Область И УРОВЕНЬ техники изобретениЯ
[0001] Ковровые плитки обеспечивают значительные преимущества перед коврами или сплошным ковровым покрытием. Например, использование ковровых плиток для половых покрытий обеспечивает простой способ установки и делает возможным удаление отдельных плиток, которые изнашиваются или пачкаются сильнее других плиток, при этом плитки, которые не изнашиваются или не пачкаются. могут оставаться на месте. В дополнение к этому, плитки могут перегруппироваться или заменяться для усиления декоративных воздействий. Обычные ковровые плитки содержат ворсистый материал, устанавливаемый одной стороной к слою эластичного термопластичного (включая эластомерный) материала, который делается более жестким с помощью слоя соответствующих повышающих жесткость волокон, таких как фиберглассовые волокна. Как правило, плитка укрепляется с обратной стороны другим слоем эластичного эластомерного или термопластичного материала, на который может наноситься адгезив для установки ковровой плитки на полу.
[0002] Обычные ковровые плитки изготавливают с использованием двухслойного способа. В некоторых двухслойных способах, продукт должен проходить через производственную линию дважды. В первом проходе, нетканый фиберглассовый мат приклеивается к грубой ткани с помощью экструдированной термопластичной вторичной подкладки с формированием композита грубая ткань/экструдированная подкладка/фибергласс. В конце этого процесса композит грубая ткань/экструдированная подкладка/фибергласс затем сматывается в рулон с A-образной рамой. Во втором проходе, композит опять покрывают такой же или иной вторичной экструдированной подкладкой, и необязательный слой войлока (такого как полиэстровый спанбонд) может добавляться как готовая нижняя сторона ковровой плитки. В других двухслойных способах, продукт проходит через линию только один раз. В первом проходе, пластизолевое покрытие/вторичная подкладка наносится на грубую ткань перед тем, как приклеивается нетканый фиберглассовый мат, для формирования композита грубая ткань/экструдированная подкладка/фибергласс. Затем композит грубая ткань/экструдированная подкладка/фибергласс снова покрывают пластизолевым покрытием/вторичной подкладкой (при этом покрытие наносится на непокрытую верхнюю сторону фибергласса) на последующей стадии. Этот второй слой пластизоля конструируется для получения в результате полностью смоченного фиберглассового мата, обеспечивающего достаточную прочность ламинирования, и он должен действовать как готовая нижняя сторона ковровой плитки. Эти двухчастные способы являются как неэффективными, так и дорогостоящими.
Сущность изобретения
[0003] Варианты осуществления настоящего изобретения направлены на ковровые плитки, которые могут быть получены с использованием однослойного промышленного способа, обеспечивая при этом улучшенную стабильность размеров. Такие ковровые плитки могут не только уменьшить производственные затраты и увеличить эффективность производства, исключая стадии из способа изготовления, но также устраняют необходимость присутствия множества слоев вторичной подкладки. Ковровые плитки по настоящему изобретению достигают этих результатов посредством включения двухслойного полученного влажным формованием нетканого мата вместо одного из слоев вторичной подкладки, а также необязательного слоя войлока. Верхний слой нетканого мата формируется из крупных стеклянных волокон, в то время как второй слой формируется из синтетических волокон и/или из сочетания синтетических волокон и крупных стеклянных волокон. Слой синтетических волокон обеспечивает более гладкую, не вызывающую зуда поверхность, которая остается открытой и простой при манипуляциях для устанавливающего персонала.
[0004] В одном из вариантов осуществления предлагается ковровая плитка. Ковровая плитка может содержать слой ворсистой ткани, первичную подкладку, связанную со слоем ворсистой ткани, вторичную подкладку, связанную с первичной подкладкой, и двухслойный полученный влажным формованием нетканый мат. Двухслойный полученный влажным формованием нетканый мат может содержать первый слой, содержащий множество стеклянных волокон и первое связующее, и второй слой, содержащий множество синтетических волокон и второе связующее.
[0005] В другом варианте осуществления предлагается способ установки ковровой плитки. Способ может включать изготовление ковровой плитки. Ковровая плитка может содержать слой ворсистой ткани, первичную подкладку, связанную со слоем ворсистой ткани, вторичную подкладку, связанную с первичной подкладкой, и двухслойный полученный влажным формованием нетканый мат. Двойной слой, полученный влажным формованием нетканый мат может содержать первый слой, содержащий множество стеклянных волокон и связующее, и второй слой, содержащий множество синтетических волокон и связующее. Способ может также включать нанесение адгезива между открытой поверхностью второго слоя и подложкой пола и приложение усилия к верхней поверхности ковровой плитки для приклеивания ковровой плитки к подложке пола с использованием адгезива.
[0006] В другом варианте осуществления, предлагается способ изготовления ковровой плитки. Способ может включать изготовление слоя ворсистой ткани, имеющего первичную подкладку, и покрытие первичной подкладки вторичной подкладкой. Способ может также включать нанесение двухслойного полученного влажным формованием нетканого мата на открытую поверхность вторичной подкладки с формированием коврового листа. Двухслойный полученный влажным формованием нетканый мат может содержать первый слой, содержащий множество стеклянных волокон и связующее, и второй слой, содержащий множество синтетических волокон и связующее. Первый слой может располагаться обращенным к вторичной подкладке. Кроме того, способ может включать нарезку которого листа на множество ковровых плиток.
Краткое описание чертежей
[0007] Различные признаки, аспекты и преимущества настоящего изобретения станут более понятными, при чтении следующего далее подробного описания со ссылками на прилагаемые фигуры, в которых сходные обозначения представляют сходные детали на фигурах, где:
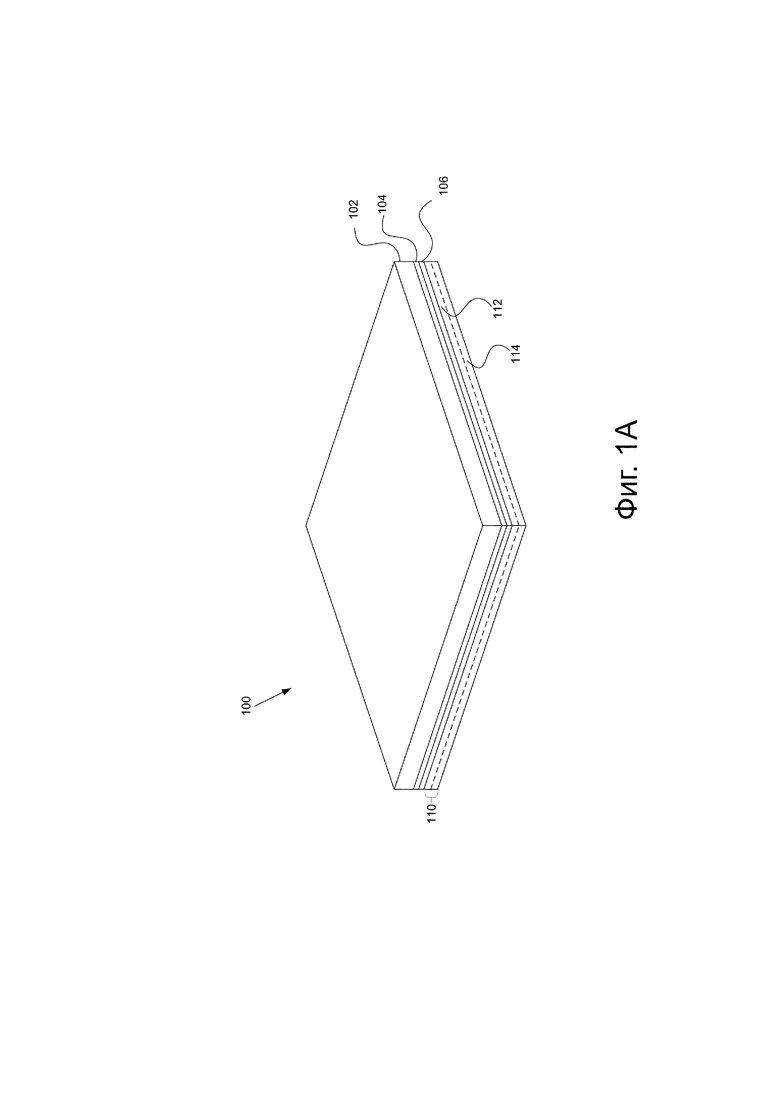
[0008] Фиг.1A представляет собой изометрический вид ковровой плитки согласно вариантам осуществления.
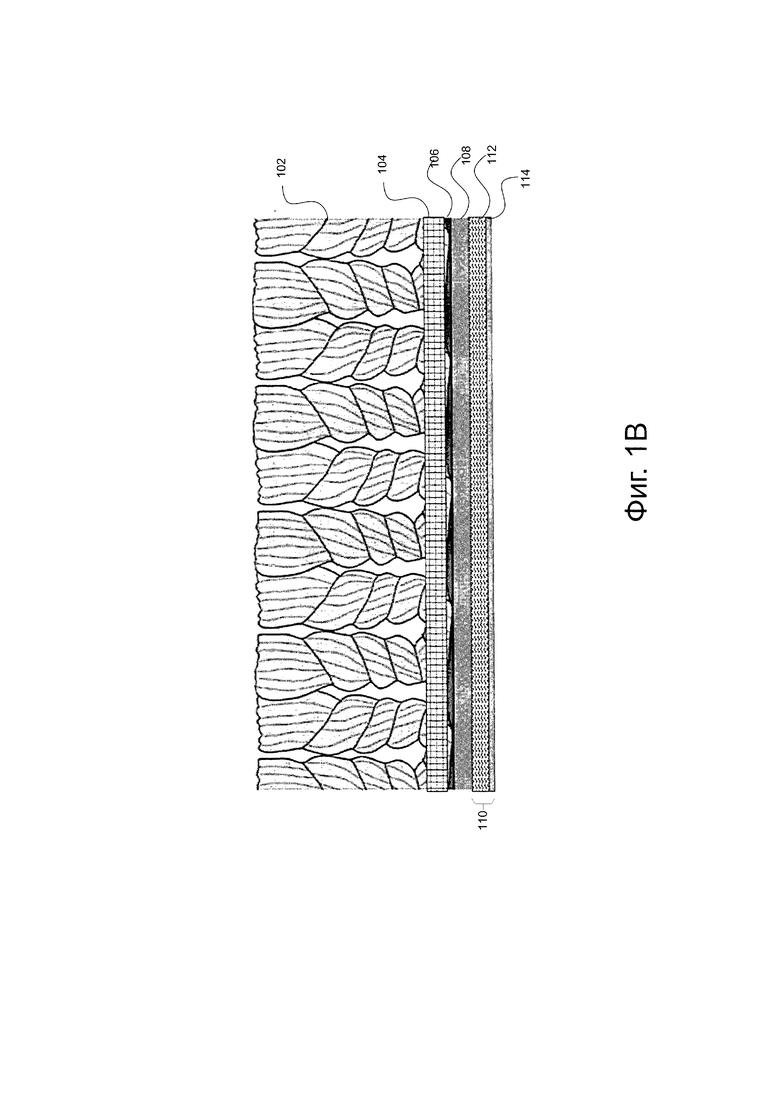
[0009] Фиг.1B представляет собой вид сбоку ковровой плитки на Фиг.1A.
