представляют собой табаки с содержанием редуцирующих сахаров менее чем приблизительно 5 процентов в пересчете на сухой вес листьев и общим содержанием аммиака не более чем приблизительно 0,5 процента в пересчете на сухой вес листьев. Ароматические табаки представляют собой табаки, которые часто имеют небольшие листья светлой окраски. По всему настоящему описанию термин «ароматический табак» используют в отношении других табаков, которые имеют высокое содержание ароматических веществ, например эфирных масел. С точки зрения органолептического восприятия ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматным ощущением. Примерами ароматических табаков являются греческий ориентальный, турецкий ориентальный, полу-ориентальный табак, а также табак огневой сушки, американский Берли, такой как Перик, Рустика или Мэриленд. Табачный наполнитель не является табаком конкретного типа; он содержит табаки тех типов, которые используются, главным образом, для дополнения табаков других типов, используемых в смеси, и не придает конкретных характерных ароматических свойств конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки табаков других типов. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского табака трубоогневой сушки.
Предпочтительно, образующий аэрозоль субстрат может содержать табачное полотно, предпочтительно гофрированное полотно. Табачное полотно может содержать табачный материал, волоконные частицы, связующий материал и вещество для образования аэрозоля. Предпочтительно, табачное полотно представляет собой литой лист. Литой лист представляет собой один из видов восстановленного табака, который получают из суспензии, содержащей табачные частицы. Литой лист может дополнительно содержать волоконные частицы и/или вещество для образования аэрозоля, связующее, а также, например, вкусоароматические вещества. Табачные частицы могут присутствовать в виде табачного порошка, имеющего частицы с размером порядка от 10 микрометров до 250 микрометров, предпочтительно порядка от 20 микрометров до 80 микрометров, от 50 микрометров до 150 микрометров, или от 100 микрометров до 250 микрометров, в зависимости от необходимой толщины листа и литьевого зазора соответствующего литьевого короба. Литьевой зазор влияет на толщину листа. Волоконные частицы могут включать материалы из табачного стебля, черешки или другие материалы из табачного растения и другие волокна на основе целлюлозы, например такие, как растительные волокна, предпочтительно древесные волокна, или льняные волокна, или конопляные волокна. Волоконные частицы могут быть выбраны исходя из необходимости обеспечения достаточной прочности на разрыв для литого листа при низкой доле включения, например доле включения от приблизительно 2 процентов до 15 процентов. В качестве альтернативы, вместе с вышеуказанными волоконными частицами или в качестве альтернативы им могут использоваться такие волокна, как растительные волокна, включая конопляные или бамбуковые, или комбинации волокон различных типов. Вещества для образования аэрозоля, включаемые в суспензию, образующую литой лист, или используемые в других образующих аэрозоль табачных субстратах, могут быть выбраны на основе одной или более характеристик. С функциональной точки зрения вещество для образования аэрозоля предусматривает механизм, который обеспечивает возможность испарения этого вещества и доставки никотина и/или вкусоароматического вещества в аэрозоль при нагреве до температуры, превышающей конкретную температуру испарения вещества для образования аэрозоля. Разные вещества для образования аэрозоля обычно испаряются при разных температурах. Вещество для образования аэрозоля может представлять собой любое подходящее известное соединение или смесь соединений, которые при использовании содействуют образованию стабильного аэрозоля. Стабильный аэрозоль является по существу стойким к термическому разложению при рабочей температуре для нагрева образующего аэрозоль субстрата. Вещество для образования аэрозоля может быть выбрано на основе его способности, например, оставаться стабильным при комнатной температуре или вблизи нее, но при этом быть способным к испарению при более высокой температуре, например, от 40 градусов по Цельсию до 450 градусов по Цельсию, предпочтительно от 40 градусов по Цельсию до 250 градусов по Цельсию.
Гофрированный табачный лист, например литой лист, может иметь толщину в диапазоне от приблизительно 0,02 миллиметра до приблизительно 0,5 миллиметра, предпочтительно от приблизительно 0,08 миллиметра до приблизительно 0,2 миллиметра.
Предпочтительно, в любой конфигурации по меньшей мере одна из первой сердцевинной части и второй сердцевинной части всегда используется для генерирования аэрозоля. По меньшей мере одна из первой сердцевинной части и второй сердцевинной части может содержать по меньшей мере одно из следуюшего:
- пористый субстрат или пену на основе табачных волокон, которые по меньшей мере частично образуют первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
- пористый субстрат или пену на основе растительных волокон, которые по меньшей мере частично образуют первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
- наполнитель, содержащий резаный табачный материал, который по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
- наполнитель, содержащий резаный растительный материал, который по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
- материал для удержания жидкости, содержащий образующую аэрозоль жидкость, которая по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
- материал для удержания жидкости, содержащий по меньшей мере одно вкусоароматическое вещество, которое по меньшей мере частично образует первый вкусоароматический материал или второй вкусоароматический материал соответственно;
- целлюлозные волокна или волокна на основе целлюлозы, содержащие вкусоароматическое вещество, которое по меньшей мере частично образует первый вкусоароматический материал или второй вкусоароматический материал соответственно.
В принципе, гильзовая часть может содержать такие же конфигурации материалов, что и описанные выше. Соответственно, гильзовая часть может содержать по меньшей мере одно из следующего:
- пористый субстрат или пену на основе табачных волокон, которые по меньшей мере частично образуют третий образующий аэрозоль субстрат;
- пористый субстрат или пену на основе растительных волокон, которые по меньшей мере частично образуют третий образующий аэрозоль субстрат;
- наполнитель, содержащий резаный табачный материал, который по меньшей мере частично образует третий образующий аэрозоль субстрат;
- наполнитель, содержащий резаный растительный материал, который по меньшей мере частично образует третий образующий аэрозоль субстрат;
- материал для удержания жидкости, содержащий образующую аэрозоль жидкость, которая по меньшей мере частично образует третий образующий аэрозоль субстрат;
- материал для удержания жидкости, содержащий по меньшей мере одно вкусоароматическое вещество, которое по меньшей мере частично образует третий вкусоароматический материал.
В качестве альтернативы или дополнительно, гильзовая часть может содержать по меньшей мере одно из следующего:
- целлюлозные волокна или волокна на основе целлюлозы;
- целлюлозные волокна или волокна на основе целлюлозы, содержащие вкусоароматическое вещество, которое по меньшей мере частично образует третий вкусоароматический материал;
- расширенные волокна в виде ацетатного жгута;
- растительные расширенные волокна; или
- бумагу.
В контексте данного документа термин «материал для удержания жидкости» относится к материалу с высокой удерживающей способностью или с высокой выделяющей способностью (high retention material или high release material, HRM), предназначенному для хранения жидкости. Материал для удержания жидкости выполнен с возможностью удержания, за счет внутренне присущих ему свойств, по меньшей мере части жидкости, которая, в свою очередь, недоступна для аэрозолизации до выхода из удержания. Использование материала для удержания жидкости снижает риск разлития в случае поломки или трещин в генерирующем аэрозоль изделии (в изделии для генерирования аэрозоля) благодаря тому, что жидкий образующий аэрозоль субстрат безопасно удерживается в указанном материале для удержания. Это обеспечивает преимущество, состоящее в возможности создания генерирующего аэрозоль изделия, защищенного от утечек.
В контексте данного документа резаный табачный материал может содержать по меньшей мере одно из следующего: кусочки табачных листовых пластинок, восстановленный табак, кусочки табачных жилок или кусочки табачных стеблей. Аналогичным образом, резаный растительный материал может содержать по меньшей мере одно из следующего: кусочки листовых пластинок растений, кусочки листовых жилок растений или кусочки стеблей растений.
Например, по меньшей мере одна из гильзовой части и сердцевинной части может содержать пористый субстрат, такой как пористый восстановленный табачный материал. В дополнение, пористый субстрат может содержать глицерин, гуар, воду, табачные волокна, целлюлозные волокна, а также вкусоароматические вещества и никотин натурального или искусственного происхождения. Пористый субстрат может быть первоначально обеспечен в виде тонкого листового материала, а в завершение ему может быть придана форма сечения гильзовой части или сердцевинной части, как будет подробно описано ниже в отношении формообразующего устройства согласно настоящему изобретению. Предпочтительно, листовой материал гофрирован и/или сложен. Количество и плотность листового материала, поступающего в формообразующее устройство, могут быть выбраны таким образом, чтобы в результате гильзовая часть или сердцевинная часть имели конкретное сопротивление затяжке.
В еще одном примере по меньшей мере одна из гильзовой части, первой сердцевинной части и второй сердцевинной части могут содержать пористую пену, полученную из волокон и материалов натурального происхождения, например волокон и материалов, полученных из растений или овощей. Пена может содержать табак или табачный материал, или, в качестве альтернативы, она может не содержать табака. Пористая пена может содержать никотин в своем первоначальном составе. Пористая пена может содержать образующую аэрозоль жидкость, в частности она может быть пропитана или намочена ею. Образующая аэрозоль жидкость может содержать по меньшей мере одно из никотина и по меньшей мере одного вкусоароматического вещества.
В еще одном примере по меньшей мере одна из гильзовой части, первой сердцевинной части и второй сердцевинной части могут содержать литой листовой материал, который гофрирован и собран с приданием ему формы гильзовой части или сердцевинной части соответственно.
В еще одном примере гильзовая часть может содержать материал с низкой пористостью, который содержит по меньшей мере одно из расширенных волокон в виде ацетатного жгута, растительных расширенных волокон и волокон на основе целлюлозы. Волокна могут быть по существу ориентированы в одном направлении, в частности в направлении, параллельном продольной оси образующего аэрозоль стержня. В образующем аэрозоль стержне волокна могут быть сжаты, однако предпочтительно лишь до максимум 80 процентов, в частности до максимум 90 процентов от объема волокон, перед приданием волокнам формы образующего аэрозоль стержня. В данной конфигурации с низким коэффициентом сжатия гильзовая часть имеет низкое сопротивление затяжке и по существу не обладает способностью к фильтрации. В результате гильзовая часть успешно используется для воздействия на воздушный поток, который создается отрицательным давлением, прикладываемым к генерирующему аэрозоль изделию, и в который выделяются летучие соединения по меньшей мере из одной из первой сердцевинной части и второй сердцевинной части. Предпочтительно, в данной конфигурации гильзовая часть не содержит никакого образующего аэрозоль субстрата. В частности, гильзовая часть не содержит какого-либо табака или табачного материала. Соответственно, образование аэрозоля образующим аэрозоль субстратом концентрируется по меньшей мере в одной из первой сердцевинной части и второй сердцевинной части. Тем не менее, гильзовая часть может содержать вкусоароматическое вещество, которое может быть испарено с помощью токоприемника и вовлечено в поток воздуха.
С целью увеличения разнообразия генерируемых аэрозолей, второй образующий аэрозоль субстрат предпочтительно отличается от первого образующего аэрозоль субстрата. В дополнение или в качестве альтернативы, третий образующий аэрозоль субстрат может отличаться от по меньшей мере одного из первого образующего аэрозоль субстрата и второго образующего аэрозоль субстрата. Первый, второй и третий образующие аэрозоль субстраты могут отличаться друг от друга, например, по меньшей мере одним из следующего: содержимым, составом, вкусоароматическими веществами и текстурой. Например, первый образующий аэрозоль субстрат может содержать литой гофрированный лист, а второй образующий аэрозоль субстрат может содержать табачные волокна в виде пористого субстрата или пены.
Аналогичным образом, второй вкусоароматический материал предпочтительно отличается от первого вкусоароматического материала. Дополнительно или в качестве альтернативы, третий вкусоароматический материал может отличаться от по меньшей мере одного первого из вкусоароматического материала и второго вкусоароматического материала. Первый, второй и третий вкусоароматические материалы могут отличаться друг от друга, например, по меньшей мере одним из следующего: содержимым, составом, вкусоароматическими веществами и текстурой.
В целом, сечение первой цилиндрической сердцевинной части и второй цилиндрической сердцевинной части на виде в плоскости, перпендикулярной продольной оси образующего аэрозоль стержня, может иметь любую подходящую форму. Предпочтительно, по меньшей мере одна из первой цилиндрической сердцевинной части и второй цилиндрической сердцевинной части имеет прямоугольное, или квадратное, или треугольное, или полуовальное, или полуэллиптическое, или полукруглое сечение. Предпочтительно, эти формы сечения имеют по меньшей мере одну по существу прямую сторону. Таким образом, соответствующая цилиндрическая сердцевина имеет плоскость, в частности плоскую поверхность, которая может использоваться в качестве контактной поверхности, в которую в боковом направлении упирается токоприемник. Это обеспечивает преимущество, состоящее в повышении эффективности теплопередачи от токоприемника на соответствующую сердцевинную часть. Это имеет место, в частности, в случае, если токоприемник содержит соответствующую плоскую поверхность, которая упирается в плоскую поверхность соответствующей сердцевинной части в качестве ответной части.
Цилиндрические сердцевинные части также могут иметь звездообразное, или эллиптическое, или овальное, или круглое, или многоугольное сечение.
Предпочтительно, чтобы сечение каждой из первой сердцевинной части и второй сердцевинной части было по существу постоянным вдоль продольной оси образующего аэрозоль стержня в пределах производственных допусков. Однако в некоторых вариантах осуществления предпочтительно иметь прерывистую цилиндрическую сердцевинную часть, в частности, с прерывистым токоприемником. Это, в свою очередь, обеспечивает возможность резания непрерывно сформированной жилы образующего аэрозоль стержня (подробное описание которой приведено ниже) на отдельные образующие аэрозоль стержни без необходимости резания через токоприемник.
