Перекрестная ссылка на родственные заявки
Приоритет настоящей заявки испрашивается на основании предшествующей заявки US 62/653204 под названием "Controlled Venting Pouch", поданной 5 апреля 2018 года и в порядке ссылки во всей полноте включенной в настоящую заявку.
Область техники, к которой относится изобретения
Настоящее изобретение относится к упаковыванию пищевых продуктов. Более точно, настоящее изобретение относится к вентилируемым пакетам, применимым для тепловой обработки (cooking) пищевого продукта в таком пакете.
Предпосылки создания изобретения
В традиционной упаковке для пищевых продуктов, которая может использоваться для тепловой обработки пищевого продукта, обычно имеется вентиляционное отверстие, перфорация или в ней формируется какое-либо отверстие перед нагреванием.
Недостатком такого типа упаковок для пищевых продуктов является то, что пищевой продукт может просачиваться, выходить или вытекать из них, что приводит к потере пищевого продукта. Существуют некоторые самовентилируемые пакеты для пищевых продуктов, но без возможности регулируемого вентилирования, и для них требуются твердые пищевые продукты, чтобы они не вытекали из пакета. Настоящее изобретение относится к пакету с регулируемым вентилированием для твердых и жидких пищевых продуктов. Настоящее изобретение может применяться в вертикальных и горизонтальных формовочно-фасовочно-укупорочных автоматахэ
Краткое изложение сущности изобретения
Настоящее изобретение относится к пакету для тепловой обработки пищевого продукта и способу изготовления пакета для тепловой обработки пищевого продукта. Пакет для тепловой обработки пищевого продукта может содержать пленку. Пакет может содержать продольное уплотнение для формирования герметично уплотненного рукава, первое поперечное уплотнение на первом конце пакета и второе поперечное уплотнение на втором конце пакета. Пакет может иметь отношение площади поверхности к объему пищевого продукта от 3:1 до 22:1. Пакет может содержать, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена. Продольное уплотнение может проходить от первого конца пакета до второго конца пакета. Продольное уплотнение может обеспечивать самоуплотнение пленки.
Способ изготовления пакета для тепловой обработки пищевого продукта может включать изготовление пакета. Пакет может содержать пленку для формирования герметично уплотненного рукава, первое поперечное уплотнение на первом конце пакета и второе поперечное уплотнение на втором конце пакета. Пакет может иметь отношение площади поверхности к объему пищевого продукта от 3:1 до 9:1. Пакет может содержать, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена. Продольное уплотнение может проходить от первого конца пакета до второго конца пакета. Продольное уплотнение может обеспечивать самоуплотнение пленки. Способ может включать герметизацию первого конца пакета первым поперечным уплотнением. Способ может также включать заполнение пакета пищевым продуктом. Кроме того, способ может включать герметизацию второго конца пакета вторым поперечным уплотнением. Второй конец может находиться напротив первого конца пакета.
Краткое описание чертежей
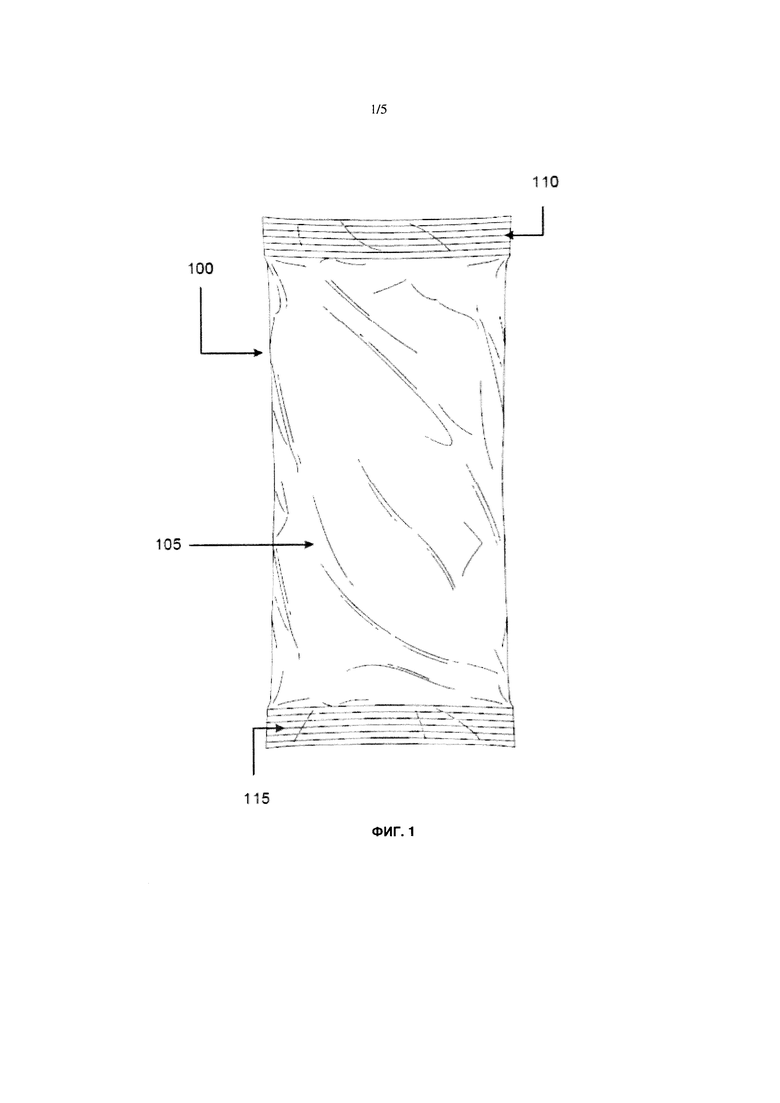
На фиг. 1 показан вид спереди одного из вариантов осуществления пакета согласно настоящему изобретению;
на фиг. 2 показан вид сзади одного из вариантов осуществления пакета согласно настоящему изобретению;
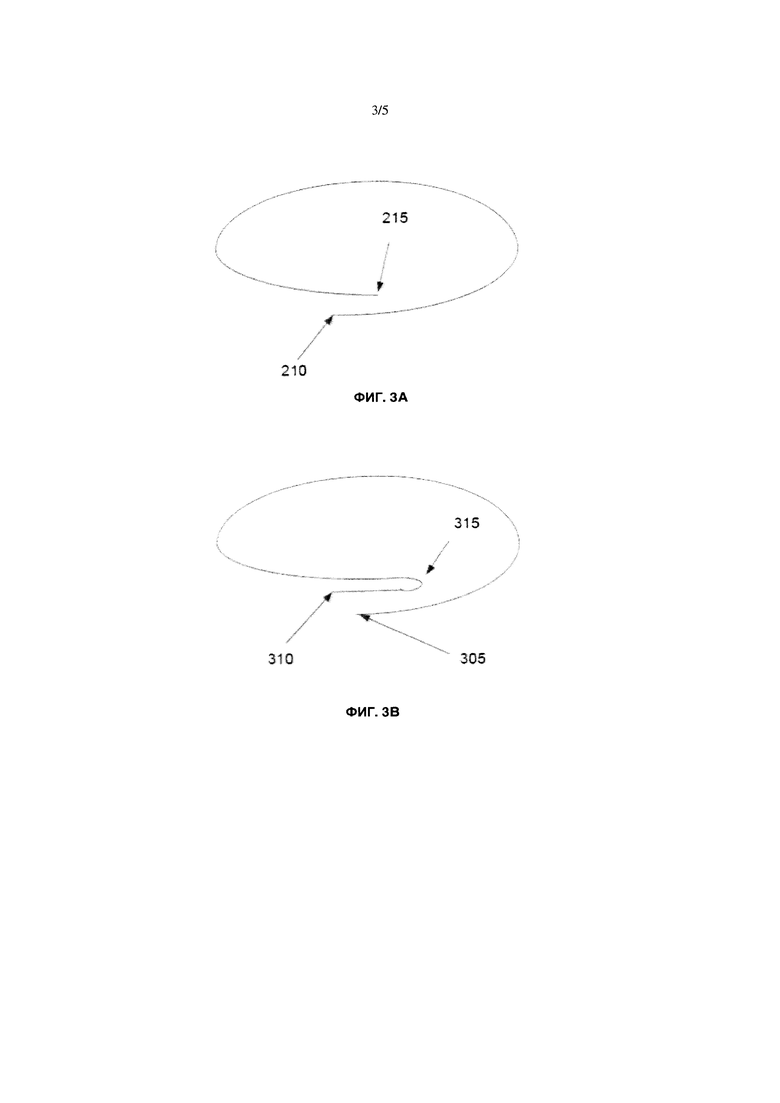
на фиг. 3А показан вид в разрезе проиллюстрированного на фиг. 2 пакета по линии 205-205 на фиг. 2;
на фиг. 3В показан вид в разрезе пакета согласно одному из вариантов осуществления;
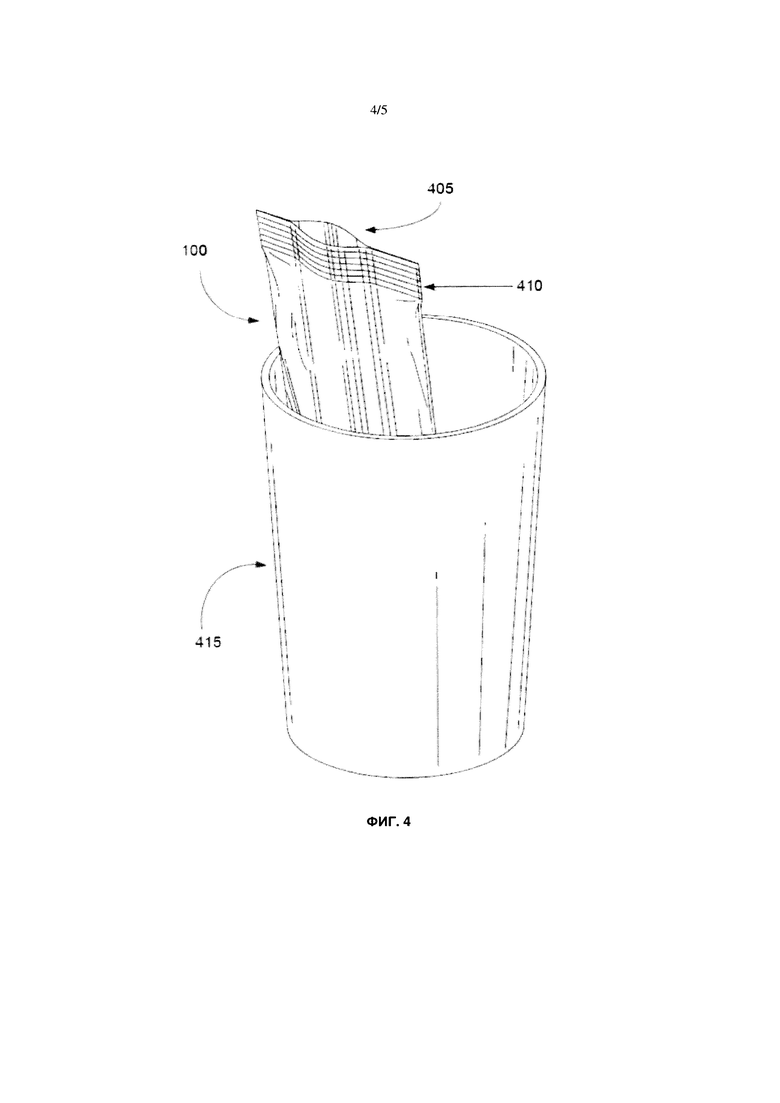
на фиг. 4 показан вид в перспективе одного из вариантов осуществления пакета согласно настоящему изобретению, помещенного в емкость;
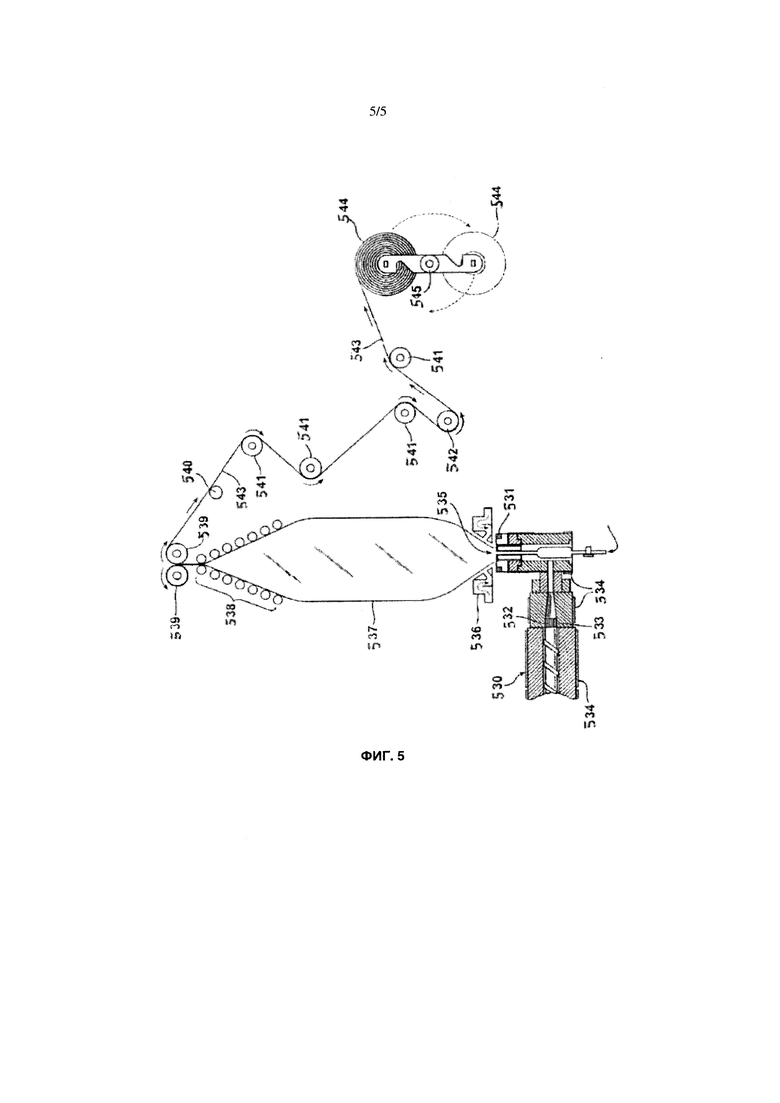
на фиг. 5 схематически показан способ изготовления пленок методом раздува в горячем состоянии для применения в пакете согласно настоящему изобретению.
Описание вариантов осуществления
Хотя предполагается, что следующие термины хорошо известны специалистам в данной области техники, следующие определения даны в целях лучшего пояснения раскрытого в изобретении предмета.
Если не указано иное, все технические и научные термины, используемые в настоящем описании, имеют значение, обычно известное специалистам в области техники, к которой относится настоящее изобретение.
В соответствии с давно сложившейся практикой в сфере патентного законодательства неопределенные и определенные артикли, используемые в настоящей заявке, включая формулу изобретения, означают "один или несколько". Так, например, упоминание композиции в единственном числе означает множество таких композиций и т.п.
Если не указано иное, подразумевается, что ко всем используемым в описании и формуле изобретения численным величинам, выражающим количества компонентов, условия реакции и т.п., во всех случаях применим термин "около". Соответственно, если не указано иное, используемые в описании и формуле изобретения численные параметры являются приближениями, которые могут варьировать в зависимости от желаемых искомых свойств, которые должны достигаться в соответствии с настоящим изобретением.
Используемый в настоящем изобретение термин "около", когда он относится к значению или величине массы, веса, времени, объема, концентрации, процентного содержания и т.п., может включать отклонения, составляющие в некоторых вариантах осуществления ±20%, в некоторых вариантах осуществления ±10%, в некоторых вариантах осуществления±5%, в некоторых вариантах осуществления ±1%, в некоторых вариантах осуществления ±0,5%, в некоторых вариантах осуществления ±0,1% и в некоторых вариантах ±0,01%, от указанной величины, поскольку такие отклонения присущи описанной пленке, пакету, емкости и способам.
