Изобретение относится преимущественно к металлургии и литейному производству, в частности к способам плавки литейных металлов и сплавов в электромагнитных индукционных тигельных печах, применяемых для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки.
Известен способ индукционной плавки, включающий заливку в ванну кольцевого канала первоначальной пусковой порции расплава и последующую загрузку кусковой шихты, воздействие на расплав и шихту замкнутым электрическим полем, создающим магнитный поток, создаваемый индуктором с витками, охватывающими один из четырех стержней вертикального изогнутого магнитопровода, для нагрева расплава и шихты индукционными токами и расплавления, проведение необходимых металлургических операций, заключающихся, например, в удалении нежелательных примесей и шлака, вводе легирующих компонентов, модифицировании, и слив части расплава из ванны канала. Способ реализуется посредством трансформаторной индукционной канальной печи, состоящей из скрепленных индуктора с витками, охватывающими один из четырех стержней вертикального магнитопровода О-образной формы, неподвижной емкости для расплава в виде горизонтального узкого кольцевого канала, выполненного в огнеупорной керамической футеровке и охватывающего индуктор, поворотного устройства для слива расплава (Егоров А.В. Электрические печи / А.В. Егоров, А.Ф. Моржин. - М.: Металлургия, 1975. - С.10).
Способ индукционной плавки имеет следующие основные недостатки:
- узкие технологические возможности, так как он, во-первых, не пригоден для непосредственного расплавления кусков шихты, а требует заливки расплава из другой печи иного вида в кольцевой канал, после чего в расплав загружают куски шихты. Это объясняется особенностями превращений энергии в такой печи. Проходящим по индуктору переменным электрическим током, возбужденным электродвижущей силой (э.д.с.) источника электроэнергии, создают переменный магнитный поток, который, проходя по магнитопроводу, намагничивает его и усиливается. При этом электрическая энергия превращается согласно закону полного тока по первому уравнению Максвелла в магнитную энергию. Магнитный поток создает в магнитопроводе вихревые токи Фуко, а вокруг каждого из стержней магнитопровода - переменное электрическое поле как в воздухе, так и в электропроводном короткозамкнутом кольце расплава. Это поле наводит в этом кольце э.д.с., под действием которой возникает электрический ток. При этом магнитная энергия превращается вновь в наведенную электрическую, которая согласно закону Джоуля-Ленца превращается в тепловую, нагревая расплав. Однако, несмотря на то что на электропроводные куски шихты также действует это же переменное электрическое поле, электрический ток в них не появляется, так как между кусками имеются неэлектропроводные воздушные зазоры и поэтому замкнутая электрическая цепь не образуется. Таким образом, в способе используют трансформаторный принцип превращения энергии: электрическая от э.д.с. источника - магнитная - электрическая в замкнутой цепи от наведенной э.д.с. - тепловая; во-вторых, увеличивает угар химических элементов сплава, так как часть его постоянно находится в расплавленном состоянии при высокой температуре, что не позволяет выплавлять сплавы, свойства которых резко изменяются в связи с небольшим отклонением от требуемого химического состава, например сталь;
- повышенные расходы по эксплуатации канальной печи при реализации способа, во-первых, из-за необходимости иметь еще одну печь другого вида для выплавки расплава из кусковой шихты и заливки его в кольцевой канал; во-вторых, из-за пониженной стойкости футеровки канала вследствие его эрозии или зарастания и частой трудоемкой его очистки или замены, сопровождаемой разборкой магнитопровода и съемом индуктора, особенно при выплавке высокотемпературных сплавов; в-третьих, из-за трудности перехода с выплавки одного вида сплава на другой из-за необходимости полного слива одного расплава из канала и заливки другого расплава, изменяя перед этим конструкцию и сечение канала и состав футеровки.
