Область техники, к которой относится изобретение
Изобретение относится к печатающему устройству и, в частности, относится к печатающему устройству, подходящему для выполнения печати, например, на банке.
Уровень техники
Печатающее устройство, включающее в себя множество формных цилиндров для печати различными цветами, множество блоков подачи краски для подачи краски на соответствующие формные цилиндры и раму машины для поддержки как множества формных цилиндрах, так и множества блоков подачи краски, известно как печатающее устройство для банки (см. патентный документ JP 2009226787 А).
В указанном выше печатающем устройстве для более точной печати необходимо увеличение количества формных цилиндров. Однако необходимо предотвращать увеличение размеров печатающего устройства, которое происходит из-за увеличения количества формных цилиндров. В результате, чрезвычайно трудно увеличить количество формных цилиндров без увеличения размеров печатающего устройства. Кроме того, трудно автоматически выполнять операцию установки печатной формы на формный цилиндр. Соответственно, операция выполняется вручную, но требует автоматизации.
Задачей изобретения является решение проблемы, описанной выше, и создание печатающего устройства, в котором увеличение количества формных цилиндров может быть достигнуто без увеличения размеров печатающего устройства, и в котором легко автоматизировать операцию установки печатной формы.
Раскрытие изобретения
Печатающее устройство в соответствии с изобретением включает в себя множество формных цилиндров для печати различными цветами, множество блоков подачи краски, которые, соответственно, подают краску на формные цилиндры, и раму машины, которая поддерживает множество формных цилиндров и множество блоков подачи краски. В печатающем устройстве блок подачи краски представляет собой сборный элемент, имеющий кожух, вмещающий в себя детали, и множество формных цилиндров размещено в окружном направлении с заданными интервалами. Кроме того, блок подачи краски, соответствующий формному цилиндру, расположен на радиально внешней стороне формного цилиндра, и выполнен с возможностью перемещения между рабочим положением, в котором краска подается на формный цилиндр, и положением ожидания, расположенным дальше к радиально внешней стороне, чем рабочее положение.
Блок подачи краски включает в себя, в качестве деталей, дукторный валик красочного аппарата, валик для подачи краски, красочный дукторный валик, множество валиков для распределения краски, один валик для нанесения краски или более, красочный резервуар, устройство для удаления краски и т.п. Краска, подаваемая из красочного резервуара, подается на участок между дукторным валиком красочного аппарата и валиком для подачи краски. Затем красочный дукторный валик регулирует количество краски, и краска проходит через множество роликов для распределения краски. Затем краска подается на печатную форму, выполненную в формном цилиндре.
В процессе печати печать выполняется таким образом, чтобы соответствующие блоки подачи краски были расположены в рабочих положениях, и, таким образом, краска подавалась бы на формные цилиндры. В печатающем устройстве, известном из уровня техники, соответствующие блоки подачи краски зафиксированы в рабочих положениях, и, таким образом, нельзя перемещать блоки подачи краски. Однако в случае печатающего устройства согласно изобретению в том случае, когда печать не выполняется, соответствующие блоки подачи краски перемещаются в положения ожидания, расположенные дальше к радиально внешней стороне печатающего устройства, чем рабочие положения. Соответственно, как по периферии формного цилиндра, так и на участке между соседними блоками подачи краски могут быть обеспечены промежутки. Размещение печатной формы или техническое обслуживание формного цилиндра или каждого блока подачи краски может быть выполнено через промежутки. Кроме того, по периферии формного цилиндра обеспечено большое пространство, и, таким образом, легко выполнить размещение печатной формы посредством робототехнического устройства.
Когда соответствующие блоки подачи краски расположены в рабочих положениях, необязательно обеспечивать промежутки для выполнения размещения печатной формы или технического обслуживания формного цилиндра или каждого блока подачи краски. Таким образом, в этом случае на участке между соседними блоками подачи краски обеспечен весьма маленький промежуток. В результате, может быть размещено повышенное количество как формных цилиндров, так и блоков подачи краски.
В соответствии с одним из вариантов осуществления изобретения печатающее устройство может дополнительно включать в себя устройство для перемещения блока подачи краски, перемещающее блок подачи краски между рабочим положением и положением ожидания. Дополнительно, устройство для перемещения блока подачи краски может включать в себя пару направляющих, ползунок которых размещен на паре направляющих в положении, в котором ползунок способен перемещаться в радиальном направлении, и установлен на кожухе блока подачи краски, и приводное устройство, установленное на раме машины и перемещающее ползунок в радиальном направлении.
В этом случае, блок подачи краски может быть подходящим образом при необходимости перемещен в требуемое положение. Приводное устройство может представлять собой устройство линейной подачи, использующее шариковый винт.
