ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Данное изобретение касается способа и устройства для флексографской цветной печати и, более конкретно, способа и связанного с ним устройства для осуществления на практике способа печати, при котором краска наносится на еще невысохший предыдущий слой, известного в области флексографской печати как печать «по сырому», с помощью отверждаемых энергией флексографских жидких красок.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Процесс печати многокрасочных оттисков как правило требует последовательной печати множества перекрывающихся одноцветных красочных слоев. Для того чтобы добиться высококачественного воспроизведения изображения, важно избегать переноса нанесенного красочного слоя на последующий печатный модуль. Такой перенос обычно приводит к перекрестному загрязнению цветов и вызванной им неудовлетворительной цветопередаче.
Имеющаяся технология предлагает для решения данной проблемы множество различных способов. Самый простой способ предотвращения нежелательного загрязнения цветов состоит в высушивании каждого нанесенного красочного слоя до нанесения налагаемого на него последующего красочного слоя. Несмотря на эффективность этого способа, его основным недостатком является необходимость полного высыхания краски после нанесения каждого красочного слоя. Высыхание требует времени и энергии, что в результате приводит к уменьшению производительности и увеличению издержек производства.
В целях ускорения процесса печати была разработана печать «по сырому». В данном изобретении печать «по сырому» определяется как процесс, посредством которого красочный слой, наложенный или нанесенный в каждой из красочных секций, не высушивается до наложения поверх него последующего красочного слоя для создания цветового или визуального эффекта. Для печати «по сырому» важно отрегулировать характеристики липкости перекрывающихся красочных слоев так, чтобы они отличались друг от друга.
В офсетной печати печать «по сырому» не представляет собой сложной проблемы, поскольку вязкость красок, которые используются в офсетной печати, находится в пределах от 20000 до 100000 сП. Такие краски высокой вязкости по своей природе имеют широкий диапазон характеристик липкости, которые могут использоваться для печати «по сырому» без необходимости в высушивании красочных слоев между красочными секциями.
В последние годы стал широко применяться вид печати, который позволяет печатать на различных видах подложек, - от картона и полиэтилена до металла. Этот способ печати известен под названием флексография или флексографская печать.
Во флексографии используются эластичные печатные формы, имеющие выступающие части, которые покрываются краской и прижимаются к подложке для переноса краски на подложку. В процессе флексографской печати краска переносится из красочного ящика на выступающую поверхность печатной формы через промежуточный передаточный валик, известный в существующей технологии под названием анилоксный вал. Поверхность анилоксного вала покрыта множеством крошечных емкостей для краски, которые заполняются краской из красочного ящика и переносят ее на флексографскую печатную форму. Очевидно, что печать высокого качества требует, чтобы поверхность флексографской печатной формы была покрыта печатной краской единообразно и равномерно. Это в свою очередь требует, чтобы ячейки анилоксного вала были небольшими, и чтобы все анилоксные ячейки каждый раз заполнялись краской из красочного ящика до существенно одинакового уровня.
Такое требование налагает ограничения на текучесть, иными словами, вязкость краски. Вязкая краска не может наноситься на анилоксный вал столь же единообразно и равномерно, а поверхность флексографской печатной формы не может покрываться краской столь же единообразно. В результате этого краски, подходящие для применения в флексографской печати, - жидкие краски, которые как правило имеют вязкость менее 2000 сП, предпочтительно менее 400 сП.
Действующие нормативные акты, касающиеся испарения растворителей, привели к разработке подходящих для использования во флексографии отверждаемых энергией печатных красок. Такие краски не содержат растворителей и закрепляются на подложке не путем высушивания, а путем отверждения актиничным излучением, таким как ультрафиолетовое излучение или электронный луч. Липкость жидкой флексографской краски очень низка и не может быть адекватно измерена обычными инструментами. Их вязкость обычно варьируется в пределах от приблизительно 30 до 50 сП. Хотя такой диапазон вязкости дает превосходную флексографскую печать, отверждаемые энергией флексографские жидкие краски для флексографских приложений имеют очень низкую липкость, не могут классифицироваться по степени вязкости, и их нужно отверждать между красочными секциями для того, чтобы предотвратить смешение и обратный перенос краски, напечатанной на подложке, на красочные валики последующих секций. Такое межсекционное отверждение обходится недешево, поскольку оно требует существенной модификации оборудования. Такое отверждение нежелательно и с производственной точки зрения, поскольку оно увеличивает время, которое должно истечь до наложения последующего красочного слоя для того, чтобы дать отвердеть наложенному перед этим красочному слою, и тем самым вызывает замедление процесса печати.
С учетом того, что при нанесении многочисленных перекрывающихся красочных слоев перекрестного загрязнения не происходит, если каждый слой налагается поверх слоя, имеющего более высокую вязкость, чем у вновь наносимого слоя, печать «по сырому» была предложена также и в области флексографской печати без применения отверждаемых энергией красок. Слой наибольшей вязкости, так сказать, «захватывает», т.е. воспринимает, второй слой, и при этом подстилающий слой обратно на печатный модуль не переносится. Однако с учетом имеющегося диапазона вязкости красок для флексографской печати представляется непрактичным, особенно по мере увеличения количества нанесенных слоев, пытаться печатать «по сырому» с использованием для каждого нового слоя другой краски с последовательно уменьшающейся степенью вязкости, в достаточной степени отличающейся от вязкости каждого нанесенного перед этим слоя. По существу, для печати «по сырому» не хватает имеющихся в наличии различных степеней вязкости краски.
Патент США №5690028 пытается решить вышеупомянутую проблему ограниченного диапазона вязкости у имеющихся красок применительно к многокрасочной печати способом печати «по сырому» с использованием красок, отверждаемых энергией, который особенно подходит для флексографской печатной машины планетарного типа (Central Impression Flexographic Press). Согласно патенту, отверждаемые энергией краски нагреваются еще до нанесения на подложку и наносятся на подложку при температуре более высокой, чем у предыдущего красочного слоя. Поскольку температура предыдущего нанесенного на подложку красочного слоя ниже, чем у горячей краски, которая должна быть нанесена или наложена поверх него, вязкость предыдущего красочного слоя ниже, чем вязкость наносимой краски. Это различие вязкостей приводит к тому, что краска с более низкой вязкостью в одностороннем порядке переносится на краску с более высокой вязкостью, что предотвращает как обратный краскоперенос (back trapping), так и смешение красок.
Хотя такой способ печати «по сырому» и достигает желаемого результата, он требует существенной модификации всего существующего печатного оборудования для установки нагревательных элементов в каждой красочной секции для нагрева краски до ее нанесения на подложку и, кроме того, по мере увеличения числа секций, должна также увеличиваться температура краски в каждой из последующих красочных секций. Таким образом, для того, чтобы предотвратить необходимость увеличения температуры краски до уровней, которые могут неблагоприятно сказаться на ее свойствах, может понадобиться охлаждение подложки или же уменьшение скорости печати.
Таким образом, по-прежнему существует потребность в способе печати «по сырому» отверждаемыми энергией флексографскими жидкими красками, при котором была бы нужна незначительная модификация, или же вообще не требовалась бы никакой модификации существующего печатного оборудования и, вместе с тем, можно было бы добиться высокой скорости печати.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно данному изобретению, предлагается способ флексографской печати многочисленных перекрывающихся красочных слоев на подложке, в котором используется по меньшей мере одна отверждаемая энергией флексографская жидкая краска и вторая подобная краска иного цвета печатается поверх нее без предварительного отверждения первой отпечатанной отверждаемой энергией краски.
Способ нанесения многочисленных красочных слоев на подложку при печати «по сырому» включает в себя, в следующем порядке:
(а) нанесение на подложку по меньшей мере одного красочного слоя из отверждаемой энергией жидкой краски, имеющей вязкость менее, чем приблизительно 4000 сП и включающей в свой состав нереакционноспособный разбавитель, причем нанесенный слой отверждаемой энергией краски имеет первую вязкость;
(б) испарение по меньшей мере части нереакционноспособного разбавителя из нанесенного красочного слоя, что приводит к увеличению вязкости нанесенного слоя отверждаемой энергией краски;
(в) нанесение на подложку и нанесенный слой отверждаемой энергией краски с увеличенной вязкостью по меньшей мере одного слоя неотверждаемой энергией жидкой краски, чья вязкость ниже, чем увеличенная вязкость нанесенного перед этим слоя отверждаемой энергией краски; и
(г) закрепление обоих красочных слоев на подложке.
