Назначение и область применения
Изобретение относится к армирующим системам на нитяной основе для полимерных изделий, в частности к комплексным нитям, которые могут использоваться в указанных армирующих системах.
Предшествующий уровень техники
Армированные полимерные изделия широко применяются в авиационно-космической технике, различных отраслях машиностроения, строительстве, нефтегазодобывающей промышленности, транспортировки газообразных и жидких сред, а также при изготовлении аттракционов, водных горок, бассейнов, спортинвентаря и других товаров народного потребления или отраслей промышленности. Широкому использованию армированных пластиков в значительной степени способствуют их высокие прочностные свойства, устойчивость к воздействию агрессивных сред, низкая материалоемкость, что позволяет снизить вес изделия, высокая технологичность, позволяющая изготавливать изделия сложной формы и разнообразных габаритов, в том числе и крупногабаритных, без дорогостоящей технологической оснастки, возможность регулирования в широких пределах характеристики тепло- и электропроводности, а также работоспособность в широком диапазоне температур и напряжений.
Традиционно армирование выполняется путем использования вспомогательных гетерогенных элементов, таких как волокна или нити, выполненные из стекла, углерода или арамида, либо при помощи металлических элементов, вроде металлических лент, которые могут быть наложены, например, на топливный бак после его изготовления путем, например, литья под давлением.
Так, например, из предшествующего уровня техники известно применение высокоэффективных термопластичных волокон, таких, например, как полиолефиновые волокна, для изготовления полимерных изделий, устойчивых к силовым нагрузкам. В частности, в патенте US 4608220 раскрыты композитные полимеры с армирующими волокнами, используемые для производства деталей самолетов, а в патенте US 6804942 раскрыты композитные трубные элементы, изготовленные из полимерных труб, обернутых полосками армированной ткани. Армированные подобным образом трубы высокого давления предназначены для работы в экстремальных условиях, где они должны противостоять химическому и механическому воздействию при транспортировке газов и жидкостей.
В заявке WO 02/088589 описан способ изготовления армированной пластмассовой трубы, включающий шаг навивки особым образом, по крайней мере, двух слоев армирующих лент, состоящих из ориентированных полимеров, вокруг полой полимерной оправки. Ориентация молекул полимера внутри армирующих лент поддерживается благодаря навивке тонкой теплозащитной ленты вокруг армирующего слоя. Теплозащитная лента состоит из неориентированного полимера, совместимого с ориентированным полимером расположенного под ним слоя. После этого поверх слоя, образованного из тонкой теплозащитной ленты, наносится путем экструзии наружный отделочный слой. Однако при этом не образуется тесного контакта между армирующими лентами и отделочным слоем, поскольку между ними находится слой, образованный теплозащитной лентой, что само по себе снижает эффективность армирования. Кроме этого требуется дополнительный шаг наложения теплозащитной ленты, чтобы изготовить армированное полимерное изделие, что увеличивает стоимость. Таким образом, данная конструкция имеет ограниченную область применения, а за счет возможности деформации смежных слоев, обладающих разными физико-механическими свойствами и коэффициентами температурного расширения, в условиях отсутствия монолитности конструкции изделия может быть разрушена система армирования при повышенных нагрузках, что в свою очередь ведет к выходу из строя изделия в целом.
Известен также композиционный (полимерный) материал (С. Bonnet. Les composites dans les propulseurs a propergol solide. "Materiaux et Techniques", 10-11, 1979, p. 398-400), армированный углеродными волокнами, взятыми в виде графитовых тканей - двухнаправленная структура (2D) или ориентированных стержней - трехнаправленная (3D), четырехнаправленная (4D) и др. структуры, и углеродной фазы, получаемой карбонизацией фенольной смолы или осаждением из газовой фазы углеводорода. Такой материал находит применение в изделиях, подверженных воздействию высоких температур. К недостаткам его, проявляющимся при изготовлении тонкостенных оболочек, следует отнести невысокую межслоевую прочность (в случае структуры 2D) или недостаточную технологичность производства и некоторые трудности в обеспечении прочностных характеристик (в случае структур 3D, 4D и др.).