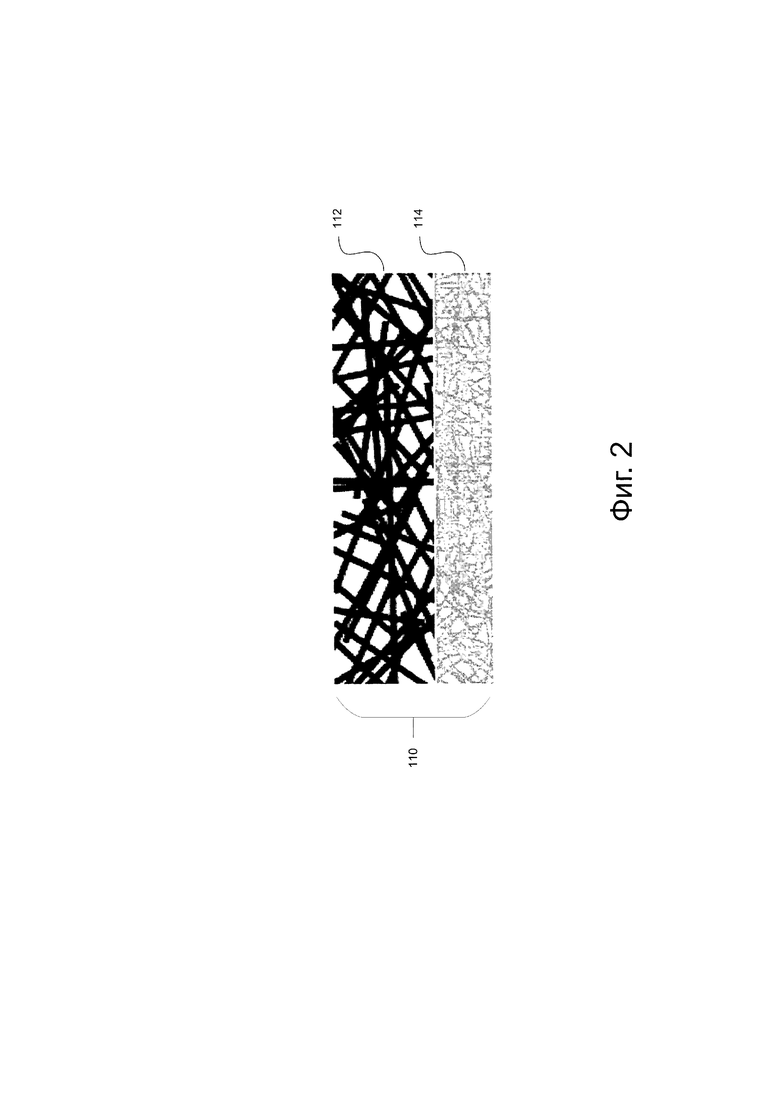
[0010] Фиг.2 представляет собой схематический вид двухслойного полученного влажным формованием нетканого мата согласно вариантам осуществления.
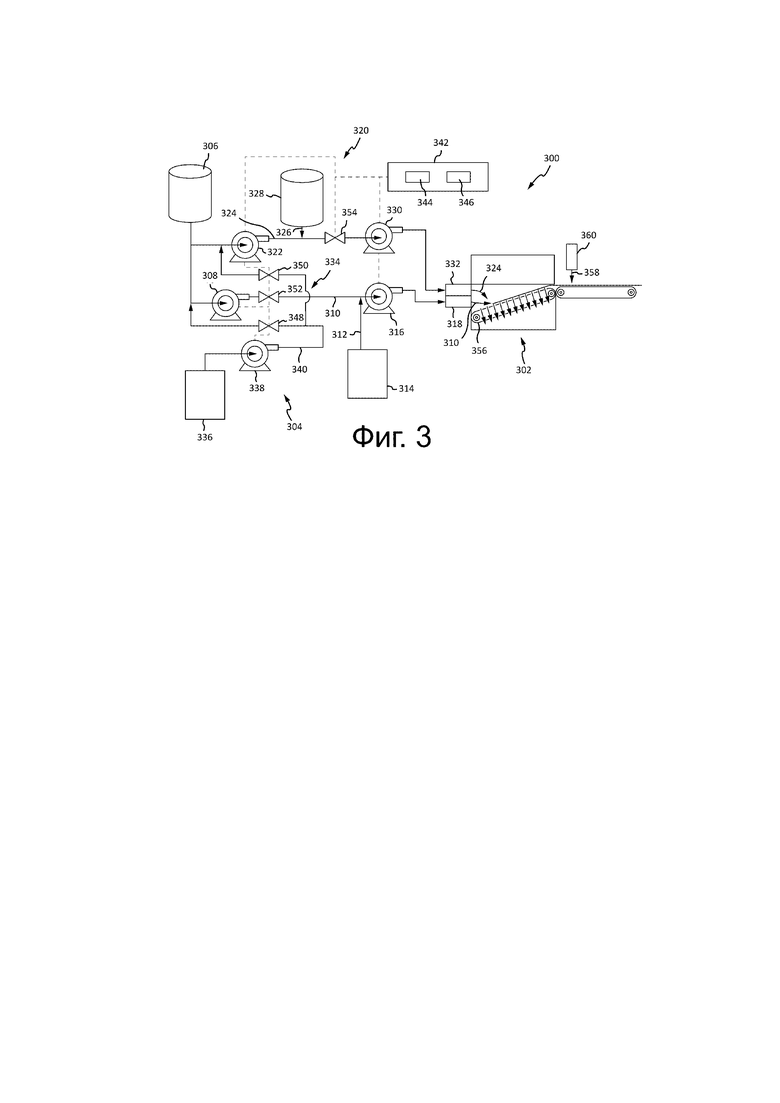
[0011] Фиг.3 представляет собой схематический вид производственной системы, которая изготавливает двухслойный полученный влажным формованием нетканый мат согласно вариантам осуществления.
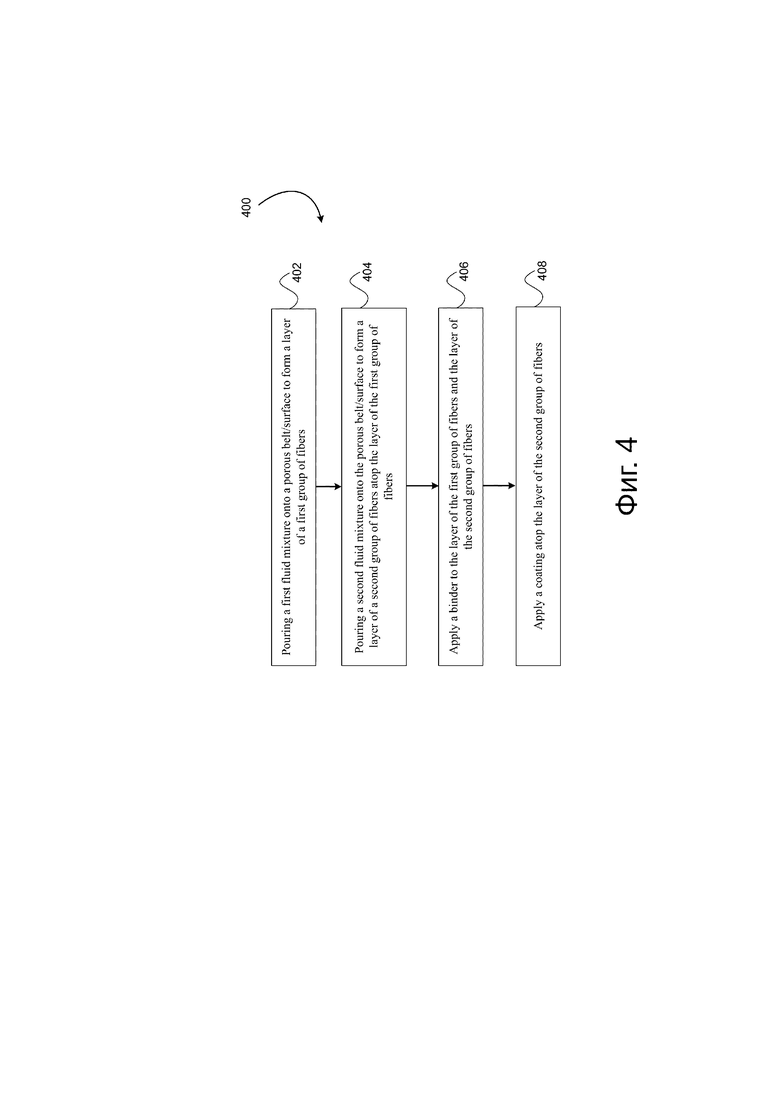
[0012] Фиг.4 представляет собой схематический вид производственной системы, которая изготавливает двухслойный полученный влажным формованием нетканый мат согласно вариантам осуществления.