Согласно данному изобретению, предлагается способ печати многочисленных красочных слоев на подложке, включающий этап выбора первой и второй отверждаемых энергией жидких флексографских красок, где каждая из красок содержит нереакционноспособный разбавитель в количестве менее, чем 50 вес.% от веса разбавителя, и каждая краска имеет вязкость менее, чем 4000 сП, предпочтительно приблизительно от 30 до 70 сП, а также этап последовательного нанесения первой и второй отверждаемых энергией жидких флексографских красок на подложку для формирования первого и второго красочных слоев, имеющих перекрывающиеся части, причем вторая краска наносится после того, как из первого красочного слоя испарится по меньшей мере часть нереакционноспособного разбавителя.
Предпочтительно, разбавитель включает воду, которая составляет от 5% до 50% веса разбавителя.
Предпочтительно, в предложенном способе, этап А выполняется в первой красочной секции, а этап В выполняется в последующей красочной секции, и подложка транспортируется между первой красочной секцией и последующей красочной секцией со скоростью, достаточной для того, чтобы по меньшей мере часть разбавителя в красочном слое могла испариться, тем самым увеличивая вязкость красочного слоя в степени, достаточной для того, чтобы он мог воспринять другой красочный слой, наносимый на слой с увеличенной вязкостью.
Предпочтительно, нанесенный красочный слой подвергается воздействию высокой температуры для того, чтобы способствовать удалению по меньшей мере части разбавителя с более высокой скоростью, чем скорость испарения разбавителя при температуре, давлении и влажности окружающей среды.
В одном из предпочтительных вариантов, отпечатанный красочный слой подвергается воздействию воздушного потока для того, чтобы способствовать удалению части разбавителя с более высокой скоростью, чем скорость испарения разбавителя при температуре, давлении и влажности окружающей среды.
В оном из предпочтительных вариантов, этап В может быть повторен по меньшей мере еще один раз после этапа Г путем нанесения дополнительного красочного слоя на закрепленные красочные слои, при этом дополнительный красочный слой также закрепляется на подложке.
В одном из предпочтительных вариантов, этап А выполняется в первой красочной секции, а этап В выполняется в последующей красочной секции, при этом подложка транспортируется между первой красочной секцией и последующей красочной секцией со скоростью, достаточной для того, чтобы по меньшей мере часть разбавителя в красочном слое могла испариться, тем самым увеличивая вязкость красочного слоя в степени, достаточной для того, чтобы он мог воспринять другой красочный слой, наносимый на слой с увеличенной вязкостью.
В одном из предпочтительных вариантов, подложка гигроскопична.
В одном из предпочтительных вариантов, подложка не гигроскопична.
В одном из предпочтительных вариантов, после этапа Г наносится по меньшей мере еще один красочный слой с использованием отверждаемой энергией жидкой краски, имеющей вязкость меньше, чем приблизительно 4000 сП, и включающей в свой состав нереакционноспособный разбавитель, состоящий из воды.
Для осуществления на практике печати «по сырому» согласно данному изобретению также предлагается устройство для последовательного нанесения на подложку многочисленных перекрывающихся красочных слоев, в котором по меньшей мере один из красочных слоев является отверждаемой энергией жидкой краской, содержащей нереакционноспособный разбавитель и имеющей вязкость менее, чем 4000 сП. Устройство включает:
(а) маршрут подложки и привод подложки для передвижения подложки по этому предопределенному маршруту;
(б) множество секций для нанесения краски, расположенных вдоль предопределенного маршрута, причем секции для нанесения краски приспособлены для того, чтобы наносить на подложку краску, включающую в свой состав нереакционноспособный разбавитель и имеющую вязкость менее, чем 4000 сП; а также
(в) систему управления, управляющую транспортировкой подложки по маршруту таким образом, что вязкость первого слоя жидкой краски, нанесенного на подложку в одной из красочных секций, увеличивается вследствие испарения по меньшей мере части разбавителя из первого красочного слоя до более высокой вязкости, чем вязкость второй краски, наносимой поверх первого красочного слоя в последующей красочной секции, находящейся на некотором расстоянии от первой красочной секции, до вязкости, достаточной для нанесения «по сырому» второй жидкой краски в ходе транспортировки подложки между красочными секциями.
Согласно настоящему изобретению этапы последовательной печати красочных слоев могут неоднократно повторяться, используя многократные последовательные отпечатки из отверждаемых энергией красок и каждый раз перед печатью следующего красочного слоя позволяя по меньшей мере части разбавителя испариться из напечатанного слоя для увеличения его вязкости.
Далее, и согласно настоящему изобретению, предлагается способ увеличения вязкости красочного слоя на подложке путем испарения по меньшей мере части разбавителя из напечатанного слоя отверждаемой энергией краски, причем данный способ может быть ускорен путем применения высокой температуры или пропускания потока воздуха над покрытой печатной краской поверхностью между последовательными операциями нанесения краски.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фигуре 1 показана флексографская печатная машина для печати «по сырому», сконструированная согласно настоящему изобретению.
На фигуре 2 показан альтернативный вариант устройства для печати «по сырому» согласно данному изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Если это будет представляться уместным, изобретение будет далее описываться со ссылками на фигуры.
Фигуры приводятся для того, чтобы облегчить понимание изобретения, в связи с чем на них показаны лишь те элементы, которые требуются для понимания, а все изображения оборудования не вычерчены в масштабе и не имеют целью изображение реально используемого коммерческого оборудования.
Настоящее изобретение касается нового способа печати с нанесением отверждаемых энергией жидких флексографских красок на предыдущий невысохший красочный слой в технологической области флексографской печати, при котором краски предпочтительно являются составленными по определенной рецептуре, отверждаемыми энергией водными однофазными композициями, такими как композиции, раскрытые в параллельно поданной Предварительной патентной заявке США под порядковым номером 60/380081, зарегистрированной 6 мая 2002 под названием «Однофазные отверждаемые энергией композиции на водной основе», полное содержание которой в явной форме включено в данный документ путем отсылки. Могут также использоваться и другие, неводные, композиции со сходными характеристиками. В отличие от других флексографских красок, водные отверждаемые энергией флексографские жидкие краски, описанные в вышеупомянутой параллельной заявке, характеризуются минимальным изменением липкости по мере высыхания и вместе с тем дают изменение вязкости, которое достаточно для печати «по сырому» на флексографской печатной машине описанным ниже образом.
Такого рода отверждаемые энергией однофазные флексографские жидкие краски являются композициями, состоящими из одного, трех или четырех компонентов и содержащими смолу, которая может быть нейтрализована кислотой или основанием, а также нереакционноспособный разбавитель, такой как органический растворитель, вода или их сочетание. Нереакционноспособный разбавитель используется для управления вязкостью этих красок.
Однофазные композиции, подходящие для печати в соответствии с данным изобретением, отверждаются под воздействием энергии. Термин «отверждаемая энергией композиция» в данном документе обозначает композиции, которые полимеризуются или подвергаются химическому сшиванию под воздействием энергетического источника актиничного излучения, такого как ультрафиолетовое излучение (УФ), облучение (электронный луч) и т.п. В данном документе термин «ультрафиолетовое излучение» включает в себя радиацию, имеющую диапазон длины волны приблизительно от 190 нм до 500 нм и предпочтительно приблизительно от 200 нм до 420 нм. Актиничное излучение такого типа может быть получено из различных источников, например, с помощью ртутных дуговых ламп, ксеноновых дуговых ламп, флуоресцентных ламп, монохроматических лазерных источников и т.п. Облучение электронным лучом здесь также включает электроны высокой энергии, такие как электроны электроразрядных устройств или электронно-лучевых устройств, которые обычно работают в диапазоне 70˜200 кВ и как правило испускают радиацию в диапазоне 1˜4 мрад.
В одном из вариантов осуществления красочных композиций, подходящих для использования в настоящем изобретении, в качестве нереакционноспособного разбавителя применяется вода. Однако могут использоваться и композиции, содержащие другие нереакционноспособные разбавители, такие как спирт и смеси воды со спиртом, равно как и любой другой подходящий разбавитель, дающий испаряемость, достаточную для того, чтобы вызвать испарение достаточного количества разбавителя в течение разумного периода времени между нанесением последовательных красочных слоев с тем, чтобы вязкость каждого нанесенного красочного слоя увеличивалась в достаточной степени по сравнению с вязкостью вновь наносимого красочного слоя для того, чтобы он мог «захватить», воспринять вновь напечатанный слой и тем самым создать цветовой или визуальный эффект. С практической точки зрения крайне желательно применение отверждаемой энергией красочной композиции на водной основе, поскольку ее использование соответствует требованиям нормативных актов об охране здоровья и окружающей среды, ограничивающих количество растворителей, выбрасываемых в окружающую среду. В связи с этим настоящее изобретение будет описано на примере красочных композиций на водной основе, поскольку применение таких композиций наиболее вероятно. Такое ограничение описания изобретения не должно, однако, расцениваться как ограничивающее его объем; кроме того, отверждаемые лучистой энергией краски с похожим набором параметров вязкости краски и сопоставимыми характеристиками испарения нереакционноспособного разбавителя считаются находящимися в пределах области настоящего изобретения.