Предпочтительно, по меньшей мере одна из первой цилиндрической сердцевинной части или второй цилиндрической сердцевинной части имеет полосовую форму. Полосовая сердцевинная часть не только обеспечивает преимущества вследствие плоской контактной поверхности для токоприемника, как описано выше, но она также может быть полезна с точки зрения простоты производства с помощью непрерывного процесса формирования стержня. В контексте данного документа термин «полосовая сердцевинная часть» относится к цилиндрической сердцевинной части, имеющей протяженность по длине и протяженность по ширине, обе из которых больше, чем протяженность по толщине данного элемента. Предпочтительно, протяженность по длине также больше, чем протяженность по ширине. В случае, если по меньшей мере одна из первой сердцевинной части или второйсердцевинной части является полосовой, токоприемник предпочтительно упирается в большую сторону соответствующей сердцевинной части. Это обеспечивает преимущество, состоящее в повышении эффективности нагрева. Предпочтительно, соответствующая полосовая сердцевинная часть имеет прямоугольное, или полуовальное, или полуэллиптическое, или полукруглое сечение. Соответствующая полосовая сердцевинная часть также может иметь криволинейное прямоугольное, или криволинейное полуовальное, или криволинейное полуэллиптическое, или криволинейное полукруглое сечение, причем (большая или плоская) сторона соответствующего токоприемника является криволинейной.
В контексте данного документа термин «токоприемник» относится к элементу, содержащему материал, который способен индукционно нагреваться внутри переменного электромагнитного поля. Это может быть результатом по меньшей мере одного из потерь на гистерезис и вихревых токов, индуцируемых в токоприемнике, в зависимости от электрических и магнитных свойств материала токоприемника. Потери на гистерезис возникают в ферромагнитных или ферримагнитных токоприемниках вследствие перемагничивания магнитных доменов внутри материала под действием переменного электромагнитного поля. Вихревые токи могут быть индуцированы, если токоприемник является электропроводным. В случае электропроводного ферромагнитного токоприемника или электропроводного ферримагнитного токоприемника тепло может генерироваться как вследствие вихревых токов, так и вследствие потерь на гистерезис. Соответственно, токоприемник может содержать материал, который представляет собой по меньшей мере один из электропроводного и магнитного материалов.
Токоприемник может быть выполнен из любого материала, который может быть индукционно нагрет до температуры, достаточной для генерирования аэрозоля из образующего аэрозоль субстрата. Предпочтительный токоприемник содержит металл или углерод. Предпочтительный токоприемник может содержать ферромагнитный материал, например ферромагнитный сплав, ферритное железо, ферромагнитную сталь или нержавеющую сталь, или состоять из них. Еще один подходящий токоприемник может содержать алюминий или состоять из него. Предпочтительные токоприемники гут быть нагреты до температуры от приблизительно 40 градусов по Цельсию до приблизительно 500 градусов по Цельсию, в частности от приблизительно 50 градусов по Цельсию до приблизительно 450 градусов по Цельсию, предпочтительно от приблизительно 100 градусов по Цельсию до приблизительно 400 градусов по Цельсию. Токоприемник также может содержать неметаллический сердечник с металлическим слоем, нанесенным на неметаллический сердечник, например с металлическими дорожками, выполненными на поверхности керамического сердечника.
Токоприемник может иметь защитный наружный слой, например защитный керамический слой или защитный стеклянный слой, окружающий токоприемник. Токоприемник может содержать защитное покрытие из стекла, керамики или инертного металла, выполненное поверх сердцевины материала токоприемника.
Токоприемник может состоять из нескольких материалов. В частности, токоприемник может содержать первый материал токоприемника и второй материал токоприемника. Первый материал токоприемника предпочтительно оптимизирован в отношении тепловых потерь и, таким образом, эффективности нагрева. Например, первый материал токоприемника может представлять собой алюминий или черный металл, такой как нержавеющая сталь. В отличие от этого, второй материал токоприемника предпочтительно используется в качестве температурного маркера. Для этого материал второго токоприемника выбирают таким образом, чтобы его температура Кюри соответствовала заданной температуре нагрева узла токоприемника. Магнитные свойства второго токоприемника при его температуре Кюри изменяются с ферромагнитных на парамагнитные, что сопровождается временным изменением его электрического сопротивления. Таким образом, путем отслеживания изменения электрического тока, поглощаемого индукционным источником, можно определить, когда второй материал токоприемника достиг своей температуры Кюри и, таким образом, когда достигнута заданная температура нагрева. Второй материал токоприемника предпочтительно имеет температуру Кюри которая ниже точки воспламенения образующего аэрозоль субстрата, то есть предпочтительно ниже 500 градусов по Цельсию. Подходящие материалы для второго материала токоприемника могут включать никель и некоторые сплавы никеля. Никель имеет температуру Кюри от 354 градусов по Цельсию до 360 градусов по Цельсию, в зависимости от характера примесей. Температура Кюри в этом диапазоне является идеальной, поскольку она приблизительно равна температуре, до которой должен быть нагрет токоприемник с целью генерирования аэрозоля из образующего аэрозоль субстрата, но все еще является достаточно низкой, чтобы избежать локального перегрева или горения образующего аэрозоль субстрата.
Удлиненный токоприемник может присутствовать в форме штифта, стержня, нити или полосы. Предпочтительно, токоприемник представляет собой полосу или имеет полосовую форму. Токоприемная полоса имеет преимущество, поскольку ее можно легко изготовить с низкими затратами.
В контексте данного документа термины «полосовая форма» и «полоса» относятся к элементу, у которого обе из протяженности по длине и протяженности по ширине больше, чем протяженность по толщине этого элемента. Предпочтительно, протяженность по длине также больше, чем протяженность по ширине. В частности, токоприемная полоса может представлять собой токоприемное лезвие, токоприемную пластину, токоприемный лист, токоприемную ленту или токоприемную фольгу.
Предпочтительно, токоприемник может иметь квадратное или прямоугольное сечение на виде в плоскости, перпендикулярной продольной оси образующего аэрозоль стержня. Квадратное или прямоугольное сечение является предпочтительным применительно к первой сердцевинной части и второй сердцевинной части, имеющим квадратное или прямоугольное сечение. Таким образом обеспечивается возможность максимального увеличения теплопередачи. Предпочтительно, сечение токоприемника имеет соответствующий краевой участок, соответствующий краевому участку сечения соответствующей сердцевинной части, в которую может упираться токоприемник. Таким образом, между токоприемником и соответствующей сердцевинной частью реализована контактная поверхность, которая является достаточно большой с точки зрения улучшенной теплопередачи.
Токоприемник может иметь полуэллиптическое, полукруглое, полуовальное, овальное, эллиптическое, круглое, треугольное или многоугольное сечение.
Если токоприемник имеет форму полосы, в частности лезвия, пластины, листа, ленты или фольги, то этот токоприемник предпочтительно имеет по существу прямоугольное сечение. В этом случае токоприемник предпочтительно имеет размер по ширине больше, чем размер по толщине, например больше, чем двойной размер по толщине. Предпочтительно, полосовой токоприемник имеет ширину предпочтительно от приблизительно 2 миллиметров до приблизительно 8 миллиметров, более предпочтительно от приблизительно 3 миллиметров до приблизительно 5 миллиметров, и толщину предпочтительно от приблизительно 0,03 миллиметра до приблизительно 0,15 миллиметра, более предпочтительно от приблизительно 0,05 миллиметра до приблизительно 0,09 миллиметра. Длина токоприемной полосы может находиться, например, в диапазоне от 8 миллиметров до 16 миллиметров, в частности от 10 миллиметров до 14 миллиметров, предпочтительно 12 миллиметров.
В случае полосового токоприемника этот токоприемник предпочтительно расположен таким образом, что большая сторона токоприемника упирается в соответствующую сердцевинную часть, в частности в большую сторону воспринимающей сердцевинной части, в случае полосовых сердцевинных частей. Это обеспечивает преимущество, состоящее в повышении эффективности нагрева.
В случае полукруглого сечения токоприемник предпочтительно имеет ширину или радиус в диапазоне от приблизительно 0,5 миллиметра до приблизительно 2,5 миллиметра.
Предпочтительно, токоприемник является стабильным по размерам. Это означает, что токоприемник практически остается недеформированным во время изготовления образующего аэрозоль стержня, или что любая деформация токоприемника, необходимая для формирования образующего аэрозоль стержня, остается упругой, так что токоприемник возвращается к своей целевой форме при снятии деформирующего усилия. Для этого форма и материал токоприемника могут быть выбраны таким образом, чтобы обеспечить достаточную стабильность размеров. Это обеспечивает преимущество, состоящее в гарантировании того, что изначально необходимый профиль сечения сохраняется на протяжении всего изготовления образующего аэрозоль стержня. Высокая стабильность размеров снижает вариативность характеристик продукта. Применительно к формообразующему устройству, соответствующему настоящему изобретению и подробно описанному ниже, это означает, что указанное формообразующее устройство выполнено таким образом, что токоприемник по существу остается недеформированным после прохождения через формообразующее устройство. Это означает, что предпочтительно любая деформация токоприемника, необходимая для формирования непрерывного стержня, остается упругой, так что токоприемник возвращается к своей целевой форме после снятия деформирующего усилия.
Токоприемник может иметь постоянное сечение вдоль продольной оси образующего аэрозоль стержня. В качестве альтернативы, сечение токоприемника может изменяться вдоль продольной оси образующего аэрозоль стержня. Например, если токоприемник имеет форму полосы, то по меньшей мере одно из размера по ширине или размера по толщине токоприемника может изменяться вдоль длинной оси образующего аэрозоль стержня.
Предпочтительно, размер по длине токоприемника по существу соответствует размеру по длине образующего аэрозоль стержня при измерении вдоль продольной оси образующего аэрозоль стержня. Размер по длине токоприемника может находиться, например, в диапазоне от 8 миллиметров до 16 миллиметров, в частности от 10 миллиметров до 14 миллиметров, предпочтительно составлять 12 миллиметров. Кроме того, токоприемник может иметь размер по длине, равный размеру по длине по меньшей мере одной сердцевинной части и гильзовой части, что приводит к нагреву первой сердцевинной части, второй сердцевинной части и гильзовой части соответственно вдоль их протяженности по длине. Однако, как упоминалось выше, может быть предпочтительно иметь прерывистый токоприемник и, следовательно, токоприемник, у которого размер по длине токоприемника меньше, чем размер по длине образующего аэрозоль стержня.
Токоприемник может содержать расширенный металлический лист, содержащий множество отверстий, проходящих насквозь через лист, или состоять из него. В контексте данного документа термин «расширенный металлический лист»относится к металлическому листу того типа, в котором создано множество ослабленных областей, в частности множество перфораций, и который впоследствии был растянут с образованием регулярного рисунка отверстий, образованных в результате растяжения указанного множества ослабленных областей, в частности, из указанного множества перфораций.
Использование токоприемника, содержащего расширенный металлический лист, обеспечивает ряд преимуществ по сравнению с листообразными токоприемниками других типов. Во-первых, пропорциональное соотношение между общей массой и поверхностью тепловой эмиссии токоприемника, содержащего расширенный металлический лист, улучшено по сравнению с токоприемником, содержащим металлический лист без каких-либо отверстий. Это обеспечивает преимущество, состоящее в содействии экономии ресурсов для изготовления изделия. В дополнение, уменьшенная масса на единицу площади также может быть полезна с точки зрения уменьшения общей массы изделия. Во-вторых, конкретный процесс изготовления расширенного металлического листа не приводит к образованию отходов материала. В-третьих, благодаря указанным отверстиям, токоприемник изделия согласно настоящему изобретению является проницаемым, что приводит к усилению потока воздуха, втягиваемого через изделие, по сравнению с изделием, содержащим непроницаемый токоприемник. В дополнение, отверстия токоприемника облегчают выделение и вовлечение материала, который испаряется из нагреваемого образующего аэрозоль субстрата, в поток воздуха. Оба аспекта обеспечивают преимущество, состоящее в содействии образованию аэрозоля. В-четвертых, отверстия расширенного металлического листа могут быть заполнены образующим аэрозоль субстратом во время изготовления стержня. Это обеспечивает преимущество, состоящее в содействии фиксации токоприемника внутри образующего аэрозоль стержня. Как следствие, существенно повышаются точность и стабильность размещения токоприемника внутри образующего аэрозоль стержня.
Используемый в данном документе термин «отверстие» следует понимать как отверстие, которое проходит насквозь через весь расширенный листовой материал вдоль его протяженности по толщине от одной плоской стороны до противоположной плоской стороны расширенного листового материала. Аналогичным образом, термин «перфорация» следует понимать как перфорированное отверстие, которое проходит насквозь через весь листовой материал вдоль его протяженности по толщине от одной плоской стороны до противоположной плоской стороны листового материала. Термин «ослабленная область» относится к области металлического листа, которая имеет уменьшенную толщину материала в направлении, перпендикулярном основной поверхности металлического листа, то есть вдоль протяженности по толщине металла. Уменьшение толщины материала является таким, что при растяжении ослабленного металлического листа ослабленная область трансформируется в отверстие, проходящее насквозь через весь расширенный листовой материал вдоль его протяженности по толщине. Кроме того, термин «отверстия» может охватывать отверстия двух типов, а именно отверстия, имеющие замкнутую границу, и отверстия, имеющие частично разомкнутую границу. Отверстие, имеющее замкнутую границу, полностью ограничено материалом расширенного металлического листа вдоль периметра указанного отверстия. В отличие от этого, отверстие, имеющее частично разомкнутую границу, лишь частично ограничено материалом расширенного металлического листа вдоль периметра указанного отверстия. При их наличии, указанные одно или более отверстий, имеющих частично разомкнутую границу, расположены на боковой кромке расширенного металлического листа. Иначе говоря, такие отверстия открыты в боковом направлении к боковой кромке расширенного металлического листа. При их наличии, указанные одно или более отверстий, имеющих частично разомкнутую границу, могут быть образованы из ослабленных областей, в частности перфораций, которые созданы в металлическом листе, проходят за боковую кромку металлического листа и впоследствии растягиваются. Соответственно, расширенный металлический лист может содержать одно из следующего: множество отверстий, имеющих замкнутую границу; множество отверстий, имеющих частично разомкнутую границу; или одно или более отверстий, имеющих замкнутую границу, а также одно или более отверстий, имеющих частично разомкнутую границу. Указанное множество отверстий могут быть расположены в виде периодического рисунка, в частности периодического рисунка со смещением. В частности, в смещенной компоновке указанное множество отверстий могут быть расположены в виде множества рядов вдоль первого направления, причем каждый ряд проходит во втором направлении, перпендикулярном первому направлению, и содержит одно или более отверстий, причем указанные одно или более отверстий в одном ряду смещены относительно указанных одного или более отверстий в каждом соседнем ряду.