Наиболее близким к предложенному изобретению по технической сущности и достигаемому результату (прототипом) является способ индукционной тигельной плавки вертикальным магнитным потоком, включающий загрузку шихты в ванну тигля, воздействие на шихту вертикальным рабочим магнитным потоком для ее нагрева вихревыми индукционными токами и расплавления, проведение необходимых металлургических операций, заключающихся, например, в удалении нежелательных примесей и шлака, вводе легирующих компонентов, модифицировании, и слив расплава из ванны тигля. Воздействие на шихту осуществляют вертикальным магнитным потоком, создаваемым невысоким индуктором с витками, охватывающими цилиндрический тигель с ванной для расплава. Способ реализуется посредством индукторной тигельной печи из индуктора с витками, расположенными максимально близко к тиглю преимущественно в горизонтальной плоскости соосно с вертикальной осью ванны тигля и являются опорой для тигля. Проходящий по виткам индуктора переменный электрический ток, возбужденный э.д.с. источника электроэнергии, создает переменный магнитный поток. При этом электрическая энергия превращается в магнитную согласно закону полного тока по первому уравнению Максвелла. Магнитный поток действует на электропроводные куски шихты и в каждом из них индуцируется непосредственно переменное вихревое электрическое поле и э.д.с., а под действием этой э.д.с. - вихревые токи Фуко. При этом магнитная энергия превращается согласно закону электромагнитной индукции Фарадея по второму уравнению Максвелла вновь в электрическую энергию, которая согласно закону Джоуля-Ленца превращается в тепловую, нагревая расплав. Таким образом, способ основан на следующих принципах превращения энергии: электрическая от э.д.с. источника - магнитная - электрическая вихревых токов Фуко - тепловая (Фарбман С.А. Индукционные печи для плавки металлов и сплавов / С.А.Фарбман, И.Ф. Колобнев. - М.: Металлургия, 1968. - С.27).
Описанный способ индукционной тигельной плавки вертикальным магнитным потоком имеет узкие технологические возможности, обусловленные следующими причинами:
- повышенным браком отливок по неметаллическим включениям - воздушным раковинам, частицам плены, футеровки, шлака, обусловленным особенностями магнитного поля, создаваемого невысоким индуктором, которое является очень неоднородным и имеет близкую к тороидальной форму с разным направлением вектора индукции относительно центра индуктора и неравномерное распределение величины индукции в его рабочей полости, а именно: по высоте - у торцов она почти в два раза меньше, чем в средине; по сечению - у витков она заметно больше, чем в центре. Это приводит к появлению значительных разнонаправленных градиентов индукции и электромагнитных сил в расплаве и его интенсивному перемешиванию в разных направлениях, что является причиной повышенного износа стенок тигля и замешивания в расплав продуктов износа, воздуха и шлака, особенно с уменьшением частоты поля;
- повышенной энергоемкостью процесса плавки, обусловленной очень низкими значениями полезного использования магнитного потока, около 40%, и естественного коэффициента мощности cos φ - от 0,03 до 0,10, так как из-за необходимости размещения стенок тигля ближе к виткам индуктора часть рабочего магнитного потока с наибольшим значением индукции не используется, поскольку проходит по неэлектропроводным стенкам тигля, а не по шихте или расплаву. Кроме того, помимо рабочего магнитного потока индуктором создают и магнитный поток рассеяния такой же величины, не участвующий в нагреве шихты и расплава, а поворот всей тяжелой и громоздкой печи также повышает расход энергии, габариты и стоимость индукторной тигельной печи в связи с высокой стоимостью устройства для слива расплава.
- отсутствием экологической безопасности, так как обширный магнитный поток рассеяния вредит здоровью работников и вызывает нагрев электропроводных частей каркаса индукторной тигельной печи;
- пониженной защищенностью и надежностью работы индукторной тигельной печи, реализующей способ, вследствие вытекания расплава на индуктор при образовании щелей в тигле из-за близкого расположения тигля к индуктору, что приводит к дополнительному повышению энергоемкости процесса плавки ввиду повышенных расходов на обеспечение безаварийной работы печи.
