ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЯ
[001] Настоящее изобретение относится к обрабатывающим инструментам для наружного точения, которые содержат демпфирующий механизм для снижения вибраций. В частности, настоящее изобретение относится к токарным инструментам, имеющим нелезвиеобразную режущую часть, вместо лезвиеобразных режущих частей того типа, который широко распространен среди режущих инструментов для отрезки и/или обработки канавок.
УРОВЕНЬ ТЕХНИКИ
[002] В данной области техники известно, что на демпфирующий эффект или подавление вибраций, создаваемый демпфирующим механизмом в токарном инструменте, главным образом влияют следующие три параметра: А) вес демпфирующего элемента; В) расстояние между центром масс демпфирующего элемента и зажимной частью, закрепляемой в станке с ЧПУ; и С) жесткость токарного инструмента. Для максимального увеличения демпфирующего эффекта эти параметры оптимизируют/выбирают согласно обрабатывающему применению и/или геометрии токарного инструмента. Предпочтительно, в большинстве сценариев все три параметра увеличивают до максимума.
[003] Обычные токарные инструменты с демпфированием в данной области техники имеют относительно большое отношение длины к ширине, а также имеют зажимные и режущие части, между которыми проходит корпус инструмента. В зажатом положении в станке с ЧПУ по меньшей мере часть зажимной части жестко зажата в станке с ЧПУ, при этом от нее консольно выступают корпус инструмента и режущие части. Типичный демпфирующий механизм содержит ограниченный удлиненный демпфирующий элемент, который лежит в демпфирующей полости или демпфирующем углублении вдоль удлиненного корпуса инструмента. Демпфирующий элемент взаимодействует с токарным инструментом через вязкий и/или упругий материал. Для максимального увеличения размер/веса демпфирующего элемента требуемое демпфирующее углубление оставляет от корпуса инструмента только тонкую периферийную оболочку. Такой тип демпфирующего механизма существенно снижает жесткость инструмента по сравнению с инструментами с твердым/наполненным корпусом инструмента, не содержащим демпфирующий механизм. В итоге, в описанных выше токарных инструментах с демпфированием максимально увеличивают вес демпфирующего элемента за счет инструмента или корпуса инструмента, жесткости и расстояния между центром масс демпфирующего элемента и зажимной частью.
[004] В общем, эффективный токарный инструмент без демпфирования среди прочих признаков должен иметь надлежащую жесткую конструкцию и должен быть затратоэффективным. Разработка такого инструмента становится еще более сложной в том случае, когда подлежит реализации демпфирующий механизм. В частности, сложность заключается в нахождении надлежащего местоположения, ориентации и/или достаточного пространства для достаточно тяжелого демпфирующего элемента при одновременном сохранении жесткости конструкции инструмента и надлежащего зазора инструмента. В настоящем изобретении предложено решение для демпфирования вибраций в токарных инструментах для наружного точения, которое преодолевает упомянутые выше проблемы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[005] В соответствии с первым аспектом настоящего изобретения предложен токарный инструмент для наружного точения, содержащий удлиненный корпус инструмента, имеющий противоположные зажимную и режущую части, задающие между собой осевое направление;
причем:
режущая часть содержит демпфирующий механизм с удлиненным демпфирующим элементом, который задает ось удлинения; причем ось удлинения образует ненулевой угол демпфирующего элемента с осевым направлением.
[006] В соответствии со вторым аспектом настоящего изобретения предложен токарный инструмент для наружного точения, содержащий режущую вставку для токарной обработки, закрепляемую в гнезде, и корпус инструмента, имеющий противоположные зажимную и режущую части, задающие между собой осевое направление;
причем
только режущая часть содержит демпфирующий механизм с удлиненным демпфирующим элементом; причем демпфирующий элемент задает ось удлинения, которая образует угол демпфирующего элемента с осевым направлением, находящийся в диапазоне 45-135 градусов.
[007] В соответствии с третьим аспектом настоящего изобретения предложен токарный инструмент для наружного точения, имеющий нелезвиеобразную режущую часть, содержащую режущую вставку для токарной обработки, закрепляемую в гнезде, и корпус инструмента, имеющий противоположные зажимную и режущую части, задающие между собой осевое направление;
причем:
только режущая часть содержит демпфирующий механизм, содержащий удлиненный демпфирующий элемент; причем демпфирующий элемент взаимодействует с корпусом инструмента через вязкий материл.
[008] Любые из последующих признаков, как по отдельности, так и в комбинации, могут быть применимы к любому из приведенных выше аспектов настоящего изобретения.