Способ, предлагаемый в настоящем изобретении для нанесения многочисленных и по меньшей мере частично перекрывающихся красочных слоев на подложку, основан на быстром и относительно существенном изменении вязкости отверждаемой энергией жидкой флексографской краски (которая может быть краской на водной основе, содержащей разбавитель, например воду) после ее наложения в виде слоя на подложку. Подложка, подходящая для использования в настоящем изобретении, может содержать нанесенные до этого слои. Что касается красочных слоев, наносимых в рамках данного изобретения, каждый красочный слой налагается на подложку в красочной секции. Красочных секций столько же, сколько имеется отдельных красок, используемых для печати цветного изображения. В каждой красочной секции краска переносится из красочного ящика через анилоксный вал на флексографскую печатную форму, например, на печатную форму из полимерного материала Cyrel® производства фирмы Дюпон (E.I.Dupont de Nemours and Company, Inc.). Краска затем переносится с печатной формы на красковоспринимающую подложку, например, на негигроскопическое полотно или на лист из полиэтиленовой пленки, или на любую другую гигроскопическую или негигроскопическую подложку, на которой можно печатать с флексографской печатной формы.
Начальная вязкость наложенной на подложку флексографской жидкой краски составляет как правило менее 4000 сП и, предпочтительно, менее 1200 сП, хотя в зависимости от конкретного применения печатной продукции используемое значение вязкости краски может составлять и 2000 сП. Как говорилось выше, низкая вязкость предпочтительна для достижения хорошего краскопереноса из красочного ящика через анилоксный вал на поверхность печатной формы.
Как только на подложку наносится краска, начинает испаряться нереакционноспособный разбавитель. Скорость испарения зависит от выбранного нереакционноспособного разбавителя, а также от внешних условий - температуры, атмосферного давления и относительной влажности. Испарению также способствует быстрое увеличение площади поверхности нанесенной краски или покрывающего слоя и использование усиленной циркуляции воздуха над слоем краски, нанесенной на подложку, в том числе воздуха, продуваемого над подложкой, а также применение высоких температур, создаваемых либо путем нагревания потока принудительно подаваемого воздуха, который продувается над подложкой, либо с помощью инфракрасных ламп и т.п. В зависимости от вида выбранной печатной краски, удаление даже небольшого количества нереакционноспособного разбавителя может привести к существенному и соответствующему целям изобретения изменению вязкости краски наложенного красочного слоя.
К тому времени, когда красочный слой достигает следующей красочной секции, где на подложку, а также по меньшей мере на некоторые части предварительно наложенного красочного слоя, а иногда и на весь этот слой налагается другой красочный слой, как правило иного цвета, вязкость краски наложенного красочного слоя увеличивается в достаточной степени для восприятия этого красочного слоя без обратного переноса вновь налагаемой краски, имеющей вязкость обычно в том же самом диапазоне, что и у ранее наложенной краски в момент ее наложения. В связи с этим, с помощью подбора отверждаемых энергией красок, содержащих небольшие количества регулирующего вязкость нереакционноспособного разбавителя, такого как вода, печать «по сырому» многочисленных красочных слоев может быть осуществлена без необходимости изменять вязкость краски путем нагревания краски или охлаждения подложки, содержащей красочный слой, между красочными секциями, или путем отверждения краски между красочными секциями.
Согласно настоящему изобретению, после нанесения всех красочных слоев для закрепления всех нанесенных слоев достаточно одного этапа отверждения с применением надлежащего источника энергии для отверждения.
Настоящий процесс печати «по сырому» не ограничивается использованием отверждаемых энергией флексографских жидких красок и может включать использование по меньшей мере одного красочного слоя краски, которая не отверждается энергией. Так например, может быть нанесен слой отверждаемой энергией флексографской жидкой краски типа, а затем, после нанесения этого слоя на подложку, может быть нанесен слой неотверждаемой энергией жидкой флексографской краски, имеющий вязкость меньше, чем увеличенная (в результате испарения всего или части разбавителя) вязкость первого слоя. Как уже говорилось, осуществить печать «по сырому» позволяет различие вязкостей. Если второй слой расположен на самом верху или является последним напечатанным слоем, все красочные слои могут быть затем отверждены и высушены с помощью обычных средств и способов высушивания так, чтобы одновременно закрепить наложенные красочные слои на подложке.
Еще один вариант осуществления настоящего изобретения предполагает использование технологии печати «по сырому» данного изобретения для нанесения друг на друга нескольких отверждаемых энергией и обычных красочных слоев. Например, как указано выше, первая отверждаемая энергией краска, имеющая первую вязкость, может быть нанесена в качестве первого слоя. Для того чтобы сформировать второй слой, в последующей красочной секции на слой с увеличенной вязкостью может быть затем нанесен слой обычной краски, имеющий более низкую вязкость, чем увеличенная вязкость первого слоя краски. Третий слой может затем быть нанесен на второй слой с использованием второй отверждаемой энергией краски, имеющей более низкую вязкость, чем вязкость второго слоя. Вязкость этого слоя будет также увеличиваться по мере испарения нереакционноспособного разбавителя до прибытия в следующую красочную секцию. В четвертой красочной секции четвертый слой может быть нанесен на третий слой с использованием еще одной отверждаемой энергией краски, имеющей более низкую вязкость, чем увеличенная вязкость третьего слоя. Слой обычной краски может быть подвергнут высушиванию, если вязкость слоя обычной краски настолько низка, что отверждаемой энергией краски с более низкой вязкостью не имеется. Таким образом, процесс настоящего изобретения можно осуществить в виде своего рода «гибридного» процесса с использованием различных комбинаций красок, в котором только некоторое количество красочных слоев наносится с помощью печати «по сырому» с градацией вязкости согласно данному изобретению, и в котором некоторые другие красочные слои высушиваются или отверждаются до нанесения дополнительных красочных слоев. Хотя такой гибридный процесс возможен и находится в пределах области настоящего изобретения, он является менее эффективным, чем процесс, в котором все наносимые слои - слои жидкой отверждаемой энергией флексографской краски.
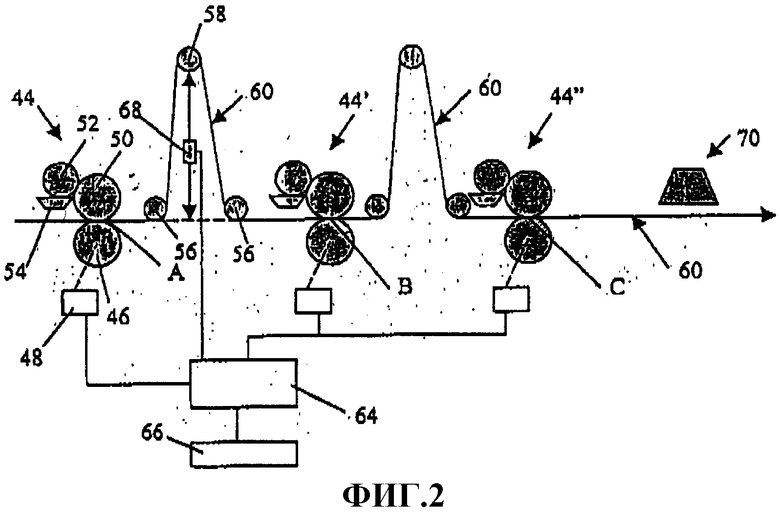
На Фигуре 1 показано устройство согласно настоящему изобретению. Показанное на этой фигуре устройство 10 сходно с печатной машиной планетарной конструкции, которая часто используется во флексографской печатной индустрии для печати изображений, содержащих множество красочных слоев, имеющих по меньшей мере несколько перекрывающихся покрытых печатной краской областей. Поскольку технология конструирования такого устройства хорошо известна в существующей технологии, мы коснемся здесь только тех элементов, которые были включены в это устройство для того, чтобы превратить стандартную печатную машину планетарной конструкции во флексографскую печатную машину, способную к печати «по сырому» с нанесением перекрывающихся слоев жидкой краски.
