Настоящее изобретение относится к системе обработки листов типа, описанного в преамбуле первого пункта формулы изобретения.
В настоящее время известны различные типы машин для обработки листов, в частности, из гофрокартона для производства коробок, плакатов и картонных фигур в целом.
Более конкретно, машины обычно содержат подающее устройство, выполненное с возможностью подачи листов или полос картона на определенном заранее установленном расстоянии, секцию печати флексографского типа, выполненную с возможностью печати с помощью валиков и печатных форм, выполненных с возможностью переноса каждого цвета на лист картона, высекальный узел, содержащий валик, поддерживающий высекальный пресс на поверхности, выполненный с возможностью разрезания, сгибания или образования линий сгиба или разреза.
Указанные валики и элементы все идеально выровнены и перемещаются одновременно и с одинаковыми скоростями, чтобы обеспечить идеальное выравнивание линий сгиба и разреза, образуемых высекальным узлом, и с отдельными цветами, определяемыми печатающими устройствами. Например, все валики имеют один и тот же диаметр для того, чтобы идеально переносить и пропечатывать лист картона или разрезать идеально выровненным образом.
Описанный выше предшествующий уровень техники имеет некоторые важные недостатки.
В частности, указанные системы являются относительно мало гибкими и невозможно изменять размер роликов, когда это выгодно в финансовом отношении. Поэтому покупатели системы должны выбирать, отдать ли предпочтение системе с валиками меньшего или большего диаметра.
Валики с меньшими диаметрами быстрее, проще в обращении и требуют использования меньше энергии, но они не позволяют обрабатывать листы картона, длина которых больше длины окружности валиков. Валики с большими диаметрами являются более объемными и более сложными в использовании, но они позволяют обрабатывать листы большей, а не меньшей длины.
Длины окружностей двух классических валиков составляют 66 дюймов (1676,4 мм) и 99 дюймов (2514,6 мм).
Кроме того, на сегодняшний день известны системы, описанные в патентных заявках IT102015000008125 и IT102015000008136.
Эти патенты описывают, в частности, технологические процессы и системы, которые позволяют преодолеть предыдущий недостаток.
Однако важным недостатком вышеуказанных патентов, особенно в отношении печатающего устройства, является то, что механизмы перемещения печатных валов затрагивают диапазоны хода и расширенные перемещения, а также плохо регулируются.
По этой причине этап печати выполняется с низкой скоростью.
К этому следует добавить тот факт, что конструкции печатающего устройства подвергаются значительному износу, а механизм перемещения подвергается значительным циклическим нагрузкам.
В этой ситуации техническая задача, лежащая в основе настоящего изобретения, заключается в создании системы обработки листов, которая по существу способна преодолеть указанные недостатки.
В рамках указанной технической задачи, важной целью изобретения является получение системы обработки листов, которая является гибкой и не очень массивной, а также позволяет обрабатывать листы большой длины.
Дополнительной технической целью является получение системы обработки листов, которая позволяет увеличить скорость печати самих листов.