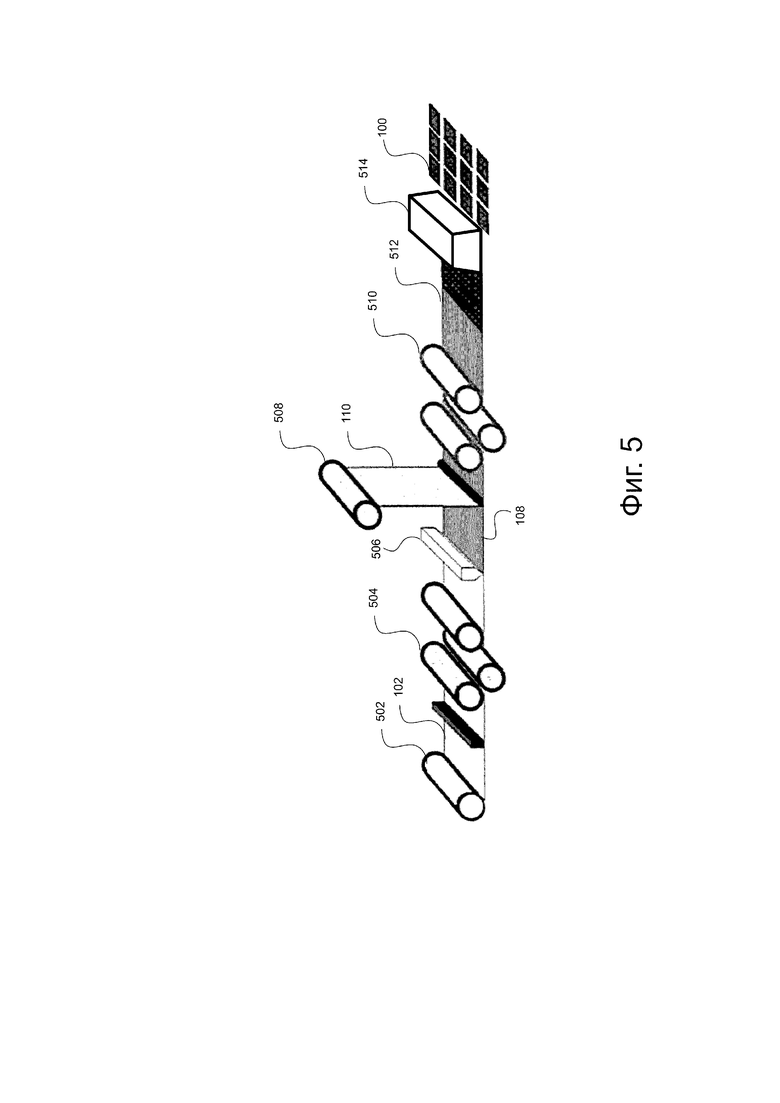
[0013] Фиг.5 представляет собой способ формирования ковровых плиток с использованием двухслойного полученного влажным формованием волокнистого мата согласно вариантам осуществления.
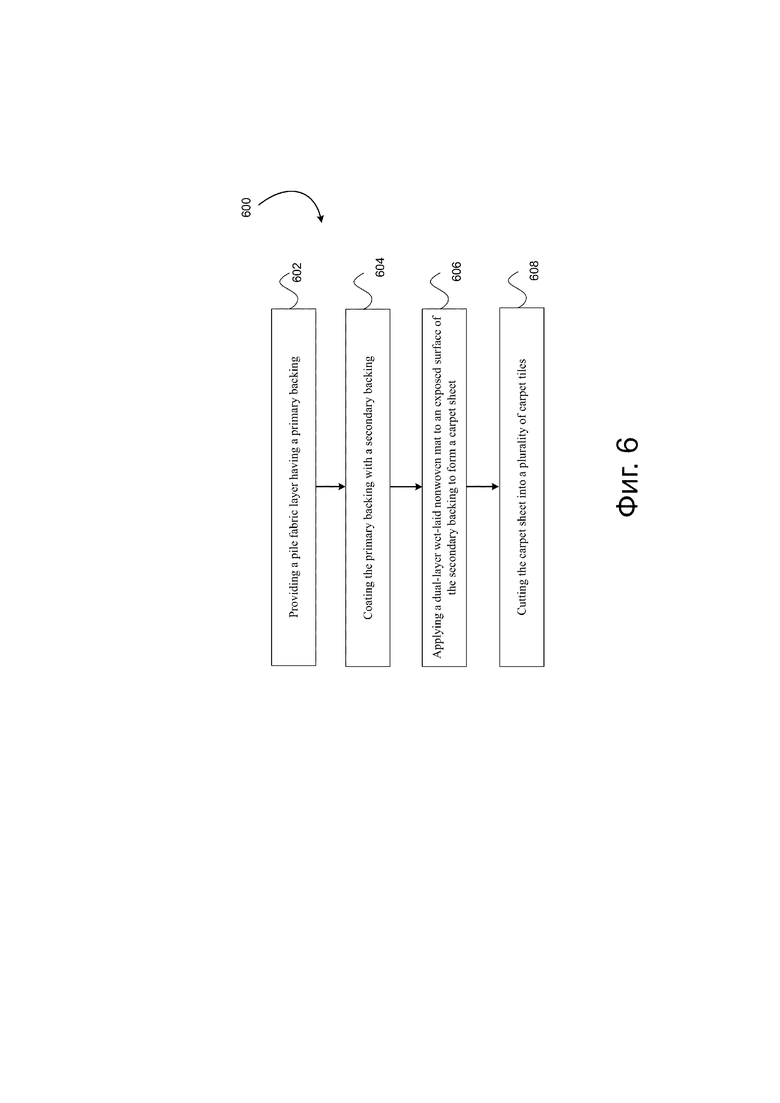
[0014] Фиг.6 представляет собой схематический вид производственной системы, которая изготавливает ковровую плитку согласно вариантам осуществления.
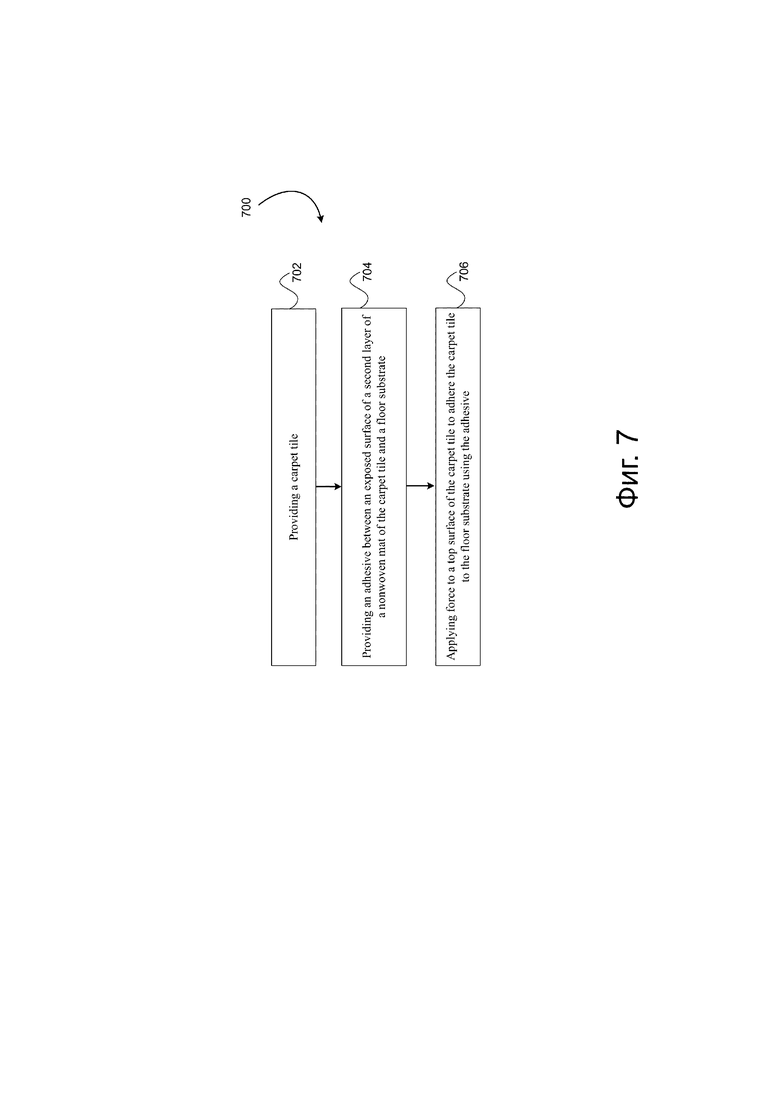
[0015] Фиг.7 представляет собой схематический вид производственной системы, которая изготавливает ковровую плитку согласно вариантам осуществления.
Подробное описание изобретения
[0016] Настоящее описание приводит только иллюстративные варианты осуществления и не предназначено для ограничения рамок применимости или конфигурации настоящего изобретения. Скорее, настоящее описание иллюстративных вариантов осуществления обеспечит специалистов в данной области действенным описанием для осуществления одного или нескольких иллюстративных вариантов осуществления. Будет понятно, что могут быть осуществлены различные изменения относительно функции и расположения элементов без отклонения от духа и рамок настоящего изобретения, как приведено в прилагаемой формуле изобретения.
[0017] Варианты осуществления настоящего изобретения предлагают ковровые плитки, которые вместо двух отдельных слоев термопластичной подкладки, как в обычных плитках, используют одно нанесение термопластичной подкладки между первичной подкладкой и армирующим матом/холстом. В таких обычных применениях, мат/холст должен придавать необходимую стабильность размеров и создавать соответствующую готовую поверхность, обращенную к полу. Варианты осуществления настоящего изобретения достигают желаемой стабильности размеров посредством создания двухслойного полученного влажным формованием нетканого мата, в котором один слой состоит из полимерного/синтетического волокна со связующим, а другой слой представляет собой стеклянные волокна со связующим. Этот мат обеспечивает не только стабильность размеров, но полимерный/синтетический слой также действует как готовая поверхность, обращенная к полу, поскольку полимерный/синтетический слой не является вызывающим зуд или иным образом некомфортным при манипуляциях и, следовательно, обеспечивает поверхность, которая является пригодной для манипуляций в ходе установки.
[0018] Стабильность размеров является важной для ковровой плитки. Стабильность размеров, как понимается в данной области, представляет собой способность ковровой плитки выкладываться в плоском состоянии и оставаться плоской и квадратной на поверхности пола при условиях нормального использования, как описано в патенте США № 4010302, полное содержание которого таким образом включается в качестве ссылки. Стандартное промышленное испытание Aachen DIN STD 54318 используют для определения стабильности размеров. Фиберглассовые маты или холсты могут размещаться между слоями эластичной термопластичной подкладки для придания стабильности размеров ковровым плиткам.
[0019] Обращаясь теперь к фигурам, здесь ковровая плитка 100 по настоящему изобретению показана на Фиг.1A. Хотя она показана здесь как квадратная, будет понятно, что ковровая плитка 100 может вырезаться или иным образом формироваться в любой желаемой форме и может иметь размеры, соответствующие любому желаемому применению. В дополнение к этому, текстильный верхний слой может формироваться из любой ткани или другого текстильного материала, чтобы соответствовать потребностям или эстетике конкретного применения. Ковровая плитка 100 может содержать текстильный верхний слой, расположенный поверх одного или нескольких слоев подкладки и двухслойного полученного влажным формованием нетканого мата, имеющего верхний слой из стеклянных волокон и нижний слой из синтетических волокон. Например, как показано на Фиг.1B, ковровая плитка 100 может содержать слой 102 ткани, такой как слой ворсистой ткани, или слой другой ткани, служащей в качестве открытой верхней поверхности ковровой плитки 100. Слой 102 ткани может быть прикреплен к слою 104 первичной подкладки. Слой первичной подкладки может изготавливаться из полиэстра и/или полипропилена. Первичная подкладка 104 может прикрепляться к вторичной подкладке 108 с помощью латексного предварительного покрытия 106, которое расположено между первичной подкладкой 104 и вторичной подкладкой 108 в некоторых вариантах осуществления. Вторичная подкладка 108 может формироваться из термопластичного эластомера и/или пластизолевого материала, такого как полиолефины, поливинилхлорид (PVC) и/или полиуретан.