Указанный недостаток материала структуры 2D частично устранен в изделии из композиционного полимерного материала (патент США 3991248, МКИ: C01B 31/02), армированного высокопрочным углеродным или графитовым волокном, связанным матричным материалом, в качестве которого используются углерод или другие материалы, осажденные пиролитическим методом из газовой фазы до достижения желаемой плотности готового изделия. Пластичные углеродные нити, взятые в форме определенным образом уложенных слоев тканого углеродного материала, связанные пиролитическим матричным материалом, образуют изделие, характеризующееся совокупностью хороших эксплуатационных свойств. К недостаткам известного композиционного материала следует отнести сравнительно невысокий уровень прочностных свойств, в частности, при испытании его на сдвиг.
Известно также, что термопластичные волокна используют для изготовления изделий с высокой устойчивостью к баллистическим нагрузкам или к надрезам. Например, в патенте США 6979660 раскрыты защитные ткани, изготовленные из нескрученной полиэтиленовой пряжи.
Одним из возможных способов армирования полимерных изделий в данном случае является использование известной TFP-технологии. Эта технология включает в себя размещение волокнистых прядей («пучков») для механического армирования, в свою очередь, состоящих из множества отдельных армирующих волокон, проходящих параллельно друг другу по любой желаемой криволинейной траектории, и прикрепление их при помощи фиксирующих нитей к опорному слою для получения волокнистой заготовки («заготовка»). Прикрепление осуществляется при помощи верхней и нижней фиксирующих нитей, которые соединяются друг с другом под опорным слоем, образуя петли так же, как при обычных способах сшивания. В качестве армирующего волокна используется, например, стекловолокно, углеродное волокно, арамидное волокно и т.п. Однако данная технология отличается сложностью ее реализации и использованием специализированного оборудования. При этом эффективность указанного способа армирования невысока вследствие образования сужений в распределении волокон при их прошивки, а также в результате образования пустот между волокнами, которые ослабляют эффект армирования и могут вызвать деструкцию армирующего слоя. Кроме того, данные технологии не обеспечивают достаточный уровень адгезии армирующего и полимерного слоев.
Известна также конструкция пластмассовой трубы по патенту РФ №2205318 от 19.02.2001, в соответствии с которым между внутренним и наружным слоями из термопластичного материала расположен армирующий наполнитель из намотанных по спирали в двух взаимно противоположных направлениях непрерывных полимерных или минеральных нитей, углубленных в наружную поверхность внутреннего слоя и внутреннюю поверхность наружного слоя. Намотку армирующих нитей осуществляют на трубу, пластифицированную путем разогрева, после чего с помощью дополнительного экструдера наносят наружный термопластичный слой. Недостатками данного решения являются неудовлетворительное качество адгезии армирующего материала к полиэтиленовым слоям, а также опасность локальных нарушений целостности стенок трубы (образования свищей) в результате развития пластической деформации (внутри ячеек, образованных армирующими нитями) при превышении возникающих напряжений модуля упругости материала трубы в результате существенного повышения давления рабочей среды.
Известна комбинированная нить, используемая в составе армирующих систем, содержащая два компонента, один из которых выполнен в виде нити из волокон на основе алюмо-боро-силикатов или углеродных волокон, а второй - в виде нитей из полиамидных или полиэфирных волокон [2]. Соединение высокопрочных, теплостойких, но очень хрупких и дорогих нитей из углеродных и керамических волокон с нитями из полиамидных или полиэфирных волокон позволяет получить комбинированную гибкую нить для производства технических тканей, однако углеродные и алюмо-боро-силикатные волокна имеют очень большую стоимость, а полиэфирное волокно характеризуется низким сопротивлением к многократным изгибам и очень низкой устойчивостью к истиранию, что существенно снижает срок эксплуатации изделий из него.