Как показано на Фигуре 1, устройство 10 включает в себя поддерживающий подложку цилиндрический барабан 12, который имеет внешнюю периферийную поверхность 14. Вокруг периферийной поверхности 14 барабана 12 размещены несколько красочных секций 18, которые расположены на некотором расстоянии друг от друга вдоль его поверхности. Хотя показаны три таких секции, это число применяется здесь лишь в иллюстративных целях, и вокруг барабана можно без отступления от области данного изобретения разместить как меньшее, так и большее количество секций.
Каждая красочная секция включает в себя красочный ящик 20, красочный валик 22 и валик для печатных форм 24. Красочный валик предпочтительно представляет из себя анилоксный вал и размещен так, чтобы забирать краску из красочного ящика и переносить ее на печатную форму, установленную на печатном валике. Печатный валик размещен относительно барабана 12 так, чтобы наносить красочный слой на полотно 16 с барабана 12 в точках контакта «А», «В» и «С» соответственно для каждой показанной секции. Красочные секции описанного здесь типа хорошо известны в существующей технологии и обычно применяются в печатных машинах планетарной конструкции, поэтому здесь не дается дальнейших пояснений кроме упоминания о том, что такая красочная секция должна быть способна работать с жидкими красками, имеющими вязкость значительно ниже 4000 сП.
Секция для отверждения энергией предпочтительно также размещена по маршруту полотна 16 вокруг барабана 12 в точке, расположенной после последней красочной секции. Такие секции отверждения также хорошо известны в существующей технологии и также не требуют дальнейших пояснений кроме упоминания о том, что при выборе секции отверждения для использования в соответствии с настоящим изобретением такая секция должна иметь излучаемую энергию типа, необходимого для отверждения жидких красок, используемых при осуществлении данного изобретения.
Поддерживающий подложку барабан 12 вращается со скоростью вращения ω об/мин, используя привод, который может включать ремень 36 и шкивы 32 и 34, приводимые в движение двигателем 30. Такой привод позволяет изменять скорость вращения ω, к примеру, путем изменения относительного размера шкивов 32 и 34 или же путем изменения частоты вращения шкива 32, приводимого в движение двигателем 30. Показанный привод предназначен для иллюстративных целей и не является ограничивающим изобретение элементом, и в пределах области данного изобретения могут использоваться другие известные в существующей технологии приводы, предназначенные для изменения скорости вращения барабана 12, включая непосредственную связь двигателя с переменной скоростью вращения с барабаном или соединение приводного двигателя с барабаном через коробку передач, и так далее.
В соответствии с настоящим изобретением, данное устройство также снабжено системой управления, в целом представленной центральным пунктом 28 управления, местными устройствами 26 управления и пользовательским интерфейсом 40. Эта система управления используется для управления устройством таким образом, чтобы вязкость первого слоя жидкой краски, нанесенного на полотно 16 в первой красочной секции 18 в точке «А», увеличивалась путем испарения по меньшей мере части нереакционноспособного разбавителя до вязкости, превышающей вязкость второй краски, которая должна быть нанесена на него в последующей красочной секции 18' в точке «В», т.е. до вязкости, достаточной для печати «по сырому» второй жидкой краской.
Система управления может достичь этого результата множеством различных способов. Простейший способ состоит в установке всех красочных секций 18, 18' и 18'' вокруг барабана 12 на определенном угловом расстоянии, θ1, θ2 и т.д. Система управления в этом случае регулирует скорость вращения ω барабана в зависимости от времени, необходимого для искомого изменения вязкости путем испарения в слое, нанесенном в точке «А», так, чтобы слой, нанесенный в точке «А», достиг точки «В» с вязкостью, достаточно высокой для печати «по сырому» красочного слоя, наносимого поверх него в точке «В».
Требующееся для этого время зависит от необходимого изменения вязкости, которое зависит от типа жидкой краски, используемой в данных двух красочных секциях, от толщины слоя, нанесенного в первой красочной секции, и от условий окружающей среды, которые влияют на испарение. Оно может быть определено экспериментально для различных красок и толщины нанесенного слоя краски. Эти данные предпочтительно получить до начала тиража и они должны находиться в распоряжении оператора устройства.
Эти данные могут храниться в электронной памяти (входящей в состав блока 28), которая является частью системы управления и проиндексирована по типу краски, используемой в каждой красочной секции, а также по толщине красочного слоя, который будет наноситься в каждой красочной секции. Таким образом, оператор может легко получить доступ к информации о частоте вращения путем ввода в систему управления через интерфейс 40 типа краски и толщины красочных слоев, которые будут наноситься в красочных секциях 18 и 18'.
При использовании более двух красочных секций, что наиболее вероятно в случае коммерческой печати, такая система управления может быть запрограммирована для вычисления средней скорости барабана 12, которая обеспечит транспортировку полотна между секциями 18, 18', 18'' и т.д. за время, нужное для того, чтобы красочные слои достигли искомого испарения, необходимого для достижения надлежащего увеличения вязкости для печати «по сырому» во всех красочных секциях.
Система управления может также включать подвижные красочные секции, которые могут передвигаться по маршруту транспортировки полотна вдоль поверхности барабана, тем самым изменяя угловое расстояние θ1, θ2 и т.д. между секциями. Такое изменение может быть осуществлено вручную или обеспечено автоматически в каждой красочной секции с помощью индивидуальных котировочных приводов 26, являющихся составной частью системы управления.
Система управления может также включать привод с регулируемой скоростью и регулируемый котировочный привод, так, чтобы можно было регулировать как расстояние между красочными секциями, так и скорость вращения ω барабана для того, чтобы удовлетворить требование о том, чтобы вязкость каждого налагаемого красочного слоя увеличивалась в достаточной мере путем испарения до такой степени, чтобы такой красочный слой мог воспринять наложенный на него последующий красочный слой.
Система управления в такой конструкции может содержать хранящиеся в памяти данные об изменении вязкости. Эти данные проиндексированы таким способом, что оператор получает информацию о расстоянии между секциями и скорости вращения после ввода типа краски и желаемой толщины нанесенного слоя для каждого тиража. Как хорошо известно в существующей технологии, это может быть легко сделано с помощью специально запрограммированного Центрального процессора («ЦП»), устройства ввода типа клавиатуры, памяти и устройства отображения информации. В альтернативной системе управления, ЦП может управлять непосредственно как частотой вращения барабана, так и механизмом позиционирования красочных секций, используя, например, связанные с красочными секциями юстировочные приводы 26, на основе входных данных относительно красок и толщины слоя, которую предполагается использовать.
Как возможный вариант, между красочными секциями могут быть размещены элементы 42, которые способствуют испарению нереакционноспособного разбавителя. Такие элементы могут быть нагревательными элементами, вентиляционными элементами, или их сочетанием, и не включают обычное оборудование для улавливания летучих растворителей, характерное для межсекционных сушилок в существующей технологии. В отличие от необходимости использования межсекционных сушильных элементов в существующей технологии, эти элементы предлагаются как дополнительный вариант для использования в совокупности с данным изобретением и могут применяться для обеспечения ускоренного процесса испарения для увеличения вязкости нанесенного красочного слоя в процессе транспортировки слоя между красочными секциями. Поскольку такие элементы, в случае их наличия, требуют места, потребляют энергию и имеют тенденцию нагревать поверхность барабана, процесс предпочтительно проводить без таких элементов. В результате этого изготовленное в соответствии с данным изобретением оборудование имеет конструкцию, в которой диаметр оборудованного некоторым количеством печатных секций барабана может быть уменьшен, а количество печатных секций вокруг имеющего определенный диаметр барабана может быть увеличено. Кроме того, барабан не требует специальной системы охлаждения барабана, характерной для существующих печатных машин планетарного типа, которые он внешне напоминает. Оборудование, изготовленное в соответствии с настоящим изобретением, также позволило бы сменить конструкционный материал барабана, который как правило изготавливается из металла или металлического сплава, на такие материалы, как полимерные композитные материалы или формованные изделия из полимеров, и тем самым значительно сократить вес и стоимость формного цилиндра планетарного типа.