Используемый термин "тепловая обработка" относится к любому способу нагревания или повторного нагревания, который может повышать температуру пищевого продукта.
Используемый термин "регулируемое вентилирование" относится к вентиляционному механизму или отверстию во время тепловой обработки пленки, пакета или емкости, которое позволяет области уплотнения в пленке, пакете или емкости открываться, при этом вентиляционный механизм или отверстие не приводят к тому, что пищевой продукт просачивается, выходит или вытекает из пленки, пакета или емкости.
Используемый термин "пленка" включает пластмассовое полотно независимо от того, является ли оно пленкой или листом. Пленка может иметь толщину 0,25 мм или менее или толщину от 0,5 до 30 мил или от 0,5 до 15 мил или от 1 до 10 мил или от 1 до 8 мил или от 1,1 до 7 мил или от 1,2 до 6 мил или от 2,5 до 6 мил или от 1,3 до 5 мил или от 1,5 до 4 мил или от 1,6 до 3,5 мил.
Используемые термины "соединение", "соединять" и "соединенный" означают все формы соединения, включая множество форм термосваривания (например, импульсную сварку, лазерную сварку, контурную сварку и т.д.), а также клеевое соединение. Термины "соединение" и "уплотнение" используются в настоящей заявке взаимозаменяемо и в обоих случаях означают соединение с использованием тепла и соединение с использованием адгезива. Термин "термосваривание" относится к соединению, полученному с использованием тепла и давления.
Все ссылки на испытания по стандарту ASTM в настоящем описании соответствуют последней версии испытаний по стандарту ASTM по состоянию на 1 апреля 2018 года.
Обозначения Tg и Tg используются в настоящей заявке применительно к температуре стеклования полимера. Если не указано иное, температуру стеклования полимера определяют методом экстраполированного половинного значения Ср в системе Perkin Elmer (экстраполированное половинное значение Ср указывает точку на кривой, в которой изменение удельной теплоты составляет половину изменения при полном фазовом переходе) согласно стандарту ASTM D3418 "Стандартный метод определения температур фазового перехода полимеров путем термического анализа", который в порядке ссылки во всей полноте включен в настоящую заявку.
Используемый термин "связующий слой" относится к любому внутреннему слою, основным назначением которого является сцепление двух слоев друг с другом. Связующие слои могут содержать любой полимер, имеющий привитую к нему полярную группу. Такие полимеры сцепляются как с неполярными полимерами, такими как полиолефин, так и с полярными полимерами, такими как полиамид и сополимер этилена/винилового спирта. Связующие слои могут изготавливаться из полиолефинов, таких как модифицированный полиолефин, сополимер этилена/винилацетата, модифицированный сополимер этилена/винилацетата и гомогенный сополимер этилена/альфа-олефина. Типичные связующие слои из полиолефинов содержат модифицированный ангидридом линейный полиэтилен низкой плотности, привитый ангидридом (т.е. модифицированный ангидридом) полиэтилен низкой плотности, привитый ангидридом полиэтилен, привитый ангидридом сополимер метилакрилата, привитый ангидридом сополимер бутилакрилата, гомогенный сополимер этилена/альфа-олефина, модифицированный малеиновым ангидридом полиэтилен, модифицированный малеиновым ангидридом линейный полиэтилен низкой плотности и привитый ангидридом сополимер этилена/ винилацетата.
Используемый термин "гомополимер или сополимер этилена" означает гомополимер этилена, такой как полиэтилен низкой плотности; сополимер этилена/альфа-олефина, такой как перечисленные ниже; и другие сополимеры этилена, такие как сополимер этилена/винилацетата; сополимер этилена/алкилакрилата; сополимер этилена/(мет)акриловой кислоты; или иономерную смолу.
Используемый термин "сополимер этилена и альфа-олефина (ЕАО) означает сополимеры этилена с одним или несколькими сомономерами, выбранными из C1-C10 альфа-олефинов, таких как бутен-1, гексен-1, октен-1 и т.д., у которых молекулы сополимеров содержат длинные полимерные цепи с относительно небольшим числом боковых цепей, образованных альфа-олефином, который был введен в реакцию с этиленом. Эту молекулярную структуру следует отличать от обычных полиэтиленов высокого давления низкой или средней плотности, которые являются сильно разветвленными в отношении ЕАО и содержат как длинноцепочечные, так и короткоцепочечные ответвления. ЕАО содержит такие гетерогенные материалы, как линейный полиэтилен средней плотности (ЛПЭСП), линейный полиэтилен низкой плотности (ЛПЭНП) и полиэтилен очень низкой плотности и сверхнизкой плотности (ПЭОНП и ПЭСНП, соответственно), такие как смолы DOWLEX™ или ATTANE™ производства компании Dow, смолы ESCORENE™ или EXCEED™ производства компании Exxon; а также линейные гомогенные сополимеры этилена/альфа-олефина (НЕАО), такие как смолы TAFMER™ производства компании Mitsui Petrochemical Corporation, смолы EXACT™ производства компании Exxon или длинноцепочечные разветвленные (НЕАО) смолы AFFINITY™ производства компании Dow Chemical Company или смолы ENGAGE™ производства компании DuPont Dow Elastomers.
Термин "полиэтилен высокой плотности (ПЭВП) означает полиэтилен, имеющей плотность от 0,941 до 0,965 г/см3.
Термин "промежуточный слой" означает слой многослойной пленки, который находится между наружным слоем и внутренним слоем пленки.
Термин "внутренний слой" означает слой, который не является наружным или поверхностным слоем и обычно представляет собой центральный или сердцевинный слой пленки.
Термин "полиэтилен низкой плотности" (ПЭНП) означает полиэтилен, имеющий плотность от 0,910 до 0,940 г/см3.
Термин "линейный полиэтилен низкой плотности" (ЛПЭНП) означает полиэтилен, имеющий плотность от 0,917 до 0,925 г/см3.
