Изобретение относится к области машино- и приборостроения, а именно технологиям формирования высокопористых металлооксидных покрытий на титановых изделиях, в том числе медицинского назначения.
Пленки и покрытия на металлических изделиях формируют электрохимическими, газотермическими и вакуумными методами. Наибольшей производительностью отличается технология электроплазменного (газотермического) напыления, позволяющая формировать слои значительной толщины с заданными свойствами из тугоплавких материалов.
Известно, что структура, механические и прочностные характеристики поверхности внутрикостных имплантатов должны соответствовать аналогичным параметрам костной ткани [Albrektsson Т., Wennerberg A. On osseointegration in relation to implant surfaces // Clinical Implant Dentistry and Related Research. - 2019. - V. 21. - P. 4-7.]. В некоторых конструкциях контактных датчиков необходимо наличие высокопористого и износостойкого металлического или керамического слоя [Гаврилова В.А., Кашапов Н.Ф., Кашапов Р.H. Плазменное напыление полимерно-порошковых покрытий для защиты узи-датчиков // Медицинская техника. - 2011. - №5 (269). С. 43-46]. Поэтому для придания заданных свойств, на поверхности упомянутых металлоизделий плазменным напылением формируют титановые пористые покрытия. В ряде случаев, например для имплантируемых конструкций, формируемые слои подвергают электрохимической обработке, электромеханической деформации или температурному воздействию, в том числе концентрированными потоками энергии, для повышения адгезионно-когезионной прочности. При модификации значительно изменяется структура и следовательно пористость напыленного материала, что для имплантируемых конструкций не допустимо. Несмотря на известность и широкое распространение указанных технологий, остается потребность в способе позволяющем получать на титановых изделиях покрытия, отличающиеся высокими параметрами микротведости при сохранении высоких значений пористости и адгезионно-когезионной прочности.
Известен способ нанесения покрытий на обработанные поверхности изделий из титана и его сплавов, заключающийся в напылении порошка Al2O3 дисперсностью 50-100 мкм с дистанцией напыления 100-120 мм при токе дуги 300-350 А с последующим микродуговым оксидированием в анодном режиме при плотности тока 1-2 кА/м, продолжительностью 10-30 мин. в щелочном электролите на основе гидрооксида натрия 1-3 г/л. В результате формируются слои, характеризуемые микротвердостью HV0,98 1779,53±10 [патент RU на изобретение №2567417 C1 / А.В. Лясникова, Г.Г. Нечаев, В.А. Кошуро // Способ нанесения покрытий на обработанные поверхности изделия из титана и его сплавов. - 2014].
Основными недостатками способа являются: использование токсичных электролитов; значительная длительность процесса; необходимость применения защитных масок.
Известен также способ формирования покрытия с использованием плазменного напыления с его последующим пластическим деформированием [патент RU на изобретение №2338005 С2 / В.П. Багмутов, В.И. Калита, С.Н. Паршев, И.Н. Захаров // Способ комбинированного упрочнения поверхностей деталей. - 2008], заключающийся в нанесении плазменным напылением порошкового покрытия с последующим его пластическим электромеханическим деформированием. Величина деформирующего усилия определяется расчетным методом, а величина плотности тока подбирается экспериментально, для обеспечения прогрева деформируемого материала до 900-1200°С.
Основными недостатками способа являются: сложность обработки криволинейных поверхностей; необходимость расчета деформирующего усилия и экспериментального подбора плотности тока; формирование в результате выполнения способа покрытия, характеризуемого напряженной структурой, что приводит к разрушению покрытия.
Наиболее близким к предлагаемому способу является способ нанесения покрытий [патент RU на изобретение 2647968 С1 / Способ формирования титановых пористых покрытий на титановых имплантатах. - 2018], заключающийся в индукционном нагреве титановых имплантатов в диапазоне температур от 200-400°С при частоте тока индуктора 90±10 кГЦ и потребляемой электрической мощностью 0,2-0,4 Вт/кг и последующем электроплазменном напыление титанового порошка дисперсностью 60-160 мкм на дистанции 100-120 мм при токе дуги плазматрона 400-450 А и температуре 200-400°С.