В заключение, дополнительной целью изобретения является сокращение циклов технического обслуживания системы, уменьшая износ механизмов перемещения.
Техническая задача и указанные цели достигаются с помощью системы обработки листов по пункту 1 прилагаемой формулы изобретения.
Предпочтительные варианты осуществления описаны в зависимых пунктах формулы изобретения.
Отличительные признаки и преимущества изобретения пояснены ниже в подробном описании предпочтительных вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, при этом:
На фиг. 1а представлена первая часть системы согласно изобретению в первой конфигурации;
На фиг. 1b представлена указанная первая часть системы согласно изобретению во второй конфигурации;
На фиг. 1с представлена указанная первая часть системы согласно изобретению в третьей конфигурации;
На фиг. 2а представлена вторая часть системы согласно изобретению в первой конфигурации;
На фиг. 2b представлена вторая часть системы согласно изобретению в третьей конфигурации;
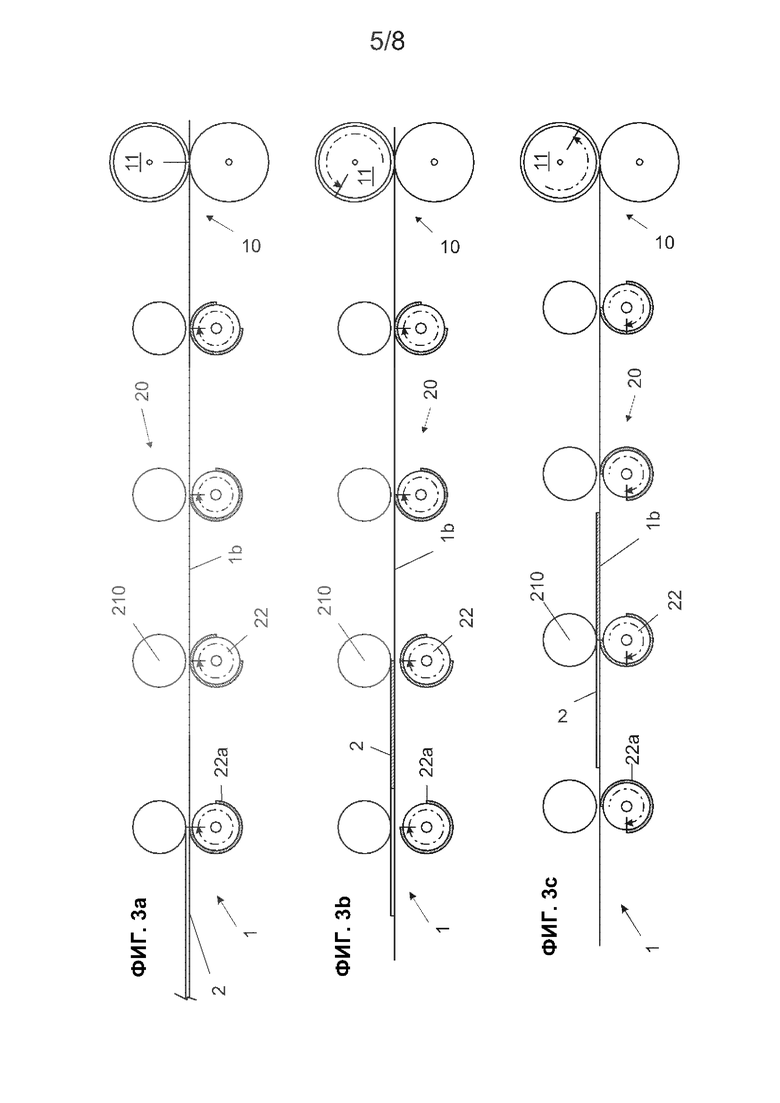
На фиг. 3а представлена третья часть системы согласно изобретению в первой конфигурации;
На фиг. 3b представлена третья часть системы согласно изобретению во второй конфигурации;
На фиг. 3с представлена третья часть системы согласно изобретению в третьей конфигурации;
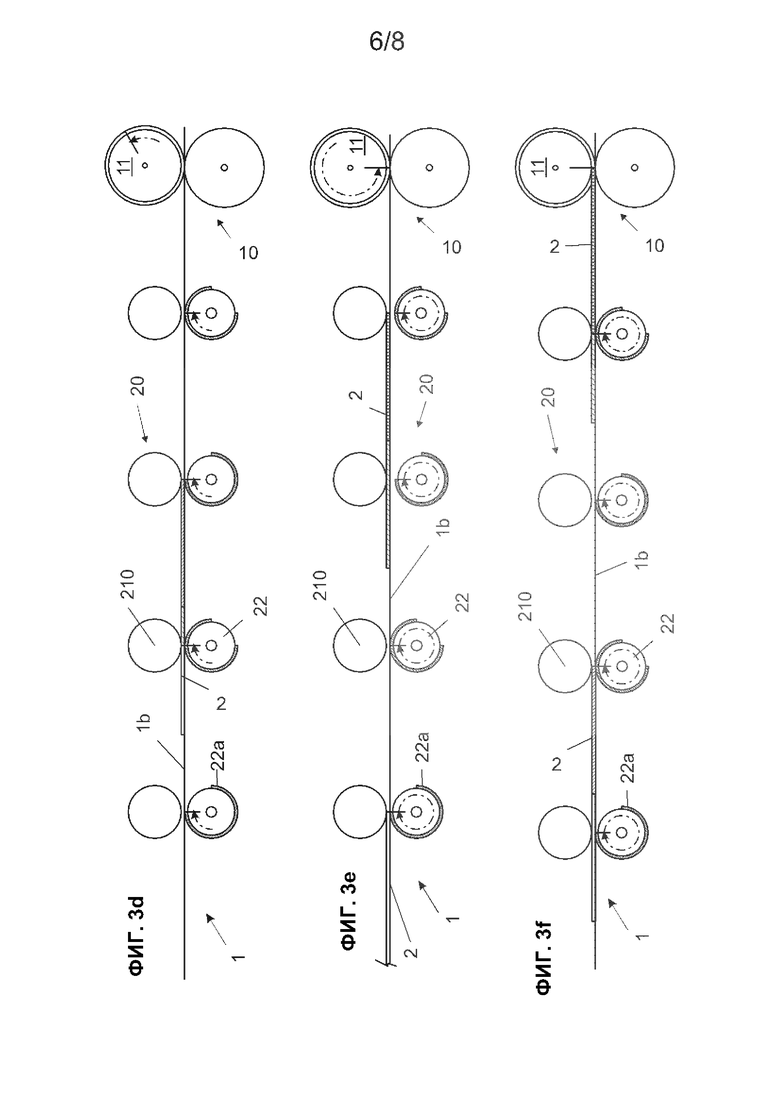
На фиг. 3d представлена третья часть системы согласно изобретению в четвертой конфигурации;
На фиг. 3е представлена третья часть системы согласно изобретению в пятой конфигурации;
На фиг. 3f представлена третья часть системы согласно изобретению в шестой конфигурации;
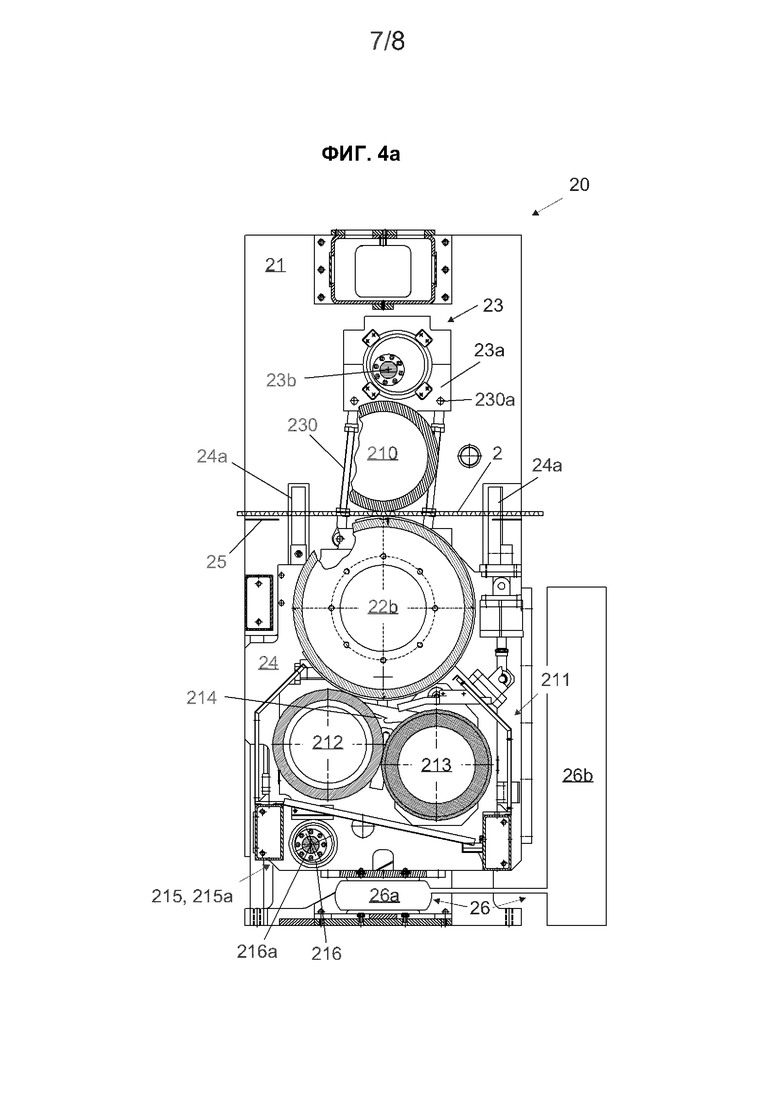
На фиг. 4а представлена вторая часть системы, при этом механизм амортизации содержит внешний накопительный резервуар согласно изобретению в первой конфигурации; а
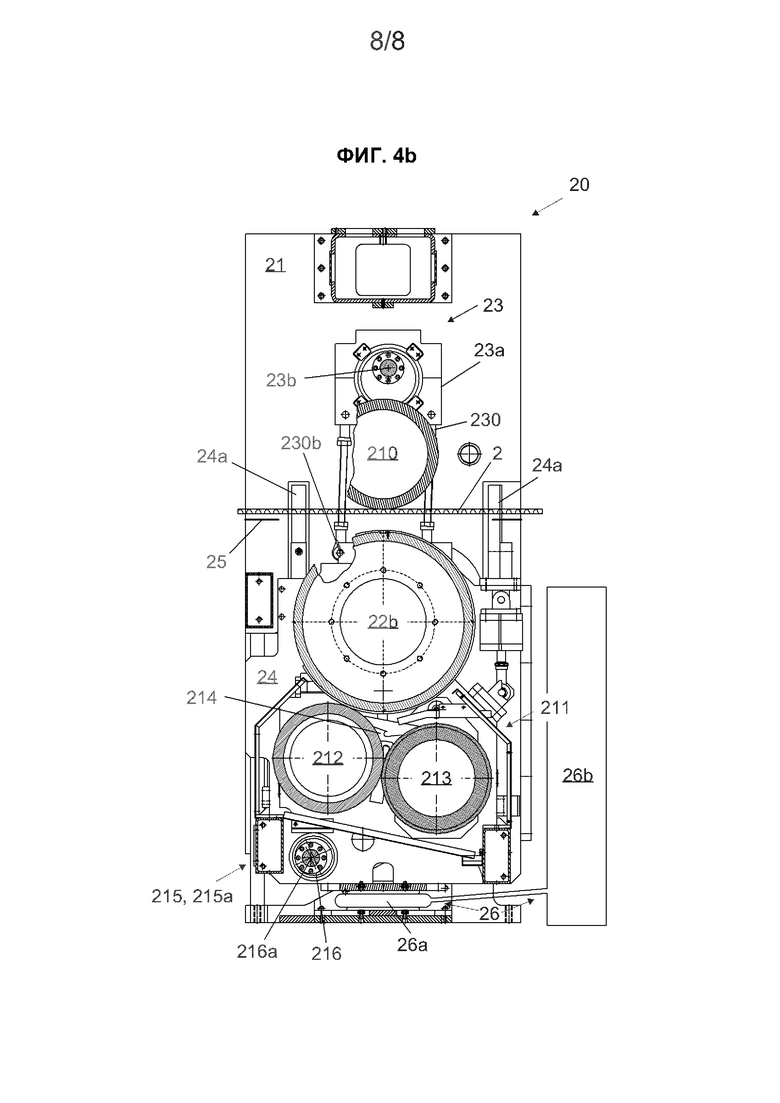
На фиг. 4b представлена вторая часть системы, при этом механизм амортизации содержит внешний накопительный резервуар согласно изобретению в третьей конфигурации.
Со ссылкой на фигуры система для обработки листов согласно изобретению повсеместно обозначена цифрой 1.
В частности, она выполнена с возможностью обработки листов 2 или полосок бумаги или картона, более конкретно картона и еще более конкретно гофрокартона.
Предпочтительно система 1 содержит множество устройств, каждое для осуществления иного процесса или действия. В частности, представлена высекальная секция 10, секция 20 печати флексографского типа, устройство для вставки листов 2 и устройство для удаления или последующей обработки листов 2.
Система 1 образует технологическую линию lb, которая является линией, вдоль которой перемещают лист 2, предпочтительно технологическая линия является прямой и определяет направление обработки. В секции 20 печати технологическая линия совпадает с линией 1а печати. Направление вдоль технологической линии в дальнейшем называют продольным, предпочтительно оно перпендикулярно вертикальному направлению и поперечному направлению, которое дополняет три оси прямоугольной системы координат. Наладку указанной технологической линии предпочтительно обеспечивают посредством множества зубчатых приводных ремней с покрытием и/или валиков 3 перемещения.