[009] Угол демпфирующего элемента может составлять от 4 5 до 135 градусов.
[0010] Угол демпфирующего элемента может составлять от 8 0 до 100 градусов.
[0011] Токарный инструмент имеет ось инструмента, проходящую по центру в корпусе инструмента параллельно осевому направлению, и демпфирующий элемент имеет центр масс, смещенный от оси инструмента.
[0012] Демпфирующий элемент имеет максимальную длину элемента, измеряемую между краями демпфирующего элемента по оси удлинения; причем максимальная длина элемента больше максимальной толщины элемента, измеряемой между краями в направлении, перпендикулярном оси удлинения.
[0013] Максимальная длина элемента по меньшей мере в 1,5 раза больше максимальной толщины элемента.
[0014] Демпфирующий элемент выполнен с возможностью замены на демпфирующие элементы различного веса, каждый из которых выполнен или откалиброван для конкретного сценария или диапазона сценариев.
[0015] Режущая часть имеет удлиненное демпфирующее углубление, выполненное с возможностью размещения демпфирующего элемента; причем демпфирующее углубление имеет ось удлинения углубления, образующую ненулевой угол демпфирующего углубления с осевым направлением.
[0016] Режущая часть содержит режущую вставку для токарной обработки, и на виде сверху токарного инструмента центр масс демпфирующего элемента и режущая вставка для токарной обработки расположены на противоположных сторонах оси инструмента.
[0017] Демпфирующий механизм может иметь упругий элемент.
[0018] Демпфирующий механизм может иметь крышку и калибровочный механизм, который выполнен с возможностью приложения постоянной силы к демпфирующему элементу против упругого элемента.
[0019] Демпфирующий элемент может быть полностью ограничен внутри режущей части. Таким образом, никакая часть демпфирующего элемента 42 не является видимой на любом виде режущей части. Кроме того, демпфирующий элемент не проходит в направлении назад в зажимную часть.
[0020] Демпфирующий элемент на своих противоположных концах может иметь фаски.
[0021] Режущая часть имеет противоположные боковые поверхности режущей части, и между ними может проходить ось удлинения, которая не пересекает боковые поверхности режущей части.
[0022] Режущая часть имеет противоположные верхнюю и нижнюю поверхности режущей части, и демпфирующее углубление открыто точно к одной из верхней и нижней поверхностей режущей части.
[0023] Демпфирующий элемент может иметь единую цельную конструкцию.
[0024] Демпфирующий элемент может быть цилиндрическим.
[0025] Токарный инструмент дополнительно содержит режущую вставку для токарной обработки, которая имеет режущую кромку, образованную на пересечении между обращенной вверх передней поверхностью и обращенной вперед и/или обращенной вбок задней поверхностью.
[0026] Ось удлинения может проходить параллельно или по существу параллельно задней поверхности.
[0027] Токарный инструмент имеет узел для перемещения хладагента, содержащий каналы хладагента, которые проходят по меньшей мере через режущую часть.
[0028] Плоскость, перпендикулярная осевому направлению, может пересекать как режущую вставку для токарной обработки, так и демпфирующий механизм.
