ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] В соответствии с § 119 Раздела 35 Кодекса законов США в этой заявке выдвигаются притязания на приоритет по заявке № 201310598878.5 на патент КНР, поданной 25 ноября 2013 г. под названием “СПОСОБ СВАРКИ И ИЗДЕЛИЕ ДЛЯ НАДУВНОГО ИЗДЕЛИЯ», все описание которой включено сюда посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
[0002] Изобретение относится к надувному изделию, в частности к способу крепления натяжных структур к стенкам надувного изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] В соответствии с изобретением предложено надувное изделие, которое включает в себя первый лист, выполненный из пластика, поддающегося сварке, и второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Надувное изделие дополнительно включает в себя множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Первый участок натяжных структур приварен к первому листу, а второй участок натяжных структур приварен ко второму листу. Надувное изделие дополнительно включает в себя множество отделяющих элементов, расположенных в надувной камере. Отделяющие элементы расположены так, что отделяют первые участки натяжных структур от вторых участков натяжных структур, блокируя сварной контакт между первыми и вторыми участками.
[0004] В соответствии с еще одним аспектом изобретения предложено надувное изделие, которое включает в себя первый лист, выполненный из пластика, поддающегося сварке, и второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Надувное изделие дополнительно включает в себя множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Первый участок натяжных структур приварен к первому листу, а второй участок натяжных структур приварен ко второму листу. Надувное изделие дополнительно включает в себя участок неметаллического отделяющего элемента, расположенный в надувной камере и связанный, по меньшей мере, с одним из первого и второго участков натяжной структуры из множества натяжных структур.
[0005] В соответствии с еще одним аспектом изобретения предложено надувное изделие, которое включает в себя первый лист, выполненный из пластика, поддающегося сварке, и второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Надувное изделие дополнительно включает в себя множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Первый участок натяжных структур приварен к первому листу, а второй участок натяжных структур приварен ко второму листу. Первые участки имеют структуры, а вторые участки имеют контуры, согласующиеся, по меньшей мере, с участком структур первых участков.
[0006] В соответствии с еще одним аспектом изобретения предложено надувное изделие, которое включает в себя первый лист, выполненный из пластика, поддающегося сварке, и второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Надувное изделие дополнительно включает в себя множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Первый участок натяжных структур приварен к первому листу, а второй участок натяжных структур приварен ко второму листу. Первые участки имеют шов, образованный зажимом. Вторые участки имеют шов, образованный зажимом. Периметры швов вторых участков представляют собой, по существу, зеркальные отображения периметров швов первых участков.
[0007] В соответствии с еще одним аспектом изобретения предложен способ изготовления надувного изделия, включающий в себя этапы, на которых обеспечивают первый лист, выполненный из пластика, поддающегося сварке, и обеспечивают второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Способ дополнительно включает в себя этап, на котором обеспечивают множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Множество натяжных структур включают в себя первый участок и второй участок. Способ дополнительно включает в себя этап, на котором одновременно приваривают первые и вторые участки множества натяжных структур к первому и второму листам.
[0008] В соответствии с еще одним аспектом изобретения предложен способ изготовления надувного изделия, включающий в себя этапы, на которых обеспечивают первый лист, выполненный из пластика, поддающегося сварке, и обеспечивают второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Способ дополнительно включает в себя этап, на котором обеспечивают множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Множество натяжных структур включают в себя первый участок и второй участок. Способ дополнительно включает в себя этап, на котором обеспечивают отделяющий элемент в рулоне. Конфигурация отделяющего материала обеспечивает отделение первых участков натяжных структур от вторых участков натяжных структур. Способ дополнительно включает в себя этап, на котором разматывают отделяющий элемент из рулона, располагают отделяющий элемент между первыми и вторыми участками множества натяжных структур, приваривают первый участок множества натяжных структур к первому листу, располагая при этом отделяющий элемент между первыми и вторыми участками множества натяжных структур, и приваривают второй участок множества натяжных структур ко второму листу, располагая при этом отделяющий элемент между первыми и вторыми участками множества натяжных структур.
[0009] В соответствии с еще одним аспектом изобретения предложен способ изготовления надувного изделия, включающий в себя этапы, на которых обеспечивают первый лист, выполненный из пластика, поддающегося сварке, и обеспечивают второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Способ также включает в себя этап, на котором обеспечивают множество натяжных структур, причем каждая натяжная структура включает в себя пластик, поддающийся сварке. Множество натяжных структур включают в себя первый участок и второй участок. Способ дополнительно включает в себя этап, на котором сгибают множество натяжных структур и приваривают первый участок множества натяжных структур к первому листу, а второй участок множества натяжных структур - ко второму листу при загибании множества натяжных структур.