Оборудование, изготовленное согласно настоящему изобретению, не обязательно должно быть похоже на печатную машину планетарной конструкции, показанную на Фигуре 1, и, как показано на Фигуре 2, данное изобретение может быть осуществлено с помощью печатной машины линейного типа, включающей множество красконаносящих прессов или красочных секций 44, каждая из которых включает основание для подложки или опорный валок 46, связанный с приводом 48, а также вал для печатных форм 50, который вращается в контакте с поверхностью подложки. Краскоподающий вал 52, например, анилоксный вал, используется для перенесения краски из красочного ящика 54 на печатную форму, смонтированную на вале для форм 50.
Подложка направляется через множество направляющих валиков для полотна 56 и 58 по маршруту 60, в результате чего подложка последовательно пропускается через некоторое количество красочных секций 44 описанного типа. Направляющие валики могут включать валики для направления полотна 56, которые предпочтительно представляют из себя бесконтактные валики для изменения направления полотна типа штанг с поддувом воздуха. Такие бесконтактные валики или штанги с поддувом воздуха известны в существующей технологии и не нуждаются в дальнейших пояснениях. См., например, Патент США №5640784, который описывает бесконтактный направитель-сушилку для полотна с поддержкой способом воздушной флотации.
Как описано ранее в связи с Фигурой 1, печатное устройство, изображенное на Фигуре 2, также включает в себя систему 62 управления, которая может использоваться для изменения скорости транспортировки подложки таким образом, чтобы подложка прибывала в различные секции для нанесения краски 44, 44' и 44'' после истечения такого количества времени после нанесения красочного слоя, которое достаточно для того, чтобы из нанесенного красочного слоя испарился нереакционноспособный разбавитель в количестве, достаточном для того, чтобы вязкость нанесенного красочного слоя увеличилась в достаточной мере для восприятия последующего наносимого красочного слоя в момент прибытия подложки в точки «А», «В» и «С». Как описано выше в связи с Фигурой 1, эта скорость может изменяться с помощью двигателей с переменной скоростью вращения, которые осуществляют транспортировку полотна, или путем изменения соотношения передач в приводе полотна. Эта скорость может быть установлена вручную или автоматически и предпочтительно базируется на заранее рассчитанных таблицах, показывающих соотношение между изменением вязкости в зависимости от толщины покрытия, типа используемой краски и, как один из возможных вариантов, окружающих условий.
Кроме того, как описано в случае устройства, показанного на Фигуре 1, система 62 управления может включать способ изменения длины маршрута между секциями. Это может быть достигнуто путем создания условий для того, чтобы вручную регулировать расстояние, которое подложка проходит между красочными секциями, например, путем поднятия валика 58 или размещения красочных секций на большем расстоянии друг от друга. Валик 58 может подниматься системой управления автоматически с помощью поршня 68 или иным подобным способом. В качестве альтернативного варианта, красочная секция может быть установлена на направляющей раме (на фигурах не показана) и скользить по маршруту подложки. Такие механические конструкции хорошо известны в существующей технологии.
На практике полотно подложки пропускается через многочисленные секции для нанесения краски с помощью устройства, изображенного либо на Фигуре 1, либо на Фигуре 2. Перед началом процесса нанесения краски оператор определяет время, нужное для того, чтобы вязкость каждого наносимого красочного слоя увеличивалась до желаемого уровня для печати «по сырому» после нанесения этого слоя на подложку и до нанесения следующего слоя поверх него. Оператор определяет это время на основе данных об изменении вязкости для каждой краски при определенных внешних условиях в процессе нанесения краски. Это лучше всего делать, используя таблицы предварительно установленных данных, которые могут храниться в виде отпечатанных списков или в виде информации в памяти системы управления, если такая память имеется.
После выбора выдержки времени между нанесением отдельных слоев оператор устанавливает скорость привода или расстояние между секциями, или оба этих параметра, для того, чтобы получить выдержку времени, необходимую для увеличения вязкости нанесенного красочного слоя (в результате испарения нереакционноспособного разбавителя), достаточного для печати «по сырому». В случае наличия ЦП и памяти, содержащей данные о составе и характеристиках вязкости используемых красок, система управления может установить надлежащую скорость и/или расстояние между секциями автоматически после ввода оператором типов используемой краски и внешних условий.
Оба устройства, изображенные на Фигурах 1 и 2, могут включать секцию для закрепления краски 70, расположенную после последней секции для нанесения краски, в которой на слои краски, отверждаемой под воздействием энергии, воздействует энергия для закрепления слоев на подложке как ее неотъемлемой части. В зависимости от характеристик отверждаемых энергией красок в закрепительной секции используется источник актиничного излучения типа ультрафиолетовой (УФ) радиации, электронных лучей (ЭЛ), или иной подходящий источник актиничного излучения.
Следующие примеры иллюстрируют изобретение. В примерах используются многочисленные отверждаемые энергией флексографские краски на водной основе различных цветов (желтый, красный, синий, черно-белый), напечатанные на непористых подложках типа пленки из полиэтилена (например, обычного полиэтилена, полиэтилена высокой плотности, полиэтилена низкой плотности), полипропилена (например, обычного полипропилена, ориентированного полипропилена, двуосноориентированного полипропилена), полистирола (например, обычного полистирола, ориентированного полистирола, двуосноориентированного полистирола), полиамида (например, нейлона - Nylon®), поливинилхлорида (например, ПВХ) или полиэтилентерефталата (ПЭТ) с помощью обычной планетарной флексографской печатной машины без межсекционного высушивания или отверждения. Если не указано иначе, все проценты - весовые проценты от общего веса красочной композиции.
Пример 1
Печатная машина, применявшаяся в данном примере, была шестицветной флексографской печатной машиной планетарного типа для широкого полотна для красок на основе растворителя производства фирмы Kidder Inc., оборудованной насосной системой с ракелем в закрытой камере и отверждающей секцией с галогеновой УФ-лампой мощностью 200˜600 ватт/дюйм фирмы Fusion. Печатные секции в печатной машине были расположены вокруг центрального цилиндра. Расстояние между печатными секциями вокруг центрального цилиндра следующее:
Расстояние между Секциями 1 и 2: 24,9 дюйма;
между Секциями 2 и 3: 28,9 дюйма;
между Секциями 3 и 4: 36,3 дюйма;
между Секциями 4 и 5: 28,9 дюйма и
между Секциями 5 и 6: 24,9 дюйма.
Расстояние между последней красочной секцией и блоком отверждения было приблизительно 12 футов.
Печатные секции были заряжены отверждаемыми энергией красками для печати «по сырому». В качестве печатных форм использовались формы из фотополимера Cyrel® фирмы Дюпон. Также использовались ракели камерного типа и анилоксные валики с различными линиатурами. В данном примере красочная секция 1 не использовалась. Красочная секция 2 содержала желтую краску следующего состава:
12,5% желтого пигмента (Permanent Yellow GDR, производство фирмы Clariant GmbH, г.Франкфурт, Германия);
30,6% растворимой в воде этилен-ненасыщенной смолы (смола производства фирмы Sun Chemical Co., г.Форт Ли, штат Ныо-Джерси, смола 924-1069, описана в WO 99/19369);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,2% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,2% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 16,0% воды.
Красочная секция 3 не использовалась. Красочная секция 4 содержала синюю краску следующего состава:
15,0% синего пигмента (имеющегося в продаже под фирменным названием Sunfast 249-1290, производство фирмы Sun Chemical Co., г.Форт Ли, штат Нью-Джерси);
30,4% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069, производство фирмы Sun Chemical Co.);
0,5% аммиака (27˜30% концентрации в водном растворе);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,1% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,1% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 13,5% воды.
Красочная секция 5 содержала черную краску следующего состава:
15,0% пигмента из сажи (Printex 35, производство фирмы Degussa);
30,4% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069, производство фирмы Sun Chemical Co.);
0,5% аммиака (27-30% концентрации в водном растворе);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,1% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,1% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 13,5% воды.
Наконец, красочная секция 6 содержала белую краску следующего состава:
33,8% белого пигмента (Tioxide R-HD6X, производство фирмы Tioxide Corporation);
9,0% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069, производство фирмы Sun Chemical Co.);
0,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,1% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation) и 30,5% воды.
Красочные секции 2, 4 и 5 были оборудованы анилоксным валиком с линиатурой 800 лин/дюйм, а в качестве печатных форм применялись флексоформы из фотополимера Cyrel® фирмы DuPont®. На формах было нанесено тестовое изображение, содержащее цветные области с переменной плотностью, зоны печати «по сырому» и изображение. Красочная секция 6 была оборудована анилоксным валиком с линиатурой 360 лин/дюйм и формой-плашкой для флексографской печати из фотополимера Cyrel®. Плашка покрывала и использовалась для «захвата» всей испытательной печатной формы, как описано для других секций.