В соответствии с одним из вариантов осуществления изобретения печатающее устройство может дополнительно включать в себя пылесборник. Дополнительно пылесборник может включать в себя множество промежуточных уплотнительных элементов, каждый из которых уплотняет пространство между соседними блоками подачи краски в рабочих положениях, уплотнительные элементы концевых участков, которые уплотняют пространство на окружных внешних сторонах блоков подачи краски по обоим окружным концам, и всасывающее средство, которое присоединено по меньшей мере к одному из множества промежуточных уплотнительных элементов и уплотнительных элементов концевых участков и засасывает туман во внутреннее пространство.
В печатающем устройстве, известном из уровня техники, чрезвычайно трудно предотвратить рассеяние тумана. Однако в печатном устройстве согласно изобретению обеспечивается предотвращение рассеяние тумана таким образом, что внутреннее пространство уплотняется с использованием как промежуточного уплотнительного элемента, так и уплотнительного элемента концевого участка для уплотнения. Например, всасывающее средство имеет всасывающую трубку для каждого уплотнительного элемента, и насос для создания разрежения во всасывающей трубке. Всасывающие трубки могут быть выполнены не во всех уплотнительных элементах, а только в некоторых уплотнительных элементах.
В соответствии с одним из вариантов осуществления изобретения скребковое устройство для удаления краски может быть соответственно выполнено в блоках подачи краски. Дополнительно, множество валиков, образующих блок подачи краски, может быть размещено симметрично по отношению к центральной линии, проходящей в радиальном направлении, за исключением дукторного валика красочного аппарата. Кроме того, скребковые устройства для удаления краски могут включать в себя скребковое устройство для удаления краски, расположенное на стороне по часовой стрелке блока подачи краски, и скребковое устройство для удаления краски, расположенное на стороне против часовой стрелки.
Чтобы собрать удаленную излишнюю краску во время очистки, которая выполняется после печати, необходимо разместить скребковое устройство для удаления краски в горизонтальном направлении. Однако при увеличении количества блоков подачи краски трудно обеспечить пространство для размещения скребкового устройства для удаления краски. В печатающем устройстве согласно изобретению множество валиков, образующих блок подачи краски, размещено симметрично, и, таким образом, скребковые устройства для удаления краски могут быть размещены на сторонах по часовой стрелке или на сторонах против часовой стрелки блоков подачи краски. Соответственно, положения размещения скребковых устройств для удаления краски могут быть распределены на сторонах по часовой стрелке и на сторонах против часовой стрелки в соответствии с положениями размещений блоков подачи краски, размещенных в окружном направлении. В результате, можно обеспечить пространство для размещения скребкового устройства для удаления краски.
Дукторный валик красочного аппарата может иметь симметричное или ассиметричное расположение. Предпочтительно, чтобы дукторный валик красочного аппарата был расположен ассиметрично в соответствии с положением размещения красочного резервуара. Что касается положений размещения красочных резервуаров, то красочные резервуары могут быть размещены соответствующим образом на радиально внешних сторонах блоков подачи. Альтернативно, положения размещения красочных резервуаров можно изменять в соответствии с положениями размещения блоков подачи краски.
В соответствии с одним из вариантов осуществления изобретения печатающее устройство может быть пригодным в качестве печатающего устройства для банки, которое выполняет печать на банке, подаваемой посредством устройства для подачи банок. Печатающее устройство может дополнительно включать в себя множество двигателей для приведения в движение передаточного цилиндра, формного цилиндра и валиков блока подачи краски и устройство управления двигателем. Кроме того, устройство управления двигателем может иметь средство определения скорости для определения скорости подачи устройства для подачи банок и управляет соответствующими двигателями для согласования со скоростью подачи банок устройства для подачи банок.
В печатающем устройстве для банки, известном из уровня техники, перемещение деталей согласовано с вращением устройства для подачи банок таким образом, что детали соединены посредством зубчатой передачи с устройством для подачи банок. В результате, проблема заключается в том, что в печатающем устройстве тепловыделение является высоким, и точность управления, относящаяся к повороту, уменьшается. Однако в печатающем устройстве согласно изобретению соответствующие вращающиеся элементы приводятся в движение посредством двигателей и выполнено средство определения скорости, в качестве устройства управления на стороне печатающего устройства, для определения скорости подачи устройства для подачи банок. В результате, проблема в печатающем устройстве, известном из уровня техники, решается таким образом, чтобы управление соответствующими двигателями было согласовано со скоростью подачи банок устройства для подачи банок.