Кроме того, для армирования различных полимерных изделий, например полимерных труб, профилей и т.п., такими способами армирования как плетение или оплетка, на плетельных или оплеточных машинах, достаточно широко используют высокопрочные высокомодульные комплексные нити, например из ароматических полиамидов (п-арамидов KEVLAR®, TWARON® и д.р.), полиэфиров, алифатических полиамидов, п-арилатов и т.п. Из анализа предшествующего уровня техники следует, что полимерным армирующим элементам свойственны как достоинства, так и некоторые недостатки. Например, несмотря на то, что полимерные волокна обладают исключительно высокой прочностью по отношению к силовым нагрузкам, установлено, что они в большей степени чувствительны к длительному растяжению, чем арамидные или углеродные волокна. Длительное растяжение со временем может привести к разрушению волокна и нарушению целостности волокнистых изделий. В некоторых случаях, например, в трубах высокого давления и в шлангах нарушение целостности композита может нанести значительный вред потребителям, окружающей инфраструктуре и экологической обстановке.
Во всех вышеуказанных примерах армирования полимерных изделий к существенным недостаткам армирования следует отнести недостаточную или полностью отсутствующую адгезию между армирующими элементами (волокнами, нитями, лентами и т.д.) и материалом армируемого изделия. Это не позволяет сделать армирующие элементы связанным элементом конструкции изделия и снижает качество, эффективность, прочность, а также технические характеристики изделия в целом.
Это происходит по нескольким причинам. Во-первых, при выборе материалов армирующей нити и армируемого изделия, имеющих различное химическое строение и не имеющих химической или диффузионной адгезии между собой. Например, армирующая нить, выполненная из п-арамида, являющегося полярным полипарафенилентерефталамидом, не имеет химической или диффузионной адгезии к термопластичному неполярному полиэтилену, из которого изготавливается труба. В этом случае можно говорить только о механической адгезии, которая, согласно теории адгезии, осуществляется за счет затекания адгезива (в нашем случае полиэтилена) в поры, неровности или трещины на поверхности субстрата (в нашем случае армирующей п-арамидной нити) с последующим затвердеванием. При этом считается, что между адгезивом и субстратом образуются «заклепки», связывающие компоненты адгезионного соединения путем механического заклинивания. Таким образом, прочность адгезионного соединения определяется пористостью субстрата и прочностью пленки адгезива.
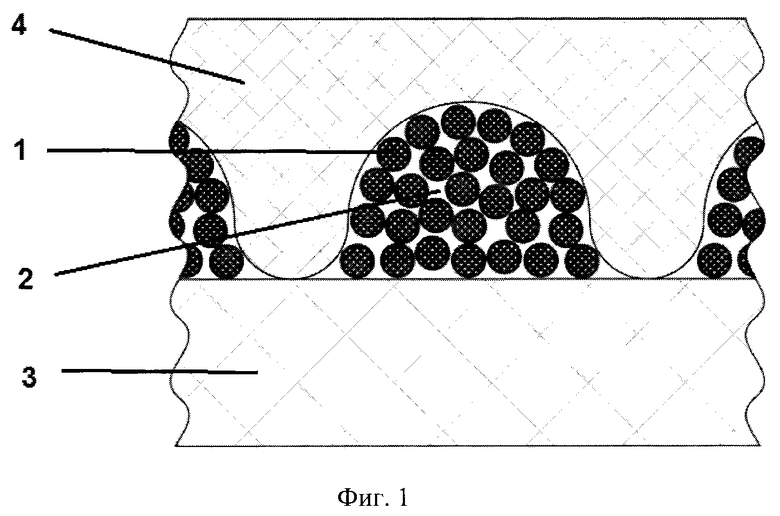
Во-вторых, из-за особенности технологии армирования, когда при армировании, например, комплексной нитью изделия из полиэтилена, который, как известно из уровня техники, является не смачиваемым материалом и имеет низкое значение поверхностного натяжения, между армирующими элементарными нитями образуется воздушное, не заполненное полиэтиленом пространство (см. фиг. 1).
По этой причине механическая адгезия может быть достигнута только между периферийными элементарными нитями комплексной нити и полиэтиленом, непосредственно примыкающим к периферийным элементарным нитям. Поскольку элементарные нити комплексной нити не имеют связи между собой, то все нити, непосредственно не примыкающие к полиэтилену, не имеют адгезии, не являются связанным элементом конструкции армируемого изделия и могут свободно перемещаться в осевом направлении. В этом случае при наложении нагрузки на изделие армирующие нити и армируемое изделие работают как раздельные самостоятельные элементы конструкции, воспринимая нагрузку и разрушаясь последовательно от менее прочного элемента к более прочному, в то время как связанные элементы конструкции работают как одно целое, воспринимая распределенную нагрузку одновременно всеми элементами конструкции. Таким образом, прочностные характеристики изделия, армируемого комплексной нитью, не имеющей адгезии к материалу армируемого изделия, существенно снижаются.