[0020] Двухслойный фиберглассовый мат 110 может быть связан с вторичной подкладкой 108. Как лучше всего видно на Фиг.2, двухслойный фиберглассовый мат 110 может содержать первый слой 112, который формируется из множества стеклянных волокон, которые удерживаются вместе с использованием связующего, и второго слоя 114, который формируется из множества синтетических волокон и связующего. Второй слой 114, сформированный из синтетических волокон, обеспечивает мягкую, не вызывающую зуда открытую нижнюю поверхность, которую могут брать в руки те, кто устанавливает плитку. Этот слой помогает устранить необходимость для тех, кто устанавливает плитку, в непосредственном соприкосновении с вызывающим зуд слоем стеклянных волокон. Стеклянные волокна первого слоя 112 могут иметь диаметры в пределах между 8 и 25 мкм, между 8 и 16 мкм, а чаще, между 11 и 16 мкм, и в некоторых вариантах осуществления, они могут содержать смесь крупных волокон, имеющих средний диаметр в пределах между 8 и 11 мкм, смешанных с вторым типом крупных волокон, имеющих диаметр в пределах между 12 и 25 мкм. Крупные волокна могут иметь длину в пределах между примерно ¼ дюйма и 2 дюймами (6-51 мм). Первый слой 112 может содержать 60-95% стеклянных волокон и 5-40% связующего. Второй слой 114 может содержать 60-95% синтетических волокон и 5-40% связующего. Синтетические волокна второго слоя 114 могут представлять собой плавкие или ламинируемые волокна, такие как полиэстр, полипропилен, нейлон, полиэтилен, и тому подобное. Связующее может представлять собой связующее типа акрила, такое как Dow QRXP-1692 или BASF Acrodur 950L. В некоторых вариантах осуществления, второй слой 114 может также содержать некоторый процент стеклянных волокон, смешанных с синтетическими волокнами для дальнейшего повышения стабильности размеров ковровой плитки 100. В некоторых вариантах осуществления, первый слой 112 может иметь толщину в пределах примерно между 0,1 мм и 1,5 мм, в то время как второй слой 114 может иметь толщину в пределах примерно между 0,1 мм и 4 мм, так что мат 110 имеет общую толщину в пределах примерно между 0,2 мм и 5,5 мм.
[0021] Двухслойный фиберглассовый мат 110 может формироваться способом влажного формования, так что нет никакого отдельного связующего или адгезива, используемого для склеивания слоев друг с другом. Например, нетканые маты, обсуждаемые ниже, содержат множество слоев волокон, изготовленных на одной стадии или в одном процессе. Другими словами, слои матов, обсуждаемых ниже, не формируются отдельно, и не объединяются затем на более поздней стадии или процессе (то есть, изготавливаются отдельно, а затем связываются вместе). Скорее, слои формируются одновременно, что дает в результате мат, который функционирует как один слой в терминах структуры и целостности несмотря на то, что содержит различные композиции волокон и имеет различную плотность слоев. Соответственно, обсуждаемые маты могут изготавливаться с меньшими затратами и за меньшее время.
[0022] Первый слой 112 может содержать смесь стеклянных волокон различных размеров. Стеклянные волокна различных размеров формируют слои с различной плотностью внутри мата. Например, верхний слой может содержать как крупные волокна, так и микроволокна. Крупные волокна или волокна большего диаметра могут иметь диапазон размеров примерно между 8 и примерно 25 мкм, а волокна меньшего диаметра или микроволокна могут иметь диапазон размеров в пределах примерно между 0,5 и 6 мкм. В более конкретном варианте осуществления, крупные волокна или волокна большего диаметра могут иметь диапазон размеров в пределах примерно между 8 и примерно 16 мкм, а чаще примерно между 11 и 16 мкм.
[0023] В одном из конкретных вариантов осуществления, волокна большего диаметра могут представлять собой волокна диаметром примерно 13 мкм, а микроволокна могут иметь примерно диаметр 3 мкм. Мат содержит по меньшей мере одно связующее, которое связывает волокна большого диаметра и микроволокна вместе с формированием волокнистого мата. Связующее может быть водоотталкивающим и/или содержать водоотталкивающую добавку, такую как стеарилированный меламиновый водоотталкивающий препарат.
[0024] Как правило, первый слой 112 представляет собой нетканый волокнистый мат 110, сформированный с использованием крупных волокон. Слой 112 крупных волокон обеспечивает стабильность размеров готовой ковровой плитки 100. Термин “крупные волокна” в настоящей заявке, как понимается, означает стеклянные волокна, имеющие средний диаметр в пределах примерно между 8 и 25 мкм и среднюю длину в пределах примерно между ¼ дюйма и 2 дюймами (6-51 мм). Крупные волокна могут изготавливаться из стекла E, стекла C, стекла T, натрийборосиликатного стекла, стекол A и S, базальта, минеральной шерсти, шлакового волокна, и из их смесей. В одном из конкретных вариантов осуществления, первый слой 112 может формироваться полностью из крупных волокон, имеющих средний диаметр волокна в пределах между 8 и 25 мкм, между 8 и 16 мкм, а чаще, между 11 и 16 мкм. В другом варианте осуществления, первый слой 112 может формироваться из сочетания крупных волокон различных размеров, которые, как правило, однородно диспергированы или распределены по первому слою 112. Например, первый слой 112 может формироваться из первого типа крупных волокон, имеющих средний диаметр в пределах между 8 и 11 мкм, которые затем смешиваются со вторым типом крупных волокон, имеющих диаметр в пределах между 12 и 25 мкм. В другом варианте осуществления, первый слой 112 может формироваться из сочетания крупных стеклянных волокон, имеющих диаметр волокна в пределах между 8 и 25 мкм, и синтетического волокна, имеющего диаметр волокна в пределах между 0,3 и 8 денье. Например, процент массовый крупных волокон во втором слое 112 может изменяться в пределах между 70 и 99 процентами, в то время как процент массовый синтетических волокон может изменяться в пределах между 1 и 30 процентами. Включение синтетического волокна может быть необходимым для борьбы с различием характеристик усадки между стеклянными волокнами и синтетическими волокнами.
[0025] В некоторых вариантах осуществления, второй слой 114 может формироваться из одних только синтетических волокон, таких как полиэстр, полипропилен, полиэтилентерефталат (PET) и/или другие синтетические материалы. В другом варианте осуществления, второй слой 114 может формироваться из сочетания крупных стеклянных волокон и синтетических волокон. Когда используют сочетание крупных волокон и синтетических волокон, крупные волокна и синтетические волокна, как правило, однородно диспергируются или распределяются по второму слою 114. В варианте осуществления, который включает как крупные волокна, так и синтетические волокна, процент массовый крупных волокон и синтетических волокон может изменяться. Например, процент массовый крупных волокон во втором слое 114 может изменяться в пределах между 1 и 80 процентами, в то время как процент массовый синтетических волокон может изменяться в пределах между 20 и 99 процентами. В другом варианте осуществления, процент массовый крупных волокон во втором слое 114 может изменяться в пределах между 1 и 20 процентами, в то время как процент массовый синтетических волокон может изменяться в пределах между 80 и 99 процентами, что давало бы в результате мат 110, который существенно более гладкий и вызывает меньший зуд. Включение крупных волокон во второй слой 114 обеспечивает дополнительную прочность и целостность слоя и помогает увеличить стабильность размеров готовой ковровой плитки 100.
[0026] В вариантах осуществления, где как первый слой 112, так и второй слой 114 получают с помощью сочетания крупных стеклянных волокон и синтетических волокон, отношение стеклянных волокон и синтетических волокон четко различается в каждом из двух слоев.
[0027] Как отмечено выше, в некоторых вариантах осуществления, второй слой 114 может формироваться полностью из синтетических волокон, имеющих средний диаметр волокон в пределах между 0,3 и 8 денье. Второй слой 114 может формироваться из синтетических волокон одного, относительно однородного размера, или второй слой 114 может формироваться из сочетания синтетических волокон различных размеров, которые, как правило, однородно диспергируются или распределяются по второму слою 114. Например, второй слой 114 может формироваться из первого типа синтетических волокон, имеющих средний диаметр в пределах между 0,3 и 1 денье, которые затем смешиваются со вторым типом синтетических волокон, имеющих средний диаметр в пределах между 1,5 и 8 денье. Проценты массовые первого и второго типов синтетических волокон могут изменяться во втором слое 114. Например, процент массовый первого типа синтетических волокон может изменяться в пределах между 5 и 50 процентами, в то время как второй тип синтетических волокон может изменяться в пределах между 50 и 95 процентами. Проценты первого и второго типов синтетических волокон могут изменяться в зависимости от желаемой текстуры или приписываемого воздействия тактильных ощущений от получаемого в результате слоя 114. Например, если слой 114 должен быть гладким, слой 114 будет содержать более высокий процент синтетических волокон меньших размеров.
[0028] Мат 110 содержит связующее, которое связывает вместе соответствующие волокна в первом слое 112 и во втором слое 114 и которое также связывает вместе первый слой 112 и второй слой 114. В одном из вариантов осуществления, мат 110 содержит одно связующее, которое функционирует как для связывания вместе волокон в соответствующих слоях, так и для связывания вместе соответствующих слоев. Связующее, как правило, однородно или относительно однородно диспергируется или распределяется по мату 110. Другими словами, связующее может распределяться однородно в первом слое 112 и во втором слое 114 и может также однородно распределяться по первому и второму слоям 112, 114. Поскольку связующее относительно однородно распределяется по мату 110, таким образом, мат 110 не содержит отдельного связующего или слоя связующего (или другого адгезива), на поверхности раздела между первым слоем 112 и вторым слоем 114. Другими словами, нет концентрирования связующего на поверхности раздела или на границе между первым и вторым слоями 112, 114, поскольку связующее однородно распределено по мату 110. Это равномерное распределение связующего возникает в результате формирования первого и второго слоев 112, 114 на одной стадии. В дополнение к этому, волокна первого и второго слоев 112, 114 являются представляющими собой единое целое в большей степени, более взаимосвязанными и перемешанными друг с другом на поверхности раздела или на границе слоев благодаря формированию слоев на одной стадии. Это дает в результате более плавный переход между первым и вторым слоями 112, 114.