Предпочтительно, токоприемник, а также первая сердцевинная часть и вторая сердцевинная часть имеют полосовую форму. В частности, большая сторона полосового токоприемника может упираться в соответствующую большую сторону первой полосовой сердцевинной части и второй полосовой сердцевинной части. Предпочтительно, в данной конфигурации соответствующие сечения первой сердцевинной части и второй сердцевинной части в значительной степени перекрываются с областью нагрева сечения полосового токоприемника, что делает нагрев соответствующей сердцевинной части более эффективным. Еще более предпочтительно, по меньшей мере один из размера по ширине и размера по длине полосового токоприемника равен размеру по ширине или размеру по длине по меньшей мере одной из первой полосовой сердцевинной части и второй сердцевинной полосовой сердцевинной части соответственно. Такая компоновка может также быть предпочтительной для эффективного нагрева соответствующей сердцевинной части. Возможно также, что по меньшей мере один из размера по ширине и размера по длине полосового токоприемника составляет меньше, чем размер по ширине или размер по длине по меньшей мере одной из первой полосовой сердцевинной части и второй полосовой сердцевинной части соответственно. Это обеспечивает возможность содействия экономии материала токоприемника. В качестве альтернативы, возможно также, что по меньшей мере один из размера по ширине и размера по длине полосового токоприемника составляет больше, чем размер по ширине или размер по длине по меньшей мере одной из первой полосовой сердцевинной части и второй полосовой сердцевинной части соответственно. Это обеспечивает возможность содействия повышению скорости нагрева.
Токоприемник может быть расположен симметрично относительно продольной центральной оси образующего аэрозоль стержня. Иначе говоря, продольная центральная ось цилиндрической сердцевины расположена коаксиально с продольной центральной осью образующего аэрозоль стержня. Аналогичным образом, первая сердцевинная часть и вторая сердцевинная часть могут иметь одинаковые размеры, в частности одинаковые размеры сечения, и они могут быть расположены симметрично относительно продольной центральной оси образующего аэрозоль стержня. Любая из этих компоновок может быть полезна с точки зрения хорошо сбалансированного распределения массы образующего аэрозоль стержня.
Гильзовая часть предпочтительно окружает первую сердцевинную часть и вторую сердцевинную часть и токоприемник по всей окружности образующего аэрозоль стержня. Аналогичным образом, гильзовая часть предпочтительно расположена вдоль всего размера по длине по меньшей мере одного из первой сердцевинной части, второй сердцевинной части и токоприемника, предпочтительно вдоль всего размера по длине всех из указанных элементов, а именно первой сердцевинной части, второй сердцевинной части и токоприемника. Таким образом обеспечивается возможность равномерного нагрева гильзовой части с помощью токоприемника.
В целом, сечение гильзовой части на виде в плоскости, перпендикулярной продольной оси образующего аэрозоль стержня, может иметь любую подходящую форму. Предпочтительно, гильзовая часть имеет прямоугольное, или квадратное, или эллиптическое, или круглое, или треугольное, или иное многоугольное наружное сечение. Внутреннее сечение предпочтительно адаптировано к профилю наружного сечения профиля сечения узла, содержащего первую сердцевинную часть, вторую сердцевинную часть и токоприемник, упирающийся в первую сердцевинную часть и вторую сердцевинную часть.
Предпочтительно, гильзовая часть окружает токоприемник, первую сердцевинную часть и вторую сердцевинную часть таким образом, что она образует или округляет, в частности полностью округляет, цилиндрическую форму образующего аэрозоль стержня. Таким образом, наружное сечение гильзовой части предпочтительно определяет наружную форму сечения образующего аэрозоль стержня.
Предпочтительно, образующий аэрозоль стержень имеет круглое, или эллиптическое, или овальное сечение. Однако изделие может также иметь квадратное, или прямоугольное, или треугольное, или другое многоугольное сечение. В частности, наружная форма сечения гильзовой части может определять наружную форму сечения образующего аэрозоль стержня.
Согласно настоящему изобретению, предложено также индукционно нагреваемое генерирующее аэрозоль изделие для использования с индукционно нагревающим генерирующим аэрозоль устройством, содержащее генерирующий аэрозоль стержень согласно настоящему изобретению, описанный в данном документе.
В контексте данного документа термин «генерирующее аэрозоль изделие» относится к изделию, которое содержит по меньшей мере один образующий аэрозоль субстрат и подлежит использованию с генерирующим аэрозоль устройством. Генерирующее аэрозоль изделие может представлять собой расходную часть, предназначенную для однократного использования. Генерирующее аэрозоль изделие может представлять собой табачное изделие. В частности, изделие может представлять собой стержнеобразное изделие, схожее с обычными сигаретами.
В дополнение к образующему аэрозоль стержню, изделие может дополнительно содержать другие элементы, а именно: опорный элемент, содержащий центральный канал для воздуха, элемент для охлаждения аэрозоля и фильтрующий элемент. Любой из этих элементов или любое их сочетание могут быть расположены последовательно с сегментом образующего аэрозоль стержня. Предпочтительно, образующий аэрозоль стержень расположен на дальнем конце изделия. Аналогичным образом, фильтрующий элемент предпочтительно расположен на ближнем конце изделия. Кроме того, эти элементы могут иметь такое же наружное сечение, что и сегмент образующего аэрозоль стержня.
Фильтрующий элемент предпочтительно служит в качестве мундштука или части мундштука вместе с элементом для охлаждения аэрозоля. В контексте данного документа термин «мундштук» относится к той части изделия, через которую аэрозоль выходит из генерирующего аэрозоль изделия. Фильтрующий элемент предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру генерирующего аэрозоль изделия. Фильтрующий элемент может иметь наружный диаметр от 5 миллиметров до 10 миллиметров, например от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет наружный диаметр 7,2 миллиметра плюс/минус 10 процентов, предпочтительно плюс/минус 5 процентов. Длина фильтрующего элемента может составлять от 5 миллиметров до 25 миллиметров, предпочтительно от 10 миллиметров до 17 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет длину 12 миллиметров или 14 миллиметров. В еще одном предпочтительном варианте осуществления фильтрующий элемент имеет длину 7 миллиметров.
Опорный элемент может быть расположен сразу же после образующего аэрозоль стержня по направлению потока. Опорный элемент может упираться в образующий аэрозоль стержень. Опорный элемент может быть выполнен из любого подходящего материала или комбинации материалов. Например, опорный элемент может быть выполнен из одного или более материалов, выбранных из группы, состоящей из следующего: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы. Опорный элемент может содержать полый трубчатый элемент. В предпочтительном варианте осуществления опорный элемент содержит полую ацетилцеллюлозную трубку.
Опорный элемент предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру генерирующего аэрозоль изделия. Наружный диаметр опорного элемента может составлять от 5 миллиметров до 12 миллиметров, например от 5 миллиметров до 10 миллиметров или от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет наружный диаметр 7,2 миллиметра плюс/минус 10 процентов, предпочтительно плюс/минус 5 процентов. Опорный элемент может иметь длину от 5 миллиметров до 15 миллиметров, в частности от 6 миллиметров до 12 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину 8 мм.
Элемент для охлаждения аэрозоля может быть расположен дальше по потоку относительно образующего аэрозоль субстратного элемента, например непосредственно после опорного элемента по потоку, и он может упираться в опорный элемент.
Элемент для охлаждения аэрозоля может быть расположен между опорным элементом и фильтрующим элементом, расположенным на самом дальнем по потоку конце генерирующего аэрозоль изделия.
В контексте данного документа термин «элемент для охлаждения аэрозоля» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление затяжке, например от 15 мм вод. ст. до 20 мм вод. ст. При использовании аэрозоль, образуемый летучими соединениями, выделяющимися из образующих аэрозоль стержней, втягивается через элемент для охлаждения аэрозоля перед переносом к мундштучному концу генерирующего аэрозоль изделия.
Элемент для охлаждения аэрозоля предпочтительно имеет пористость в продольном направлении свыше 50 процентов. Канал для потока воздуха через элемент для охлаждения аэрозоля предпочтительно является сравнительно свободным. Элемент для охлаждения аэрозоля может представлять собой собранный лист или гофрированный и собранный лист. Элемент для охлаждения аэрозоля может содержать листовой материал, выбранный из группы, состоящей из следующего: полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (СА) и алюминиевой фольги или любой их комбинаций.
В предпочтительном варианте осуществления элемент для охлаждения аэрозоля содержит собранный лист из биологически разлагаемого материала. Например, собранный лист из непористой бумаги или собранный лист из биологически разлагаемого полимерного материала, такого как полимолочная кислота или материал марки Mater-Bi<®> (имеющееся в продаже семейство сополимеров сложных эфиров на основе крахмала).
Элемент для охлаждения аэрозоля предпочтительно содержит лист из PLA, более предпочтительно гофрированный собранный лист из PLA. Элемент для охлаждения аэрозоля может быть выполнен из листа, имеющего толщину от 10 микрометров до 250 микрометров, в частности от 40 микрометров до 80 микрометров, например 50 микрометров. Элемент для охлаждения аэрозоля может быть выполнен из собранного листа, имеющего ширину от 150 миллиметров до 250 миллиметров. Элемент для охлаждения аэрозоля может иметь удельную площадь поверхности от 300 квадратных миллиметров на миллиметр длины до 1000 квадратных миллиметров на миллиметр длины или от 10 квадратных миллиметров на миллиграмм веса до 100 квадратных миллиметров на миллиграмм веса. В некоторых вариантах осуществления элемент для охлаждения аэрозоля может быть выполнен из собранного листа материала, имеющего удельную площадь поверхности приблизительно 35 квадратных миллиметров на миллиграмм веса. Элемент для охлаждения аэрозоля может иметь наружный диаметр от 5 миллиметров до 10 миллиметров, например 7 миллиметров.
В некоторых предпочтительных вариантах осуществления длина элемента для охлаждения аэрозоля составляет от 10 миллиметров до 15 миллиметров. Предпочтительно, длина элемента для охлаждения аэрозоля составляет от 10 миллиметров до 14 миллиметров, например 13 миллиметров. В альтернативных вариантах осуществления длина элемента для охлаждения аэрозоля составляет от 15 миллиметров до 25 миллиметров. Предпочтительно, длина элемента для охлаждения аэрозоля составляет от 16 миллиметров до 20 миллиметров, например 18 миллиметров.
Изделие может дополнительно содержать обертку, окружающую по меньшей мере часть разных элементов, упомянутых выше, таким образом, чтобы удерживать их вместе и сохранять необходимую форму сечения изделия. Предпочтительно, обертка образует по меньшей мере часть наружной поверхности изделия. Например, обертка может представлять собой бумажную обертку, в частности бумажную обертку, изготовленную из сигаретной бумаги. В качестве альтернативы, обертка может представлять собой фольгу, например, изготовленную из пластмассы. Обертка может быть проницаемой для текучей среды, чтобы обеспечить возможность выделения испаряемого образующего аэрозоль субстрата из изделия. Проницаемая для текучей среды обертка может также обеспечивать возможность втягивания воздуха в изделие через его окружную поверхность. Кроме того, обертка может содержать по меньшей мере одно летучее вещество, подлежащее активации и выделению из обертки при нагреве. Например, обертка может быть пропитана летучим вкусоароматическим веществом.
Предпочтительно, индукционно нагреваемое генерирующее аэрозоль изделие согласно настоящему изобретению имеет круглое, или эллиптическое, или овальное сечение. Тем не менее, изделие может также иметь квадратное, или прямоугольное, или треугольное, или многоугольное сечение.
Дополнительные признаки и преимущества генерирующей аэрозоль системы согласно настоящему изобретению были описаны в отношении образующего аэрозоль стержня и применимы в той же степени.
Настоящее изобретение также относится к генерирующей аэрозоль системе, содержащей индукционно нагреваемое генерирующее аэрозоль изделие согласно настоящему изобретению, описанное в данном документе. Система дополнительно содержит индукционно нагревающее генерирующее аэрозоль устройство для использования с указанным изделием. Генерирующее аэрозоль устройство содержит приемную полость для по меньшей мере частичного размещения изделия в этой приемной полости. Генерирующее аэрозоль устройство дополнительно содержит индукционный источник, содержащий по меньшей мере одну катушку индуктивности для генерирования переменного, в частности высокочастотного, электромагнитного поля внутри приемной полости таким образом, чтобы происходил индукционный нагрев токоприемника изделия при размещении изделия в указанной приемной полости. Указанная по меньшей мере одна катушка индуктивности может представлять собой спиральную катушку индуктивности, которая расположена коаксиально вокруг цилиндрической приемной полости.