[0029] Режущая часть может иметь форму осевого сечения, отличающуюся от формы осевого сечения корпуса инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0030] Для лучшего понимания настоящей заявки и также для того, чтобы показать, как указанный объект может быть выполнен на практике, теперь будет выполнена ссылка на сопутствующие чертежи, на которых:
на фиг. 1 показано покомпонентное изометрическое изображение режущей части токарного инструмента с поперечным демпфирующим механизмом с нижним отверстием;
на фиг. 2 показан вид сверху токарного инструмента по фиг. 1, показывающий скрытые линии;
на фиг. 3 показан вид в разрезе, выполненном по линии III-III по фиг. 2;
на фиг. 4 показан вид в разрезе, выполненном по линии IV-IV по фиг. 2;
на фиг. 5 показан вид сбоку токарного инструмента по фиг. 1;
на фиг. 6 показан вид в разрезе, выполненный по линии VI-VI по фиг. 5;
на фиг. 7 показано покомпонентное изображение демпфирующего механизма по фиг. 1;
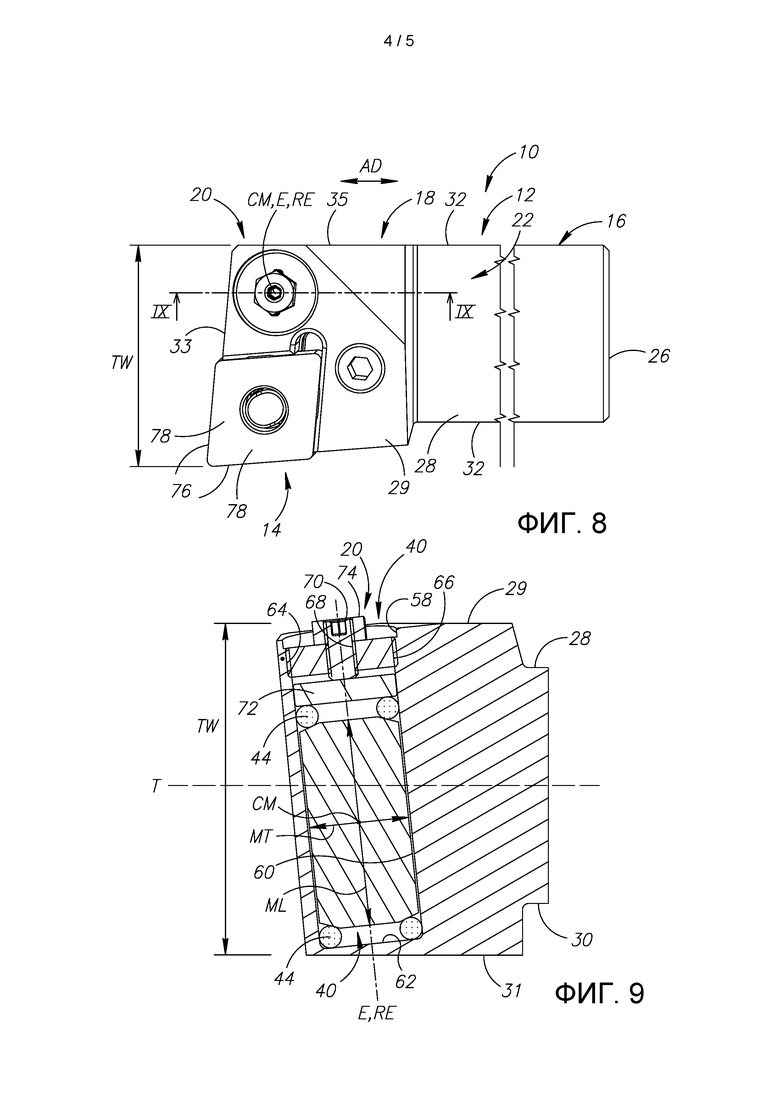
на фиг. 8 показан вид сверху второго варианта осуществления токарного инструмента с демпфирующим механизмом с верхним отверстием;
на фиг. 9 показан вид в разрезе, выполненном по линии IX-IX по фиг. 8; и
на фиг. 10 показан график результатов модального исследования, изображающий две амплитудно-частотные характеристики (АЧХ), представляющие один и тот же токарный инструмент с демпфированием и без демпфирования, соответственно.
[0031] Там, где предполагается целесообразным, для указания на соответствующие или аналогичные элементы на чертежах могут повторяться ссылочные обозначения.
ОПИСАНИЕ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0032] В последующем описании будут описаны различные аспекты объекта настоящей заявки. В целях объяснения для обеспечения глубокого понимания объекта настоящей заявки достаточно подробно изложены конкретные конфигурации и детали. Однако специалисту в данной области техники следует понимать, что объект настоящей заявки может быть выполнен на практике без конкретных конфигураций и деталей, представленных в настоящем документе.
[0033] Обратим внимание на фиг. 1. Токарный инструмент 10, выполненный с возможностью подавления вибраций, содержит удлиненный корпус 12 инструмента и режущую вставку 14 для токарной обработки, закрепляемую в гнезде 15. Гнездо 15 выполнено с возможностью размещения режущей вставки 14 для токарной обработки. Режущая вставка 14 для токарной обработки имеет по меньшей мере одну режущую кромку 76, образованную на пересечении между обращенной вверх передней поверхностью 7 8 и обращенной вперед и/или обращенной вбок задней поверхностью 80. Токарный инструмент 10 на противоположных краях корпуса 12 инструмента имеет зажимную часть 16 и режущую часть 18. Режущая часть 18 также содержит демпфирующий механизм 20. Удлиненный корпус 12 инструмента задает продольное или осевое направление AD. Термин "продольное или осевое направление" относится к любой оси, которая параллельна направлению удлинения корпуса 12 инструмента. В частности, осевое направление AD может быть задано направлением выступания корпуса 12 инструмента, выступающего консольно от станка с ЧПУ. Токарный инструмент 10 закреплен в станке с ЧПУ или соединен с ним с помощью зажимной части 16. Осевое направление AD также может быть перпендикулярно оси вращения обрабатываемой заготовки.
