ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к пластине для операций механической обработки, в частности к режущей пластине для токарной обработки без заднего угла, содержащей приспособление для образования стружки, для операций механической обработки с глубиной резания для чистовой обработки. В частности, приспособление для образования стружки оптимизировано для механической обработки трудных для обработки материалов с высокотеплопередающими свойствами.
УРОВЕНЬ ТЕХНИКИ
[002] В частности, настоящее изобретение относится к пластинам без заднего угла, т.е. пластинам, имеющим периферийную поверхность, проходящую перпендикулярно передней поверхности (поверхностям), с которыми она соединена. Следует понимать, что в настоящем изобретении особое внимание уделено образованию стружки, и, как известно из уровня техники, пластины без заднего угла и пластины с задним углом образуют различную стружку, даже если они смонтированы на инструменте под одинаковым углом к заготовке. Пластины без заднего угла хорошо известны из уровня техники и классифицируются с помощью буквы "N" в стандартах ИСО.
[003] В частности, приспособление для образования стружки предназначено для механической обработки с глубиной резания для чистовой обработки (здесь и далее просто "чистовой обработки"), которая для целей настоящего изобретения считается имеющей глубину резания до 2,5 мм. Не предполагается, что то же самое приспособление для образования стружки будет обеспечивать для больших глубин резания те же выгодные рабочие характеристики даже в случае их пропорционального увеличения.
[004] Являющееся объектом настоящего изобретения приспособление для образования стружки было испытано в сравнении с несколькими другими конструкциями, некоторые из которых были основаны на приспособлениях для образования стружки из предшествующего уровня техники, которые будут более подробно обсуждены ниже.
[005] Задача настоящего изобретения состоит в обеспечении нового и улучшенного приспособления для образования стружки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[006] Приспособление для образования стружки в соответствии с настоящим изобретением было разработано специально для оптимального выполнения механической обработки заготовок из титана и инконеля. Отметим, что несмотря на то, что инконель и титан имеют похожие высокие теплопередающие свойства, тем не менее, при механической обработке их свойства заметно различны. Более подробно, из общего числа нескольких испытанных конструкций при механической обработке инконеля заявленная конструкция показала худшие результаты, чем другие конструкции, и при механической обработке титана была хуже, чем некоторые из этих конструкций, но при обработке обоих материалов в среднем была лучше, чем все эти конструкции (учитывая факторы образования стружки, срок службы инструмента при сравнительно небольшой глубине резания, срок службы инструмента при сравнительно большой глубине резания).
[007] Согласно первому аспекту настоящей заявки предложена режущая пластина для токарной обработки, которая содержит приспособление для образования стружки, содержащее только одну V-образную канавку. Канавка выполнена для механической обработки с глубиной резания для чистовой обработки как инконеля, так и титана.
[008] В частности, пластина содержит: противоположные первую и вторую поверхности; проходящую по периферии периферийную поверхность, соединенную с первой и второй поверхностями и проходящую перпендикулярно им; периферийную кромку, образованную на пересечении периферийной поверхности и первой поверхности, при этом периферийная кромка имеет по меньшей мере один угол, содержащий радиус закругления угла; режущую кромку, образованную по меньшей мере части вдоль периферийной кромки и проходящую по радиусу закругления угла, а также вдоль первой и второй кромочным частям, соединенным с различными сторонами этого угла и проходящими от них; плоскость биссектрисы, перпендикулярную первой и второй поверхностям и делящую пополам радиус закругления угла; точку биссектрисы, заданную на пересечении режущей кромки и плоскости биссектрисы; горизонтальную плоскость, перпендикулярную периферийной поверхности и пересекающую точку биссектрисы; направление вниз, направленное перпендикулярно от горизонтальной плоскости по направлению ко второй поверхности; направление вверх, противоположное направлению вниз; направление внутрь, направленное внутрь пластины от пересечения плоскости биссектрисы и периферийной поверхности; и приспособление для образования стружки, образованное на первой поверхности, прилегающее к режущей кромке и состоящее из одной непрерывной V-образной канавки, проходящей на обеих сторонах радиуса закругления угла на виде сверху; причем канавка содержит: изогнутую часть канавки, прилегающую к радиусу закругления угла, и две прямые части расширения, присоединенные к каждой стороне изогнутой части канавки; нисходящую поверхность, проходящую прямо от режущей кромки в направлении вниз-внутрь к самой нижней точке канавки; и восходящую поверхность, проходящую от указанной самой нижней точки в направлении вверх-внутрь к самой верхней точке; причем по плоскости биссектрисы: самая нижняя точка находится на первом горизонтальном расстоянии D1 от точки биссектрисы с выполнением условия 0,50 мм ≤ D1 ≤ 1,20 мм; самая нижняя точка находится на первом вертикальном расстоянии Н1 вниз от горизонтальной плоскости с выполнением условия 0,15 мм ≤ H1 ≤ 0,30 мм; и самая высокая точка находится на втором горизонтальном расстоянии D2 от точки биссектрисы с выполнением условия 1,10 мм ≤ D2 ≤ 1,70 мм.
[009] Как будет показано ниже со ссылкой на другие испытанные конструкции, даже являющиеся аналогичными приспособлениями для образования стружки вели себя удивительно различным образом, когда конкретное местоположение указанных выше элементов было изменено даже на малые величины.
[0010] Предпочтительно, для первого горизонтального расстояния D1 выполняется условие 0,70 мм ≤ D1 ≤ 1,10 мм. Более предпочтительные значения более приближены к значению D1 = 0,85 мм.
[0011] Предпочтительно, для вертикального расстояния H1 выполняется условие 0,20 мм ≤ H1 ≤ 0,30 мм. Более предпочтительные значения более приближены к значению H1 = 0,25 мм.