Основными недостатками способа являются: возможное образование тонкой оксидной пленки на титановой подложке в результате предварительного индукционного нагрева, что приводит к снижению адгезионно-когезионной прочности напыленного слоя; указанные электротехнологические режимы не обеспечивают прогрева имплантируемого изделия до температуры более 400°С, что не позволит провести эффективную термическую модификацию предварительно сформированного покрытия.
Техническая проблема заключается в технологической сложности формирования на титановых конструкциях значительных по толщине, титановых твердых и пористых покрытий, обладающих высокими по сравнению с аналогами показателями адгезионно-когезионной прочности.
Поставленная проблема решается тем, что предварительно поверхность титановых изделий подвергают воздушно-абразивной обработке абразивным порошком дисперсностью 100-250 мкм при давлении воздушной среды 0,2-0,5 МПа, дальнейшей ультразвуковой очистке в водном 4-6% растворе поверхностно-активных веществ, затем в дистиллированной воде или водном растворе этилового спирта и сушке на воздухе. Электроплазменное напыление порошка гидрида титана дисперсностью 100-150 мкм проводится с дистанции 120-150 мм, токе дуги плазматрона - 350±10 А и мощности не более 12,5 кВт, а последующая термическая обработка проводится с использованием индукционного нагрева до 750-1150°С в воздушной атмосфере при нормальном давлении, частоте тока 60±10 кГц и удельной потребляемой электрической мощности 30-45 кВт/кг. При достижении температуры производится выдержка в течение 120-300 с.
Техническим результатом является формирование на титановых изделиях титановых покрытий, характеризуемых большей чем у аналогичных напыленных покрытий адгезионно-когезионной прочностью, открытой поверхностной пористостью 58±2%, толщиной до 300 мкм, микротвердостью HV0.98 1503±116, а также наличием на поверхности тонкого оксидного слоя состоящего из игольчатых кристаллов длинной 100-200 нм и шириной 50-70 нм.
Изобретение поясняется фигурой, на которой представлен процесс формирования покрытия (Фиг.).
На Фиг. позициями 1-4 обозначены:
1 - титановое изделие с напыленным покрытием;
2 - индуктор;
3 - керамическое основание;
4 - керамическая камера.
Предлагаемый способ осуществляют следующим образом.
Титановое изделие 1 предварительно подвергают воздушно-абразивной обработке абразивным порошком дисперсностью 100-250 мкм при давлении воздушной среды 0,2-0,5 МПа, последующей ультразвуковой очистке от технологических загрязнений в водном 4-6% растворе поверхностно-активных веществ, последующей промывки в дистиллированной воде или водном растворе этилового спирта и сушке на воздухе. Затем титановое изделие устанавливается в камере для электроплазменного напыления, где при помощи плазматрона производится напыление порошка гидрида титана дисперсностью 100-150 мкм с дистанции 120-150 мм, токе дуги плазматрона - 350±10 А и мощности не более 12,5 кВт. Затем изделие с пористым покрытием помещается на подставку 3, расположенную в керамической камере 4 (повторяющую форму изделия), на внешней поверхности которой размещен водоохлаждающий индуктор 2 (Фиг.). После чего изделие подвергается индукционному нагреву до 750-1150°С в воздушной атмосфере при нормальном давлении, частоте тока 60±10 кГц и удельной потребляемой электрической мощности 30-45 кВт/кг. При достижении необходимой температуры производится выдержка в течение 120-300 с. Затем титановые изделия охлаждают в технологическом объеме до комнатной температуры.
Приведенные значения технологических режимов напыления и индукционно-термической модификации определены исследовательскими методами и обеспечивают формирование твердых и пористых покрытий, характеризуемых большей чем у плазменных напыленных слоев адгезионно-когезионной прочностью.
Проведение воздушно-абразивной обработки и последующей ультразвуковой очистки обеспечивают формирование развитого микрорельефа поверхности титанового изделия и его очистку от технологических загрязнений.