[0010] В соответствии с еще одним аспектом изобретения предложен способ изготовления надувного изделия, включающий в себя этапы, на которых обеспечивают первый лист, выполненный из пластика, поддающегося сварке, и обеспечивают второй лист, выполненный из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Способ также включает в себя этап, на котором обеспечивают множество натяжных структур. Каждая натяжная структура включает в себя пластик, поддающийся сварке. Множество натяжных структур включают в себя первый участок и второй участок. Способ дополнительно включает в себя этап, на котором зажимают первые участки и вторые участки множества натяжных структур вместе, и приваривают первый участок множества натяжных структур к первому листу, а второй участок множества натяжных структур - ко второму листу, при зажиме первых и вторых участков множества натяжных структур вместе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Вышеописанные и другие признаки изобретения, а также метод их скрепления, станут более очевидными, а само изобретение станет более понятным при обращении к нижеследующему описанию варианта осуществления изобретения, приводимого со ссылками на прилагаемые чертежи.
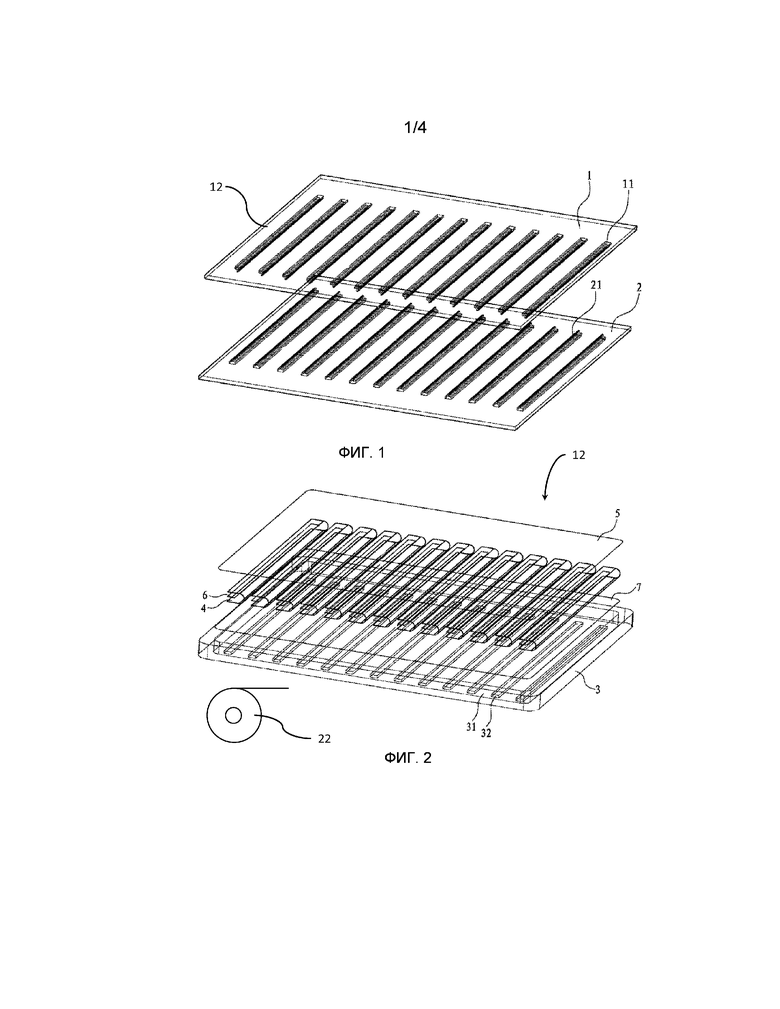
[0012] На фиг.1 представлен схематический чертеж, демонстрирующий сварочный аппарат согласно изобретению, включающий в себя верхнюю контактную плиту и нижнюю контактную плиту;
[0013] на фиг.2 представлен чертеж в разобранном виде, демонстрирующий компоненты надувного изделия, выровненные для сварки;
[0014] на фиг.3 представлен чертеж в разобранном виде, демонстрирующий компоненты надувного изделия согласно еще одному варианту осуществления, выровненные для сварки;
[0015] на фиг.4 представлен схематический чертеж, демонстрирующий сварочный аппарат согласно фиг.1, выровненный относительно компонентов надувного изделия согласно фиг.3 для сварки;
[0016] на фиг.5 представлен частичный вид в увеличенном масштабе, демонстрирующий компоненты надувного изделия согласно фиг.3 и сварочный аппарат согласно фиг.3;
[0017] на фиг.6 представлен схематический чертеж, демонстрирующий надувное изделие согласно еще одному варианту осуществления, включающее в себя ориентирующие витки; и
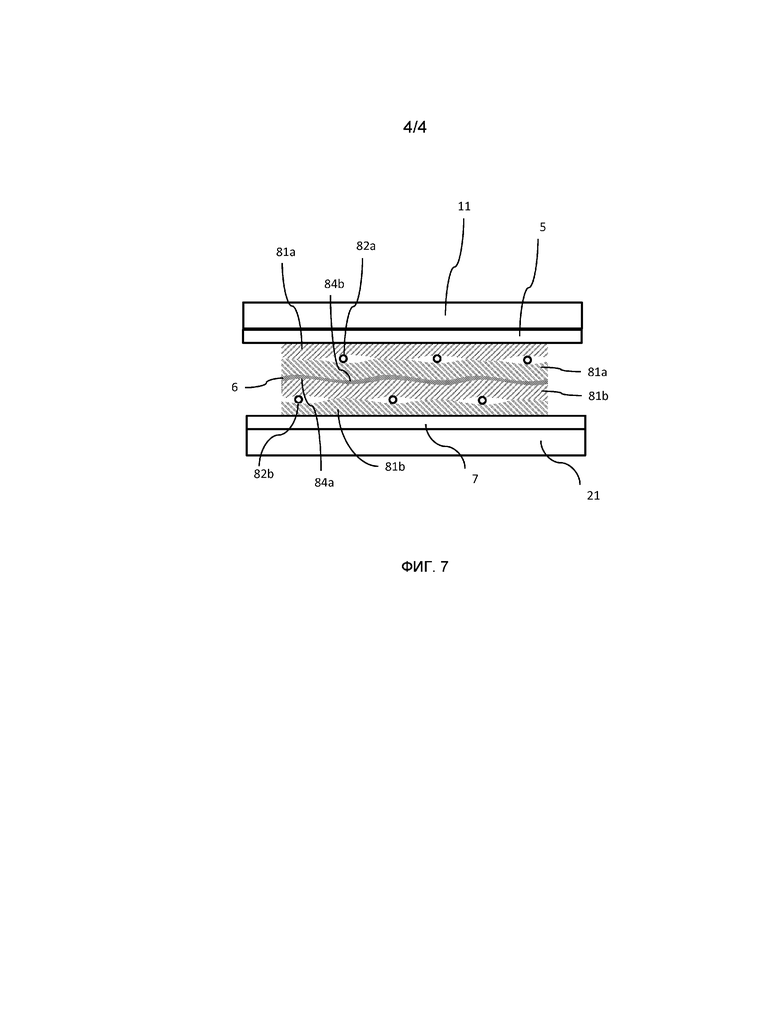
[0018] на фиг.7 представлено схематическое сечение, демонстрирующее участок надувного изделия согласно фиг.3, зажатый между первой и второй планками верхней и нижней контактных плит сварочного аппарата 12, демонстрирующее выемки для создания прядей в слоях материала надувного изделия.