[0012] Предпочтительно, для второго горизонтального расстояния D2 выполняется условие 1,20 мм ≤ D2 ≤ 1,60 мм. Более предпочтительные значения более приближены к значению D2 = 1,40 мм. Для целей настоящих спецификации и формулы изобретения второе горизонтальное расстояние D2 может содержать изогнутые и прямые части одной восходящей поверхности, которая принимает участие в образовании стружки при механической чистовой обработке. Нисходящая и восходящая поверхности настоящей конструкции выполнены таким образом, что являются единственными поверхностями, которые принимают участие в образовании стружки при механической обработке в условиях чистовой обработки. Это будет подробно объяснено ниже в отношении различных примерных элементов (контактный участок, длина режущей кромки, проходящая горизонтально от переходной отводной поверхности к упорной поверхности).
[0013] Предпочтительно, второе горизонтальное расстояние D2 представляет собой самое большое расстояние по сравнению со сравнительными расстояниями, взятыми вдоль плоскостей, отличных от плоскости биссектрисы. Предпочтительно, V-образная канавка является самой широкой вдоль плоскости биссектрисы (т.е. имеет наибольшее горизонтальное расстояние D2) и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
[0014] Предпочтительно, приспособление для образования стружки является симметричным относительно плоскости биссектрисы.
[0015] Предпочтительно, восходящая поверхность вдоль плоскости биссектрисы проходит плавно и вогнуто.
[0016] Предпочтительно, большая часть нисходящей поверхности вдоль плоскости биссектрисы проходит прямо.
[0017] Предпочтительно, самая высокая точка расположена выше горизонтальной плоскости.
[0018] Предпочтительно, самая высокая точка находится на втором вертикальном расстоянии Н2 от самой нижней точки, при этом выполняется условие, в котором Н2 равно H1 ± 0,05 мм (H2 = H1 ± 0,05 мм).
[0019] Предпочтительно, самая высокая точка находится в пределах 0,1 мм от горизонтальной плоскости.
[0020] Предпочтительно, самая высокая точка находится над горизонтальной плоскостью.
[0021] Предпочтительно, режущая кромка имеет радиус округления. В частности, предпочтительна заостренная форма Е-типа. Иными словами, предпочтительно, режущая кромка может быть заострена таким образом, что имеет радиус округления.