[0034] Корпус 12 инструмента также задает проходящую центрально ось Т инструмента, которая параллельна осевому направлению AD и проходит по центру через корпус 12 инструмента. В соответствии с настоящим вариантом осуществления ось Т инструмента и осевое направление AD проходят через зажимную и режущую части 16, 18.
[0035] Зажимная часть 16 выполнена с возможностью зажима в станке с ЧПУ и может иметь квадратное поперечное сечение, выполненное перпендикулярно оси Т инструмента (осевое поперечное сечение). При зажиме в станке с ЧПУ зажимную часть 16 рассматривают как жесткую статическую опорную точку в отношении демпфирования вибраций в токарном инструменте 10.
[0036] Обратим внимание на фиг. 2, 6 и 8. Корпус 12 инструмента имеет периферийную поверхность 22 корпуса, которая проходит по осевому направлению AD между зажимной и режущей частями 16, 18. В частности, осевое направление AD параллельно периферийной поверхности 22 корпуса. В соответствии с настоящим вариантом осуществления периферийная поверхность 22 корпуса имеет противоположные верхнюю и нижнюю поверхности 28, 30 корпуса и противоположные боковые поверхности 32 корпуса, которые проходят между верхней и нижней поверхностями 28, 3 0 корпуса. Периферийная поверхность 22 корпуса может иметь квадратное осевое поперечное сечение, выполненное перпендикулярно осевому направлению AD. Ось Т инструмента и осевое направление AD параллельны боковым поверхностям 32 корпуса. Ось Т инструмента и осевое направление AD также параллельны верхней и нижней поверхностям 28, 30 корпуса. Ось Т инструмента может быть расположена посередине между боковыми поверхностями 32 корпуса. Ось Т инструмента может быть расположена посередине между верхней и нижней поверхностями 28, 30 корпуса.
[0037] Обратим внимание на фиг. 4 и 6. Токарный инструмент 10 имеет максимальную ширину TW инструмента, которая измеряется между наружными краями корпуса 12 токарного инструмента в направлении, перпендикулярном боковым поверхностям 32 корпуса и в направлении, перпендикулярном оси Т инструмента. Токарный инструмент 10 также имеет максимальную высоту ТН инструмента, которая измеряется между наружными краями корпуса 12 инструмента в направлении, параллельном боковым поверхностям 32 корпуса и в направлении, перпендикулярном оси Т инструмента.
[0038] Токарный инструмент 10 имеет отношение высоты к ширине HWR=TH/TW, которое меньше 3,5 и, предпочтительно, меньше 3. В соответствии с настоящим вариантом осуществления отношение высоты к ширине HWR составляет 1. Это размерное отношение относится к доступному объему (внутреннему или внешнему) в токарном инструменте 10, где может быть эффективно реализован демпфирующий механизм 20. Большинство, если не все лезвиеобразные инструменты имеют отношение высоты к ширине больше 4,5. Следовательно, лезвиеобразные отрезные или обрезные инструменты являются слишком узкими для внутреннего размещения демпфирующего механизма 20 в соответствии с настоящим изобретением. В частности, удлиненный демпфирующий элемент 42 в соответствии с настоящим изобретением, имеющий подходящий и эффективный вес, не может быть реализован или размещен внутри лезвиеобразного обрабатывающего инструмента просто потому, что он не поместится.
[0039] Обратим внимание на фиг. 1-4. Режущая часть 18 проходит от корпуса 12 инструмента. Режущая часть 18 имеет верхнюю и нижнюю поверхности 29, 31 режущей части, которые проходят от передней поверхности 33 инструмента к зажимной части 16. Режущая часть 18 дополнительно имеет боковые поверхности 35 режущей части, которые проходят между верхней и нижней поверхностями 29, 31 режущей части. Режущая часть 18 содержит по меньшей мере одно гнездо 15 и закрепляемую в нем режущую вставку 14 для токарной обработки. Режущая часть 18 также может содержать узел 36 для перемещения хладагента и каналы 38 хладагента, которые проходят по меньшей мере через режущую часть 18. В соответствии с настоящим вариантом осуществления режущая часть 18 имеет форму осевого сечения, отличающуюся от формы осевого сечения корпуса 12 инструмента. В соответствии с настоящим вариантом осуществления режущая часть 18 проходит в осевом направлении AD, причем на самом переднем осевом конце режущей части 18 образовано гнездо 15.