В полимерных композитах армируемых волокнистыми материалами уже в процессе их получения образуются различные виды неоднородностей структуры и дефектов, влияющих на их свойства и являющихся местами локализации процесса разрушения. Во время эксплуатации композиционных материалов и изделий в них накапливаются дополнительно различные виды дефектов под влиянием внешних воздействий - температуры, физических полей, действия влаги и других сред. Все эти воздействия усиливаются одновременным действием механических напряжений и температуры. Накопление повреждений в полимерных композитах, армируемых волокнистыми армирующими элементами, происходит на всех структурных уровнях. Кинетика накопления повреждений под влиянием каждого вида воздействия (рост дефектности) обычно происходит по экспоненциальной зависимости, определяемой тем, что элементарные акты возникновения дефектов (разрушения) являются необратимыми и, соответственно, они складываются, что, в конце концов, приводит к нарушению сплошности (монолитности) и разрушению материала/изделия. Процесс разрушения определяется с возникновения трещин, начинающихся в наиболее дефектных местах и развивающихся по механодеструктивным реакциям, протекающим по радикальному механизму. Одна из трещин перерастает в магистральную трещину, растущую также по свободно-радикальному механизму с полным нарушением монолитности - разрушением материала/изделия.
При рассмотрении структуры и свойств волокон из линейных полимеров наблюдается высокая анизотропия их структуры и свойств, приводящая к относительно легкой их фибриллизации при разрушении. Это особенно характерно для пара-арамидных волокон (терлон, тварон, кевлар, русар, армос). Такая особенность разрушения сказывается и на адгезионном взаимодействии с термореактивными материалами изделия. Отмечено расслоение волокон при определении адгезии по методу «выдергивания» одиночного волокна из склейки со связующим и разрушение не по адгезионному слою, а путем выдергивания волокна таким образом, что прилегающий к матрице слой волокна остается связанным с ней.
Вследствие высокой анизотропии и фибриллизации при разрушении композиционные материалы на основе пара-арамидных нитей прекрасно работают на растяжение, но имеют невысокие показатели механических свойств на сжатие и сдвиг. Изучению повышения поперечной прочности пара-арамидных филаментов посвящено немало работ. Однако оказалось, что внедрение в надмолекулярную структуру сшивающих реагентов приводит к снижению механических свойств в осевом направлении. Таким образом, эта проблема пока не решена.
Указанные недостатки известных решений ограничивают сферу применения армированных термопластичных (полимерных) изделий и срок их службы.
Сущность изобретения.
Техническая задача, решаемая заявленным изобретением, заключается в предложении многокомпонентной армирующей нити простой в производстве и способной обеспечить механическую адгезию между армирующей нитью и армируемым изделием.
Технический результат, достигаемый изобретением, заключается в повышении прочности и упругости изделия, возможности его закрепления в материале основного полимерного слоя с обеспечением монолитности армированного комплексной нитью изделия без возможности перемещения армирующих нитей в полимерном слое и, как следствие, снижении материалоемкости и уменьшении стоимости производства,
Вышеуказанный технический результат достигается тем, что используют многокомпонентную комплексную нить, состоящую из пучка соединенных между собой элементарных нитей или волокон, по меньшей мере, двух типов, образующих, по меньшей мере, одну базовую армирующую нить из высокопрочного, высокомодульного материала и одну заполняющую нить из термопласта с температурой плавления более низкой по сравнению с базовой армирующей нитью, и скрученной на заданное число круток, таким образом, что низкоплавкая нить равномерно распределена по объему в базовой армирующей нити в предустановленной пропорции.
При этом базовая армирующая нить и/или заполняющая нить могут быть выполнены в виде комплексной нити, состоящей из пучка элементарных нитей и/или волокон, и при этом могут быть выполнены многокомпонентными, включающими элементарные нити и/или волокна, выполненные из разных материалов, соответствующих типу нити.