Задачей, решаемой изобретением, является расширение технологических возможностей способа индукционной тигельной плавки путем снижения потерь от износа тигля и брака отливок по неметаллическим включениям, энергоемкости процесса плавки, повышения защищенности и надежности устройства, реализующего способ.
Поставленная задача решается тем, что в способе плавки металлов и сплавов в электромагнитной индукционной тигельной печи, включающем загрузку шихты в ванну тигля, воздействие на шихту рабочим магнитным потоком для ее нагрева индукционными токами и расплавления, слив расплава из ванны тигля, согласно изобретению воздействие на шихту осуществляют по меньшей мере с двух боковых противоположных сторон тигля внешним горизонтальным магнитным потоком, создаваемым индуктором с витками, охватывающими горизонтальную часть изогнутого магнитопровода с двумя вертикальными полюсами.
Снижение потерь от износа тигля и брака отливок по неметаллическим включениям, например, воздушным раковинам, частицам плены, футеровки, шлака, обусловлено воздействием на шихту внешним горизонтальным магнитным потоком, что позволяет получить близкое к плоскопараллельному магнитное поле с однонаправленным вектором индукции и, следовательно, исключает интенсивное перемешивание расплава горизонтальным магнитным потоком, износ стенок тигля и замешивание в расплав продуктов его износа, воздуха и шлака.
Снижение энергоемкости процесса плавки, повышение надежности индукторной тигельной печи, реализующей предложенный способ, обусловлены охватом витками индуктора горизонтальной части магнитопровода, а не тигля, что позволяет увеличить значение индукции рабочего магнитного поля до 500-1000 и более раз, снизить поток рассеяния и расход энергии, а также повысить надежность работы индуктора.
