Предлагаемое изобретение относится к области электротехники и металлургии, а именно к индукционным тигельным печам (ИТП) для плавки металлов. Однофазные ИТП с электропитанием токами средней частоты имеют высокий КПД, большую удельную мощность нагрева и короткие циклы плавки в порционном режиме без остатка металла (болота). Они все шире используются в литейном производстве машиностроительных и металлургических предприятий. При однофазном питании индуктора ИТП на расплав металла действует нормальное сжимающее электродинамическое давление неравномерно распределенного магнитного поля по высоте тигля, достигающего максимального значения в его средней части. Под воздействием этого давления возникает циркуляция жидкого металла в двух тороидальных контурах, между которыми тепло- и массоперенос затруднен. Кроме того, силовое воздействие на жидкий металл приводит к образованию мениска (выпуклости на свободной поверхности ванны расплава металла). Все эти процессы негативно влияют на качество получаемого металла и увеличивают энергозатраты при проведении очистки и легирования металла во время плавки. В частности: плохо смешиваемые контуры циркуляций расплава приводит к неоднородности химического состава сплавов, поэтому затягивается процесс легирования, выпуклый мениск на поверхности расплава вытесняет шлак к стенке тигля, что приводит к повышенному расходу шлака и ускоренному разрушению тигля. Кроме того процесс перемешивания металла приходится вести при максимальной мощности для получения интенсивного движения металла, а это приводит к его перегреву [Л1, рис. 11-2].
При многофазном электропитании секций индуктора ИТП в области индуктора создается бегущее электромагнитно поле, которое в свою очередь создает аксиальные силы электромагнитного давления в объеме жидкого металла. Это изменяет форму циркуляций металла, циркуляция металла в тигле ИТП становиться одноконтурной, при этом достигается перемешивание металла во всем объеме тигля, а мениск металла имеет почти плоскую форму [Л1, рис. 11-4, см. приложение 1] или даже образуется лунка на поверхности расплава. Глубина от поверхности боковой стенки тигля, на которой возникает электродинамическое усилие в металле, растет с уменьшением частоты питающего тока, поэтому для перемешивания металла целесообразно применять пониженную частоту тока, или, например, промышленную частоту 50 Гц. Однако интенсивность индукционного нагрева металла на низкой частоте существенно уменьшается, что не позволяет обеспечить высокую эффективность плавки. Следовательно, для одновременного нагрева и перемешивания металла необходимо осуществлять комбинированное питание секций индуктора токами высокой и низкой частоты.
Для реализации этого способа электропитания необходимо иметь два раздельных индуктора ИТП, один из которых предназначен для нагрева (однофазный), а второй для перемешивания (двух- или трехфазный) [Л1, с. 213], либо конструкция индуктора печи должна обеспечивать возможность комбинированного питания по однофазной и трехфазной схемам.
Также необходимо использовать два независимых источника электропитания индукторов: токами низкой и высокой частот, снабженных фильтрокомпенсирующими устройствами, исключающими возможность проникновения токов разных частот в источник тока другой частоты. Все это усложняет систему электропитания ИТП и увеличивает ее массогабаритные и стоимостные показатели.
Предполагаемое изобретение способа перемешивания металла в индукционной тигельной печи позволяет устранить отмеченные недостатки, повысить эффективность индукционной плавки и обеспечить высокое качество выплавляемого металла.
Сущность предполагаемого изобретения состоит в том, что гидродинамическое перемешивание жидкого металла в индукционной тигельной печи осуществляется под воздействием электромагнитного поля, создаваемого токами высокой частоты в секциях индуктора.
Новым является то, что источник электропитания на этапе перемешивания переводят в режим периодической подачи высокочастотного тока на различные секции индуктора, в результате чего электромагнитное давление, воздействующее на ванну жидкого металла, перемещается вдоль вертикальной оси тигля печи, создавая бегущую волну давления со скоростью, определяемой временем подачи высокочастотного тока в секции индуктора, и вызывая направленное движение жидкого металла.
