Изобретение относится к области производства строительных и теплоизоляционных материалов, в частности к процессам получения волокнистых утеплителей из расплавов горных пород, промышленных и бытовых стеклоотходов, и может найти применение преимущественно в частном предпринимательстве.
Известен способ плавления металла под мелкосерийное литье в индукционных печах с частотой 2400 Гц. Этот способ относится к экологически чистым процессам нагрева, осуществляемым за счет рассеивания мощности электромагнитного поля в токопроводящей шихте - металле.
Устройство, в котором реализуется известный способ, состоит из немагнитного корпуса, в котором закреплен керамический жаростойкий тигель, вокруг тигля коаксиально стенкам установлен многовитковый индуктор из медной трубки, соединенный с высокочастотными конденсаторами и генератором электромагнитных колебаний. Плавильные печи этого типа оснащены глуходонными тиглями и представляют собой конструкцию с опрокидной ванной, со сливом расплава через край. Эти печи рассчитаны на разовые плавки с технологически завершенными циклами, с перезарядкой ванны при отключенном электропитании /1/.
Недостатками известных технических решений являются - невозможность сквозного проплава шихты с непрерывной загрузкой и выдачей расплава, а также непригодность для плавления неметаллов, в частности силикатов.
Известны также способ и устройство для плавления цветных металлов, плавка которых (из-за малого удельного сопротивления) в керамических тиглях с индукционным нагревом, по аналогии с черными металлами, энергетически невыгодна. Для увеличения электрического КПД плавки цветных металлов в описанном выше аналоге взамен керамического тигля применен графитовый тигель. Если толщина стенки тигля достаточно велика, то большая часть энергии электромагнитного поля выделяется не в шихте, а в графитовом тигле /1/. Тепло расплавленному металлу передается от стенок тигля главным образом теплопроводностью. Таким образом, графитовый тигель в процессе плавления цветных металлов выполняет роль нагревателя или теплообменного тела, при контакте с которым способны плавиться не только проводящие, но и непроводящие электричества материалы, например, стекла и силикаты из числа горных пород.
Графит, помещенный в электромагнитное поле с достаточно высокой частотой, можно нагреть до 2000oC и выше. Однако недостатком графитовых нагревателей является их быстрая окисляемость в открытой среде после 600oC.
Как показывают опытные плавки, плавление силикатов в графитовом открытом тигле проходит очень бурно, с обильным выделением газов и выбросами расплава, что объясняется высокой восстановительной активностью углерода при высоких температурах и накоплением в плавильной полости окиси углерода до взрывообразующих концентраций.
Наиболее близким к предлагаемому изобретению прототипом по технической сути и достигаемому результату является способ варки стекла в теплообменном стальном тигле путем контакта пихты с нагретыми стенками - по аналогии с плавлением цветных металлов в графитовом тигле. Предварительный развар стекломассы проводят в открытом тигле, а окончательную высокотемпературную доводку - атмосфере инертного газа. Процесс стекловарения - периодический, длительность одного цикла занимает от 7 до 10 часов. Выдача расплава осуществляется с опорожнением всей ванны через донное отверстие. Максимальная температура нагрева печи - 1450oC.
Устройство для осуществления этого способа - индукционная плавильная печь, содержит стальной тигель со сферическим днищем, в центре которого выполнено сливное отверстие, вокруг тигля соосно с ним установлен многовитковый цилиндрический индуктор, нижние витки индуктора расположены эквидистантно днищу тигля. Пространство между тиглем и индуктором заполнено теплоизоляционным материалом, сливное отверстие переходит в выпускной канал, вокруг которого установлен вспомогательный индуктор, служащий для расплавления шлаковой пробки, образованной при выпуске расплава от предыдущей плавки, пространство между индуктором и каналом также заполнено тепловой изоляцией. Полезная емкость тигля 50 литров, диаметр 360 мм, диаметр сливного отверстия 28 мм, внутренний диаметр цилиндрической части тигля 420 мм, диаметр дополнительного индуктора на уровне сливного отверстия - 250 мм. Электропитание основного и дополнительного индукторов осуществляется от индивидуальных источников питания с частотой 2400 Гц, мощностью, соответственно, 100 и 50 кВт /2/.