[0022] Предпочтительно, первое вертикальное расстояние Н1 может быть самым большим расстоянием по сравнению со сравнительными расстояниями, взятыми вдоль других плоскостей, чем плоскость биссектрисы. Предпочтительно, V-образная канавка может быть самой глубокой (т.е. иметь наибольшее первое вертикальное расстояние Н1) вдоль плоскости биссектрисы и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
[0023] Предпочтительно, V-образная канавка является самой широкой вдоль плоскости (Р1) биссектрисы и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
[0024] Предпочтительно, режущая кромка, прилегающая к приспособлению для образования стружки, проходит параллельно горизонтальной плоскости. Следует понимать, что этот признак, как и описанные выше другие признаки, относится только к рабочей области, в которой работает пластина с глубиной резания для чистовой обработки. Соответственно, более точно, можно утверждать, что режущая кромка, прилегающая к приспособлению для образования стружки, проходит параллельно горизонтальной плоскости в пределах горизонтального расстояния, равного 2,5 мм, от точки биссектрисы. Говоря подробно, все что больше этого расстояния не имеет значения для приспособления для образования стружки.
[0025] Предпочтительно, пластина имеет одно или более дополнительных приспособлений для образования стружки, имеющих одинаковые признаки, но при этом образованные в различном местоположении, например, на второй поверхности. Например, на каждом углу первой и второй поверхностей может быть образовано приспособление для образования стружки, имеющее те же признаки, что и приспособление для образования стружки, заданное выше.
[0026] Следует понимать, что выражение "нисходящая поверхность, проходящая прямо от режущей кромки" следует понимать, как означающее, что нисходящая поверхность или, иначе говоря, приспособление для образования стружки лишено контактного участка. Для целей настоящего описания и формулы изобретения контактный участок рассматривается только такой, когда он имеет горизонтальный размер, по меньшей мере равный 0,1 мм, поскольку предполагается, что размер, меньший, чем этот, не имеет существенного вредного воздействия на образование стружки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] Для лучшего понимания настоящей заявки и также для того, чтобы показать, как указанный объект может быть реализован на практике, теперь будет выполнена ссылка на сопутствующие чертежи, на которых:
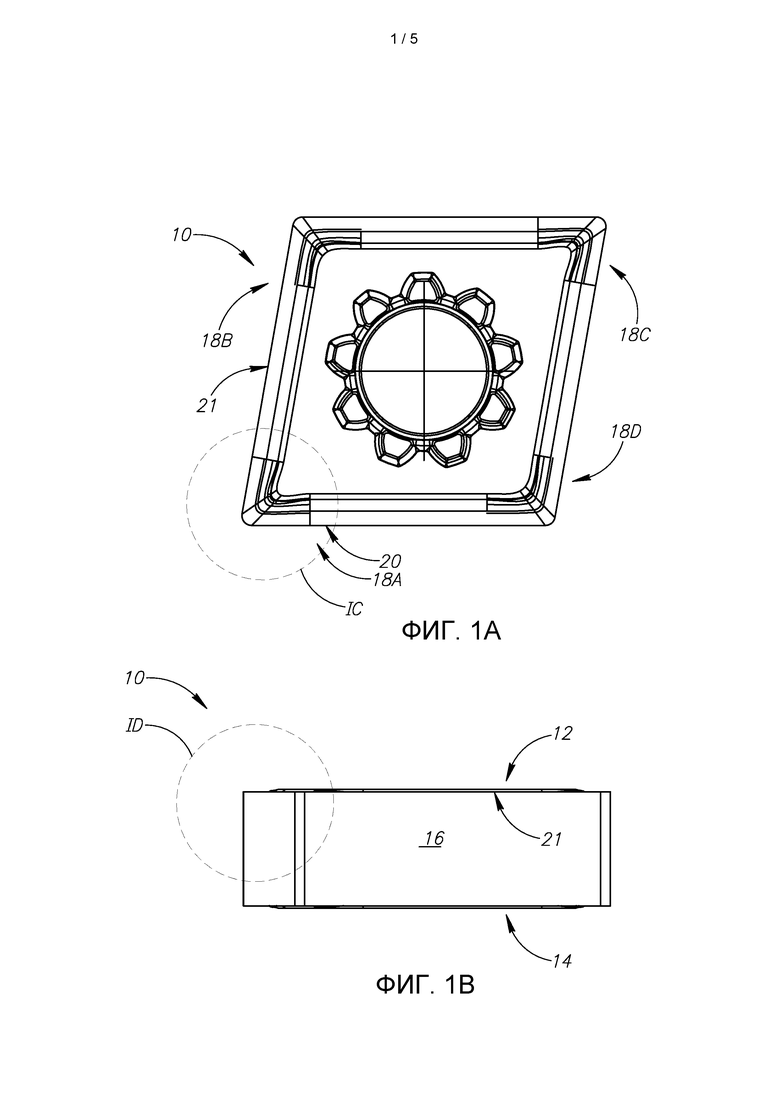
на ФИГ. 1А показан вид сверху пластины, содержащей приспособления для образования стружки в соответствии с настоящим изобретением;
на ФИГ. 1В показан вид сбоку пластины, показанной на ФИГ. 1А;
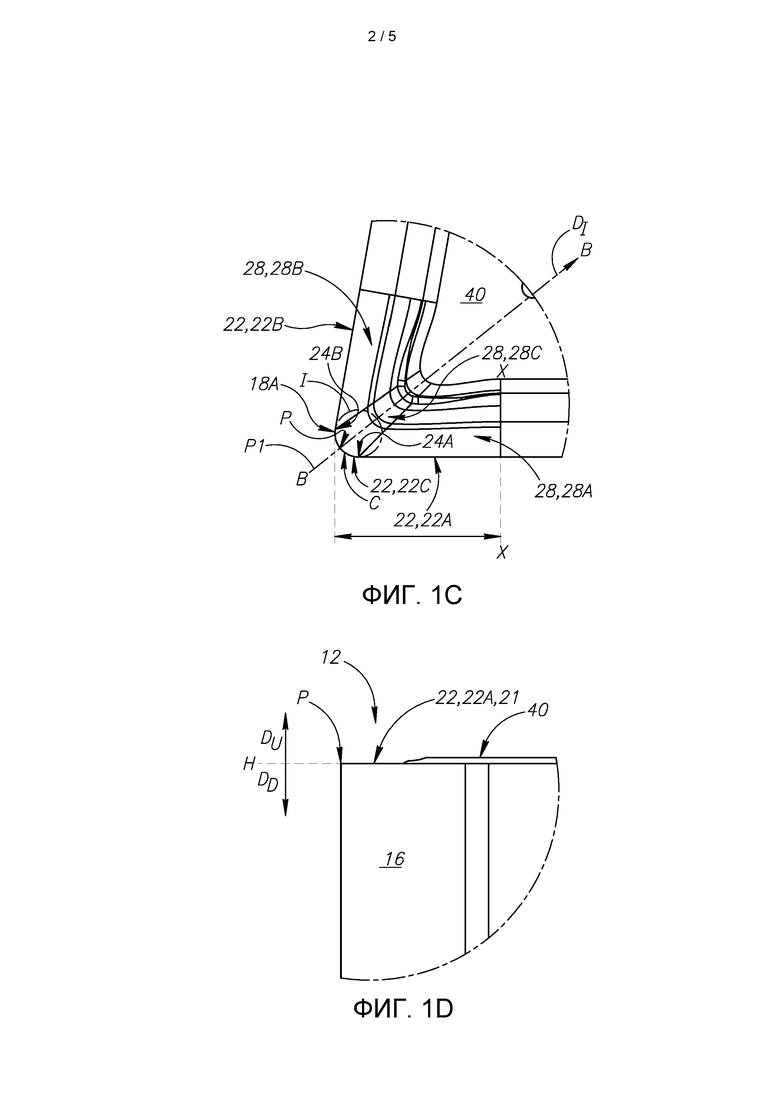
на ФИГ. 1С показан увеличенный вид обведенной кружком части IC, показанной на ФИГ. 1А;
на ФИГ. 1D показан увеличенный вид обведенной кружком части ID, показанной на ФИГ. 1В;
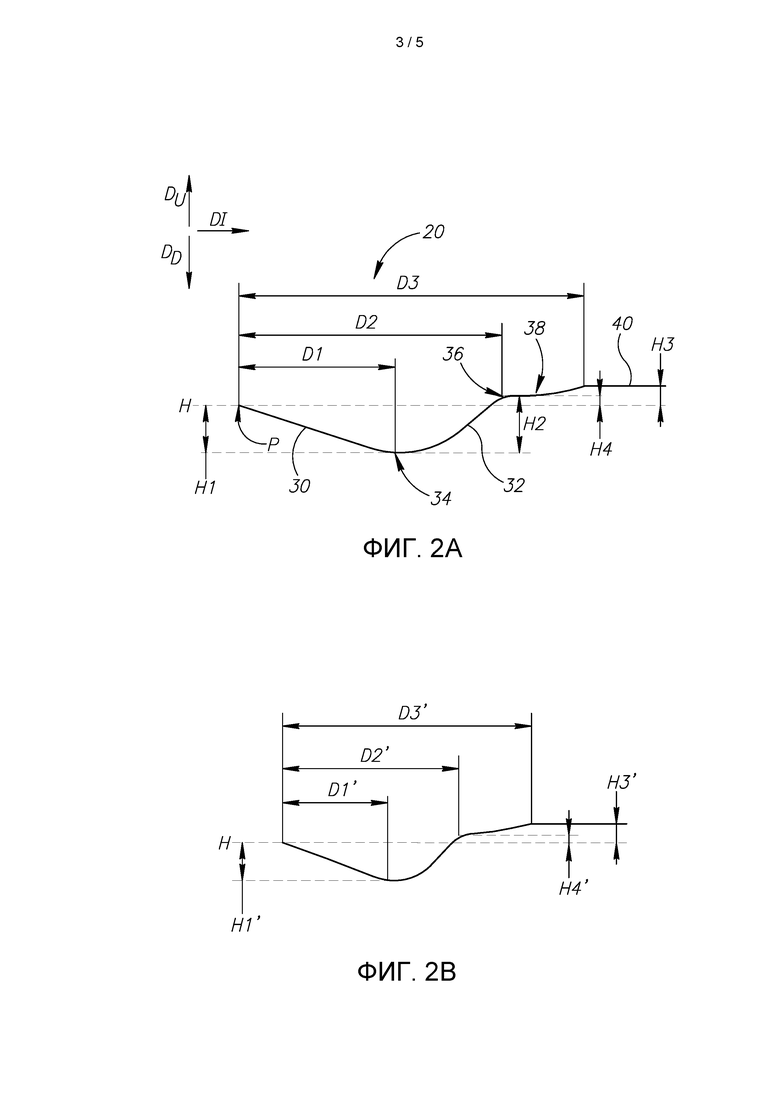
на ФИГ. 2А показано сечение по линии В-В, показанной на ФИГ. 1С;
на ФИГ. 2В показано сечение по линии X-X, показанной на ФИГ. 1С; и
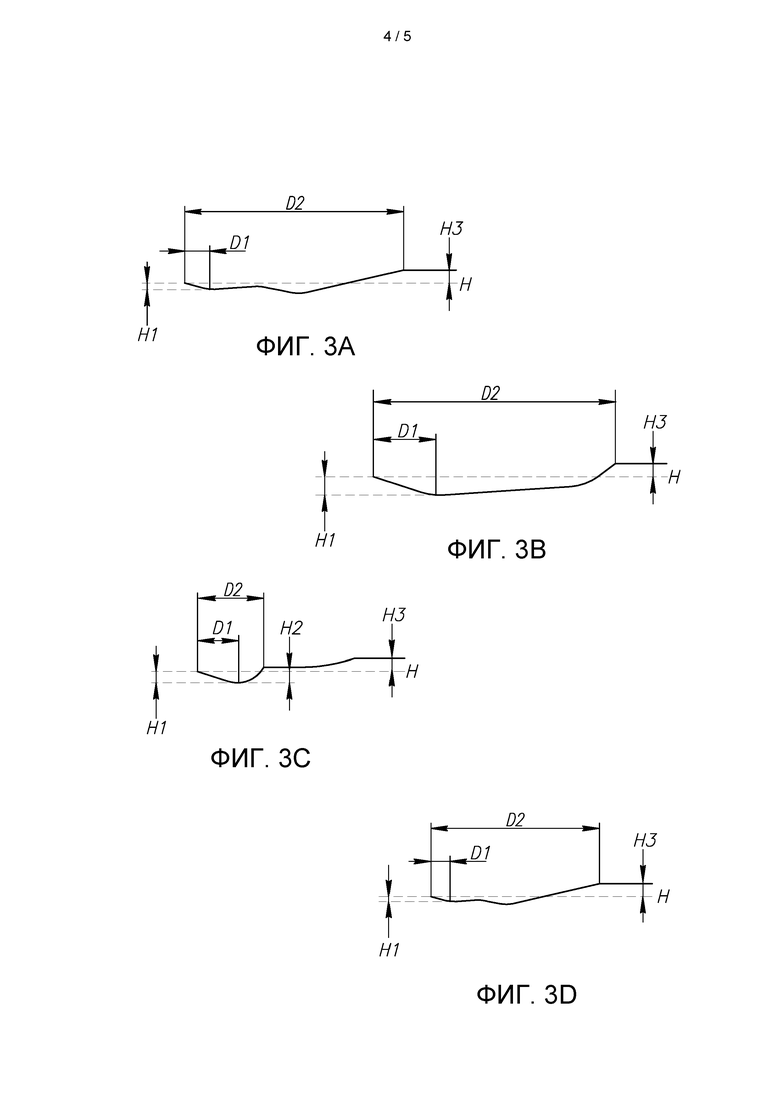
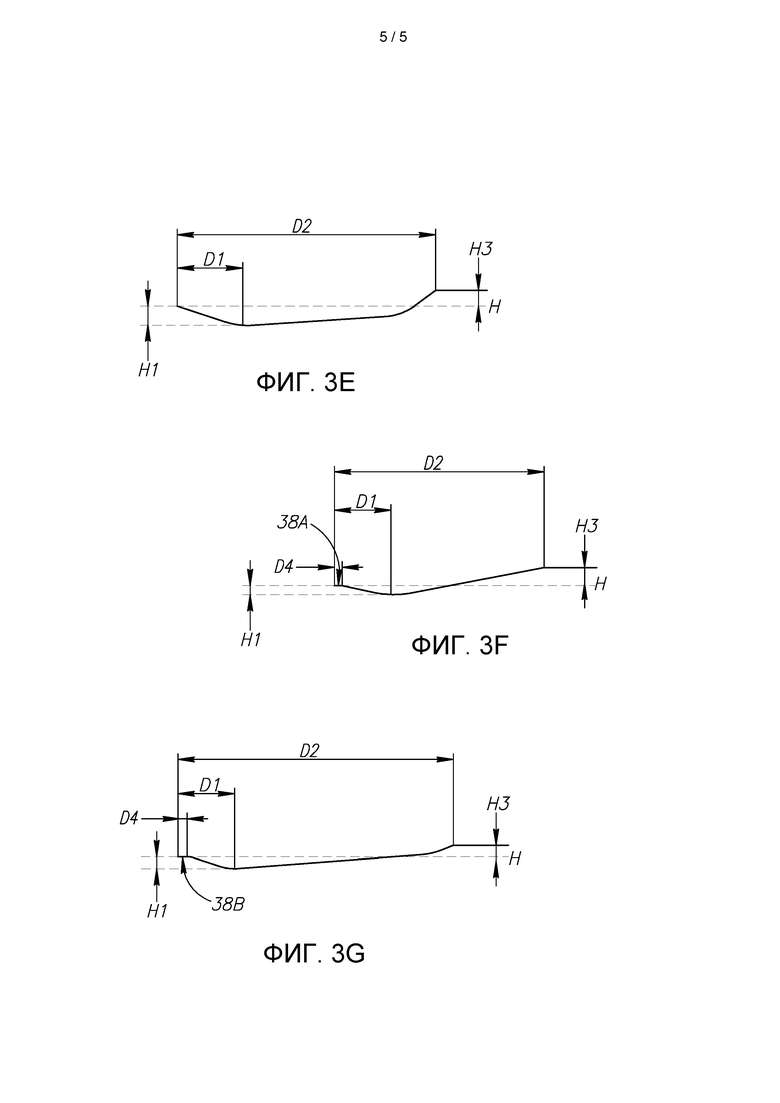
на ФИГ. 3А-3G показаны сечения по линиям биссектрисы сравнительных конструкций.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0028] Теперь выполним ссылку на ФИГ. 1А и 1В, иллюстрирующую режущую пластину 10 для чистовой токарной обработки для операций механической обработки. Типично, пластина 10 выполнена из сверхтвердого и износоустойчивого материала, такого как спеченый карбид.
[0029] Пластина 10 может содержать противоположные первую и вторую поверхности 12, 14 и проходящую по периферии периферийную поверхность 16, соединенную с первой и второй поверхностями 12, 14. В этом неограничивающем примере первая и вторая поверхности 12, 14 являются идентичными, так что будет описана только первая поверхность 12.
[0030] Пластина 10 содержит по меньшей мере один угол 18A, 18B, 18C, 18D.
[0031] Пластина 10 содержит по меньшей мере одно приспособление 20 для образования стружки, связанное с углом 18А и первой поверхностью 12. Если не указано иное, последующее описание будет направлено только на одно приспособление для образования стружки (т.е. приспособление, обозначенное ссылочным обозначением "20"), однако следует понимать, что каждый угол пластины 10 на любой или обеих из первой и второй поверхностей 12, 14 может иметь соответствующее приспособление для образования стружки.
