ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] По настоящей заявке испрашивается приоритет на основании китайской патентной заявки серийный № 201711339752.0, поданной 14 декабря 2017 года, раскрытие которой, таким образом, в явном виде полностью включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее раскрытие относится к автоматизированной системе и способу для изготовления надувного изделия. В частности, настоящее раскрытие относится к автоматизированной системе и способу для изготовления надувного матраса.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0003] Благодаря небольшому весу, легкости сборки и легкости транспортировки надувные изделия обычно используются и под открытым небом и в помещении. Такие надувные изделия включают в себя, например, надувные матрасы (то есть собственно надувные матрасы), надувные диваны и кресла и надувные подушки для обучения плаванию.
[0004] Надувные изделия включают в себя внутренние натяжные структуры для поддержания заданной формы при надувании. Указанные натяжные структуры могут иметь различные формы, например, они могут представлять собой I-образные, C-образные или Z-образные натяжные структуры. Натяжные структуры могут быть выполнены из различных материалов, например, пластика, ткани, нитей, сетки, их сочетаний или других подходящих материалов. Примерные натяжные структуры раскрыты в международных публикациях WO 2013/130117, озаглавленной “ВНУТРЕННИЕ НАТЯЖНЫЕ СТРУКТУРЫ, ИСПОЛЬЗУЕМЫЕ С НАДУВНЫМИ УСТРОЙСТВАМИ”, и WO 2015/010058, озаглавленной “НАДУВНОЙ СПА”, раскрытия которых, таким образом, в явной форме полностью включены в настоящий документ посредством ссылки. В одном примере натяжная структура включает в себя параллельные, расположенные на расстоянии друг от друга стренги, концы которых зажаты между пластиковыми лентами. В другом примере натяжная структура включает в себя сетчатый материал, зажатый между пластиковыми листами.
[0005] Современные надувные изделия изготавливаются вручную. При изготовлении надувного матраса, например, работнику может быть необходимо отдельно сваривать множество натяжных структур с верхним и нижним матрасными листами. Эти ручные процессы являются трудоемкими, дорогими и зависимыми от ошибок человека.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Настоящее раскрытие обеспечивает автоматизированную систему и способ для изготовления надувного изделия, имеющего первый лист, второй лист и множество натяжных структур между первым и вторым листами. Система включает в себя переднюю по ходу подсистему для изготовления натяжной структуры, которая изготавливает натяжные структуры, и заднюю по ходу подсистему для изготовления заготовки, которая соединяет натяжные структуры с первым и вторым листами. Указанные подсистемы могут работать одновременно для изготовления надувного изделия автоматизированным, эффективным и повторяемым образом.
[0007] Согласно примерному варианту осуществления настоящего раскрытия раскрыт способ изготовления надувного изделия, включающего в себя первый лист и второй лист. Способ включает в себя этапы, на которых: выравнивают передний конец первой натяжной структуры с первым сварочным аппаратом и первым листом; выравнивают задний конец первой натяжной структуры со вторым сварочным аппаратом и вторым листом; и одновременно сваривают передний конец первой натяжной структуры с первым листом и задний конец первой натяжной структуры со вторым листом посредством одновременной работы указанных первого и второго сварочных аппаратов.
[0008] В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором перемещают первый лист к первому сварочному аппарату в первом направлении; и перемещают второй лист ко второму сварочному аппарату во втором направлении, противоположном первому направлению. Способ может также включать в себя этап, на котором перемещают первый и второй листы и первую натяжную структуру между первым и вторым сварочными аппаратами в третьем направлении, перпендикулярном первому и второму направлениям.
