Изобретение относится к области машино- и приборостроения, а именно технологии химико-термической обработки и упрочнения малогабаритных изделий конструкционного и медицинского назначения, изготовленных из технического титана.
Титановые сплавы широко используются при изготовлении изделий, функционирующих в агрессивных средах, под воздействием высокой температуры и в условиях трения. Для повышения износостойкости титановых изделий проводят химико-термическую обработку. Известные способы упрочнения поверхности титановых изделий характеризуются значительной продолжительностью процесса, его технологической сложностью или токсичностью используемых веществ. Формируемые покрытия и упрочненные диффузионные слои имеют недостаточную адгезионо-когезионую прочность или твердость для функционирования в условиях трения и абразивного износа, что способствует поиску новых путей решения имеющейся проблемы.
Известен способ цементации, позволяющий проводить процесс цементации металлических изделий за 90 секунд, при этом формируется диффузионный слой глубиной 0,3 мм. Металлическое изделие размещают в контейнере заполненным порошком каменного угля дисперсностью 0,3-0,6 мм. Затем проводят нагрев порошковой смеси за счет пропускания через нее электрического тока. В качестве электродов используют контейнер и изделие с соотношением площадей не менее 10:1. Конструкция контейнера соответствует форме поверхности упрочняемого изделия, расположенного в контейнере эквидистантно [патент RU на изобретение №2477336 / В.Н. Пустовойт, Ю.М. Домбровский, М.С.Степанов // Способ цементации металлического изделия. - 2013].
Основными недостатками приведенного способа являются: сложность закрепления образца, конструктивная сложность герметизации контейнера, низкая эффективность использования технологического объема контейнера.
Известен способ химико-термической обработки концевого инструмента из титановых сплавов. Согласно способу на поверхности титановых изделий формируется продольный комбинированный рельеф. Затем изделия подвергают карбонитрированию по схеме «контейнер в контейнере». Используют порошковый древесно-угольный состав, содержащий активированный древесный уголь 60 мас. %, карбамид 15 мас. % и трилон-Б 15 мас. %. Химико-термический процесс проводится при температуре 910°С в течение 4 часов. После выдержки проводится старение с использованием смеси аналогичного состава в течение 5 часов при температуре 550°С. В результате. карбонитрирования на титане формируются диффузионные слои с содержанием карбонитридов титана до 45% и характеризуемые микротвердостью до 9 ГПа [патент РФ на изобретение №2378411 / А.Н. Тарасов, В.А. Панфилов, Н.Р. Павловский, А.Г. Нятин // Способ изготовления мелкоразмерного инструмента из титановых сплавов. -2008.].
К основным недостаткам приведенного способа можно отнести: технологическую сложность, длительность процесса и необходимость использования активаторов.
Наиболее близким к предлагаемому способу является способ упрочнения изделий из титана, заключающийся в том, что изделия помещают в термостойкий сосуд - контейнер на подкладку активированного угля и засыпают им со всех сторон. Для ускорения процесса в смесь вводят активатор - NaCl или KCl в соотношении 0,001% от суммарного объема смеси. Затем проводят процесс цементации при 400-800°С в течение 0,5-3 часов. Нагрев контейнера с образами производится с использованием муфельной печи. Возможно также использование защитной среды - водорода или вакуума. В результате цементации на изделиях формируются покрытия, характеризуемые твердостью 3,0-6,7 ГПа [патент SU на изобретение №1742353 А1 / А.Л. Кузнецов, А.Н. Смирнов, Н.Н. Зубков, К.В. Елисеев // Способ упрочнения изделий из титана. - 1992 (прототип)].
Основными недостатками способа являются: необходимость использования активаторов и длительность процесса, отсутствие данных по составу формируемых слоев.
Технической проблемой является необходимость создания технологически простого, производительного способа химико-термического упрочнения поверхности малогабаритных изделий из технического титана.
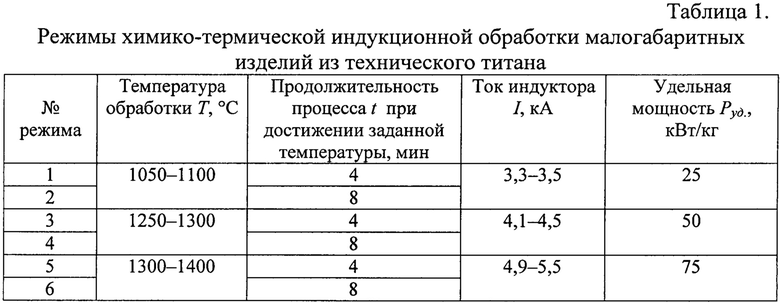
Поставленная проблема решается тем, что в качестве порошкового углеродосодержащего материала используют графит, после засыпки изделия порошок уплотняют, затем контейнер подвергают бесступенчатому индукционному нагреву в воздушной атмосфере при частоте тока на индукторе 100±20 кГц, величине тока 3,3-5,5 кА, удельной электрической мощности 25-75 кВт/кг до температуры 1050-1400°С, затем выдерживают при данной температуре в течение 4-8 минут.