Предпочтительно листы 2 двигаются вдоль технологической линии lb с постоянной скоростью. Фактически, с точки зрения энергии, чрезвычайно сложно ускорять или замедлять тяжелые компоненты системы 1. Поэтому валики с различными диаметрами предпочтительно двигаются друг к другу и обратно с одинаковыми тангенциальными скоростями и с разными скоростями вращения пропорционально диаметрам.
Устройство для вставки листов 2 позволяет вставлять листы 2 в систему с интервалами времени, сопоставимыми с заданными и предпочтительно постоянными интервалами пространства. Это само по себе известно.
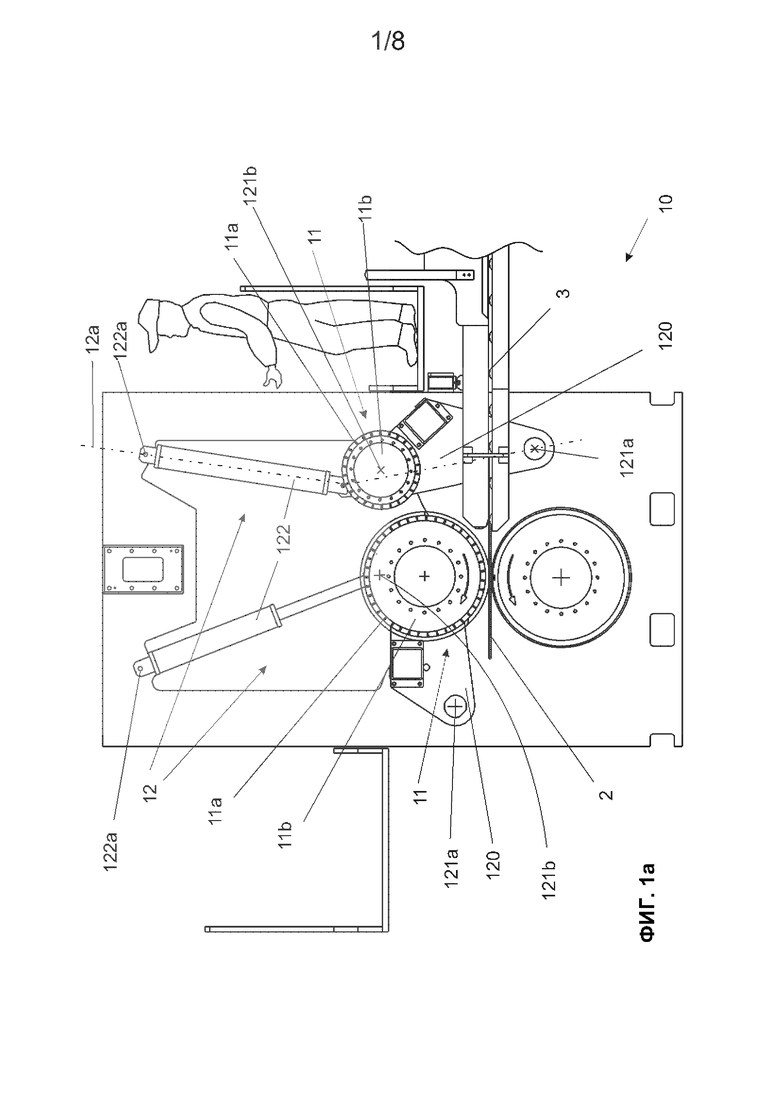
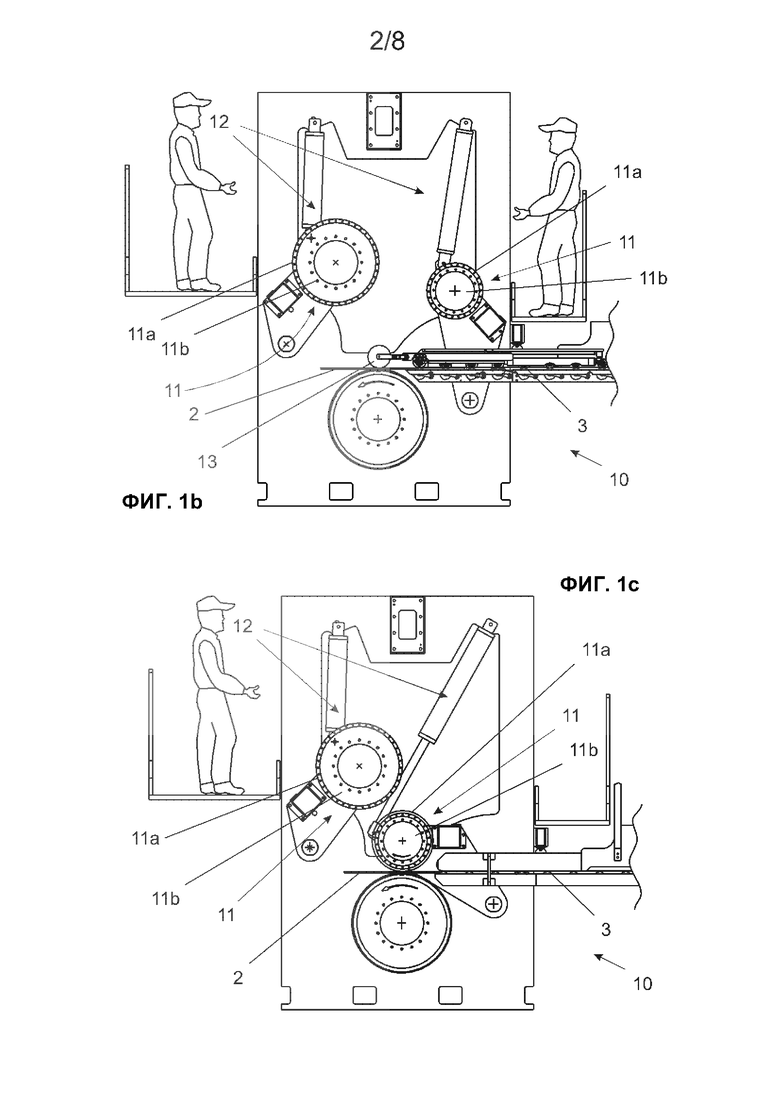
Высекальная секция 10 проиллюстрирована на фиг. 1а-1с. Она выполнена с возможностью высекать лист 2, другими словами, делать надрезы или линии сгиба или линии разреза вдоль того же листа 2.
Она содержит множество высекальных валиков 11, предпочтительно только два, каждый из которых выполнен с возможностью содержать высекальный пресс 11а. Таким образом, каждый высекальный валик 11 содержит несущий штамп валик 11b и высекальный пресс Па, расположенный на поверхности валика и обычно состоящий из деревянных оболочек, содержащих металлические листы и тому подобное, выполненные с возможностью осуществления указанной обработки.
Кроме того, высекальная секция 10 соответственно содержит механизм 12 перемещения для высекальных валиков 11, выполненный с возможностью располагать высекальные валики 11 в рабочем положении, в котором они выполнены с возможностью высекать лист 2, и в положении покоя, в котором они не активны и расположены на расстоянии от листа 2 и, таким образом, с ними можно работать, например, менять высекальный пресс 11а. Кроме того, механизм 12 перемещения выполнен с возможностью быстро перемещать высекальные валики 11 независимо друг от друга. Поэтому, валики могут занимать обоюдно различные средства и пространства, и они могут иметь разные размеры, в частности, разные диаметры. Термин «быстро» означает, что операцию выполняют в очень короткие промежутки времени относительно времени, в которое ее бы выполняли, если бы высекальная секция 10 содержала только один валик, прикрепленный к остальной части секции посредством обычных средств крепления, таких как винты и болты. Например, замена валика в высекальной секции 20 может быть выполнена за несколько минут или даже за несколько секунд.
Для каждого высекального валика 11 механизм 12 перемещения содержит первый рычаг 120 перемещения, концы которого жестко прикреплены к первому шарниру 121а и второму шарниру 121b.
Первый шарнир 121а размещен на расстоянии от высекального валика 11 и, в частности, на расстоянии от центра валика 11, превышающем диаметр валика 11, в плоскости, перпендикулярной поперечному направлению.