[0019] Соответствующие позиции обозначают соответствующие части на нескольких видах. Приводимые здесь примеры иллюстрируют возможный вариант осуществления изобретения, и такие примеры ни в коем случае не следует считать ограничивающими объем притязаний изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0020] Как показано на фиг.1-6, предложен процесс сварки надувного изделия. Процесс сварки способствует креплению натяжных структур 4 надувного изделия 10 к надувным листам 5, 7 надувного изделия 10, Для крепления натяжных структур 4 к надувным листам 5, 7 используется высокочастотный сварочный аппарат большой мощности.
[0021] Сварочный аппарат 12 включает в себя верхнюю контактную плиту 1 для сварки, нижнюю контактную плиту 2 для сварки, верхние бруски 11 и нижние бруски 21, расположенные напротив верхних брусков 11. В соответствии с предпочтительным вариантом осуществления изобретения верхние и нижние бруски 11, 21 представляют собой высокочастотные электроды, которые нагревают материалы, расположенные рядом с ними, посредством высоких частот. В соответствии с альтернативными вариантами осуществления для расплавления материалов можно применять другие способы, такие как нагревание. В готовом надувном изделии 10 верхние и нижние бруски 11, 21 отстоят друг от друга в поперечном направлении на желаемый промежуток между натяжными структурами 4. В иллюстрируемом варианте осуществления бруски 11, 21 являются прямыми для согласования с прямыми натяжными структурами 4. В соответствии с альтернативными вариантами осуществления бруски 11, 21 могут иметь другие формы, такие как круги, для согласования с натяжными структурами 4, имеющими другие формы, такими как круглые столбцы. Количество брусков 11, 21 зависит от количества натяжных структур 4 в надувном изделии 10,
[0022] В соответствии с одним вариантом осуществления предусмотрена наладочная коробка 3, которая включает в себя множество пазов 32 в нижней плите 31, соответствующее промежуткам между нижними брусками 21. Как будет подробнее рассмотрено ниже, в наладочной коробке 3 располагают компоненты надувного изделия 10, а затем наладочную коробку 3 располагают между верхней и нижней контактными плитами 1, 2 для сварки таким образом, что нижние бруски 21 выравниваются с пазами 32 для облегчения приваривания натяжных структур 4 к надувным листам 5, 7. Каждый брусок 21 нижней контактной плиты 2 проникает через пазы 32, вступая вследствие этого в контакт с натяжной структурой 4 наладочной коробки 3. Верхнюю и нижнюю контактные плиты 1, 2 сближают друг с другом таким образом, что нижние бруски 21 упираются в бруски 11 верхней контактной плиты 1, а соответствующие компоненты надувного изделия 10 оказываются заключенными между ними. В соответствии с альтернативными вариантами осуществления наладочную коробку 3 не используют для размещения компонентов в сварочном аппарате 12.