[0032] В любом случае, в настоящем примере пластина 10 имеет соответствующее приспособление для образования стружки на своем каждом углу, а также на обеих сторонах первой и второй поверхностей 12, 14 каждого угла, т.е. восемь таких приспособлений. Также следует понимать, что первая поверхность 12 (и вторая поверхность 14 в показанном примере) представляет собой переднюю поверхность, по которой проходит стружка (не показана), отрезаемая от обрабатываемой заготовки (не показана).
[0033] Следует понимать, что периферийная поверхность 16 составляет отводную поверхность пластины 10. Как показано, периферийная поверхность 16 проходит перпендикулярно первой и второй поверхностям 12, 14. Иначе говоря, пластина 10 представляет собой так называемую пластину без заднего угла.
[0034] Со ссылкой на ФИГ. 1С и 1D, угол 18А может задавать радиус С закругления угла. Более точно, радиус С закругления угла представляет собой дугообразную часть по вписанной в угол 18А окружности I на виде сверху первой поверхности 12.
[0035] Со ссылкой на ФИГ. 1А-1D, периферийная кромка 21 образована между первой поверхностью 12 и периферийной поверхностью 16. Режущая кромка 22 образована по меньшей мере вдоль части периферийной кромки 21 и может содержать первую и вторую режущие вспомогательные кромки 22А, 22В, а также третью режущую вспомогательную кромку 22С, проходящую по углу 18А и соединенную с первой и второй режущими вспомогательными кромками 22А, 22В.
[0036] Первая и вторая точки 24А, 24В соединения (ФИГ. 1С) третьей режущей вспомогательной кромки 22С и первой и второй режущих вспомогательных кромок 22А, 22В расположены там, где кривизна угла 18А переходит в прямые первую и вторую режущие вспомогательные кромки 22А, 22В.
[0037] На ФИГ. 1С показана биссекторная плоскость Р1, проходящая по линии В-В. Биссекторная плоскость Р1 перпендикулярна первой и второй поверхностям 12, 14 и делит пополам радиус С закругления угла (т.е. теоретически разделяет угол 18А на равные половины). Как показано, приспособление 20 для образования стружки предпочтительно может быть симметричным относительно биссекторной плоскости Р1.
[0038] Точка Р биссектрисы теоретически определена на пересечении режущей кромки и биссекторной плоскости Р1.
[0039] Направление DI внутрь задано как направленное внутрь пластины 10 от пересечения биссекторной плоскости Р1 и периферийной поверхности 16.