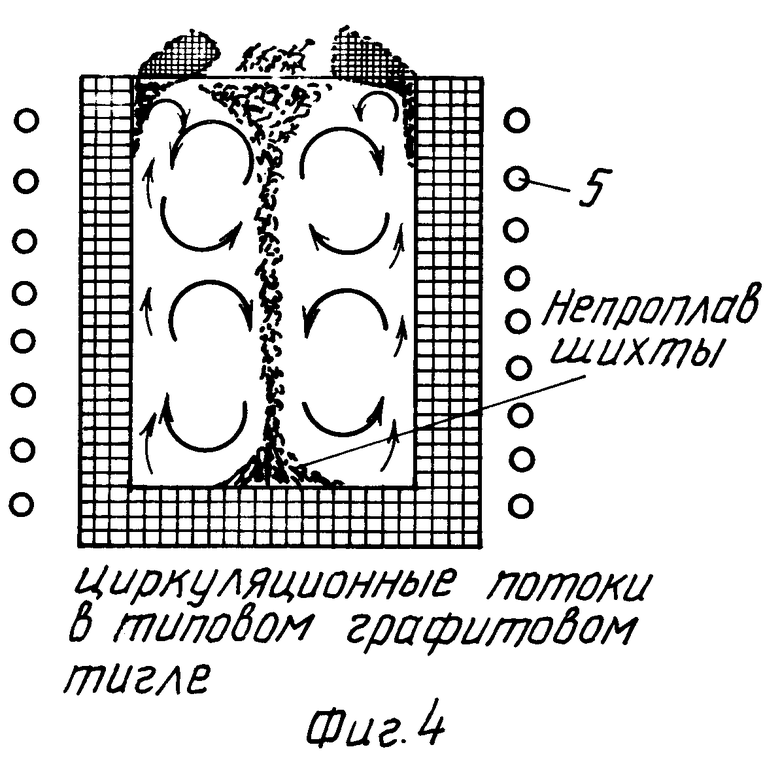
Общим недостатком, присущим всем рассмотренным типам тигельных индукционных печей, является их неприспособленность к работе в режиме непрерывной выдачи расплава. Другим серьезным недостатком, связанным с особенностью индукционного нагрева, является наличие в жидкой ванне мощных электродинамических возмущений и конвективной вертикально замкнутой циркуляции с образованием по оси тигля гидравлической воронки, которая увлекает загружаемую шихту на дно, препятствуя тем самым донной выдаче до полного проплава всего объема ванны. И, наконец, необходимо упомянуть еще об одном недостатке - о совмещении местоположения зоны охлаждения индуктора и зоны интенсивного нагрева тигля, что в равной степени снижает эффективность охлаждения индуктора и эффективность нагрева тигля.
Технической задачей предлагаемого изобретения является плавление силикатной шихты в индукционной печи с проводящим теплообменным тиглем в сбалансированном процессе загрузки шихты и непрерывной выдачи расплава.
Поставленная задача решается тем, что в способе получения силикатного расплава путем контакта шихты с теплообменным тиглем, нагреваемым в индукционном электромагнитном поле, выдачи расплава, нагрев теплообменного тигля осуществляется в диапазоне частот 1 - 66,0 кГц, причем расплав по мере образования непрерывно подают через дренажные каналы на выработку в виде струи с расчетным дебитом.