[0029] Связующее однородно или равномерно распределяется по верхнему и нижнему слоям и нет концентрирования связующего на поверхности раздела. В дополнение к этому, поскольку два слоя формируются одновременно, существует малый градиент стеклянных и синтетических волокон на поверхности раздела, это усиливает физическую связь или переплетение волокон верхнего и нижнего слоев. Конкретно, часть синтетических волокон второго слоя 114 на поверхности раздела или вблизи нее мигрирует в первый слой 112, и наоборот. Степень миграции волокон и возникающая в результате физическая связь или переплетение является уникальным для матов, сформированных в соответствии с настоящим изобретением, поскольку такое переплетение и миграция не достигаются без одновременного формирования слоев. Миграция волокон представляет собой желательный признак, поскольку это делает границу раздела между слоями плавной, что может дать возможность для частичного проникновения второй подкладки 108 в второго слоя 114. Миграция волокон также формирует прочную связь между слоями.
[0030] В некоторых вариантах осуществления, мат 110 может иметь объединенную толщину в пределах примерно между 0,1 и 1,5 мм. В некоторых вариантах осуществления, толщина мата 110 может составлять меньше 20 процентов от общей толщины ковровой плитки 100. Первый и второй слои имеют соответствующую толщину. Например, толщина первого слоя 112 может находиться в пределах между 0,05 мм и 0,5 мм, а толщина второго слоя 114 может находиться в пределах между 0,05 мм и 1 мм. Каждый из этих слоев 112, 114 может также определяться как процент от общей толщины мата. Например, первый слой 112 может находиться в пределах между 10% и 70% от общей толщины мата, а второй слой 114 может находиться в пределах между 30% и 90% процент от общей толщины мата.
[0031] В некоторых вариантах осуществления, толщина первого слоя 112 может быть больше толщины второго слоя 114, поскольку первый слой 112 может содержать больше крупных волокон. Кроме того, поскольку первый слой 112 содержит крупные волокна, пористость первого слоя 112 может быть больше, чем у второго слоя 114. Более пористый первый слой 112 дает возможность первому слою 112 для поглощения части вторичной подкладки 108, когда мат 110 применяется как мат для вторичной подкладки 108, например, посредством ламинирования, в ходе изготовления ковровой плитки 100. Конкретно, вторичная подкладка 108 может быть относительно смоченной или неотвержденной и может поглощать первый слой 112 или проникать в него благодаря пористости первого слоя 112. Проникновение или поглощение вторичной подкладки 108 в первом слое 112 может связывать вторичную подкладку 108 с матом 110 в ходе изготовления. Второй слой 114 может быть менее пористым чем первый слой и может предотвращать экспонирование крупных волокон первого слоя 112 для обеспечения более гладкой, не вызывающей зуда открытой нижней поверхности для ковровой плитки100.
[0032] Фиг.3 представляет собой схематический вид производственной системы 300, которая изготавливает мат 110. При работе, производственная система 300 может изготавливать многослойный мат на одной стадии/за одни процесс. То есть слои мата не формируются отдельно, и не объединяются затем на более поздней стадии или в процессе (то есть, не изготавливаются отдельно, а затем не связываются вместе). По этой причине маты 110, производимые с помощью производственной системы 300, могут изготавливаться с меньшими затратами и за меньшее время.
[0033] Производственная система 300 содержит множество линий для текучих сред, которые доставляют крупные волокна и синтетические волокна в установку 302, которая одновременно формирует первый и второй слои 112, 114 мата 110. Хотя иллюстрируется установка 302 для гидроформинга, можно также использовать длинную сетку или дельта формер для изготовления первого и второго слоев 112, 114 мата 110 на одной стадии/в одном процессе.
[0034] Производственная система 300 изготавливает первый слой 112 с использованием первой линии 304 для текучих сред, которая доставляет крупные волокна в установку для гидроформинга. Первая линия 304 для текучих сред содержит по меньшей мере один источник 306 крупных волокон, содержащий один или несколько типов крупных волокон (например, крупных волокон различных размеров, крупных волокон, изготовленных из различных материалов, или их сочетание). В сообщении текучих сред с источником крупных волокон 306 находится насос 308 (например, массный насос для вязких сред), который перекачивает первую текучую среду 310, содержащую крупные волокна. Например, первая текучая среда 310 может содержать воду, модификаторы вязкости, дисперсанты, противовспенивающие добавки, и тому подобное, смешанные с крупными волокнами. После прохождения через насос 308, первая текучая среда 310 разбавляется разбавляющей текучей средой 312 (например, водой, модификаторами вязкости, дисперсантами, противовспенивающими добавками, или их сочетанием), которая хранится в танке 314 для разбавления. Посредством разбавления крупных волокон, производственная система 300 может сделать возможным более равномерное распределение крупных волокон в первом слое 112 с помощью установки для гидроформинга. Разбавляющая текучая среда 312 объединяется с первой текучей средой 310 до того, как первая текучая среда 310 попадает во второй насос 316. Насос 316 (например, массный насос для невязких сред) может облегчить смешивание первой текучей среды 310 и разбавляющей текучей среды 312 перед доставкой в установку 302 для гидроформинга. После выхода из насоса 316, первая текучая среда 310 поступает в первую входную трубу 318 установки 302 для гидроформинга. Первая входная труба 318 направляет первую текучую среду 310 в установку 302 для гидроформинга, которая формирует первый слой 112 мата 110 посредством удаления первой текучей среды 310 и разбавляющей текучей среды 312 из смеси текучая среда/крупные волокна, когда смесь выливают в установку 302 для гидроформинга.
[0035] Для формирования второго слоя 114 мата 110, производственная система 300 содержит вторую линию 320 для текучих сред. Вторая линия 320 для текучих сред содержит, по меньшей мере, один источник 306 синтетических волокон, содержащий один или несколько типов синтетических волокон (например, синтетические волокна различных размеров, синтетические волокна, изготовленные из различных материалов, или их сочетание). В сообщении текучих сред с источником 306 синтетических волокон находится насос 322 (например, массный насос для вязких сред), который перекачивает вторую текучую среду 324, содержащую синтетические волокна. Например, вторая текучая среда 324 может содержать воду, модификаторы вязкости, дисперсанты, противовспенивающие добавки, и тому подобное, смешанные с синтетическими волокнами. После прохождения через насос 322, вторая текучая среда 324 разбавляется разбавляющей текучей средой 326 (например, водой, модификаторами вязкости, дисперсантами, противовспенивающими добавками или их сочетанием), которая хранится в танке 328 для разбавления. Посредством разбавления второй текучей среды 324, производственная система 300 может сделать возможным равномерное распределение волокон во втором слое 114. Разбавляющая текучая сред 326 объединяется со второй текучей средой 324 перед тем, как вторая текучая среда 324 попадает во второй насос 330. Насос 330 (например, массный насос для невязких сред) делает возможным смешивание второй текучей среды 324 и разбавляющей текучей среды 326 перед доставкой в установку 302 для гидроформинга. После выхода из насоса 330, вторая текучая среда 324 поступает во вторую входную трубу 332 установки 302 для гидроформинга. Вторая входная труба 332 направляет вторую текучую среду 324 в установку 302 для гидроформинга, которая формирует второй слой 114 мата 110 посредством удаления второй текучей среды 324 и разбавляющей текучей среды 326 из смеси текучая среда/волокна, когда смесь выливают в установку 302 для гидроформинга поверх первого слоя мата 110, который непосредственно формируется с помощью установки 302 для гидроформинга. Вторая текучая среда 324 направляется или выливается поверх первого слоя мата 110, при этом текучая среда удаляется из первой текучей среды 310, так что второй слой 114 и первый слой 112 формируются одновременно с помощью установки 302 для гидроформинга.
[0036] В некоторых вариантах осуществления, в сообщении текучих сред со второй линией 320 для текучих сред находится третья линия 334 для текучих сред. Третья линия для текучих сред 334 содержит, по меньшей мере, один источник 336 крупных волокон, содержащий один или несколько типов крупных волокон (например, крупных волокон различных размеров, крупных волокон, изготовленных из различных материалов, или их сочетания). В сообщении текучих сред с источником 336 крупных волокон находится насос 338 (например, массный насос), который перекачивает третью текучую среду 340, содержащую крупные волокна. Третья текучая среда 340 может содержать воду, модификаторы вязкости, дисперсанты, противовспенивающие добавки, и тому подобное, смешанные с крупными волокнами. После прохождения через насос 338, третья текучая среда 340 может закачиваться во вторую линию 320 для текучих сред. Таким образом, крупные волокна могут смешиваться с синтетическими волокнами второго слоя 114. Как иллюстрируется, третья линия 334 для текучих сред присоединяется перед насосом 330. Посредством присоединения перед насосом 330, производственная система 300 использует турбулентный поток через насос 330 для облегчения смешивания третьей текучей среды 340 со второй текучей средой 324. Однако в некоторых вариантах осуществления, третья линия 334 для текучих сред может соединяться со второй линией 320 для текучих сред после насоса 330. Например, производственная система 300 может основываться на насосе 330 для смешивания третьей текучей среды 340 со второй текучей средой 324. В других вариантах осуществления, третья линия 340 для текучих сред может присоединяться как до, так после насоса 330. Это схема может сделать возможным плавное введение третьей текучей среды в первую и/или вторую линию для текучих сред в различных положениях.
[0037] Поток первой, второй и третьей текучих сред 310, 324, 340 через производственную систему 300 может контролироваться с помощью контроллера 342. Контроллер 342 может содержать один или несколько процессоров 344, которые исполняют инструкции, хранящиеся на одном или нескольких устройствах 346 памяти, для контроля работы различных клапанов, а также насосов. Например, третья 334 линия для текучих сред может содержать первый и второй клапаны 348, 350. Как иллюстрируется, первый клапан 348 контролирует поток третьей текучей среды 340 в первой линии 304 для текучих сред, в то время как второй клапан 350 контролирует поток третьей текучей среды 340 во второй линии 320 для текучих сред. Посредством контроля первого и второго клапанов 348, 350 контроллер 342 может контролировать количество третьей текучей среды 340, объединяющейся со второй текучей средой 324. Это, в свою очередь, контролирует количество крупных волокон во втором слое 114, получаемых в установке 302 для гидроформинга. Таким образом, производственная система 300 может изменять содержание крупных волокон во втором слое 114 в пределах от 0 до 100 процентов, а чаще, до процентов, описанных в вариантах осуществления мата в настоящем документе.