[0009] В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором: изготавливают вторую натяжную структуру; и разрезают первую и вторую натяжные структуры для отделения заднего конца первой натяжной структуры от переднего конца второй натяжной структуры; при этом на этапе сварки задний конец первой натяжной структуры располагается вблизи переднего конца второй натяжной структуры.
[0010] В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором разрезают первый и второй листы после этапа сварки.
[0011] В некоторых вариантах осуществления способ дополнительно включает в себя этапы, на которых: изготавливают вторую натяжную структуру последовательно с первой натяжной структурой; сваривают вторую натяжную структуру с первым и вторым листами; изготавливают третью натяжную структуру последовательно со второй натяжной структурой; сваривают третью натяжную структуру с первым и вторым листами; и разрезают первый и второй листы между второй и третьей натяжными структурами.
[0012] В некоторых вариантах осуществления первый сварочный аппарат расположен вертикально, второй сварочный аппарат расположен вертикально, и первая натяжная структура на этапе сварки располагается в целом горизонтально между первым и вторым сварочными аппаратами.
[0013] В некоторых вариантах осуществления первая натяжная структура перемещается горизонтально перед этапом сварки и перемещается вертикально после этапа сварки.
[0014] В некоторых вариантах осуществления способ дополнительно включает в себя этапы, на которых: сваривают первую пару сварочных лент вместе на переднем конце первой натяжной структуры, при этом множество стренг попадает между ними; и сваривают вторую пару сварочных лент вместе на заднем конце первой натяжной структуры, при этом множество стренг попадает между ними. Способ может также включать в себя этап, на котором регулируют длину множества стренг между первой и второй парой сварочных лент после этапа сваривания первой пары сварочных лент и до этапа сваривания второй пары сварочных лент.
[0015] Согласно другому примерному варианту осуществления настоящего раскрытия раскрыта система для изготовления надувного изделия, включающего в себя первый лист и второй лист. Система включает в себя: транспортер; первую форму, соединенную с транспортером и выполненную с возможностью поддержания переднего конца первой натяжной структуры; вторую форму, соединенную с транспортером и выполненную с возможностью поддержания заднего конца первой натяжной структуры и переднего конца второй натяжной структуры; третью форму, соединенную с транспортером и выполненную с возможностью поддержания заднего конца второй натяжной структуры; первый сварочный аппарат, выполненный с возможностью сварки первого листа с передним концом первой натяжной структуры, когда первая форма выровнена с первым сварочным аппаратом, и с передним концом второй натяжной структуры, когда вторая форма выровнена с первым сварочным аппаратом; и второй сварочный аппарат, выполненный с возможностью сварки второго листа с задним концом первой натяжной структуры, когда вторая форма выровнена со вторым сварочным аппаратом, и с задним концом второй натяжной структуры, когда третья форма выровнена со вторым сварочным аппаратом.
[0016] В некоторых вариантах осуществления второй сварочный аппарат имеет размеры, подходящие для контакта с задним концом первой натяжной структуры без контакта с передним концом второй натяжной структуры.
[0017] В некоторых вариантах осуществления система дополнительно включает в себя лезвие, расположенное ближе по ходу относительно первого и второго сварочных аппаратов, лезвие выполнено с возможностью отделять задний конец первой натяжной структуры от переднего конца второй натяжной структуры. Каждая из первой, второй и третьей форм может включать в себя: в целом плоскую верхнюю поверхность, выполненную с возможностью поддержки концов соответствующих натяжных структур; щель в верхней поверхности, выполненную с возможностью приема лезвия; и по меньшей мере один зубец, отходящий вверх от верхней поверхности для удержания концов соответствующих