В устройстве для осуществления предлагаемого способа получения силикатного расплава, содержащем индукционную печь, состоящую из немагнитного корпуса, плавильной ванны в виде электропроводного жаростойкого тигля с донной фильерой для выдачи расплава, медного охватывающего тигель индуктора, подключенного к источнику электропитания, шихтового бункера с дозатором загрузки, плавильная ванна размещена между индуктором и тиглем в виде кольцевой полости, у которой стенками по внешней и внутренней образующим являются водоохлаждаемый индуктор и нагреваемый электромагнитным полем тигель, причем в стенке тигля выполнены дренажные каналы для подачи расплава внутрь к выработочной фильере. Большой и малый диаметры кольцевой полости соотносятся между собой как Д/д: 1,45 - 6,0. При этом тигель со стороны загрузки шихты по крайней мере на четверть своей высоты выполнен монолитным и разъемным с полой частью, а полая часть тигля и его днище выполнены разъемными с уплотненным сопряжением. Согласно изобретению тигель выполнен из смеси графита и карбида кремния при соотношении компонентов, %: 10 - 90...90 - 10. Кроме того, бункер для шихты с внутренней стороны зафутерован огнеупором, снабжен газовой горелкой и дымоотводом.
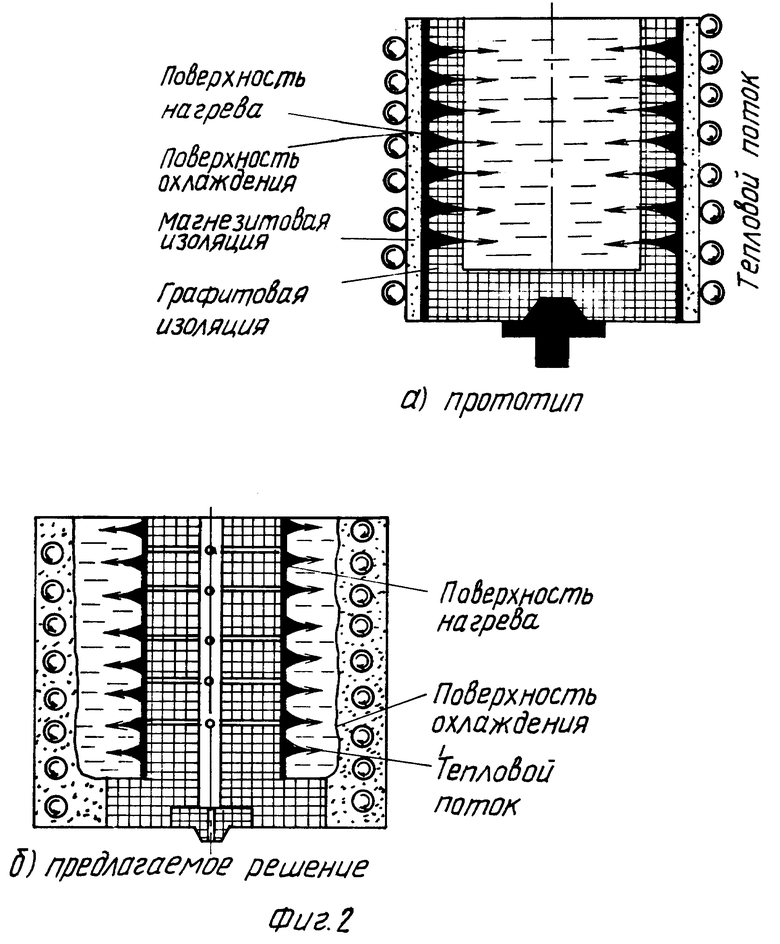
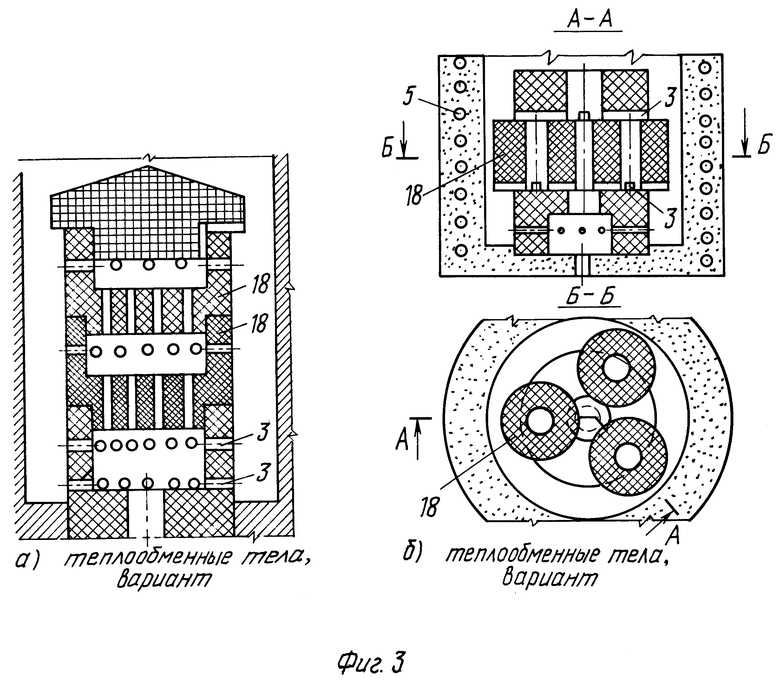
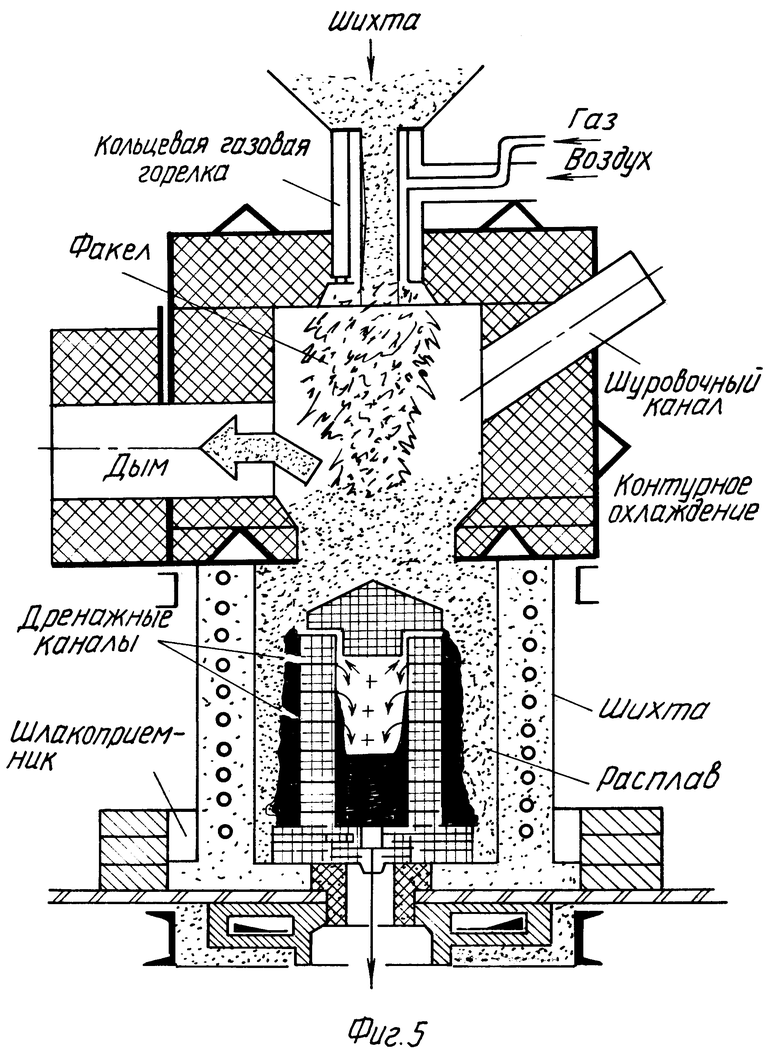
На фиг. 1 схематично изображен общий вид предлагаемого устройства; на фиг. 2 - дана иллюстрация тепловых потоков от греющей поверхности тигля к шихте: а) - в прототипе, б) - в предлагаемом устройстве; на фиг. 3 - приведены варианты теплообменных тел при тонкостенном тигле; на фиг. 4 - изображенs схемы конвективных и электродинамических потоков стекломассы в глуходонном тигле; на фиг. 5 - технологический процесс по предлагаемому способу получения силикатного расплава.