В предпочтительном варианте осуществления изобретения базовые армирующие нити выполнены из неплавкого, и/или тугоплавкого материала, и/или полимера с высокой температурой плавления, например из пара-арамидных, или полиоксадиазольных (поли-пара-фенилен-1,3,4-оксадиазола), или полиэфирных материалов или иного высокомодульного материала, а низкоплавкая нить, предпочтительно, выполнена из полиэтилена или полипропилена.
Заполняющая, более низкоплавкая по отношению к базовой нить предпочтительно выполнена из полимерного материала с температурой плавления, близкой к температуре плавления армируемого материала, для которых предназначена комплексная армирующая нить. При этом заполняющая нить выполнена с обеспечением возможности заполнения воздушного пространство между элементарными нитями базовой армирующей нити. Кроме того, заполняющая нить выполнена с обеспечением возможности при нагреве до температуры плавления заполнения расплавом всего воздушного пространства между элементарными нитями базовой армирующей нити, с обеспечением механической адгезии между элементарными нитями комплексной армирующей нити и обеспечением возможности сцепления комплексной армирующей нити с армируемым материалом.
Краткое описание чертежей
Изобретение поясняется чертежами, где:
фиг. 1 - схемное представление расположения армирующих элементарных нитей или волокон в конструкции армированного полимерного изделия, известной из предшествующего уровня техники, где 1 - сечение нитей или волокон армирующей системы, 2 - пустоты между нитями или волокнами армирующей системы, 3 - основной полимерный слой, 4 - верхний (покрывающий) дополнительный полимерный слой;
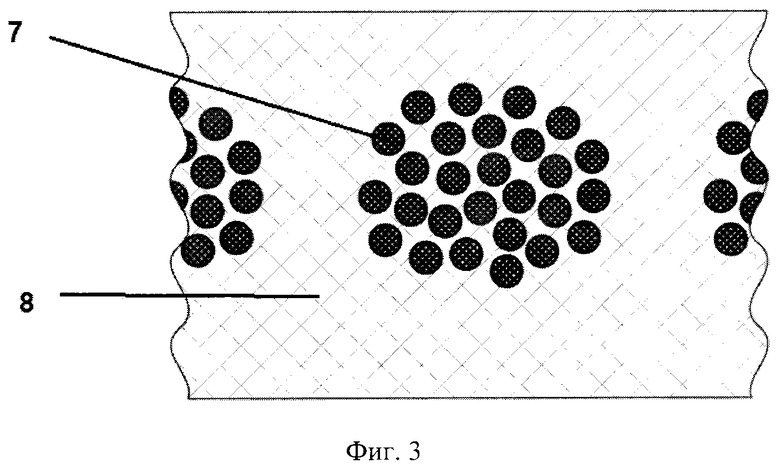
фиг. 2 - схемное представление комплексной нити согласно изобретению, в разрезе, где 5 - сечение базовой армирующей нити, 6 - сечение заполняющей нити.
фиг. 3 - схемное представление расположения комплексной нити армирующей системы в конструкции армированного полимерного изделия согласно изобретению, где 7 - сечение комплексной нити армирующей системы, 8 - армированное полимерное изделие.
Следует отметить, что прилагаемые чертежи иллюстрируют только один из наиболее предпочтительных вариантов выполнения изобретения и не могут рассматриваться в качестве ограничений содержания изобретения, которое очевидно для специалиста в данной области техники, может включать другие варианты осуществления.
Пример осуществимости изобретения.
В рамках описания изобретения используется следующая терминология:
Комплексные нити (мультифиламент) - нить, состоящая из двух и более элементарных нитей, длина которых равна или несколько больше длины комплексной нити.
Элементарная нить (филамент) - единичная нить практически неограниченной длины, рассматриваемая как бесконечная.
Пример осуществимости рассматривается с учетом предназначения использования комплексной армирующей нити в армирующих системах, в частности применительно к армируемым полимерным изделиям, материалам.