Технологические режимы плазменного напыления и индукционно-термической обработки были определены путем литературного обзора и подтверждены исследованиями. Выбранные режимы электроплазменного напыления позволяют наносить равномерное пористое покрытие до 300 мкм толщиной. При дисперсности порошка более 150 мкм в структуре наблюдаются не проплавленные зерна, имеющие низкую адгезию к основе. Использование порошка меньшей дисперсности приводит к формированию менее пористого покрытия. В процессе напыления при токе дуги менее 340 А и дистанции напыления менее 120 мм слои формируются из не проплавленных частиц, что приводит к уменьшению адгезионно-когезионной прочности итогового покрытия. Применение тока дуги более 360 А при мощности более 12,5 кВт и дистанции напыления свыше 150 мм приводит к формированию неравномерного по толщине покрытия.
При подаче на индуктор тока частотой менее 60±10 кГц снижается электрический коэффициент полезного действия устройства индукционного нагрева и самого процесса обработки. При подаче на индуктор тока частотой более 60±10 кГц не происходит улучшение эффективности процесса обработки и наблюдается снижение коэффициента мощности. Предельные значения потребляемой удельной электрической мощности (30-45 кВт/кг) обусловлены тем, что при величине удельной электрической мощности менее 30 кВт/кг будет невозможен нагрев титановых изделий до заданной температуры из-за тепловых потерь. При величине удельной электрической мощности более 45 кВт/кг увеличивается скорость нагрева титановой основы, и как следствие, увеличивается сложность управления процессом нагрева. При температуре обработки менее 750°С и длительности менее 120 с модифицированное покрытие обладает не достаточными механическими характеристиками. При значениях температуры более 1150°С и длительности 300 с происходит интенсивное образование оксидной пленки и как следствие отделение окалины, что в целом приводит к значительному уменьшению толщины предварительно напыленного слоя или его отслаиванию.
Примеры выполнения способа.
Пример 1. Стержневой остеофиксатор диаметром 6 мм и длиной 90 мм из титана ВТ 1-0 подвергается воздушно-абразивной обработке порошком электрокорунда дисперсностью 100-250 мкм при давлении воздушной среды 0,2-0,5 МПа. Затем проводится ультразвуковая очистка от технологических загрязнений в водном 4-6% растворе поверхностно-активных веществ, последующая промывка в водном растворе этилового спирта и сушка на воздухе. Изделие размещается в оснастке на вращающемся держателе в рабочей камере установки плазменного напыления. Плазматрон для напыления порошка титана марки ПТС дисперсностью 100-150 мкм позиционируется на расстоянии 120 мм от поверхности изделия. Напыление покрытия на внутрикостную часть производится при токе дуги 340 А. После напыления титановый остеофиксатор располагается в керамической камере 5 с внутренним диаметром 8 мм на керамической подставке, которая позволяет разместить в индукторе только внутрикостную часть остеофиксатора с напыленным покрытием. Затем производится нагрев изделия при частоте тока индуктора 60±10 кГц и удельной потребляемой мощности 30 кВт/кг до температуры 750-800°С. При данной температуре производится выдержка в течение 120 с. После термической обработки остеофиксатор охлаждается в технологическом объеме индуктора до комнатной температуры.
Пример 2. Контактная поверхность ультразвукового титанового датчика параметров жидкой и газообразной среды, подвергается абразивно-струйной обработке порошком электрокорунда дисперсностью 100-250 мкм при давлении воздушной среды 0,2-0,5 МПа. Затем проводится ультразвуковая очистка от технологических загрязнений в водном 4-6% растворе поверхностно-активных веществ, последующая промывка в дистиллированной воде и сушка на воздухе. Датчик устанавливают в оснастку и размещают в установке для плазменного напыления, передавая ему вращательное движение вокруг оси. После фиксации происходит напыление порошка титана дисперсностью 100-150 мкм при токе дуги плазматрона 350±10 А с дистанции 150 мм. После датчик с покрытием размещают в керамической камере на основе и производят нагрев при частоте тока на индукторе 60±10 кГц, удельной мощности 45 кВт/кг до температуры 1100-1150°С. Длительность обработки составляет 300 с. Затем изделие с покрытием охлаждают в камере.