[0038] Производственная система 300 может также контролировать поток текучей среды через первую и вторую линии 304, 320 для текучих сред с использованием дополнительных клапанов 352 и 354, а также контролируя насосы 308, 318, 322, 330 и 338. Посредством контроля потока первой и второй текучих сред 310, 324, контроллер 342 может увеличивать или уменьшать толщину соответствующих первого и второго слоев 112, 114. Другими словами, производственная система 300 может увеличивать или уменьшать толщину первого и/или второго слоев 112, 114 мата 110 в зависимости от конкретных потребностей ковровой плитки 100. Например, производственная система 300 может увеличивать поток первой текучей среды 310 через линию 304 для текучих сред для увеличения толщины первого слоя 112 и уменьшать поток второй текучей среды 324 для уменьшения толщины второго слоя 114. Подобным же образом, производственная система 300 может уменьшать поток первой текучей среды 310 через линию 304 для текучих сред для уменьшения толщины первого слоя 112 и увеличивать поток второй текучей среды 324 для увеличения толщины второго слоя 114.
[0039] Когда первая и вторая текучие среды 310, 324 поступают в установку 302 для гидроформинга, они вступают в контакт с конвейерной лентой 356, которая извлекает по существу главную часть текучей среды в первой и второй текучих средах 310, 324, оставляя после себя объединенные первый и второй слои 112, 114. Затем производственная система 300 может наносить одно или несколько связующих 358. В некоторых вариантах осуществления, связующее 358 может содержать смолистые связующие, такие как мочевинный формальдегид, модифицированный мочевинный формальдегид, акриловые смолы, модифицированные акриловые смолы, полиуретаны, поливинилхлориды, меламиновые смолы, гомополимеры или сополимеры полиакриловой кислоты; поперечно сшивающие акриловые сополимеры; поперечно сшитый винилхлорид - акрилатный сополимер, среди других типов связующих. В связующее могут также вводиться замедлители горения, такие как оксид тригидрат алюминия, органические фосфонаты, оксид сурьмы, и тому подобное.
[0040] Эти связующие 358 могут храниться в одном или нескольких источниках связующего 360. Связующее (связующие) 358 может наноситься в первом и во втором слоях 112, 114 посредством перемещения первого и второго слоев 112, 114 под спреем или завесой связующего. Затем любой избыток связующего может протекать сквозь первый и второй слои. Таким образом, производственная система 300 может связывать волокна в соответствующих их слоях, а также связывать вместе слои 112, 114 без осуществления множества стадий/процессов связывания. Другими словами, производственная система 300 может одновременно связывать волокна в соответствующих слоях и связывать вместе слои волокон на одной стадии. Одновременное нанесение связующего (связующих) 358 на первый и второй слои 112, 114 дает в результате относительно равномерное распределение связующего по первому и второму слоям 112, 114 и между ними без формирования или определения слоя связующего между первым и вторым слоями 112, 114. Другими словами, отдельный или индивидуальный слой связующего не формируется или не определяется на поверхности раздела или границе между первым и вторым слоями 112, 114, как осуществляется в обычных системах, где слои формируются индивидуально и объединяются в следующем далее процессе. Относительно равномерное распределение связующего (связующих) 358 может увеличить прочность мата и/или уменьшить проблемы, такие как деламинирование слоев. В дополнение к этому мат, описанный в настоящем документе, имеет менее определенную границу между первым и вторым слоями 112, 114, поскольку эти слои формируются одновременно. Скорее, мат имеет относительно плавный переход от первого слоя 112 до второго слоя 114, благодаря одновременному формированию слоев, что может увеличить прочность и/или уменьшить такие проблемы, как деламинирование слоев.
[0041] Для удобства при описании различных вариантах осуществления в настоящем документе, крупные волокна будут упоминаться как стеклянные волокна. Необходимо представлять, что и различные другие типы волокон можно использовать в любых вариантах осуществления, описанных в настоящем документе, и что варианты осуществления не ограничиваются только стеклянными волокнами, если только в пунктах формулы изобретения не указано иного. Необходимо также представлять, что использование материала отличного от стеклянных волокон предполагается в любом из вариантов осуществления. Волокна из материала отличного от стеклянных волокон можно использовать в сочетании со стеклянными волокнами или вместо стеклянных волокон. Соответственно, если в пунктах формулы изобретения в явном виде не указано иного, концепции и варианты осуществления, описанные в настоящем документе, могут включать только стеклянные волокна, только волокна из материала отличного от стеклянных волокон или любое сочетание стеклянных волокон и материала, отличного от стеклянных волокон. Иллюстративные волокна из материала отличного от стеклянных волокон включают неорганические волокна, минеральные волокна, базальтовые волокна, полимерные волокна, синтетические волокна, органические волокна, природные волокна, и тому подобное. Подобным же образом, необходимо понять, что микростеклянные волокна и/или крупные стеклянные волокна, описанные в настоящем документе, могут частично или полностью заменяться полимерными, синтетическими, или природными микроволокнами. Таким образом, общий термин “волокна” и/или “крупные волокна” можно использовать в формуле изобретения, при этом такое использование, как понимается, покрывает множество волокон, включая стеклянные волокна и волокна из материала отличного от стеклянных волокон. Термин “крупные волокна” будет пониматься в связи с размерами, которые должны иметь определения, приведенные в настоящем документе.
[0042] Обращаясь теперь к Фиг.4, здесь иллюстрируется способ 400 формирования волокнистого мата. В одном из конкретных вариантов осуществления, волокнистый мат может представлять собой стекловолоконный мат 110 для ковровой плитки, такой как ковровая плитка 100, описанная в настоящем документе. Согласно блоку 402, первая текучая смесь выливается или наносится на пористую ленту или поверхность. Эта первая текучая смесь содержит первую группу волокон, которые однородно перемешиваются или диспергируются в первой текучей среде. В одном из конкретных вариантов осуществления, первая группа волокон содержит (или состоит из них) крупные стеклянные волокна, имеющие средний диаметр волокон в пределах между 8 мкм и 25 мкм. Когда первая текучая смесь наносится или выливается на пористую ленту или поверхность, первая текучая среда дренируется или удаляется из первой текучей смеси, так что слой первой группы волокон формируется на пористой ленте или поверхности. В некоторых вариантах осуществления к пористой ленте или поверхности может прикладываться вакуум для облегчения удаления первой текучей среды из первой текучей смеси.
[0043] Согласно блоку 404, вторую текучую смесь выливают или наносят на пористую ленту или поверхность поверх слоя первой группы волокон. Вторая текучая смесь содержит вторую группу волокон, которую однородно перемешивают или диспергируют во второй текучей среде. В одном из конкретных вариантов осуществления, вторая группа волокон содержит (или состоит из них) синтетические волокна, имеющие средний диаметр волокон в пределах примерно между 0,3 и 8 денье. В других конкретных вариантах осуществления, вторая группа волокон содержит (или, состоит из них) сочетание крупных стеклянных волокон, имеющих средний диаметр волокон в пределах между 8 мкм и 25 мкм и синтетических волокон, имеющих средний диаметр волокон в пределах между 0,3 и 8 денье. Количество каждого типа волокон может быть сходным с вариантами осуществления, описанными в настоящем документе.
[0044] Когда вторую текучую смесь наносят или выливают на пористую ленту или поверхность, вторая текучая среда дренируется или удаляется из второй текучей смеси, так что слой второй группы волокон формируется на пористой ленте или поверхности и поверх слоя первой группы волокон. Вторую текучую смесь выливают или наносят на пористую ленту или поверхность, когда первая текучая сред удаляется из первой текучей смеси. Как таковой, слой первой группы волокон, как правило, не формируется или не определяется полностью до тех пор, пока вторая текучая смесь не выливается или не наносится на пористую ленту или поверхность. Таким образом, слой первой группы волокон и слой второй группы волокон формируются на пористой ленте или поверхности одновременно. Вторая текучая смесь может выливаться непосредственно вертикально над первым слоем текучей среды, и таким образом, оба слоя могут выливаться одновременно один поверх другого. Другими словами, поскольку слой первой группы волокон не формируется или не определяется полностью, пока вторая текучая смесь не выливается или не наносится на пористую ленту или поверхность, слой первой группы волокон формируется или определяется в основном в то же время, когда на пористой ленте или поверхности формируется или определяется слой второй группы волокон. Поскольку слой первой группы волокон и слой второй группы волокон формируются одновременно, степень взаимного перемешивания или переплетения волокон на поверхности раздела двух слоев значительно больше, чем в обычных волокнистых матах, где один или оба слоя формируются или определяются полностью перед нанесением другого слоя. В некоторых вариантах осуществления, вторая текучая смесь может выливаться или наноситься на пористую ленту или поверхность в пределах 30 дюймов (75 см) от места, где первая текучая смесь выливается или наносится на пористую ленту или поверхность. В таких случаях, секция формирования волокнистого мата (например, пористая лента) может быть исключительно длинной, так что первый слой по-прежнему обезвоживается, когда вторая текучая смесь наносится на ленту. В других случаях, второй слой может выливаться в пределах 12 дюймов (30 см) или в пределах 6 дюймов (15 см) после положения, где первый слой выливают или наносят на пористую ленту. В таких случаях, первый слой может частично обезвоживаться, но по-прежнему находиться в процессе формирования на пористой ленте. В некоторых вариантах осуществления, второй слой 114 (например, более плотный слой) может выливаться на пористую ленту первым, а затем первый слой 112 (например, менее плотный слой) может выливаться поверх второго слоя 114. В таких случаях, более плотный слой может формироваться внизу, в то время как менее плотный слой формируется одновременно с этим наверху.
[0045] Согласно блоку 406, связующее одновременно наносится на слой первой группы волокон и на слой второй группы волокон чтобы связать два слоя вместе, и чтобы связать различные волокна в каждом слое вместе. В большинстве вариантов осуществления, связующее не наносится на какой-либо слой до блока 406, или другими словами, слои обычно не содержат связующего до блока 406. Одновременное нанесение связующего на оба слоя, которые обычно не содержат связующего до блока 406, дает в результате более равномерное или однородное распределение связующего по волокнистому мату. В дополнение к этому, одновременное нанесение связующего на оба слоя дает в результате волокнистый мат, не содержащий слоя концентрированного связующего на поверхности раздела двух слоев. Обычные волокнистый маты, как правило, содержат некоторую (повышенную) концентрацию связующего на поверхности раздела между слоями, поскольку волокнистые слои формируются отдельно, а затем склеиваются или связываются вместе с помощью дополнительного связующего или другого адгезива. Дополнительное связующее связывает два слоя вместе и, как правило, концентрируется на поверхности раздела между слоями. В противоположность этому, способ, описанный в настоящем документе, может формировать конструкцию волокнистого мата со множеством слоев, в котором связующее относительно однородно или равномерно диспергировано по мату, а не концентрируется в одной или нескольких областях. В дополнение к этому, можно использовать одно связующее, как для связывания или склеивания вместе слоев, так и для связывания или склеивания вместе волокон различных слоев. Обычные маты обычно требуют использования множества связующих для связывания вместе волокон отдельных слоев и для последующего связывания вместе этих слоев.