Техническим результатом является формирование на поверхности малогабаритных изделий из технического титана покрытия, характеризуемого микротвердостью 20,8-49,6 ГПа и состоящего из карбонитрида титана, с помощью более производительного и технологически простого способа.
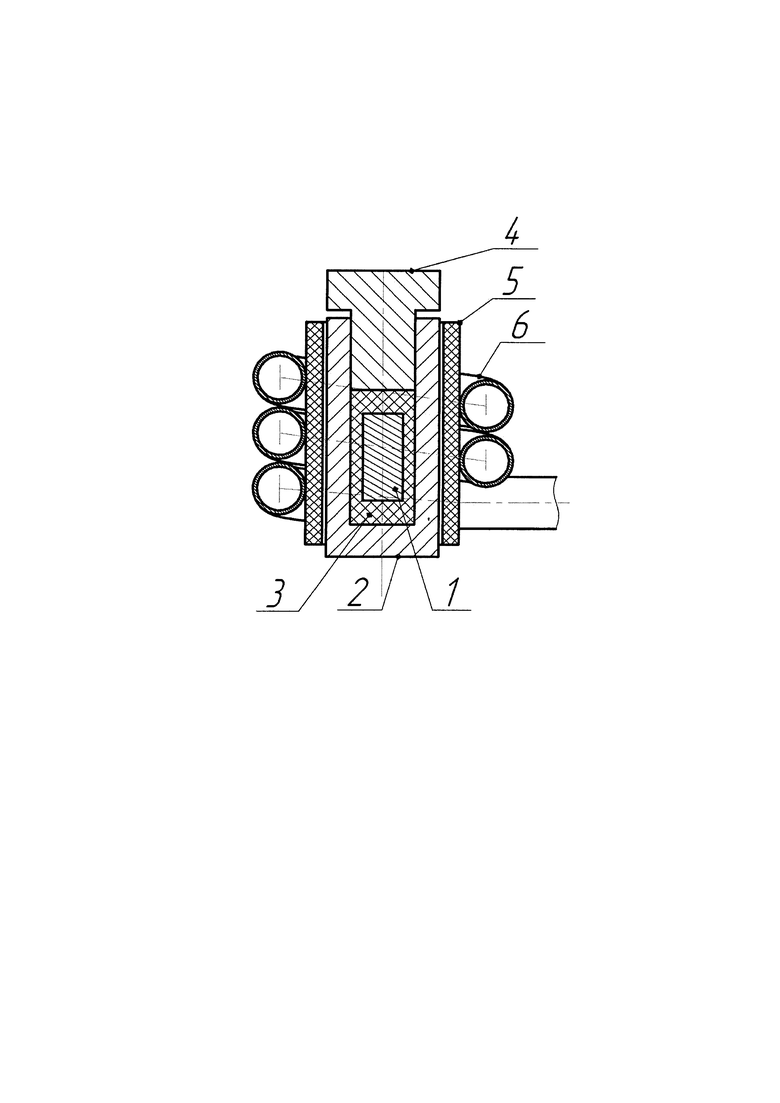
Изобретение поясняется графической схемой, на которой представлен процесс химико-термической обработки малогабаритного изделия из технического титана. На Фиг. позициями 1-6 обозначены: 1 - титановое изделие; 2 - термостойкий контейнер; 3 - графитовый порошок; 4 - термостойкая крышка контейнера; 5 - защитная керамическая камера; 6 - водоохлаждаемый индуктор.
Предлагаемый способ осуществляют следующим образом.