Термин "линейный полиэтилен средней плотности" (ЛПЭСП) означает полиэтилен, имеющий плотность от 0,926 г/см3 до 0,939 г/см3.
Термин "наружный слой" означает слой, который чаще всего наиболее удален от центра, обычно является поверхностным слоем или оболочкой многослойной пленки, хотя с ним и могут быть сцеплены дополнительные слои, покрытия и/или пленки.
Термин "полиамид" означает полимеры, имеющие амидные связи на протяжении молекулярной цепи, предпочтительно синтетические полиамиды, такие как нейлоны. Кроме того, этот термин означает полимеры, содержащие полученные из мономеров повторяющиеся звенья, такие как капролактам, которые полимеризуются с образованием полиамида, а также полимеры диаминов и двухосновных кислот и сополимеры двух или более амидных мономеров, включая тройные сополимеры нейлона, иногда называемые в данной области техники "сополиамидами". В частности, термин "полиамид" означает алифатические полиамиды или сополиамиды, обычно называемые, например, полиамидом 6 (гомополимер на основе ε-капролактама), полиамидом 69 (гомополиконденсат на основе гексаметилендиамина и азелаиновой кислоты), полиамидом 610 (гомополиконденсат на основе гексаметилендиамина и себациновой кислоты), полиамидом 612 (гомополиконденсат на основе гексаметилендиамина и додекандикарбоновой кислоты), полиамидом 11 (гомополимер на основе 11-аминоундекановой кислоты), полиамидом 12 (гомополимер на основе ε-аминододекановой кислоты или лауролактама), полиамидом 6/12 (сополимер полиамида на основе ε-капролактама и лауролактама), полиамидом 6/66 (сополимер полиамида на основе ε-капролактама и гексаметилендиамина и адипиновой кислоты), полиамидом 66/610 (сополимеры полиамида на основе гексаметилендиамина, адипиновой кислоты и себациновой кислоты), их модификации и их смеси. Указанный термин также означает кристаллические или частично кристаллические, ароматические или частично ароматические полиамиды.
Термин "полимер" означает гомополимер, сополимер, терполимер и т.д. Используемый в заявке термин "сополимер" означает сополимер, тройной сополимер и т.д.
Термин "уплотнение" означает любое соединение первой области наружной поверхности пленки со второй областью наружной поверхности пленки, в том числе с использованием тепла или адгезивного материала термического или любого иного типа. В некоторых вариантах осуществления уплотнение может формироваться путем нагревания областей, по меньшей мере, до их соответствующих температур начала формирования уплотнения. Уплотнение может формироваться любым одним или несколькими из разнообразных способов, включая (без ограничения) технологию термосваривания (например, с использованием наплавленного валика, термосклеивания, импульсной сварки, диэлектрического уплотнения, радиочастотного уплотнения, ультразвуковой сварки, горячего воздуха, горячей проволоки, инфракрасного излучения).
Используемые термины "уплотнительный слой", "уплотняющий слой", "термосварной слой" и "уплотнительный слой" означают наружный слой или наружные слои пленки, которые участвуют в самоуплотнении пленки, в соединении пленки с другим слоем той же самой или другой пленки и/или с другим изделием, которое не является пленкой. Следует также отметить, что в самоуплотнении пленки или в соединении пленки с другим слоем обычно может участвовать до 1-10 мил снаружи пленки. Обычно уплотнительный слой, герметизированный термосварным слоем, содержит любой термопластичный полимер. В некоторых вариантах осуществления термосварной слой может содержать, например, термопластичный полиолефин, термопластичный полиамид, термопластичный сложный полиэфир и термопластичный поливинилхлорид. В некоторых вариантах осуществления термосварной слой может содержать термопластичный полиолефин.
Используемый термин "хрупкое уплотнение" означает уплотнение, которое является достаточно долговечным для нормального обращения с пленкой, пакетом или емкостью при температуре окружающей среды без их разрушения, но которое при этом будет отслаиваться или преимущественно разделяться под воздействием повышенных температур и/или давления.
Все процентные показатели содержания, используемые в настоящей заявке, приведены по весу, если не указано иное.
Пакет для тепловой обработки пищевого продукта может содержать пленку. Пакет может изготавливаться из одного куска пленки. Пленкой может являться многослойная пленка.
В некоторых вариантах осуществления пленка может содержать, по меньшей мере, один уплотнительный слой, по меньшей мере, один связующий слой, по меньшей мере, один барьерный слой и, по меньшей мере, один поверхностный слой.
В других вариантах осуществления пленка может содержать следующие слои:
уплотнительный/связующий/барьерный/барьерный/барьерный/поверхностный;
уплотнительный/связующий/барьерный/связующий/поверхностный;
угшотнительный/связующий/барьерный/барьерный/связующий/поверхностный;
уплотнительный/барьерный/барьерный/барьерный/поверхностный;
уплотнительный/барьерный/барьерный/поверхностный
уплотнительный/барьерный/поверхностный.
Пленка может содержать уплотнительный слой. Уплотнительный слой может содержать полибутилен. Уплотнительный слой может содержать полибутилен и может являться внутренним слоем пакета. Уплотнительный слой может содержать от 5 до 30% полибутилена. Уплотнительный слой может содержать 5%, 6%, 7%, 8%, 9%, 10%, 11%, 12%, 13%, 14%, 15%, 16%, 17%, 18%, 19%, 20%, 21%, 22%, 23%, 24%, 25%, 26%, 27%, 28%, 29%, 30%, 40%, 45%, 50% полибутилена или любое количество в указанном интервале значений. В одном из вариантов осуществления уплотнительный слой содержит, по меньшей мере, 15% полибутилена. В некоторых вариантах осуществления уплотнительный слой может содержать 20% полибутилена. Уплотнительный слой может содержать полиэтилен. Полиэтиленом может являться полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен сверхнизкой плотности (ПЭСНП) или полиэтилен очень низкой плотности (ПЭОНП). Уплотнительный слой может содержать ЛПЭНП. Уплотнительный слой может содержать модифицированный ЛПЭНП (ЛПЭНП-мд). Уплотнительный слой может также содержать, по меньшей мере, один сополимер этилена или сополимер этилена/винилацетата (ЭВА). Уплотнительный слой может также содержать, по меньшей мере, одну добавку. По меньшей мере, одной добавкой может являться антиадгезив, противозапотевающая добавка, антиоксидант, понижающая трение добавка, фторполимер, силоксан или их сочетания.
В некоторых вариантах осуществления уплотнительный слой может содержать от 5% до 75% полиэтилена. Уплотнительный слой может содержать от 5% до 30% ЭВА. Уплотнительный слой может содержать от 0,1 до 15% добавки. В некоторых вариантах осуществления уплотнительный слой может содержать от 30% до 75% ЛПЭНП. Уплотнительный слой может содержать от 1% до 15% антиадгезива. Уплотнительный слой может содержать от 0,1 до 10% понижающей трение добавки. Уплотнительный слой может содержать от 1 до 10% красителя. Уплотнительный слой может содержать от 0,1 до 5% фторполимера. Антиадгезив, понижающая трение добавка, краситель и фторполимер могут включаться в полиэтилен в виде смеси. Добавки могут включаться в полиэтилен по отдельности. В некоторых вариантах осуществления добавки могут включаться в полиэтилен в сочетании. Уплотнительный слой может содержать 54% ЛПЭНП, 18% ЭВА, 20% полибутилена, 5% антиадгезива и понижающей трение добавки в ЛПЭНП, 2% полидиметилсилоксана в ПЭНП и 1% фторполимера в ЛПЭНП.
Пленка может содержать, по меньшей мере, один связующий слой. Пленка может содержать, по меньшей мере, один связующий слой, приспособленный для улучшения сцепления одного слоя пленки с другим слоем пленки. Связующим слоем может являться ЛПЭНП. Связующим слоем являться ЛПЭНП-мд. Связующим слоем являться модифицированный малеиновым ангидридом ЛПЭНП. Пленка может содержать два связующих слоя. Пленка может содержать множество связующих слоев.
Пленка может содержать, по меньшей мере, один барьерный слой. Барьерный слой также может именоваться устойчивым к неправильному обращению слоем. Термины "барьерный слой" и "устойчивый к неправильному обращению слой" могут использоваться взаимозаменяемо. Барьерный может содержать EVOH, полиамид, смесь на основе EVOH, PGA или их сочетания. Барьерный слой может являться смежным со связующим слоем. В некоторых вариантах осуществления барьерный слой может являться смежным с уплотнительным слоем. В некоторых вариантах осуществления пленка может содержать 2 барьерных слоя. В других вариантах осуществления пленка может содержать 3 барьерных слоя. В других вариантах осуществления пленка может содержать 4 барьерных слоя. В других вариантах осуществления пленка может содержать 5 барьерных слоев.
Полиамиды известны из техники и включают полимеры, имеющие амидные связи (такие как синтетические полиамиды), при этом они могут являться алифатическими или ароматическими и могут находиться в полукристаллической или аморфной форме. Применимые полиамиды могут включать как полиамиды, так и сополиамиды. В некоторых вариантах осуществления применимые полиамиды могут выбираться из соединений из нейлона, одобренных для применения в изготовлении изделий, предназначенных для переработки, обращения и упаковывания, включая гомополимеры, сополимеры и смеси нейлонов, описанные в статье 177.1500 раздела 21 Свода федеральных постановлений США, в порядке ссылки во всей полноте включенного в настоящую заявку.
Например, примеры полиамидов могут включать (без ограничения) гомополимеры и сополимеры нейлона, такие как полимеры, выбранные из группы, включающей нейлон 4,6 (поли(тетраметиленадипамид)), нейлон 6 (поликапролактам), нейлон 6,6 (поли(гексаметиленадипамид)), нейлон 6,9 (поли(гексаметиленнонандиамид)), нейлон 6,10 (поли(гексаметиленсебацинамид)), нейлон 6,12 (поли(гексаметилендодекандиамид)), нейлон 6/12 (сополимер капролактама и лауролактама), найлон 6/6 (сополимер гексаметиленадипамида и капролактама), нейлон 6/66 (сополимер капролактама и гексаметиленадипамида), нейлон 66/610 (например, изготовленный путем конденсации смесей солей нейлона 66 и солей нейлона 610), смолы нейлона 6/69 (например, изготовленные конденсацией ε-капролактама, гексаметилендиамина и азелаиновой кислоты), нейлон 11 (полиундеканолактам), нейлон 12 (полилауриллактам), нейлон MXD6, нейлон MXDI, нейлон 6I/6T и их сополимеры или смеси.
Как известно специалистам в данной области техники, EVOH представляет собой сополимер, который состоит преимущественно из повторяющихся структурных звеньев этилена и винилового спирта и может содержать небольшие количества других мономерных звеньев, таких как звенья винилового сложного эфира. EVOH может быть получен омылением, частичным спиртовым гидролизом сополимеров этилена и винилового сложного эфира и/или полным спиртовым гидролизом сополимеров этилена и винилового сложного эфира.