Повышение защищенности и надежности работы индукторной тигельной печи, реализующей способ, обусловлены воздействием на шихту рабочим магнитным потоком по меньшей мере с двух противоположных боковых сторон тигля, а не со всех его сторон,
что является минимальным условием нахождения всего объема шихты во внешнем магнитном потоке.
Изогнутость магнитопровода позволяет направить магнитный поток к тиглю, а использование магнитопровода с двумя вертикальными полюсами является условием обеспечения горизонтальности и плоскопараллельности магнитного потока, создаваемого индуктором.
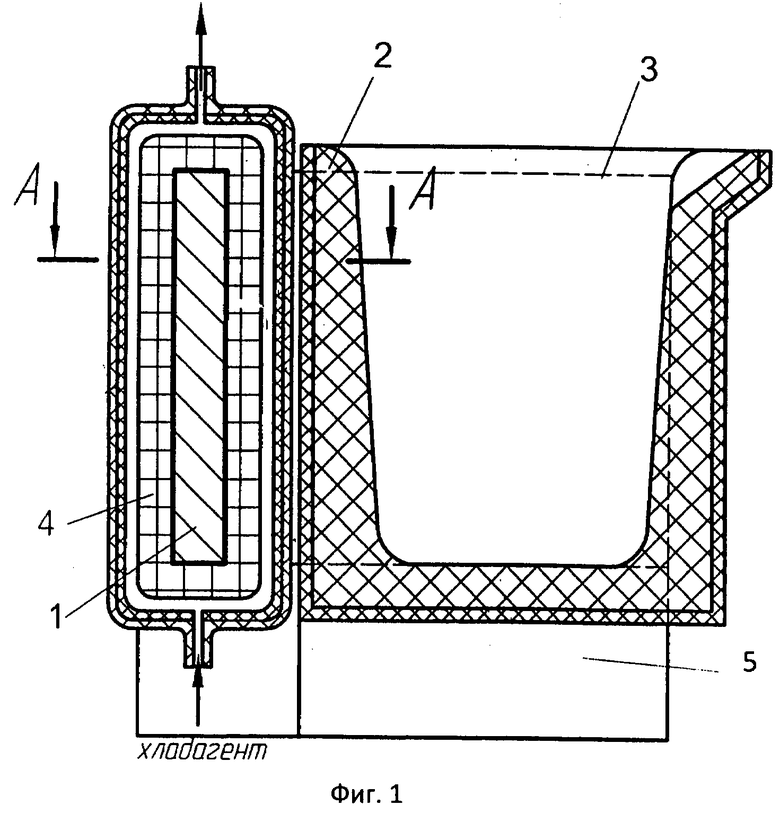
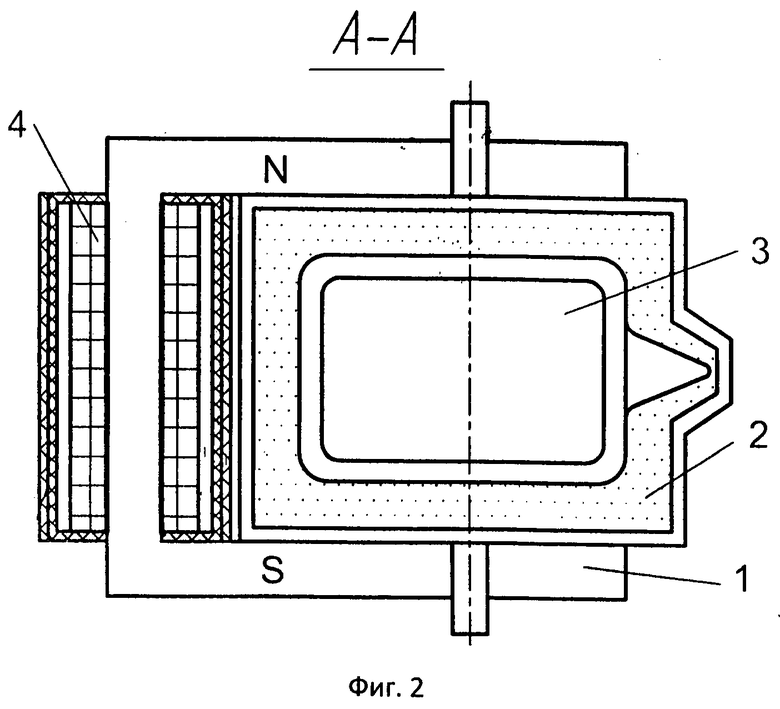
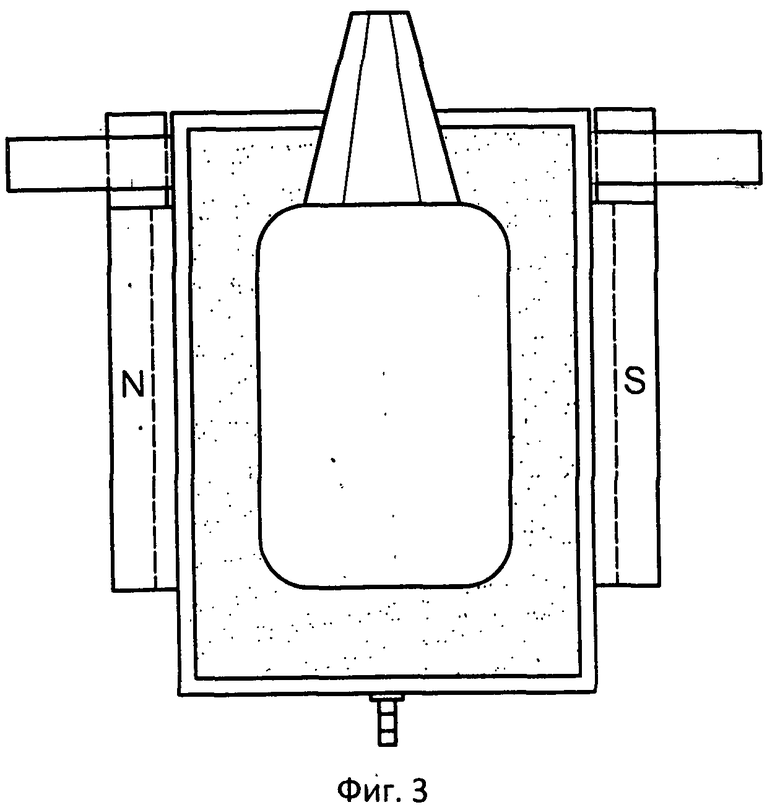
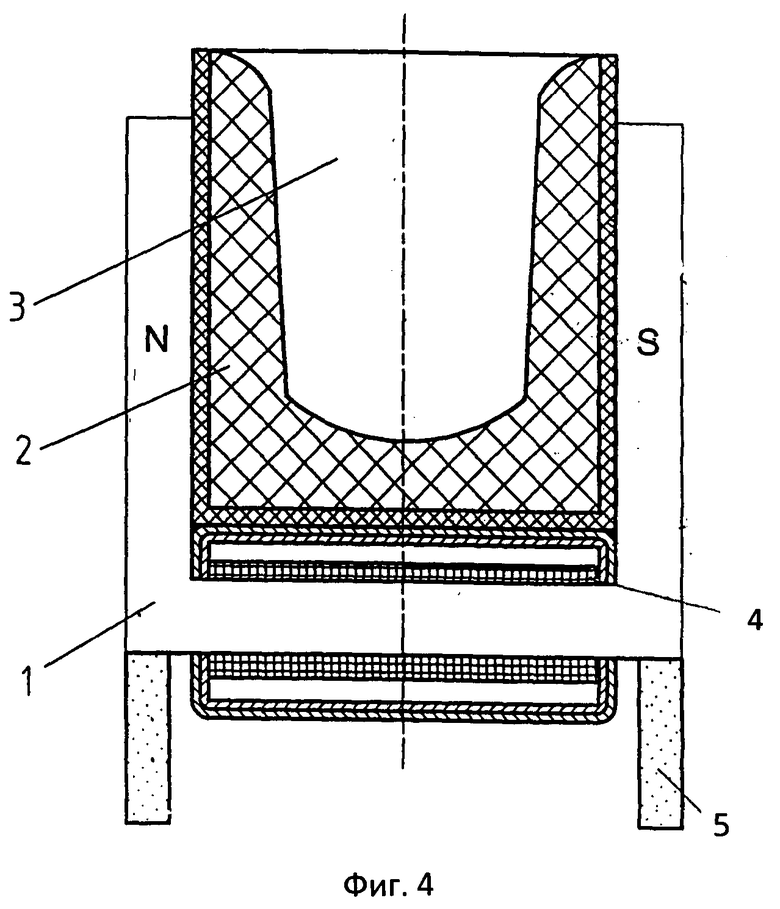
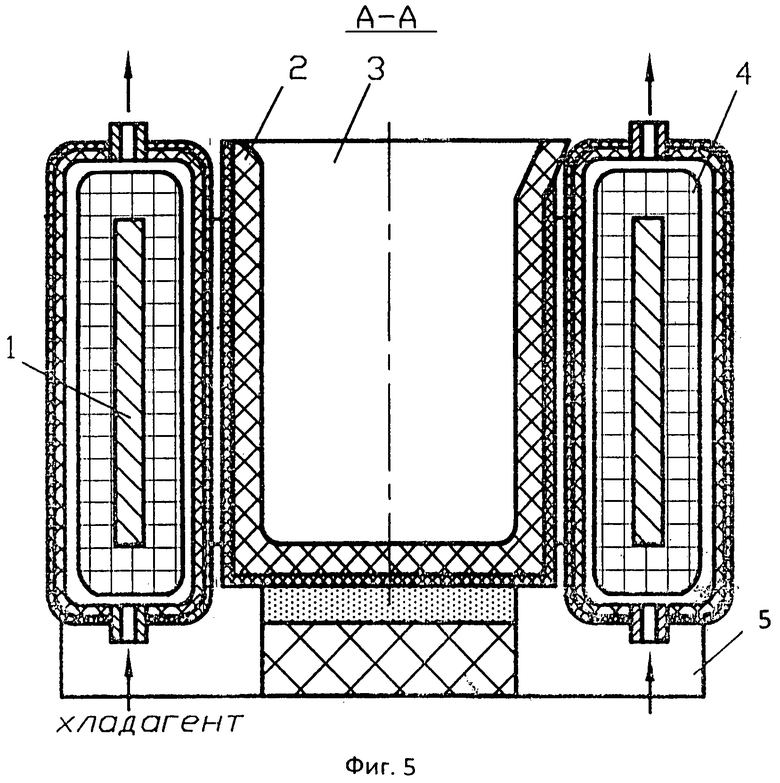