[0023] Как показано на фиг.2, а также в сочетании с первым вариантом осуществления изобретения, показанным на фиг.1, натяжные структуры 4 представляют собой пластиковые ленты, предпочтительно выполненные из пластика, поддающегося сварке, такого как поливинилхлорид (ПВХ). В соответствии с этим вариантом осуществления натяжные структуры 4 образуют цельную ленту материала. В соответствии с данным способом выполнения надувного изделия 10 натяжные структуры 4 разрезают на ленты из листа материала подложки. Потом размещают в наладочной коробке 3 нижний лист 7 материала, такого как ПВХ. Натяжные структуры 4 загибают таким образом, что продольные края натяжных структур 4 выравниваются.
[0024] В соответствии с предпочтительными вариантами осуществления изобретения отделяющий элемент 6 расположен между концами каждой загнутой натяжной структуры 4. Загнутые натяжные структуры 4 с расположенными в них отделяющими элементами 6 располагают на нижнем листе 7, который был ранее расположен на наладочной коробке 3. В соответствии с одними вариантами осуществления на наладочной коробке 3 (или еще где-нибудь) предусматривают установочные риски, чтобы облегчить выравнивание концов (также именуемых первыми и вторыми участками) загнутых натяжных структур 4 по пазам 32 наладочной коробки 3. Затем располагают верхний лист 5 надувного изделия 10 поверх загнутых натяжных структур 4 в наладочной коробке 3. Наладочную коробку 3 располагают в высокочастотном сварочном аппарате большой мощности таким образом, что пазы 32 наладочной коробки 3 выравниваются и располагаются поверх нижних брусков 21 нижней контактной плиты 2. Верхнюю и нижнюю контактные плиты 1, 2 сдвигают друг с другом таким образом, что нижний лист 7, концы/участки загнутых натяжных структур 4 и отделяющие элементы 6 оказываются расположенными и зажатыми между соответствующими верхними и нижними брусками 11, 21. Потом запитывают высокочастотный сварочный аппарат, чтобы одновременно приварить верхний лист 5 к верхнему концу/первому участку каждой натяжной структуры 4, а нижний лист 7 - к нижнему концу/второму участку каждой натяжной структуры 4. Таким образом, верхний конец одной натяжной структуры 4 приваривают к верхнему листу 5 в то же время, когда нижний конец той же самой натяжной структуры 4 приваривают к нижнему листу 7. За счет расположения отделяющего элемента 6 между верхними и нижними концами/участками соответствующих натяжных структур 4 верхние и нижние концы соответствующих натяжных структур 4 не привариваются друг к другу. Таким образом, верхний и нижний листы 5, 7 можно приваривать к натяжным структурам 4 одновременно, а не в разные моменты времени. После завершения сварки контактные плиты 1, 2 разделяют, и можно извлечь наладочную коробку 3 из сварочного аппарата 12 вместе с частично сформированным надувным изделием 10. Отделяющие элементы 6 можно удалять или не удалять из надувного изделия 10.
[0025] В соответствии с предпочтительными вариантами осуществления изобретения отделяющий элемент 6 может представлять собой изоляционную бумагу, прокладочную бумагу или изоляционную бумагу, выполненную из других материалов, а также может быть внедрен как лист низкой стоимости и малой толщины, такой как нетканое полотно, многослойная ткань или библьдрук и т.п., в той мере, в какой лист может препятствовать сварке соседних концов натяжных структур 4. В соответствии с одним вариантом осуществления отделяющий элемент 6 представляет собой неметаллическую эластичную пленку. Такая пленка (или другой отделяющий материал) будет открепляться от одной или обеих сварных лент 81, между которыми она заключена.
[0026] В соответствии с предпочтительными вариантами осуществления изобретения отделяющий материал 6 представляет собой пленку из пластика, имеющую ширину, которая примерно в три раза больше ширины участка контакта брусков 11, 12, и толщину, существенно меньшую, чем толщина натяжной структуры 4 и верхнего и нижнего листов 5, 7. Отделяющий материал 6 предпочтительно предусмотрен в рулонах 22 (показан лишь один рулон 22). Во время расположения отделяющего материала 6 каждый соответствующий отделяющий материал разматывают из рулона 22 отделяющего материала 6 и располагают между соответствующими концами каждой натяжной структуры 4. Перед завершением этого расположения или после него каждый соответствующий кусок отделяющего материала 6 отрезают или иным образом отделяют от рулона 22 отделяющего материала 6. Как упоминалось выше, после завершения сварки можно извлекать или не извлекать отделяющий материал 6 из надувного изделия 10. Когда отделяющий материал 6 не извлекают, он остается внутри надувного изделия 10. А если так, то когда надувное изделие 10 надувают, отделяющий материал 6 остается внутри надувного изделия.
[0027] В соответствии с изобретением, надувное изделие 10 представляет собой надувной матрац. Чтобы завершить процесс выполнения, к верхнему и нижнему листам 5, 7 можно приварить боковую стенку/панель 36, чтобы она взаимодействовала с верхним и нижним листами 5, 7, ограничивая надувную внутренность/камеру. Кроме того, боковую стенку 36 (или другой наружный слой) можно снабдить пневматическим клапаном (не показан), чтобы облегчить надувание и сдувание надувного изделия 10. Дополнительные подробности подходящего надуваемого воздухом матраса предложены в патентной публикации PCT № WO2013/130117 A под названием “INTERNAL TENSIONING STUCTURES USABLE WITH INFLATABLE DEVICES” («ВНУТРЕННИЕ НАТЯЖНЫЕ СТРУКТУРЫ, ИСПОЛЬЗУЕМЫЕ С НАДУВНЫМИ УСТРОЙСТВАМИ»), авторы Lin и др., дата подачи 12 июня 2012 г., причем все изобретение согласно этой публикации специально включено сюда посредством ссылки. В соответствии с альтернативными вариантами осуществления изобретения надувное изделие 10 может представлять собой другие устройства, такие как надувные диваны, кресла, бассейны, гидромассажные ванны, плоты для плавания, горки или другие надувные устройства.