натяжных структур на верхней поверхности. Указанный по меньшей мере один зубец может быть выполнен с возможностью перемещения относительно верхней поверхности ближе по ходу относительно первого и второго сварочных аппаратов для недопущения контакта с первым и вторым листами. Каждая из первой и второй натяжных структур может включать в себя множество стренг, проходящих между передним и задним концами, при этом имеется по меньшей мере одно промежуток между множеством стренг, и указанный по меньшей мере один зубец может проходить в указанный по меньшей мере один промежуток между множеством стренг.
[0018] В некоторых вариантах осуществления система дополнительно включает в себя лезвие, расположенное дальше по ходу относительно первого и второго сварочных аппаратов, указанное лезвие выполнено с возможностью разрезать первый и второй листы после первой и второй натяжных структур, так что первая и вторая натяжные структуры являются частью одного и того же надувного изделия.
[0019] Согласно другому примерному варианту осуществления настоящего раскрытия раскрыта система для изготовления надувного изделия, включающего в себя первый лист и второй лист. Указанная система включает в себя: подсистему для изготовления натяжной структуры, выполненную с возможностью изготовления по меньшей мере первой натяжной структуры, имеющей передний конец и задний конец, и второй натяжной структуры, имеющей передний конец и задний конец, при этом подсистема для изготовления натяжной структуры включает в себя первое лезвие, выполненное с возможностью отделения заднего конца первой натяжной структуры от переднего конца второй натяжной структуры; и подсистему для изготовления заготовки, связанную с подсистемой для изготовления натяжной структуры и выполненную с возможностью соединения передних концов первой и второй натяжных структур с первым листом, а задних концов первой и второй натяжных структур со вторым листом, причем подсистема для изготовления заготовки включает в себя второе лезвие, выполненное с возможностью разрезать первый и второй листы после первой и второй натяжных структур.
[0020] В некоторых вариантах осуществления подсистема для изготовления натяжной структуры работает одновременно с подсистемой для изготовления заготовки.
[0021] В некоторых вариантах осуществления первая натяжная структура соединяется с первым и вторым листами, когда вторая натяжная структура совмещается с первым лезвием.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Упомянутые выше и другие признаки и преимущества настоящего раскрытия и способ их достижения станут более понятны посредством ссылки на нижеприведенное описание вариантов осуществления настоящего изобретения, рассмотренного совместно с сопроводительными чертежами, на которых:
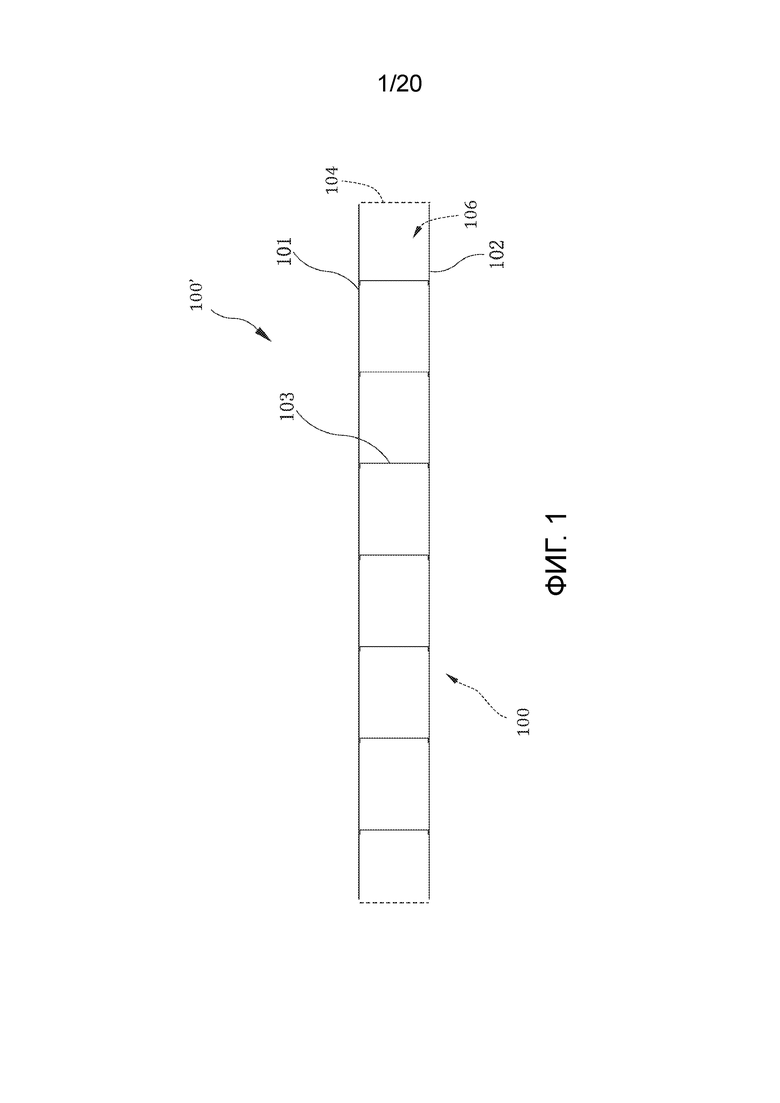
[0023] Фиг. 1 - схематическое изображение надувного изделия по настоящему раскрытию, при этом указанное надувное изделие включает в себя заготовку, состоящую из верхнего листа, нижнего листа и множества натяжных структур;
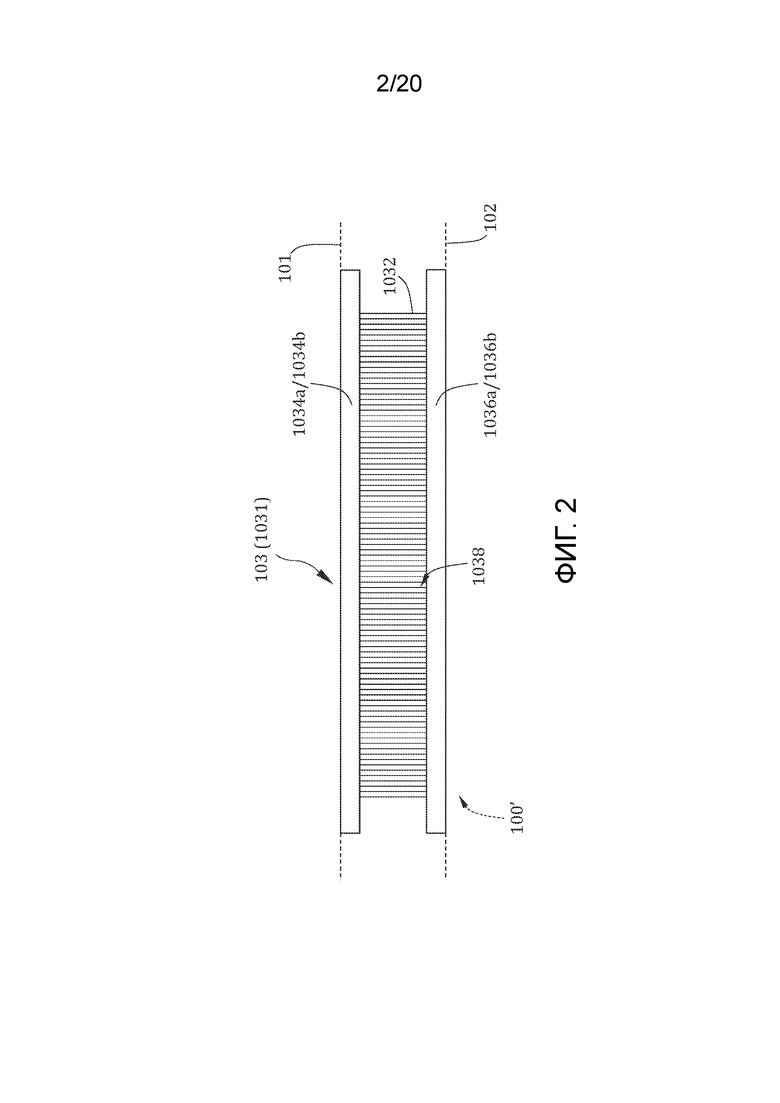
[0024] Фиг. 2 - схематическое изображение первой натяжной структуры по настоящему раскрытию;
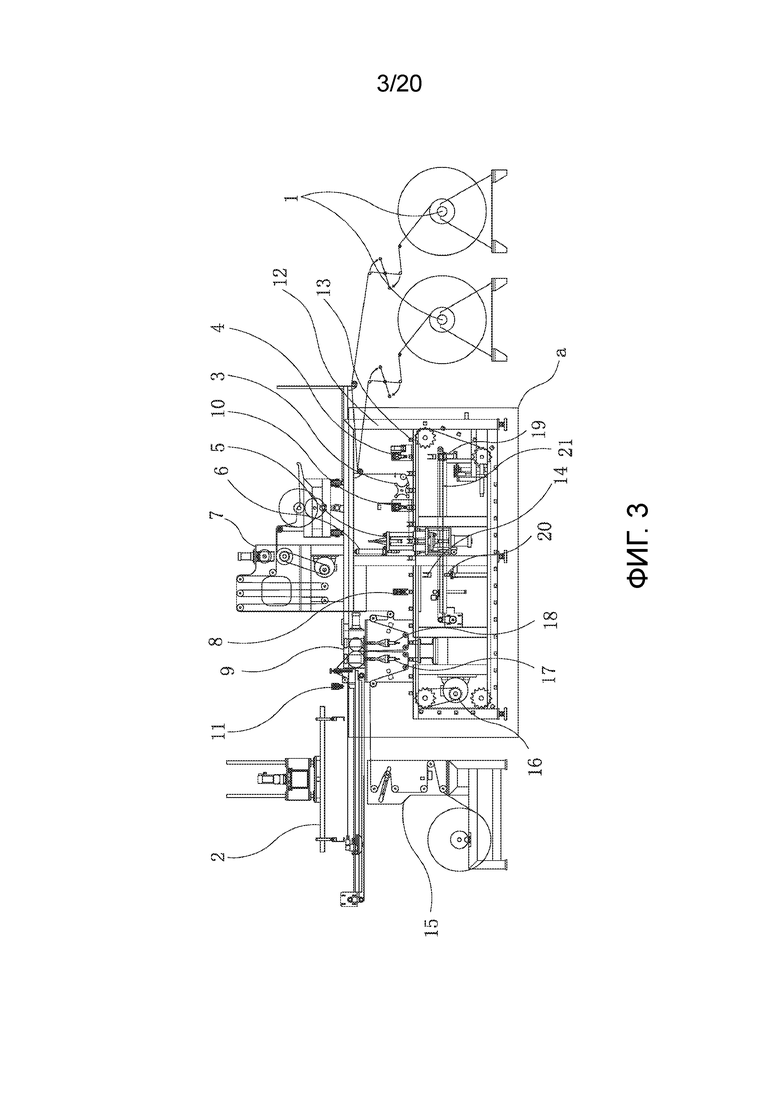
[0025] Фиг. 3 - схематическое изображение первой системы для изготовления по настоящему раскрытию;
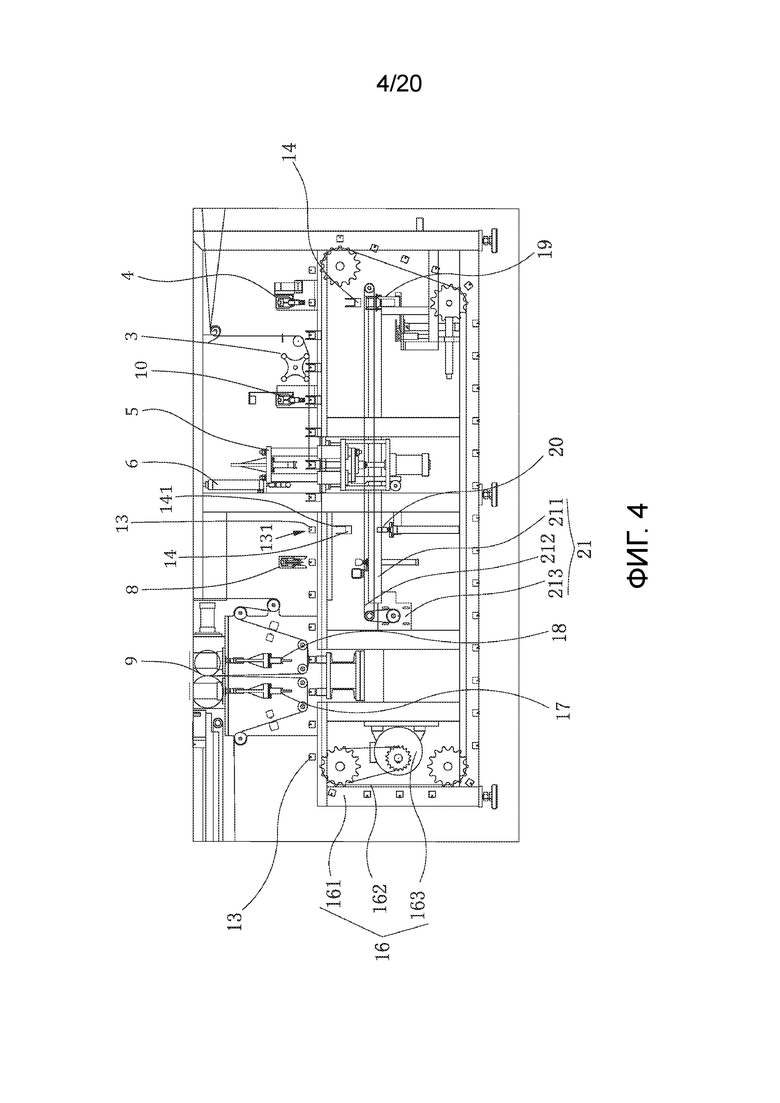
[0026] Фиг. 4 - увеличенное изображение секции a фиг. 3;
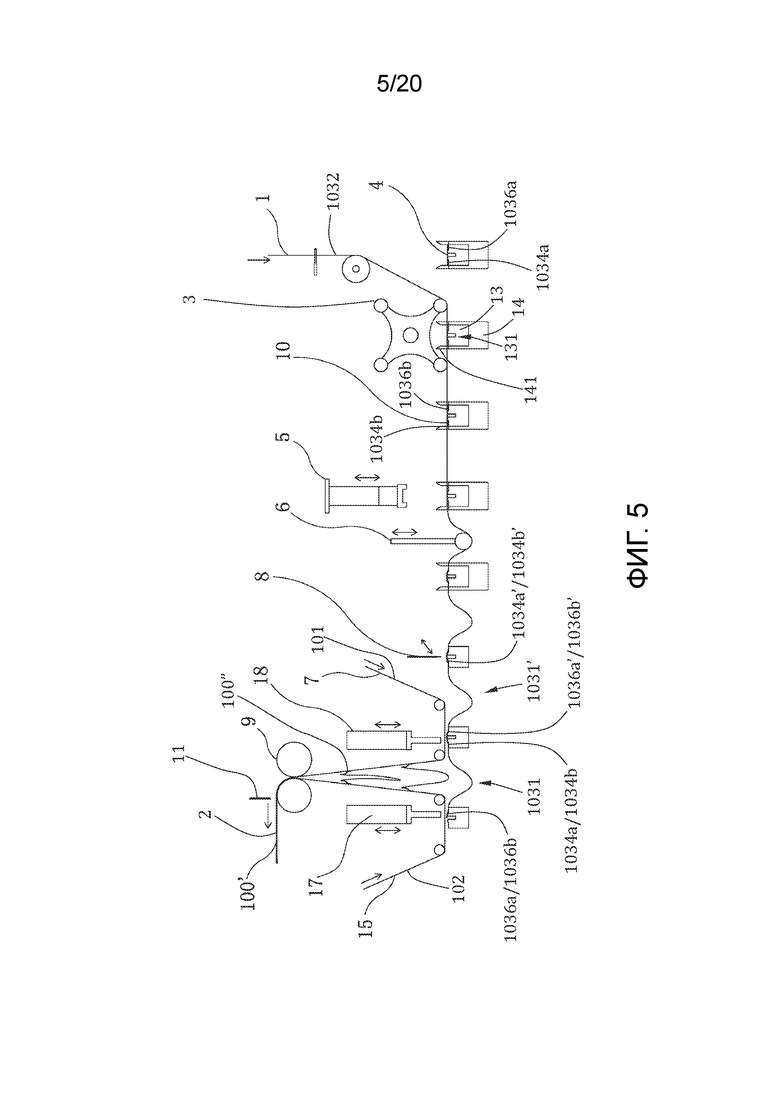
[0027] Фиг. 5 - схематическое изображение первого способа изготовления по настоящему раскрытию;
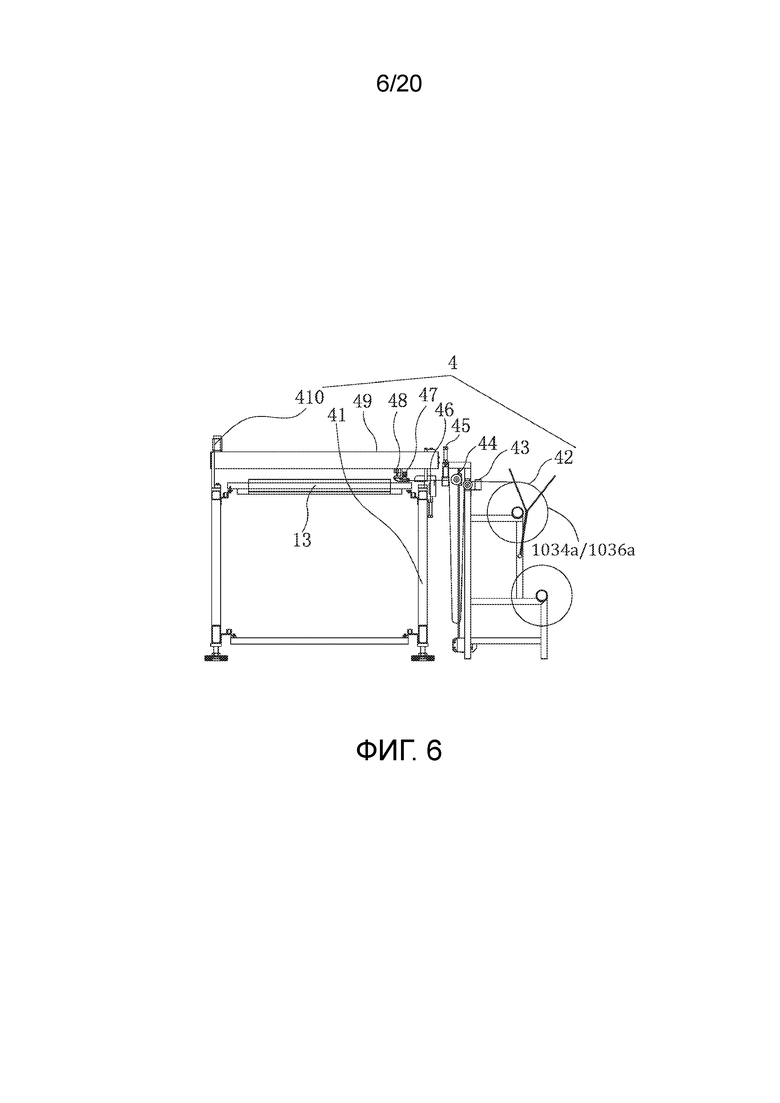
[0028] Фиг. 6 - вид сбоку нижнего ленточного механизма первой системы для изготовления, изображенной на фиг. 3;
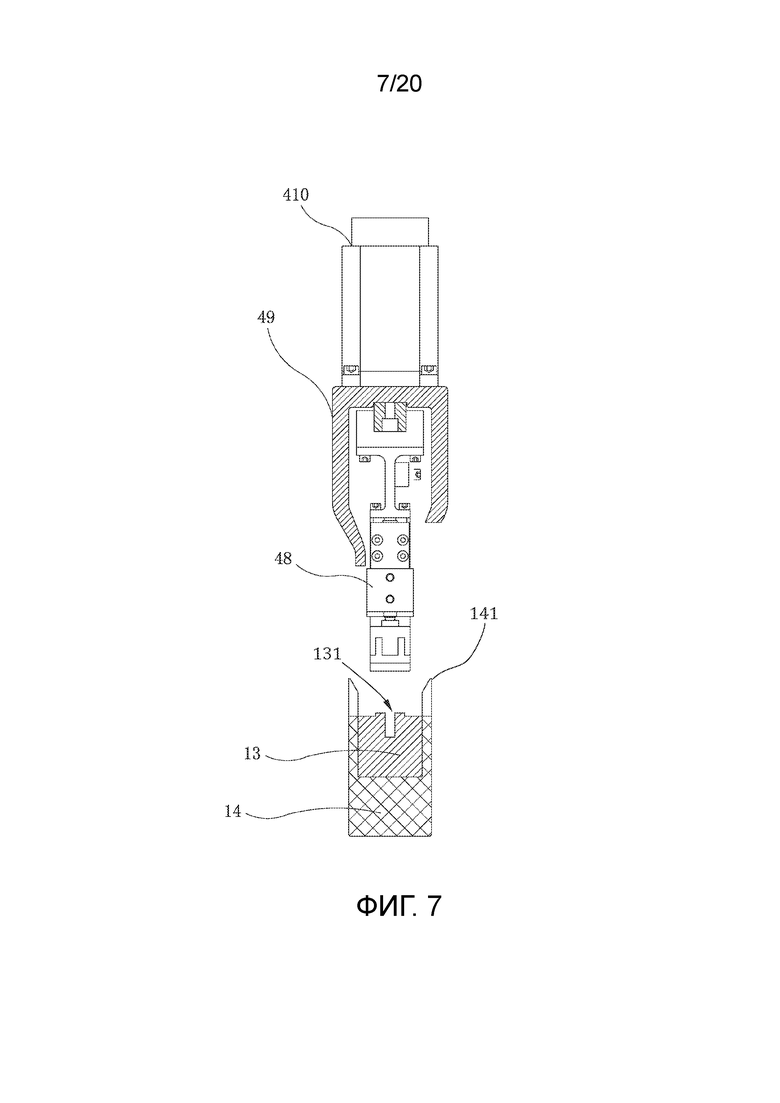
[0029] Фиг. 7 - вид в поперечном разрезе нижнего ленточного механизма, изображенного на фиг. 6;
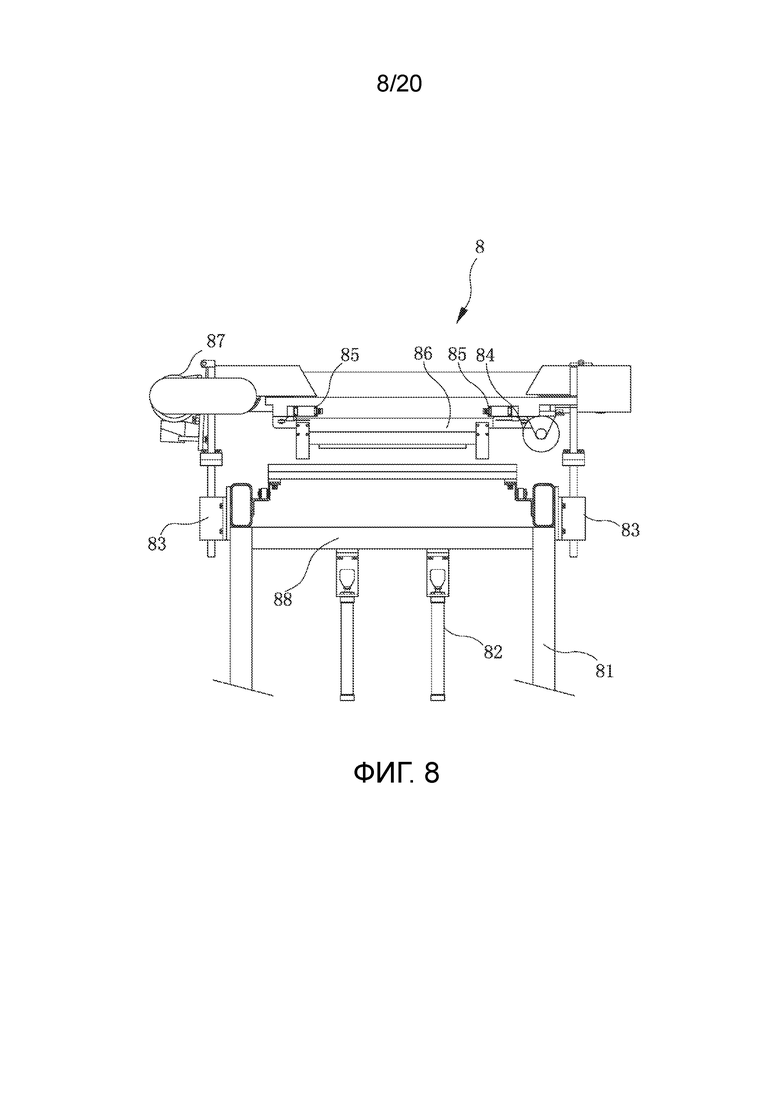
[0030] Фиг. 8 - вид сбоку разрезающего механизма для натяжной структуры первой системы для изготовления, изображенной на фиг. 3;
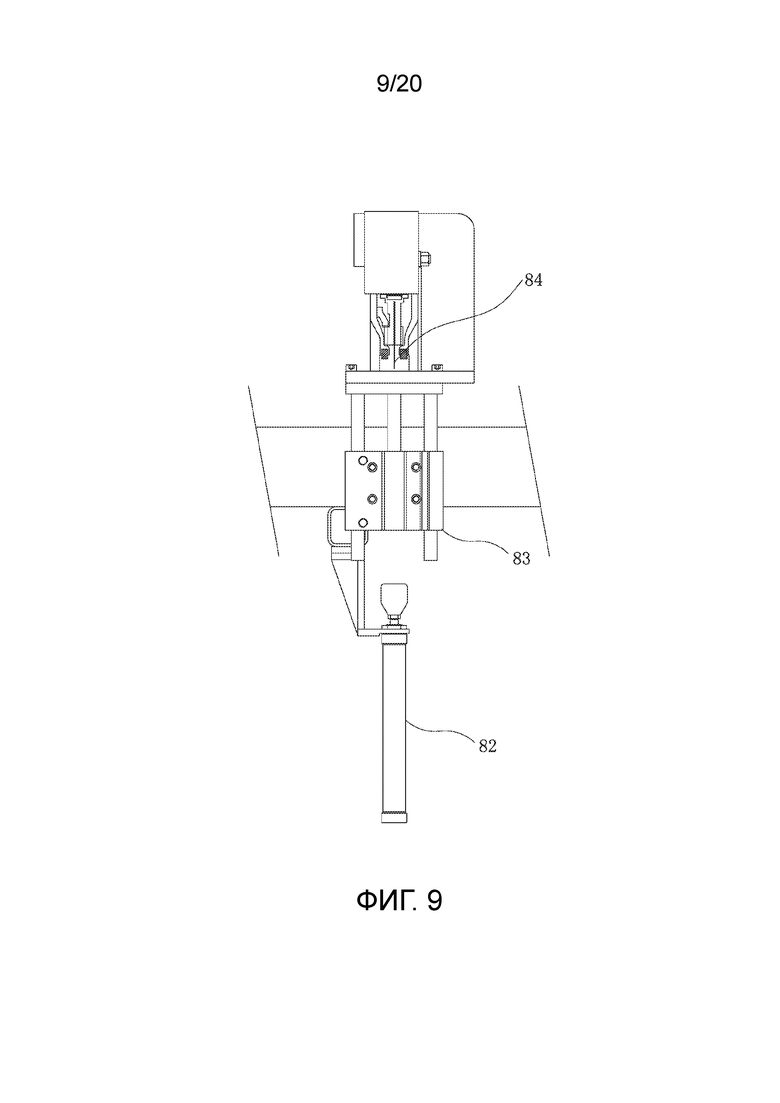