[0040] В соответствии с настоящими вариантами осуществления демпфирующий механизм 20 содержит удлиненное демпфирующее углубление 40, удлиненный демпфирующий элемент 42, по меньшей мере один упругий элемент 44, калибровочный механизм 46 и крышку 48.
[0041] Обратим внимание на фиг. 2. В соответствии с настоящим вариантом осуществления демпфирующий элемент 42 полностью ограничен внутри режущей части 18. Иначе говоря, в настоящем примере никакая часть демпфирующего элемента 42 не выступает наружу от режущей части 18. Таким образом, никакая часть демпфирующего элемента 42 не является видимой на любом виде режущей части. Кроме того, демпфирующий элемент 42 не проходит в направлении назад в зажимную часть 16. Для достижения большого отношения высоты к объему демпфирующий элемент выполнен из материала с относительно высокой плотностью. Демпфирующий элемент 42 может быть выполнен из вольфрама. В настоящем примере демпфирующий элемент 42 выполнен из цельного куска материала и, таким образом, имеет единую цельную конструкцию.
[0042] Демпфирующий элемент 42 и, в частности, его центр СМ масс, расположен вблизи передней поверхности 33 инструмента в таком местоположении, которое находится дальше всего, насколько это возможно, от зажимной части 16. В настоящих вариантах осуществления гнездо 15 и демпфирующий механизм 20 по меньшей мере частично перекрываются в осевом направлении AD. Другими словами, плоскость Р, перпендикулярная осевому направлению AD, пересекает как гнездо 15, так и демпфирующий механизм 20.
[0043] Эти относящиеся к ориентации признаки относятся к преимущественной конструкции, в которой демпфирующий механизм 2 0 помещен в режущую часть 18 для того, чтобы избегать риска нарушения конструктивной целостности и/или жесткости корпуса 12 инструмента.
[0044] Обратим внимание на фиг. 7. Демпфирующий элемент 42 может иметь первую и вторую концевые поверхности 50, 52 и периферийную поверхность 54 элемента, которая проходит между ними. В соответствии с настоящим вариантом осуществления периферийная поверхность 54 элемента не содержит резьбу. Демпфирующий элемент 42 имеет центральную ось Е удлинения, которая проходит через первую и вторую концевые поверхности 50, 52. Ось Е удлинения проходит в направлении удлинения демпфирующего элемента. Ось Е удлинения образует ненулевой угол α демпфирующего элемента с осевым направлением и осью Т инструмента (фиг. 4). Угол α демпфирующего элемента предпочтительно составляет от 45 до 135 градусов. В настоящем примере угол α демпфирующего элемента составляет 96 градусов. Угол α демпфирующего элемента может быть определен геометрией инструмента, т.е. в соответствии с конструкторскими работами по максимальному увеличению доступного пространства/объема для демпфирующего элемента 42 и, следовательно, его веса. На угол α демпфирующего элемента также могут влиять другие углубления в режущей части 18, такие как гнездо 15 и/или узел 3 6 для перемещения хладагента. Кроме того, в осевом виде по оси Т инструмента ориентация демпфирующего элемента 42 и, следовательно, ось Е удлинения, предпочтительно, вертикальны, как видно на фиг. 3. Другими словами, в настоящих вариантах осуществления ось Е удлинения проходит между боковыми поверхностями 35 режущей части, не пересекая какую-либо из них. В настоящих вариантах осуществления, как видно на фиг. 4, ось Е удлинения параллельна или по существу параллельна передней поверхности инструмента. В соответствии с настоящими вариантами осуществления во время механической обработки ось Е удлинения проходит параллельно ил по существу параллельно рабочей задней поверхности 80, которая проходит от рабочей режущей кромки 76, режущей заготовку.