Печать «по сырому» выполнялась на прозрачной пленке из полиэтилена низкой плотности. Печать «по сырому» и отверждение испытывались при различных скоростях печати так, чтобы варьировать изменение вязкости вследствие испарения растворителя, в данном случае воды. Ниже описаны дополнительные испытания, касающиеся влагосодержания краски и изменения вязкости. На печатной машине восприятие цветов проверялось визуально, отверждение - испытанием на сухость пальца, а обратный краскоперенос - визуально, путем проверки откачиваемой краски на предмет появления инородного оттенка. После испытаний краски были подвергнуты изучению. Появления инородного оттенка в них обнаружено не было. Краски в изображении и зонах печати «по сырому» печатались поверх друг друга безупречно, без обратного краскопереноса. Изображение имело желаемую фигуру, а цвета, напечатанные «по сырому», имели желаемые оттенок и яркость. Краска отвердела полностью при всех проверенных условиях отверждения для каждого небелого цвета, белого цвета, и в зонах печати «по сырому». Максимальная испытанная скорость печати составляла 1000 футов/мин, так что соответственная скорость печати «по сырому» была равна 0,1245 с между двумя секциями (Красочные секции 5 и 6).
Отпечатанные и отвержденные краски были затем подвергнуты испытаниям на оптическую плотность цвета по стандарту SWOP и значения цветности (D65 2/L*, a*, b*) с помощью системы Press Check фирмы X-Rite®. Все цвета были напечатаны с высокой плотностью. Цвета, поверх которых печатали другие «по сырому», также имели желаемую плотность «захваченного цвета». Это указывает на достаточный перенос всех цветов друг на друга и белый как фоновый цвет. Перетаскивания или появления инородных оттенков не наблюдалось ни у белого, ни у какого-либо иного цвета.
Были проведены дополнительные испытания, такие как стандартные испытания с помощью протирки спиртом и водой, а также стандартные испытания силы адгезии методом клейкой ленты. Отпечатки успешно прошли все испытания на адгезионную прочность во всех зонах печати. Свойства сопротивления зависели от условий отверждения, но в целом были оценены как хорошие.
Пример 2
Использовалось то же самое оборудование, что и в Примере 1. Вторая красочная секция была заряжена желтой краской следующего состава:
13,30% желтого пигмента (Permanent Yellow GDR);
12,07% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069);
6,65% диспергирующего агента (Solspers 41090);
0,27% силиконового противовспенивателя (Byk 019);
0,53% аммиака (30% концентрация в водном растворе);
7,65% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610);
38,55% водорастворимого этилен-ненасыщенного олигомера (Laromer 8765);
4,0% фотоинициатора (Irgacure 500);
1,10% силиконовой добавки для улучшения розлива (DC 57) и 15,68% воды.
Красочная секция 5 была заряжена синей краской следующего состава:
15,96% синего пигмента (Sunfast 249-1290);
10,92% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069);
6,65% диспергирующего агента (Solspers 41090);
0,27% силиконового противовспенивателя (Byk 019);
0,53% аммиака (30% концентрации в водном растворе);
7,42% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610);
38,32% водорастворимого этилен-ненасыщенного олигомера (Laromer 8765);
5,0% фотоинициатора (Irgacure 500);
1,1% силиконовой добавки для улучшения розлива (DC 57) и 14,63% воды.
Красочные секции были оборудованы анилоксным валиком с линиатурой 550 лин/дюйм и флексоформами из фотополимеризующегося материала Cyrel® фирмы DuPont®. На отпечатках плашка занимала площадь размером 4,5 дюйма на 7 дюймов, с зоной печати «по сырому» размером 2 дюйма на 6 дюймов. В качестве подложки использовалась прозрачная пленка из полиэтилена низкой плотности. Печать «по сырому» и отверждение испытывались при различных скоростях печати. На печатной машине восприятие цветов проверялось визуально, отверждение - испытанием на сухость пальца, а обратный краскоперенос - визуально, проверяя откачиваемую краску на появление инородного оттенка. После испытания краски были подвергнуты изучению. Было установлено, что краски были напечатаны одна поверх другой «по сырому» безупречно, без обратного краскопереноса и с цветовой яркостью, соответствующей переносу при данных скоростях. Краска отвердела полностью при всех испытанных условиях отверждения в синей, желтой и «захваченной» зеленой зоне печати. Максимальная испытанная скорость печати составляла 1000 футов/мин, а самая низкая доза УФ-облучения была равна 200 ватт/дюйм при скорости печати 300 футов/мин.
Пример 3
Использовались те же самые краски, подложка и оборудование, что и в Примере 2. Цвета были изменены так, чтобы синяя краска была в красочной секции 2, а желтая краска - в красочной секции 5. Каждая красочная секция была оборудована анилоксным валиком с линиатурой 550 лин/дюйм и флексоформами из фотополимеризующегося материала Cyrel® фирмы DuPont®. На отпечатках плашка занимала площадь размером 4,5 дюйма на 7 дюймов, с зоной печати «по сырому» размером 2 дюйма на 6 дюймов. Испытание печати «по сырому» проводилось так же, как описано в Примере 2. Видимых цветовых отличий в области печати «по сырому» (зеленой) не было. Вышеупомянутые значения цветности, полученные с помощью системы Press Check фирмы X-Rite®, этот результат подтвердили. Значения были в пределах ошибки измерения. Это указывает на то, что перенос желтой краски на синюю краску был достаточен в той же мере, что и наоборот, а перетаскивания краски или появления инородного оттенка не наблюдалось.
Пример 4
Печатная машина, применявшаяся в данном примере, была шестицветной флексографской печатной машиной планетарного типа для узкого полотна для обычных УФ-красок производства фирмы Ко-Pack Inc., оборудованной ракельной системой камерного типа с обратным углом наклона, ламинирующими зажимными роликами с использованием секции 6 для УФ-адгезива и отверждающей секцией с галогеновой УФ-лампой мощностью 200˜700 ватт/дюйм фирмы Fusion. Печатные секции в печатной машине были расположены вокруг центрального цилиндра.
Печатные секции была заряжены отверждаемыми энергией красками для печати «по сырому». В качестве печатных форм использовались формы из фотополимера Cyrel® фирмы Дюпон. Также использовались ракели камерного типа и анилоксные валики с различными линиатурами. В данном примере красочная секция 1 не использовалась. Красочные секции 1, 4 и 5 содержали краски того же состава, что и в примере 1. Секция 3 содержала красную краску следующего состава:
13,95% красного пигмента (Sun 235-3438);
12,07% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069);
6,65% диспергирующего агента (Solspers 41090);
0,27% силиконового противовспенивателя (Byk 019);
0,53% аммиака (30% концентрации в водном растворе);
7,65% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610);
7,95% водорастворимого этилен-ненасыщенного олигомера (Laromer 8765);
4,0% фотоинициатора (Irgacure 500);
1,10% силиконовой добавки для улучшения розлива (DC 57) и 15,68% воды.
Красочные секции 2, 4 и 5 были оборудованы анилоксным валиком с линиатурой 800 лин/дюйм, а красочная секция 3 была оборудована анилоксным валиком с линиатурой 700 лин/дюйм. Все секции были снабжены флексоформами из фотополимеризующегося материала Cyrel® фирмы DuPont®. На формах было нанесено тестовое изображение, содержащее цветные области с переменной плотностью, зоны печати «по сырому» и изображение. Все имеющиеся отверждающие лампы были отключены, за исключением последней отверждающей лампы после секции 6 для того, чтобы создать условия для отверждения красок, используемых в процессе печати «по сырому», в самом конце процесса. Все выполненные отпечатки были испытаны при скоростях печати вплоть до 500 футов/мин.
В этом испытании для печати «по сырому» использовались различные подложки, такие как:
непрозрачный ориентированный полипропилен марки Adicional LWH 33 фирмы Trespaphan;
прозрачный термоусадочный полистирол марки NOW Pack;
смесь полипропилена и каучука марки Valeron 003 фирмы TEKRA;
непрозрачный двуосноориентированный полипропилен с поверхностным покрытием марки Label-Lyte 66LL344 фирмы Mobil;
прозрачная смесь полистирола и каучука марки Polyflex 0530 CLR фирмы Plastic Suppliers;
ПВХ ВХ-КРЕТЕ321200 марки Pentaclear фирмы Kloeckner Pentaplast;
прозрачный ориентированный полипропилен марки A-Z1 фирмы Trespaphan.