[0040] Горизонтальная плоскость Н (ФИГ. 1D) проходит перпендикулярно периферийной поверхности 16 и пересекает точку Р биссектрисы. С помощью этого чертежа можно понять, что режущая кромка 22 проходит параллельно горизонтальной плоскости Н.
[0041] Направление DD вниз задано как направленное перпендикулярно от горизонтальной плоскости Н по направлению ко второй поверхности 14. Направление DU вверх задано как противоположное направлению DD вниз.
[0042] Как лучше всего показано на ФИГ. 1С, на углу 18А приспособление 20 для образования стружки содержит только одно непрерывную V-образную канавку 28, проходящую на обеих сторонах радиуса С закругления угла. Для уточнения, V-образная форма показана при просмотре на виде сверху (ФИГ. 1С). Аналогично режущей кромке 22 канавка 28 содержит две прямые части 28А, 28С расширения, проходящие по смежным первой и второй режущим вспомогательным кромкам 22А, 22В, и изогнутую часть 28С канавки, прилегающую к третьей режущей вспомогательной кромке 22С.
[0043] Как видно из ФИГ. 2А, в сечении канавка 28 содержит нисходящую поверхность 30, проходящую прямо от режущей кромки 22, и восходящую поверхность 32.
[0044] Со ссылкой на ФИГ. 2А, показано, что нисходящая поверхность 30 проходит как в направлении DD вниз, так и в направлении DI внутрь (также называется направлением вниз-внутрь) к самой нижней точке 34 канавки 28 (т.е. рассматривается самая нижняя точка, которая является ближайшей к точке Р биссектрисы), и что восходящая поверхность 32 проходит от самой нижней точки 34 как в направлении DU вверх, так и в направлении DI внутрь (также называется направлением вверх-внутрь) к самой верхней точке 36. Самая высокая точка 36 представляет собой последнюю часть приспособления 20 для образования стружки, которая принимает участие в образовании стружки, даже в том случае, когда присутствует переходная часть 38, расположенная между упорной поверхностью 40 и самой верхней точкой 36. Более подробно, переходная часть 38 не имеет функции образования стружки и, следовательно, и поэтому не учитывается для описания приспособления 20 для образования стружки.
[0045] Отметим, что нисходящая поверхность 30 проходит прямо в направлении вниз-внутрь, а не изначально в направлении DI внутрь, как это проиллюстрировано в качестве примера элементами 38А и 38В на ФИГ. 3F и 3G. Иначе говоря, настоящее приспособление 20 для образования стружки лишено контактного участка. При этом элементы 38А и 38В также не рассматриваются контактными участками для целей настоящей заявки, поскольку даже в том случае, когда они проходят в направлении DI внутрь, им не хватает размера, являющегося достаточным для значительного влияния на образование стружки, при этом такой размер предполагается равным 0,1 мм и более. Другими словами, для целей настоящей заявки структура, прилегающая к режущей кромке, не может считаться "контактным участком", если только она не будет составлять по меньшей мере 0,1 мм или больше. Как показано, до приближения к самой нижней точке 34 нисходящая поверхность 30 проходит прямым образом.
[0043] Самая нижняя точка 34 находится на первом горизонтальном расстоянии D1 от точки Р биссектрисы по биссекторной плоскости Р1. В этом предпочтительном варианте осуществления выполняется условие, что D1 равно 0,85 мм.
[0047] Самая высокая точка 36 находится на втором горизонтальном расстоянии D2 от точки Р биссектрисы по биссекторной плоскости Р1. В этом предпочтительном варианте осуществления второе горизонтальное расстояние D2 = 1,40 мм. Примечательно, что на ФИГ. 2В сравнительное расстояние D2’ равно 0,94 мм. Аналогично, то, что D2 больше сравнительного расстояния справедливо также и для всех других сечений. Таким образом, следует понимать, что второе горизонтальное расстояние D2 представляет собой самое большое расстояние по сравнению со сравнительными расстояниями (D2’, являющимся приведенным в качестве примера сравнительным расстоянием). Переформулируем, V-образная канавка 28 является самой широкой вдоль биссекторной плоскости Р1. Кроме того, V-образная 28 может постепенно становиться уже вдоль по меньшей мере части прямых частей 28A, 28B расширения указанной канавки в направлении от изогнутой части 28С канавки.
[0048] Упорная поверхность 40 находится на третьем горизонтальном расстоянии D3 от точки Р биссектрисы. В этом предпочтительном варианте осуществления D3 = 1,84 мм.
[0049] Самая нижняя точка 34 находится на первом вертикальном расстоянии Н1 вниз от горизонтальной плоскости Н. В этом предпочтительном варианте осуществления Н1 = 0,25 мм.
[0050] Самая высокая точка 36 находится на втором вертикальном расстоянии Н2 от самой нижней точки 34. В этом предпочтительном варианте осуществления Н2 = 0,30 мм.
[0051] Третье вертикальное расстояние Н3 задано выше горизонтальной плоскости к упорной поверхности 40. В этом предпочтительном варианте осуществления Н3 = 0,10 мм.
[0052] Четвертое вертикальное расстояние Н4 задано вверх от горизонтальной плоскости до самой нижней точки переходной части 38 (которая проходит между самой верхней точкой 36 и упорной поверхностью 40). В этом предпочтительном варианте осуществления Н4 = 0,05 мм. Несмотря на это, следует понимать, что переходная часть 38 является необязательной.
[0053] В целях полноты изложения материала, величины, изображенные на ФИГ. 2В, являются следующими: D1’ = 0,47 мм; D2’ = 0,94 мм; D3’ = 1,32 мм; H1’ = 0,2 мм; H3’ = 0,1 мм; H4’ = 0,04 мм; и H2’ = H1’ + H4’ = 0,24 мм. Таким образом, следует понимать, что первое вертикальное расстояние Н1, равное 0,25 мм, представляет собой самое большое расстояние по сравнению со сравнительными расстояниями (H1’ = 0,20 мм является приведенным в качестве примера сравнительным расстоянием).