Пакет может содержать поверхностный слой. Поверхностный может содержать ЛПЭНП. В некоторых вариантах осуществления поверхностный слой может содержать ПЭНП и ЛПЭНП. Поверхностный может содержать полиэтилен, ПЭНП, ЛПЭНП, ПЭСНП, ПЭОНП или их сочетания. Поверхностный слой может также содержать добавку. Добавкой может являться антиадгезив, понижающая трение добавка, краситель, пигмент, противозапотевающие добавки, антиоксиданты, фторполимер или их сочетания. Поверхностный может содержать от 30% до 75% ЛПЭНП. Поверхностный может содержать от 5% до 35% антиадгезива. Поверхностный слой может содержать от 1 до 10% понижающей трение добавки. Поверхностный слой может содержать от 1 до 10% красителя. Поверхностный слой может содержать от 0,1 до 5% фторполимера. Антиадгезив, понижающая трение добавка, краситель и фторполимер могут включаться в полиэтилен в виде смеси.
В некоторых вариантах осуществления поверхностный может содержать ЛПЭНП, ПЭНП с антиадгезивом, ЛПЭНП с антиадгезивом и понижающей трение добавкой, краситель в ЛПЭНП и фторполимер в ЛПЭНП. В других вариантах осуществления поверхностный может содержать ЛПЭНП, ПЭНП с антиадгезивом, ЛПЭНП с антиадгезивом и понижающей трение добавкой, оранжевый краситель в ЛПЭНП и фторполимер в ЛПЭНП. В дополнительных вариантах осуществления поверхностный может содержать 66% ЛПЭНП, 22% ПЭНП с антиадгезивом, 5% ЛПЭНП с антиадгезивом и понижающей трение добавкой, 6% оранжевого красителя в ЛПЭНП и 1% фторполимера в ЛПЭНП.
Число слоев, используемых в структуре пакета из многослойной пленки, обычно не ограничено. Соответственно, пленка может содержать 1 слой, 2 слоя, 3 слоя, 4 слоя, 5 слоев, 6 слоев, 7 слоев, 8 слоев, 9 слоев, 10 слоев, 11 слоев, 12 слоев, 13 слоев, 14 слоев, 15 слоев, 16 слоев, 17 слоев, 18 слоев, 19 слоев, 20 слоев или любое число слоев в этом интервале. В некоторых вариантах осуществления пленка может содержать 6 слоев. В других вариантах осуществления пленка может содержать 7 слоев. В дополнительных вариантах осуществления пленка может содержать 8 слоев.
На фиг. 1 показан вид спереди пакета 100 согласно одному из вариантов осуществления настоящего изобретения. Пакет 100 может содержать пленку 105. Пакет 100 может изготавливаться из одного куска пленки 105. Пакет 100 может иметь первое поперечное уплотнение ПО на первом конце. Пакет 100 может иметь второе поперечное уплотнение 115 на втором конце. Второй конец может находиться напротив первого поперечного уплотнения на первом конце пакета. Первое поперечное уплотнение 110 и второе поперечное уплотнение 115 могут иметь, по меньшей мере, одно ребро. В некоторых вариантах осуществления первое поперечное уплотнение 110 и второе поперечное уплотнение 115 могут иметь множество ребер. Первое поперечное уплотнение 110 и второе поперечное уплотнение 115 могут иметь 1 ребро, 2 ребра, 3 ребра, 4 ребра, 5 ребер, 6 ребер, 7 ребер, 8 ребер, 9 ребер, 10 ребер, 11 ребер, 12 ребер, 13 ребер, 14 ребра, 15 ребер или любое число ребер в этом интервале. Первое поперечное уплотнение 110 и второе поперечное уплотнение 115 могут представлять собой термосварное уплотнение. Термосварное уплотнение может формироваться путем импульсной сварки, лазерной сварки, контурной сварки или любым другим способом термосваривания, известным в данной области техники. Первое поперечное уплотнение ПО и второе поперечное уплотнение 115 могут представлять собой хрупкое уплотнение. Первое поперечное уплотнение 110 и второе поперечное уплотнение 115 могут содержать уплотнительный состав, который образует хрупкое уплотнение в месте первого поперечного уплотнения 110 и второго поперечного уплотнения 115.
Первое поперечное уплотнение 110 может формироваться до добавления пищевого продукта. Первое поперечное уплотнение 110 может формироваться после добавления пищевого продукта. Второе поперечное уплотнение 115 может формироваться после добавления пищевого продукта. Второе поперечное уплотнение 115 может формироваться до добавления пищевого продукта. Пакет может заполняться пищевым продуктом. Уплотнительный состав первого и/или второго поперечного уплотнения может размягчаться и разупрочняться при повышенных температурах. Повышенные температуры имеют место во время тепловой обработки пакета после добавления пищевого продукта. Достаточное нагревание приводит к накоплению водяного пара внутри пакета 100. Нагревание пакета при повышенных температурах также вызывает размягчение и разупрочнение уплотнительного состава. Когда давление из-за накопления водяных паров внутри пакета превышает прочность хрупкого уплотнения, оно разрывается и создает отверстие, через которое водяной пар может выходить изнутри пакета. Как только уплотнение разрывается и создается отверстие, образуется вентиляционное отверстие. Вентиляционное отверстие представляет собой область уплотнения в пленке, пакете или емкости, которая может открываться. Вентиляционное отверстие может находиться в месте первого поперечного уплотнения или второго поперечного уплотнения. Вентиляционное отверстие может являться регулируемым вентиляционным отверстием.
На фиг. 2 показан вид сзади пакета 100 согласно одному из вариантов осуществления настоящего изобретению. В некоторых вариантах осуществления пакет 100 может изготавливаться из одного куска пленки 105. Пакет 100 может иметь продольное уплотнение 200. Продольное уплотнение 200 может служить для формирования герметично уплотненного рукава. Пакет 100 может представлять собой герметично уплотненный рукав. Пакет 100 может иметь первое поперечное уплотнение ПО и второе поперечное уплотнение 115. Продольное уплотнение 200 может проходить от первого конца 220 пакета 100 до второго конца 225 пакета 100. Продольное уплотнение 200 может представлять собой соединение внахлестку. В некоторых вариантах осуществления продольное уплотнение 200 может представлять собой центральное соединение внахлестку. В других вариантах осуществления продольное уплотнение 200 может представлять собой соединение внахлестку в любом месте на задней стороне пакета 100. Продольное уплотнение 200 может обеспечивать самоуплотнение пленки.
На фиг. 3А показан вид в разрезе проиллюстрированного на фиг. 2 пакета по линии 205-205 на фиг. 2. На фиг. 3А показаны продольные края 210 и 215 (как показано на фиг. 2) пакета 100 до формирования соединения внахлестку. Соединение внахлестку не проиллюстрировано на виде в разрезе на фиг. 3А. Продольное уплотнение 200 на фиг. 2 представляет собой соединение внахлестку, а пакет 100 изготовлен из одного куска пленки 105. На фиг. 3В показан вид в разрезе пакета согласно одному из вариантов осуществления по линии 205-205 на фиг. 2. На Фиг. 3В показаны продольные края 305 и 310 пакета 100 согласно одному из вариантов осуществления до формирования соединяющего края материала шва изнутри пакета. Соединяющий края материала шов не проиллюстрирован на виде в разрезе на фиг. 3В. В одном из вариантов осуществления один кусок пленки 105 имеет продольный край 310, образованный складкой 315 на одной стороне пленки, а второй продольный край 305 используется для формирования соединяющего края материала шва изнутри пакета.
На фиг. 4 показан пакет 100 согласно одному из вариантов осуществления, помещенный в емкость 415 после завершения тепловой обработки. Емкость 415 может быть необходима для тепловой обработки пищи, если пищевой продукт может вытекать во время тепловой обработки, когда пакет 100 не находится в вертикальном положении во время тепловой обработки. В некоторых вариантах осуществления пакет 100 может не нуждаться в емкости 415. В некоторых вариантах осуществления пакет 100 может находиться в плоско уложенном положении во время тепловой обработки. В других вариантах осуществления пакет 100 может находиться в вертикальном положении во время тепловой обработки.
Регулируемое вентиляционное отверстие 405 может формироваться на одном конце 410 пакета 100. Регулируемое вентиляционное отверстие 405 может формироваться в месте первого поперечного уплотнения 110 или второго поперечного уплотнения 115. Регулируемое вентиляционное отверстие 405 формируется на конце пакета, на котором под действием давления, накапливающегося во время тепловой обработки пищевого продукта в пакете 100, разрушилось хрупкое уплотнение и в результате накопления водяного пара внутри пакета 100 образовалось отверстие. В некоторых вариантах осуществления регулируемое вентиляционное отверстие 405 формируется на конце 410, который находится вверху пакета 100, когда он находится в емкости 415. В другом варианте осуществления регулируемое вентиляционное отверстие формируется на одном конце пакета, когда пакет находится в плоско уложенном положении. Регулируемое вентиляционное отверстие может формироваться в результате разрушения адгезионного сцепления. Регулируемое вентиляционное отверстие может формироваться в результате разрушения адгезионного сцепления в уплотнительном слое. Регулируемое вентиляционное отверстие может не формироваться в результате расслаивания пленки. Регулируемое вентиляционное отверстие может формироваться в результате расслаивания пленки.
Когда пакет находится в плоско уложенном положении во время тепловой обработки, формирование регулируемого вентиляционного отверстия может являться более затруднительным. При нахождении пакета в плоско уложенном положении регулируемое вентиляционное отверстие может формироваться во время тепловой обработки, когда водяной пар способен выходить изнутри пакета, не будучи заблокированным пищевым продуктом. Если первый конец и второй концы пакета заблокированы пищевым продуктом во время тепловой обработки, водяной пар будет не способен выходить изнутри пакета без пищевого продукта, который также будет выходить из пакета. В этом случае регулируемое вентиляционное отверстие может не сформироваться. Вентиляционное отверстие может сформироваться, но оно не будет регулируемым, поскольку пищевой продукт может выходить из пакета. Пакет с твердым пищевым продуктом может быть способным иметь регулируемое вентиляционное отверстие. Пакет с жидким пищевым продуктом, который может затвердевать при тепловой обработке, может быть способным иметь регулируемое вентиляционное отверстие. В некоторых вариантах осуществления пакет с вязким пищевым продуктом (таким как картофельное пюре, макароны с сыром) может быть способным иметь регулируемое вентиляционное отверстие во время тепловой обработки.
Пленка 105 для использования при изготовлении пакета 100 может изготавливаться способом, показанным на фиг. 5, где схематически проиллюстрирован способ изготовления нетермоусадочной пленки, т.е. изготовления методом раздува в горячем состоянии пленки 105, которая ориентирована в расплавленном состоянии и не является термоусадочной. Хотя на фиг. 5 показан только один экструдер 530, может использоваться большее число экструдеров, например, 2 или 3 экструдера. Экструдер 530 подает расплавленный полимер в кольцевую матрицу 531 для формирования пленки 105, которая может являться однослойной или многослойной в зависимости от конструкции матрицы и расположения экструдера(-ов) относительно матрицы, как известно специалистам в данной области техники. В экструдер 530 подаются гранулы (не показанные) полимера, применимые для формирования пленки 105. Гранулы полимера в экструдере 530 нагревают и подвергают давлению в достаточной степени для плавления полимера и продвижения расплавленного потока через матрицу 531.