В печатающем устройстве согласно изобретению используется блок подачи краски, как описано выше. Когда печатающее устройство останавливается, блок подачи краски перемещается в радиальном направлении наружу и располагается в положении ожидания, и, таким образом, как по периферии формного цилиндра, так и в блоках подачи краски, расположенных рядом по окружности, обеспечены промежутки. Размещение печатной формы или техническое обслуживание может быть выполнено через промежутки. В результате, легко выполнять размещение печатной формы или техническое обслуживание, и, таким образом, легко автоматизировать размещение печатной формы. Кроме того, когда блоки подачи краски расположены в рабочих положениях, можно не выполнять промежуток на участке между блоками подачи краски, расположенными рядом по окружности. В результате, может быть увеличено количество блоков подачи краски. Другими словами, может быть увеличено количество формных цилиндров.
Краткое описание чертежей
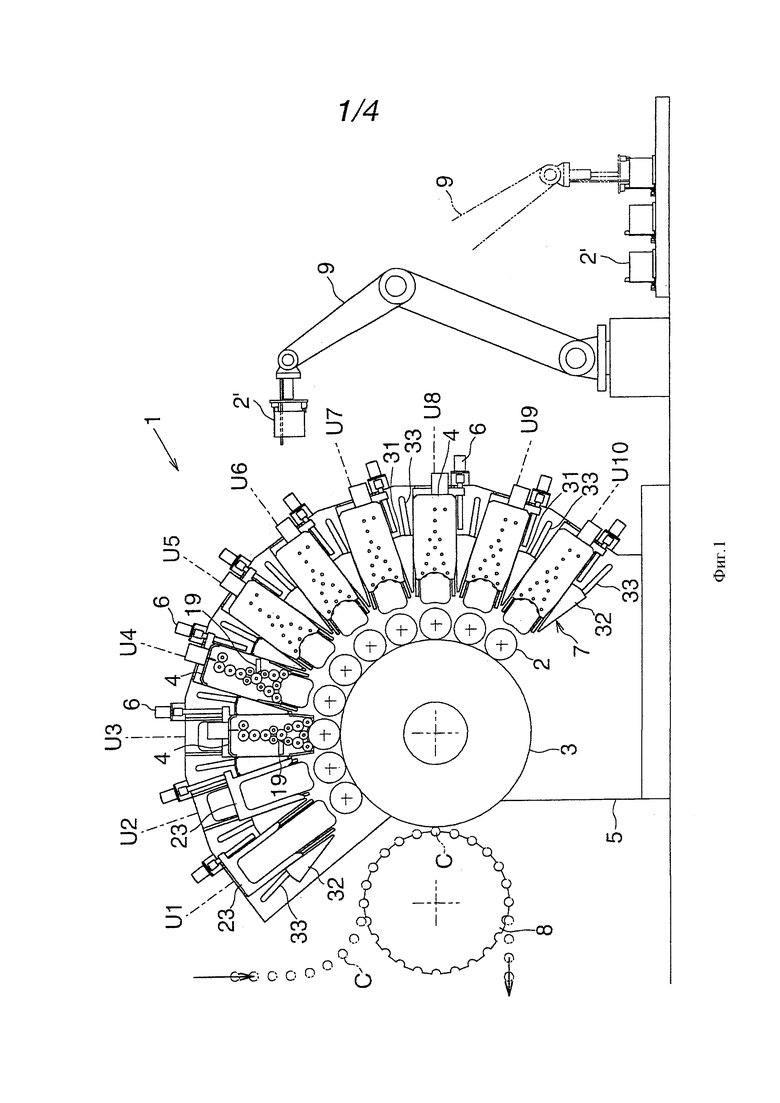
На фиг. 1 представлено печатающее устройство в соответствии с вариантом осуществления изобретения на виде спереди, частично не показанное для более отчетливого изображения основного участка, и состояние, в котором блок подачи краски расположен в рабочем положении, а также состояние, в котором блок подачи краски расположен в положении ожидания;
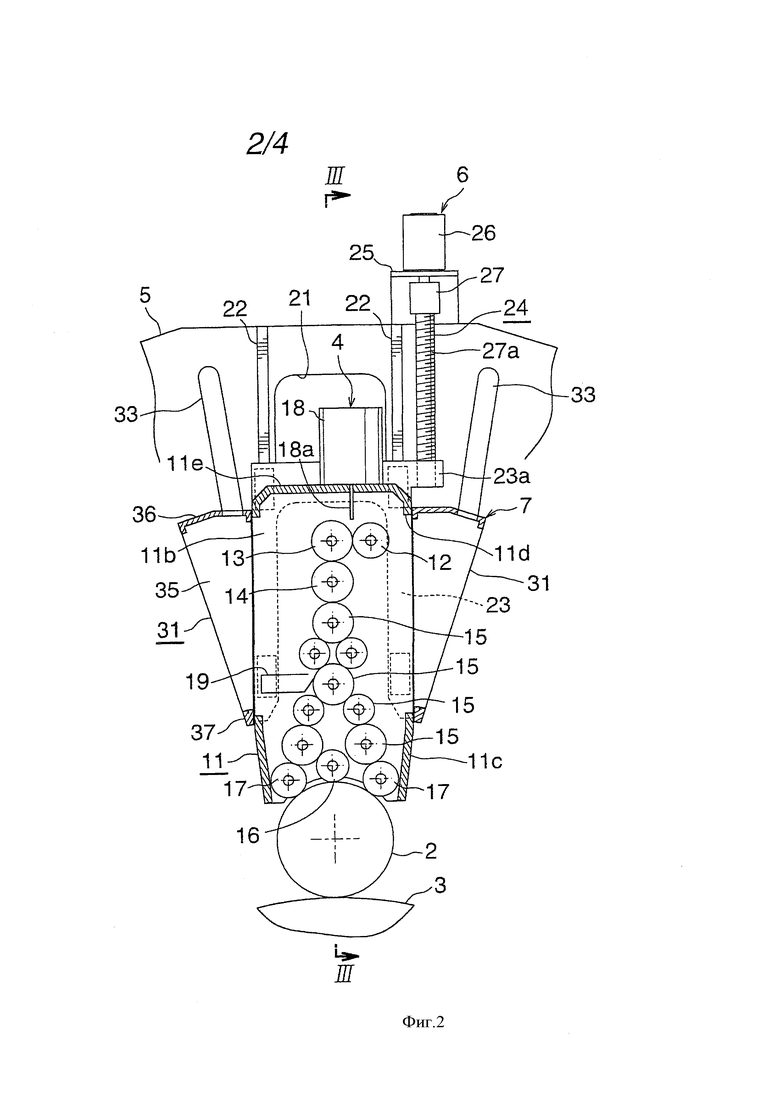
на фиг. 2 - основной участок, показанный на фиг. 1, увеличенный вид;
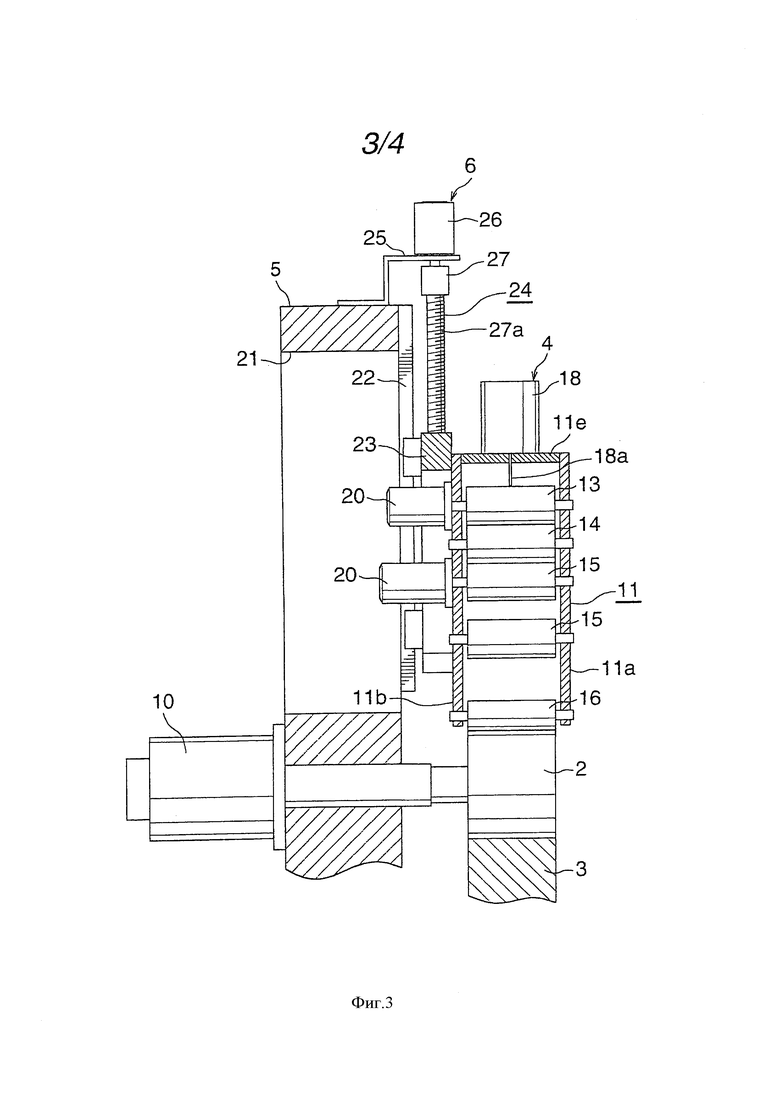