[0054] Приспособление 20 для образования стружки, описанное выше, было разработано и выполнено в целом лучше, чем несколько сравнительных аналогичных конструкций, сечения по биссектрисе которых показаны на ФИГ. 3А-3G, и сравнительные значения которых показаны в приведенной ниже таблице.
[0055] Пояснительные примечания в отношении таблицы представлены ниже.
[0056] Второе вертикальное расстояние Н2 не показано на всех чертежах, но вычисляется как сумма первого и третьего вертикальных расстояний H1, H3. Отметим, что это вычисление не является точным для ФИГ. 2А и 3С, и, таким образом, это расстояние показано и представлено.
[0057] В примерах, показанных на ФИГ. 3А и 3D, стружка будет образовываться посредством скатывания по обоим относительно неглубоким канавкам, и, следовательно, второе горизонтальное расстояние D2 проходит настолько далеко, как это показано. Напротив, на ФИГ. 2А и 3С образование стружки уже заканчивается на конце начальной восходящей поверхности (таким образом, заканчивающей функциональную область приспособления для образования стружки), следовательно, местоположение первого вертикального расстояния Н1 является таким, как показано. Соответственно, на ФИГ. 2А и 3С сумма первого и третьего вертикальных расстояний Н1, Н3 не равна второму вертикальному расстоянию Н2.
[0058] На ФИГ. 3А и 3D размеры рассчитаны исходя из первой канавки, даже в том случае, когда существуют трудности в этой аналогии из-за обеих конструкций с двойными канавками, которые различаются от заявленной концепции. В любом случае, они были предоставлены для демонстрации того, что такие конструкции были испытаны. В любом случае, высота второй канавки в обоих примерах существенно меньше значения, равного 0,15 мм, которое является наименьшим значением заявленного диапазона.
[0059] Было выполнено сравнение результатов испытания с учетом факторов образования стружки (или управления ей), срока службы инструмента при сравнительно малых глубинах резания и больших глубинах резания как для инконеля, так и для титана.
[0060] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3А, во всех испытанных категориях.
[0061] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3В, в категориях срока службы инструмента (механическая обработка инконеля с большой глубиной резания) и образования стружки (механическая обработка титана).
[0062] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3С, в категории срока службы инструмента (механическая обработка инконеля с большой глубиной резания).
[0063] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3D, в категориях срока службы инструмента (механическая обработка инконеля с большой глубиной резания) и управления стружкой (механическая обработка титана).
[0064] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3Е, в категориях срока службы инструмента (механическая обработка инконеля и титана с большой глубиной резания) и управления стружкой (механическая обработка титана).
[0065] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3F, в категориях срока службы инструмента (механическая обработка инконеля с малой и большой глубиной резания) и управления стружкой (механическая обработка титана).
[0066] Настоящая конструкция (ФИГ. 2А) была в значительной степени преимущественной по сравнению со сравнительной конструкцией, показанной на ФИГ. 3G, в категориях срока службы инструмента (механическая обработка инконеля с большой глубиной резания и механическая обработка титана с малой и большой глубиной резания) и управления стружкой (механическая обработка титана).
[0067] В итоге настоящая конструкция имела наилучшие рабочие характеристики из всех конструкций для механической обработки инконеля с большой глубиной резания и превзошла все другие конструкции за исключением одной в управлении стружкой при механической обработке титана (выполнение около секунды). Хотя другие значения часто были равны значениям сравнительных конструкций или иногда были ниже, общий средний результат по всем упомянутым выше критериям для настоящей конструкции был наивысшим.
Режущая пластина для механической токарной обработки заготовок из инконеля и титана. Пластина содержит приспособление для образования стружки, содержащее только одну V-образную канавку. Канавка имеет определенную глубину и положение для улучшения механической обработки заготовок как из инконеля, так и из титана. 18 з.п. ф-лы, 3 ил.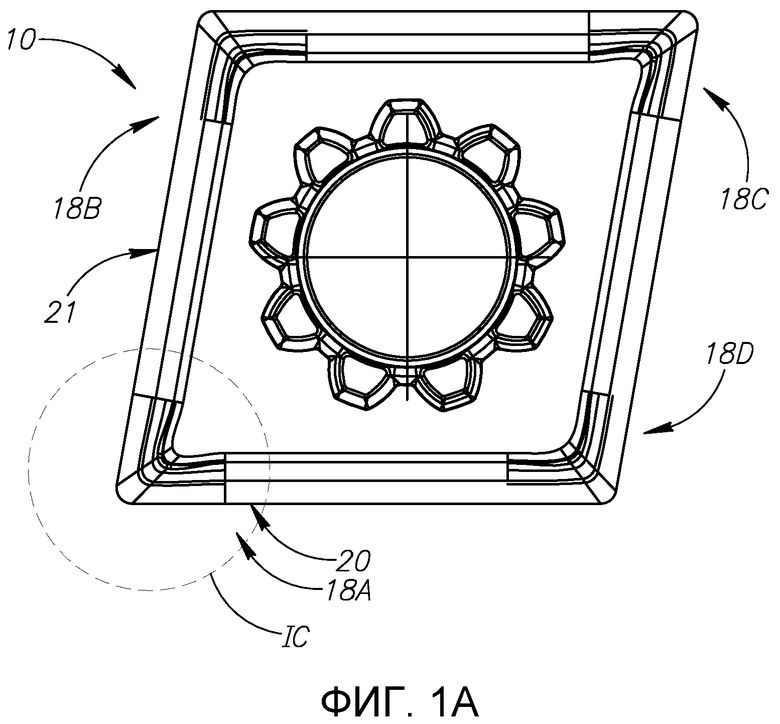
1. Режущая пластина для токарной обработки, содержащая:
противоположные первую и вторую поверхности,
проходящую по периферии периферийную поверхность, соединенную с первой и второй поверхностями и проходящую перпендикулярно к ним,
периферийную кромку, образованную на пересечении периферийной поверхности и первой поверхности, при этом периферийная кромка имеет по меньшей мере один угол, содержащий радиус закругления угла,