Второй шарнир 121b предпочтительно размещен близко к высекальному валику 11 и на расстоянии от центра самого валика и предпочтительно близко к его поверхности.
Предпочтительно для каждого высекального валика 11 механизм 12 перемещения содержит трехшарнирную арку 12а с выдвижным рычагом. Она содержит указанный первый и указанный второй шарнир 121а и 121b и указанный первый рычаг 120. Каждая трехшарнирная арка 12а содержит второй рычаг 122, соединенный посредством третьего шарнира 122а, предпочтительно прикрепленного к конструкции высекальной секции 10 и расположенного в вертикально верхнем отстоящем положении, в частности, на расстоянии, превышающем диаметр валика 11 от центра высекального валика 11. Второй рычаг 122 также является гидродинамическим, предпочтительно гидравлическим, цилиндром или электрическим линейным исполнительным механизмом, выполненным с возможностью перемешать трехшарнирную арку 12а и, следовательно, механизм 12 перемещения и валик 11.
Указанная конструкция обеспечивает идеальное и выбираемое перемещение посредством соответствующего выбора положения шарниров валиков 11, так чтобы они взаимно не мешали.
Наконец, она может содержать направляющие, выполненные с возможностью поддерживать валики, в частности, во время их перемещения.
Кроме того, рабочее положение соответственно размещено между первыми шарнирами 121а, таким образом оно находится посередине относительно положений покоя двух высекальных валиков 11.
Высекальная секция 10 дополнительно содержит сопровождающий валик 13, который предпочтительно имеет возможность перемещения посредством телескопического стержня или тому подобного. Сопровождающий валик 13 выполнен с возможностью самоустановки в указанное рабочее положение, когда высекальные валики 11 оба находятся в положении покоя (фиг. 1b), чтобы удерживать технологическую линию 1b обработки в положении покоя с листами 2, которые не высечены.
Преимущественно и предпочтительно, высекальные валики 11 отличаются друг от друга по размеру, и, соответственно, они имеют окружности с такими длинами, у которых есть общий делитель, и указанные окружности могут быть получены путем деления каждой из указанных длин на целое число, меньше 5. Предпочтительно общий делитель необходимо умножить на два, чтобы получить диаметр или окружность первого высекального валика 11, и на три, чтобы получить диаметр или окружность второго высекального валика 11. Предпочтительно два валика имеют окружности в обратно пропорциональном соотношении 2 к 3 по причинам, разъясненным ниже. Кроме того, размеры окружностей предпочтительно составляют 66 дюймов и 99 дюймов.
Предпочтительно секция 20 флексографской печати расположена перед высекальной секцией по ходу движения.
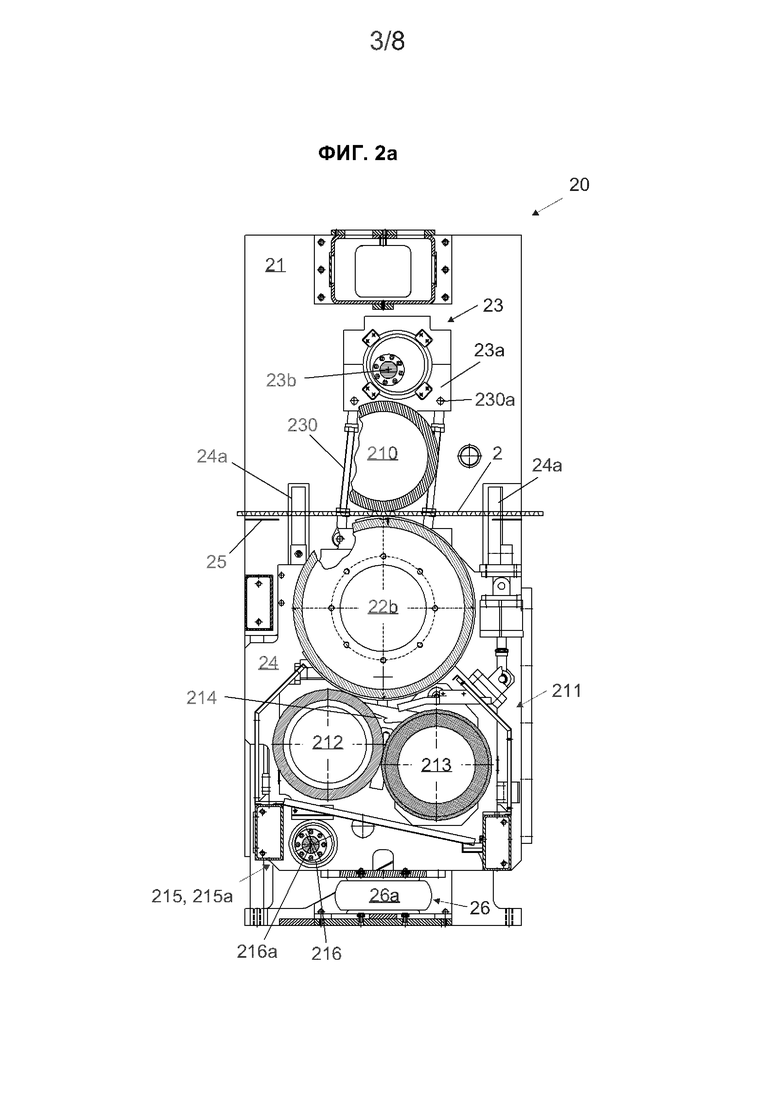
Она содержит множество печатающих устройств 21, каждое из которых содержит печатный вал 22, выполненный с возможностью содержать печатную форму 22а. Таким образом, печатный вал 22 содержит несущий печатную форму валик 22b и печатную форму 22а. Сама по себе печатная форма 22а представляет собой выпуклую поверхность из каучука или фотополимерных материалов, выполненную с возможностью штамповать оттиск непосредственно на лист 2.
Преимущественно печатные валы 22 имеют различные размеры по отношению к по меньшей мере одному из высекальных валиков 12, предпочтительно самому большому из них, и, соответственно, они имеют окружности с такими длинами, у которых есть общий делитель, и указанные окружности могут быть получены путем деления каждой из указанных длин на целое число, меньше 5. Предпочтительно общий делитель необходимо умножить на два, чтобы получить диаметр или окружность печатного вала 22, и на три, чтобы получить диаметр или окружность второго высекального валика 11. По существу два валика имеют окружности в обратно пропорциональном соотношении 2 к 3 по причинам, разъясненным ниже. Кроме того, размеры окружностей предпочтительно составляют 66 дюймов и 99 дюймов.
Каждое печатающее устройство 21 дополнительно содержит валик 210 противодавления напротив печатного вала 22, выполненный с возможностью протаскивать лист 2 и прижимать печатный вал 22.
Кроме того печатающее устройство содержит красочное устройство 211 для печатного вала 22. Указанное красочное устройство 211 предпочтительно содержит валик, условно называемый анилоксовый валик 212 или Анилокс, выполненный из стали или керамики и соприкасающийся с печатным валом 22. Предпочтительно, анилоксовый валик 212 дополнительно вытягивает краску с накатного валика 213, при этом также выступает в качестве ножа, предпочтительного выполненного из каучука. Предпочтительно два валика соприкасаются и определяют зону 214 сдерживания для краски между валиками 212 и 213. В качестве альтернативы предусмотрена ракельная система, выполняющая ту же функцию и известная сама по себе.