Устройство может дополнительно содержать узел питания и контроллер для подачи мощности и управления процессом нагрева. Упоминаемое в данном документе переменное, в частности высокочастотное, электромагнитное поле может иметь частоту в диапазоне от 500 кГц до 30 МГц, в частности, от 5 МГц до 15 МГц, предпочтительно от 5 МГц до 10 МГц.
Генерирующее аэрозоль устройство может представлять собой, например, устройство, описанное в WO 2015/177256 A1.
При использовании генерирующее аэрозоль изделие взаимодействует с генерирующим аэрозоль устройством таким образом, что токоприемник располагается внутри переменного электромагнитного поля, генерируемого индуктором.
Дополнительные признаки и преимущества генерирующей аэрозоль системы согласно настоящему изобретению уже были описаны в отношении генерирующего аэрозоль изделия и применимы в той же степени.
Согласно настоящему изобретению, предложено также формообразующее устройство для использования в производстве индукционно нагреваемых образующих аэрозоль стержней согласно настоящему изобретению, описанных в данном документе. Указанное формообразующее устройство содержит:
- первое устройство формирования сердцевины, выполненное с возможностью собирания первого сердцевинного материала, который содержит по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала, с образованием первой непрерывной сердцевинной жилы таким образом, чтобы после прохождения через первое устройство формирования сердцевины первая непрерывная сердцевинная жила (нить) имела форму сечения, соответствующую форме сечения первой цилиндрической сердцевинной части;
- второе устройство формирования сердцевины, выполненное с возможностью собирания второго сердцевинного материала, который содержит по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала, с образованием второй непрерывной сердцевинной жилы таким образом, чтобы после прохождения через второе устройство формирования сердцевины вторая непрерывная сердцевинная жила имела форму сечения, соответствующую форме сечения второй цилиндрической сердцевинной части;
- продольную направляющую для размещения непрерывного токоприемного профиля между первой и второй непрерывными сердцевинными жилами, причем указанная продольная направляющая проходит дальше по потоку по меньшей мере внутрь расположенной раньше по потоку секции по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины;
- устройство формирования гильзы, расположенное вокруг по меньшей мере находящейся дальше по потоку секции участка первого устройства формирования сердцевины и второго устройства формирования гильзы и выполненное с возможностью собирания гильзового материала, который содержит по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала, с образованием непрерывной гильзовой жилы вокруг первой непрерывной сердцевинной жилы, второй непрерывной сердцевинной жилы и непрерывного токоприемного профиля таким образом, чтобы непрерывная гильзовая жила (нить) имела форму сечения, соответствующую форме сечения гильзовой части.
Указанное формообразующее устройство обеспечивает преимущество, состоящее в возможности эффективной сборки различных компонентов образующего аэрозоль стержня с образованием требуемой геометрии образующего аэрозоль стержня, подлежащего изготовлению. В частности, формообразующее устройство обеспечивает возможность точного размещения каждого компонента с точки зрения местоположения и формы в пределах соответствующих допусков.
Для собирания первого сердцевинного материала и второго сердцевинного материала с образованием первой непрерывной сердцевинной жилы и второй непрерывной сердцевинной жилы соответственно, каждое из первого устройства формирования сердцевины и второго устройства формирования сердцевины может содержать внутреннюю воронку. Иначе говоря, первое устройство формирования сердцевины и второе устройство формирования сердцевины могут быть отдельными друг от друга. В качестве альтернативы, первое устройство формирования сердцевины и второе устройство формирования сердцевины могут содержать общую внутреннюю воронку, или они могут быть по меньшей мере частично, предпочтительно полностью, реализованы посредством общего устройства формирования сердцевины, в частности общей внутренней воронки.
Соответствующие внутренние воронки или общая внутренняя воронка могут содержать по существу трубчатый корпус. По существу трубчатый корпус может содержать по меньшей мере одну сужающуюся секцию, в частности по меньшей мере одну конически сужающуюся секцию. Предпочтительно, указанная по меньшей мере одна сужающаяся секция находится на расположенном раньше по потоку конце соответствующего устройства формирования сердцевины. Вдоль продольной центральной оси формообразующего устройства осевая длина указанной по меньшей мере одной сужающейся секции может составлять по меньшей мере 10 процентов, в частности по меньшей мере 20 процентов, предпочтительно по меньшей мере 30 процентов от осевой длины соответствующего устройства формирования сердцевины.
Если первое устройство формирования сердцевины и второе устройство формирования сердцевины являются отдельными друг от друга, то форма внутреннего сечения первого устройства формирования сердцевины, в частности форма внутреннего сечения расположенного дальше по потоку сечения первого устройства формирования сердцевины, предпочтительно соответствует форме сечения первой цилиндрической сердцевинной части. Аналогичным образом, форма внутреннего сечения второго устройства формирования сердцевины, в частности форма внутреннего сечения расположенного дальше по потоку сечения второго устройства формирования сердцевины, предпочтительно соответствует форме сечения второй цилиндрической сердцевинной части.
Если первое устройство формирования сердцевины и второе устройство формирования сердцевины по меньшей мере частично реализованы посредством общего устройства формирования сердцевины, в частности общей внутренней воронки, то форма внутреннего сечения общего устройства формирования сердцевины, в частности форма внутреннего сечения расположенной дальше по потоку секции общего устройства формирования сердцевины, предпочтительно соответствует профилю сечения узла, образованного первой сердцевинной частью и второй сердцевинной частью, то есть огибающей линии сечения первой сердцевинной части и второй сердцевинной части. В частности, форма внутреннего сечения общей внутренней воронки может соответствовать профилю сечения узла, образованного первой сердцевинной частью и второй сердцевинной частью, то есть огибающей линии сечения первой сердцевинной части и второй сердцевинной части.
Предпочтительно, собирание происходит в поперечном направлении относительно направления перемещения соответствующего сердцевинного материала через соответствующее устройство формирования сердцевины. В зависимости от радиального местоположения соответствующей сердцевинной части в образующем аэрозоль стержне, центральная ось общей внутренней воронки может быть коаксиальной с продольной центральной осью формообразующего устройства согласно настоящему изобретению.
Указанная продольная направляющая обеспечивает преимущество, состоящее в содействии достижению такого местоположения токоприемного профиля, которое соответствует его заданному местоположению в конечном образующем аэрозоль стержне. В дополнение, продольная направляющая также является предпочтительной с точки зрения поддержания стабильных размеров токоприемного профиля при прохождении через формообразующее устройство, в частности первое, второе или общее устройство формирования сердцевины. Еще более предпочтительно, продольная направляющая может использоваться для первоначального отделения токоприемного профиля от сердцевинного материала на расположенном раньше по потоку конце первого, второго или общего устройства формирования сердцевины соответственно.
Продольная направляющая может содержать направляющую трубку. Предпочтительно, направляющая трубка имеет внутренний профиль сечения, который по существу соответствует наружному профилю сечения токоприемного профиля. Это может быть особенно предпочтительным с точки зрения надлежащего направления токоприемного профиля. В качестве альтернативы, продольная направляющая может содержать один или более направляющих рельсов или направляющих опор, имеющих плоскую направляющую поверхность для направления непрерывного токоприемного профиля. Это может быть предпочтительным, в частности, в том случае, если непрерывный токоприемный профиль является полосовым. Например, продольная направляющая может содержать два направляющих рельса. Два направляющих рельса могут быть расположены параллельно друг другу на расстоянии, равном или максимум на 20 процентов, предпочтительно максимум на 10 процентов, превышающем размер по толщине полосового токоприемного профиля. Плоская направляющая поверхность одного из направляющих рельсов может быть обращена к плоской направляющей поверхности другого направляющего рельса таким образом, чтобы обеспечивалась возможность направления полосового токоприемного профиля между обеими направляющими поверхностями.
Согласно настоящему изобретению, продольная направляющая проходит дальше по потоку по меньшей мере внутрь расположенной раньше по потоку секции по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины, в частности общего устройства формирования сердцевины. Это обеспечивает преимущество, состоящее в возможности дополнительного проведения токоприемного профиля в направлении, перпендикулярном направлению перемещения через формообразующее устройство независимо от продольной направляющей. В контексте данного документа выражение «расположенная раньше по потоку секция первого, второго или общего устройства формирования сердцевины» относится к первой ступени соответствующего устройства формирования сердцевины, на которой соответствующий сердцевинный материал по меньшей мере частично собирается, но еще не достигает конечной формы. В частности, при прохождении через расположенную раньше по потоку секцию соответствующего устройства формирования сердцевины, соответствующий сердцевинный материал по меньшей мере частично собирается с образованием неплотной конфигурации. В данном контексте «неплотный» указывает на то, что полотно субстрата на данный момент еще не собрано с образованием конечной, более плотной формы. Собранный по меньшей мере частично сердцевинный материал может иметь любую форму или конфигурацию, в частности стержневую форму, однако с меньшей плотностью (или большим диаметром), чем у конечной стержневой формы после полного прохождения через устройство формирования сердцевины.
В частности, продольная направляющая и расположенная раньше по потоку секция первого, второго или общего устройства формирования сердцевины могут образовывать направляющий канал или направляющую трубку, через которую может проходить токоприемный профиль. Как описано выше, указанные направляющий канал или трубка предпочтительно имеют внутренний профиль сечения, который по существу соответствует наружному профилю сечения токоприемного профиля. Это может быть особенно предпочтительным с точки зрения надлежащего направления токоприемного профиля.
Предпочтительно, токоприемный профиль является направляемым на расположенном дальше по потоку конце расположенной раньше по потоку секции или еще дальше по потоку относительно указанной расположенной раньше по потоку секции устройства формирования сердцевины. Также возможно, что продольная направляющая проходит дальше по потоку относительно расположенной раньше по потоку секции устройства формирования сердцевины.
Соответственно, продольная направляющая может быть выполнена с возможностью направления токоприемного профиля по меньшей мере вдоль 25 процентов, в частности по меньшей мере вдоль 50 процентов, предпочтительно по меньшей мере вдоль 75 процентов, более предпочтительно по меньшей мере вдоль 90 процентов, или вдоль 100 процентов длины первого, второго или общего устройства формирования сердцевины. Для этого продольная направляющая может проходить по меньшей мере вдоль 25 процентов, в частности по меньшей мере вдоль 50 процентов, предпочтительно по меньшей мере вдоль 75 процентов, более предпочтительно по меньшей мере вдоль 90 процентов, или вдоль 100 процентов длины устройства формирования сердцевины. Предпочтительно, расположенный раньше по потоку конец продольной направляющей расположен раньше по потоку относительно расположенного раньше по потоку конца первого, второго или общего устройства формирования сердцевины соответственно. Это обеспечивает точное предварительное размещение токоприемного профиля в его требуемом конечном местоположении в пределах образующего аэрозоль стержня перед поступлением в устройство формирования сердцевины, то есть раньше по потоку относительно устройства формирования сердцевины.
Аналогичным образом, по меньшей мере одно из первого устройства формирования сердцевины и второго устройства формирования сердцевины, в частности общее устройство формирования сердцевины, может проходить дальше по потоку по меньшей мере внутрь расположенной раньше по потоку секции устройства формирования гильзы. Это обеспечивает преимущество, состоящее в обеспечении надлежащего размещения первого сердцевинного материала и второго сердцевинного материала в их заданных местоположениях в конечном образующем аэрозоль стержне.
В контексте данного документа выражение «расположенная раньше по потоку секция устройства формирования гильзы» относится к первой ступени устройства формирования гильзы, на которой материал гильзовой части по меньшей мере частично собирается, но еще не достигает конечной формы. В частности, при прохождении через расположенную раньше по потоку секцию устройства формирования гильзы гильзовый материал по меньшей мере частично собирается с образованием неплотной компоновки. В данном контексте «неплотный» указывает на то, что гильзовый материал на данный момент еще не собран с образованием конечной, более плотной формы. Собранный по меньшей мере частично гильзовый материал может иметь любую форму или конфигурацию, в частности форму стержня, однако с меньшей плотностью (или большим диаметром), чем у конечной формы стержня после полного прохождения через устройство формирования гильзы.
Как описано выше в отношении продольной направляющей, по меньшей мере одно из первого устройства формирования сердцевины и второго устройства формирования сердцевины, в частности общее устройство формирования сердцевины, может проходить по меньшей мере вдоль 25 процентов, в частности по меньшей мере вдоль 50 процентов, предпочтительно вдоль 75 процентов, более предпочтительно вдоль 90 процентов, или вдоль 100 процентов длины устройства формирования гильзы. Расположенный раньше по потоку конец по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины, в частности общего устройства формирования сердцевины, может быть расположен на расположенном раньше по потоку конце устройства формирования гильзы или раньше по потоку относительно этого конца.
Для регулирования местоположения продольной направляющей относительно по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) по меньшей мере в одном направлении, формообразующее устройство может содержать первую ступень поступательного перемещения. Предпочтительно, первая ступень поступательного перемещения выполнена с возможностью регулирования по меньшей мере осевого местоположения продольной направляющей относительно по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины). Используемый в данном документе термин «осевой» относится к направлению перемещения токоприемного профиля, сердцевинного материала и гильзового материала через формообразующее устройство, в частности к продольной центральной оси формообразующего устройства. В частности, в случае, если продольная направляющая выполнена с возможностью первоначального отделения токоприемного профиля от по меньшей мере одного из первого сердцевинного материала и второго сердцевинного материала в расположенной раньше по потоку секции первого устройства формирования сердцевины или второго устройства формирования сердцевины соответственно (или общего устройства формирования сердцевины), то благодаря регулируемости осевого местоположения продольной направляющей относительно по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) обеспечивается возможность регулирования осевого местоположения, в котором токоприемный профиль и соответствующий сердцевинный материал сходятся вместе. В дополнение или в качестве альтернативы, указанная первая ступень поступательного перемещения также может быть выполнена с возможностью регулирования местоположения продольной направляющей относительно по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) по меньшей мере в одном, в частности в двух, боковых направлениях, перпендикулярных осевому направлению. Два указанных боковых направления предпочтительно перпендикулярны друг другу.