[0045] В соответствии с настоящим примером периферийная поверхность 54 элемента имеет цилиндрическую форму, центральная ось которой совпадает с осью Е удлинения. Центр СМ масс задан вершиной. В соответствии с настоящим вариантом осуществления центр СМ масс лежит на оси Е удлинения. В соответствии с настоящими вариантами осуществления демпфирующий элемент 42 не центрирован по отношению к корпусу 12 инструмента. Другими словами, в настоящем варианте осуществления центр СМ масс не лежит на оси Т инструмента. В частности, на виде сверху режущей части 18 или виде в плане верхней поверхности 29 режущей части (как видно на фиг. 2) проекция центра СМ масс смещена от оси Т инструмента. Это является преимуществом, поскольку отклонение или плечо рычага демпфирующего элемента 42 относительно оси Т инструмента обеспечивает демпфирующему элементу 42 возможность создания противоположного крутящего момента подавления против крутильных вибраций, создаваемых обрабатывающими силами. Это верно для настоящих вариантов осуществления, где гнездо 15 также не центрировано относительно оси Т инструмента. В соответствии с настоящим вариантом осуществления на виде сверху режущей части 18 или на виде в плане верхней поверхности 29 режущей части, как показано на фиг. 2, центр СМ масс и режущая вставка 14 для токарной обработки предпочтительно расположены на противоположных сторонах оси Т инструмента. Как видно на фиг. 2, центр СМ масс не расположен непосредственно под режущей вставкой 14 для токарной обработки или ниже ее. Другими словами, на виде в плане передней поверхности 78 центр СМ масс не перекрывает проекцию режущей вставки 14 для токарной обработки.
[0046] Демпфирующий элемент 42 имеет максимальную длину ML элемента, измеряемую между краями демпфирующего элемента 42 по оси Е удлинения. Демпфирующий элемент 42 также имеет максимальную толщину МТ элемента, измеряемую между его краями в направлении, перпендикулярном направлению удлинения. Следует понимать, что когда демпфирующий элемент 42 имеет цилиндрический корпус, максимальная толщина МТ элемента соответствует диаметру цилиндрического корпуса. Максимальная длина ML элемента больше максимальной толщины МТ элемента. Предпочтительно, максимальная длина ML элемента по меньшей мере в 1,2 раза больше максимальной толщины МТ элемента. Другими словами, демпфирующий элемент 42 имеет следующее отношение длины к толщине: ML/MT=LTR>1,2. В соответствии с настоящим вариантом осуществления отношение длины к толщине LTR составляет 1,5. Это отношение непосредственно относится к оптимизации формы демпфирующего элемента 42 для доступного объема и производственных ограничений в токарных инструментах, имеющих нелезвиеобразную режущую часть. В частности, такая удлиненная форма имеет большую вращательную инерцию, чем, например, демпфирующий элемент в форме сферы или куба. Кроме того, удлиненная форма обеспечивает компактность, одновременно избегая различных механизмов токарного инструмента 10, таких как механизм зажима вставки в гнезде 15 или каналы 3 8 хладагента. В настоящем токарном инструменте 10 было обнаружено, что данное положение и ориентация демпфирующего механизма 20 являются предпочтительными в контексте максимального веса, достигаемого в относительно небольшом ограниченном объеме, производственной эффективности и результатов испытания на демпфирование (как показано на фиг. 10). Как было упомянуто ранее, увеличение веса демпфирующего элемента 42 и расстояния от зажимной части 16 становится более существенным по мере увеличения расстояния между режущей частью 18 и зажимной частью 16, т.е. более длинные инструменты означают более длинное выступание от станка с ЧПУ, что приводит к увеличению вибраций, вызываемых механической обработкой.
[0047] Демпфирующий элемент 42 может иметь две фаски 56. Каждая фаска 56 проходит между периферийной поверхностью 54 элемента и каждой из первой и второй концевых поверхностей 50, 52. В сечении по оси Е удлинения фаска 56 может быть прямой. Каждая фаска 56 выполнена с возможностью упора в упругий элемент 44.
[0048] Демпфирующее углубление 40 удлинено и выполнено с возможностью размещения удлиненного демпфирующего элемента 42. В соответствии с настоящим вариантом осуществления демпфирующее углубление 40 представляет собой глухое отверстие или углубление, т.е. содержит только одно отверстие 58. В соответствии с настоящим вариантом осуществления демпфирующее углубление 40 открыто только к нижней поверхности 31 режущей части, и в ней отверстие 58 расположено. Это предусматривает чистую верхнюю поверхность 29 режущей части без выступов, что обеспечивает возможность непрерывного потока стружки. Кроме того, такая гладкая верхняя поверхность субъективно эстетична, что рассматривается преимуществом с точки зрения маркетинговой ценности.
[0049] Обратим внимание на фиг. 1-4 и 9. Демпфирующее углубление 40 имеет ось RE удлинения углубления. Ось RE удлинения углубления образует ненулевой угол β демпфирующего углубления с осевым направлением AD. Предпочтительно, угол β демпфирующего углубления составляет от 45 до 135 градусов. В соответствии с настоящими вариантами осуществления угол β демпфирующего углубления равен 96 градусам. Следует понимать, что когда установлен демпфирующий механизм 20, а инструмент не работает, ось Е удлинения демпфирующего элемента и ось RE удлинения углубления выровнены.