[0046] В одном из конкретных вариантов осуществления, волокнистый мат, который формируется согласно способу 400 на Фиг.4, может представлять собой мат для ковровой плитки, такой как ковровая плитка 100. В таких вариантах осуществления, мат может наноситься на вторичную подкладку в ходе формирования ковровой плитки. Слой первой группы волокон может иметь возможность для поглощения материала ковровой плитки, такого как вторичная подкладка, когда мат располагается рядом со вторичной подкладкой в ходе формирования ковровой плитки. В некоторых вариантах осуществления, слой второй группы волокон может частично поглощать материал вторичной подкладки, но может блокировать прохождение материала через мат к наружной поверхности второго слоя или поглощение материала. Таким образом, мат может приклеивается к вторичной подкладке или связываться с ней, благодаря поглощению материала вторичной подкладки внутри мата, но материал не может быть видимым на наружной поверхности.
[0047] Необходимо отметить, что, хотя способ 400 на Фиг.4 описывается как одновременное формирование двух слоев, способ 400 может использоваться для одновременного формирования трех или более слоев, как описано. Например, блок 404 может повторяться с использованием третьей текучей смеси, четвертой текучей смеси, и тому подобное, для формирования дополнительных слоев на слое второй группы волокон. Затем связующее может по желанию одновременно наноситься на каждый из слоев согласно блоку 406. Таким образом, способ 400 на Фиг.4 не ограничивается двухслойными конструкциями.
[0048] Фиг.5 изображает однопроходную производственную систему 500 для изготовления ковровых плиток, таких как ковровая плитка 100 по настоящему изобретению. Система 200 содержит источник 502 грубой ткани, который подает слой 102 ткани, такой как ворсистый материал (или другой материал пригодный для использования для ковров), содержащий первичную подкладку 104. Этот слой 102 ткани может проходить через систему 504 валков, проходя через экструдер 506. Экструдер 506 может экструдировать или иным образом подавать термопластичный материал или пластизолевый материал, который служит в качестве вторичной подкладки 108 для слоя 102 ткани. В некоторых вариантах осуществления, перед прохождением через экструдер 506, слой 102 ткани покрывается латексным предварительным покрытием 106, которое может помочь при упрочнении связи между пряжей ковра и первичной подкладкой 104. Источник 508 нетканого мата предусматривается после экструдера 506 и подает двухслойный полученный влажным формованием нетканый мат 110 рядом с экструдируемой вторичной подкладкой 108.
[0049] Мат 110 может изготавливаться отдельно с использованием производственной системы 300 и/или способа 400, как описано выше, и может содержать верхний слой 112 из крупных стеклянных волокон и нижний слой 114 из синтетических волокон, а в некоторых вариантах осуществления, сочетание синтетических волокон и крупных стеклянных волокон. Верхний слой 112 может располагаться рядом с вторичной подкладкой 108. В некоторых вариантах осуществления, вторичная подкладка 108 является термопластичной по природе. Слой 102 ткани, первичная подкладка 104, вторичная подкладка 108 и нетканый мат 110 (и латексное предварительное покрытие 106, когда оно включается) могут затем проходить через вторую систему валков, такую как система 510 прижимных охлаждающих валков, которая может сжимать соответствующие слои вместе и вызывать связывание слоев друг с другом и их обжим, благодаря понижению температуры охлаждающих валков системы 510 прижимных охлаждающих валков. В некоторых вариантах осуществления, слой 108 вторичной подкладки представляет собой пластизоль по природе. Слой 102 ткани, первичная подкладка 104, пластизолевая вторичная подкладка 108 и нетканый мат 110 (и латексное предварительное покрытие 106, когда оно включается) могут затем проходить через систему нагревательных печей для отверждения пластизоля и связывания различных слоев друг с другом. После охлаждения/отверждения различные слои формируют ковровый рулон и/или лист 512, который может доставляться в режущее устройство 514, которое разрезает ковер 512 на отдельные ковровые плитки 100. В некоторых вариантах осуществления, до или после нарезки плиток, слой адгезива, такой как слой чувствительного к давлению адгезива, может наноситься на открытую нижнюю поверхность ковровой плитки 100, иногда - вместе с нелипкой съемной накладкой.
[0050] Фиг.6 изображает однопроходный способ 600 изготовления ковровых плиток, таких как ковровая плитка 100, согласно настоящему изобретению. Способ 600 начинается согласно блоку 602 посредством покрытия грубой ткани термопластичной/пластизолевой вторичной подкладкой. В некоторых вариантах осуществления, грубая ткань может быть предусмотрена в форме слоя ворсистой ткани, имеющей первичную подкладку. Например, первичная подкладка может представлять собой полиэстр, тканый полипропилен и/или нетканый материал. Термопластичная/пластизолевая вторичная подкладка может наноситься на грубую ткань посредством экструдирования термопластичного/пластизолевого материала на первичную подкладку грубой ткани согласно блоку 604. Согласно блоку 606, двухслойный полученный влажным формованием нетканый мат может наноситься на открытую поверхность вторичной подкладки для формирования коврового листа. Например, мат может ламинироваться с материалом вторичной подкладки. В некоторых вариантах осуществления, первый слой может ламинироваться с вторичной подкладкой с использованием латексного предварительного покрытия. Двухслойный полученный влажным формованием нетканый мат может быть подобен полученному влажным формованием нетканому мату 110, описанному выше. Например, мат может содержать первый слой, содержащий множество стеклянных волокон и связующее, и второй слой, содержащий множество синтетических волокон и связующее. Связующие, как правило, являются одинаковыми и наносятся в одно и то же время в способе изготовления с влажным формованием, как описано согласно фиг.3 и 4. Первый слой полученного влажным формованием нетканого мата может располагаться обращенным к вторичной подкладке, и во многих вариантах осуществления, он может располагаться непосредственно рядом с вторичной подкладкой. Однако, будет очевидно, что в некоторых вариантах осуществления, один или несколько дополнительных слоев, таких как холсты, и тому подобное, могут располагаться между первым слоем полученного влажным формованием нетканого мата и вторичной подкладкой. Способ 600 может также включать нарезку коврового листа на множество ковровых плиток согласно блоку 608. Перед нарезкой, ковровый лист может проходить через один или несколько валков, например, через систему прижимных охлаждающих валков для обжима адгезивов с целью скрепления различных слоев коврового листа друг с другом.
[0051] В некоторых вариантах осуществления, способ 600 может включать нанесение адгезива на открытую нижнюю поверхность второго слоя. Адгезив может наноситься до или после нарезки коврового листа на отдельные ковровые плитки. В некоторых вариантах осуществления, адгезив может представлять собой чувствительный к давлению адгезив, который делает возможным установку ковровой плитки посредством приложения усилия к верхней поверхности ковровой плитки после того, как она окажется в своем желаемом положении на подложке пола. В некоторых вариантах осуществления, съемная накладка может наноситься на открытую поверхность адгезива для предотвращения приклеивания адгезива к другой поверхности до установки ковровой плитки. В ходе установки, съемная накладка может сниматься для открывания адгезива.
[0052] Фиг.7 изображает способ изготовления ковровой плитки, такой как ковровая плитка 100, по настоящему изобретению. Способ 700 начинается согласно блоку 702 с получения ковровой плитки, такой как ковровая плитка 100, описанная в настоящем документе. Например, ковровая плитка может содержать слой ворсистой ткани, первичную подкладку, связанную со слоем ворсистой ткани, вторичную подкладку, связанную с первичной подкладкой, и двухслойный полученный влажным формованием нетканый мат. Двухслойный полученный влажным формованием нетканый мат может содержать первый слой, содержащий множество стеклянных волокон и первое связующее, и второй слой, содержащий множество синтетических волокон и второе связующее. Способ 700 может включать нанесение адгезива между открытой поверхностью второго слоя и подложкой пола согласно блоку 704. Например, адгезив может наноситься на подложку пола непосредственно перед размещением ковровой плитки рядом с подложкой пола. В других вариантах осуществления, адгезив наносится на второй слой перед размещением ковровой плитки рядом с подложкой пола. В некоторых вариантах осуществления, это можно сделать в ходе процесса установки, в то время как в других вариантах осуществления адгезив может наноситься на ковровую плитку в ходе способа изготовления. Например, чувствительный к давлению адгезив может наноситься на второй слой, при этом съемная накладка покрывает открытую поверхность адгезива. В ходе установки съемная накладка может удаляться с ковровой плитки для открывания чувствительного к давлению адгезива перед позиционированием ковровой плитки. Согласно блоку 706, к верхней поверхности ковровой плитки прикладывают усилие для приклеивания ковровой плитки к подложке пола с использованием адгезива.
[0053] Хотя в настоящем документе описываются несколько вариантов осуществления и размещения различных компонентов, следует понимать, что различные компоненты и/или сочетания компонентов, описанные в различных вариантах осуществления, могут модифицироваться, перегруппировываться, изменяться, регулироваться, и тому подобное. Например, размещение компонентов в любом из описанных вариантов осуществления может регулироваться или перегруппировываться и/или различные описанные компоненты могут использоваться в любых вариантах осуществления, в которых они в настоящее время не описываются или не используются. Следует считать, что как таковые, различные варианты осуществления не ограничиваются конкретным размещением и/или структурами компонентов, описанными в настоящем документе.
[0054] В дополнение к этому необходимо понять, что любое работающее сочетание признаков и элементов, описанных в настоящем документе, также рассматривается как описанное. В дополнение к этому, каждый раз, когда признак не обсуждается в связи с одним из вариантов осуществления настоящего изобретения, специалист в данной области тем самым отмечает, что некоторые варианты осуществления настоящего изобретения могут явно и конкретно исключать такие признаки, тем самым обеспечивая поддержку для отрицательных ограничений пунктов формулы изобретения.
[0055] Имея несколько описанных вариантов осуществления, специалист в данной области заметит, что различные модификации, альтернативные конструкции и эквиваленты можно использовать без отклонения от духа настоящего изобретения. В дополнение к этому, ряд хорошо известных процессов и элементов не описываются, чтобы исключить ненужное усложнение настоящего изобретения. Соответственно, приведенное выше описание не должно рассматриваться как ограничивающее рамки настоящего изобретения.