на фиг. 3 - разрез по линии III-III на фиг. 2;
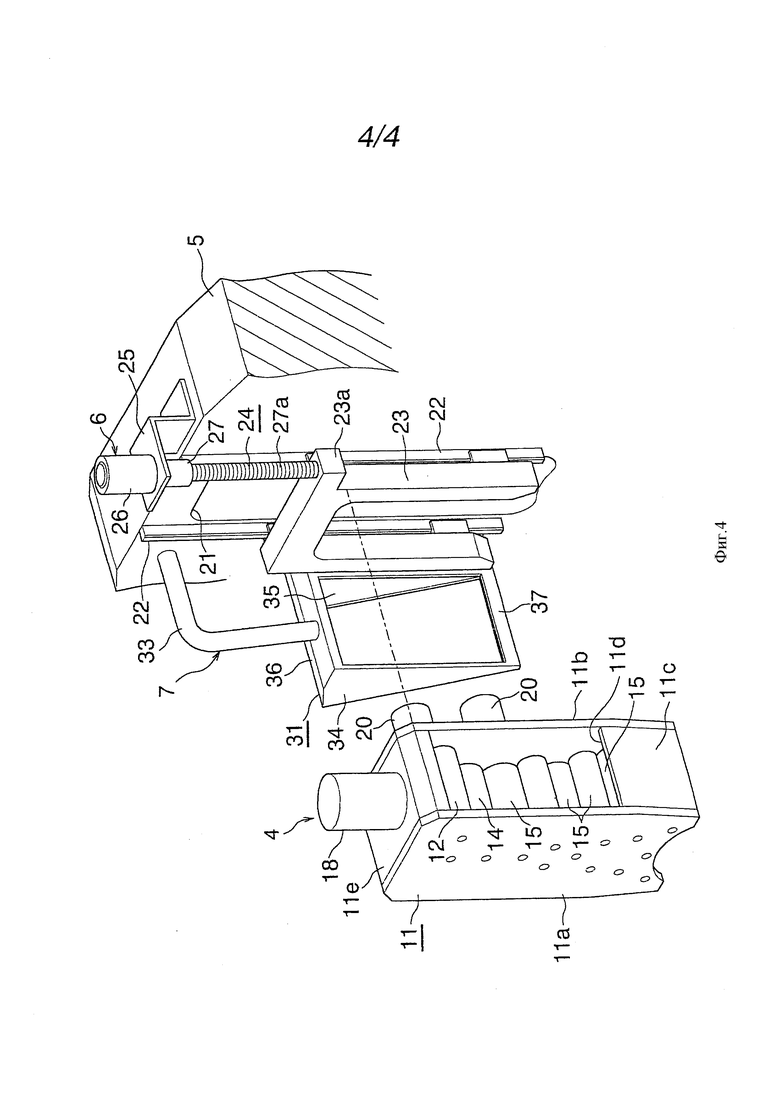
на фиг. 4 - основной участок в разобранном состоянии, вид в перспективе.
Осуществление изобретения
Далее, со ссылкой на чертежи описан вариант осуществления изобретения. В последующем описании вертикальное направление параллельно вертикальному направлению, показанному на фиг. 1. Кроме того, в направлении спереди назад передняя сторона листа бумаги (фиг. 1) соответствует передней стороне, а задняя сторона листа бумаги – задней стороне.
На фиг.1, в целом, показан внешний вид печатающего устройства 1, имеющего множество блоков подачи краски, согласно варианту осуществления. На фиг. 2 – 4 показан один из блоков подачи краски печатающего устройства 1, увеличенные виды.