Пример 5
Использовалось то же самое оборудование и краски, что и в Примере 4, а также подложка 7. Печатная секция 1 была заряжена той же краской, которая использовалась в красочной секции 6 в Примере 1. Секция была оборудована анилоксным валиком с линиатурой 600 и формой из фотополимера Cyrel® фирмы Дюпон. В результате изображение высокого качества, без нарушений, искажений или участков с пониженной яркостью цветов было напечатано «по сырому» по сплошному слою белого цвета. Печать проводилась с максимальной скоростью печатной машины 500 футов/мин.
Пример 6
Использовалось то же самое оборудование и краски, что и в примере 4, а также подложка 1. Печатная секция 6 была заряжена отверждаемым энергией покровным материалом (марки SunCure LE GAKFV0440563, производство фирмы SunChemical Corp.) и снабжена анилоксным валиком с линиатурой 500 лин/дюйм и формой из фотополимера Cyrel® фирмы Дюпон. Покровный материал наносился на отпечатанное изображение без дополнительного высушивания или отверждения краски. В результате на непористой подложке «по сырому» было напечатано изображение высокого качества, не имевшее нарушений, искажений, участков с пониженной яркостью цветов и расплывания, и на него в процессе печати «по сырому» был наложен слой покрывного материала.
Пример 7
Использовалось то же самое оборудование и краски, что и в примере 4, а также подложка 1. Печатная секция 6 была заряжена отверждаемым энергией адгезивом (УФ-адгезив для ламинирования марки SunCure RCKFV0487525, производство фирмы SunChemical Corp.) и снабжена анилоксным валиком с линиатурой 500 лин/дюйм и формой из фотополимера Cyrel® фирмы Дюпон. Секция ламинирования была снабжена подложкой. После того как изображение было отпечатано, ламинирующее покрытие было нанесено поверх отпечатанного изображения без высушивания или отверждения краски. Прозрачная подложка для ламинирования была помещена на влажное ламинирующее покрытие и краску, и ламинированная сэндвич-структура была отверждена с помощью ультрафиолетовой лампы в конце технологического процесса. В результате «по сырому» на непористой подложке было напечатано изображение высокого качества, не имевшее нарушений, искажений, участков с пониженной яркостью цветов и расплывания, и с его помощью в процессе печати был изготовлен ламинат.
Пример 8
Следующие примеры испытаний иллюстрируют изменение влагосодержания краски и соответствующее изменение вязкости вследствие испарения растворителя, т.е. воды. В примерах используются отверждаемые энергией флексографские краски на водной основе желтого и синего цвета для печати на непористой подложке из полиэтиленовой пленки с помощью обычной флексографской печатной машины фирмы Chestnut без межсекционного высушивания или отверждения. Все краски печатались с постоянной скоростью 150 футов/мин и отверждались с помощью лампы Ultra Pack фирмы Fusion Aetek с максимальной мощностью 400 ватт/дюйм, при 100%. Откалиброванный переносной влагомер KJT-100 фирмы Kett, использующий длинноволновую часть ИК-спектра, был сфокусирован в различных положениях на подложке, на расстоянии 1 дюйм, 4,5 дюйма и 10 дюймов от полосы печатного контакта. Расчет влагосодержания и скоростей испарения был основан на предположении, что для отвержденной краски значение влагосодержания равно 0%. Полное влагосодержание краски зарегистрировать было невозможно, поскольку краска должна была проходить определенное расстояние от ракеля и анилоксного валика до формы, полосы печатного контакта, и до того места, где проводилось первое измерение на расстоянии 1 дюйм от полосы печатного контакта. В памяти машины были зарегистрированы данные о влажности в виде среднего значения всех показаний за две секунды, причем в каждом положении было десять показаний, зафиксированных на протяжении 100 секунд и после этого усредненных. Далее была выдана информация о стандартном отклонении.
Испытание 1
В Красочной секции 1 использовалась желтая краска следующего состава:
12,5% желтого пигмента (Permanent Yellow GDR, производство фирмы Clariant Corporation);
30,6% растворимой в воде этилен-ненасыщенной смолы (смола производства фирмы Sun Chemical Co., Inc., г.Форт Ли, штат Нью-Джерси, смола 924-1069, описанная в WO 99/19369);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,2% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,2% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 16,0% воды.
Красочная секция была оборудована анилоксным валиком с линиатурой 300 лин/дюйм и формами из фотополимера Cyrel фирмы Дюпон®. Подложка состояла из прозрачной полиэтиленовой пленки. Относительная влажность была 46,3% при температуре полотна 22,7±0,2°С, температуре, используемой для печати краски 22,6±0,1°С, и комнатной температуре 22,7°С.
Относительное значение влажности на расстоянии 1 дюйм от полосы печатного контакта было 189,9±10,7. Относительное значение влажности на расстоянии 4,5 дюйма от полосы печатного контакта было 108,2±10,3. Относительное значение влажности на расстоянии 10 дюймов от полосы печатного контакта было 101,1±8,3. Было определено, что средняя скорость испарения составляла 0,38% в миллисекунду, т.е. 44,7±0,3% остающейся воды между показаниями на расстоянии 1 дюйм и 4,5 дюйма от полосы печатного контакта. Было также определено, что средняя скорость испарения составляла 0,036% в миллисекунду, т.е. 7,0±0,7% остающейся воды между показаниями на расстоянии 4,5 дюйма и 10 дюймов от полосы печатного контакта.
Испытание 2
В Красочной секции 1 использовалась желтая краска следующего состава:
12,5% желтого пигмента (Permanent Yellow GDR, производство фирмы Clariant Corporation);
30,6% растворимой в воде этилен-ненасыщенной смолы (смола производства фирмы Sun Chemical Co., Inc., г.Форт Ли, штат Нью-Джерси, смола 924-1069, описанная в WO 99/19369);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,2% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,2% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 16,0% воды.
Красочная секция была оборудована анилоксным валиком с линиатурой 400 лин/дюйм и плашками из фотополимера Cyrel фирмы Дюпон®. Подложка состояла из непрозрачной полиэтиленовой пленки. Относительная влажность была 46,9% при температуре полотна 23,2±0,4°С, температуре, используемой для печати краски 23,1±0,1°С, и комнатной температуре 23°С.
Относительное значение влажности на расстоянии одного дюйма от полосы печатного контакта было 217,4±5,7. Относительное значение влажности на расстоянии 4,5 дюйма от полосы печатного контакта было 201,7±7,1. Относительное значение влажности на расстоянии 10 дюймов от полосы печатного контакта было 188,9±5,1. Было определено, что средняя скорость испарения составляла 0,05% в миллисекунду, т.е. 5,9±0,7% остающейся воды между показаниями на расстоянии 1 дюйм и 4,5 дюйма от полосы печатного контакта. Было также определено, что средняя скорость испарения составляла 0,028% в миллисекунду, т.е. 5,1±0,7% остающейся воды между показаниями на расстоянии 4,5 дюйма и 10 дюймов от полосы печатного контакта.
Испытание 3
В Красочной секции 1 использовалась синяя краска следующего состава:
15,0% синего пигмента (имеющегося в продаже под фирменным названием Sunfast 249-1290, производство фирмы Sun Chemical Co., г.Форт Ли, штат Нью-Джерси);
30,4% растворимой в воде этилен-ненасыщенной смолы (смола 924-1069, производство фирмы Sun Chemical Co.);
0,5% аммиака (27˜30% концентрации в водном растворе);
6,3% диспергирующего агента (Solspers 41090, производство фирмы Avecia);
0,3% силиконового противовспенивателя (Byk 019, производство фирмы Byk-Chemie);
26,1% водорастворимого этилен-ненасыщенного олигомера (имеющегося в продаже под фирменным названием Laromer 8765, производство фирмы BASF Corporation);
2,1% нерастворимого в воде этилен-ненасыщенного олигомера (Sartomer SR 610, производство фирмы Sartomer Corporation);
5,0% фотоинициатора (имеющегося в продаже под фирменным названием Irgacure 500, производство фирмы Ciba Specialty Additives);
1,1% силиконовой добавки для улучшения розлива (имеющейся в продаже под фирменным названием DC 57, производство фирмы Dow Corning) и 13,5% воды.