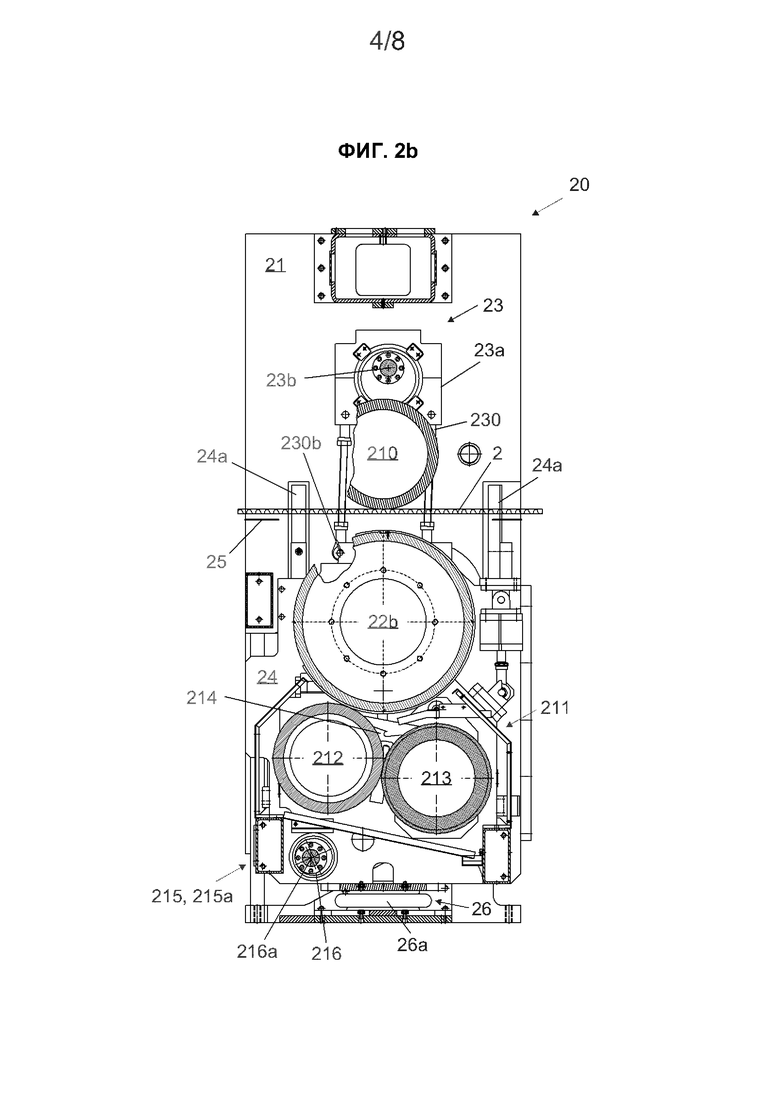
Красочное устройство 211 также содержит ограничительный механизм 215 для краски, размещенный на печатном валу 21. Такое ограничение также может возникать путем ограничения краски на анилоксовом валике 212 или на накатном валике 213. Они содержат механизм 215а дистанцирования валиковой части красочного устройства 211, в частности, анилоксового валика 212 от печатного вала 22 (фиг. 2b) или от накатного валика. Более конкретно, механизм 215а дистанцирования содержит эксцентрик 216 с фиксированной осью 216а относительно печатного вала 22, перемещающий плечо, поддерживающее анилоксовый 212 и накатной 213 валики. Эксцентрики 216 предпочтительно приводят в движение бесщеточными электродвигателями.
Преимущественно каждое печатающее устройство 21 дополнительно содержит автоматический, программируемый механизм 23 смещения для указанных печатных валов 22, выполненный с возможностью разнесения по меньшей мере одного из печатных валов 22 от линии 1а печати во время процесса печати, чтобы печатный вал 22 не печатал лист 2.
Под термином «автоматический» понимается, что операцию выполняют не вручную, а с помощью специальных механизмов, а под термином «программируемый» понимается, что момент печати можно выбирать с устройства управления секции 20 печати.
Предпочтительно механизм 23 смещения выполнен с возможностью перемещать каждый отдельный указанный печатный вал 22 индивидуально и независимо от других.
Предпочтительно механизм 23 смещения перемещает множество валиков одновременно, в частности, печатный вал 22, анилоксовый валик 212 и накатной валик 213. Они могут работать с любыми механизмами, например, с винтовыми конвейерами, гидродинамическими цилиндрами и другими.
В предпочтительном варианте осуществления они работают с двумя эксцентриками 23а, которые расположены напротив и выровнены в поперечном направлении с осью вращения 23b, параллельной поперечному направлению.
Таким образом, эксцентрики 23а прикреплены к раме 24 с возможностью перемещения.
Таким образом, рама 24 выполнена с возможностью перемещения посредством механизма 23 смещения.
Более конкретно, рама 24 выполнена с возможностью перемещения по меньшей мере вниз и по меньшей мере вверх с помощью эксцентриков 23а по меньшей мере относительно вертикального направления.
Рама 24 является предпочтительно рамой с возможностью перемещения относительно фиксированной конструкции, содержащейся в каждом печатающем устройстве 21, при этом является опорой по меньшей мере для печатного вала 22. Предпочтительно рама 24 также поддерживает другие валики 212 и 213. Кроме того, рама 24 предпочтительно прикреплена с возможностью перемещения по меньшей мере к одной направляющей 24а.
Более целесообразно, прикрепить раму 24 с возможностью перемещения к двум направляющим 24а.
Направляющая 24а или направляющие 24а предпочтительно выполнены с возможностью обеспечивать перемещение рамы 24 исключительно в вертикальном направлении.
Кроме того, эксцентрики 23а имеют ось вращения, прикрепленную к конструкции, прикрепленной к полу печатающего устройства 21, и их предпочтительно перемещают при помощи бесщеточных электродвигателей.
Более конкретно, эксцентрики 23а прикреплены с возможностью перемещения к раме 24 посредством по меньшей мере одного стержня 230.
Указанный стержень 230 предпочтительно является жестким стержнем и определяет две точки соединения с эксцентриком 23а и рамой 24 соответственно.
Две точки соединения состоят из четвертого шарнира 230а и пятого шарнира 230b.
Четвертый шарнир 230а предпочтительно состоит из неустойчивого закрепления между эксцентриком 23а и стержнем 230. Наоборот, пятый шарнир 230b предпочтительно состоит из неустойчивого закрепления между стержнем 230 и рамой 24.
Более целесообразно, каждый эксцентрик 23а прикрепить с возможностью перемещения к раме 24 с помощью двух стержней 230.
Таким образом, эксцентрики 23а, содержащие стержни 230, выполнены с возможностью передавать движение эксцентриков 23а, выровненных с рамой 24 (более конкретно, предпочтительно посредством четвертого и пятого шарнира 230а, 230b), рама 24 и направляющие 24а предпочтительно образуют кривошипно-рычажный механизм.
Каждое печатающее устройство 21 предпочтительно содержит механизм 26 амортизации.
Механизм 26 амортизации предпочтительно представляет собой упруго деформируемое средство, приспособленное для деформации при сжатии.
Предпочтительно, механизм 26 амортизации расположен между рамой 24 и фиксированной точкой, чтобы амортизировать перемещение рамы 24.
Таким образом, фиксированная точка может быть частью фиксированной конструкции или, например, пола или любой другой фиксированной точкой, такой как другие внешние конструкции.
Более целесообразно, расположить механизм 26 амортизации между рамой 24 и полом вдоль указанного вертикального направления, чтобы амортизировать перемещение рамы 24 вдоль вертикального направления.
Предпочтительно, механизм 26 амортизации содержит пневматический цилиндр 26а. Пневматический цилиндр 26а известен сам по себе и имеет упругий тип, например, с простым действием, обычно известный как Пневмопружина или Пневмобаллон сильфонного типа. Подобные цилиндры продает компания Generalmatic s.r.l., и их описание есть на веб-странице: http://www.generalmatic.com/ECM31.php.
Однако, механизм 26 амортизации может содержать другие компоненты, такие как электромеханические или гидравлические амортизаторы или, опять же, эластомерные элементы, выполненные с возможностью поглощать нагрузки рамы 24, при этом деформируясь и вызывая гистерезисные циклы, повторяющиеся в зависимости от движений, прикладываемых эксцентриками 23а.
Следовательно, механизм 26 амортизации предпочтительно состоит из амортизаторов для предыдущего кривошипно-рычажного механизма.
Более конкретно, механизм 26 амортизации выполнен с возможностью амортизировать и поглощать нагрузки, вызванные нисходящим перемещением рамы 24, а также облегчать и ускорять перемещение рамы 24 вверх вдоль вертикального направления.
Предпочтительно, механизм 26 амортизации при ускорении перемещения рамы становится пассивным исполнительным механизмом. Фактически, при появлении у пневматического цилиндра 26а возможности вернуться в недеформированную форму, он прилагает усилие в вертикальном направлении, обеспечивающее подъем рамы 24.
Кроме того, предпочтительно механизм 26 амортизации также содержит по меньшей мере один накопительный резервуар 26b.
Накопительный резервуар 26b может содержаться внутри секции или снаружи. Предпочтительно, он является внешним, так что его объем не влияет на размеры секции.