Печатающее устройство 1, показанное на фиг.1 выполняет печать на корпусе С банки (корпусе составной банки из двух деталей), имеющем цилиндрическую форму, верхний участок которой является открыт. Печатающее устройство 1 включает в себя множество (на фиг. 1 показано десять) формных цилиндров 2, передаточный цилиндр 3, множество блоков 4 подачи краски, раму 5 машины, устройство 6 для перемещения блока подачи краски, пылесборник 7, устройство 8 для подачи банок и робототехническое устройство 9. Соответствующие формные цилиндры 2 включают в себя печатные формы для выполнения печати с различными цветами. Передаточный цилиндр 3 выполняет печать на банке таким образом, что краска передается с каждого формного цилиндра 2 на передаточный цилиндр 3. Блоки 4 подачи краски подают, соответственно, краску на формный цилиндр 2. Рама 5 машины поддерживает множество формных цилиндров 2, передаточный цилиндр 3 и множество блоков 4 подачи краски. Устройство 6 для перемещения блока подачи краски перемещает каждый блок 4 подачи краски между рабочим положением и положением ожидания. Пылесборник 7 засасывает туман, образующийся в каждом блоке 4 подачи краски. Устройство 8 для подачи банок непрерывно направляет корпуса С банок в положение, в котором соответствующие корпуса С банок входят в контакт с передаточным цилиндром 3. Робототехническое устройство 9 автоматически выполняет замену каждого формного цилиндра 2 на хранящийся формный цилиндр 2'.
Множество формных цилиндров 2 размещено на поверхности передней стороны рамы 5 машины в положении, в котором центры формных цилиндров 2 расположены на окружности, центр которой совпадает c центром передаточного цилиндра 3, и с промежутками в окружном направлении. Каждый формный цилиндр 2 приводится в движение двигателем 10, как показано на фиг. 3.
Блок 4 подачи краски расположен с наружной стороны от формного цилиндра 2 в радиальном направлении. Блок 4 подачи краски может перемещаться между рабочим положением и положением ожидания. Блок 4 подачи краски может подавать краску на формный цилиндр 2 в рабочем положении. Положение ожидания представляет собой положение, расположенное дальше к радиально внешней стороне печатающего устройства 1, чем рабочее положение.
В общем, обеспечено десять формных цилиндров 2. Соответственно, может быть размещено до десяти блоков 4 подачи краски.
Блок 4 подачи краски представляет собой сборный элемент, имеющий кожух 11, вмещающий в себя детали, такие как валики. Каждый блок 4 подачи краски включает в себя, в качестве деталей, дукторный валик 12 красочного аппарата, валик 13 для подачи краски и красочный дукторный валик 14, множество (см. фиг. 2) валиков 15 для распределения краски, три валика 16 и 17 для нанесения краски, красочный резервуар 18 и скребковое устройство 19 для удаления краски, как показано, увеличено на фиг. 2.
Три валика 16, 17 для нанесения краски имеют конструкцию, в которой относительно маленький валик (соответствующий валику 16 для нанесения краски) расположен между парой относительно больших валиков (соответствующих валикам 17 для нанесения краски). Соответствующие валики 16 и 17 для нанесения краски не могут перемещаться в направлении, перпендикулярном к осевому направлению. Другими словами, соответствующие валики 16 и 17 для нанесения краски могут только вращаться.
Валик 13 для подачи краски расположен рядом с дукторным валиком 12 красочного аппарата, и таким образом путь потока краски формируется на участке между дукторным валиком 12 красочного аппарата и валиком 13 для подачи краски. Трубка 18а для подачи краски красочного резервуара 18 расположена напротив пути потока краски. Красочный дукторный валик 14 расположен рядом с валиком 13 для подачи краски. Кроме того, один из множества валиков 15 для распределения краски расположен рядом с красочным дукторным валиком 14. Красочный дукторный валик 14 состоит из множества узких валиков, отделенных в осевом направлении. Узкие валики размещены в осевом направлении с небольшими промежутками между ними. Краска из красочного резервуара 18 подается на участок между дукторным валиком 12 красочного аппарата и валиком 13 для подачи краски. Затем красочный дукторный валик 14 регулирует количество краски, и краска проходит как через множество валиков 15 для распределения краски, так и множество валиков 16 и 17 для нанесения краски. Затем краска подается на печатную форму формного цилиндра 2.
Положение каждого узкого валика из красочных дукторных валиков 14 переключается между положением, в котором узкий валик находится отдельно от валика 15 для распределения краски и входит в контакт с валиком 13 для подачи краски и положением, в котором узкий валик расположен отдельно от валика 13 для подачи краски и входит в контакт с валиком 15 для распределения краски. Кроме того, управление периодами времени, в течение которых соответствующие узкие валики находятся в контакте с валиком 13 для подачи краски, осуществляется по отдельности. В результате, количество краски, подаваемой на печатную форму формного цилиндра 2 можно поддерживать подходящим образом.
Двигатели 20 соединены как с валом вращения валика 13 для подачи краски, так и с валом вращения валика 15 для распределения краски, который находится в контакте с красочным дукторным валиком 14, как показано на фиг. 3. Вращение от двигателя 20 передается на некоторые из множества валиков 15 для распределения краски через ремень (не показан).