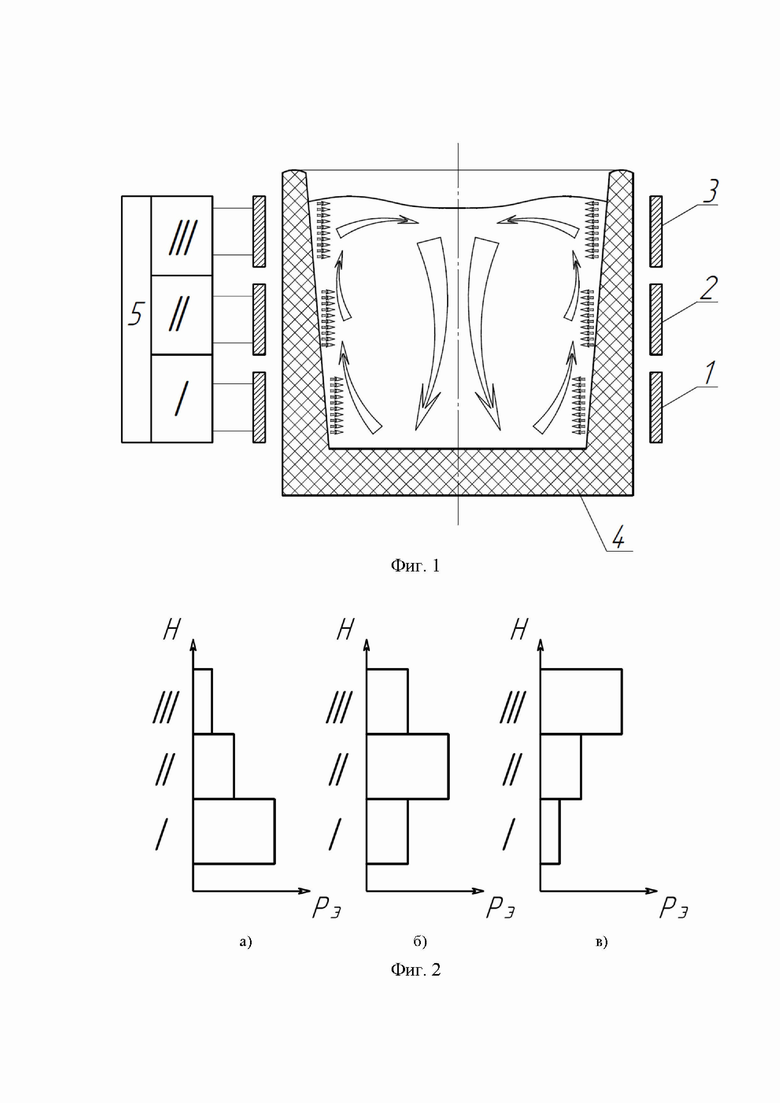
На фиг. 1 приведена функциональная схема варианта трехканальной системы, в которой обозначено:
1, 2, 3 - секции индуктора ИТП;
4 - тигель;
5 - трехэнергоканальный источник высокочастотного тока.
Процесс плавки металла может быть разбит на этапы по времени. На первом этапе после загрузки в тигель твердой шихты источник питания 5 подает высокочастотный ток по всем энергоканалам в секции индуктора. В это время происходит интенсивный разогрев и плавка шихты. После наполнения ванны жидкого металла на втором этапе источник электропитания переходит в режим периодической подачи высокочастотного тока на различные секции индуктора, начиная с верхней секции и последовательно к нижней секции (последовательность можно изменять). При этом электромагнитное давление, воздействующее на ванну жидкого металла, возникает в области размещения секции, по которой протекает высокочастотный ток. В этом объеме возникают выталкивающие металл силы, направленные поперек оси тигля печи, которые вызывают движение металла. При поочередной подаче высокочастотного тока в секции индуктора область электромагнитного давления перемещается вдоль оси тигля в том или в другом направлении, создавая бегущую волну давления со скоростью, определяемой периодом подачи высокоточного тока на секции индуктора. Бегущая волна давления вызывает движение металла в объеме тигля, обеспечивая перемешивание металла по всему объему.