режущую кромку, образованную по меньшей мере вдоль части периферийной кромки и проходящую по радиусу закругления угла, а также вдоль первой и второй кромочных частей, соединенных с различными сторонами этого угла и проходящими от них, и
приспособление для образования стружки, образованное на первой поверхности, прилегающее к режущей кромке и состоящее из одной непрерывной V-образной канавки, проходящей на обеих сторонах радиуса закругления угла на виде сверху,
при этом для V-образной канавки направление вниз проходит перпендикулярно от горизонтальной плоскости, перпендикулярной периферийной поверхности и проходящей через точку Р биссектрисы, расположенную на пересечении режущей кромки и биссекторной плоскости Р1, перпендикулярной первой и второй поверхностям и делящей пополам радиус закругления угла, по направлению ко второй поверхности, направление вверх противоположно направлению вниз, а направление внутрь проходит внутрь пластины от пересечения биссекторной плоскости Р1 и периферийной поверхности,
причем V-образная канавка содержит:
изогнутую часть канавки, прилегающую к радиусу закругления угла, и две прямые части расширения, присоединенные к каждой стороне изогнутой части канавки,
нисходящую поверхность, проходящую прямо от режущей кромки в направлении вниз-внутрь к самой нижней точке канавки, и
восходящую поверхность, проходящую от указанной самой нижней точки в направлении вверх-внутрь к самой верхней точке,
причем в биссекторной плоскости:
самая нижняя точка расположена на первом горизонтальном расстоянии D1 от точки Р биссектрисы с выполнением условия 0,50 мм ≤ D1 ≤ 1,20 мм,
самая нижняя точка расположена на первом вертикальном расстоянии Н1 вниз от горизонтальной плоскости с выполнением условия 0,15 мм ≤ H1 ≤ 0,30 мм и
самая высокая точка расположена на втором горизонтальном расстоянии D2 от точки Р биссектрисы с выполнением условия 1,10 мм ≤ D2 ≤ 1,70 мм.
2. Пластина по п.1, в которой для первого горизонтального расстояния D1 выполнено условие 0,70 мм ≤ D1 ≤ 1,10 мм.
3. Пластина по п.1, в которой для первого вертикального расстояния H1 выполнено условие 0,20 мм ≤ H1 ≤ 0,30 мм.
4. Пластина по п.1, в которой для второго горизонтального расстояния D2 выполнено условие 1,20 мм ≤ D2 ≤ 1,60 мм.
5. Пластина по п.1, в которой приспособление для образования стружки выполнено симметричным относительно биссекторной плоскости.
6. Пластина по п.1, в которой восходящая поверхность в биссекторной плоскости проходит плавно и вогнуто.
7. Пластина по п.1, в которой большая часть нисходящей поверхности в биссекторной плоскости выполнена в виде прямой.
8. Пластина по п.1, в которой самая высокая точка V-образной канавки расположена выше горизонтальной плоскости.
9. Пластина по п.1, в которой самая высокая точка V-образной канавки расположена на втором вертикальном расстоянии Н2 от самой нижней точки, при этом выполнено условие, в котором Н2 = H1 ± 0,05 мм.
10. Пластина по п.9, в которой самая высокая точка V-образной канавки расположена в пределах 0,1 мм от горизонтальной плоскости.
11. Пластина по п.1, в которой второе горизонтальное расстояние D2 выполнено наибольшим по сравнению с расстояниями, взятыми вдоль плоскостей, отличных от биссекторной плоскости.
12. Пластина по п.11, в которой V-образная канавка выполнена с наибольшей шириной вдоль биссекторной плоскости Р1 и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
13. Пластина по п.1, в которой режущая кромка имеет радиус округления.
14. Пластина по п.1, имеющая дополнительное приспособление для образования стружки, образованное на второй поверхности, и включающее те же элементы, что и приспособление для образования стружки на первой поверхности.
15. Пластина по п.1, имеющая дополнительное приспособление для образования стружки на каждом углу первой и второй поверхностей, включающее те же элементы, что и приспособление для образования стружки на первой поверхности.
16. Пластина по п.1, в которой режущая кромка, прилегающая к приспособлению для образования стружки, проходит параллельно горизонтальной плоскости.
17. Пластина по п.1, в которой первое вертикальное расстояние Н1 выполнено наибольшим расстоянием по сравнению с расстояниями, взятыми вдоль других плоскостей, отличных от биссекторной плоскости.
18. Пластина по п.17, в которой V-образная канавка выполнена с наибольшей глубиной в биссекторной плоскости Р1 и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
19. Пластина по п.18, в которой V-образная канавка выполнена с наибольшей шириной в биссектороной плоскости (Р1) и постепенно становится уже по меньшей мере вдоль части прямых частей расширения указанной канавки в направлении от изогнутой части канавки.
| Устройство для пробивания скважин в грунте | 1974 |
|
SU492631A2 |
| Режущая пластина | 1989 |
|
SU1646691A1 |
| Режущая пластина | 1991 |
|
SU1798045A1 |
| Групповой коммутатор для зажигания нескольких ртутно-кварцевых ламп | 1950 |
|
SU89999A2 |
| СN 201455319 U, 12.05.2010. | |||