Согласно изобретению (фиг. 2) комплексная армирующая нить, выполненная, например, крученной, состоит, по меньшей мере, из элементарных нитей двух типов: базовой армирующей нити 5 из высокопрочного высокомодульного материала из неплавкого, и/или тугоплавкого материала, и/или полимера с высокой температурой плавления, и заполняющей нити 6, более низкоплавкой по отношению к базовой армирующей нити, выполненной, преимущественно, из термопластичного материала, с температурой плавления, близкой к температуре плавления материала армируемого слоя изделия. В частности, в случае выполнения основного слоя из сшитого полиэтилена (PEX) любой модификации заполняющие нити могут быть выполнены из полиэтилена.
В свою очередь, так как базовая армирующая нить 5 несет всю основную нагрузку на армирующую систему, она может быть выполнена из таких высокопрочных полимерных материалов как одно- или многокомпонентные, комплексные мультифиламентные высокомодульные полимерные нити, например ароматические полиамидные, полиэфирные, алифатические полиамидные, полиоксадиазольные, поливинилспиртовые, гидратцеллюлозные, п-арамидные, п-арилатные, ароматические полиэфирные, поли-п-фениленбензо-бис-оксазольные и -тиазольные, полиакрилонитрильные, поликапроамидные, полиэтилентерефталатные, полипропиленовые, полиэтиленовые, из сверхвысокомолекулярного полиэтилена, полиамидные, арамидные, полиимидные, полибензимидазольные и др. их сополимеры и модификации. Под арамидным материалом подразумевается длинная цепочка синтетического ароматического полиамида, имеющего амидные связи, прикрепленные непосредственно к двум ароматическим кольцам или в пара- или мета-положении. При этом пара-арамиды, например, включают поли(пара-фенилентерефталамид)(PPD-T), поли(п-бензамид) или им подобные и волокна, которые продаются, например, под торговой маркой KEVLAR от фирмы E.I. DuPont de Nemours and Company и под торговой маркой TWARON от фирмы Teijin Ltd. Однако, очевидно, что перечень материалов, которые могут быть применены в качестве базовой армирующей нити, согласно изобретению, не ограничивается пара-арамидными волокнами, могут быть также использованы, например, углеродные, капроновые, полиамидные, лавсановые и т.п. нити.
В настоящем изобретении размер нитей, формирующих комплексную нить, не имеет ограничений, и может быть ограничен только их ассортиментом. При этом окончательный размер комплексной нити также не имеет специальных ограничений и может устанавливаться по желанию для конкретного применения подходящим выбором базовой армирующей и низкоплавкой нитей.
Для достижения заявленного технического результата предпочтительно формирование крученной комплексной армирующей нити с равномерным распределением заполняющей нити по объему в комплексной армирующей нити, таким образом, что обеспечивается охват одной или каждой из пучка базовых армирующих нитей, входящих в состав комплексной армирующей нити, по всей длине. При этом, возможно управление свойствами армирующей системы установкой пропорционального соотношения нитей двух видов в составе комплексной армирующей нити, а также выбором числа круток.
Данная конструкция комплексной нити обеспечивает максимально надежное сцепление армирующей системы с основным полимерным слоем и/или дополнительным внешним, покрывающим слоем и обеспечивает монолитность конечной конструкции изделия.
При равномерном распределении нитей первого и второго типов в пучке комплексной армирующей нити с одновременным равномерным распределением заполняющих нитей по объему базовых нитей позволяет достичь высокой степени адгезии между ними при расплаве заполняющих нитей нагревом до температуры плавления. Расплав заполняющей нити заполняет все воздушное пространство между элементарными нитями комплексной базовой нити, охватывая их полностью по всей длине. При этом при заполнении расплавом всего воздушного пространства между элементарными нитями базовой комплексной нити создается механическая адгезия между каждой элементарной нитью высокопрочной высокомодульной комплексной базовой нити друг с другом.