Экструдер 530 оснащен сеточным уплотнением 532, решеткой 533 и нагревателями 534. Пленка 105 экструдируется между оправкой 535 и штампом 531, а полученный экструдат охлаждается холодным воздухом из кольцевого зазора 536 для подачи воздуха. Из расплавленного экструдата немедленно выдувается пузырек 537, из которого формируется выдуваемая из расплава ориентированная пленка. Выдуваемая из расплава ориентированная пленка охлаждается и затвердевает по мере продвижения вверх по длине пузырька 537. После затвердевания рукавная пленка проходит через направляющие ролики 538 и сплющивается в плоскую конфигурацию прижимными роликами 539. Сплющенная рукавная пленка необязательно проходит над планкой 540 для термообработки, а затем над неприводными роликами 541 и вокруг регулирующего натяжение ролика 542, который обеспечивает регулировку натяжения сплющенной рукавной пленки 543, после чего сплющенная рукавная пленка 543 сматывается в рулон 544 с помощью намоточного устройства 545.
Пакет 100 может заполняться и герметично уплотняться методом вертикальной расфасовки на поточной линии, также известным как вертикальная формовочно-фасовочно-укупорочная технология. Известно, что вертикальные формовочно-фасовочно-укупорочные (VFFS) системы упаковывания применимы для упаковывания широкого ассортимента поддающихся перекачиванию пищевых и непищевых продуктов. Одним из примеров такой системы является упаковочная система Onpack™, предлагаемая на рынке компанией Cryovac/Sealed Air Corporation (Шарлотт, штат Северная Каролина, США). Технология VFFS известна специалистам в данной области техники и описана в том числе в патенте US 4589247 на имя Tsuruta и др., патенте US 4656818 на имя Shimoyama и др., патенте US 4768411 на имя Su и в патенте US 4808010 на имя Vogan, которые в порядке ссылки во всей полноте включены в настоящую заявку.
Согласно технологии VFFS плоско уложенную термопластичную пленку сначала пропускают через формующее устройство с целью формирования рукава. Затем формируют продольное (вертикальное) соединяющее края материала сварное соединение или соединение внахлестку и формируют нижнее торцевое уплотнение путем поперечной сварки рукава нагретыми уплотнительными планками. Вводят поддающийся перекачиванию продукт через центральную вертикальную загрузочную наполняющую трубу в сформированную рукавную пленку. Затем завершают формирования пакета путем герметичного уплотнения верхнего конца рукавного сегмента и отделения пакета от рукавной пленки над ним. Процесс может представлять собой двухстадийный процесс, на одной стадии которого формируют поперечное термосварное уплотнение, после чего вводят в контакт с вновь созданным поперечным термосварным уплотнением отдельную пару охлаждающих/зажимных средств с целью охлаждения и тем самым упрочнения уплотнения. В некоторых технологиях VFFS формируют верхнее поперечное уплотнение первого пакета и нижнее поперечное уплотнение следующего пакета. Затем пакеты отрезают и тем самым разделяют их между двумя поперечными уплотнениями без необходимости отдельной операции зажима, охлаждения и разрезания уплотнений. Одним из примеров промышленного устройства, в котором реализована упрощенная технология, служит упаковочный автомат VFFS Onpack™ 2050A, предлагаемый на рынке компанией Cryovac/Sealed Air Corporation.
В некоторых вариантах осуществления пакет 100 может формироваться методом горизонтальной расфасовки на поточной линии, также известным как горизонтальная формовочно-фасовочно-укупорочная технология (HFFS). Технология HFFS описана в заявке US 2017-0144416-А1, которая в порядке ссылки во всей полноте включена в настоящую заявку.
Пакет может иметь определенное отношение площади поверхности к объему пищевого продукта в английских единицах или единицах СИ. Отношение площади поверхности к объему пищевого продукта может выражаться в квадратных дюймах на жидкую унцию. Пакет может иметь отношение площади поверхности к объему пищевого продукта от 3:1 до 10:1 кв. дюйма/жидкую унцию. Объем пищевого продукта в настоящей заявке означает объем пищевого продукта, который находится в пакете. В некоторых вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта от 3,5: 1 до 8: 1. Пакет может иметь отношение площади поверхности к объему пищевого продукта 3: 1, 3,1: 1, 3,2: 1, 3,3: 1, 3,4: 1, 3,5: 1, 3,6: 1, 3,7: 1, 3,8: 1, 3: 9: 1, 4: 1, 4,1: 1, 4,2: 1, 4,3: 1, 4,4: 1, 4,5: 1, 4,6: 1, 4,7: 1, 4,8: 1, 4,9: 1, 5: 1, 5.1: 1, 5,2: 1, 5,3: 1, 5,4: 1, 5,5: 1, 5,6: 1, 5,7: 1, 5,8: 1, 5,9: 1, 6: 1, 6.1: 1, 6,2: 1, 6,3: 1, 6,4: 1, 6,5: 1, 6,6: 1, 6,7: 1, 6,8: 1, 6,9: 1, 7: 1, 7,1: 1, 7,2: 1, 7,3: 1, 7,4: 1, 7,5: 1, 7,6: 1, 7,7: 1, 7,8: 1, 7,9: 1, 8: 1, 8,25: 1, 8,5: 1, 8,75: 1, 9: 1, 9,25: 1, 9,5: 1, 9,75: 1, 10: 1, 11 1, 12: 1, 13: 1, 14: 1, 15: 1, 16: 1, 17: 1, 18: 1, 19: 1, 20: 1, 21: 1, 22: 1 или любое отношение в указанном интервале. В некоторых вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 3,7: 1. В других вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 5: 1. В дополнительных вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 4,5: 1. Отношение площади поверхности к объему пищевого продукта может предусматривать, что определенный объем внутри пакета не содержит пищевого продукта.
Отношение площади поверхности к объему пищевого продукта может быть преобразовано в эквивалентные единицы СИ. Отношение площади поверхности к объему пищевого продукта может выражаться в квадратных миллиметрах (мм2) на миллилитр (мл). Пакет может иметь отношение площади поверхности к объему пищевого продукта от 70: 1 до 500: 1 мм2/мл. Объем пищевого продукта в настоящей заявке означает объем пищевого продукта, который находится в пакете. В некоторых вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта от 80: 1 до 200: 1. Пакет может иметь отношение площади поверхности к объему пищевого продукта 70: 1, 75: 1, 80: 1, 85: 1, 90: 1, 95: 1, 100: 1, 105: 1, 110: 1, 115: 1, 120: 1, 121: 1, 122: 1, 123: 1, 124: 1, 125: 1, 130: 1, 135: 1, 140: 1, 145: 1, 150: 1, 155: 1, 160: 1, 165: 1, 175: 1, 180: 1, 185: 1, 190: 1, 195: 1, 200: 1, 205: 1, 210: 1, 215: 1, 220: 1, 225: 1, 230: 1, 235: 1, 240: 1, 245: 1, 250: 1, 300: 1, 400: 1, 500: 1 или любое отношение в указанном интервале. В некоторых вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 84: 1. В других вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 185: 1. В дополнительных вариантах осуществления пакет может иметь отношение площади поверхности к объему пищевого продукта 123: 1. Отношение площади поверхности к объему пищевого продукта может предусматривать, что определенном объеме внутри пакета не содержится пищевой продукт.
В одном из вариантов осуществления пакет может иметь длину от 150 мм до 310 мм. Пакет может иметь длину от 180 мм до 210 мм. В некоторых вариантах осуществления пакет может иметь длину 180 мм. В некоторых вариантах осуществления изобретения, пакет может иметь длину 190 мм. В других вариантах осуществления пакет может иметь длину 200 мм. В дополнительных вариантах осуществления пакет может изготавливаться из пленки, которая может иметь длину 210 мм. Пленка может иметь длину 220 мм. Пленка может иметь длину 230 мм. Пленка может иметь длину 240 мм. Затем в вертикальном формовочно-фасовочно-укупорочном автомате из пленки изготавливается пакет с продольным уплотнением и двумя торцевыми уплотнениями. Пакет может иметь ширину от 75 мм до 160 мм. В некоторых вариантах осуществления пакет может иметь ширину 100 мм.
В изобретении предложен способ изготовления пакета для тепловой обработки пищевого продукта. Способ изготовления пакета для тепловой обработки может изготовления пакета. Пакет может содержать пленку. Пакет может содержать продольное уплотнение для формирования герметично уплотненного рукава. Пакет также может содержать первое поперечное уплотнение на первом конце пакета. Пакет также может содержать второе поперечное уплотнение на втором конце пакета. Пакет может иметь отношение площади поверхности к объему пищевого продукта от 3: 1 до 22: 1. Пакет может содержать, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена. Продольное уплотнение может проходить от первого конца пакета до второго конца пакета. Продольное уплотнение может обеспечивать самоуплотнение пленки
Кроме того, способ может включать герметичное уплотнение пакета на первом конце первым поперечным уплотнением. Первое поперечное уплотнение может представлять собой термосварное уплотнение. Первое поперечное уплотнение может иметь, по меньшей мере, одно ребро. Первое поперечное уплотнение может иметь 2 ребра, 3 ребра, 4 ребра, 5 ребер, 6 ребер, 7 ребер, 8 ребер, 9 ребер, 10 ребер или любое число ребер в указанном интервале. Первое поперечное уплотнение может иметь пять ребер.
Способ может также включать заполнение пакета пищевым продуктом. Пищевой продукт может заполняться в автомате VFFS. В некоторых вариантах осуществления пищевой продукт может заполняться в автомате HFFS. Пищевой продукт может являться твердым или жидким. Пищевым продуктом может являться вода, макароны с сыром, картофельное пюре, нарезанные кубиками овощи, нарезанные кубиками фрукты, яйца, суп, подливка, соусы, цельное мясо, нарезанное кубиками мясо, рис, зерновые продукты, макаронные изделия без соуса, подвергнутые частичной тепловой обработке макаронные изделия, смеси макаронных изделий/соусов, цельные овощи, фруктовые начинки, фруктовые сиропы, мясной фарш или их сочетания. Пищевым продуктом может являться картофельное пюре. Пищевым продуктом может являться суп. Пищевым продуктом могут являться макароны с сыром. На стадии заполнения пищевым продуктом пакет может заполняться в автомате VFFS. В некоторых вариантах осуществления на стадии заполнения пищевым продуктом пакет может заполняться в автомате HFFS.
Кроме того, способ может включать герметичное уплотнение пакета вторым поперечным уплотнением на втором конце. Второе поперечное уплотнение может представлять собой термосварное уплотнение. Второе поперечное уплотнение может иметь, по меньшей мере, одно ребро. Второе поперечное уплотнение может иметь 2 ребра, 3 ребра, 4 ребра, 5 ребер, 6 ребер, 7 ребер, 8 ребер, 9 ребер, 10 ребер или любое число ребер в указанном интервале. Второе поперечное уплотнение может иметь пять ребер.