[0050] Демпфирующее углубление 40 может иметь стенку 60 углубления, которая проходит от основной поверхности 62 углубления, расположенной в самой внутренней части демпфирующего углубления 40 по оси RE удлинения. Стенка 60 углубления может быть цилиндрической. Стенка 60 углубления может открываться к нижней поверхности 30 корпуса. На отверстии 58 или вблизи него стенка 60 углубления может иметь внутреннюю резьбу 64 углубления, выполненную с возможностью размещения наружной резьбы 66 крышки 48 и соответствия ей. Крышка 48 также может иметь внутреннюю резьбу 68 крышки, которая выполнена с возможностью размещения регулировочного винта 70 и соответствия ему, как будет объяснено ниже.
[0051] В соответствии с настоящим вариантом осуществления демпфирующий механизм 20 имеет два упругих элемента 44. Каждый упругий элемент 44 может упираться в соответствующую фаску 56. Каждый упругий элемент 44 может представлять собой упругое уплотнительное кольцо, выполненное из резины.
[0052] В соответствии с настоящим вариантом осуществления в смонтированном положении демпфирующего механизма 20 калибровочный механизм 46 может содержать следующие элементы в следующем порядке: нажимная пластина 72, регулировочный винт 70, крышка 48 и установочная гайка 74. Нажимная пластина 72 расположена между первым концом регулировочного винта 7 0 и упругим элементом 44, при этом регулировочный винт 7 0 ввинчен во внутреннюю резьбу 68 крышки, а установочная гайка 74 навинчена на второй конец этого регулировочного винта 70. После того, как крышка 48 была плотно затянута во внутренней резьбе 64 углубления, регулировочный винт 70 может быть повернут для калибровки демпфирующего механизма 20, т.е. для регулировки величины силы, прилагаемой к соответствующему упругому элементу 44 через нажимную пластину 42, которая распределяет силы по этому упругому элементу 44. После того, как демпфирующий механизм 20 был откалиброван надлежащим образом, т.е. была достигнута необходимая сила, для сохранения данной калибровки или местоположения регулировочного винта 70 затягивают установочную гайку 74.
[0053] Обратим внимание на фиг. 8 и 9. В соответствии со вторым вариантом осуществления демпфирующее углубление 40 открыто только к верхней поверхности 28 корпуса. Остальные признаки демпфирующего механизма 20 являются аналогичными или идентичными первому варианту осуществления, изложенному выше.




Токарный инструмент для наружного точения содержит удлиненный корпус инструмента с противоположными зажимной и режущей частями, задающими между собой осевое направление. Режущая часть содержит демпфирующий механизм с удлиненным демпфирующим элементом, который задает ось удлинения. Ось удлинения образует ненулевой угол демпфирующего элемента с осевым направлением. Достигается повышение жесткости токарного инструмента. 23 з.п. ф-лы, 10 ил.
1. Токарный инструмент (10) для наружного точения, режущая часть которого выполнена без вставного резца, содержащий:
корпус (12) инструмента, удлиненный в осевом направлении (AD), которое задают между собой противоположные зажимная и режущая части (16, 18) корпуса, и
демпфирующий механизм (20), расположенный в режущей части (18) и содержащий демпфирующий элемент (42), вытянутый вдоль оси (Е) удлинения,
причем ось (Е) удлинения образует ненулевой угол (α) демпфирующего элемента с осевым направлением (AD).
2. Токарный инструмент (10) по п.1, в котором угол (α) демпфирующего элемента составляет от 45 до 135 градусов.
3. Токарный инструмент (10) по п.1, в котором угол (α) демпфирующего элемента составляет от 80 до 100 градусов.
4. Токарный инструмент (10) по п.1, в котором:
токарный инструмент (10) для наружного точения имеет ось (Т) инструмента, проходящую по центру в корпусе (12) инструмента параллельно осевому направлению (AD), а демпфирующий элемент (42) имеет центр (CM) масс, смещенный от оси (Т) инструмента.
5. Токарный инструмент (10) по п.1, в котором:
демпфирующий элемент (42) имеет максимальную длину (ML) элемента, измеряемую между краями демпфирующего элемента (42) по оси (Е) удлинения, и
максимальная длина (ML) элемента больше максимальной толщины (MT) элемента, измеряемой между краями в направлении, перпендикулярном оси (Е) удлинения.
6. Токарный инструмент (10) по п.5, в котором максимальная длина (ML) элемента по меньшей мере в 1,5 раза больше максимальной толщины (MT) элемента.