Титановое изделие 1, предварительно очищенное от технологических загрязнений, помещают в термостойкий контейнер 2 на подкладку из графита и засыпают графитовым порошком 3 со всех сторон. Затем порошок уплотняют путем установки термостойкой крышки 4. Контейнер 2 закрытый крышкой 4 размещают в защитной керамической камере 5, на внешней поверхности которой размещен водоохлаждаемый индуктор 6. Затем контейнер подвергают бесступенчатому индукционному нагреву в воздушной атмосфере при частоте тока на индукторе 100±20 кГц, величине тока 3,3-5,5 кА, удельной электрической мощности 25-75 кВт/кг до температуры 1050-1400°С. При нагреве оставшийся в пустотах порошкового материала кислород воздуха реагирует с углеродом, в результате образуется газ, который выходит из контейнера через микрозазор между крышкой и контейнером. Оставшийся азот воздуха обеспечивает азотирование титана. После нагрева контейнер выдерживают при данной температуре в течение 4-8 минут и охлаждают на воздухе. В результате на поверхности изделия 1 образуется карбонитридное покрытие.
Технологические режимы оксидирования были определены путем проведения экспериментальных исследований. Приведенные предельные значения технологических режимов химико-термической индукционной обработки обеспечивают формирование твердого карбонитридного покрытия на техническом титане.
При подаче на индуктор тока частотой менее 80 кГц снижается электрический коэффициент полезного действия процесса нагрева и химико-термической обработки. При подаче на индуктор тока частотой более 120 кГц не происходит улучшения эффективности процесса обработки и наблюдается снижение коэффициента мощности.
Предельные значения потребляемой удельной электрической мощности (25-75 кВт/кг) и тока (3,3-5,5 кА) обусловлены тем, что при величине удельной электрической мощности и тока менее 25 кВт/кг и 3,3 кА будет затруднен нагрев контейнера из-за потерь на излучение и конвекцию. При величине удельной электрической мощности более 75 кВт/кг и тока 5,5 кА увеличивается вероятность перегрева, и как следствие, деформации и оплавления титанового изделия.
При значениях температуры нагрева менее 1050°С и продолжительности процесса химико-термической обработки менее 4 минут образуются покрытия, обладающее недостаточными значениями твердости. При значениях температуры нагрева более 1400°С и продолжительности термообработки более 8 минут на поверхности титана образуются покрытия характеризуемые низкой адгезией.
Примеры выполнения способа.
Пример 1. Винтовую внутрикостную поверхность стержневого фиксатора для наружного чрезкостного остеосинтеза диаметром 4 мм и длиной 50 мм, изготовленного из технического титана марки ВТ1-0, подвергают абразивно-струйной обработке. Затем очищают от технологических загрязнений. Фиксатор размещают в термостойком контейнере на подкладке из графита, засыпают им со всех сторон и уплотняют путем установки крышки из термостойкого материала. Посредством индуктора контейнер нагревают при частоте тока 100±20 кГц, величине тока 3,3-3,5 кА, удельной электрической мощности 25 кВт/кг до температуры 1050-1100°С, затем выдерживают при данной температуре в течение 4-8 минут. Охлаждение контейнера вместе с фиксатором производится на воздухе.
Пример 2. Заготовку для контактного датчика, изготовленную из технического титана ВТ 1-0, представляющую собой диск диаметром 14 мм и высотой 3 мм, предварительно очищенную от технологических загрязнений, помещали в контейнер, из термостойкого материала, на предварительно засыпанный графитовый порошок. Изделие засыпают графитом со всех сторон. Порошок уплотняют установкой крышки. Контейнер нагревают до 1300-1400°С индукционным методом, затем выдерживают при данной температуре в течение 8 минут. При нагреве соблюдают следующие электротехнологические режимы: частота тока на индукторе 100±20 кГц, величина тока 4,9-5,5 кА, удельная электрическая мощность 75 кВт/кг.
Для подтверждения формирования карбонитридных покрытий на поверхности технического титана в результате проведения индукционной химико-термической обработки были проведены исследования модифицированных образцов. В качестве экспериментальных основ использовались диски диаметром 14 мм и высотой 3 мм из титанового сплава ВТ1-0 с покрытиями, сформированными согласно предлагаемому способу (табл. 1). Исследование химического состава поверхности осуществлялось методом энергодисперсионного рентгенофлуоресцентного (погрешность концентраций ±0,5%). Твердость покрытий и модуль упругости оценивались методом наноиндентирования, с использованием тестера механических свойств NANOVEA Ergonomic Workstation при нагрузке на индентор, обеспечивающей его внедрение в поверхность на глубине около 150-200 нм (ГОСТ 8.748-2011, ISO 145771-2002).