Устройство, показанное на фиг. 1, содержит корпус 1, изготовленный из немагнитных материалов, например из силумина или немагнитной стали, теплообменный 2 тигель, выполненный из композиционных материалов па основе углерода и карбида кремния, других проводящих материалов, в том числе металлокерамики, молибдена, вольфрама и др. в различных сочетаниях и комбинациях, дренажные с малым проходным сечением 3 каналы, выполненные в стенке тигля 2, выработочную донную фильеру 4 с расчетным диаметром на требуемую производительность, многовитковый водоохлаждаемый медный индуктор 5, тепловую жаростойкую изоляцию индуктора 6, кольцевую размещенную между индуктором 5 и тиглем 2 плавильную 7 ванну, водяной размещенный под тиглем 2 холодильник 8, аварийный 9 шлакоприемник с ограждающим 10 бортом, металлический бункер 11, футерованный огнеупором 12 и снабженный газовой 13 горелкой и дымоотводным 14 каналом. Кроме того, как варианты исполнены, в состав устройства входят теплообменные 15 тела, монолитные, полые, составные, фасонные различной геометрии, сочетания и вариантов расположения в плавильной ванне для увеличения мощности нагрева.
Осуществление предлагаемого способа может быть пояснено на следующем примере. Шихту, например, отходы стеклопроизводства с усредненным хим. составом, %: SiO2 69,0; Al2O3 - 2,0; CaO - 7,0; MgO - 3,8; Ca2O - 18,0; Fe2O3 - 0,2 дробят с отсевом до крупности не более 2 мм и загружают в индукционную с теплообменным тиглем печь. После загрузки печь включают и начинают разогрев тигля на частоте 2400 Гц. При достижении температуры 1380 - 1400oC шихта, контактирующая со стенкой тигля начинает плавиться, достигает жидкотекучести и через дренажные каналы и донную фильеру выдается на переработку в виде открытопадающей струи. Проходное сечение фильеры рассчитывается с учетом требуемой производительности и скорости плавления шихты. Шихта в предлагаемом техническом решении контактирует не с внутренней (как в прототипе), а с внешней наиболее перегретой стенкой тигля. Нерасплавившиеся частицы шихты отфильтровываются дренажными каналами при перетоке расплава внутрь тигля.
Индукционный нагрев проводящих тел происходит с поверхности, обращенной навстречу электромагнитной волне, что является специфической особенностью этого вида нагрева, имеющего название явления "поверхностного эффекта". Проявление "поверхностного эффекта" настолько локально и мощно, что позволяет оплавить металлическую холодную в целом деталь. Расчеты показали, что при индукционном нагреве в поверхностном слое выделяется до 86,5% всей энергии, которую несет электромагнитная волна /3/.
Наиболее ощутимо проявление поверхностного эффекта при нагреве теплообменного тела, теплопроводность которого значительно ниже, чем у металла, в частности графита. При нагреве графитового тигля происходит замедленный отвод тепла от нагреваемой внешней стенки - к внутренней, и далее к шихте, нагрев ведется с малым КПД. Для улучшения энергетики нагрева, загрузку шихты в предлагаемом изобретении осуществляют не в полость тигля, как в типовых стандартных печах, а по внешней стороне тигля в зону максимального тепловыделения. Такая технологическая и конструктивная коррекция типового решения существенно повышает термический КПД плавления. При этом разводятся зоны "антогонисты": нагрева-охлаждения тигля и индуктора. В прототипе, как уже отмечалось, обе зоны совмещены в узком промежутке.