На фиг. 2 приведены диаграммы распределения электромагнитного давления на ванну жидкого металла в тигле печи. При подаче высокочастотного тока в верхнюю секцию индуктора 3 наибольшее электромагнитное давление на жидкий металл создается в верхней части тигля, а в средней и нижней частях давление, которое возникает при наведении токов за счет взаимоиндукции с другими секциями индуктора, значительно меньше (см. фиг. 2, в). При этом, металл выталкивается к оси тигля в верхней его части и начинает двигаться в радиальном направлении вдоль поверхности. Выдавленный таким образом к оси расплав заменяется металлом, поступающим снизу тигля.
При подаче тока в среднюю секцию индуктора 2 электромагнитное давление распределено так, как показано на фиг. 2, б, наибольшее значение которого достигается в средней части тигля. При этом поле давления на металл смещается вниз, а в верхней части тигля металл продолжает двигаться по инерции за счет накопленной кинетической энергии. Создаваемое поле давление подпитывает образовавшийся вихрь жидкого металла в тигле.
На интервале времени подачи тока в нижнюю секцию индуктора 1 распределение электромагнитного давления показано на диаграмме фиг. 2, а, максимальное значение которого достигается в нижней части тигля.
Таким образом, при заданной последовательности интервалов времени подачи высокочастотного тока в секции индуктора происходит перемещение зоны максимального электромагнитного давления вдоль оси тигля, что вызывает образование восходящего потока жидкого металла вдоль стенок тигля. Если изменить последовательность подачи высокочастотного тока в секции индуктора, то изменится и направление потока металла на нисходящее, сверху вниз.
На этапе технологической обработки могут быть использованы оба режима перемешивания металла, исходя из критериев эффективности ведения металлургических процессов.
Варианты конструкции печи, обеспечивающие реализацию предлагаемого способа:
Предлагаемый способ перемешивания металла в индукционной тигельной печи может быть реализован в случае, если индуктор печи разделен как на одинаковые по размерам и количеству витков, так и разные по этим параметрам секции в количестве 2 и более. В том случае если индуктор разделен на 2 секции и используется двухэнергоканальный источник питания, на фазе включения полной длины катушки индуктора (задействованы оба энергоканала источника питания) необходимо ток в обеих секциях снизить по сравнению с током в фазе подачи питания по одному энергоканалу.
Варианты режимов включения энергоканалов источника питания для реализации предлагаемого способа:
При реализации описанного способа перемешивания металла в индукционной тигельной печи допустимы различные варианты режимов работы источника питания.
Ожидаемый результат в случае использования трехэнергоканального источника питания (организация одноконтурного движения металла по всему объему тигля) достигается при алгоритмах, когда в первой фазе ток от источника питания подается в первую секцию (верхнюю или нижнюю в зависимости от выбранного желаемого направления движения металла в тигле), затем во второй фазе в первую и вторую секции индуктора от источника питания подается ток меньшей величины, в третью фазу также ток меньшей величины подается во вторую и третью секции индуктора, завершая один цикл переключений. Затем цикл смены фаз питания повторяется с определенным шагом по времени. При использовании для реализации предлагаемого способа источников с большим количеством каналов алгоритм переключений должен обеспечивать очередность включений от той секции индуктора, в сторону которой должен двигаться металл, с последовательным переключением секций, обеспечивающего поступательное перемещение волны давления, создаваемого электродинамическими силами, индуцированными в расплавленном металле, находящимся в тигле.