В процессе нанесения многокомпонентной комплексной армирующей нити на полимерное изделие один или несколько компонентов нити, являющейся заполняющей нитью, выполненной из низкоплавкого материала по отношению к базовой комплексной нити и приближенного по температуре плавления к температуре плавления материалов армируемого изделия, и равномерно распределенный между элементарными нитями одно- или многокомпонентной базовой армирующей нити, плавится и заполняет все воздушное пространство между базовыми элементарными нитями. При заполнении расплавом всего воздушного пространства между элементарными нитями базовой комплексной нити создается механическая адгезия между каждой элементарной нитью высокопрочной высокомодульной комплексной базовой нити друг с другом и с материалом, из которого изготовлено изделие. В этом случае происходит так называемое механическое заклинивание материала армируемого изделия между элементарными нитями комплексной армирующей нити. А поскольку комплексная армирующая нить выполнена, предпочтительно, крученой, это полностью исключает осевое перемещение элементарных нитей комплексной армирующей нити между собой и относительно армируемого изделия. Таким образом, формируется монолитная структура армируемой конструкции, в которой все элементы связаны между собой и работают как единое целое, что существенным образом отражается на увеличении прочностных характеристик армированного изделия.
Комплексная нить, согласно изобретению, формируется из заполняющей и базовой армирующей нитей, состоящих из элементарной нити или пучка элементарных нитей или волокон, и соединенных вместе трощением, или сопряжением, или сращиванием, или плетением, или круткой, или иным известным из уровня техники способом соединения нитей различных типов. Способы и оборудование, используемые для скручивания и сложения нитей с целью получения комплексной армирующей нити, не имеют особых ограничений. Подходящие для этого текстильные крутильные машины могут включать, например, типовые модернизированные тростильно-крутильные машины, а для нанесения волокна на изделие типовые плетельные или оплеточные машины. При этом нити, формирующие комплексную нить, могут быть смешаны друг с другом, сложены друг с другом или скручены друг с другом на любом подходящем этапе процесса изготовления данной нити или конечного изделия.
Заявляемая в качестве изобретения комплексная нить, имея высокие эксплуатационные качества, обладает низкой себестоимостью, высокой прочностью и упругостью с возможностью ее закрепления в материале основного полимерного слоя и обеспечением монолитности армированного комплексной нитью изделия. Конструкция комплексной нити способствует снижению материалоемкости за счет высокой эффективности и применения элементарных одно- или многокомпонентных нитей, а также уменьшению стоимости производства за счет возможности производства армирующих нитей и систем повышенной эффективности на стандартном оборудованием, без оснащения его дополнительным специализированным оборудованием или оснасткой. Заявляемая комплексная нить может быть получена промышленным способом в условиях фабричного производства и с использованием имеющегося оборудования, материалов и технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Электрический проводник | 2015 |
|
RU2609129C1 |
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2010 |
|
RU2437053C1 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2185964C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРПРОЧНОГО ЛЕГКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2419691C2 |
| ИННОВАЦИОННАЯ ПОЛИМЕРНАЯ ЛЕНТА (ВАРИАНТЫ) И ПОЛОСА, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ | 2011 |
|
RU2474637C2 |
| НЕСУЩИЙ СЛОЙ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2007 |
|
RU2456393C2 |
| АРМАТУРА КОМПОЗИТНАЯ | 2011 |
|
RU2482248C2 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
Изобретение относится к армирующим системам на нитяной основе для полимерных изделий, в частности к комплексным нитям, которые могут использоваться в указанных армирующих системах.
Достигаемый технический результат заключается в повышении прочности и упругости изделия, возможности его закрепления в материале основного полимерного слоя с обеспечением монолитности армированного комплексной нитью изделия без возможности перемещения армирующих нитей в полимерном слое и, как следствие, снижении материалоемкости и уменьшении стоимости производства.