Для регулирования местоположения по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) относительно устройства формирования гильзы формообразующее устройство может содержать вторую ступень поступательного перемещения. Предпочтительно, вторая ступень поступательного перемещения выполнена с возможностью регулирования местоположения по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) относительно устройства формирования гильзы по меньшей мере в одном направлении, в частности по меньшей мере в одном боковом направлении, предпочтительно по меньшей мере в двух боковых направлениях. Два указанных боковых направления предпочтительно перпендикулярны друг другу. Используемый в данном документе термин «боковой» относится к направлению, перпендикулярному направлению перемещения токоприемного профиля, сердцевинного материала и гильзового материала через формообразующее устройство, в частности к продольной центральной оси формообразующего устройства. Дополнительно или в качестве альтернативы, вторая ступень поступательного перемещения также может быть выполнена с возможностью регулирования осевого местоположения по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) относительно устройства формирования гильзы, то есть в направлении, параллельном направлению перемещения, в частности продольной центральной оси формообразующего устройства.
Вторая ступень поступательного перемещения может быть выполнена с возможностью одновременного регулирования на одной операции обоих из местоположения первого устройства формирования сердцевины и местоположения второго устройства формирования сердцевины относительно устройства формирования гильзы. В частности, местоположение первого устройства формирования сердцевины и местоположение второго устройства формирования сердцевины могут быть связаны друг с другом и, таким образом, регулироваться лишь совместно. В качестве альтернативы, формообразующее устройство может содержать две отдельных вторых ступени поступательного перемещения, по одной для каждого из первого устройства формирования сердцевины и второго устройства формирования сердцевины, для раздельного регулирования их соответствующего местоположения относительно устройства формирования гильзы.
Первая ступень поступательного перемещения и вторая ступень поступательного перемещения могут представлять собой часть системы ступеней поступательного перемещения формообразующего устройства.
Для собирания гильзового материала в непрерывную гильзовую жилу вокруг непрерывной сердцевинной жилы и непрерывного токоприемника, устройство формирования гильзы может содержать наружную воронку. Наружная воронка может быть расположена вокруг по меньшей мере расположенной дальше по потоку секции устройства формирования сердцевины, то есть секции устройства формирования сердцевины, расположенной дальше по потоку относительно расположенной раньше по потоку секции устройства формирования сердцевины, как дополнительно определено выше.
Формообразующее устройство может дополнительно содержать одно или более направляющих ребер, расположенных на внутренней поверхности устройства формирования гильзы, в частности на внутренней поверхности наружной воронки. В качестве альтернативы или дополнительно, формообразующее устройство может содержать одно или более направляющих ребер, расположенных на наружной поверхности по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины), в частности на наружной поверхности соответствующей внутренней воронки. Эти направляющие ребра выполнены с возможностью направления гильзового материала в сторону расположенного дальше по потоку конца устройства формирования гильзы. Направляющие ребра обеспечивают преимущество, состоящее в возможности содействия уменьшению нежелательного нагрева устройства формирования гильзы и устройства формирования сердцевины во время процесса формирования гильзы, что может происходить из-за трения между гильзовым материалом и внутренней поверхностью устройства формирования гильзы с одной стороны и наружной поверхностью по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) соответственно с другой стороны.
Предпочтительно, указанные одно или более направляющих ребер спирально закручены относительно направления перемещения гильзового материала через формообразующее устройство. В частности, указанные одно или более направляющих ребер могут проходить предпочтительно по спирали вдоль всего размера по длине устройства формирования сердцевины или устройства формирования гильзы соответственно. На виде в сечении, перпендикулярном продольной оси формообразующего устройства, указанные одно или более направляющих ребер могут иметь треугольное, или полуовальное, или полуэллиптическое сечение. В двух последних конфигурациях большая полуось полуовального или полуэллиптического сечения предпочтительно расположена перпендикулярно относительно продольной оси формообразующего устройства, в частности по существу радиально относительно продольной центральной оси формообразующего устройства. Сечение указанных одного или более направляющих ребер может варьироваться, в частности, по размеру. Например, сечение указанных одного или более направляющих ребер может уменьшаться вдоль направления перемещения гильзового материала через формообразующее устройство. Аналогичным образом, высота указанных одного или более направляющих ребер, то есть протяженность указанных одного или более ребер в радиальном направлении относительно продольной центральной оси формообразующего устройства, может изменяться, в частности она может уменьшаться вдоль направления перемещения гильзового материала через формообразующее устройство.
Указанные одно или более направляющих ребер могут иметь разрывы вдоль протяженности по длине, то есть по существу вдоль направления перемещения гильзового материала через формообразующее устройство.
В частности, два или более направляющих ребер могут быть расположены по окружности на внутренней поверхности устройства формирования гильзы. Аналогичным образом, указанные два или более направляющих ребер могут быть расположены по окружности на наружной поверхности по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины).
Указанные одно или более направляющих ребер на внутренней поверхности устройства формирования гильзы и одно или более направляющих ребер на наружной поверхности по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) могут быть расположены в различных местах по окружности. В частности, окружные местоположения одного или более направляющих ребер на внутренней поверхности устройства формирования гильзы и одного или более направляющих ребер на наружной поверхности по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) могут быть смещены на определенный угол поворота относительно продольной центральной оси формообразующего устройства, например на 30 градусов, или 60 градусов, или на 90 градусов, или на 120 градусов. В частности, направляющее ребро на наружной поверхности по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины (или общего устройства формирования сердцевины) может быть расположено в окружном местоположении, которое находится между окружными местоположениями двух соседних ребер на внутренней поверхности устройства формирования гильзы, в частности посередине между ними.
В качестве альтернативы или в дополнение к указанным одному или более направляющим ребрам, устройство формирования гильзы может содержать одно или более охлаждающих ребер на наружной поверхности устройства формирования гильзы и/или одно или более охлаждающих отверстий в стенке устройства формирования гильзы. Указанные одно или более охлаждающих ребер или одно или более охлаждающих отверстий обеспечивают преимущество, состоящее в возможности содействия уменьшению нежелательного нагрева устройства формирования гильзы во время процесса формирования гильзы, что может происходить из-за трения между гильзовым материалом и внутренней поверхностью устройства формирования гильзы.
Формообразующее устройство может представлять собой часть общего производственного устройства для производства образующих аэрозоль стержней, в частности образующих аэрозоль стержней согласно настоящему изобретению.
Соответственно, в настоящем изобретении дополнительно предложено производственное устройство для производства образующих аэрозоль стержней, в частности образующих аэрозоль стержней согласно настоящему изобретению, содержащее формообразующее устройство согласно настоящему изобретению, описанное в данном документе.
Дальше по потоку относительно формообразующего устройства производственное устройство может дополнительно содержать устройство формирования стержня, предназначенное для окончательной обработки, в частности для формирования целостной совокупности первой непрерывной сердцевинной жилы, второй непрерывной сердцевинной жилы, токоприемного профиля и непрерывной гильзовой жилы с образованием непрерывной жилы образующего аэрозоль стержня. Устройство формирования стержня может содержать форматную ленту в виде непрерывной конвейерной ленты. Форматная лента предпочтительно взаимодействует с по меньшей мере одной полу-воронкой для придания окончательной формы стержню, и предпочтительно, для обеспечения обертки вокруг целостной совокупности первой непрерывной сердцевинной жилы, второй непрерывной сердцевинной жилы, токоприемного профиля и непрерывной гильзовой жилы. Предпочтительно, форматная лента расположена ниже центральной оси устройства формирования стержня, в то время как указанная по меньшей мере одна полу-воронка расположена выше центральной оси и, следовательно, выше форматной ленты.
Форматная лента может поддерживать обертку. Обертка может подаваться от узла подачи обертки внутрь расположенного раньше по потоку конца устройства формирования стержня. Узел подачи обертки может содержать, например, бобину с оберткой. Предпочтительно, обертка поддерживается на той поверхности форматной ленты, которая обращена к центральной оси. Таким образом, во время работы обертка автоматически обертывается вокруг непрерывной гильзовой жилы. Узел подачи обертки может также наносить клей на по меньшей мере участок обертки для удержания обертки вокруг гильзовой части.
На своем расположенном дальше по потоку конце устройство формирования стержня обеспечивает непрерывную жилу образующего аэрозоль стержня, имеющую конечную стержневую форму, предпочтительно, полностью окруженную оберткой.
Дальше по потоку относительно устройства формирования стержня производственное устройство может дополнительно содержать режущее устройство для резания непрерывной жилы образующего аэрозоль стержня на отдельные индукционно нагреваемые образующие аэрозоль стержни согласно настоящему изобретению, описанные в данном документе.
Производственное устройство может содержать узел подачи токоприемника, выполненный с возможностью подачи токоприемного профиля на направляющее устройство. Узел подачи токоприемника может содержать размоточный блок для размотки токоприемного профиля, обеспеченного на бобине.
Производственное устройство может дополнительно содержать узел подачи гильзового материала, выполненный с возможностью подачи гильзового материала на устройство формирования гильзы. Узел подачи гильзового материала может содержать размоточный блок для размотки гильзового материала, обеспеченного на бобине.
Производственное устройство может дополнительно содержать первый узел подачи сердцевинного материала и второй узел подачи сердцевинного материала, выполненные с возможностью подачи первого сердцевинного материала и второго сердцевинного материала на первое устройство формирования сердцевины и второе устройство формирования сердцевины соответственно. Каждый из первого узла подачи сердцевинного материала и второго узла подачи сердцевинного материала может содержать размоточный блок для размотки соответствующего сердцевинного материала, обеспеченного на бобине.
Дальше по потоку относительно по меньшей мере одного из узла подачи гильзового материала, узла подачи токоприемника, первого узла подачи сердцевинного материала и второго узла подачи сердцевинного материала производственное устройство может дополнительно содержать один или более блоков обработки, предназначенных для предварительной обработки гильзового материала, токоприемного профиля, первого сердцевинного материала и второго сердцевинного материала соответственно. Блоки обработки могут быть выполнены с возможностью физической обработки гильзового материала, токоприемного профиля или первого сердцевинного материала и второго сердцевинного материала соответственно. Например, блок обработки может быть выполнен с возможностью гофрирования гильзового материала, первого сердцевинного материала или второго сердцевинного материала, в частности, если одно из гильзового материала, первого сердцевинного материала или второго сердцевинного материала содержит литой листовой материал или ацетатный жгут. В качестве альтернативы или дополнительно, физическая обработка по меньшей мере одного из гильзового материала, первого сердцевинного материала и второго сердцевинного материала может включать одно или более из ионизирующей обработки, обработки в коронном разряде и предварительного нагрева гильзового или сердцевинного материала.
Блок обработки для токоприемного профиля может быть выполнен с возможностью создания множества перфораций в токоприемном профиле и растяжения перфорированного токоприемного профиля по меньшей мере вдоль первого направления таким образом, чтобы создать расширенный токоприемный профиль, который содержит множество отверстий, образованных из указанного множества перфораций.
Производственное устройство может дополнительно содержать натяжной блок для регулирования натяжения гильзового материала, первого сердцевинного материала и второго сердцевинного материала соответственно.
Производственное устройство может дополнительно содержать выдачной блок для нанесения по меньшей мере одного из текучих сред, гранул, частиц и порошков на гильзовый материал, первый сердцевинный материал или второй сердцевинный материал соответственно. Производственное устройство может дополнительно содержать соответствующий буферный блок для буферизации гильзового материала, первого сердцевинного материала и второго сердцевинного материала соответственно. В частности, производственное устройство может содержать по меньшей мере одно из блока обработки, натяжного блока, выдачного блока и буфера для каждого из гильзового материала, первого сердцевинного материала и второго сердцевинного материала.
Дополнительные признаки и преимущества устройства согласно настоящему изобретению были описаны в отношении образующего аэрозоль стержня и применимы в той же степени.
Настоящее изобретение будет далее описано исключительно на примерах со ссылкой на сопроводительные чертежи, на которых:
на Фиг. 1 показано схематическое изображение индукционно нагреваемого генерирующего аэрозоль изделия, содержащего индукционно нагреваемый образующий аэрозоль стержень согласно первому варианту осуществления настоящего изобретения;
на Фиг. 2 показан вид в разрезе изделия по Фиг. 1;
на Фиг. 3 показан вид в разрезе изделия согласно второму варианту осуществления настоящего изобретения;
на Фиг. 4 схематически показано производство индукционно нагреваемых образующих аэрозоль стержней согласно настоящему изобретению;
на Фиг. 5 показано схематическое изображение формообразующего устройства для использования в производстве индукционно нагреваемых образующих аэрозоль стержней по Фиг. 2;
на Фиг. 6 показано схематическое изображение формообразующего устройства для использования в производстве индукционно нагреваемых образующих аэрозоль стержней по Фиг. 3; и
на Фиг. 7 подробно показан пример токоприемника образующих аэрозоль стержней по Фиг. 2 и Фиг. 3.