7. Токарный инструмент (10) по п.1, в котором режущая часть (18) имеет удлиненное демпфирующее углубление (40), выполненное с возможностью размещения демпфирующего элемента (42).
8. Токарный инструмент (10) по п.7, в котором:
режущая часть (18) имеет противоположные верхнюю и нижнюю поверхности (29, 31) режущей части, а
демпфирующее углубление (40) открыто к одной из верхней и нижней поверхностей (29, 31) режущей части.
9. Токарный инструмент (10) по п.1, в котором демпфирующий механизм (20) содержит упругий элемент (44).
10. Токарный инструмент (10) по п.1, в котором демпфирующий механизм (20) дополнительно содержит крышку (48) и калибровочный механизм (46), который выполнен с возможностью приложения постоянной силы к демпфирующему элементу (42) против упругого элемента (44).
11. Токарный инструмент (10) по п.1, в котором демпфирующий элемент (42) полностью ограничен внутри режущей части (18) таким образом, что никакая часть демпфирующего элемента (42) не является видимой на любом виде указанной режущей части.
12. Токарный инструмент (10) по п.1, в котором режущая часть (18) имеет противоположные боковые поверхности (35) режущей части, причем ось (Е) удлинения не пересекает боковые поверхности (35) режущей части.
13. Токарный инструмент (10) по п.1, в котором демпфирующий элемент (42) выполнен цилиндрическим.
14. Токарный инструмент (10) по п.1, дополнительно содержащий узел (36) для перемещения хладагента, содержащий канал (38) хладагента, который проходит по меньшей мере через режущую часть (18).
15. Токарный инструмент (10) по п.1, в котором режущая часть (18) имеет форму осевого сечения, отличающуюся от формы осевого сечения зажимной части (16).
16. Токарный инструмент (10) по п.1, в котором демпфирующий механизм (20) не выдается в направлении назад в зажимную часть (16).
17. Токарный инструмент (10) по п.1, дополнительно содержащий режущую вставку (14) для токарной обработки, удерживаемую с возможностью удаления в гнезде (15) режущей части (18).
18. Токарный инструмент (10) по п.17, в котором:
режущая вставка (14) для токарной обработки содержит режущую кромку (76), образованную на пересечении между передней поверхностью (78) и задней поверхностью (80), и
ось (Е) удлинения проходит параллельно задней поверхности (80).
19. Токарный инструмент (10) по п.17, в котором плоскость (Р), перпендикулярная осевому направлению (AD), пересекает как режущую вставку (14) для токарной обработки, так и демпфирующий механизм (20).
20. Токарный инструмент (10) по п.17, в котором на виде сверху токарного инструмента (10) для наружного точения центр (CM) масс демпфирующего элемента (42) не расположен прямо под режущей вставкой (14) для токарной обработки.
21. Токарный инструмент (10) по п.17, в котором:
токарный инструмент (10) для наружного точения имеет ось (Т) инструмента, проходящую по центру в корпусе (12) инструмента параллельно осевому направлению (AD), и
на виде сверху токарного инструмента (10) для наружного точения центр (CM) масс демпфирующего элемента (42) и режущая вставка (14) для токарной обработки расположены на противоположных сторонах оси (Т) инструмента.
22. Токарный инструмент (10) по п.17, в котором:
демпфирующий элемент (42) полностью ограничен внутри режущей части (18) таким образом, что никакая часть демпфирующего элемента (42) не является видимой на любом виде указанной режущей части (18), а
угол (α) демпфирующего элемента составляет от 45 до 135 градусов.
23. Токарный инструмент (10) по п. 22, в котором режущая часть (18) имеет форму осевого сечения, отличающуюся от формы осевого сечения зажимной части (16).
24. Токарный инструмент (10) по п. 22, в котором демпфирующий механизм (20) не выдается в направлении назад в зажимную часть (16).
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| Виброгаситель ударного действия | 1952 |
|
SU95192A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виброгаситель для режущих инструментов | 1961 |
|
SU151174A1 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА С ДЕМПФИРУЮЩИМ СРЕДСТВОМ | 2009 |
|
RU2519192C2 |
| Ручная тележка для перемещения грузов | 1940 |
|
SU70471A1 |
| КОМПЛЕКС ДЛЯ ПРОВЕДЕНИЯ ПОДВИЖНОЙ ИГРЫ И СПОСОБ МОДЕЛИРОВАНИЯ РАБОТЫ СО СПОРТИВНЫМ СНАРЯДОМ | 2007 |
|
RU2366481C2 |