[0028] На фиг.3-5 показан альтернативный вариант осуществления натяжных структур 4'. Натяжные структуры 4 включают в себя множеств прядей 82 и две пары сварных лент 81 из пластика, предпочтительно - ПВХ, которые улавливают пряди 82 на обоих концах. Сварные ленты 81 приварены к верхнему листу 5 и нижнему листу 7 надувного изделия 10. В возможном варианте осуществления сварные ленты 81 и верхний и нижний листы 5, 7 выполнены из ПВХ. Верхний и нижний листы 5, 7 и сварные ленты 81 имеют толщины в диапазоне от 0,15 до 1,0 мм, при этом значение 0,34 мм предпочтительно для верхнего и нижнего листов 1, 2, а значение 0,18 мм предпочтительно для сварных лент 81. Дополнительные подробности подходящих натяжных структур 4' предусмотрены в патентной публикации PCT № WO2013/130117 A1, которая ранее включена сюда посредством ссылки.
[0029] Натяжные структуры 4' приварены верхнему и нижнему листам 5, 7 так же, как описано выше для натяжных структур 4. Нижний лист 5 расположен в наладочной коробке 3, а натяжные структуры 4' загнуты таким образом, что соответствующие пары сварных лент 81 располагаются рядом друг с другом, отделяющий материал 6 располагается между соответствующими концами/участками/сварными лентами 81 загнутых натяжных структур 4', верхний лист 7 расположен в наладочной коробке 3, наладочная коробка 3 расположена в сварочном аппарате 12, а верхняя и нижняя контактные плиты 1, 2 сдвинуты друг с другом, сварочный аппарат запитывают так, чтобы одновременно приварить верхние сварочные ленты 81 к верхнему листу 5, нижние сварочные ленты 81 - к нижнему листу 7, а наладочную коробку 3 извлекают из сварочного аппарата 12. Как говорилось выше, отделяющий материал 6 предотвращает сваривание соответствующих верхней и нижней сварных лент 81 друг с другом, и отделяющий материалы 6 может удалять или не удалять из надувного изделия 10. В соответствии с альтернативными вариантами осуществления изобретения можно предусмотреть другие формы сварных лент 81, например, на каждом конце/участке натяжной структуры можно предусмотреть одиночную сварную ленту 81, а не пару сварных лент, как предложено в патентной публикации PCT № WO2013/130117 A1, которая ранее включена сюда посредством ссылки. Кроме того, на прядях 82 можно предусмотреть самоклеящийся лист из пластика (не показан), как предложено в патентной публикации PCT № WO2013/130117 A1, которая ранее включена сюда посредством ссылки. Можно также предусмотреть лист слоистого материала с сеткой прядей 82 и одним или двумя самоклеющимися листами, как предложено в заявке на патент США № 14/444474 под названием “INFLATABLE SPA” («НАДУВНАЯ ГИДРОМАССАЖНАЯ ВАННА»), поданной 28 июля 2014 г., все описание которой специально включено сюда посредством ссылки.
[0030] Как показано на фиг.5 и 7, только материал, расположенный между верхними и нижними брусками 11, 12 представляет собой верхний и нижний листы 5, 7, сварные ленты 81, участки прядей 82 и отделяющий материал 6. Таким образом, во время сварки, когда сдвигают верхние и нижние бруски 11, 21 друг с другом, верхние и нижние бруски 11, 21 разделены только толщиной верхнего и нижнего листов 5, 7, сварных лент 81, прядей 82 и отделяющего материала 6. Верхний и нижний листы 5, 7 разделены толщиной сварных лент 81, участков прядей 82 и отделяющего материала 6. Аналогичным образом сварные ленты 81 разделены толщиной отделяющего материала 6. В соответствии с предпочтительными вариантами осуществления толщина отделяющего материала 6 меньше, чем толщина одиночной сварной ленты 81 (или толщина натяжной структуры 4, рассмотренной выше). Таким образом, во время сварки верхние и нижние пары сварных лент 81 разделены толщиной, меньшей, чем толщина одиночной сварной ленты 81 (или меньше, чем толщина натяжной структуры 4, рассмотренной выше). Верхние и нижние бруски 11, 21 имеют некоторую ширину 30 в точке их контакта с соответствующими верхним и нижним листами 5, 7. Во время сварки между верхним листом 5 и верхней парой сварных лент 81, а также между нижним листом 7 и нижней парой сварных лент образуются сварные швы 32, имеющие ширину 34. Во время сварки верхние и нижние бруски 11, 21 разделены расстоянием, меньшим, чем ширины 30, 34. Отделяющий материал 6 имеет толщину, меньшую, чем ширины 30, 34. В соответствии с предпочтительными вариантами осуществления изобретения толщина отделяющего материала 6 меньше 1/10 ширин 30, 34. В соответствии с другими вариантами осуществления отношение толщины отделяющего материала 6 к ширинам 30, 34 составляет 1,0, 0,75, 0,5, 0,25, 0,15, 0,05, 0,025 или менее.