На Фиг. 1 и Фиг. 2 схематически показан первый вариант осуществления индукционно нагреваемого генерирующего аэрозоль изделия согласно настоящему изобретению. Изделие 1 по существу имеет стержневую форму и содержит четыре элемента, которые расположены с коаксиальным выравниванием вдоль продольной оси 7 изделия 1, а именно: образующий аэрозоль стержень 10 согласно настоящему изобретению, опорный элемент 60, элемент 70 для охлаждения аэрозоля и фильтрующий элемент 80. Образующий аэрозоль стержень 10 расположен на дальнем конце 2 изделия 1, в то время как фильтрующий элемент 80 расположен на дальнем конце 3 изделия 1. При необходимости, изделие 1 может дополнительно содержать дальний передний элемент 60, который может использоваться для покрытия и защиты дальнего переднего конца образующего аэрозоль стержня 10. Каждый из вышеупомянутых элементов является по существу цилиндрическим, и все они имеют по существу одинаковый диаметр. В дополнение, указанные элементы окружены наружной оберткой 90 с тем, чтобы удерживать вместе указанные элементы и сохранять требуемую круглую форму сечения стержнеобразного изделия 1. Предпочтительно, обертка 90 изготовлена из бумаги.
Длина стержнеобразного генерирующего аэрозоль изделия 1 может составлять от 30 миллиметров до 110 миллиметров, предпочтительно от 40 миллиметров до 60 миллиметров. Аналогичным образом, изделие 1 может иметь диаметр от 3 миллиметров до 10 миллиметров, предпочтительно от 5,5 миллиметра до 8 миллиметров.
Опорный элемент 60 может содержать трубку 62 на основе картона или целлюлозы, имеющую центральный воздушный канал 61, который обеспечивает возможность смешения и гомогенизации любых аэрозолей, генерируемых внутри образующего аэрозоль стержня 10. В качестве альтернативы, опорный элемент 60 может использоваться для сохранения разделения отельных различных аэрозолей, генерируемых в различных местах внутри образующего аэрозоль стержня, до тех пор, пока они не достигнут элемента 70 для охлаждения аэрозоля.
Элемент 70 для охлаждения аэрозоля служит, главным образом, для снижения температуры аэрозоля на пути к ближнему концу 3 изделия 1. Образующий аэрозоль элемент может содержать, например, биологически разлагаемые полимерные материалы, материалы на основе целлюлозы с низкой пористостью или комбинации этих и других материалов.
Фильтрующий элемент 80 может содержать стандартные фильтрующие материалы, например ацетатный жгут низкой плотности.
Либо только фильтрующий элемент 80, либо оба из элемента 70 для охлаждения аэрозолем и фильтрующего элемента 80 могут служить в качестве мундштука, через который аэрозоль выходит из аэрозольного изделия 1.
В варианте осуществления, показанном на Фиг. 1 и Фиг. 2, сегмент 10 образующего аэрозоль стержня имеет цилиндрическую форму с постоянным сечением, например с круглым сечением. Как часть изделия 1, образующий аэрозоль стержень 10 может иметь длину от 5 миллиметров до 20 миллиметров, предпочтительно от 7 миллиметров до 13 миллиметров. Диаметр образующего аэрозоль стержня 10 может находиться в диапазоне от 3 миллиметров до 10 миллиметров, предпочтительно от 5,5 миллиметра до 8 миллиметров.
Как показано на Фиг. 1 и Фиг. 2, образующий аэрозоль стержень содержит по меньшей мере четыре компонента: первую цилиндрическую сердцевинную часть 30, которая содержит по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала, вторую цилиндрическую сердцевинную часть 50, которая содержит по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала, удлиненный токоприемник 40, который зажат между первой цилиндрической сердцевинной частью 30 и второй цилиндрической сердцевинной частью 50, и гильзовую часть 20, которая расположена вокруг сердцевинных частей 30, 50 и токоприемника 40 и содержит по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала.
В данном варианте осуществления первая сердцевинная часть 30 содержит материал 31 для удержания жидкости, который пропитан жидким (первым) вкусоароматическим материалом. В отличие от этого, вторая сердцевинная часть 50 содержит материал 51 для удержания жидкости, который пропитан жидким образующим аэрозоль субстратом. Гильзовая часть 20 содержит расширенные волокна 21 в виде ацетатного жгута. Токоприемник 40 представляет собой удлиненную полосу, изготовленную из ферромагнитной нержавеющей стали. Этот материал может быть предпочтительным, поскольку он обеспечивает тепло под действием обоих из вихревых токов и потерь на гистерезис. При необходимости, токоприемник 40 может содержать никелевое покрытие, причем никель служит, главным образом, в качестве маркера температуры, как дополнительно описано выше. В дополнение, токоприемник 40 может содержать защитное покрытие для предотвращения нежелательной порчи токоприемника 40, например, вследствие коррозии во влажной среде образующих аэрозоль субстратов и вкусоароматических материалов.
Как дополнительно можно видеть на Фиг. 1 и Фиг. 2, токоприемник 40 согласно данному варианту осуществления выполнен в форме полосы и имеет размер по ширине в диапазоне от 3,5 миллиметра до 8 миллиметров, предпочтительно от 4 миллиметров до 6 миллиметров, и размер по толщине в диапазоне от 0,05 миллиметра до 0,4 миллиметра, предпочтительно от 0,15 миллиметра до 0,35 миллиметра. Первая сердцевинная часть 30 и вторая сердцевинная часть 50 также имеют полосовую форму. Они имеют размер по ширине в диапазоне от 3,5 миллиметра до 8 миллиметров, предпочтительно от 4 миллиметров до 6 миллиметров, и размер по толщине в диапазоне от 0,5 миллиметра до 7 миллиметров, предпочтительно от 2 миллиметров до 5 миллиметров. В частности, токоприемник 40 может быть изготовлен из расширенного металлического листа, содержащего множество отверстий 41, проходящих насквозь через лист. Пример такого токоприемника 40 показан на Фиг. 7.
Как можно дополнительно видеть на Фиг. 1 и Фиг. 12, большая сторона токоприемника 40 упирается в боковом направлении в соответствующую большую сторону первой цилиндрической сердцевинной части 30 и второй цилиндрической сердцевинной части 50 вдоль продольной оси 7 стержня 10. Таким образом, токоприемник 40 находится в непосредственном физическом контакте с обеими из первой сердцевинной части 30 второй сердцевинной части 50. Благодаря этому, образующий аэрозоль стержень 10 обеспечивает возможность одновременного выделения аэрозолей и вкусоароматических добавок. Это обеспечивает преимущество, состоящее в расширении разнообразия генерируемых аэрозолей. Кроме того, прямой физический контакт между токоприемником и сердцевинными частями обеспечивает возможность достижения высокой эффективности нагрева.
Контакт между токоприемником 40 и первой сердцевинной частью 30 и между токоприемником 40 и второй сердцевинной частью 50 соответственно имеет несвязанную природу, то есть токоприемник 40 и соответствующие сердцевинные части 30, 50 не прикреплены друг к другу жестким образом. Тем не менее, контакт между токоприемником 40 и соответствующими частями 30, 50 может включать некоторую разновидность непостоянной адгезии, например, вследствие мокрой или влажной природы материала для удержания жидкости, который пропитан жидким вкусоароматическим материалом или жидким образующим аэрозоль субстратом соответственно.
Гильзовая часть 20 расположена вокруг токоприемника 40, первой сердцевинной части 30 и второй сердцевинной части 50, так что расширенные волокна 21 в виде ацетатного жгута в гильзовой части 20 полностью заполняют весь оставшийся объем цилиндрического стержня 10.
На Фиг. 3 показан второй вариант осуществления образующего аэрозоль стержня 10 согласно настоящему изобретению. Он по существу идентичен образующему аэрозоль стержню по Фиг. 1 и Фиг. 2. Поэтому идентичные или схожие признаки обозначены идентичными ссылочными номерами. Образующий аэрозоль стержень 10 согласно второму варианту осуществления отличается от образующего аэрозоль стержня 10 согласно первому варианту осуществления формой сечения первой сердцевинной части 30 и второй сердцевинной части 50, которая (форма) является не прямоугольной, а полуовальной. Полуовальная форма сечения первой сердцевинной части 30 и второй сердцевинной части 50 ближе к по существу овальной форме сечения нагревательного профиля полосового токоприемника 40. Это обеспечивает преимущество, состоящее в возможности экономии жидкого образующего аэрозоль субстрата и вкусоароматических материалов в первой сердцевинной части 30 и второй сердцевинной части 50 и, таким образом, приводит к более эффективному использованию жидкого образующего аэрозоль субстрата и вкусоароматических материалов в первой сердцевинной части 30 и второй сердцевинной части 50.
Индукционно нагреваемые образующие аэрозоль стержни согласно настоящему изобретению могут производиться с использованием способа и производственного устройства 1000, как схематически показано на Фиг. 4.
Производственное устройство 1000 содержит узел 200 подачи гильзового материала, выполненный с возможностью подачи гильзового материала 201 на устройство 130 формирования гильзы в формообразующем устройстве 100. Узел 200 подачи гильзового материала содержит размоточный блок 210 для размотки гильзового материала 201, обеспеченного на бобине 211. Дальше по потоку относительно размоточного блока 210 производственное устройство 1000 дополнительно содержит буфер 220 для буферизации гильзового материала 201, блок 230 обработки для предварительной обработки гильзового материала 201, натяжной блок 600 для регулирования натяжения гильзового материала 201 и выдачной блок 700. В данном варианте осуществления блок 230 обработки может быть выполнен с возможностью физической обработки гильзового материала 201, например гофрирования гильзового материала 201. Гофрирование гильзового имеет возможность 201 обеспечивает возможность содействия формированию гильзовой части в формообразующем устройстве 100. Выдачной блок 700 может использоваться для нанесения, по меньшей мере одного из текучих сред, гранул, частиц и порошков на гильзовый материал, например жидкий вкусоароматический материал.
Что касается первой сердцевинной части и второй сердцевинной части образующего аэрозоль стержня, то производственное устройство 1000 содержит первый узел 300 подачи сердцевинного материала и второй узел 500 подачи сердцевинного материала, которые выполнены с возможностью подачи первого сердцевинного материала 301 и второго сердцевинного материала 501 соответственно на общее устройство 130 формирования сердцевины в формообразующем устройстве 100. Каждый из первого узла 300 подачи сердцевинного материала и второго узла 500 подачи сердцевинного материала содержит размоточный блок 310, 510 для размотки соответствующего сердцевинного материала 301, 501, который обеспечен на соответствующей бобине 311, 511.
Аналогичным образом, производственное устройство 1000 содержит узел 400 подачи токоприемника, выполненный с возможностью подачи токоприемного профиля 401 на продольную направляющую 140 формообразующего устройства 100. Узел 400 подачи токоприемник содержит размоточный блок 410 для размотки токоприемного профиля 401, который обеспечен на бобине 411. Дальше по потоку относительно размоточного блока 410 производственное устройство 1000 дополнительно содержит блок 430 обработки для предварительной обработки токоприемного профиля 401. В данном варианте осуществления блок 430 обработки выполнен с возможностью создания множества перфораций в токоприемном профиле 401 и растяжения перфорированного токоприемного профиля 401 по меньшей мере вдоль первого направления таким образом, чтобы создать расширенный токоприемный профиль, который содержит множество отверстий 441, образованных из указанного множества перфораций. Пример такого расширенного токоприемного профиля 401 показан на Фиг. 7.
Для получения образующего аэрозоль стержня 10, показанного на Фиг. 1 и Фиг. 2, гильзовый материал 201, первый сердцевинный материал 301, второй сердцевинный материал 501 и токоприемный профиль 401 необходимо объединить и придать им форму таким образом, чтобы создать первую сердцевинную часть, вторую сердцевинную часть, токоприемник и гильзовую часть, расположенную вокруг первой и второй сердцевинных частей и токоприемника. Для этого производственное устройство 1000 содержит формообразующее устройство 100, которое расположено дальше по потоку относительно вышеупомянутых блоков и в которое одновременно подаются гильзовый материал 201, первый сердцевинный материал 301, второй сердцевинный материал 501 и токоприемный профиль 401, как показано на Фиг. 4.
На Фиг. 5 показаны детали формообразующего устройства 100, используемого для производства образующего аэрозоль стержня, показанного на Фиг. 1 и Фиг. 2. В нижней части Фиг. 5 показан продольный разрез через устройство 100, а в верхней части Фиг. 5 показаны три поперечных разреза через устройство 100 в трех разных местах в продольном направлении, обозначенных в нижней части Фиг. 5. Согласно настоящему изобретению, формообразующее устройство 100 содержит устройство 120 формирования гильзы, общее устройство 130 формирования сердцевины и продольную направляющую 140 для токоприемника, причем общее устройство 130 формирования сердцевины реализует (все в одном) первое устройство формирования сердцевины и второе устройство формирования сердцевины для собирания первого сердцевинного материала 301 и второго сердцевинного материала 501 соответственно с образованием первой непрерывной сердцевинной жилы и второй непрерывной сердцевинной жилы соответственно.
В данном варианте осуществления общее устройство 130 формирования сердцевины содержит внутреннюю воронку 131, которая выполнена с возможностью собирания первого сердцевинного материала 301 и второго сердцевинного материала 501 с образованием первой непрерывной сердцевинной жилы и второй непрерывной сердцевинной жилы соответственно таким образом, что после прохождения через общее устройство 301 формирования сердцевины первая непрерывная сердцевинная жила (нить) имеет форму сечения, соответствующую форме сечения цилиндрической первой сердцевинной части образующего аэрозоль стержня, подлежащего изготовлению, а вторая непрерывная сердцевинная жила (нить) имеет форму сечения, соответствующую форме сечения цилиндрической второй сердцевинной части образующего аэрозоль стержня, подлежащего изготовлению. В соответствии с радиальным местоположением первой сердцевинной части и второй сердцевинной части в образующем аэрозоль стержне, центральная ось внутренней воронки является коаксиальной с продольной центральной осью 107 формообразующего устройства 100.