Кроме того, предпочтительно, накопительный резервуар 26b находится в сообщении по гидравлическому каналу с пневматическим цилиндром 26а. В частности, они соединены таким образом, что при деформации указанного пневматического цилиндра изменение общего объема механизма 26 амортизации вместе с пневматической жидкостью составляет менее 20%. Соответственно, изменение общего объема составляет предпочтительно менее 10%. Еще более целесообразно, изменение общего объема составляет менее 5%.
В частности, этот последний аспект позволяет поддерживать рабочее давление механизма 26 амортизации по существу постоянным в течение всей деятельности и, в частности, на этапах амортизации и приостановки.
Соединение между накопительным резервуаром 26b и пневматическим цилиндром 26а предпочтительно всегда открыто во время рабочих этапов.
Важно отметить, что этап, на котором раму 24 перемещают вниз, совпадает с разнесением печатного вала 22 от листа 2. И наоборот, на этапе подъема рамы 24 печатный вал 22 приближают к листу 2, как представлено на фиг. 2а и 2б. Следовательно, каждое движение разнесения и приближения печатных валов 22 относительно листа 2, которое осуществляет механизм 23 перемещения через раму 24, амортизируется посредством механизма 26 амортизации.
Механизм 23 смещения также может быть соединен с опорным механизмом 25, таким как валики или штанги, для листа при отсутствии печатного вала (фиг. 2b).
Наконец, последующая обработка или экстракционное устройство для обработанных листов 2 относится к известному типу.
Изобретение содержит новый технологический процесс обработки листа 2 и, в частности, новый технологический процесс печати.
Такой технологический процесс осуществляется посредством описанной системы 1 обработки листа 2 и, в частности, посредством описанной секции 20 печати.
В таком технологическом процессе, который выполняется вдоль линий обработки lb и печати 1а, вставляют лист, имеющий длину в направлении линии 1а печати, превышающую окружность двух печатных валов 22, и предпочтительно меньше или равную размеру окружности высекального валика 11а с большим диаметром.
В указанном технологическом процессе во время печати по меньшей мере один из печатных валов 22 печатает только одну часть листа 2 и отдаляется от линии 1а печати, так чтобы не печатать весь лист 2 и чтобы не повторять на листе 2 печать мотива той же печатной формы. Таким образом, посредством указанного технологического процесса можно печатать листы 2, имеющие длину, превышающую диаметр печатного вала 22, с непериодическими мотивами и расположенные в любом положении на листе 2, также на одном конце.
Кроме того, предпочтительно несколько печатных валов 22, предпочтительно два, синхронизированы относительно положения на листе 2, так что множество печатных валов 22 печатают различные и дополнительные части листа 2 на протяжении длины печатной поверхности в направлении линии 1а печати, превышающей окружность печатных валов 22 и предпочтительно равную длине листа 2, так чтобы печатные валы 22 могли печатать на всю длину листа 2, предпочтительно краской одинакового цвета.
Более конкретно, печатные валы 22 разделены внутри на группы, синхронизированные относительно положения на листе 2, так что каждый узел печатных валов печатает один цвет. Например, на фигурах 3a-3f представлены четыре печатных вала 22, синхронизированные два на два и выполненные с возможностью печатать в общей сложности два цвета. Синхронизацию предпочтительно осуществляют на смежных печатных валах 22, но также ее можно осуществлять чередующимся образом, другими словами, первый синхронизируют с третьим, а второй - с четвертым.
Очевидно, в настоящем документе термин «синхронизированный относительно положения на листе 2» или просто «синхронизированный» не означает классическую синхронизацию валиков, в которой нуждается каждая традиционная печатная машина, например, когда каждый валик печатает один цвет, а конкретную синхронизацию, описанную и проиллюстрированную.
Предпочтительно, указанный процесс обработки листа 2 также содержит высечку листа 2, предпочтительно посредством описанной высекальной секции 10, имеющей и использующей высекальный валик 11 с окружностью, длина которой больше, равна или меньше длины листа 2, и также, следовательно, больше, чем длина окружностей печатных валов 22 и имеет, при этом, описанную пропорцию между длинами окружности, другими словами, имеет общий делитель, который может быть получен путем деления каждой из указанных длин на целое число меньше 5, как описано ранее. Длина листа 2 также предпочтительно меньше, чем двойная окружность печатных валов 22.
Следовательно, высекальный валик 11 выполнен с возможностью высекать, если необходимо, весь лист 2, тогда как печатные валы 22 выполнены с возможностью печатать на весь лист 2, поскольку они синхронизированы относительно положения на листе 2, так как описано ранее.
Кроме того, высекальный валик 11 и печатные валы 22 предпочтительно изначально синхронизированы в одном и том же положении печати так, что дисбаланс окружностей между валиками равен или является модулем расстояния между валиками и так, что положения печати выровнены. Они также возвращаются к такому положению синхронизации после числа оборотов, равного наибольшему из целых чисел, которые получены путем деления окружностей валиков 11 и валов 22 на указанный общий делитель.
Кроме того, в свою очередь, листы вставляют с помощью устройства вставки листов 2 предпочтительно с постоянными интервалами времени, которые при постоянной скорости продвижения вдоль технологической линии 1b соответствуют постоянным и заранее заданным расстояниям. Указанные расстояния предпочтительно равны диаметру печатных валов 22, более предпочтительно равны 66 дюймам.
Работа системы 1 обработки, описанная в структурных терминах и в терминах инновационных процедурных решений, подробно описана ниже, и также приведены ее примеры.
В приведенных ниже примерах для упрощения презентации и иллюстрации на фигурах 3a-3f валики 22 и 11 выровнены в одном и том же угловом положении и имеют идентичные расстояния до их окружности. Однако ясно, что такое взаимное одинаковое расстояние может быть заменено правильными и синхронизированными угловыми положениями. На указанных фигурах стрелка, расположенная сверху, указывает направление продвижения и ход картона во время обработки.
В первом примере без высечки и только в одном цвете система должна печатать первую половину листа 2, длина которого превышает расстояние между печатными валами 22 и их окружность. Например, валик составляет 66 дюймов и лист 99 дюймов.
В таком случае достаточно только одного вала 22, таким образом, остальные валы 22 разнесены от линии 1а печати механизмом 23 смещения. Используемый вал 22 имеет печатную форму 22а длиной 49,5 дюймов, таким образом, равной 3/4 окружности печатного вала 22. Таким образом, лист 2 вставляют так, что первый край листа 2 в продольном направлении достигает начала печатной формы 22а. Таким образом, по мере вращения печатная форма печатает на листе 2, и, когда она достигает конца, механизм 23 смещения разносит вал 22 от линии печати, так чтобы он не печатал снова на концевой части листа 2.
Во втором примере без высечки и в двух цветах система должна печатать весь лист 2, длина которого больше окружности печатных валов 22, в этом примере равна их взаимному расстоянию. Например, валик составляет 66 дюймов и лист 99 дюймов.
В этом случае нужны четыре печатных вала, по два на цвет. Такой случай, за исключением высекающей части, не представлен в этом примере, проиллюстрированном на фиг. 3a-3f.
Каждый цвет разделяют на два последовательных печатных вала 22, при этом каждый несет половину всей порции, подлежащей печати, и поэтому печатная форма в 49,5 дюйма, таким образом, соответствует 3/4 окружности печатного вала 22.
В исходном положении все валики синхронизированы (фиг. 3а) с положением 0°, представленном на фигурах вертикальной линией, обращенной вверх, и печатной формой 22а первого и третьего вала 22, которые покрывают угловые положения от 0 до 3/4 полного угла (360°), и печатной формой 22а второго и четвертого вала 22, которые покрывают угловые положения от 1/2 до 1/4 полного угла (360°), или вернее всю окружность, за исключением углового сегмента между 1/4 полного угла и 1/2 полного угла.
Таким образом, лист 2 вставляют так, что первый край листа 2 в продольном направлении достигает начала печатной формы 22а (фиг. 3а). Таким образом, по мере вращения печатная форма 22а первого вала 22 печатает на листе 2, и, когда она достигает конца, механизм 23 смещения разносит вал 22 от линии печати, так чтобы он снова не печатал на концевой части листа 2.
В результате лист 2 достигает печатной формы 22а второго вала 22 (фиг. 3b), и начало листа 2 всегда выровнено с положением 0° второго вала 22, поскольку валы и лист вращаются и продвигаются с одинаковой тангенциальной и линейной скоростью и покрывают одинаковое расстояние.