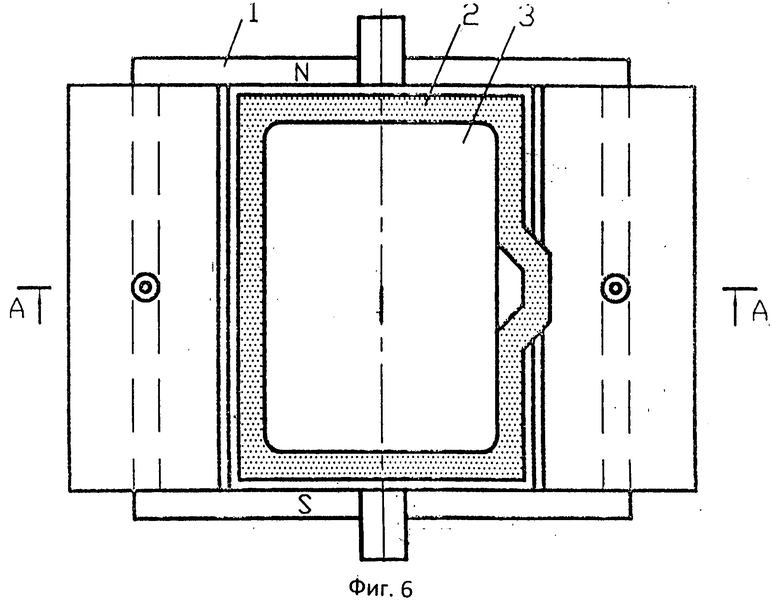
Изобретение поясняется чертежами, где на фиг.1 показана схема реализации способа индукционной тигельной плавки горизонтальным магнитным потоком при использовании электромагнитного намагничивающего устройства с изогнутым магнитопроводом С-образной формы и одним индуктором, продольный разрез; на фиг.2 - то же, что на фиг.1, вид сверху с разрезом А - А фиг.1; на фиг.3 показана схема реализации способа при использовании электромагнитного намагничивающего устройства с изогнутым магнитопроводом U-образной формы и одним индуктором, вид сверху; на фиг.4 - то же, что на фиг.3, продольный разрез; на фиг.5 показана схема реализации способа при использовании электромагнитного намагничивающего устройства с изогнутым магнитопроводом О-образной формы и двумя индукторами, продольный разрез; на фиг.6 - то же, что на фиг.5, вид сверху.