Продольная направляющая 140 выполнена с возможностью размещения непрерывного токоприемного профиля 401 относительно первой сердцевинной жилы 130 и второй сердцевинной жилы 150 таким образом, чтобы он упирался в боковом направлении в указанные непрерывные сердцевинные жилы, не будучи связанным с ними, после прохождении через внутреннюю воронку 131 общего устройства 130 формирования сердцевины. В данном варианте осуществления продольная направляющая 140 содержит направляющую трубку 141, которая расположена коаксиально с продольной центральной осью 107 формообразующего устройства 100 и проходит дальше по потоку внутрь расположенной раньше по потоку секции общего устройства 130 формирования сердцевины. В расположенной раньше по потоку секции общего устройства 130 формирования сердцевины первый сердцевинный материал и второй сердцевинный материал уже являются предварительно собранными. Расположенная раньше по потоку секция общего устройства 130 формирования сердцевины имеет длину 109, которая составляет приблизительно 30 процентов от общей длины 108 общего устройства 130 формирования сердцевины.
Как можно видеть в верхней части Фиг. 5, направляющая трубка 141 имеет прямоугольное сечение, которое сужается в направлении расположенного дальше по потоку конца направляющей трубки 141, причем указанное прямоугольное сечение по существу соответствует прямоугольному сечению токоприемного профиля. Направляющая трубка 141 образует направляющий канал 143, в который подается токоприемный профиль 401 таким образом, чтобы первоначально он был отделен от первого сердцевинного материала 301 и второго сердцевинного материала 501 в расположенной раньше по потоку секции общего устройства 130 формирования сердцевины. На расположенном дальше по потоку конце продольной направляющей 140 токоприемный профиль 401 высвобождается из направляющей, обеспечивая возможность схождения токоприемного профиля 401 с предварительно собранным сердцевинным материалом в месте, соответствующем его заданному местоположению в конечном образующем аэрозоль стержне.
Для собирания гильзового материала с образованием непрерывной гильзовой жилы вокруг непрерывной сердцевинной жилы и токоприемника, формообразующее устройство 100 содержит устройство 120 формирования гильзы. Как и общее устройство 130 формирования сердцевины, устройство 120 формирования гильзы также содержит воронку, которая представляет собой наружную воронку 121, размещенную вокруг по меньшей мере расположенной дальше по потоку секции устройства формирования сердцевины. В данном варианте осуществления наружная воронка 121 проходит даже вдоль всей длины устройства 130 формирования сердцевины, так что внутренняя воронка 131 полностью размещена внутри наружной воронки 121. Расположенный дальше по потоку конец общего устройства 130 формирования сердцевины открыт в расположенную дальше по потоку секцию устройства формирования гильзы, где гильзовый материал уже предварительно собран. Таким образом, на расположенном дальше по потоку конце общего устройства 130 формирования сердцевины первая непрерывная сердцевинная жила и вторая непрерывная сердцевинная жила (нить), а также токоприемный (сусцепторный) профиль, который зажат между первой сердцевинной жилой и второй сердцевинной жилой, высвобождаются внутрь предварительно собранного гильзового материала. Это может быть предпочтительным с точки зрения стабильности положения сердцевинных частей и токоприемника в их требуемых местах в конечном образующем аэрозоль стержне.
Как дополнительно показано на Фиг. 5, формообразующее устройство 100 дополнительно содержит два направляющих ребра 180, расположенных на внутренней поверхности наружной воронки 121 устройства 120 формирования гильзы. Эти направляющие ребра 180 выполнены с возможностью направления гильзового материала в сторону расположенного дальше по потоку конца устройства 120 формирования гильзы. Направляющие ребра 180 обеспечивают преимущество, состоящее в возможности содействия уменьшению нежелательного нагрева устройства формирования гильзы и устройства формирования сердцевины во время процесса формирования гильзы, что может происходить из-за трения между различными частями формообразующего устройства 100 и гильзовым материалом.
Для регулирования местоположения первой сердцевинной части, второй сердцевинной части и токоприемника внутри образующего аэрозоль стержня, формообразующее устройство 100 содержит первую ступень 171 поступательного перемещения и вторую ступень 172 поступательного перемещения, функционально связанные с продольной направляющей 140 и общим устройством 130 формирования сердцевины соответственно. В настоящем изобретении первая ступень 171 поступательного перемещения выполнена с возможностью регулирования осевого местоположения продольной направляющей 140 относительно общего устройства 130 формирования сердцевины вдоль продольной центральной оси 107 формообразующего устройства 100. Это обеспечивает возможность регулирования осевого местоположения, в котором токоприемный профиль 401 сходится с предварительно собранным первым сердцевинным материалом и предварительно собранным вторым сердцевинным материалом. Вторая ступень 172 поступательного перемещения выполнена с возможностью регулирования местоположения общего устройства 130 формирования сердцевины относительно устройства 120 формирования гильзы вдоль трех направлений, а именно первого направления, параллельного продольной центральной оси 107 формообразующего устройства 100, второго направления, перпендикулярного продольной центральной оси 107, и третьего направления, перпендикулярного второму направлению и продольной центральной оси 107. Таким образом обеспечивается возможность регулирования в трех измерениях местоположения, в котором токоприемник, первая непрерывная сердцевинная жила (нить) и вторая непрерывная сердцевинная жила (нить) сходятся с предварительно собранным гильзовым материалом.
На расположенном дальше по потоку конце 120 устройства формирования гильзы, из формообразующего устройства 100 выходит целостная совокупность непрерывной гильзовой жилы, токоприемного профиля, первой непрерывной сердцевинной жилы и второй непрерывной сердцевинной жилы. Внутри указанной целостной совокупности непрерывная гильзовая жила (нить) имеет форму сечения, соответствующую форме сечения гильзовой части, первая непрерывная сердцевинная жила (нить) и вторая непрерывная сердцевинная жила (нить) имеют форму сечения, соответствующую форме сечения первой сердцевинной части и второй сердцевинной части соответственно, и токоприемный элемент зажат между непрерывными сердцевинными жилами, упираясь в них.
Обратимся вновь к Фиг. 4, согласно которой производственное устройство 100 дополнительно содержит устройство 800 формирования стержня, расположенное дальше по потоку относительно формообразующего устройства 100 и выполненное с возможностью формирования целостной совокупности первой непрерывной сердцевинной жилы, второй непрерывной сердцевинной жилы, токоприемного (сусцепторного) профиля и непрерывной гильзовой жилы с образованием непрерывной жилы образующего аэрозоль стержня. Как описано выше, но не показано на Фиг. 4, устройство 800 формирования стержня может содержать форматную ленту, которая взаимодействует с по меньшей мере одной полу-воронкой для формирования стержня конечной формы. Форматная лента может дополнительно поддерживать обертку, подаваемую узлом подачи обертки (не показан) внутрь расположенного раньше по потоку конца устройства 800 формирования стержня. Во время работы обертка автоматически обертывается вокруг полотна субстрата в процессе постепенного собирания последнего вокруг гильзовой части, так что из устройства 800 формирования стержня на его расположенном дальше по потоку конце выходит непрерывная жила образующего аэрозоль стержня, полностью окруженная указанной оберткой.
Дальше по потоку относительно устройства формирования стержня производственное устройство 1000 может дополнительно содержать режущее устройство 900 для резания непрерывной жилы образующего аэрозоль стержня на отдельные индукционно нагреваемые образующие аэрозоль стержни согласно настоящему изобретению.
На Фиг. 6 показаны детали формообразующего устройства 100, используемого для производства образующего аэрозоль стержня, как показано на Фиг. 3. Устройство схоже с тем, которое показано на Фиг. 5. Поэтому идентичные или схожие признаки обозначены одинаковыми ссылочными номерами. Устройство 100 по Фиг. 6 отличается от устройства 100 по Фиг. 5 формой сечения общего устройства 130 формирования сердцевины, которая (форма) является не прямоугольной, а овальной, что обеспечивает возможность формообразования первого сердцевинного материала и второго сердцевинного материала с образованием первой сердцевинной жилы и второй сердцевинной жилы, каждая из которых имеет полуовальную форму сечения, как показано на Фиг. 3.
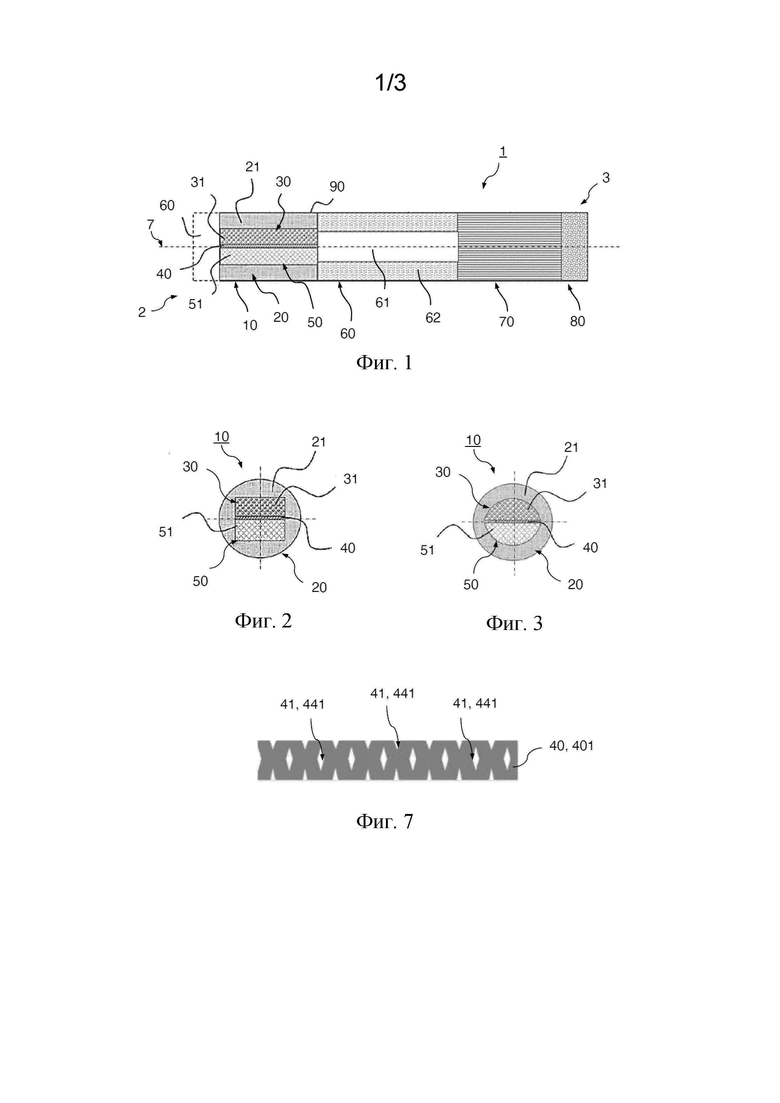
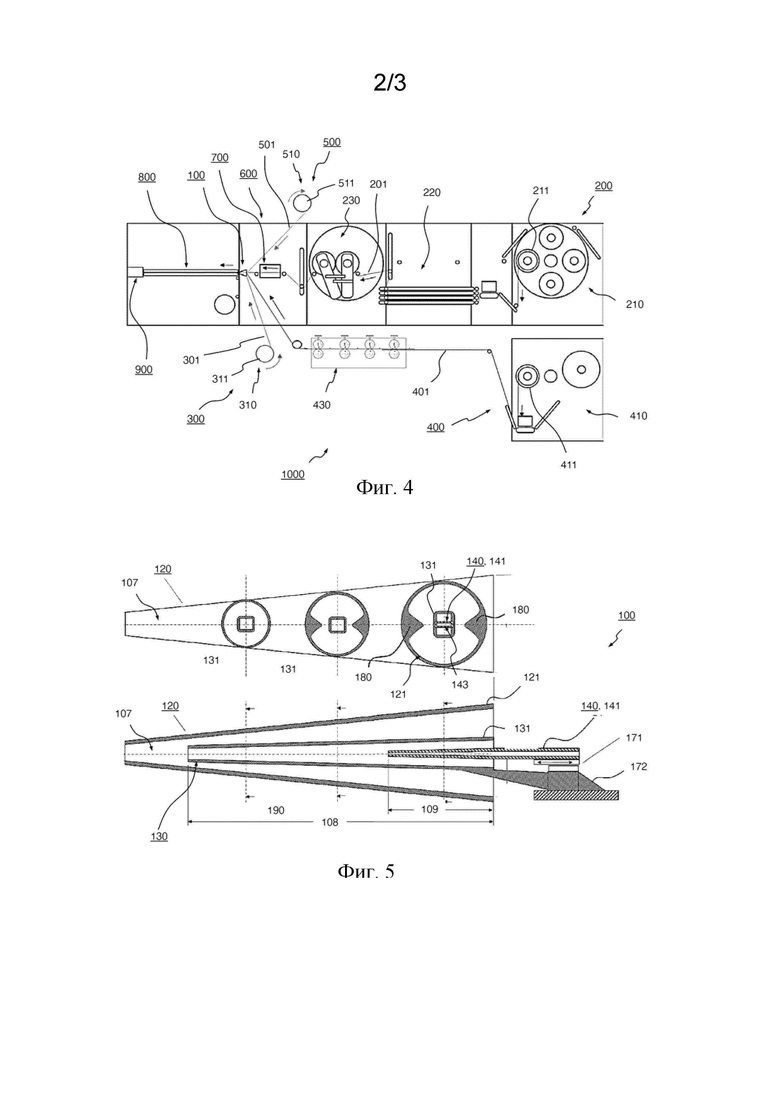
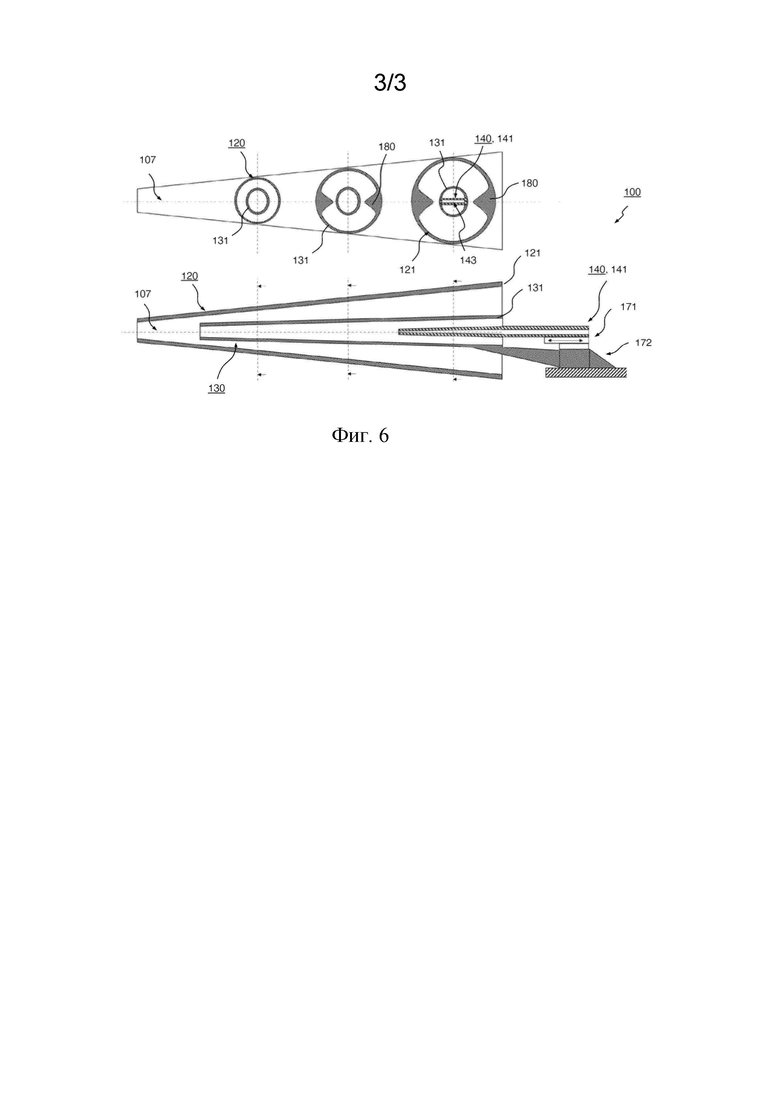
Настоящее изобретение относится к индукционно нагреваемому образующему аэрозоль стержню (10) для использования в генерирующем аэрозоль изделии (1). Образующий аэрозоль стержень содержит первую цилиндрическую сердцевинную часть (30), содержащую по меньшей мере одно из первого образующего аэрозоль субстрата (31) и первого вкусоароматического материала (31). Образующий аэрозоль стержень также содержит вторую цилиндрическую сердцевинную часть (50), отдельную от первой сердцевинной части и содержащую по меньшей мере одно из второго образующего аэрозоль субстрата (51) и второго вкусоароматического материала (51). Образующий аэрозоль стержень дополнительно содержит по меньшей мере один удлиненный токоприемник (40), упирающийся в боковом направлении в первую и вторую сердцевинные части, не будучи связанным с ними, так что токоприемник зажат между первой и второй сердцевинными частями. В дополнение, образующий аэрозоль стержень содержит гильзовую часть (20), расположенную вокруг первой и второй сердцевинных частей и токоприемника и содержащую по меньшей мере одно из наполнительного материала (21), третьего образующего аэрозоль субстрата (21) и третьего вкусоароматического материала (21). Настоящее изобретение дополнительно относится к формообразующему устройству (100) для использования в производстве указанных индукционно нагреваемых образующих аэрозоль стержней, содержащему устройство (130) формирования сердцевины, первое устройство (120) формирования гильзы, второе устройство формирования гильзы и продольную направляющую (140). 3 н. и 12 з.п. ф-лы, 7 ил.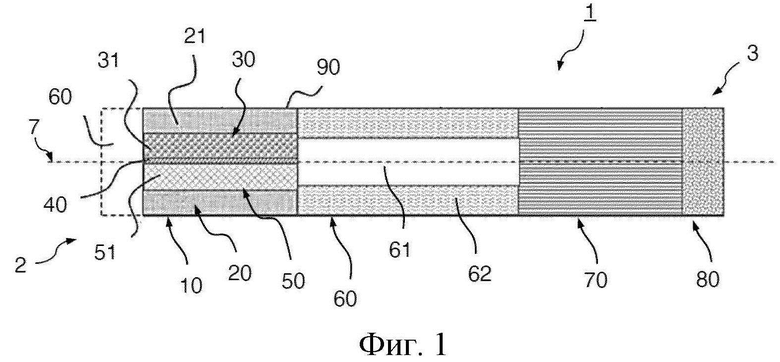