[0031] Фиг. 9 - вид спереди разрезающего механизма для натяжной структуры, изображенного на фиг. 8;
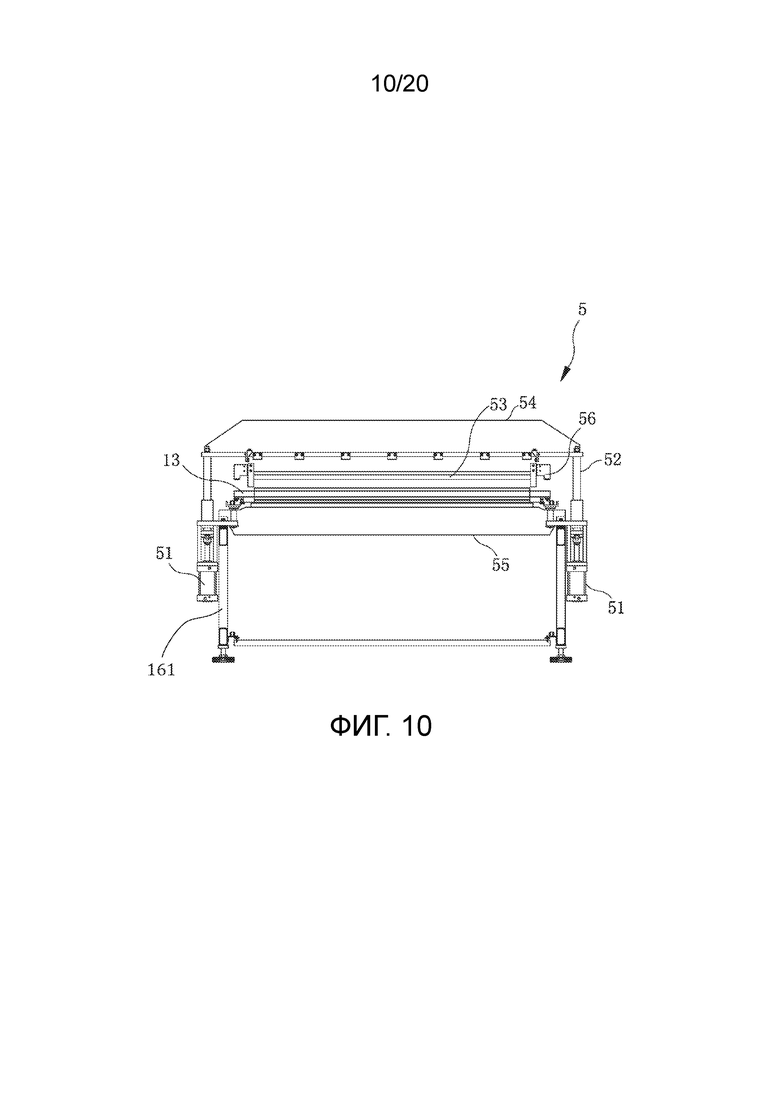
[0032] Фиг. 10 - вид сбоку сваривающего механизма для натяжной структуры первой системы для изготовления, изображенной на фиг. 3;
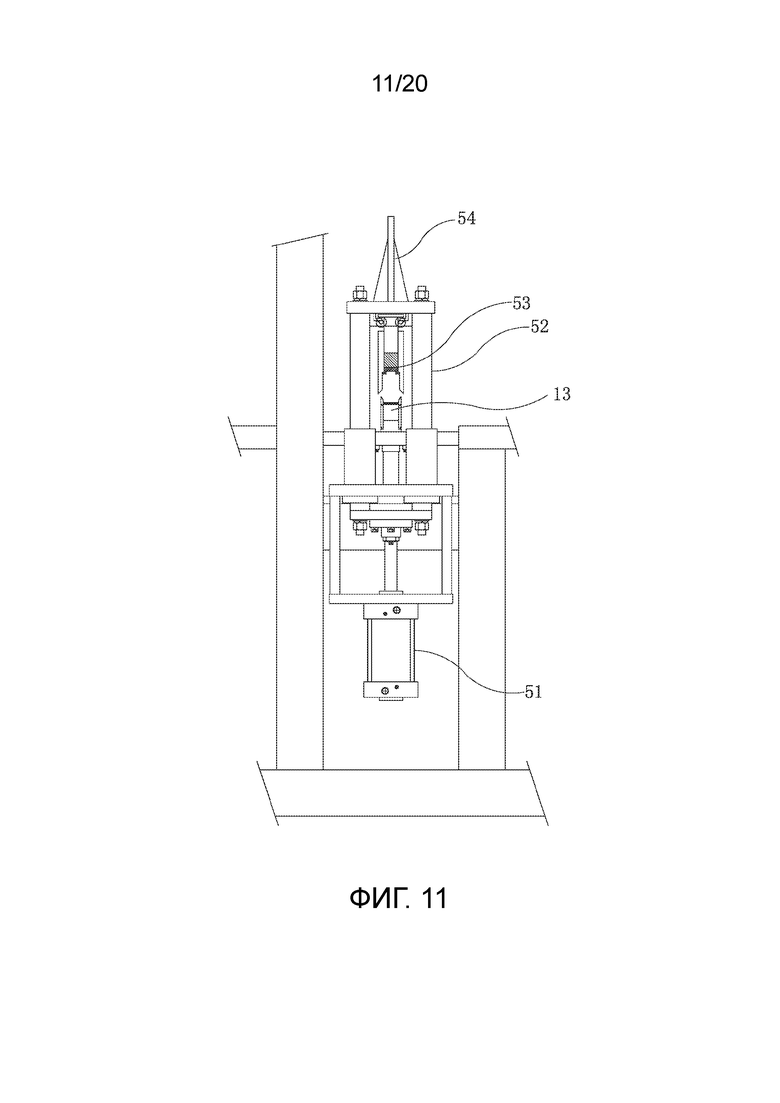
[0033] Фиг. 11 - вид спереди сваривающего механизма для натяжной структуры, изображенного на фиг. 10;
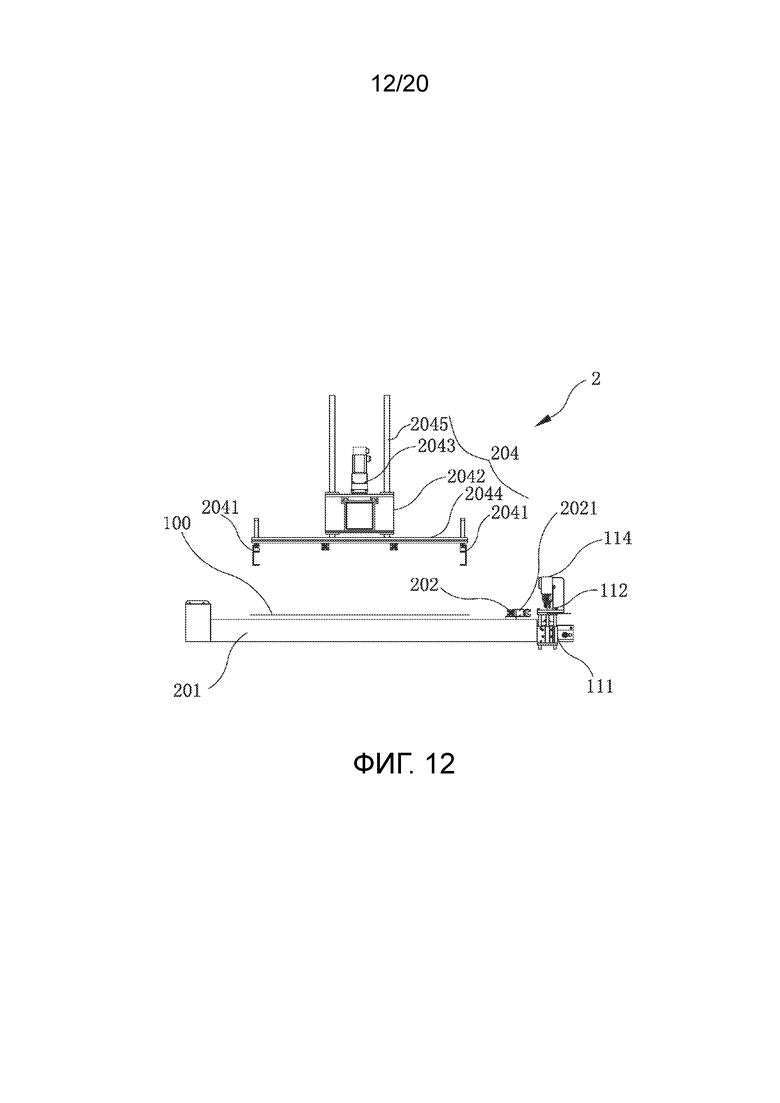
[0034] Фиг. 12 - вид спереди приемного механизма для заготовки и разрезающего механизма для заготовки первой системы для изготовления, изображенной на фиг. 3;
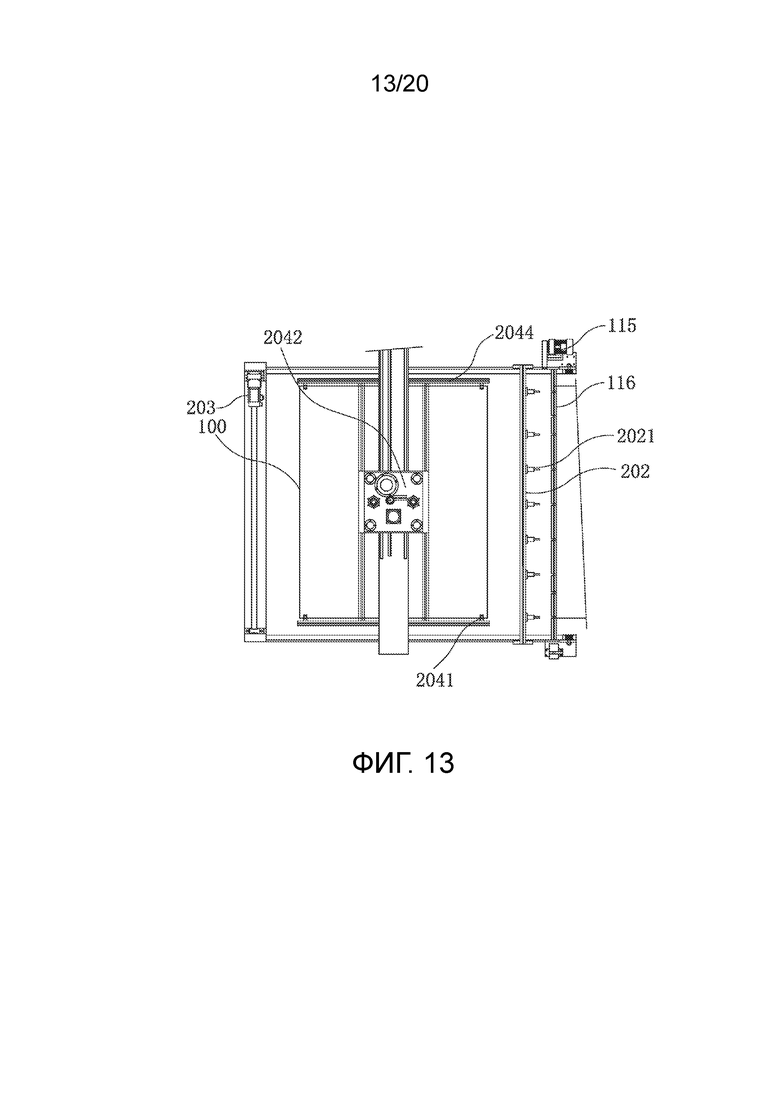
[0035] Фиг. 13 - вид сверху, представляющий приемный механизм для заготовки и разрезающий механизм для заготовки, изображенные на фиг. 12;
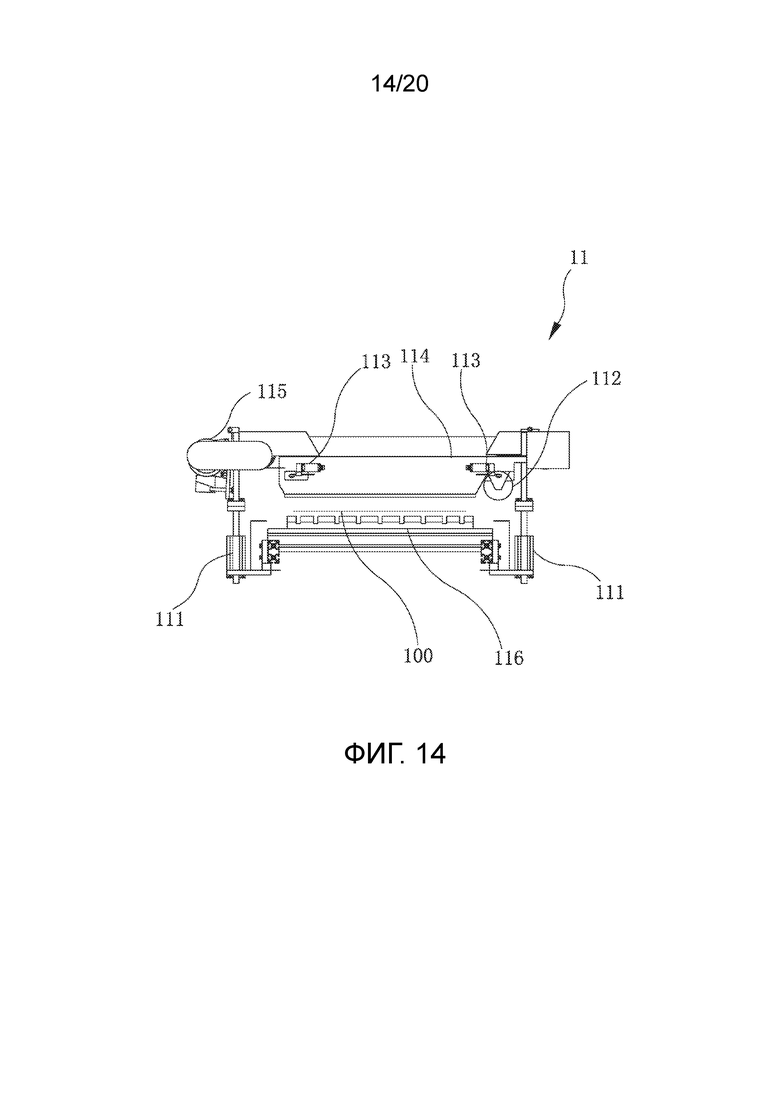
[0036] Фиг. 14 - вид сбоку разрезающего механизма для заготовки, изображенного на фиг. 12;
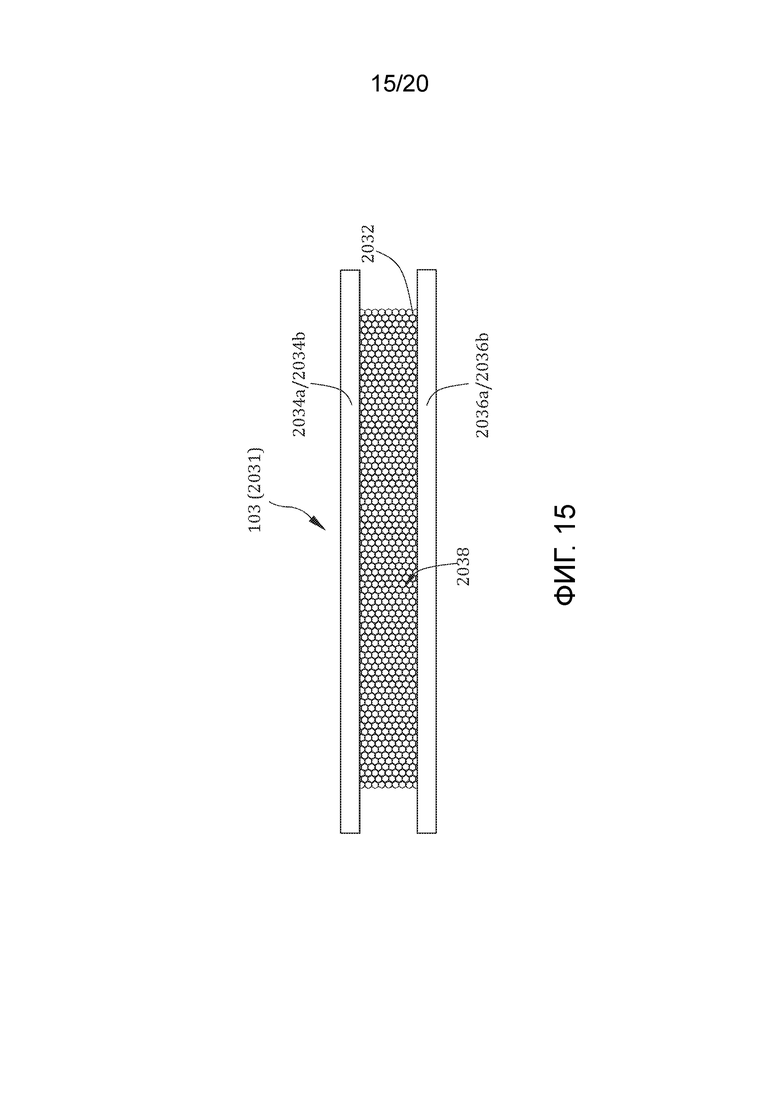
[0037] Фиг. 15 - схематическое изображение. второй натяжной структуры по настоящему раскрытию;
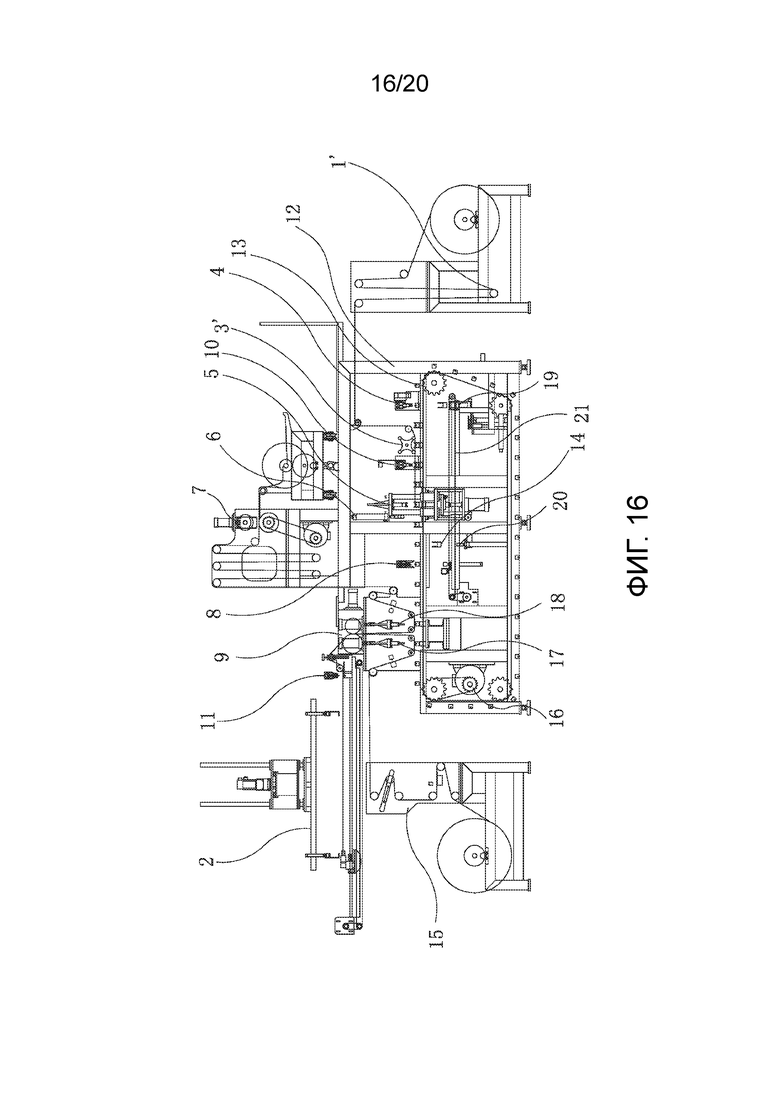
[0038] Фиг. 16 - схематическое изображение второй системы для изготовления по настоящему раскрытию;
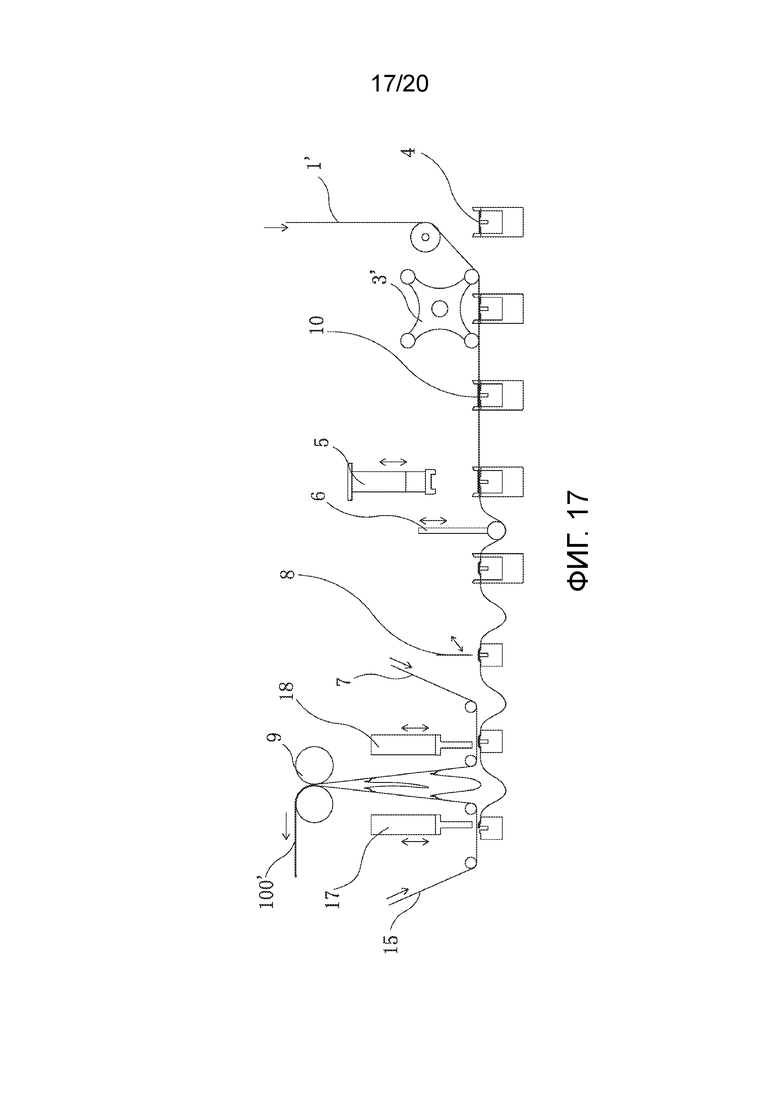
[0039] Фиг. 17 - схематическое изображение второго способа изготовления по настоящему раскрытию;
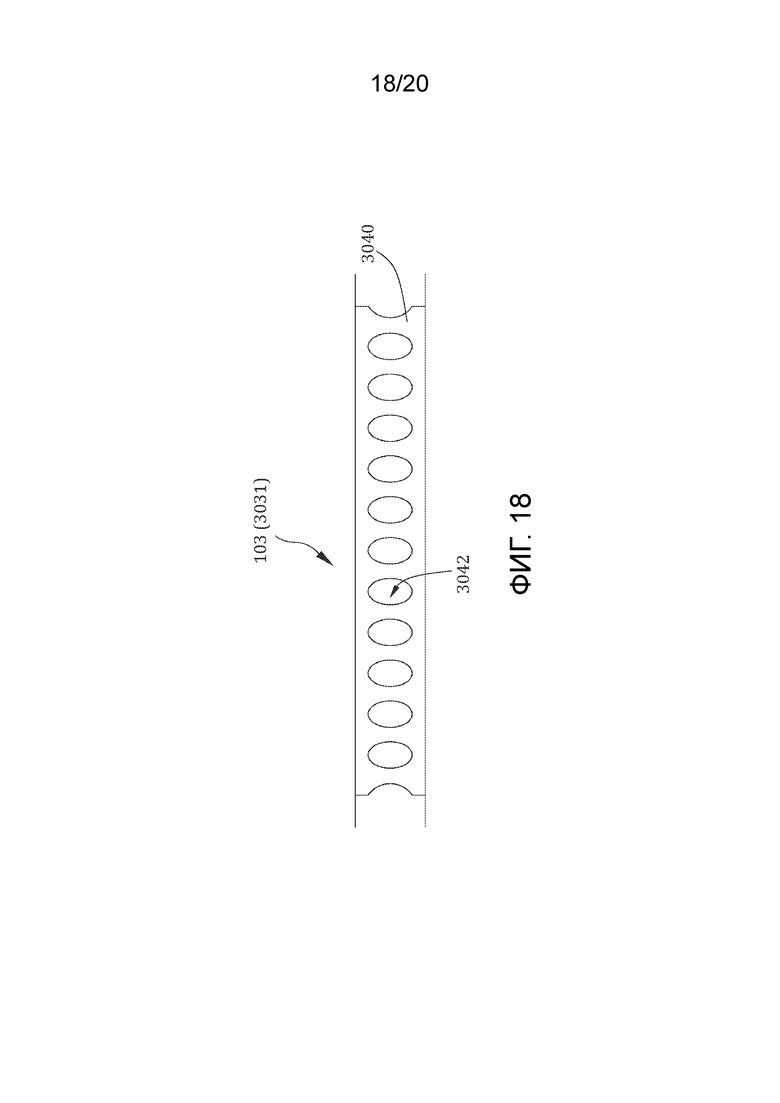
[0040] Фиг. 18 - схематическое изображение третьей натяжной структуры по настоящему раскрытию;
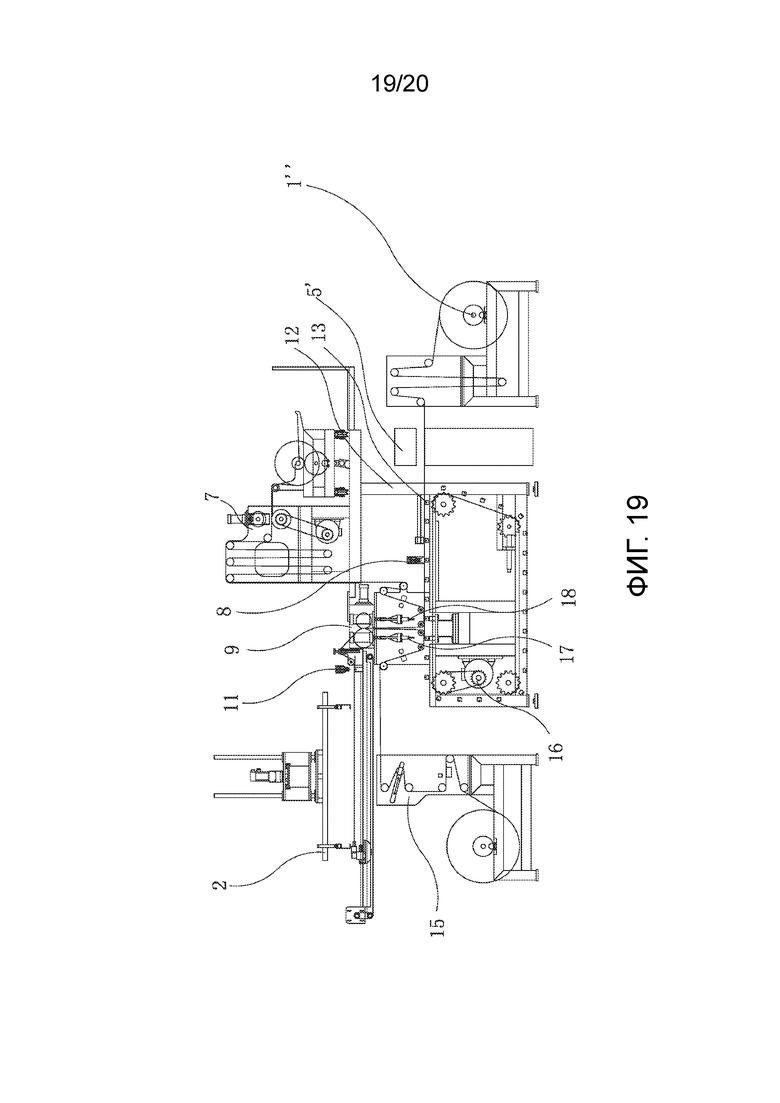
[0041] Фиг. 19 - схематическое изображение третьей системы для изготовления по настоящему раскрытию; и
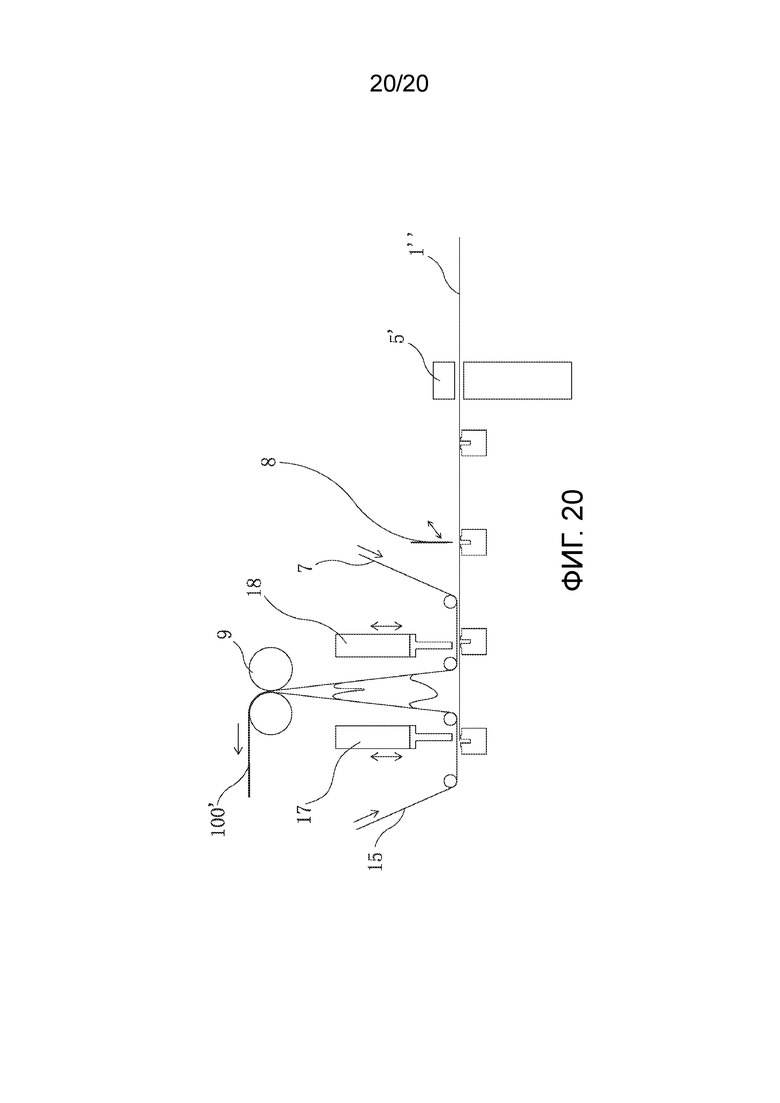
[0042] Фиг. 20 - схематическое изображение третьего способа изготовления по настоящему раскрытию.
[0043] Соответствующие номера ссылочных позиций указывают соответствующие части на различных изображениях. Примеры, помещенные в настоящем документе, иллюстрируют примерные варианты осуществления изобретения, и такие примеры не должны истолковываться как ограничивающие каким-либо образом объема изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
1. Предварительная сборка надувного изделия
[0044] Фиг. 1 - схематическое изображение надувного изделия 100, в частности, надувного матраса, включающего в себя верхний лист 101, служащий поверхностью для сна, нижний лист 102, служащий в качестве поверхности, контактирующей с землей, множество внутренних натяжных структур 103, соединенных с верхним и нижним листами 101, 102, и кольцевая боковая стенка 104 (представлена пунктиром), соединенная с периметрическими краями верхнего и нижнего листов 101, 102. Верхний лист 101, нижний лист 102 и боковая стенка 104 объединяются с образованием надувной камеры 106. Также в пределах объема настоящего раскрытия верхний и нижний листы 101, 102 могут непосредственно соединяться вместе без промежуточной боковой стенки 104. Может обеспечиваться клапан (не представлен) и/или встроенный насос (не представлен), сообщающийся с надувной камерой 106 для облегчения надувания и сдувания надувного изделия 100. Хотя надувное изделие 100 описано в настоящем документе в виде матраса, в пределах объема настоящего раскрытия надувного изделия 100 находятся, например, надувной диван, кресло или надувная подушка для обучения плаванию.
[0045] Обеспечиваются автоматизированная система и способ для изготовления надувного изделия 100 или его части. В некоторых вариантах осуществления система и способ создают заготовку 100’ надувного изделия 100, при этом указанная заготовка 100’ включает в себя верхний и нижний листы 101, 102 и натяжные структуры 103. В этом варианте осуществления боковая стенка 104, клапан, встроенный насос и другие элементы могут добавляться к заготовке 100’ позже для изготовления окончательного надувного изделия 100. Например, боковая стенка 104 может привариваться к периметрическим краям верхнего и нижнего листов 101, 102 после изготовления заготовки 100’. Заготовка 100’ может быть выполнена частично или полностью из свариваемого пластика (например, ПВХ). Например, по меньшей мере стыковочные участки верхнего и нижнего листов 101, 102 и натяжных структур 103 заготовки 100’ могут быть выполнены из свариваемого пластика.