[0031] Как показано на фиг.6, для натяжной структуры 4' можно предусмотреть выравниваемые пряди 9, которое поддерживает желаемый для сварки промежуток между соседними натяжными структурами 4'. Чтобы собрать надувное изделие 10, каждую натяжную структуру 4' загибают таким образом, что отделяющий элемент 6 оказывается заключенным между соответствующими парами сварных лент 81. Затем соединяют соседние натяжные структуры 4' друг другом, выравнивая пряди 9 при соблюдении желаемого промежутка посредством приклеивания выравниваемых прядей 9 к сварным полосам 81. В соответствии с одним вариантом осуществления одну выравниваемую прядь 9 располагают ниже натяжных структур 4' и приклеивают к нижней стороне самой нижней сварной ленты 81. Еще одну выравниваемую прядь 9 располагают выше натяжных структур 4' непосредственно над другой выравниваемой прядью 9 и приклеивают к верхней стороне самой верхней сварной ленты 81. Чтобы дополнительно способствовать поддержанию натяжных структур 4' выровненными, верхние и нижние выравниваемые пряди 9 можно приклеивать друг к другу около каждой сварной ленты 81. Поскольку каждую пару сварных лент 81 приклеивают либо к верхней, либо к нижней выравниваемой пряди 9, а верхнюю и нижнюю выравниваемые пряди 9 приклеивают друг к другу, верхние и нижние пары сварных лент 81 оказываются связанными друг с другом посредством верхних и нижних выравниваемых прядей 9. Как показано на фиг.6, несколько выравниваемых прядей 9 (или пары выравниваемых прядей 9) приклеены поперек длины натяжных структур 4'.
[0032] Как говорилось выше, верхний лист 5 надувного изделия 10 размещают в наладочной коробке 3. Затем протаскивают самую левую натяжную структуру 4' (или выравниваемые пряди 9) поверх нижнего листа 7 и наладочной коробки 3 до тех пор, пока упомянутая структура не расположится поверх самого левого паза 32 наладочной коробки 3. Когда протаскивают самую левую натяжную структуру, другие натяжные структуры 4' можно также протащить с помощью выравниваемых прядей 9 и расположить поверх соответствующих им пазов 32 в наладочной коробке 3. Потом располагают поверх натяжных структур 4' верхний лист 5 надувного изделия 10. Затем заталкивают наладочную коробку в высокочастотный сварочный аппарат большой мощности, притягивают верхнюю и нижнюю контактные плиты 1, 2 друг к другу и одновременно приваривают верхние и нижние пары сварных лент 81 в стык к соответствующим верхнему и нижнему листам 5, 7. После этого этапа сварки извлекают наладочную коробку 3 из сварочного аппарата 12, а отделяющий элемент 6 можно удалить или не удалить изнутри надувного изделия 10. Потом можно приварить боковую панель 36 к периметру краев верхнего и нижнего листов 5, 7, чтобы ограничить надувную камеру, как говорилось выше. В соответствии с другими вариантами осуществления верхний и нижний листы 5, 7 можно приваривать друг к другу по их периметрам, чтобы ограничить надувную камеру.
[0033] Выравниваемые пряди 9 можно изготавливать из прядей меньшей прочности, достаточной для поддержания выравниваемых натяжных структур 4'. Например, когда надувное изделие 10 надувают, можно оттянуть выравниваемые пряди 9 друг от друга, не оказывая влияния на функцию формообразования натяжных структур 4'. Аналогичным образом адгезию выравниваемых прядей 9 к сварным лентам 81 и/или друг к другу можно сделать слабой, но достаточной для поддержания выравниваемых натяжных структур 4'. Например, когда надувное изделие 10 надувают, выравниваемые пряди 9 могут оказываться открепленными от сварных лент 81 натяжных структур 4', так что натяжные структуры 4' смогут выполнять свою функцию формообразования. Точно так же рассмотренную выше адгезию верхних и нижних выравниваемых прядей 9 можно сделать слабой, так что появится возможность отделения верхних и нижних пар сварных лент 81, когда надувное изделие 10 надувают. Выравниваемые пряди 9 также можно снабдить может натяжными структурами 4 из листа ПВХ согласно фиг.2.