Таким образом, когда лист 2 достигает печатной формы 22а второго вала 22, последний разнесен от линии 1а печати механизмом 23 перемещения. Фактически, первая половина листа 2 уже напечатана первым валом 22а.
Лист 2 продвигается, а вал 22 вращается, и когда последний покрывает 3/4 окружности (фиг. 3с), что соответствует 49,5 дюймам, лист 2 покрывает те же 49,5 дюймов, которые соответствуют половине его длины.
Таким образом, лист 2 оказывается его ненапечатанной половиной, второй половиной, в начале печатной формы 22а, другими словами, в угловом положении, равном 1/2 полного угла (360°).
В этом случае, также по мере вращения вал 22 печатает на листе 2 до конца листа 2, таким образом, первый цвет печатается полностью.
Кроме того, тем временем, валы 22 завершают четверть оборота, которая отделяет их от конца второго оборота (фиг. 3d), и лист 2 достигает начала третьего валика 22, для которого положение 0° выравнивается в начале листа 2. Таким образом, третий валик начинает печатать второй цвет, начиная с начала листа 2, в то время как второй валик заканчивает печать первого цвета. В то же время, таким образом, после двух оборотов валов 22, можно вставлять второй лист 2.
Таким образом, печать второго цвета происходит таким же способом, как печать первого цвета.
В третьем примере система должна печатать в двух цветах и высекать весь лист 2, длина которого больше, чем окружность печатных валов 22. Например, валик составляет 66 дюймов, а лист 99 дюймов. Таким образом, высекальный валик 11 с выбранным диаметром изначально устанавливают в рабочее положение.
Кроме того, в этом случае необходимо четыре печатных вала 22, по два на цвет, и высекальный валик 11 диаметром 99 дюймов для высечки целого листа 2. Такой случай в точности проиллюстрирован на фиг. 3а-3f.
Каждый цвет разделяют на два последовательных печатных вала 22, при этом каждый несет половину всей порции, подлежащей печати, и, таким образом, печатная форма в 49,5 дюймов, следовательно, соответствует 3/4 окружности печатного вала 22.
Этот пример идентичен представленному ранее, с той лишь разницей, что после печати второго цвета (фиг. 3е и 3f) лист 2 достигает начала высекального валика 11 и высекается, таким образом, по всей длине.
В частности, первый край листа 2 в продольном направлении достигает начала высекального пресса 11 а (фиг. 3f). При вращении высекальный пресс 11 а валика 11 высекает лист 2 по существу традиционным способом.
Система 1 обработки согласно изобретению обеспечивает важные преимущества.
В действительности, система 1 является чрезвычайно гибкой и позволяет обрабатывать, в частности, печатать и высекать листы, длина которых превышает длину окружности печатных валов, или также листы с уменьшенной длиной. В частности, одна и та же система может обрабатывать листы 66 дюймов и 99 дюймов.
Кроме того, система 1 обработки и, в частности, каждое печатающее устройство 21, содержит механизм перемещения, который значительно уменьшает износ и объем и увеличивает контроль над печатным валом 22. В действительности, нагрузки, вызванные рамой 24 и ее перемещением, амортизирует механизм 26 амортизации, который действует как амортизатор и как сопутствующее средство на этапе подъема рамы 24 с помощью механизма 23 перемещения согласно описанным в документе механизмам.
Механизм 26 амортизации, вместе с механизмом, состоящим из рамы 24, механизма 23 перемещения и направляющей 24а, позволяют увеличить скорость печати листов 2 в секции 20 печати. В частности, относительно того, что известно на современном уровне техники, можно даже увеличить скорость печати в 3 или 4 раза. Факт использования внешних накопительных резервуаров 26b может позволить создать чрезвычайно эффективный механизм 26 амортизации, при этом, например, максимальное колебание давления составляет около 0,5 бар.
Таким образом, гарантируется отличная эффективность работы при значительном увеличении способности устройства реагировать во время перемещения рамы 24, при этом пневматический цилиндр 26а действует как пассивный исполнительный механизм.
Изобретение можно подвергать изменениям, попадающим в пределы объема концепции изобретения, определенного формулой изобретения. В таком объеме все детали можно заменить эквивалентными элементами и можно использовать любые материалы, формы и размеры.
Изобретение относится к области печати, в частности к системе обработки листов. Для листа (2) предусмотрена секция (20) флексографской печати вдоль линии (1а) печати, содержащая множество печатающих устройств (21), каждое из которых содержит печатный вал (22), выполненный с возможностью содержать печатную форму (22а), механизм (23) автоматического и программируемого смещения печатных валов (22), выполненный с возможностью разносить по меньшей мере один из печатных валов (22) от линии (1а) печати во время процесса печати, чтобы печатный вал (22) не печатал лист (2), при этом каждое из печатающих устройств (21) содержит конструкцию, прикрепленную к полу, по меньшей мере одну раму (24), которая является подвижной относительно конструкции, прикрепленной к полу, содержащую по меньшей мере один печатный вал (22) и выполненную с возможностью перемещения с помощью механизма (23) смещения и механизма (26) амортизации, расположенного между рамой (24) и фиксированной точкой, так чтобы амортизировать перемещение рамы (24). Технический результат заключается в сокращении циклов технического обслуживания системы, уменьшении износа механизмов перемещения, возможности обрабатывать листы большой длины. 4 н. и 6 з.п. ф-лы, 13 ил. 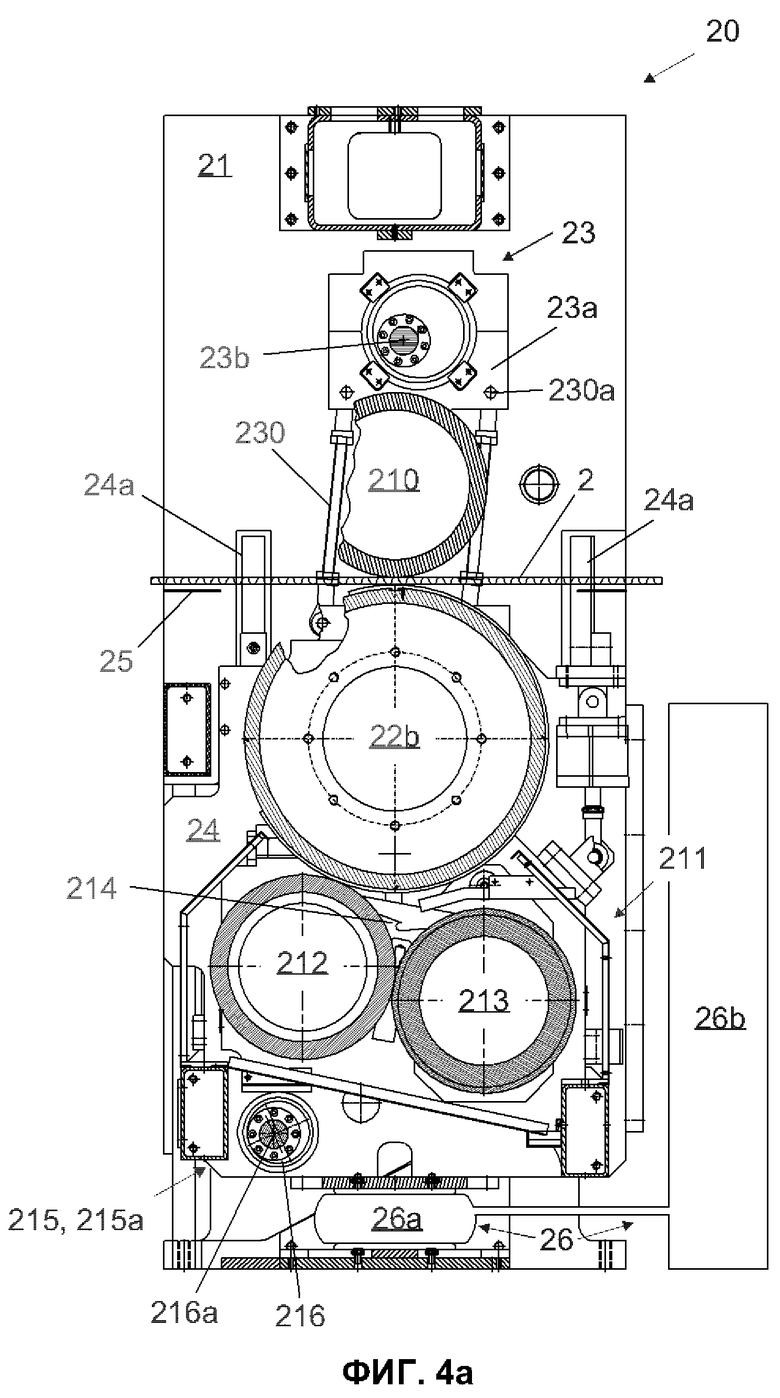
1. Секция (20) флексографской печати для листа (2) вдоль линии (1а) печати, содержащая:
- множество печатающих устройств (21), каждое из которых содержит печатный вал (22), выполненный с возможностью содержать печатную форму (22а),
- автоматический, программируемый механизм (23) смещения для указанных печатных валов (22), выполненный с возможностью разнесения по меньшей мере одного из указанных печатных валов 22 от указанной линии (1а) печати во время процесса печати, так что указанный печатный вал (22) не пропечатывает указанный лист (2),
- причем каждое из указанных печатающих устройств (21) содержит:
- прикрепленную к полу конструкцию,
- по меньшей мере одну раму (24) с возможностью перемещения относительно указанной, прикрепленной к полу конструкции, содержащую указанный по меньшей мере один печатный вал (22) и выполненную с возможностью перемещения с помощью указанного механизма (23) смещения,
- причем указанная секция печати отличается тем, что каждое из указанных печатающих устройств (21) дополнительно содержит:
- механизм (26) амортизации, расположенный между указанной рамой (24) и фиксированной точкой, так чтобы амортизировать и облегчать и ускорять перемещение указанной рамы (24), при этом указанный механизм (26) амортизации содержит пневматический цилиндр (26а) и накопительный резервуар (26b) за пределами указанной секции и в соединении через гидравлический канал с указанным пневматическим цилиндром (26), так что при деформации указанного пневматического цилиндра (26а) изменение общего объема указанного механизма (26) амортизации вместе с пневматической жидкостью составляет менее 20%, и указанный механизм (26) амортизации становится пассивным исполнительным механизмом, когда он ускоряет перемещение указанной рамы (24).