2. Первый вариант осуществления (фиг. 2-14)
[0046] Фиг. 2 раскрывает первую примерную натяжную структуру 300, в частности, натяжную структуру 1031, для использования в надувном изделии 100 фиг. 1. Проиллюстрированная натяжная структура 1031 включает в себя множество параллельных, расположенных на расстоянии друг от друга стренг 1032, например, нитей или проволоки, при этом между соседними стренгами 1032 имеются пространства 1038. Верхние концы стренг 1032 соединяются по меньшей мере с одной верхней сварочной лентой 1034, а нижние концы стренг 1032 соединяются по меньшей мере с одной нижней сварочной лентой 1036. Согласно примерному варианту осуществления по настоящему раскрытию стренги 1032 зажаты между парой верхних сварочных лент 1034a/1034b и парой нижних сварочных лент 1036a/1036b, расположенных на противоположных сторонах стренг 1032. Однако в пределах объема настоящего раскрытия находится также использование одной верхней сварочной ленты 1034 и одной нижней сварочной ленты 1036, каждая из которых расположена только на одной стороне стренг 1032.
[0047] Натяжная структура 1031, представленная на фиг. 2, может быть включена в надувное изделие 100 фиг. 1 посредством приваривания указанной по меньшей мере одной верхней сварочной ленты 1034 к верхнему листу 101, а указанной по меньшей мере одной нижней сварочной ленты 1036 - к нижнему листу 102, при этом стренги 1032 проходят вертикально между ними. Когда надувная камера 106 фиг. 1 надута, стренги 1032 туго натягиваются и обеспечивают высокую прочность на разрыв между противоположными верхней и нижней сварочными лентами 1034, 1036. При этом верхний и нижний листы 101, 102 и верхняя и нижняя сварочные ленты 1034, 1036 выполнены частично или полностью из свариваемого пластика (например, ПВХ) для облегчения прочного, долговечного сварочного шва между натяжной структурой 1031 и надувным изделием 100. Дополнительная информация, относящаяся к натяжной структуры 1031, раскрыта во включенной выше в настоящий документ международной публикации № WO 2013/130117.
[0048] На фиг. 3 и 4 обеспечивается автоматизированная система для изготовления по меньшей мере заготовки 100’, представленной на фиг. 2, в частности, верхнего и нижнего листов 101, 102 и натяжных структур 1031. Передний по ходу конец системы (например, правая сторона фиг. 3 и 4) создает натяжные структуры 1031, представленные на фиг. 2, и может называться в настоящем документе подсистемой для изготовления натяжной структуры. Задний по ходу конец системы (например, левая сторона фиг. 3 и 4) создает заготовку 100’, представленную на фиг. 2, посредством соединения натяжных структур 1031 с верхним и нижним листами 101, 102, и может называться в настоящем документе подсистемой для изготовления заготовки. Передняя по ходу подсистема для изготовления натяжной структуры включает в себя один или более источников 1 стренг (например, бобин), нижний ленточный механизм 4, прижимающий стренги механизм 3 (например, катушка), верхний ленточный механизм 10, сваривающий механизм 5 для натяжной структуры, регулирующий длину механизм 6 для натяжной структуры, разрезающий механизм 8 для натяжной структуры, множество нижних форм 13, множество гребенчатых нижних форм 14, транспортирующий механизм 16 для нижней форм, подъемный механизм 19 для гребенчатых нижних форм, опускающий механизм 20 для гребенчатых нижних форм, и транспортирующий механизм 21 для гребенчатых нижних форм. Задняя по ходу подсистема изготовления заготовки включает в себя источник 7 верхнего листа (например, бобину), источник 15 нижнего листа (например, бобину), сваривающий механизм 18 для верхнего листа (например, сварочный аппарат), сваривающий механизм 17 для нижнего листа (например, сварочный аппарат), выводящий заготовку механизм 9 (например, ролики), разрезающий заготовку механизм 11 и принимающий заготовку механизм 2.