Для подтверждения формирования на поверхности титановых изделий высокопористых покрытий с высокими механическими характеристиками были проведены исследования состава, структуры, микротвердости и оценка адгезионно-когезионной прочности напыленнных и модифицированных титановых слоев. В экспериментах применялись дисковые образцы диаметром 15 мм и высотой 3 мм, изготовленные из титана ВТ 1-0. Предварительно титан подвергался воздушно-абразивной обработке порошком электрокорунда дисперсностью 100-250 мкм при давлении воздушной среды 0,2-0,5 МПа, последующей ультразвуковой очистке от технологических загрязнений в водном 4-6% растворе поверхностно-активных веществ, последующей промывки в водном растворе этилового спирта и сушке на воздухе. Покрытия формировались электроплазменным напылением с использованием установки «УПН-28» из порошка гидрида титана дисперсностью 120-150 мкм с дистанции 120-150 мм, токе дуги плазматрона - 350±10 А и мощности не более 12,5 кВт формировались покрытия толщиной 200-300 мкм. Последующая термическая обработка образцов с титановыми слоями проводилась с использованием установки «ВЧ-15А». Индукционный нагрев до 600-1250°С проводился в воздушной атмосфере при нормальном давлении, частоте тока 60±10 кГц и удельной потребляемой электрической мощности 40 кВт/кг. При достижении температуры производилась выдержка в течение 120-300 с. Затем титановые изделия охлаждались в технологическом объеме до комнатной температуры.
Пористость, размеры структурных элементов и толщина покрытий исследовались с использованием анализатора «АГПМ-6М» с программой для автоматического определения размерных характеристик микроструктуры «Metallograph». Элементный состав определялся методом энергодисперсионного анализа с применением детектора «INCA PentaFETx3» на электронном микроскопе «MIRA II LMU». Микротвердость образцов с покрытиями изучалась по поперечным микрошлифам на твердомере «ПМТ-3» при нагрузке на индентор Виккерса равной 100 гс (0,98 Н). Данная нагрузка обеспечивала необходимую визуализацию отпечатков на покрытии и материале основы, подвергнутых индукционно-термическому упрочнению.
Качественная оценка адгезионно-когезионной прочности исходных напыленных и модифицированных покрытий проводилась согласно шкале HF [Vidakis N., Antoniadis A., Bilalis N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds // Journal of materials processing technology. - 2003. - V. 143. - P. 481-485.]. Индентирование проводилось на твердомере Роквелла «ТХ PHR-2» при нагрузке 60 кгс. Исследование отпечатков проводилось с использованием оптической микроскопии.
Открытая пористость исходных и модифицированных покрытий составляла 58±2%. В результате термической обработки в поверхностном слое напыленного титана концентрация кислорода увеличилась с 49,6±9,2 ат. % до 69,2±2,8 ат. %. Повышение содержания кислорода свидетельствует о формировании оксидного слоя. Установлено также формирование на поверхности покрытия наноразмерных оксидных структурных элементов, а именно игольчатых кристаллов длинной 100-200 нм и шириной 50-70 нм.
В результате индукционной термической обработки изменились не только состав и структура, но и микротвердость, а также адгезионно-когезионная прочность покрытий (Таблица).