Индукционная тигельная печь для плавления силикатов, выполненная в соответствии с предложенным техническим решением - менее энергоемка, обладает меньшей тепловой инерцией. Предлагаемый вариант при холодном старте выходит на рабочий режим с выдачей расплава за 30 - 45 мин. В предлагаемом устройстве тигель полностью закрыт стекломассой от окисления, срок службы тигля существенно увеличен. Однако главное преимущество предложенного решения - способность печи к плавке силикатной шихты с непрерывной устойчивой выдачей расплава.
При изготовлении плавильного тигля в состав графитовой массы введен карбид кремния, при соотношениях компонентов C/SiC в пределах, соответственно, %: 10-90. . .90-10, что позволяет снизить реакционную способность углерода, сохраняя при этом его уникальную конструкционную стойкость при высоких температурах. Тигель может быть изготовлен как из порошковых композиций, так и из смеси порошка и углеродных волокон, а также в виде готовых изделий, вытачиваемых на токарном станке из электродов к дуговым печам с последующим силицированием в парах кремния.
Величины соотношений углерода и кремния при изготовлении тигля или его составных элементов выбирают с учетом конкретного химического состава проплавляемой шихты. Для плавки горных пород, содержащих до 20% окислов железа, содержание карбида кремния должно быть максимальным; для плавления безжелезистых стекол - может быть использован чистый малозольный графит.
Проведенными исследованиями был установлен диапазон частот электромагнитного поля, наиболее эффективный в нагреве графитовых и графито-карбидкремниевых теплообменных тел, который определен в пределах 1,0 - 66,0 кГц. При этом было установлено, что за нижним пределом диапазона (1 кГц) время нагрева графитового тигля увеличивается более, чем в два раза, а максимально достижимая температура расплава не превышает 1200oC. Оптимальными частотами следует считать 2400 - 4000 Гц. Более высокие частоты для промышленного использования усложняют и удорожают эксплуатацию. При этом было отмечено, что на частоте 66,0 кГц происходит прямой разогрев стекломассы вихревыми токами. По-видимому, частота 66,0 кГц является пороговой. При частотах выше 66,0 кГц кольцевая ванна, заполненная расплавом, сама становится способной поглощать и рассеивать энергию электромагнитных волн, блокируя нагрев тигля.
По п. 3. Большой и малый диаметры кольцевой ванны соотносятся между собой (Д/д) в интервале 1,45 - 6,0.
При Д/д менее 1,45:
недопустимо малый зазор между индуктором и нагреваемым теплообменным тиглем. Затруднена загрузка ванны шихтой. Снижается стабильность плавления и выдача расплава. Перегревается расплав. Интенсивный размыв футеровки тигля (наружной стенки ванны).
При Д/д более 6,0:
индуктор слишком удаляется от объекта нагрева. Недостаточный захват электромагнитным полем стенок тигля. Снижается скорость плавления и температура расплава.
Результаты проведенных исследований показали, что для горных пород, содержащих в своем составе большое количество плавней, способствующих высокой жидкотекучести, оптимальным считается размер кольцевой ванны с Д/д 1,8 - 2,0. Для стеклобоя - 2,5 - 4,5
По п. 4. Тигель со стороны загрузки по крайней мере на четверть своей высоты выполнен монолитным и разъемным с полой частью.
Этим техническим решением решаются две задачи:
1) упрощается изготовление тигля; исключается попадание шихты в полость;
2) увеличивается срок службы, в частности за счет изготовления монолитной части из атмосферостойких углеродосодержащих композитов, причем верхняя часть тигля может быть заменена по мере износа без расхолаживания тигля.
По п.5. Полая часть тигля и его днище выполнены раздельными, с уплотненным сопряжением.
В этом пункте решаются задачи во много сходные с п. 4.
По п. 6. Теплообменные тела выполнены из смеси графита и карбида кремния.
Смысл этого пункта подробно разъяснен выше. Однако целесообразно к вышесказанному добавить ссылку на патент РФ N 2058964, кл. C 04 B 35/52, C 04 B 35/80, опубл. 1996, 04.27. Способ получения композиционного материала на основе углеродного волокна и карбида кремния.