Предложенный способ индукционной тигельной плавки горизонтальным магнитным потоком реализуется при использовании электромагнитного намагничивающего устройства, содержащего изогнутый магнитопровод 1 U-образной формы (фиг.1, 2), или С-образной формы (фиг.3,4), или О-образной формы (фиг.5, 6) с вертикальными полюсами N и S, которое подводит горизонтальный магнитный поток к тиглю 2 с ванной 3 для шихты и расплава. Между полюсами N и S размещен индуктор 4 (фиг.1-4) или два одинаковых индуктора 4 (фиг.5, 6). Намагничивающее устройство с магнитопроводом 1 О-образной формы имеет два одинаковых индуктора 4, подключенных электрически встречно. Индуктор 4 или индукторы 4 связаны с источникам подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов (не показаны). Между полюсами расположен тигель 2 с ванной 3. Тигель 2 и ванна 3 могут иметь форму цилиндра или параллелепипеда, то есть быть в плане с конфигурацией круга, квадрата или прямоугольника. Конфигурация прямоугольника по сравнению с цилиндрической повышает полезное использование магнитного потока, создаваемого индуктором. Горизонтальный размер ванны 3 - длина вдоль полюса - предпочтительно выполнять по возможности не менее соответствующего размера полюса. Высоту ванны 3 предпочтительно выполнять также не менее верхнего уровня магнитопровода 1. Это также способствует более полному использованию магнитного потока. Электромагнитное намагничивающее устройство устанавливается на основание 5, на которое может быть установлен и тигель 2.
Способ индукционной тигельной плавки горизонтальным магнитным потоком осуществляют следующим образом.
В ванну 3 тигля 2 загружают электропроводные компоненты шихты до верхнего уровня тигля 4 или немного выше. Тигель 2 с шихтой размещают между полюсами N и S изогнутого магнитопровода 1 в его межполюсном рабочем пространстве. Затем осуществляют воздействие на шихту рабочим горизонтальным магнитным потоком для ее нагрева индукционными токами и расплавления. Для этого подключают индуктор 4 к источникам подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов.
Воздействие на шихту горизонтальным магнитным потоком, создаваемым индуктором 4 с витками, охватывающими горизонтальную часть изогнутого магнитопровода 1 с двумя вертикальными полюсами, осуществляют по меньшей мере с двух противоположных боковых сторон тигля 2.
Таким образом, при прохождении переменного электрического тока по индуктору 4 создается электромагнитное поле, намагничивающее магнитопровод 1. При этом осуществляют создание усиленного и горизонтально направленного магнитного потока, поскольку магнитопроводом 1 увеличивается значение индукции электромагнитного поля до 500 - 1000 и более раз и последнее получает направленность в межполюсное рабочее пространство U-, С- или O-образного магнитопровода 1 в виде горизонтального магнитного потока. Степень увеличения индукции зависит в основном от магнитной проницаемости материала магнитопровода 1, величины индукции поля, создаваемого индуктором 4, его частоты и расстояния между полюсами N и S. При увеличении проницаемости и индукции эта степень повышается, а с увеличением частоты и расстояния между полюсами - понижается.
Превращения энергии в этом способе идентичны прототипу. Вихревые токи наводятся и в магнитопроводе 1. Однако для их уменьшения вплоть до нуля магнитопровод 1 набирают из тонких пластин электротехнической стали. Таким образом, в прототипе и предложенном техническом решении на куски шихты действует сначала магнитный поток, который наводит в них электрические вихревые токи.
Границы рабочего магнитного потока определяют высотой и шириной (длиной) полюсов N и S. За их пределами распространяется магнитный поток рассеяния. Для его полезного использования и значительного уменьшения распространения за пределами магнитопровода 1 целесообразно равенство или некоторое превышение соответствующих размеров ванны 3 над указанными размерами полюса. Особенно это заметно при использовании ферромагнитной шихты. До загрузки шихты в ванну 3 рабочее электромагнитное поле является практически плоскопараллельным и неоднородным. Величина индукции возле полюсов больше, чем в средине расстояния между полюсами. По поверхности полюсов она практически одинакова. При загруженной шихте, особенно ферромагнитной, возможно небольшое нарушение плоскопараллельности и неоднородности. После ее расплавления указанные свойства практически восстанавливаются. Это существенно уменьшает интенсивность перемешивания расплава, износ футеровки тигля и замешивание в расплав неметаллических включений - воздушных раковин, частиц плены, футеровки, шлака. Поэтому снижается брак отливок по неметаллическим включениям.