Согласно данным химического анализа, на титане в результате проведения химико-термической обработке согласно предложенному способу, формируются покрытия системы Ti-C-N. Микротвердость поверхности зависит от температуры и длительности химико-термической обработки. Наибольшей твердостью отличались покрытия, сформированные при 1250°С в течение 4-8 минут. Такие сверхтвердые покрытия характеризовались величиной Н=47,6±12,9 ГПа в сочетании с наибольшими параметрами индекса пластичности Н/Е=0,16 и сопротивления к хрупкому разрушению Н3/Е2=1,28 (табл. 2).
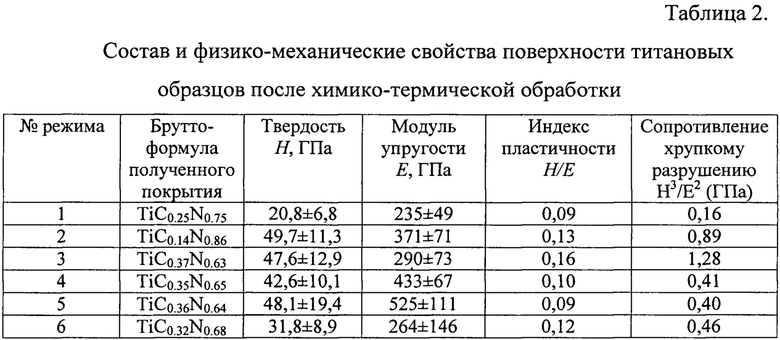
Из полученных результатов следует, что предложенный способ позволяет формировать сверхтвердые покрытия системы Ti-C-N на техническом титане с помощью технологически более простого и производительного способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования покрытия на штамповых сталях | 2020 |
|
RU2746518C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ИНДУКЦИОННОЙ ОБРАБОТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА-ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2623979C2 |
| Способ формирования цирконийсодержащего оксидного покрытия на титановых сплавах | 2018 |
|
RU2704337C1 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
| Способ формирования наноструктурированного оксидного покрытия на техническом титане | 2017 |
|
RU2650221C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| Способ формирования металлооксидных пористых покрытий на титановых изделиях | 2022 |
|
RU2781873C1 |
| Способ формирования танталсодержащего биосовместимого покрытия на поверхности цилиндрического титанового имплантата | 2023 |
|
RU2806687C1 |
| Способ формирования титановых пористых покрытий на титановых имплантатах | 2017 |
|
RU2647968C1 |
| Способ формирования оксидных покрытий на изделиях из циркониевых сплавов | 2017 |
|
RU2647048C1 |
Изобретение относится к области машино- и приборостроения, а именно технологии химико-термической обработки и упрочнения малогабаритных изделий конструкционного и медицинского назначения, изготовленных из сплавов титана. Способ включает размещение изделий в термостойком контейнере на подкладке из порошкового углеродосодержащего материала, засыпание изделия порошком со всех сторон, последующий нагрев, выдержку и постепенное охлаждение. В качестве порошкового углеродосодержащего материала и порошка используют графит. После засыпки изделия порошок уплотняют. Контейнер подвергают индукционному нагреву в воздушной атмосфере при частоте тока на индукторе 100±20 кГц, величине тока 3,3-5,5 кА и удельной электрической мощности 25-75 кВт/кг до температуры 1050-1400°С, затем выдерживают при данной температуре в течение 4-8 минут. Охлаждение производят на воздухе. Обеспечивается формирование на поверхности малогабаритных изделий из технического титана покрытия, имеющего микротвердость 20,8-49,6 ГПа и состоящего из карбонитрида титана, с помощью более производительного и технологичного способа. 1 ил., 2 табл., 2 пр.
Способ химико-термического упрочнения малогабаритных изделий из технического титана, включающий размещение изделий в термостойком контейнере на подкладке из порошкового углеродосодержащего материала, засыпание изделия порошком со всех сторон, последующий нагрев, выдержку и постепенное охлаждение, отличающийся тем, что в качестве порошкового углеродосодержащего материала и порошка используют графит, после засыпки изделия порошок уплотняют, затем контейнер подвергают индукционному нагреву в воздушной атмосфере при частоте тока на индукторе 100±20кГц, величине тока 3,3-5,5 кА, удельной электрической мощности 25-75 кВт/кг до температуры 1050-1400°С, затем выдерживают при данной температуре в течение 4-8 минут.
| Способ упрочнения изделий из титана | 1990 |
|
SU1742353A1 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА ТИТАНА НА ТИТАНОВЫЕ СПЛАВЫ | 2011 |
|
RU2470090C1 |
| US 20120325373 A1, 27.12.2012. | |||