Сущность изобретения: углеродную заготовку для последующего силицирования изготавливают из двух слоев: основной слой содержит углеродные волокна с пониженной реакционной способностью к кремнию, а поверхностный слой - с предельно высокой. Способ обеспечивает за счет поверхностного карбидкремниевого слоя повышение окислительной стойкости всего материала при высоких температурах в 100 раз.
По п. 7. Бункер для шихты с внутренней стороны зафутерован огнеупором, снабжен газовой горелкой и дымоотводом.
Совмещенное вертикальное положение печи и бункера загрузки выполнено с целью максимального использования конвективного тепла плавильной ванны для подсушки и предварительного подогрева шихты, что существенно сокращает время плавления. Газовая горелка дает возможность декарбонизировать шихту перед загрузкой и сделать процесс плавления более спокойным, снизить ценообразование и зашлаковывание в загрузочном проеме.
В основе предложенного способа контактного плавления силикатной шихты лежит весьма эффективный с точки зрения теплообмена вид плавления, известный как "плавление в тонком слое", в котором максимально использована основная составляющая нагрева - лучистое тепло. При "кучевой" загрузке отношение внешней поверхности введенной пихты к поверхности массы, т.е. к сумме поверхностей всех частиц шихты, ничтожно мало. Поэтому ни с точки зрения тепловой, ни с точки зрения физико-химической, объемная загрузка или плавление в "кучах" не оправдывает себя.
Исследования показывают, что две равные по весу порции шихты, но одна сформированная "кучей", а другая - распределенная по нагретой поверхности тонким слоем, достигают температуру жидкотекучего состояния соответственно за полтора часа, а другая - за минуту с небольшим /4/.
Таким образом предлагаемое изобретение позволит существенно интенсифицировать процесс плавления и получения силикатного расплава при более высоком удельном его съеме, сократить время вынужденных простоев печи, связанных с выводкой на рабочий режим и расхолаживанием при остановках. Чрезвычайно высокое тепловое напряжение плавильной ванны позволяет плавить все без исключения горные породы, промышленные и бытовые стеклоотходы, в том числе и тугоплавкие, при донной выдаче расплава в виде непрерывной струи с регулируемым дебитом.
Источники информации