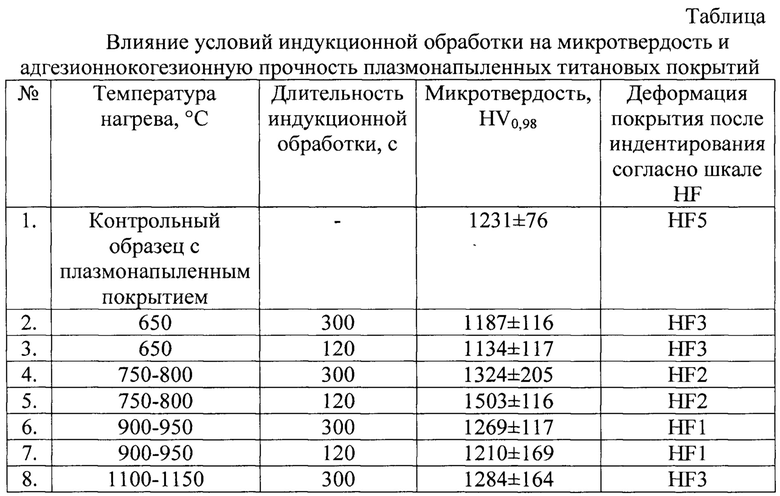

Из полученных результатов следует, что предложенный способ позволяет формировать на титановых изделиях высокопористые покрытия, характеризуемые наличием наноструктурного оксидного слоя, высокой микротвердостью и качественно более высокой адгезионно-когезионной прочностью по сравнению с плазменными напыленными слоями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования титановых пористых покрытий на титановых имплантатах | 2017 |
|
RU2647968C1 |
| СПОСОБ ЭЛЕКТРОПЛАЗМЕННОГО НАПЫЛЕНИЯ БИОСОВМЕСТИМЫХ ПОКРЫТИЙ НА ОСНОВЕ МАГНИЙСОДЕРЖАЩЕГО ТРИКАЛЬЦИЙФОСФАТА | 2016 |
|
RU2641597C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОСОВМЕСТИМОГО ПОКРЫТИЯ НА ОСНОВЕ МАГНИЙ-ЗАМЕЩЕННОГО ГИДРОКСИАПАТИТА | 2015 |
|
RU2604134C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО БИОИНЕРТНОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ | 2015 |
|
RU2604085C1 |
| Способ химико-термического упрочнения малогабаритных изделий из технического титана | 2018 |
|
RU2690067C1 |
| Способ получения биоактивного покрытия на основе кремнийзамещенного гидроксиапатита | 2017 |
|
RU2680149C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2526252C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| Способ формирования танталсодержащего биосовместимого покрытия на поверхности цилиндрического титанового имплантата | 2023 |
|
RU2806687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАНТАНСОДЕРЖАЩЕГО ПОКРЫТИЯ | 2012 |
|
RU2494764C1 |

Изобретение относится к области машино- и приборостроения, а именно к технологиям формирования высокопористых металлооксидных покрытий на титановых изделиях, в том числе медицинского назначения. Способ формирования металлооксидных пористых покрытий на титановых изделиях включает воздушно-абразивную обработку, очистку от технологических загрязнений, электроплазменное напыление порошка гидрида титана дисперсностью 120-150 мкм с дистанции 120-150 мм, при токе дуги плазматрона - 350±10 А и мощности не более 12,5 кВт, затем титановое изделие с покрытием подвергают индукционному нагреву до 750-1150°С в воздушной атмосфере при нормальном давлении, частоте тока 60±10 кГц и удельной потребляемой электрической мощности 30-45 кВт/кг с последующей выдержкой в течение 120-300 с и охлаждению на воздухе до комнатной температуры. Изобретение направлено на получение покрытий толщиной до 300 мкм с повышенной адгезионно-когезионной прочностью, открытой поверхностной пористостью 58±2% и микротвердостью HV0.98 1503±116. 2 пр., 1 табл., 1 ил.
Способ формирования металлооксидных пористых покрытий на титановых изделиях, включающий воздушно-абразивную обработку, очистку от технологических загрязнений, электроплазменное напыление порошкового материала и индукционный нагрев титанового изделия, отличающийся тем, что после воздушно-абразивной обработки и очистки от технологических загрязнений проводят электроплазменное напыление порошка гидрида титана дисперсностью 120-150 мкм с дистанции 120-150 мм при токе дуги плазматрона - 350±10 А и мощности не более 12,5 кВт, затем титановое изделие с покрытием подвергают индукционному нагреву до 750-1150°С в воздушной атмосфере при нормальном давлении, частоте тока 60±10 кГц и удельной потребляемой электрической мощности 30-45 кВт/кг с последующей выдержкой в течение 120-300 с и охлаждению на воздухе до комнатной температуры.
| Способ формирования титановых пористых покрытий на титановых имплантатах | 2017 |
|
RU2647968C1 |
| CN 103266319 B, 25.02.2015 | |||
| СПОСОБ ФОРМИРОВАНИЯ ОКСИДНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611617C1 |
| CN 109183023 A, 11.01.2019 | |||
| СПОСОБ ФОРМИРОВАНИЯ НАНОСТРУКТУРИРОВАННОГО БИОИНЕРТНОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИМПЛАНТАТАХ | 2015 |
|
RU2604085C1 |