Среди валиков 12, 13, 14, 15, 16 и 17, образующих блок 4 подачи краски, валики 13, 14, 15, 16 и 17 расположены симметрично относительно центральной линии, проходящей в радиальном направлении, за исключением дукторного валика 12 красочного аппарата.
Скребковое устройство 19 для удаления краски состоит из сопла для впрыскивания очищающего раствора, ракеля для удаления оставшейся краски, резервуара для хранения удаленной краски и т.п. Скребковое устройство 19 для удаления краски расположено в горизонтальном направлении. Пневмоцилиндр может приводить скребковое устройство 19 для удаления краски в контакт с или отводить его от валика 15 для распределения краски, обращенного к скребковому устройству 19 для удаления краски. При выполнении печати скребковое устройство 19 для удаления краски находится в положении, в котором скребковое устройство 19 для удаления краски отделено от валика 15 для распределения краски. При выполнении очистки скребковое устройство 19 для удаления краски перемещается в сторону валика 15 для распределения краски.
Среди десяти блоков 4 подачи краски (которые в дальнейшем указаны как первый блок (U1) - 10-ый блок (U10)), показанных на фиг. 1, первый - третий блоки U1, U2 и U3 имеют скребковые устройства 19 для удаления краски, расположенные на сторонах против часовой стрелки, как показано в третьем блоке U3 (третий блок U3 показан на фиг. 2). Напротив, четвертый - десятый блоки U4, U5, U6, U7, U8, U9 и U10 имеют скребковые устройства 19 для удаления краски, расположенные на сторонах по часовой стрелке, как показано в четвертом блоке U4 на фиг. 1. При выполнении очистки направление вращения двигателя 20 валика 15 для распределения краски, который имеет скребковое устройство 19 для удаления краски, выполненное в нем, выбирается в соответствии с положением размещения скребкового устройства 19 для удаления краски. Соответственно, ограничение положения размещения скребкового устройства 19 для удаления краски исключается, и, таким образом, легко разместить блоки 4 подачи краски в положении, в котором промежуток между соседними блоками 4 подачи краски уменьшен.
Кожух 11 блока 4 подачи краски имеет по существу прямоугольную трубчатую форму. Оба концевых участка валиков 12, 13, 14, 15, 16 и 17 поддерживаются с возможностью вращения посредством передней стенки 11а и задней стенки 11b. Боковая стенка 11с выполнена в области, в которой боковая стенка 11с соединяет радиально внутреннюю сторону участка передней стенки 11а и радиально внутреннюю сторону участка задней стенки 11b. В результате, в кожухе 11 выполнено отверстие 11d для открытия на окружной стороне. На концевом участке кожуха 11 выполнена верхняя стенка 11е (другими словами на радиально внешней стороне). Нижний участок (другими словами радиально внутренняя сторона) кожуха 11 открыт по направлению к радиально внутренней стороне. Внешние окружные краевые участки трех валиков 16 и 17 для нанесения краски открыты через отверстия в нижнем участке.
Устройство 6 для перемещения блока подачи краски включает в себя пару направляющих 22, ползунок 23 и приводное устройство 24. Пара направляющих 22 проходит в радиальном направлении вдоль обоих краев сквозного отверстия 21, которое выполнено в раме 5 машины для прохода в радиальном направлении. Ползунок 23 размещен на паре направляющих 22 в положении, в котором ползунок 23 может перемещаться в радиальном направлении. Ползунок 23 имеет форму перевернутой буквы U при виде спереди. Приводное устройство 24 установлено посредством кронштейна 25 на раме 5 машины и заставляет ползунок 23 перемещаться в радиальном направлении.
Устройство 27 подачи с шариковым ходовым винтом, которое приводится в движение двигателем 26, используют в качестве приводного устройства 24. На верхнем участке ползунка 23 выполнен выступающий участок 23а для выступания в окружном направлении. Ходовой винт 27а устройства 27 подачи с шариковым ходовым винтом совершает винтообразное вращение по внутренней резьбе, проходящей сквозь выступающий участок 23а в радиальном направлении.
Хотя это не показано, подходящее устройство линейной подачи, которое отличается от устройства подачи с шариковым ходовым винтом, может быть использовано в качестве приводного устройства 24.
Задняя стенка 11b кожуха 11 прикреплена к ползунку 23 спереди через винт (не показан). Таким образом, блок 4 подачи краски перемещается вместе с ползунком 23 в радиальном направлении. Когда блок 4 подачи краски перемещается радиально внутрь, блок 4 подачи краски располагается в рабочем положении, в котором три валика 16 и 17 для нанесения краски находятся в контакте с формным цилиндром 2. Напротив, когда блок 4 подачи краски перемещается радиально наружу, блок 4 подачи краски располагается в положении ожидания, в котором образуется промежуток на участке между концевым участком на радиально внутренней стороне кожуха 11 блока 4 подачи краски и формным цилиндром 2.