Хотя вышеизложенное описание изобретения позволяет специалисту в данной области техники создать и применить то, что считается на данный момент лучшим вариантом его осуществления, специалисты в данной области техники поймут и учтут, что существуют разновидности, сочетания и эквиваленты конкретного варианта осуществления, способа и примеров, приведенных в описании. Соответственно, изобретение ограниченно не описанными выше вариантом осуществления, способом и примерами, а всеми вариантами осуществления и способами в пределах объема и сущности заявленного изобретения.
Примеры
Следующие примеры приведены в целях иллюстрации различных вариантов осуществления пленок и изготовленных из них пакетов. В свете настоящего описания и общего уровня знаний в данной области техники специалисты в данной области техники учтут, что следующие примеры предназначены только для иллюстрации и что могут применяться многочисленные изменения и модификации, не выходящие за пределы объема раскрытого предмета изобретения.
Пример 1
Составы пакетов и пленок
Далее в Таблице 1 представлены различные смолы и другие компоненты, используемые при изготовлении пленок. Скорости течения расплава определяли в соответствии со стандартом ASTM D1238.
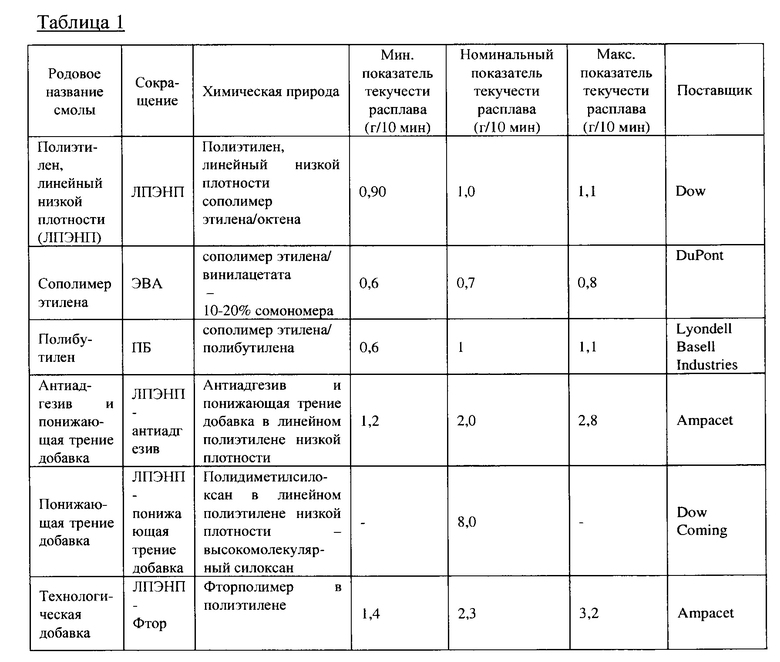
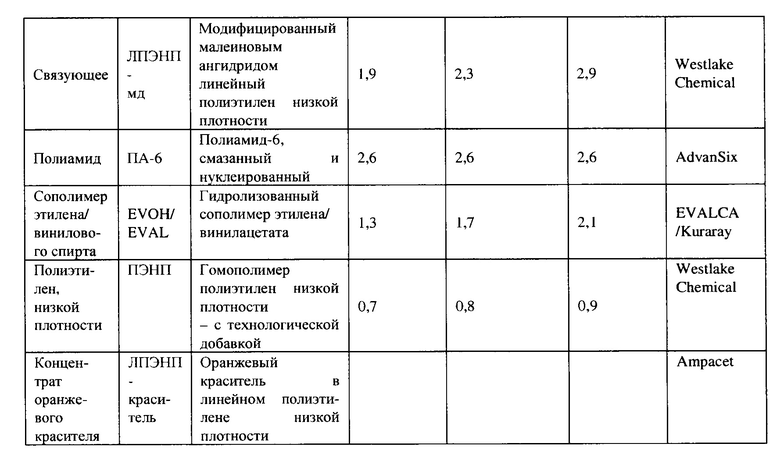
Для изготовления пакета для тепловой обработки пищевого продукта были использованы образцы экструзионно-выдувных пленок. Эти пакеты имели регулируемое вентилирование после тепловой обработки в СВЧ-печи. Пакеты изготавливались в автомате VFFS и имели одно продольное уплотнение и первое и второе поперечные уплотнения на противоположных концах пакета. Далее в Таблице 2 приведен состав изготовленных образцов, включая содержание полибутилена (ПБ).
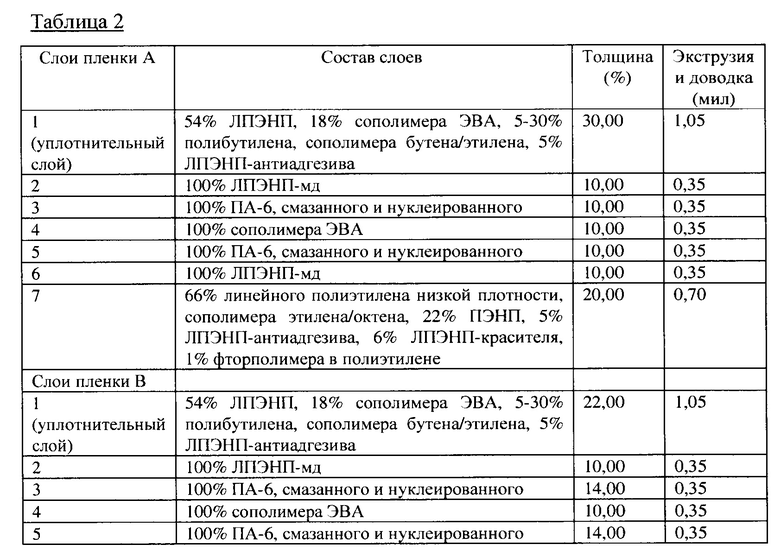

Изготовили разновидности пленок согласно Таблице 2. Провели две серии испытаний. Сначала испытали образцы пакетов при различных уровнях содержания ПБ в пленке, чтобы определить эффективный интервал содержания ПБ для обеспечения регулируемого вентилирования. Испытали образцы пакетов, изготовленные из пленки согласно Таблице 2 с содержанием ПБ 10%, 15% и 20%, на начальную способность открываться в СВЧ-печи. Затем испытали образцы пакетов из пленки с содержанием ПБ 20% в СВЧ-печи, чтобы определить эффективное регулируемое вентилирование в зависимости от отношения объема пищевого продукта к площади пакета. Оба испытания основаны на эффективности вентилирования пакета и оценены по шкале от 1 до 3 согласно приведенной далее Таблице 3.
Пример 2
Варьирование количества полибутилена
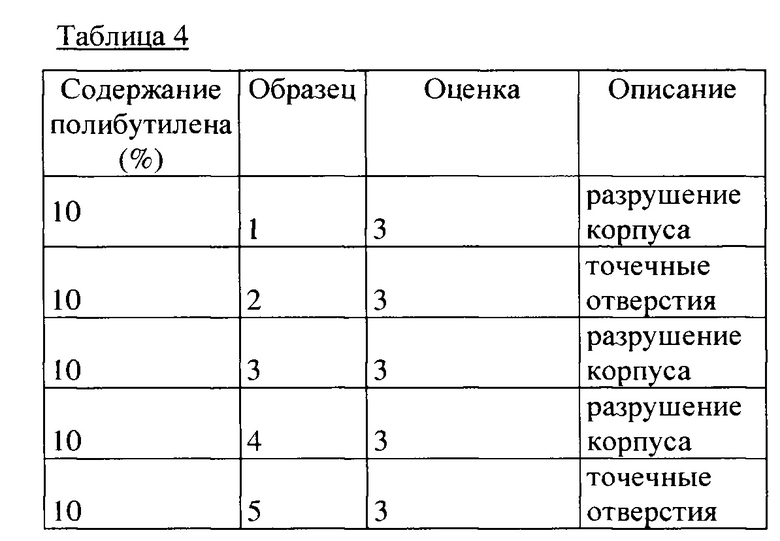
Изготовили образцы пакетов в автомате VFFS (Cryovac® Onpack 2050 с использованием 230-мм или 350-мм оснастки). Герметизировали торцовые уплотнения пакетов (5-реберные уплотнения) при температуре 65°С в течение 0,75 сек. Герметизировали продольное уплотнение, т.е. центральное уплотнение внахлестку при температуре 150°С. Были изготовлены образцы различной длины и объема для различных вязких пищевых продуктов. Испытали образцы с содержанием полибутилена 10%, 15% и 20% (n=5), в СВЧ-печи мощностью 1250-1300 Вт. Заполнили образцы водой и поместили в чашку таким образом, чтобы одно торцевое уплотнение оставалось наверху, а другое уплотнение находилось на дне чашки. Испытывали образцы по одному. Исследовали образцы на предмет эффективности вентилирования по шкале, представленной в Таблице 4.
Образцы пакетов из пленки с содержанием ПБ 10% демонстрировали агрессивность при открывании. Когда эти пакеты нагревали, уплотнительный слой не отслаивался и вызывал разрушение корпуса, что приводило к вентилированию с боковой стороны пакета. Это вентилирование с боковой стороны пакета не считалась регулируемым вентилированием, поскольку из отверстия вытекала вода.
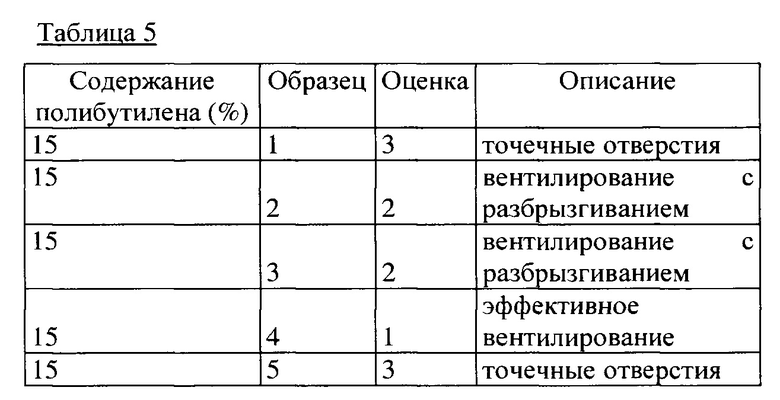
В Таблице 5 ниже представлены результаты испытания образцов пакета из пленки с содержанием ПБ 15%. Образцы из пленки с содержанием ПБ 15% оказались более эффективными, чем из пленки с содержанием ПБ 10%, но не продемонстрировали регулируемого вентилирования.