1. Кн. Индукционные плавильные печи. А.М. Вайнберг. Изд. "Энергия", М 1967 г., с. 154-217.
2. Авт. свид. СССР N 1454782, C 03 B 5/027, публ. 30.01.89 г., бюл. N 4.
3. Кн. Индукционная плавка окислов. Ю.Б. Петров. Изд. Энергоатомиздат, Л., 1983 г., с.12 и др.
4. Кн. Технология стекла. Изд-во литературы по строительству. М., 1967 г., с. 105, 449 и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАРБИДА КАЛЬЦИЯ | 1991 |
|
RU2015104C1 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2664073C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ИЗ СТЕКЛООБРАЗУЮЩЕГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2082684C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНОГО МИНЕРАЛЬНОГО ВОЛОКНА | 2018 |
|
RU2689944C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| СПОСОБ СТАРТОВОГО НАГРЕВА НЕЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ В ИНДУКЦИОННОЙ ПЕЧИ | 1991 |
|
RU2009426C1 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДОВ, СОДЕРЖАЩИХ ТЯЖЕЛЫЕ МЕТАЛЛЫ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2017841C1 |
| Способ получения карбидов бора, кремния и титана | 1938 |
|
SU55959A1 |
Изобретение относится к интенсификации процесса плавления силикатной шихты в индукционных печах, в частности к производству теплоизоляционных изделий из супертонного волокна. Силикатный расплав получают контактом шихты с теплообменным телом в индукционной печи в диапазоне частот 1 - 66 кГц подают через дренажные каналы на выработку в виде сбалансированной с загрузкой струи. Устройство для получения силикатного расплава содержит индукционную печь, плавильную ванну, тигель с фильерой, индуктор, шихтовой бункер с дозатором загрузки. Плавильная ванна размещена между индуктором и тиглем в виде кольцевой полости. В стенке тигля выполнены дренажные каналы для подачи расплава к фильере. Большой и малый диаметры кольцевой полости соотносится между собой как Д/д = 1,45 - 6,0. 2 с. и 5 з.п.ф-лы, 5 ил.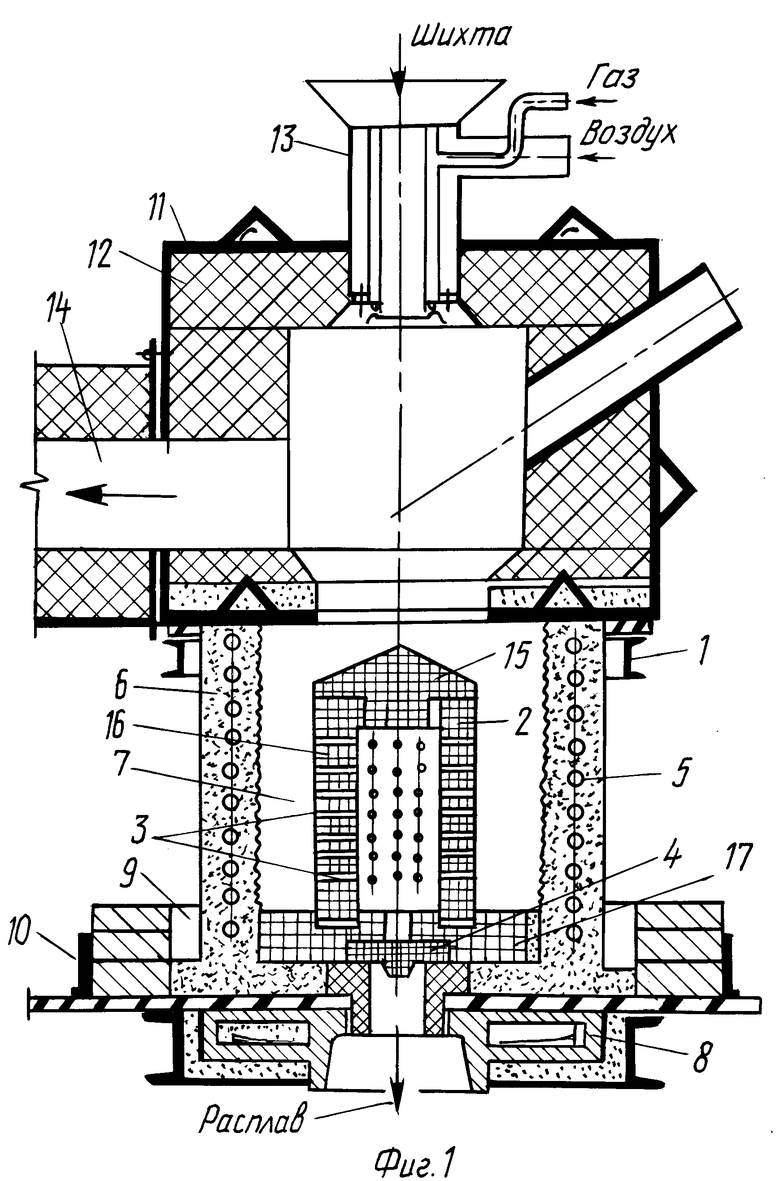
| Индукционная плавильная печь | 1987 |
|
SU1454782A1 |
| RU 2058951 C1, 27.04.1996 | |||
| Электрическая стекловаренная печь МАХИД | 1985 |
|
SU1260335A1 |
| US 4065280 A, 27.12.1977 | |||
| РЫБОЛОВНАЯ ЛЕСКА, СОДЕРЖАЩАЯ ОБЪЕДИНЕННУЮ КОМПОЗИТНУЮ НИТЬ, ВКЛЮЧАЮЩУЮ КОРОТКОЕ ВОЛОКНО | 2009 |
|
RU2501216C2 |