[0034] В соответствии с альтернативным вариантом осуществления изобретения отделяющий элемент 6 представляет собой изоляционную краску, такую как краска на водной основе, или другую жидкость, которую надпечатывают или иным образом наносят на одну сторону пары сварных лент 81, чтобы отделить сварные ленты 81 друг от друга во время сварки. Процесс приваривания натяжных структур 4’ к верхнему и нижнему листам 5, 7 можно проводить в соответствии с такими же этапами, как описанные выше. Поскольку отделяющий элемент 6 наносят на сварные ленты 81, предпочтительно не удалять отделяющий материал со сварных лент 81. Отделяющие элементы 6 этих типов можно также наносить на все натяжные структуры 4 из листа ПВХ согласно фиг.2 или на их участки. Например, изоляционную краску можно наносить на одну сторону натяжных структур 4 или только на участки, где следует предотвратить сварку соответствующих внутренних концов/участков загнутых натяжных структур 4 друг с другом.
[0035] Описанные здесь отделяющие материалы можно наносить на сварные ленты 81 до или по после формирования натяжных структур 4'. Например, сварные ленты 81 предпочтительно формируют из рулона такого материала, как ПВХ, что описано в патентной публикации PCT № WO2013/130117 A1, которая ранее включена сюда посредством ссылки. Этот рулон материала может включать в себя сварные ленты из такого материала, как ПВХ, а отделяющий материал 6 может быть нанесен на такой материал сварных лент, как ПВХ. Таким образом, отделяющий материал 6 можно наносить на сварные ленты 81 перед разрезанием на отдельные сварные ленты 81 с достижением нужной длины и/или перед приклеиванием прядей 82 к сварным лентам 81.
[0036] Во время приваривания сварных лент 81 к верхнему и нижнему листам 5, 7, верхний и нижний листы 5, 7, сварные ленты 81, пряди 82 и отделяющий материал 6 зажаты верхними и нижними брусками 11, 21. Во время этого зажима и сварки может происходить перенос определенных характеристик структур, находящихся на одной стороне отделяющего элемента 6, на структуры, находящиеся на другой стороне отделяющего элемента 6. Например, как показано на фиг.7, пряди 82, расположенные между сварными лентами 81a одной пары, смещены от прядей сварных лент 81b противоположной пары. Выступы, создаваемые верхними прядями 82a, создают занижения 84b в нижних сварных лентах 81b. Аналогичным образом выступы, создаваемые нижними прядями 82b, создают занижения 84a в верхних сварных лентах 81a. После сварки и разжима брусков 11, 12 эти занижения 84a, 84b остаются в сварных лентах 81a, 81b. В дополнение к оставлению некоторой характеристики на противоположных сторонах отделяющего элемента 6 выступ может сохранять характеристики в отделяющих элементах 6. Например, после зажима и сварки возможно создание отверстий в отделяющих элементах 6, где пряди 82 создают оттиски в отделяющих элементах 6.
[0037] Во время сварки и зажатия бруски 11, 21 создают швы 33 между верхним и нижним листами 5, 7 и сварными лентами 81. Внешний профиль периметра швов 33 в общем случае ограничен площадью перекрытия при зажатии между брусками 11, 21. А если так, то периметр шва 33 верхнего листа 5 в общем случае представляет собой зеркальное отображение периметра шва 33 нижнего листа 7.
[0038] Кроме того, после зажима и сварки участки отделяющего материала 6 могут оставаться на сварных лентах 81. Некоторые из этих участков могут оставаться даже несмотря на то, что остальной соответствующий отделяющий элемент 6 удален из надувного изделия 10. Эти остающиеся участки могут быть видимыми или микроскопическими.
[0039] Хотя это изобретение описано как имеющее возможные узоры, изобретение может дополнительно модифицировать в пределах существа и объема притязаний этого изобретения. Следовательно, эту заявку следует считать охватывающей любые изменения, приложения и адаптации, предусматривающие использование ее общих принципов. Кроме того, эту заявку следует считать охватывающей такие отступления от изобретения, которые согласуются с известной или общепринятой практикой в области техники, к которой относится это изобретение, и которые находятся в пределах притязаний прилагаемой формулы изобретения.


Изобретение относится к надувному изделию и направлено на повышение надежности конструкции. Надувное изделие включает в себя первый лист, второй лист и множество натяжных структур. Первый лист выполнен из пластика, поддающегося сварке. Второй лист выполнен из пластика, поддающегося сварке. Первый и второй листы взаимодействуют с образованием надувной камеры. Множество натяжных структур, каждая из которых включает в себя пластик, поддающийся сварке, при этом первый участок каждой натяжной структуры приварен к первому листу, а второй участок каждой натяжной структуры приварен ко второму листу, при этом первый участок имеет шов, образованный зажимом, и второй участок имеет шов, образованный зажимом. Периметр шва второго участка представляет собой, по существу, зеркальное отображение периметра шва первого участка относительно плоскости, расположенной в пределах первого листа и второго листа и параллельной им. 4 н. 11 з.п. ф-лы, 7 ил.
1. Надувное изделие, которое включает в себя:
первый лист, выполненный из пластика, поддающегося сварке;
и второй лист, выполненный из пластика, поддающегося сварке, причем первый и второй листы взаимодействуют с образованием надувной камеры;
множество натяжных структур, причем каждая натяжная структура включает в себя пластик, поддающийся сварке, при этом первый участок каждой натяжной структуры приварен к первому листу, а второй участок каждой натяжной структуры приварен ко второму листу, при этом первый участок имеет шов, образованный зажимом, и второй участок имеет шов, образованный зажимом, при этом периметр шва второго участка представляет собой, по существу, зеркальное отображение периметра шва первого участка относительно плоскости, расположенной в пределах первого листа и второго листа и параллельной им.