1. Индукционно нагреваемый образующий аэрозоль стержень для использования в изделии для генерирования аэрозоля, содержащий:
первую цилиндрическую сердцевинную часть, содержащую по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала;
вторую цилиндрическую сердцевинную часть, отдельную от первой сердцевинной части и содержащую по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала;
по меньшей мере один удлиненный сусцептор, упирающийся в боковом направлении в первую сердцевинную часть и вторую сердцевинную часть, не связанную с ними так, что сусцептор зажат между первой сердцевинной частью и второй сердцевинной частью;
гильзовую часть, расположенную вокруг первой сердцевинной части, второй сердцевинной части и сусцептора, причем гильзовая часть содержит по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала; и
обертку, полностью окружающую гильзовую часть.
2. Образующий аэрозоль стержень по п. 1, в котором по меньшей мере одна из первой сердцевинной части и второй сердцевинной части содержит по меньшей мере одно из следующего:
пористый субстрат или пену на основе табачных волокон, причем табачные волокна по меньшей мере частично образуют первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
пористый субстрат или пену на основе растительных волокон, причем растительные волокна по меньшей мере частично образуют первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
наполнитель, содержащий резаный табачный материал, причем табачный материал по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
наполнитель, содержащий резаный растительный материал, причем резаный растительный материал по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
материал для удержания жидкости, включающий в себя образующую аэрозоль жидкость, причем образующая аэрозоль жидкость по меньшей мере частично образует первый образующий аэрозоль субстрат или второй образующий аэрозоль субстрат соответственно;
материал для удержания жидкости, включающий в себя по меньшей мере одно вкусоароматическое вещество, причем вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал или второй вкусоароматический материал соответственно;
целлюлозные волокна или волокна на основе целлюлозы, включающие в себя вкусоароматическое вещество, причем вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал или второй вкусоароматический материал соответственно.
3. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором гильзовая часть содержит по меньшей мере одно из следующего:
пористый субстрат или пену на основе табачных волокон, причем табачные волокна по меньшей мере частично образуют третий образующий аэрозоль субстрат;
пористый субстрат или пену на основе растительных волокон, причем растительные волокна по меньшей мере частично образуют третий образующий аэрозоль субстрат;
наполнитель, содержащий резаный табачный материал, причем резаный табачный материал по меньшей мере частично образует третий образующий аэрозоль субстрат;
наполнитель, содержащий резаный растительный материал, причем резаный растительный материал по меньшей мере частично образует третий образующий аэрозоль субстрат;
материал для удержания жидкости, содержащий образующую аэрозоль жидкость, причем образующая аэрозоль жидкость по меньшей мере частично образует третий образующий аэрозоль субстрат;
материал для удержания жидкости, содержащий по меньшей мере одно вкусоароматическое вещество, причем вкусоароматическое вещество по меньшей мере частично образует третий вкусоароматический материал;
целлюлозные волокна или волокна на основе целлюлозы;
целлюлозные волокна или волокна на основе целлюлозы, включающие в себя вкусоароматическое вещество, причем вкусоароматическое вещество по меньшей мере частично образует третий вкусоароматический материал;
расширенные волокна в виде ацетатного жгута;
растительные расширенные волокна; или
бумагу.
4. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором второй образующий аэрозоль субстрат отличается от первого образующего аэрозоль субстрата.
5. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором третий образующий аэрозоль субстрат отличается от по меньшей мере одного из первого образующего аэрозоль субстрата и второго образующего аэрозоль субстрата.
6. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором по меньшей мере одна из первой сердцевинной части и второй сердцевинной части имеет прямоугольное сечение, или квадратное сечение, или полуэллиптическое сечение, или полукруглое сечение.
7. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором сусцептор расположен симметрично относительно продольной центральной оси образующего аэрозоль стержня.
8. Образующий аэрозоль стержень по любому из предыдущих пунктов, в котором сусцептор содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист.
9. Изделие для генерирования аэрозоля, содержащее индукционно нагреваемый образующий аэрозоль стержень по любому из предыдущих пунктов.
10. Формообразующее устройство для использования в производстве индукционно нагреваемых образующих аэрозоль стержней по любому из пп. 1-8, содержащее:
первое устройство формирования сердцевины, выполненное с возможностью собирания первого сердцевинного материала, содержащего по меньшей мере одно из первого образующего аэрозоль субстрата и первого вкусоароматического материала, с образованием первой непрерывной сердцевинной нити таким образом, что при прохождении через первое устройство формирования сердцевины первая непрерывная сердцевинная нить имеет форму сечения, соответствующую форме сечения первой цилиндрической сердцевинной части;
второе устройство формирования сердцевины, выполненное с возможностью собирания второго сердцевинного материала, содержащего по меньшей мере одно из второго образующего аэрозоль субстрата и второго вкусоароматического материала, с образованием второй непрерывной сердцевинной нити таким образом, что при прохождении через второе устройство формирования сердцевины вторая непрерывная сердцевинная нить имеет форму сечения, соответствующую форме сечения второй цилиндрической сердцевинной части;
причем первое устройство формирования сердцевины и второе устройство формирования сердцевины являются отдельными друг от друга, при этом форма внутреннего сечения первого устройства формирования сердцевины, в частности форма внутреннего сечения расположенной дальше по потоку секции первого устройства формирования сердцевины, соответствует форме сечения первой цилиндрической сердцевинной части, и при этом форма внутреннего сечения второго устройства формирования сердцевины, в частности форма внутреннего сечения расположенной дальше по потоку секции второго устройства формирования сердцевины, соответствует форме сечения второй сердцевинной части;
или
причем первое устройство формирования сердцевины и второе устройство формирования сердцевины по меньшей мере частично реализованы посредством общего устройства формирования сердцевины, и при этом форма внутреннего сечения указанного общего устройства формирования сердцевины, в частности форма внутреннего сечения расположенной дальше по потоку секции общего устройства формирования сердцевины, соответствует огибающей линии первой сердцевинной части и второй сердцевинной части;
продольную направляющую для размещения непрерывного сусцепторного профиля между первой непрерывной сердцевинной нити и второй непрерывной сердцевинной нити, причем продольная направляющая проходит дальше по потоку по меньшей мере внутрь расположенной раньше по потоку секции по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины;
устройство формирования гильзовой части, размещенное вокруг по меньшей мере расположенной дальше по потоку секции первого и второго устройств формирования сердцевины и выполненное с возможностью собирания гильзового материала, содержащего по меньшей мере одно из наполнительного материала, третьего образующего аэрозоль субстрата и третьего вкусоароматического материала, с образованием непрерывной гильзовой нити вокруг первой непрерывной сердцевинной нити, второй непрерывной сердцевинной нити и непрерывного сусцепторного профиля таким образом, что непрерывная гильзовая нить имеет форму сечения, соответствующую форме сечения гильзовой части.
11. Формообразующее устройство по п. 10, в котором устройство формирования гильзы содержит наружную воронку, размещенную вокруг по меньшей мере расположенной дальше по потоку секции первого устройства формирования сердцевины и второго устройства формирования сердцевины.
12. Формообразующее устройство по любому из пп. 10, 11, в котором первое устройство формирования сердцевины и второе устройство формирования сердцевины по меньшей мере частично реализованы посредством общей внутренней воронки.
13. Формообразующее устройство по любому из пп. 10-12, содержащее первую ступень поступательного перемещения, выполненную с возможностью регулирования по меньшей мере осевого местоположения продольной направляющей относительно по меньшей мере одного из первого устройства формирования сердцевины и второго устройства формирования сердцевины, или общего устройства формирования сердцевины соответственно.
14. Формообразующее устройство по любому из пп. 10-13, дополнительно содержащее одно или более направляющих ребер, расположенных на внутренней поверхности устройства формирования гильзы.
15. Формообразующее устройство по любому из пп. 10-14, в котором продольная направляющая содержит направляющую трубку.
| WO 2017182485 A1, 26.10.2017 | |||
| WO 2018229087 A1, 20.12.2018 | |||
| KR 100269437 B1, 16.10.2000 | |||
| JP 3472591 B2, 02.12.2003 | |||
| US 20100206317 A1, 19.08.2010 | |||
| JP 6007139 A, 18.01.1994 | |||
| ОБРАЗУЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ С ВНУТРЕННИМ ТОКОПРИЕМНИКОМ | 2015 |
|
RU2677086C2 |
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ ИЗВЕСТИ | 1931 |
|
SU30599A1 |