[0049] Представленная на фиг. 3 и 4 иллюстративная система для изготовления включает в себя каркас 12. Источник 1 стренг располагается на переднем по ходу участке каркаса 12, источник 7 верхнего листа устанавливается на верхнем, промежуточном участке каркаса 12, а источник 15 нижнего листа устанавливается на нижнем, заднем по ходу участке каркаса 12. Транспортирующий формы механизм 16, транспортирующий гребенчатые нижние формы механизм 21, сваривающий механизм 17 для нижнего листа и сваривающий механизм 18 для верхнего листа устанавливаются на нижнем, промежуточном участке каркаса 12. Выводящий заготовку механизм 9 устанавливается на верхней части каркаса 12 между сваривающим механизмом 17 для нижнего листа и сваривающим механизмом 18 для верхнего листа. Разрезающий заготовку механизм 11 устанавливается на верхнем участке каркаса 12 и функционально соединен с выводящим заготовку механизмом 9. Принимающий заготовку механизм 2 располагается на верхнем, заднем по ходу участке каркаса 12 и функционально соединен с выводящим заготовку механизмом 9 и разрезающим заготовку механизмом 11.
[0050] На фиг. 5 приведен примерный способ изготовления заготовки 100’, представленной на фиг. 2, с использованием вышеописанной системы, представленной на фиг. 3 и 4.
[0051] На первом этапе (S1) изготавливают натяжную структуру 1031 посредством транспортировки нижних форм 13 через указанную систему. Этот этап S1 начинается с наложения требуемых материалов для натяжной структуры 1031 на нижние формы 13. Нижний ленточный механизм 4 работает для подачи материала 1034a/1036a нижней сварочной ленты. Затем работает прижимающий стренги механизм 3 для наложения стренг 1032 поверх и поперек материала 1034a/1036a нижней сварочной ленты. Затем работает верхний ленточный механизм 10 для наложения материала 1034b/1036b верхней сварочной ленты поверх стренг 1032 и материала 1034a/1036a нижней сварочной ленты. В проиллюстрированном варианте осуществления на фиг. 5 нижний ленточный механизм 4 подкладывает материал 1034a/1036a нижней сварочной ленты под стренги 1032, а верхний ленточный механизм 10 накладывает материал 1034b/1036b верхней сварочной ленты поверх стренг 1032, так что стренги 1032 попадают между наложенными друг на друга материалом 1034a/1036a нижней сварочной ленты и материалом 1034b/1036b верхней сварочной ленты. Однако в пределах объема изобретения по настоящему раскрытию также находится использование только нижнего ленточного механизма 4 и фиксация стренг 1032 только к материалу 1034a/1036a нижней сварочной ленты. Альтернативно в пределах объема по настоящему раскрытию находится использование только верхнего ленточного механизма 10 и фиксация стренг 1032 только к материалу 1034b/1036b верхней сварочной ленты.
[0052] Далее этап S1 продолжается посредством сборки требуемых материалов натяжной структуры 1031 на нижних формах 13. Сваривающий механизм 5 для натяжной структуры работает для сваривания материала 1034a нижней сварочной ленты с соответствующим материалом 1034b верхней сварочной ленты, таким образом образуя пару 1034a/1034b верхней сварочной ленты, а материал 1036a нижней сварочной ленты с соответствующим материалом 1036b верхней сварочной ленты, таким образом образуя пару 1036a/1036b нижней сварочной ленты, при этом стренги 1032 попадают между ними. Как было отмечено выше, в пределах объема по настоящему раскрытию находится фиксация стренг 1032 только к материалу 1034a/1036a нижней сварочной ленты или только к материалу 1034b/1036b верхней сварочной ленты. Затем работает регулирующий длину механизм 5 для натяжной структуры для регулирования длины стренг 1032 между противоположными парой 1034a/1034b верхней сварочной ленты и пары 1036a/1036b нижней сварочной ленты посредством прижатия или протягивания стренг 1032. В проиллюстрированном на фиг. 5 варианте осуществления регулирующий длину механизм 6 для натяжной структуры контактирует со стренгами 1032 в месте, где передние концы стренг 1032 удерживаются на месте ранее сваренными парами 1034a/1034b и 1036a/1036b сварочных лент (то есть, дальше по ходу от сваривающего механизма 5 для натяжной структуры), а задние концы стренг 1032 свободны и могут двигаться относительно несваренных материалов 1034a/1036a и 1034b/1036b сварочных лент (то есть, ближе по ходу или перед включением сваривающего механизма 5 для натяжной структуры). После работы регулирующего длину механизма 6 для натяжной структуры вновь работает сваривающий механизм 5 для натяжной структуры для захватывания задних концов стренг 1032 нужной длины. И, наконец, работает разрезающий механизм 8 для натяжной структуры для разрезания стренг 1032 и разрезания в целом пополам материалов 1034a/1036a и 1034b/1036b сварочных лент, что отделяет переднюю натяжную структуру 1031 от задней натяжной структуры 1031’. После этапа разрезания пара 1034a/1034b верхних сварочных лент передней натяжной структуры 1031 располагается непосредственно вблизи пары 1036a’/1036b’ нижних сварочных лент задней натяжной структуры 1031’ на той же нижней форме 13.
[0053] На втором этапе (S2) верхний лист 101 транспортируется от источника 7 верхнего листа к сваривающему механизму 18 для верхнего листа, а нижний лист 102 транспортируется от источника 15 нижнего листа к сваривающему механизму 17 для нижнего листа. В проиллюстрированном на фиг. 5 варианте осуществления источник 7 верхнего листа располагается справа от сваривающего механизма 18 для верхнего листа, так что верхний лист 101 проходит влево от источника 7 верхнего листа к сваривающему механизму 18 для верхнего листа. И наоборот, источник 15 нижнего листа располагается на противоположной, левой стороне сваривающего механизма 17 для нижнего листа, так что нижний лист 102 проходит вправо от источника 15 нижнего листа к сваривающему механизму 17 для нижнего листа.
[0054] На третьем этапе (S3) подготовленная натяжная структура 1031 передвигается до совмещения со сваривающим механизмом 17 для нижнего листа и сваривающим механизмом 18 для верхнего листа. В частности, пара 1036a/1036b нижних сварочных лент натяжной структуры 1031 передвигается до совмещения со сваривающим механизмом 17 для нижнего листа под нижним листом 102, а пара 1034a/1034b верхних сварочных лент натяжной структуры 1031 передвигается до совмещения со сваривающим механизмом 18 для верхнего листа под верхним листом 101. В проиллюстрированном на фиг. 5 варианте осуществления натяжная структура проходит влево от разрезающего механизма 8 для натяжной структуры к сваривающим листы механизмам 17, 18. Также в проиллюстрированном на фиг. 5 варианте осуществления сваривающий механизм 17 для нижнего листа расположен вертикально, сваривающий механизм 18 для верхнего листа расположен вертикально и на расстоянии от сваривающего механизма 17 для нижнего листа, а натяжная структура 1031 располагается в целом горизонтально между ними. При таком расположении стренги 1032 могут провисать вертикально вниз между сваривающим механизмом 17 для нижнего листа и сваривающим механизмом 18 для верхнего листа, таким образом не допуская взаимодействия со сваривающими листы механизмами 17, 18.
[0055] На четвертом этапе (S4) сваривающий механизм 17 для нижнего листа и сваривающий механизм 18 для верхнего листа работают одновременно для сваривания нижнего листа 102 и верхнего листа 101, соответственно, с натяжной структурой 1031 с образованием окончательного листа 100”. В частности, сваривающий механизм 17 для нижнего листа сваривает нижний лист 102 с парой 1036a/1036b нижних сварочных лент натяжной структуры 1031, а сваривающий механизм 18 для верхнего листа сваривает верхний лист 101 с парой 1034a/1034b верхних сварочных лент натяжной структуры 1031. Размер сваривающего механизма 18 для верхнего листа, в частности, может регулироваться для контакта с парой 1034a/1034b верхних сварочных лент передней натяжной структуры 1031 без контакта с парой 1036a’/1036b’ нижних сварочных лент расположенной в непосредственной близости задней натяжной структуры 1031’. Следовательно, пара 1036a’/1036b’ нижних сварочных лент задней натяжной структуры 1031’ не соединяется с верхним листом 101 и перемещается к нижнему листу 102 во время следующего цикла.
[0056] На пятом этапе (S5) окончательный лист 100'' перемещается к принимающему заготовку механизму 2 с использованием выводящего заготовку механизма 9. В проиллюстрированном на фиг. 5 варианте осуществления окончательный лист 100” перемещается вертикально вверх между сваривающими механизмами 17, 18 для верхнего и нижнего листов на пути к выводящему заготовку механизму 9. Натяжные структуры 1031 могут быть сложены, при этом стренги 1032 продолжают свисать вертикально вниз, когда окончательный лист 100'' приближается к выводящему заготовку механизму 9. Вышеупомянутые этапы S1-S5 повторяются до тех пор, пока окончательный лист 100'' не достигнет требуемой длины (то есть длины надувного изделия 100 фиг. 1).
[0057] На шестом этапе (S6) окончательный лист 100” разрезается с использованием разрезающего заготовку механизма 11, расположенного между выводящим заготовку механизмом 9 и принимающим заготовку механизмом 2 с образованием заготовки 100’. Разрезание может выполняться между соседними натяжными структурами 1031 для недопущения разрезания самой натяжной структуры 1031. Заготовка 100’ может храниться на принимающем заготовку механизме 2 или передвигаться в другое место. Заготовка 100’ может затем подвергаться этапам окончательной обработки с образованием надувного изделия 100 фиг. 1.
[0058] Вышеприведенные этапы S1-S6 могут выполняться одновременно, так что задняя натяжная структура 1031’ изготавливается тогда, когда передняя натяжная структура 1031 сваривается с верхним и нижним листами 101, 102. Этот способ обеспечивает возможность изготовления по меньшей мере указанной заготовки 100’ надувного изделия (фиг. 1) автоматизированным, эффективным и повторяемым образом.
[0059] Далее подробно описано различное оборудование системы изготовления.
[0060] На фиг. 4 представлен транспортирующий нижние формы механизм 16, который включает в себя опорный каркас 161, транспортную ленту 162, обернутую вокруг опорного каркаса161, и приводной двигатель 163, неподвижно установленный на одной стороне опорного каркаса 161. При работе приводной двигатель 163 приводит в движение транспортную ленту 162 для перемещения относительно опорного каркаса 161. Множество нижних форм 13 расположены на равных расстояниях друг от друга и установлены на транспортной ленте 162 транспортирующего нижние формы механизма 16 и перемещаются вместе с транспортной лентой 162. Кроме поддержки транспортной ленты 162 опорный каркас 161 может также служить опорой, справа налево на фиг. 4, нижнему ленточному механизму 4, прижимающему стренги механизму 3, верхнему ленточному механизму 10, сваривающему механизму 5 для натяжной структуры, регулирующему длину механизму 6 для натяжной структуры, разрезающему механизму 8 для натяжной структуры, сваривающему механизму 18 для верхнего листа и сваривающему механизму 17 для нижнего листа. Каждая проиллюстрированная нижняя форма 13 представляет собой удлиненный проводящий рельс, имеющий в целом плоскую верхнюю поверхность, выполненную с возможностью взаимодействия с нижним и верхним ленточными механизмами 4, 10, и нижнюю поверхность, выполненную с возможностью взаимодействия с гребенчатой нижней формой 14. Каждая нижняя форма 13 также включает в себя центральное углубление или щель 131 в плоской верхней поверхности, выполненную с возможностью взаимодействия с разрезающим механизмом 8 для натяжной структуры.
[0061] На фиг. 4 представлен транспортирующий гребенчатые нижние формы транспортирующий механизм 21, который включает в себя опорный каркас 211, транспортную ленту 212, обернутую вокруг опорного каркаса 211, и приводной двигатель 213, неподвижно установленный на опорном каркасе 211. При работе приводной двигатель 213 приводит в движение транспортную ленту 212 для движения относительно опорного каркаса 211. Множество гребенчатых нижних форм 14 располагаются на равном расстоянии друг от друга и установлены на транспортной ленте 212 транспортирующего гребенчатые нижние формы механизма 21. Каждая иллюстративная гребенчатая нижняя форма 14 представляет собой удлиненный проводящий элемент, выполненный с возможностью взаимодействия с (например, при помощи соединения муфтой) нижней формой 13. И поднимающий гребенчатые нижние формы механизм 19, и опускающий гребенчатые нижние формы механизм 20 установлены под рабочей поверхностью транспортирующего нижние формы механизма 16. Поднимающий гребенчатые нижние формы механизм 19 выравнивается с нижним ленточным механизмом 4 и имеет электрический телескопический стержень, выполненный с возможностью поднимать гребенчатую нижнюю форму 14 в зацепление с нижней формой 13. Гребенчатая нижняя форма 14 имеет один или более рядов гребенчатых зубцов 141, которые проходят вверх за пределы нижней формы 13 для удержания материалов 1034a/1036a и 1034b/1036b сварочных лент на нижней форме 13. Гребенчатые зубцы 141 также выполнены с возможностью попадания их в промежутки 1038 между стренгами 1032 (фиг. 2) для разделения стренг 1032, когда они проходят по системе. Опускающий гребенчатую нижнюю форму механизм 20 располагается между регулирующим длину механизмом 6 для натяжной структуры и разрезающим механизмом 8 для натяжной структуры, и имеет электрический телескопический стержень, выполненный с возможностью опускаться и отделять гребенчатую нижнюю форму 14 от нижней формы 13. Гребенчатая нижняя форма 14 отделяется от нижней формы 13 до достижения ею сваривающих листы механизмов 17, 18 для недопущения взаимодействия с (например, протыкания) верхним и нижним листами 101, 102 (фиг. 5).
[0062] На фиг. 6 и 7 нижний ленточный механизм 4 включает в себя каркас 41 ленточного механизма, источник 42 нижней ленты (например, бобину), механизм 43 обнаружения нехватки материала (например, оптический датчик), ролик 44 для подготовки материала, цилиндр 45 для прижатия лент, разрезающий механизм 46, зажимающий механизм 47, поднимающий зажим цилиндр 48, поперечина 49 ленточного механизма и двигатель 410 для ленты. Источник 42 нижней ленты, механизм 43 обнаружения нехватки материала, ролик 44 для подготовки материала и цилиндры 45 для прижатия лент установлены на правой стороне каркаса 41 ленточного механизма на фиг. 6 и расположены в последовательности согласно процессу. Поперечина 49 ленточного механизма перекинута на верхнюю часть опорного каркаса 161 транспортирующего нижние формы механизма 16 (фиг. 4). Верхний, цилиндрический конец поднимающего зажим цилиндра 48 выполнен с возможностью скользящего соединения с поперечиной 49 ленточного механизма, а нижний, стержневой конец поднимающего зажим цилиндра 48 соединен с зажимающим механизмом 47. Разрезающий механизм 46 установлен на опорном каркасе 161 и располагается между цилиндром 45 для прижатия лент и зажимающим механизмом 47. Двигатель 410 для ленты установлен на поперечину 49 ленточного механизма и приводит в действие поднимающий зажим цилиндр 48 для возвратно-поступательного движения вдоль перекладины 49 ленточного механизма посредством передаточного механизма (не представлен).