2. Надувное изделие по п. 1, дополнительно содержащее множество отделяющих элементов, располагаемых с возможностью отделения первых участков натяжных структур от вторых участков натяжных структур для блокировки сварного контакта между первыми и вторыми участками.
3. Надувное изделие по п. 1, в котором первые участки имеют структуры, а вторые участки имеют контуры, согласующиеся, по меньшей мере, с одним участком структур первых участков.
4. Способ изготовления надувного изделия, включающий в себя этапы, на которых
обеспечивают первым листом, выполненным из пластика, поддающегося сварке;
обеспечивают вторым листом, выполненным из пластика, поддающегося сварке, причем первый и второй листы взаимодействуют с образованием надувной камеры;
обеспечивают множеством натяжных структур, причем каждая натяжная структура включает в себя пластик, поддающийся сварке, при этом множество натяжных структур включает в себя первый участок и второй участок;
обеспечивают отделяющим элементом в рулоне, причем отделяющий материал выполнен с возможностью отделения первых участков натяжных структур от вторых участков натяжных структур; и
разматывают отделяющий элемент из рулона;
располагают отделяющий элемент между первыми и вторыми участками каждой из множества натяжных структур;
приваривают первый участок множества натяжных структур к первому листу, располагая при этом отделяющий элемент между первыми и вторыми участками каждой из множества натяжных структур таким образом, что отделяющий элемент предотвращает любое приваривание первого участка ко второму участку во время упомянутого этапа приваривания первого участка; и
приваривают второй участок множества натяжных структур ко второму листу, располагая при этом отделяющий элемент между первыми и вторыми участками каждой из множества натяжных структур таким образом, что отделяющий элемент предотвращает любое приваривание первого участка ко второму участку во время упомянутого этапа приваривания второго участка.
5. Способ по п. 4, в котором отделяющий элемент является неметаллическим.
6. Способ по п. 4, в котором отделяющий материал представляет собой пленку.
7. Способ по п. 5, дополнительно включающий в себя этап, на котором уплотняют первый и второй листы друг с другом с образованием надувной камеры и располагают отделяющий элемент в надувной камере.
8. Способ по п. 7, дополнительно предусматривающий наличие боковой панели, при этом этап уплотнения заключается в приваривании боковой панели к первому и второму листам.
9. Способ по п. 5, дополнительно включающий в себя этап, на котором разрезают ленту отделяющего материала с рулона отделяющего материала.
10. Способ изготовления надувного изделия, включающий в себя этапы, на которых
обеспечивают первым листом, выполненным из пластика, поддающегося сварке;
обеспечивают вторым листом, выполненным из пластика, поддающегося сварке, причем первый и второй листы взаимодействуют с образованием надувной камеры;
обеспечивают множеством натяжных структур, причем каждая натяжная структура включает в себя пластик, поддающийся сварке, при этом множество натяжных структур включает в себя первый участок и второй участок;
сгибают каждую из множества натяжных структур;
приваривают первый участок каждой из множества натяжных структур к первому листу, оставляя при этом множество натяжных структур загнутыми; и
приваривают второй участок множества натяжных структур ко второму листу, оставляя при этом множество натяжных структур загнутыми.
11. Способ по п. 10, в котором этап загибания включает в себя расположение первых участков натяжных структур рядом со вторыми участками натяжных структур.
12. Способ по п. 10, дополнительно включающий в себя этап, на котором обеспечивают множество отделяющих элементов и располагают отделяющие элементы между первыми и вторыми участками множества натяжных структур.
13. Способ изготовления надувного изделия, включающий в себя этапы, на которых
обеспечивают первым листом, выполненным из пластика, поддающегося сварке;
обеспечивают вторым листом, выполненным из пластика, поддающегося сварке, причем первый и второй листы взаимодействуют с образованием надувной камеры;
обеспечивают множеством натяжных структур, причем каждая натяжная структура включает в себя пластик, поддающийся сварке, при этом множество натяжных структур включает в себя первый участок и второй участок;
зажимают первые участки и вторые участки множества натяжных структур вместе; и
приваривают первый участок множества натяжных структур к первому листу, а второй участок множества натяжных структур - ко второму листу при зажиме первых и вторых участков множества натяжных структур вместе.
14. Способ по п. 13, дополнительно включающий в себя этап, на котором разжимают первые участки и вторые участки множества натяжных структур и разделяют первые и вторые участки множества натяжных структур после этапа приваривания.
15. Способ по п. 13, дополнительно включающий в себя этап, на котором обеспечивают множество отделяющих элементов и располагают множество отделяющих элементов между первыми и вторыми участками множества натяжных структур во время этапа приваривания.
| US 5543194 A, 06.08.1996 | |||
| US 6450393 B1, 17.09.2002 | |||
| US 5337754 A, 16.08.1994 | |||
| US 3196531 A, 27.07.1965 | |||
| EA 200802274 A1, 28.04.2009. |