[0056] Когда приводится некоторый диапазон значений, понятно, что каждое промежуточное значение, до одной десятой от единицы нижнего предела, если только контекст не диктует четко иного, между верхним и нижним пределами этого диапазона, также конкретно описывается. Охватывается каждый меньший диапазон между любым сформулированным значением или промежуточным значением в сформулированном диапазоне и любым другим сформулированным или промежуточным значением в этом сформулированном диапазоне. Верхний и нижний пределы этих меньших диапазонов могут независимо включаться в диапазон или исключаться из него, и каждый диапазон, где любой из пределов ни один из пределов или оба предела включаются в меньший диапазон, также охватывается настоящим изобретением, являясь субъектом любого конкретного исключения предела в сформулированном диапазоне. Там, где сформулированный диапазон включает один или оба этих предела, диапазоны, исключающие любой из этих включенных пределов или их оба, также включаются.
[0057] Как используется в настоящем документе и в прилагаемой формуле изобретения, упоминания единственного числа включают ссылки на множественное число, если контекст четко не диктует иного. Таким образом, например, упоминание “способа” включает множество таких способов, а упоминание “устройства” включает ссылку на одно или несколько устройств и их эквивалентов известных специалистам в данной области, и так далее.
[0058] Также слова “содержать”, “содержащий”, “включать”, “включающий” и “включает”, когда используются в описании и в следующей далее формуле изобретения, предназначены для указания присутствия сформулированных признаков, целых чисел, компонентов или стадий, но они не исключают присутствия или добавления одного или нескольких других признаков, целых чисел, компонентов, стадий, действий или групп.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2248884C2 |
| ГИПСОВЫЕ ПАНЕЛИ, ПОДХОДЯЩИЕ ДЛЯ ВЛАЖНЫХ ИЛИ СЫРЫХ ЗОН | 2015 |
|
RU2776074C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНАТНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2017 |
|
RU2721115C1 |
| НЕТКАНЫЙ СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2238851C2 |
| МАТ И ГИПСОВЫЕ ПАНЕЛИ, ПОДХОДЯЩИЕ ДЛЯ ВЛАЖНЫХ ИЛИ СЫРЫХ ЗОН | 2015 |
|
RU2689751C2 |
| ДЕТАЛИ АВТОМОБИЛЯ | 2013 |
|
RU2625359C2 |
| ГИПСОВАЯ ПАНЕЛЬ, ПРИМЕНИМАЯ В СЫРЫХ ИЛИ ВЛАЖНЫХ ОБЛАСТЯХ | 2012 |
|
RU2593773C2 |
| ПРОТИВОСКОЛЬЗЯЩАЯ ПОДКЛАДКА | 2020 |
|
RU2781447C1 |
| НЕ СОДЕРЖАЩИЕ ФОРМАЛЬДЕГИДА СВЯЗУЮЩИЕ КОМПОЗИЦИИ С МОДИФИЦИРОВАННОЙ ВЯЗКОСТЬЮ | 2013 |
|
RU2635242C2 |
| СПОСОБ ПРОИЗВОДСТВА ГИДРАВЛИЧЕСКИ ПЕРЕПЛЕТЕННОГО НЕТКАНОГО МАТЕРИАЛА | 2012 |
|
RU2596099C2 |
Ковровая плитка содержит слой ворсистой ткани, первичную подкладку, связанную со слоем ворсистой ткани, вторичную подкладку, связанную с первичной подкладкой, и двухслойный полученный влажным формованием нетканый мат, причем двухслойный полученный влажным формованием нетканый мат содержит первый слой, содержащий множество стеклянных волокон и первое связующее, и второй слой, содержащий множество синтетических волокон и второе связующее. 3 н. и 19 з.п. ф-лы, 8 ил.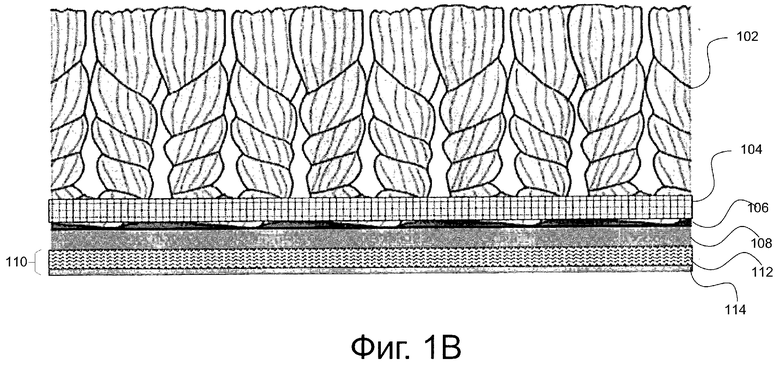
1. Ковровая плитка, содержащая:
слой (102) ворсистой ткани;
первичную подкладку (104), связанную со слоем ворсистой ткани;
вторичную подкладку (108), связанную с первичной подкладкой; и
двухслойный полученный влажным формованием нетканый мат (110), связанный с вторичной подкладкой, причем двухслойный полученный влажным формованием нетканый мат содержит:
первый слой (112), содержащий множество стеклянных волокон и связующее; и
второй слой (114), содержащий множество синтетических волокон и связующее.
2. Ковровая плитка по п.1, дополнительно содержащая:
латексное предварительное покрытие, нанесенное между первичной подкладкой и вторичной подкладкой, причем вторичная подкладка является термопластичной.
3. Ковровая плитка по п.1, в которой:
первый слой располагается смежно с вторичной подкладкой, причем вторичная подкладка является термопластичной.
4. Ковровая плитка по п.1, в которой:
множество стеклянных волокон содержит стеклянные волокна, имеющие средний диаметр волокна 8-25 мкм.
5. Ковровая плитка по п.1, в которой:
множество синтетических волокон содержит один или несколько материалов из полиэстера, полиолефина или нейлона.
6. Ковровая плитка по п.1, в которой:
вторичная подкладка содержит термопластичный материал или пластизоль.
7. Ковровая плитка по п.1, в которой:
второй слой дополнительно содержит множество стеклянных волокон, имеющих длину 1/4 дюйма - 2 дюйма (6-51 мм) и средний диаметр волокна 8-25 мкм.
8. Ковровая плитка по п.1, в которой:
второй слой содержит только множество синтетических волокон и связующее.
9. Способ установки ковровой плитки, включающий:
изготовление ковровой плитки, содержащей:
слой ворсистой ткани;
первичную подкладку, связанную со слоем ворсистой ткани;
вторичную подкладку, связанную с первичной подкладкой; и
двухслойный полученный влажным формованием нетканый мат, связанный с вторичной подкладкой, причем двухслойный полученный влажным формованием нетканый мат содержит:
первый слой, содержащий множество стеклянных волокон и связующее, причем указанный первый слой обращен ко вторичной подкладке; и
второй слой, содержащий множество синтетических волокон и связующее;
обеспечение адгезива между открытой поверхностью второго слоя и подложкой пола; и
приложение усилия к верхней поверхности ковровой плитки для приклеивания ковровой плитки к подложке пола с использованием адгезива.
10. Способ установки ковровой плитки по п.9, в котором:
адгезив наносят на подложку пола до укладывания ковровой плитки на подложку пола.
11. Способ установки ковровой плитки по п.9, в котором:
адгезив наносят на второй слой до укладывания ковровой плитки на подложку пола.
12. Способ установки ковровой плитки по п.9, в котором:
обеспечение адгезива между открытой поверхностью второго слоя и подложкой пола включает нанесение чувствительного к давлению адгезива на второй слой и нанесение съемной накладки на чувствительный к давлению адгезив; и
способ дополнительно включает удаление съемной накладки до приложения усилия к верхней поверхности ковровой плитки.
13. Способ установки ковровой плитки по п.9, в котором:
множество стеклянных волокон содержит стеклянные волокна, имеющие средний диаметр волокна 8-25 мкм.
14. Способ установки ковровой плитки по п.9, в котором:
множество синтетических волокон содержит один или несколько материалов из полиэстра, полиолефина или нейлона.
15. Способ установки ковровой плитки по п.9, в котором:
связующее двухслойного полученного влажным формованием нетканого мата распределяют равномерно по этому двухслойному полученному влажным формованием нетканому мату.
16. Способ установки ковровой плитки по п.9, в котором:
второй слой дополнительно содержит множество стеклянных волокон, имеющих длину 1/4 дюйма - 2 дюйма (6-51 мм) и средний диаметр волокна 8-25 мкм.
17. Способ изготовления ковровой плитки, включающий:
получение слоя ворсистой ткани, содержащего первичную подкладку;
покрытие первичной подкладки вторичной подкладкой;
нанесение двухслойного полученного влажным формованием нетканого мата на открытую поверхность вторичной подкладки для формирования коврового листа, причем этот двухслойный полученный влажным формованием нетканый мат содержит:
первый слой, содержащий множество стеклянных волокон и связующее, причем указанный первый слой обращен к вторичной подкладке; и
второй слой, содержащий множество синтетических волокон и связующее; и
нарезку коврового листа на множество ковровых плиток.
18. Способ изготовления ковровой плитки по п.17, в котором:
нанесение двухслойного полученного влажным формованием нетканого мата включает ламинирование первого слоя с вторичной подкладкой с использованием латексного предварительного покрытия.
19. Способ изготовления ковровой плитки по п.17, в котором:
покрытие первичной подкладки с помощью вторичной подкладки включает экструдирование термопластичного материала или пластизолевого материала на первичную подкладку.
20. Способ изготовления ковровой плитки по п.17, дополнительно включающий:
нанесение чувствительного к давлению адгезива на второй слой; и
нанесение съемной накладки на чувствительный к давлению адгезив.
21. Способ изготовления ковровой плитки по п.17, дополнительно включающий:
экспонирование коврового листа для системы охлаждающих валков перед нарезкой коврового листа.
22. Способ изготовления ковровой плитки по п.17, в котором:
связующее двухслойного полученного влажным формованием нетканого мата однородно распределяют по двухслойному полученному влажным формованием нетканому мату.
| US 5030497 A1, 09.07.1991 | |||
| US 5204155 A1, 20.04.1993 | |||
| US 6203881 B1, 20.03.2001 | |||
| US 5545276 A1, 13.08.1996 | |||
| US 20190077114 A1, 14.03.2019 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯНЕПРЕРЫВНОДЕЙСТВУЮЩИМ ТРЕХКОЛОННЫМБРАГОРЕКТИФИКАЦИОННЫМ АППАРАТОМ | 1971 |
|
SU420661A1 |
| US 4629642 A1, 16.12.1986 | |||
| КОВЕР И КОВРОВАЯ ПЛИТКА МАЛОГО ВЕСА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, ПРИДАНИЯ ИМ РАЗМЕРОВ И ИХ УКЛАДКИ | 2009 |
|
RU2531413C2 |