[0063] Иллюстративный нижний ленточный механизм 4 работает согласно нижеприведенному способу.
[0064] На первом этапе (BS1) необходимая длина материала 1034a/1036a нижней сварочной ленты отматывается с источника 42 нижней ленты. Во время этого этапа BS1 материал 1034a/1036a нижней сварочной ленты может представлять собой единую ленту материала, который позже разрезается. Цилиндр 45 для прижатия лент прижимает и удерживает передний конец материала 1034a/1036a нижней сварочной ленты. Затем ролик 44 для подготовки материала перемещается вниз и прижимает материал 1034a/1036a нижней сварочной ленты для отматывания требуемой длины материала 1034a/1036a нижней сварочной ленты от источника 42 нижней ленты. Затем ролик 44 для подготовки материала и цилиндр 45 для прижатия лент передвигаются обратно вверх и возвращаются в свои исходные положения.
[0065] На втором этапе (BS2) передний участок материала 1034a/1036a нижней сварочной ленты накладывается на нижние формы 13. зажимающий механизм 47 удерживает передний конец материала 1034a/1036a нижней сварочной ленты вблизи разрезающего механизма 46. При работе двигателя 410 для ленты зажимающий механизм 47 перемещается влево от исходного положения фиг. 6 к промежуточному положению, при этом вытягивая передний участок материала 1034a/1036a нижней сварочной ленты поперек нижней формы 13. Зажимающий механизм 47 задерживается в этом промежуточном положении, перед тем как достичь двигателя 410 для ленты.
[0066] На третьем этапе (BS3) задний участок материала 1034a/1036a нижней сварочной ленты отрезается и накладывается на нижние формы 13. Разрезающий механизм 46 отрезает задний конец материала 1034a/1036a нижней сварочной ленты. Когда двигатель 410 для ленты возобновляет работу, зажимающий механизм 47 продолжает движение влево на фиг. 6 до положения отпускания около двигателя 410 для ленты, при этом отрезанный задний участок материала 1034a/1036a нижней сварочной ленты вытягивается на нижнюю форму 13. Как только материал 1034a/1036a нижней сварочной ленты находится в положении поперек нижней формы 13, зажимающий механизм 47 может высвободить материал 1034a/1036a нижней сварочной ленты и продолжить движение влево на фиг. 6 на короткое расстояние до положения высвобождения, таким образом отделяя зажимающий механизм 47 от материала 1034a/1036a нижней сварочной ленты.
[0067] На четвертом этапе (BS4) поднимающий зажим цилиндр 48 поднимает зажимающий механизм 47, и двигатель 410 для ленты приводит зажимающий механизм 47 обратно в исходное положение на фиг. 6 для начала следующего цикла. Этап BS1 может выполняться одновременно с этапом BS4, так что следующий материал 1034a/1036a нижней сварочной ленты отматывается и готов к выполнению этапов BS2 и BS3.
[0068] Как было замечено выше, нижний ленточный механизм 4 может использоваться самостоятельно или в сочетании с верхним ленточным механизмом 10 (фиг. 3 и 4). Понятно, что верхний ленточный механизм 10, если используется, может иметь такую же конструкцию и работать так же, как вышеописанный нижний ленточный механизм 4.
[0069] На фиг. 10 и 11 сваривающий механизм 5 для натяжной структуры включает в себя два прижимающих вниз цилиндра 51, направляющий стержень 52, нагретую верхнюю форму 53, верхнюю плоскую пластину 54, нижнюю плоскую пластину 55 и высокочастотный генератор 56. Цилиндрические концы двух прижимающих вниз цилиндров 51 установлены, соответственно, на двух сторонах опорного каркаса 161 транспортирующего нижние формы механизма 16 (фиг. 3 и 4), а два конца верхней плоской пластины 54 соответственно соединены со стержневыми концами двух прижимающих вниз цилиндров 51 посредством направляющего стержня 52. Верхняя форма 53 фиксирована к нижней стороне верхней плоской пластины 54, а нижняя плоская пластина 55 установлена на опорном каркасе 161 непосредственно под верхней формой 53. Верхняя форма 53 получает сигналы от высокочастотного генератора 56.
[0070] Иллюстративный сваривающий механизм 5 для натяжной структуры работает согласно нижеприведенному способу.
[0071] На первом этапе (FS1) нижняя форма 13 переносит материал 1034a/1036a нижней сварочной ленты от нижнего ленточного механизма 4, а материал 1034b/1036b верхней сварочной ленты от верхнего ленточного механизма 10 (фиг. 5) к сваривающему механизму 5 для натяжной структуры.
[0072] На втором этапе (FS2) сваривающий механизм 5 для натяжной структуры зацепляет натяжную структуру 1031 (фиг. 5). Прижимающие вниз цилиндры 51 на обеих сторонах отводятся, что перемещает верхнюю плоскую пластину 54 вниз вдоль направляющего стержня 52. Верхняя форма 53 перемещается вниз вместе с верхней плоской пластиной 54 и вступает в контакт с материалом 1034b/1036b верхней сварочной ленты. Нижняя форма 13 поддерживается нижней плоской пластиной 55.
[0073] На третьем этапе (FS3) сваривающий механизм 5 для натяжной структуры работает для сваривания натяжной структуры 1031 (фиг. 5). Включается высокочастотный генератор 56, и высокочастотный сигнал поступает к верхней форме 53 для высокочастотной сварки относительно нижней формы 13. Верхняя форма 53 приваривает материал 1034a нижней сварочной ленты к соответствующему материалу 1034b верхней сварочной ленты, таким образом, образуя пару 1034a/1034b верхних сварочных лент, а материал 1036a нижней сварочной ленты -к соответствующему материалу 1036b верхней сварочной ленты, таким образом образуя пару 1036a/1036b нижних сварочных лент, при этом стренги 1032 попадают между ними.
[0074] На четвертом этапе (FS4) сваривающий механизм 5 для натяжной структуры возвращается в исходное состояние для следующего цикла. Прижимающие вниз цилиндры 51 выдвигаются для поднятия верхней плоской пластины 54 и верхней формы 53. Затем нижняя форма 13 перемещается дальше по ходу и вышеприведенные этапы FS1-FS4 повторяются во время следующего цикла.
[0075] На фиг. 8 и 9 представлен разрезающий механизм 8 для натяжной структуры, включающий в себя каркас 81 для разрезания, прижимающий вверх цилиндр 82 для разрезания, прижимающий вниз цилиндр 83 для разрезания, круглое лезвие 84, выключатель-ограничитель 85 разрезания, перекладина 86 для разрезания, двигатель 87 для разрезания и прижимающая вверх пластина 88. Каркас 81 для разрезания устанавливается на каркас 12 (фиг. 3), а цилиндрический конец прижимающего вверх цилиндра 82 для разрезания фиксируется на каркасе 81 для разрезания. Прижимающая вверх пластина 88 фиксируется на стержневом конце прижимающего вверх цилиндра 82 для разрезания и двигается вертикально вверх и вниз для прижатия к нижней форме 13. Цилиндрический конец прижимающего вниз цилиндра 83 для разрезания фиксируется на каркасе 81 для разрезания, а перекладина 86 для разрезания фиксируется к стержневому концу прижимающего вниз цилиндра 83 для разрезания и может перемещаться вертикально вверх и вниз. Двигатель 87 для разрезания установлен на каркасе 81 для разрезания, и двигатель 87 для разрезания приводит в действие круглое лезвие 84 для вращения и перемещения вдоль перекладины 86 для разрезания посредством механизма передачи (не представлен). Соответствующие выключатели-ограничители 85 разрезания прикреплены на обоих концах перекладины 86 для разрезания.
[0076] Иллюстративный разрезающий механизм 8 для натяжной структуры работает согласно следующему способу.
[0077] На первом этапе (CS1) нижняя форма 13 переносит пары 1034a/1034b и 1036a/1036b сварочных лент натяжной структуры 1031 от сваривающего механизма 5 для натяжной структуры (фиг. 5) к разрезающему механизму 8 для натяжной структуры.
[0078] На втором этапе (CS2) разрезающий механизм 8 для натяжной структуры зацепляет натяжную структуру 1031 (фиг. 5). Прижимающий вверх цилиндр 82 для разрезания выдвигается для поднятия прижимающей вверх пластины 88 в опорное зацепление с нижней формой 13. Прижимающий вниз цилиндр 83 для разрезания отводится для опускания перекладины 86 для разрезания в зацепление с парами 1034a/1034b и 1036a/1036b сварочных лент натяжной структуры 1031.
[0079] На третьем этапе (CS3) разрезающий механизм 8 для натяжной структуры разрезает соседние натяжные структуры 1031 (фиг. 5). Приводится в действие двигатель 87 для разрезания, который приводит в действие круглое лезвие 84 для перемещения вдоль перекладины 86 для разрезания до тех пор, пока не достигнет противоположного выключателя-ограничителя 85, который останавливает двигатель 87 для разрезания. На этапе CS3 круглое лезвие 84 может проходить через щель 131 в нижней форме 13 (фиг. 7). Направление разрезания на этапе CS3 может быть перпендикулярно направлению перемещения натяжной структуры 1031 по системе и перпендикулярно направлению стренг 1032. После этапа CS3 передняя пара 1034a/1034b сварочных лент на нижней форме 13 отделяется от задней пары 1036a’/1036b’ сварочных лент на той же нижней форме 13 (фиг. 5).
[0080] На четвертом этапе (CS4) разрезающий механизм 8 для натяжной структуры возвращается в исходное состояние для следующего цикла. Прижимающий вниз цилиндр 83 для разрезания выдвигается для подъема перекладины 86 для разрезания с удалением ее от нижней формы 13. Прижимающий вверх цилиндр 82 для разрезания отводится для высвобождения прижимающей вверх пластины 88 из нижней формы 13. Двигатель 87 для разрезания также возвращает круглое лезвие 84 в его исходное положение. Затем нижняя форма 13 перемещается вниз и вышеприведенные этапы CS1-CS4 повторяются в следующем цикле.
[0081] На фиг. 12-13 представлен приемный механизм 2 для заготовки, который включает в себя каркас 201 для конечного изделия, зажимной набор 202, имеющий один или более зажимов 2021, двигатель 203 для платформы и манипулятор 204. Каркас 201 для окончательного изделия неподвижно установлен на верхней части каркаса 12 (фиг. 3). Манипулятор 204 неподвижно установлен на каркасе 201 для окончательного изделия и расположен непосредственно над каркасом 201 для окончательного изделия. Двигатель 203 для платформы установлен на одной стороне каркаса 201для окончательного изделия и функционально соединен с зажимным набором 202 посредством механизма передачи (не представлен) для перемещения зажимного набора 202 поперек каркаса 201 для окончательного изделия. Манипулятор 204 может включать в себя принимающий зажимной набор 2041, подвижное основание 2042, двигатель 2043 поступательного движения, подвижный каркас 2044 и поднимающий двигатель 2045. Подвижное основание 2042 установлено непосредственно над каркасом 201 для окончательного изделия, а подвижный каркас 2044 соединен с возможностью скольжения с подвижным основанием 2042. Двигатель 2043 поступательного движения установлен на подвижном основании 2042 и приводит в действие подвижный каркас 2044 для перемещения поперек относительно подвижного основания 2042. Поднимающий двигатель 2045 установлен на подвижном основании 2042 и приводит в действие подвижный каркас 2044 для подъема и опускания относительно подвижного основания 2042. Принимающий зажимной набор 2041 установлен на подвижном каркасе 2044.
[0082] На фиг. 12-14 разрезающий механизм 11 для заготовки включает в себя два цилиндра 111 для окончательного изделия, круглое лезвие 112, выключатели-ограничители 113, перекладину 114 для разрезателя для окончательного изделия, двигатель 115 для лезвия и нижнюю перекладину 116 для разрезания. Цилиндрические концы двух цилиндров 111 для окончательного изделия соответственно фиксированы на обеих сторонах каркаса 201 для окончательного изделия. Верхние, стержневые концы двух цилиндров 111 для окончательного изделия соответственно соединены с двумя концами перекладины 114 для разрезателя для окончательного изделия (фиг. 14), так что перекладина 114 для разрезателя для окончательного изделия перекинута на внутренней стороне каркаса 201 для окончательного изделия (фиг. 13). Двигатель 115 для лезвия соединен с возможностью скольжения с перекладиной 114 для разрезателя для окончательного изделия и выполнен с возможностью возвратно-поступательного перемещения вдоль перекладины 114 для разрезателя для окончательного изделия. Лезвие 112 неподвижно установлено на выходной вал двигателя 115 для лезвия. Соответствующие выключатели-ограничители 113 установлены на обоих концах перекладины 114 для разрезателя для окончательного изделия 114. Нижняя перекладина 116 для разрезания неподвижно установлена на каркасе 201 для окончательного изделия и непосредственно под перекладиной 114 для разрезателя для окончательного изделия.
[0083] Иллюстративный приемный механизм 2 для заготовки и разрезающий механизм 11 для заготовки работают согласно нижеприведенному способу.
[0084] На первом этапе (FP1) зажимной набор 202 зажимает передний конец окончательного листа 100” (фиг. 5). Зажимной набор 202 расположен около перекладины 116 для разрезания, как представлено на фиг. 12 и 13, при этом зажимы 2021 зацепляют для удержания передний конец окончательного листа 100''.
[0085] На втором этапе (FP2) зажимной набор 202 вытягивает передний участок окончательного листа 100” (фиг. 5) поперек каркаса 201 для окончательного изделия. При работе двигателя 203 для платформы зажимной набор 202 перемещается влево от исходного положения на фиг. 12 в промежуточное положение. Двигатель 203 для платформы останавливается, когда окончательный лист 100'' достигает требуемой длины.