Заявленный технический результат достигается использованием многокомпонентной комплексной армирующей нити, состоящей из пучка соединенных между собой элементарных нитей или волокон, по меньшей мере, двух типов, образующих базовую армирующую нить из высокопрочного, высокомодульного материала и заполняющую нить из полимера с температурой плавления более низкой по сравнению с базовой армирующей нитью, причем заполняющая нить равномерно распределена по объему в базовой армирующей нити в предустановленной пропорции. 11 з.п. ф-лы, 3 ил.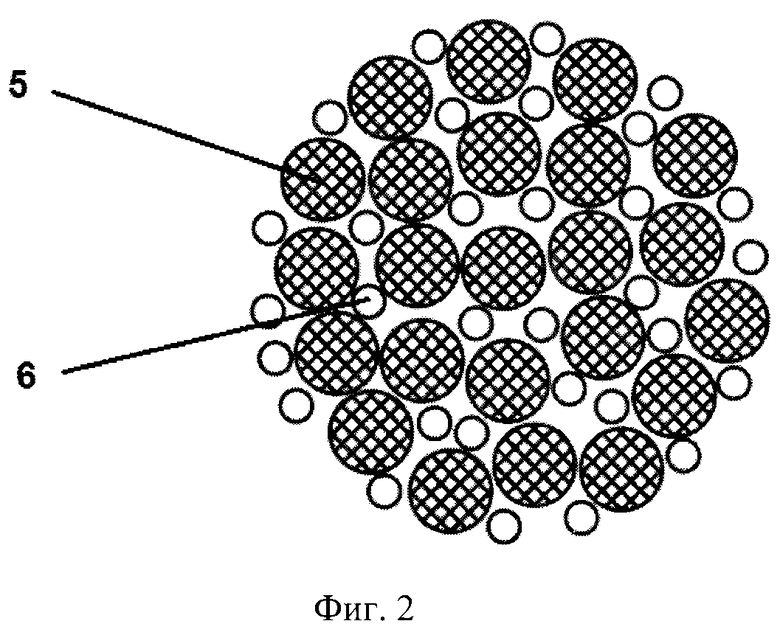
1. Многокомпонентная комплексная армирующая нить, состоящая из пучка соединенных между собой элементарных нитей или волокон, по меньшей мере, двух типов, образующих, по меньшей мере, одну базовую армирующую нить из высокопрочного, высокомодульного материала и одну заполняющую нить из полимера с температурой плавления более низкой по сравнению с базовой армирующей нитью, причем заполняющая нить равномерно распределена по объему в базовой армирующей нити в предустановленной пропорции.
2. Нить по п. 1, отличающаяся тем, что выполнена скрученной на заданное число круток.
3. Нить по п. 1, отличающаяся тем, что базовая армирующая нить и/или заполняющая нить выполнены в виде комплексной нити, состоящей из пучка элементарных нитей и/или волокон.
4. Нить по п. 2, отличающаяся тем, что базовая армирующая нить и/или заполняющая нить выполнены многокомпонентными, включающими элементарные нити и/или волокна, выполненные из разных материалов, соответствующих типу нити.
5. Нить по п. 1, отличающаяся тем, что базовая армирующая нить выполнена из неплавкого, и/или тугоплавкого материала, и/или полимера с высокой температурой плавления, более высокой, чем температура плавления заполняющей нити.
6. Нить по п. 1, отличающаяся тем, что базовые армирующие нити выполнены из пара-арамидного, или полиоксадиазольного, или полиамидного, или полиэфирного материала.
7. Нить по п. 1, отличающаяся тем, что заполняющая нить выполнена из полимерного материала с температурой плавления более низкой, чем температура плавления базовой армирующей нити и близкой к температуре плавления армируемого материала.
8. Нить по п. 7, отличающаяся тем, что заполняющая нить выполнена из полиэтилена.
9. Нить по п. 7, отличающаяся тем, что заполняющая нить выполнена из полипропилена.
10. Нить любому из пп. 1-9, отличающаяся тем, что заполняющая нить выполнена с обеспечением возможности заполнения в комплексной армирующей нити воздушного пространство между элементарными нитями или волокнами базовой армирующей нити.
11. Нить по п. 10, отличающаяся тем, что заполняющая нить выполнена с обеспечением возможности при нагреве до температуры плавления заполнения расплавом всего воздушного пространства между элементарными нитями или волокнами базовой армирующей нити с достижением механической адгезии между ними и с армируемым материалом.
12. Нить по любому из пп. 1-9, отличающаяся тем, что заполняющая и базовая армирующая нити соединены вместе трощением, или сопряжением, или сращиванием, или плетением, или круткой с формированием комплексной армирующей нити.
| US 5147721 A, 15.09.1992 | |||
| US 5910361 A, 08.06.1999 | |||
| US 5910361 A, 08.06.1999 | |||
| НЕКРУЧЕНАЯ АРМИРУЮЩАЯ НИТЬ С ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2495166C1 |