2. Секция (20) флексографской печати по п. 1, определяющая вертикальное направление, перпендикулярное указанной линии (1а) печати, и при этом указанный механизм (23) смещения содержит эксцентрики (23а) для указанных печатных валов (22), выполненные с возможностью изменять положение указанных печатных валов (22) и выполненные с возможностью перемещать указанную раму (24) по меньшей мере вниз и по меньшей мере вверх относительно указанного вертикального направления.
3. Секция (20) флексографской печати по меньшей мере по одному предшествующему пункту, при этом каждое из указанных печатающих устройств (21) содержит по меньшей мере одну направляющую (24а), при этом указанная рама (24) прикреплена с возможностью перемещения к указанной направляющей (24а), и при этом указанная направляющая (24а) выполнена с возможностью только обеспечивать перемещение указанной рамы (24) вдоль указанного вертикального направления относительно указанной конструкции, прикрепленной к полу.
4. Секция (20) флексографской печати по п. 2, при этом каждое из указанных печатающих устройств (21) содержит по меньшей мере один стержень (230), прикрепленный с возможностью перемещения к указанной раме (24) и указанному эксцентрику (23а) и выполненный с возможностью передавать движение указанных эксцентриков (23а) на указанную раму (24), и при этом указанные эксцентрики (23 а), указанная рама (24) и указанные направляющие (24а) образуют кривошипно-рычажный механизм.
5. Секция (20) флексографской печати по п. 2, при этом указанную фиксированную точку выбирают между фиксированной точкой указанной фиксированной конструкции и полом, а указанный механизм 26 амортизации располагают между указанной рамой (24) и указанной точкой, фиксированной вдоль указанного вертикального направления, так чтобы амортизировать перемещение указанной рамы (24) вдоль указанного вертикального направления.
6. Система (1) обработки листов (2), содержащая секцию (20) флексографской печати по меньшей мере по одному предшествующему пункту и высекальную секцию (10), выполненную с возможностью высечки указанного листа (2) посредством высекального валика (11) в рабочем положении и содержащую множество высекальных валиков (11), быстро помещаемых в указанное рабочее положение или в положение покоя, и при этом указанные высекальные валики (11) имеют окружности, отличающиеся по длине друг от друга.
7. Способ печати листа (2) вдоль линии (1а) печати посредством секции (20) флексографской печати,
- при этом указанная секция (20) флексографской печати содержит множество печатающих устройств (21), каждое из которых содержит печатный вал (22), выполненный с возможностью содержать печатную форму (22а),
- при этом указанный лист (2) имеет длину в направлении указанной линии (1а) печати, которая превышает длину окружности указанных печатных валов (22),
- конструкция прикреплена к полу,
- по меньшей мере одна рама (24) с возможностью перемещения относительно указанной конструкции, прикрепленной к полу, и содержащая указанный по меньшей мере один печатный вал (22),
- механизм (23) смещения, прикрепленный с возможностью перемещения к указанной по меньшей мере одной раме (24) и выполненный с возможностью разнесения посредством указанной рамы (24) по меньшей мере одного из указанных печатных валов (22) от указанной линии (1а) печати, так чтобы указанный печатный вал (22) не печатал указанный лист (2),
- по меньшей мере один из указанных печатных валов (22) печатает часть указанного листа (2) и отдаляется от указанной линии (1а) печати, чтобы не печатать весь указанный лист (2) и чтобы не повторять на указанном листе (2) печать мотива той же указанной печатной формы (22а),
- и отличающийся тем, что указанная секция (20) флексографской печати содержит:
- механизм (26) амортизации, размещенный между указанной рамой (24) и фиксированной точкой, так чтобы амортизировать и облегчать и ускорять перемещение указанной рамы (24),
указанный механизм (26) амортизации содержит пневматический цилиндр (26а) и накопительный резервуар (26b) за пределами указанной секции и в соединении через гидравлический канал с указанным пневматическим цилиндром (26), так что при деформации указанного пневматического цилиндра (26а) изменение общего объема указанного механизма (26) амортизации вместе с пневматической жидкостью составляет менее 20%, причем указанный механизм (26) амортизации становится пассивным исполнительным механизмом, когда он ускоряет перемещение указанной рамы (24),
и каждое из движений разнесения и приближения указанного печатного вала (22) относительно указанного листа (2) выполняют при этом с помощью указанного механизма (23) смещения и указанного механизма (26) амортизации через указанную раму (24) и амортизируют с помощью указанного механизма (26) амортизации.
8. Способ печати по п. 7, при этом указанные печатные валы (22) синхронизированы относительно положения на указанном листе (2), так что множество указанных печатных валов (22) печатают различные и дополнительные части указанного листа (2) на протяжении длины печатной поверхности в направлении указанной линии (1а) печати, превышающей указанную длину указанной окружности указанных печатных валов (22).
9. Способ печати по одному из пп. 7, 8, при этом указанные синхронизированные печатные валы (22) печатают полную длину указанного листа (2).
10. Способ для обработки листа (2) вдоль технологической линии (1b), предусматривающий технологический процесс печати указанного листа (2) по одному из пп. 7-9,
- при этом указанная технологическая линия (1b) совпадает с указанной линией (1а) печати,
- указанный технологический процесс обработки предусматривает высечку указанного листа (2) посредством высекальной секции (10), содержащей по меньшей мере один высекальный валик (11), содержащий высекальный пресс (11а),
- указанный высекальный валик (11) имеет окружность, длина которой превышает или равна указанной длине указанного листа (2),
- указанный высекальный валик (11) и указанные печатные валы (22) имеют окружности, длины которых имеют общий делитель, который может быть получен путем деления каждой из указанных длин на целое число, меньше 5.
| IT UB 20150564 A1, 11.06.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ СО ЩЕТИНКАМИ ИГОЛЬЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ЗУБНАЯ ЩЕТКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2358632C2 |
| Firestone Actuators and Isolators Imperial Design Guide, электронный ресурс | |||
| - URL: https://www.firestoneip.com/content/dam/fsip/pdfs/airstroke/Actuators-and-Isolators-Imperial-Design-Guide.pdf, дата публикации 2013 г., дата обращения 07.04.2022 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧАСТИЧНОГО ПУРПУРНОГО | 0 |
|
SU166886A1 |