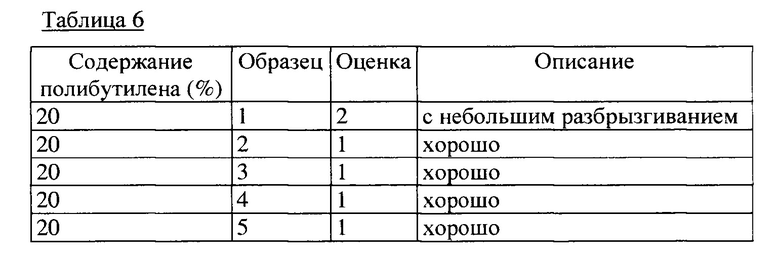
Образцы пакета из пленки с содержанием ПБ 20% продемонстрировали регулируемые характеристики и предотвращали разбрызгивание продукта изнутри пакета. Вентилирование концевого уплотнения при открывании происходила мягко. В Таблице 6 ниже представлены результаты испытания образцов с содержанием ПБ 20%.
Пример 3
Испытания образцов с содержанием ПБ 20%
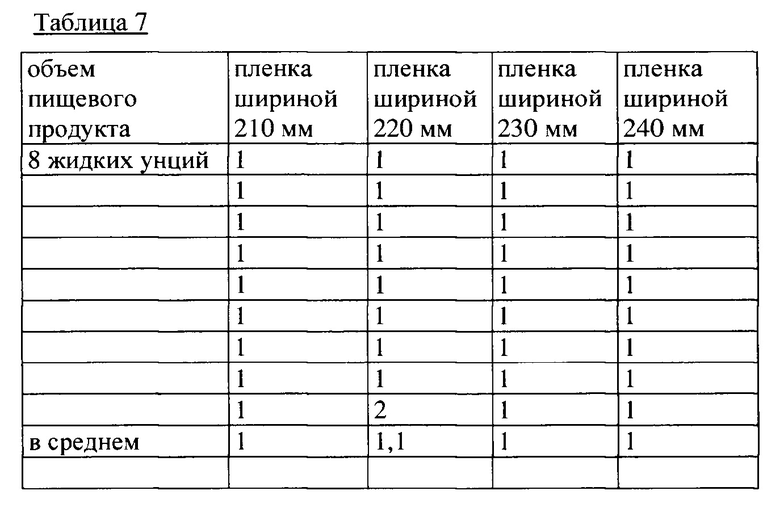
Осуществили испытания образцов пакетов из пленки с содержанием ПБ 20% с тремя пищевыми продуктами различной вязкости: водой, макаронами и сыром и картофельным пюре при различной длине пакета (мм) и объеме пищевого продукта (жидкие унции). Испытали эти образцы в СВЧ-печи мощностью 1250-1300 Вт, поместили в чашку и одновременно исследовали. Оценили продукты по шкале от 1 до 3 (Таблица 3).
Вода считается более сложным для испытания продуктом из-за ее более высокой теплоемкости. Для нагревания воды требуется больше энергии, чем в случае других пищевых продуктов. Как видно из Таблицы 7, по мере увеличения объема воды вентилирование становилось более агрессивным при меньшей длине пакета. Это рассматривалось как наиболее неблагоприятный результат испытаний.
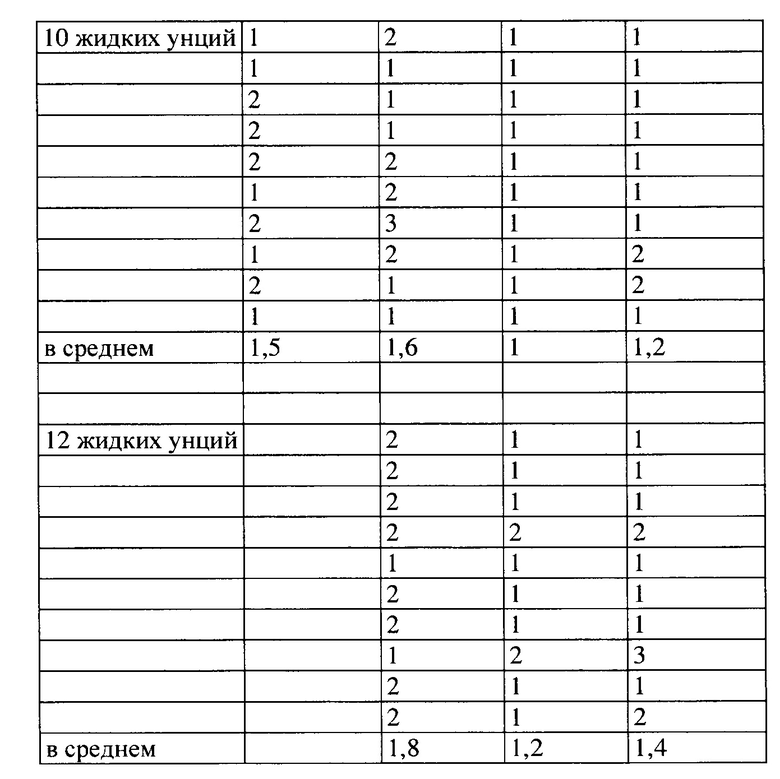
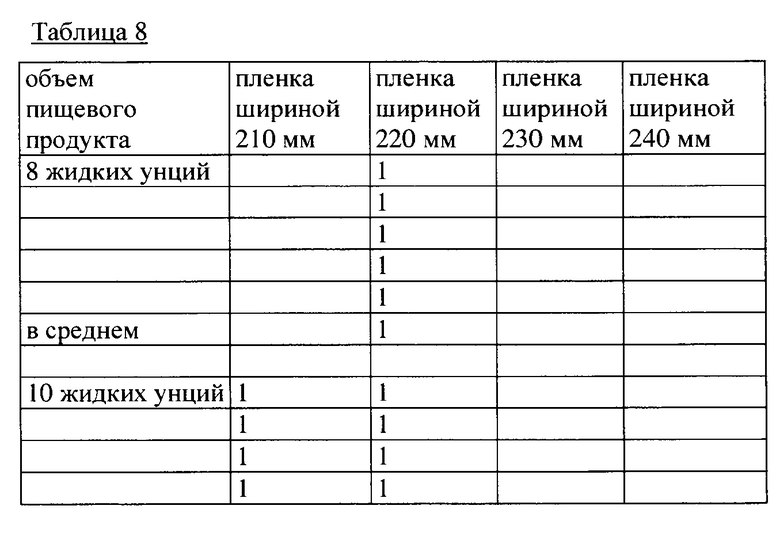
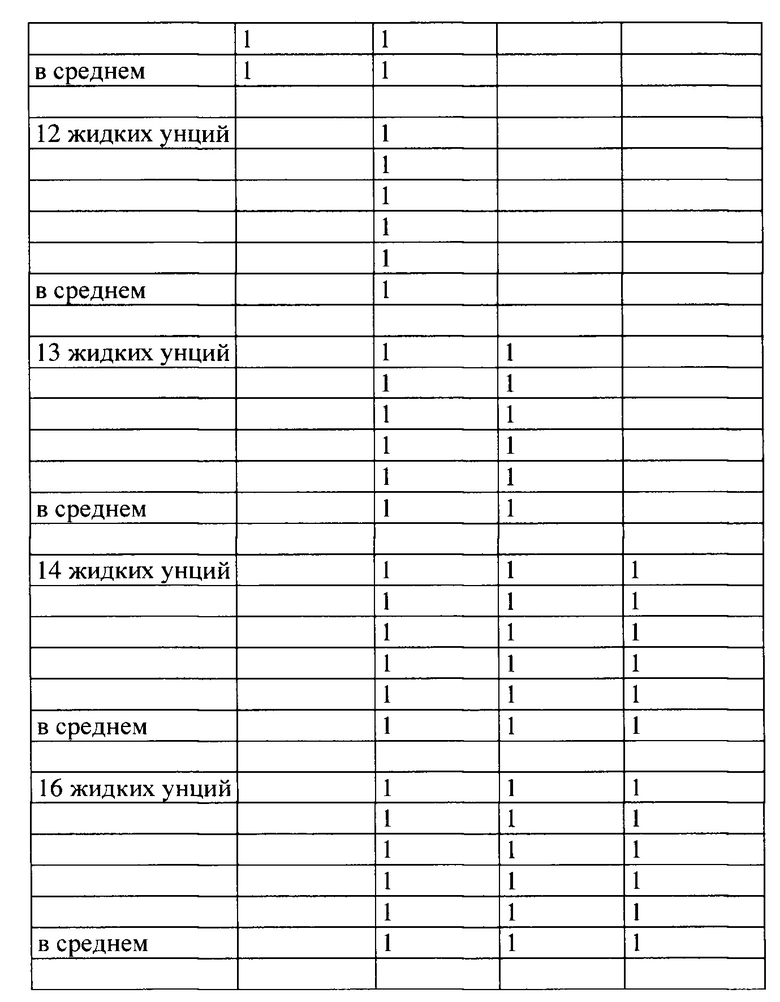
В Таблице 8 приведены данные тепловой обработки макарон с сыром в СВЧ-печи. Поскольку испытывались образцы пакетов с более вязким пищевым продуктом, чем вода, успешные результаты были получены при большем объеме пищевого продукта и большей длине пакетов. Наблюдалась регулируемое вентилирование образцов пакетов, при этом из них не выходил пищевой продукт.
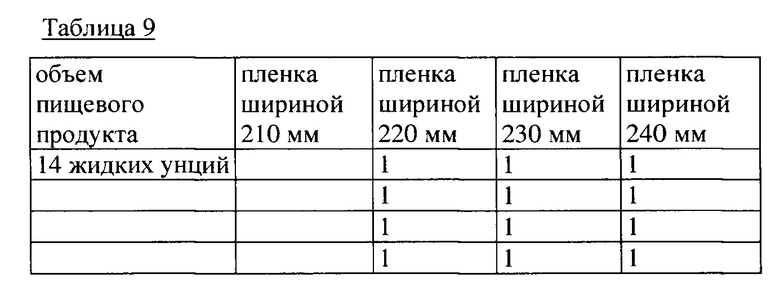
В Таблице 9 приведены данные тепловой обработки картофельного пюре в СВЧ-печи. Поскольку испытывались образцы пакетов с более вязким пищевым продуктом, чем вода и макароны с сыром, успешные результаты были получены при большем объеме пищевого продукта и большей длине пакетов. Наблюдалась регулируемое вентилирование образцов пакетов, при этом из них не выходил пищевой продукт.
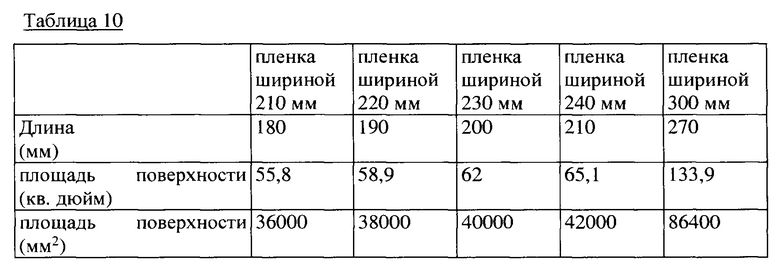
В Таблице 10 приведены рассчитанные площади поверхности пакетов из пленки каждой различной ширины.