Красочная секция была оборудована анилоксным валиком с линиатурой 300 лин/дюйм и формами из фотополимера Cyrel фирмы Дюпон®. Подложка состояла из прозрачной полиэтиленовой пленки. Относительная влажность была 44,2% при температуре полотна 23,0±0,1°С, температуре, используемой для печати краски 22,6±0,1°С, и комнатной температуре 22,8°С. Показания в Испытании 3 снимались только в двух точках - на расстоянии 1 дюйм от полосы печатного контакта и на расстоянии 4,5 дюйма от полосы печатного контакта.
Относительное значение влажности на расстоянии 1 дюйм от полосы печатного контакта было 110,0±11,5. Относительное значение влажности на расстоянии 4,5 дюйма от полосы печатного контакта было 70,0±8,2. Было определено, что средняя скорость испарения составляла 0,20% в миллисекунду, т.е. 23,3±2,8% остающейся воды между показаниями на расстоянии 1 дюйм и 4,5 дюйма от полосы печатного контакта.
Те, кто имеет возможность ознакомиться с данным описанием, могут делать разнообразные изменения и комбинации, такие как использование различных красок и дополнительных секций для высушивания и отверждения между красочными секциями. Такие альтернативные варианты или изменения следует считать находящимися в пределах области изобретения.
Изобретение относится к способу и устройству для флексографской цветной печати. Способ нанесения многочисленных красочных слоев на подложку включает следующие этапы: нанесение на подложку, по меньшей мере, одного красочного слоя из отверждаемой энергией жидкой краски, имеющей вязкость менее, чем приблизительно 4000 сП, и включающей в свой состав нереакционноспособный разбавитель, при этом нанесенный слой отверждаемой энергией краски имеет первую вязкость; испарение по меньшей мере части нереакционноспособного разбавителя из нанесенного красочного слоя для увеличения вязкости нанесенного слоя отверждаемой энергией краски; нанесение на подложку и нанесенный слой отверждаемой энергией краски с увеличенной вязкостью по меньшей мере одного слоя неотверждаемой энергией жидкой краски, чья вязкость ниже, чем увеличенная вязкость нанесенного перед этим слоя отверждаемой энергией краски; и закрепление обоих красочных слоев на подложке. Другой вариант способа нанесения многочисленных красочных слоев на подложку отличается тем, что нанесенный слой отверждаемой энергией краски должен быть с увеличенной вязкостью последующего слоя отверждаемой энергией жидкой краски, имеющего вязкость меньше, чем приблизительно 4000 сП, и содержащего нереакционноспособный разбавитель, причем вязкость последующего слоя ниже, чем увеличенная вязкость нанесенного перед этим слоя отверждаемой энергией краски. Предложен также способ печати многочисленных красочных слоев на подложке, включающий этап отбора первой и второй отверждаемой энергией жидкой флексографской краски, где каждая из красок содержит регулирующий вязкость нереакционноспособный разбавитель, состоящий из воды в количестве приблизительно от 5% и 50% от веса разбавителя, и где каждая краска имеет вязкость приблизительно от 30 до 70 сП, и этап последовательного нанесения первой и второй отверждаемой энергией жидкой флексографской краски на подложку для того, чтобы сформировать первый и второй красочные слои, имеющие перекрывающиеся части, причем вторая краска наносится после того, как испарится, по меньшей мере часть разбавителя в первом слое краски. Устройство для последовательного нанесения многочисленных перекрывающихся красочных слоев на подложку содержит маршрут подложки и привод подложки для передвижения подложки по маршруту, множество секций для нанесения краски, расположенных вдоль маршрута, причем секции для нанесения краски приспособлены для того, чтобы наносить на подложку краску, включающую в свой состав нереакционноспособный разбавитель и имеющую вязкость менее чем 4000 сП, а также систему управления, управляющую транспортировкой подложки по маршруту. При этом вязкость первого слоя жидкой краски, нанесенного на подложку в одной из красочных секций, увеличивается вследствие испарения по меньшей мере части разбавителя из первого красочного слоя до более высокой вязкости, чем вязкость второй краски, наносимой поверх первого красочного слоя в последующей красочной секции, находящейся на некотором расстоянии от первой красочной секции, до вязкости, достаточной для нанесения «по сырому» второй жидкой краски в ходе транспортировки подложки между красочными секциями. В предложенных способах достигается высокая печать без незначительных модификаций печатного оборудования. 4 н. и 48 з.п. ф-лы, 2 ил.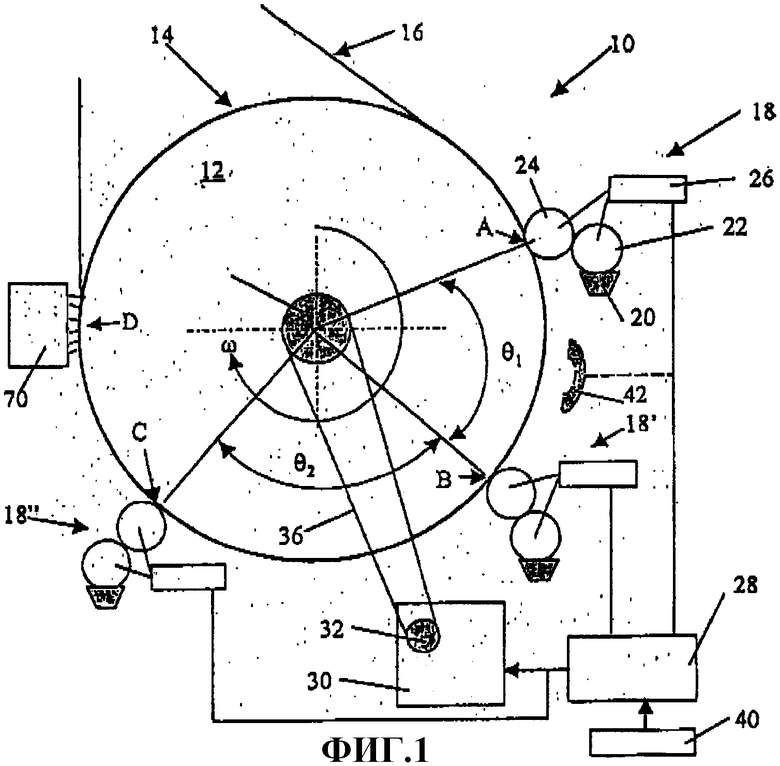
А. нанесение на подложку по меньшей мере одного красочного слоя из отверждаемой энергией жидкой краски, имеющей вязкость менее, чем приблизительно 4000 сП, и включающей в свой состав нереакционноспособный разбавитель, при этом нанесенный слой отверждаемой энергией краски имеет первую вязкость;
Б. испарение по меньшей мере части нереакционноспособного разбавителя из нанесенного красочного слоя для увеличения вязкости нанесенного слоя отверждаемой энергией краски;
В. нанесение на подложку и нанесенный слой отверждаемой энергией краски с увеличенной вязкостью по меньшей мере одного слоя неотверждаемой энергией жидкой краски, чья вязкость ниже, чем увеличенная вязкость нанесенного перед этим слоя отверждаемой энергией краски; и
Г. закрепление обоих красочных слоев на подложке.
А. нанесение на подложку по меньшей мере одного красочного слоя из отверждаемой энергией жидкой краски, имеющей вязкость менее, чем приблизительно 4000 сП, и включающей в свой состав нереакционноспособный разбавитель, причем нанесенный слой отверждаемой энергией краски имеет первую вязкость;
Б. испарение по меньшей мере части нереакционноспособного разбавителя из нанесенного красочного слоя для увеличения вязкости нанесенного слоя отверждаемой энергией краски;
В. нанесение на подложку и нанесенный слой отверждаемой энергией краски с увеличенной вязкостью последующего слоя отверждаемой энергией жидкой краски, имеющего вязкость меньше, чем приблизительно 4000 сП, и содержащего нереакционноспособный разбавитель, причем вязкость последующего слоя ниже, чем увеличенная вязкость нанесенного перед этим слоя отверждаемой энергией краски; и
Г. закрепление каждого из красочных слоев на подложке.
1) не имеет элементов для высушивания или отверждения между секциями;
2) имеет диаметр меньшего размера;
3) имеет большее количество печатных секций вокруг цилиндра;
4) имеет систему охлаждения меньших габаритов или не имеет ее; и
5) сделан из неметаллического материала, такого как полимерный композитный материал или формованное изделие.
| US 5690028 А, 25.11.1997 | |||
| US 4860650 А, 29.08.1989 | |||
| US 4135960 А, 23.11.1979 | |||
| СПОСОБ МНОГОКРАСОЧНОЙ ПЕЧАТИ | 0 |
|
SU266781A1 |