Таким образом, заявленный технический результат - повышение эффективности индукционной плавки и обеспечение высокого качества металла достигается с использованием предполагаемого способа перемешивания металла в индукционной тигельной печи при интенсивном нагреве металла токами высокой частоты на всех этапах плавки и технической обработки металла. Заявленный способ не требует существенного усложнения конструкции индуктора и не требует отдельного источника питания для осуществления операции перемешивания, позволяет более гибко управлять процессами нагрева и перемешивания металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухчастотный инвертор тока (варианты) | 2021 |
|
RU2774919C1 |
| Установка индукционной плавки металлов | 2021 |
|
RU2778339C1 |
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| Инвертор тока с умножением частоты | 2021 |
|
RU2768380C1 |
| МНОГОФАЗНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2333439C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
Изобретение относится к способу перемешивания металла в индукционной тигельной печи. Гидродинамическое перемешивание жидкого металла в индукционной тигельной печи осуществляется под воздействием электромагнитного поля, создаваемого токами высокой частоты, в секциях индуктора, при этом величину высокочастотного тока в секциях индуктора периодически изменяют в определенной последовательности так, что электродинамическое давление, воздействующее на ванну жидкого металла, перемещается вдоль вертикальной оси тигля печи, создавая бегущую волну давления с заданной скоростью и вызывая направленное движение жидкого металла. Способ позволяет повысить эффективность индукционной плавки и обеспечить высокое качество выплавляемого металла за счет одноконтурного перемешивания металла по всему рабочему объему тигля при интенсивном нагреве металла токами высокой частоты на всех этапах плавки и технологической обработки металла. 2 ил.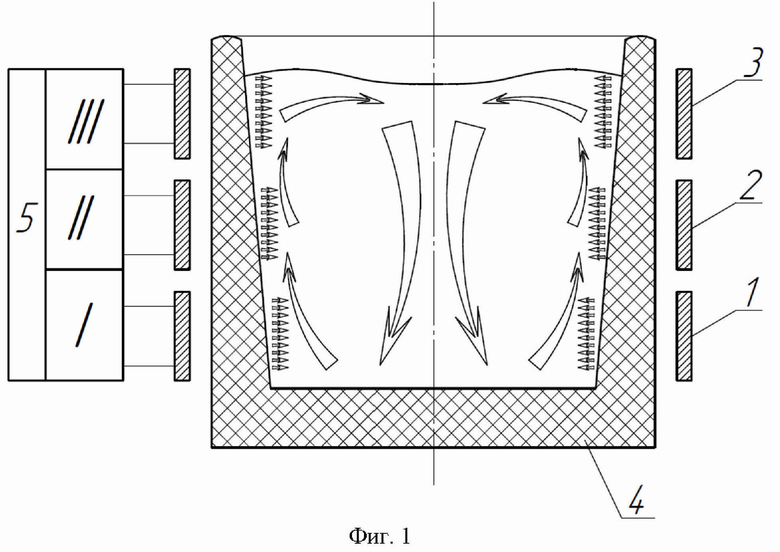
Способ электромагнитного перемешивания жидкого металла в индукционной тигельной печи, характеризующийся тем, что на этапе нагрева твердой шихты индуктор, разделенный на три секции, питают высокочастотным током по всем секциям, подключенным к энергоканалам источника электропитания, затем, после наполнения ванны жидким металлом, источник электропитания переводят в режим периодической подачи высокочастотного тока на различные секции индуктора, начиная с верхней секции и поочередно к нижней или начиная с нижней секции к верхней, создавая бегущую волну электромагнитного давления со скоростью, определяемой временем подачи высокочастотного тока в секции индуктора, при этом происходит перемещение зоны максимального электромагнитного давления вдоль оси тигля, что вызывает направленное движение жидкого металла, соответствующее очередности включения секций.
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2002 |
|
RU2231904C2 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2002 |
|
RU2231905C2 |
| Станок для заливки банок с консервами горячим маслом | 1949 |
|
SU83504A1 |
| ДВУХЧАСТОТНОЕ ДВУХКАСКАДНОЕ ОДНОФАЗНО-ТРЕХФАЗНОЕ ПРЕОБРАЗОВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА И ПЛАВКИ МЕТАЛЛОВ | 2009 |
|
RU2403688C1 |
| RU 203248 U1, 29.03.2021 | |||
| WO 2014174489 A1, 30.10.2014. | |||