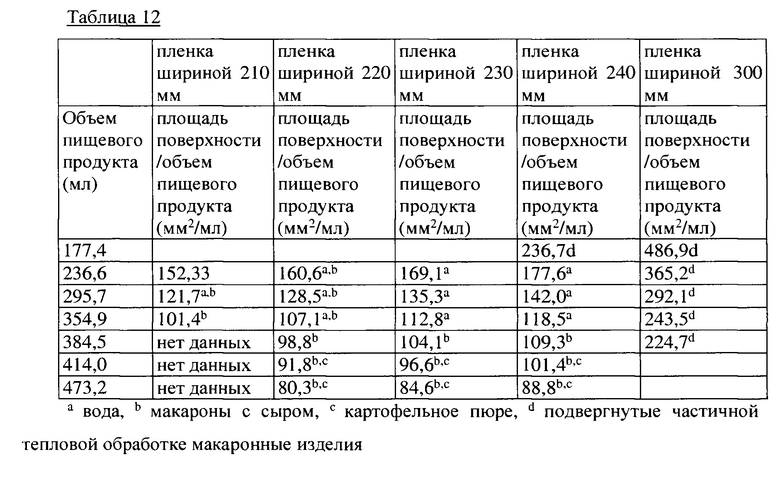
Рассчитали отношения площадей поверхности к объемам пищевого продукта от 8 до 16 жидких унций. Далее в Таблицах 11 и 12 приведены отношения площадей поверхности к объемам пищевого продукта для всех пакетов с эффективным вентилированием, получивших оценку 1. Поскольку вода является более сложным для испытания продуктом из-за ее более высокой теплоемкости и меньшей вязкости, предполагается, что вентилирование, эффективное при использовании воды, также будет эффективным в случае макарон с сыром, картофельного пюре и подвергнутых частичной тепловой обработке макаронных изделий. Подвергнутыми частичной тепловой обработке макаронными изделиями в Таблице 11 являются трубочки-перья, которые отварили в течение 7 минут, слили воду и промыли холодной водой для прекращения процесса тепловой обработки. Затем макаронные изделия упаковали с использованием 1 жидкостной унции воды. Объемом готового продукта в виде подвергнутых частичной тепловой обработке макаронных изделий составляет общий вес пищевого продукта плюс 1 жидкая унция воды. Например, объем 8 жидкий унций состоит из 7 жидких унций макаронных изделий и 1 жидкой унции воды. В Таблице 11 приведены результаты испытаний конкретных пищевых продуктов.
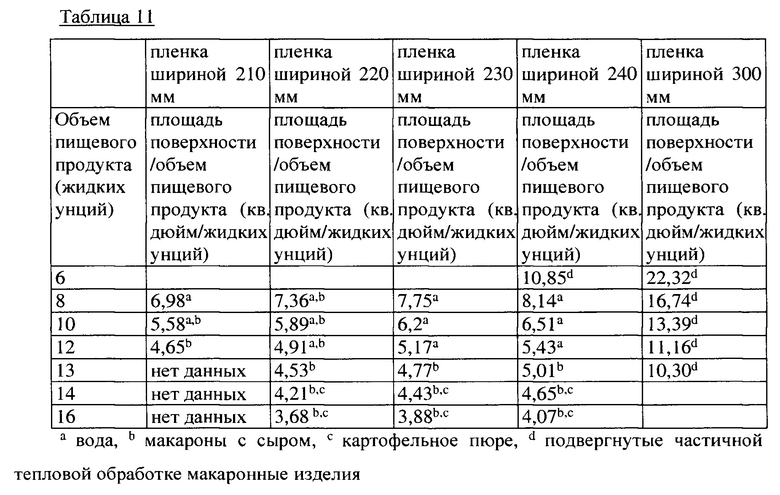
Из-за ограничений на заполнение автомата VFFS не были получены данные для образцов из пленки шириной 210 мм при объеме пищевого продукта 13, 14, 16 жидких унций.
Как видно из Таблицы 11, отношение площади поверхности к объему пищевого продукта при эффективном вентилировании составляет от 3,68 до 22,32 жидких унций на кв. дюйм. В заключение, отношения площади поверхности к объему пищевого продукта при эффективном регулируемом вентилировании для описанного пакета составляет от 3: 1 до 23: 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ | 2015 |
|
RU2674766C2 |
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ С БАРЬЕРНЫМ СЛОЕМ ИЗ ПВДХ | 2015 |
|
RU2658045C2 |
| ВЫСОКОУСАДОЧНОЕ ВЫСОКОПРОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ НАПРАВЛЕННЫЙ РАЗРЫВ | 2018 |
|
RU2750235C2 |
| ЛЕГКО ОТКРЫВАЕМАЯ ПЛЕНКА ДЛЯ УПАКОВЫВАНИЯ В ВАКУУМЕ В ПЛОТНО ПРИЛЕГАЮЩУЮ ПЛЕНКУ | 2017 |
|
RU2736348C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| МНОГОСЛОЙНЫЕ НЕСШИТЫЕ ТЕРМОУСАДОЧНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ | 2018 |
|
RU2749311C2 |
| УПАКОВКА ДЛЯ МАРИНОВАНИЯ ПО ТРЕБОВАНИЮ | 2012 |
|
RU2549099C1 |
| МНОГОСЛОЙНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ С НЕЙТРАЛИЗАЦИЕЙ ЗАПАХА И ИЗГОТОВЛЕННЫЕ ИЗ НИХ УПАКОВКИ | 2016 |
|
RU2725588C2 |
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| ВАКУУМНАЯ ПЛОТНО ПРИЛЕГАЮЩАЯ УПАКОВКА С ЛЕГКООТКРЫВАЕМЫМ/ПОВТОРНО ЗАКРЫВАЕМЫМ НИЖНИМ ПОЛОТНОМ | 2016 |
|
RU2675568C1 |

Изобретение относится к упаковыванию пищевых продуктов. Более точно, настоящее изобретение относится к вентилируемым пакетам, применимым для тепловой обработки пищевого продукта в таком пакете. В заявке описаны пакет для тепловой обработки пищевого продукта и способ изготовления пакета для тепловой обработки. Пакет для тепловой обработки пищевого продукта может содержать пленку, продольное уплотнение для формирования герметично уплотненного рукава, первое поперечное уплотнение на первом конце пакета, второе поперечное уплотнение на втором конце пакета. Пакет может иметь отношение площади поверхности к объему пищевого продукта от 3:1 до 23:1. Пакет может содержать, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена. Продольное уплотнение может проходить от первого конца пакета до второго конца пакета. Продольное уплотнение может обеспечивать самоуплотнение пленки. Технический результат заключается в эффективном регулируемом вентилировании для описанного пакета. 2 н. и 18 з.п. ф-лы, 6 ил., 12 табл.
1. Пакет для тепловой обработки пищевого продукта, содержащий:
пленку;
продольное уплотнение для формирования герметично уплотненного рукава;
первое поперечное уплотнение на первом конце пакета;
второе поперечное уплотнение на втором конце пакета;
при этом пакет имеет отношение площади поверхности к объему пищевого продукта от 3:1 до 23:1 и содержит, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена, а продольное уплотнение проходит от первого конца пакета до второго конца пакета и обеспечивает самоуплотнение пленки.
2. Пакет по п. 1, в котором пленка содержит уплотнительный слой.
3. Пакет по п. 2, в котором уплотнительный слой содержит от 5 до 30% полибутилена.
4. Пакет по п. 2, в котором уплотнительный слой содержит, по меньшей мере, 15% полибутилена.
5. Пакет по п. 2, в котором содержащий полибутилен уплотнительный слой является внутренним слоем пакета.
6. Пакет по п. 1, в котором пакет имеет отношение площади поверхности к объему пищевого продукта, по меньшей мере, 3:1.
7. Пакет по п. 1, в котором пакет имеет отношение площади поверхности к объему пищевого продукта от 3,5:1 до 8:1.
8. Пакет по п. 1, в котором продольное уплотнение является соединением внахлестку.
9. Пакет по п. 1, который имеет длину от 150 до 310 мм.
10. Пакет по п. 1, который имеет ширину от 75 до 160 мм.
11. Пакет по п. 1, в котором пленка представляет собой многослойную пленку, содержащую множество слоев.
12. Пакет по п. 1, который заполнен пищевым продуктом.
13. Пакет по п. 12, в котором пищевым продуктом является, по меньшей мере, один продукт, выбранный из группы, включающей: воду, макароны с сыром, картофельное пюре, нарезанные кубиками овощи, нарезанные кубиками фрукты, яйца, суп, подливку, соусы, цельное мясо, нарезанное кубиками мясо, рис, зерновые продукты, макаронные изделия без соуса, подвергнутые частичной тепловой обработке макаронные изделия, смеси макаронных изделий/соусов, цельные овощи, фруктовые начинки, фруктовые сиропы и мясной фарш.
14. Пакет по п. 11, в котором, по меньшей мере, один слой многослойной пленки содержит, по меньшей мере, 10% гомополимера или сополимера нейлона.
15. Пакет по п. 1, в котором либо первое поперечное уплотнение, либо второе поперечное уплотнение образует регулируемое вентиляционное отверстие во время тепловой обработки.
16. Способ изготовления пакета для тепловой обработки пищи, включающий: изготовление пакета, содержащего:
пленку;
продольное уплотнение для формирования герметично уплотненного рукава;
первое поперечное уплотнение на первом конце пакета;
второе поперечное уплотнение на втором конце пакета;
при этом пакет имеет отношение площади поверхности к объему пищевого продукта от 3:1 до 23:1 и содержит, по меньшей мере, один слой, содержащий, по меньшей мере, 5% полибутилена, а продольное уплотнение проходит от первого конца пакета до второго конца пакета и обеспечивает самоуплотнение пленки;
герметизацию первого конца пакета первым поперечным уплотнением;
заполнение пакета пищевым продуктом; и
герметизацию второго конца пакета вторым поперечным уплотнением, при этом второй конец может находиться напротив первого конца пакета.
17. Способ по п. 16, в котором пакет имеет отношение площади поверхности к объему пищевого продукта от 3,5:1 до 8:1.
18. Способ по п. 16, в котором пакет содержит уплотнительный слой.
19. Способ по п. 18, в котором уплотнительный слой содержит, по меньшей мере, 15% полибутилена.
20. Способ по п. 16, в котором на стадии заполнения пакета пищевым продуктом его заполняют в вертикальном формовочно-фасовочно-укупорочном автомате (VFFS).
| ЛАМИНАТ ДЛЯ ПЕРЕНОСА ДОБАВОК, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ИСПОЛЬЗОВАНИЕ ЕГО И ИЗДЕЛИЕ, В КОТОРОМ ОН ИСПОЛЬЗУЕТСЯ | 2005 |
|
RU2369483C2 |
| EP 3222153 A1, 27.09.2017 | |||
| JP 2015113132 A, 22.06.2015 | |||
| US 4768411 A, 06.09.1988 | |||
| US 2010221391 A1, 02.09.2010. | |||