[0086] На третьем этапе (FP3) разрезающий механизм 11 для заготовки отрезает требуемую длину окончательного листа 100'', таким образом образуя вышеописанную заготовку 100’. Цилиндр 111 окончательного изделия отводится, и перекладина 114 для разрезателя для окончательного изделия опускается для прижатия окончательного листа 100” к нижней перекладине 116 для разрезания. Двигатель 115 для лезвия приводит в действие лезвие 112 для перемещения поперек и разрезания окончательного листа 100'' до тех пор, пока не натолкнется на противоположный выключатель-ограничитель 113, который останавливает двигатель 115 для лезвия. Направление разрезания на этапе FP3 может быть перпендикулярно направлению перемещения окончательного листа 100” по системе и перпендикулярно направлению стренг 1032.
[0087] На четвертом этапе (FP4) разрезающий механизм 11 для заготовки устанавливается в исходное положение для следующего цикла. Цилиндр 111 для окончательного изделия выдвигается, и перекладина 114 для разрезателя для окончательного изделия поднимается к исходному положению для ожидания следующего окончательного листа 100''.
[0088] На пятом этапе (FP5) зажимной набор 202 продолжает вытягивать отрезанный задний конец заготовки 100’ на каркас 201 для окончательного изделия. Как только заготовка 100’ попадает на свое место на каркасе 201 для окончательного изделия, зажимы 2021 зажимного набора 202 могут высвобождать заготовку 100’ и продолжать перемещения влево, как представлено на фиг. 12, на короткое расстояние в высвобожденное положение, таким образом отделяя зажимной набор 202 от заготовки 100’. Двигатель 203 для платформы может затем возвратить зажимной набор 202 в исходное положение этапа FP1 около нижней перекладины 116 для разрезания, чтобы начать новый цикл.
[0089] На шестом этапе (FP6) манипулятор 204 перемещает заготовку 100’ от каркаса 201 для окончательного изделия в другое положение (например, контейнер для хранения, поддон). Поднимающий двигатель 2045 работает для опускания подвижного основания 2042 в направлении заготовки 100’. Затем приемный зажимной набор 2041 работает для зажимания заготовки 100’. Затем поднимающий двигатель 2045 работает для поднятия подвижного основания 2042 и подъема заготовки 100’. Затем двигатель 2043 поступательного движения работает для перемещения подвижного основания 2042 горизонтально в другое положение на расстоянии от каркаса 12 (фиг. 3). И, наконец, приемный зажимной набор 2041 высвобождается для размещения заготовки 100’ в указанном другом положении. Затем манипулятор 204 может вернуться в исходное положение для ожидания следующей заготовки 100’.
3. Второй вариант осуществления (фиг. 15-17)
[0090] На фиг. 15 раскрыта вторая примерная натяжная структура 300, в частности, натяжная структура 2031, для использования в надувном изделии 100 фиг. 1. Иллюстративная натяжная структура 2031 включает в себя переплетающиеся стренги в виде сетчатого материала 2032, имеющего промежутки или поры 2038 между соседними стренгами. Сетчатый материал 2032 соединен по меньшей мере с одной верхней сварочной лентой 2034 и по меньшей мере с одной нижней сварочной лентой 2036. Согласно примерному варианту осуществления сетчатый материал 2032 зажат между парой верхних сварочных лент 2034a/2034b и парой нижних сварочных лент 2036a/2036b, расположенных на противоположных сторонах сетчатого материала 2032. Однако в пределах объема настоящего раскрытия находится использование одной верхней сварочной ленты 2034 и одной нижней сварочной ленты 2036, каждая из которых располагается только на одной стороне сетчатого материала 2032. Дополнительная информация, касающаяся натяжных структур, имеющих переплетающиеся стренги, раскрыта во вышеупомянутых международных публикациях № WO 2013/130117 и WO 2015/010058.
[0091] На фиг. 16 и 17 представлены автоматизированная система и способ для изготовления по меньшей мере заготовки 100’ надувного изделия 100 фиг. 1, в частности, верхнего и нижнего листов 101, 102 и натяжных структур 2031 надувного изделия 100. Система и способ, представленные на фиг. 16 и 17, аналогичны вышеописанным системе и способу, представленным на фиг. 3 и 5, за исключением описанного в настоящем документе. В частности, источник 1’ сетки может заменять источник 1 стренг, представленный на фиг. 3 и 5, а прижимающий механизм 3’ для сетки может заменять прижимающий механизм 3 для стренг, представленный на фиг. 3 и 5.
4. Третий вариант осуществления (фиг. 18-20)
[0092] На фиг. 18 раскрыта третья примерная натяжная структура 300, в частности, натяжная структура 3031 для использования в надувном изделии 100 фиг. 1. Иллюстративная натяжная структура 3031 включает в себя по меньшей мере один сварочный лист 3040. Натяжная структура 3031 может включать в себя дополнительные слои (не представлено), например, второй сварочный лист, имеющий параллельные или переплетенные стренги, расположенные между ними. В сварочном листе 3040 может быть образовано множество проемов 3042.
[0093] Натяжная структура 3031, представленная на фиг. 18, может быть вставлена в надувное изделие 100 фиг. 1 посредством сварки верхнего конца сварочного листа 3040 с верхним листом 101, а нижнего конца сварочного листа 3040 с нижним листом 102. Верхний и нижний листы 101, 102 и сварочный лист 3040 выполнены частично или полностью из свариваемого пластика (например, ПВХ) для облегчения прочной, долговечной сварки между ними. Дополнительная информация, касающаяся натяжной структуры 3031, раскрыта в вышеприведенной международной публикации № WO 2013/130117.
[0094] На фиг. 19 и 20 представлены автоматизированная система и способ для изготовления по меньшей мере заготовки 100’ надувного изделия 100, представленного на фиг. 1, в частности, верхнего и нижнего листов 101, 102 и натяжных структур 3031 надувного изделия 100. Система и способ, представленные на фиг. 19 и 20, аналогичны вышеописанным системе и способу, представленным на фиг. 3 и 5, за исключением описанного в настоящем документе. В частности, источник 1” листов может заменять источник 1 стренг, нижний ленточный механизм 4, прижимающий стренги механизм 3 и верхний ленточный механизм 10, представленные на фиг. 3 и 5. Перфорирующий механизм 5’ может заменять сваривающий механизм 5 для натяжной структуры и регулирующий длину механизм 6 для натяжной структуры. Перфорирующий механизм 5’ может иметь множество планок для пробивки отверстий (не представлено), выполненных с возможностью образования проемов 3042 в сварочном листе 3040. В этом варианте осуществления могут быть исключены гребенчатые нижние формы 14, подъемный механизм 19 для нижних гребенчатых форм, опускающий механизм 20 для нижних гребенчатых форм и транспортирующий механизм 21 для нижних гребенчатых форм.
[0095] Хотя настоящее изобретение описано посредством примерных конструкций, настоящее изобретение может быть дополнительно модифицировано в пределах смысла и объема настоящего раскрытия. Настоящая заявка, таким образом, предназначена для охвата любых вариантов, использований или адаптаций изобретения, использующих его общие принципы. Кроме того, настоящая заявка предназначена для охвата таких отступлений от настоящего раскрытия, которые находятся в пределах известной или общепринятой практики в уровне техники, к которому относится настоящее изобретение, и которые попадают в пределы приложенной формулы.
Группа изобретений относится к способу изготовления надувного изделия, а также к системам для изготовления надувного изделия. Способ содержит этапы, на которых: выравнивают передний конец первой натяжной структуры с первым сварочным аппаратом и первым листом; выравнивают задний конец первой натяжной структуры со вторым сварочным аппаратом и вторым листом и одновременно сваривают передний конец первой натяжной структуры с первым листом и задний конец первой натяжной структуры со вторым листом посредством одновременной работы первого и второго сварочных аппаратов. Способ дополнительно содержит этап, на котором разрезают первый и второй листы после этапа сварки. Группа изобретений обеспечивает повышение производительности процесса изготовления надувного изделия. 3 н. и 16 з.п. ф-лы, 20 ил.
1. Способ изготовления надувного изделия, включающего в себя первый лист и второй лист, содержащий этапы, на которых:
выравнивают передний конец первой натяжной структуры с первым сварочным аппаратом и первым листом;
выравнивают задний конец первой натяжной структуры со вторым сварочным аппаратом и вторым листом и
одновременно сваривают передний конец первой натяжной структуры с первым листом и задний конец первой натяжной структуры со вторым листом посредством одновременной работы первого и второго сварочных аппаратов,
при этом способ дополнительно содержит этап, на котором разрезают первый и второй листы после этапа сварки.
2. Способ по п. 1, дополнительно содержащий этапы, на которых:
транспортируют первый лист к первому сварочному аппарату в первом направлении и
транспортируют второй лист ко второму сварочному аппарату во втором направлении, противоположном первому направлению.
3. Способ по п. 2, дополнительно содержащий этап, на котором транспортируют первый и второй листы и первую натяжную структуру между первым и вторым сварочными аппаратами в третьем направлении, перпендикулярном первому и второму направлениям.
4. Способ по п. 1, дополнительно содержащий этапы, на которых:
изготавливают вторую натяжную структуру и
разрезают первую и вторую натяжные структуры для отделения заднего конца первой натяжной структуры от переднего конца второй натяжной структуры;
при этом на этапе сварки задний конец первой натяжной структуры располагают вблизи переднего конца второй натяжной структуры.
5. Способ по п. 1, дополнительно содержащий этапы, на которых:
изготавливают вторую натяжную структуру последовательно с первой натяжной структурой;
сваривают вторую натяжную структуру с первым и вторым листами;
изготавливают третью натяжную структуру последовательно со второй натяжной структурой;
сваривают третью натяжную структуру с первым и вторым листами и
разрезают первый и второй листы между второй и третьей натяжными структурами.
6. Способ по п. 1, в котором:
первый сварочный аппарат расположен вертикально;
второй сварочный аппарат расположен вертикально; и
при этом на этапе сварки первую натяжную структуру располагают в целом горизонтально между первым и вторым сварочными аппаратами.
7. Способ по п. 1, в котором первая натяжная структура перемещается горизонтально перед этапом сварки и перемещается вертикально после этапа сварки.
8. Способ по п. 1, дополнительно содержащий этапы, на которых:
сваривают первую пару сварочных лент вместе на переднем конце первой натяжной структуры с захватом множества стренг между ними и
сваривают вторую пару сварочных лент вместе на заднем конце первой натяжной структуры с захватом множества стренг между ними.
9. Способ по п. 8, дополнительно содержащий этап, на котором регулируют длину множества стренг между первой и второй парами сварочных лент после сварки первой пары сварочных лент и перед сваркой второй пары сварочных лент.
10. Система для изготовления надувного изделия, включающего в себя первый лист и второй лист, содержащая:
транспортер;
первую форму, соединенную с транспортером и выполненную с возможностью поддержания переднего конца первой натяжной структуры;
вторую форму, соединенную с транспортером и выполненную с возможностью поддержания заднего конца первой натяжной структуры и переднего конца второй натяжной структуры;
третью форму, соединенную с транспортером и выполненную с возможностью поддержания заднего конца второй натяжной структуры;
первый сварочный аппарат, выполненный с возможностью сваривания первого листа с передним концом первой натяжной структуры, когда первая форма выровнена с первым сварочным аппаратом, и с передним концом второй натяжной структуры, когда вторая форма выровнена с первым сварочным аппаратом; и
второй сварочный аппарат, выполненный с возможностью сварки второго листа с задним концом первой натяжной структуры, когда вторая форма выровнена со вторым сварочным аппаратом, и с задним концом второй натяжной структуры, когда третья форма выровнена со вторым сварочным аппаратом.
11. Система по п. 10, в которой второй сварочный аппарат имеет размер, подходящий для контакта с задним концом первой натяжной структуры без контакта с передним концом второй натяжной структуры.
12. Система по п. 10, дополнительно содержащая лезвие, расположенное ближе по ходу относительно первого и второго сварочных аппаратов, при этом лезвие выполнено с возможностью отделения заднего конца первой натяжной структуры от переднего конца второй натяжной структуры.
13. Система по п. 12, в которой каждая из первой, второй и третьей форм содержит:
в целом плоскую верхнюю поверхность, выполненную с возможностью поддержки концов соответствующих натяжных структур;
щель в верхней поверхности, выполненную с возможностью приема лезвия; и
по меньшей мере один зубец, проходящий вверх от верхней поверхности для удержания концов соответствующих натяжных структур на верхней поверхности.
14. Система по п. 13, в которой указанный по меньшей мере один зубец выполнен с возможностью перемещения относительно верхней поверхности ближе по ходу относительно первого и второго сварочных аппаратов для недопущения контакта с первым и вторым листами.
15. Система по п. 13, в которой:
каждая из первой и второй натяжных структур включает в себя множество стренг, расположенных между передним и задним концами, при этом между множеством стренг имеется по меньшей мере один промежуток; и
указанный по меньшей мере один зубец проходит по меньшей мере в указанный один промежуток между множеством стренг.
16. Система по п. 10, дополнительно содержащая лезвие, расположенное дальше по ходу относительно первого и второго сварочных аппаратов, при этом указанное лезвие выполнено с возможностью разрезания первого и второго листов после первой и второй натяжных структур, так что указанные первая и вторая натяжные структуры являются частью одного и того же надувного изделия.
17. Система для изготовления надувного изделия, включающего в себя первый лист и второй лист, содержащая:
подсистему для изготовления натяжной структуры, выполненную с возможностью изготовления по меньшей мере первой натяжной структуры, имеющей передний конец и задний конец, и второй натяжной структуры, имеющей передний конец и задний конец, при этом указанная подсистема для изготовления натяжной структуры включает в себя первое лезвие, выполненное с возможностью отделения заднего конца первой натяжной структуры от переднего конца второй натяжной структуры; и
подсистему для изготовления заготовки, связанную с подсистемой для изготовления натяжной структуры и выполненную с возможностью соединения передних концов первой и второй натяжных структур с первым листом, а задних концов первой и второй натяжных структур со вторым листом, причем указанная подсистема для изготовления заготовки включает в себя второе лезвие, выполненное с возможностью разрезания первого и второго листов после первой и второй натяжных структур.
18. Система по п. 17, в которой подсистема для изготовления натяжной структуры работает одновременно с подсистемой для изготовления заготовки.
19. Система по п. 17, в которой первая натяжная структура соединяется с первым и вторым листами, когда вторая натяжная структура совмещается с первым лезвием.
| CN 101439583 A, 27.05.2009 | |||
| CN 104441637 A, 25.03.2015 | |||
| CN 103600502 A, 26.02.2014 | |||
| Силовой цилиндр | 1987 |
|
SU1479712A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПАКЕТОВ | 0 |
|
SU268313A1 |