Магнитная составляющая электромагнитного поля наводит в электропроводных компонентах шихты индукционные вихревые токи, которые нагревают их до расплавления. Первыми расплавляются компоненты, расположенные в средней по высоте части ванны и ближе к ее днищу, так как от них затруднен теплоотвод. Поэтому возможно применение принудительного осаживания шихты. После полного расплавления шихты проводят необходимые металлургические операции, зависящие от вида и марки сплава, заключающиеся, например, в удалении нежелательных примесей и шлака, вводе легирующих компонентов, модифицировании, и индуктор отключают от источника электрического питания. Возможны также доведение расплава до необходимых свойств и выдержка его для порционной разливки известным способом. Затем производят слив расплава из тигля 2.
По сравнению с прототипом предложенное решение позволяет расширить технологические возможности способа индукционной плавки путем использования нижеперечисленных преимуществ:
- снижение потерь от износа тигля и брака отливок по неметаллическим включениям из-за уменьшения интенсивности перемешивания расплава горизонтальным магнитным потоком;
- уменьшение энергоемкости процесса плавки за счет усиления магнитопроводом магнитного потока индуктора, более полного использования усиленного магнитопроводом магнитного потока в качестве рабочего и уменьшения потока рассеяния;
- повышение защищенности и надежности работы устройства, реализующего способ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| МНОГОФАЗНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2333439C2 |
| ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ С НАГРЕВОМ ДВУМЯ ЭЛЕКТРОМАГНИТНЫМИ ИНДУКТОРАМИ, СНАБЖЕННАЯ УСТРОЙСТВОМ, ОБРАЗУЮЩИМ КОНЦЕНТРАТОР МАГНИТНОГО ПОТОКА, ПРИМЕНЕНИЕ ПЕЧИ ДЛЯ ПЛАВКИ ХАРАКТЕРНОЙ ДЛЯ КОРИУМА СМЕСИ МЕТАЛЛА(ОВ) И ОКСИДА(ОВ) | 2016 |
|
RU2717123C2 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| Индукционная тигельная электропечь с замкнутым магнитопроводом | 2023 |
|
RU2826919C1 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
Изобретение относится к металлургии и литейному производству, в частности, к способам плавки литейных металлов и сплавов в электромагнитных индукционных тигельных печах. В способе осуществляют загрузку шихты в тигель, воздействие на шихту рабочим магнитным потоком для ее нагрева вихревыми индукционными токами и расплавления, слив расплава из тигля. Воздействие на шихту осуществляют по меньшей мере с двух противоположных боковых сторон тигля горизонтальным магнитным потоком, создаваемым индуктором с витками, охватывающими горизонтальную часть изогнутого магнитопровода с двумя вертикальными полюсами. Изобретение позволяет снизить потери от износа тигля и брака отливок по неметаллическим включениям и энергоемкости процесса плавки, а также повысить защищенность и надежность индукционной тигельной печи. 6 ил.
Способ плавки металлов и сплавов в электромагнитной индукционной тигельной печи, включающий загрузку шихты в тигель, расплавление шихты воздействием рабочего магнитного потока и нагревом вихревыми индукционными токами, отличающийся тем, что воздействие на шихту осуществляют по меньшей мере с двух противоположных боковых сторон тигля горизонтальным магнитным потоком, при этом используют индуктор с витками, охватывающими горизонтальную часть изогнутого магнитопровода с двумя вертикальными полюсами.
| Способ восстановления упругости пружины | 1982 |
|
SU1055574A1 |
| Устройство для восстановления упругости пружин | 1988 |
|
SU1547929A1 |
| Устройство для восстановления упругости пружин | 1982 |
|
SU1038030A1 |
| Способ отпуска пружин | 1990 |
|
SU1812229A1 |
| Способ отпуска пружин из среднеуглеродистых сталей | 1984 |
|
SU1186659A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ПРОВЕДЕНИЯ УЧЕБНЫХ ЗАНЯТИЙ ПО ТЕРМОДИНАМИКЕ | 2005 |
|
RU2300811C1 |