Как показано на фиг. 1, третий блок U3 расположен в рабочем положении, а четвертый - десятый блоки U4-U10 расположены в положениях ожидания. Кроме того, на изображении как первого блока U1, так и второго блока U2, блоки 4 подачи краски не показаны. На изображении первого блока U1 ползунок 23 расположен в положении ожидания. На изображении второго блока U2 ползунок 23 расположен в рабочем положении.
Пылесборник 7 включает в себя промежуточный уплотнительный элемент 31, уплотнительный элемент 32 концевого участка и всасывающую трубку 33 (всасывающее средство). Промежуточный уплотнительный элемент 31 уплотняет пространство между соседними блоками 4 подачи краски в рабочих положениях. Уплотнительные элементы 32 концевого участка уплотняют пространство на окружных внешних сторонах блоков 4 подачи краски, которые выполнены на обеих окружных концевых сторонах и расположены в рабочих положениях. Всасывающая трубка 33 засасывает туман во внутреннее герметизированное пространство, соединенное с соответствующими уплотнительными элементами 31 и 32.
Промежуточный уплотнительный элемент 31 состоит из передней закрывающей пластины 34, задней закрывающей пластины 35, закрывающей пластины 36 на радиально внешней стороне и закрывающей пластины 37 на радиально внутренней стороне. Соответственно, промежуточный уплотнительный элемент 31 имеет форму, открытую на обеих окружных сторонах. Одно отверстие промежуточного уплотнительного элемента 31 сообщается с отверстием 11d одного из соседних блоков 4 подачи краски в рабочих положениях. Дополнительно, другое отверстие промежуточного уплотнительного элемента сообщается с отверстием 11d другого одного из соседних блоков 4 подачи краски в рабочих положениях. В результате, пространство между соседними блоками 4 подачи краски в рабочих положениях является герметичным.
Уплотнительный элемент 32 концевого участка имеет конструкцию, в которой одно из двух отверстий промежуточного уплотнительного элемента 31 закрыто внешней закрывающей пластиной. Соответственно, уплотнительный элемент 32 концевого участка имеет форму, открытую на одной стороне в окружном направлении. Отверстие уплотнительного элемента 32 концевого участка сообщается с отверстием 11d блока 4 подачи краски, который расположен на окружной крайней снаружи стороне в рабочем положении. В результате, пространство на окружной внешней стороне блока 4 подачи краски, который расположен на окружной крайней снаружи стороне в рабочем положении, является герметичным.
Пылесборник 7 прикреплен к раме 5 машины. Промежуточные уплотнительные элементы 31 выполнены на участке между соседними блоками 4 подачи краски, а уплотнительные элементы 32 концевого участка выполнены на окружных внешних сторонах блоков подачи краски, которые выполнены на обеих окружных концевых сторонах. Соответственно, когда соответствующие блоки 4 подачи краски расположены в рабочих положениях, образуется герметичное пространство, имеющее форму веера при виде спереди. Всасывающие трубки 33 расположены с заданными интервалами по отношению к герметичному пространству. Соответствующие всасывающие трубки 33 предназначены для всасывания с использованием насоса (не показан). Соответственно, туман может всасываться в условиях, когда туман, образующийся во время печати, изолирован в герметичном пространстве. Туман проходит через заднюю сторону рамы 5 машины и выбрасывается снаружи здания. В результате, можно предотвратить рассеяние тумана.
В соответствии с печатающим устройством 1, описанным выше, в процессе печати, печать выполняется таким образом, что соответствующие блоки 4 подачи краски располагаются в рабочих положениях, и, таким образом, краска подается на формные цилиндры 2. Регулирование величин перемещения соответствующих блоков 4 подачи краски в радиальном направлении осуществляется по отдельности посредством устройств 27 подачи с шариковым ходовым винтом, соответствующих им. Кроме того, точную регулировку прижимающего усилия валиков 16 и 17 для нанесения краски относительно формного цилиндра 2 можно выполнить таким образом, чтобы регулировалась величина перемещения ползунка 23 посредством устройства 27 подачи с шариковым ходовым винтом.
В печатающем устройстве, известном из уровня техники, соответствующие блоки подачи краски фиксируются в рабочих положениях, и, таким образом, блоки подачи краски не могут перемещаться. Однако в случае печатающего устройства 1, описанного выше, когда печать не выполняется, соответствующие блоки 4 подачи краски перемещаются в положения ожидания, расположенные дальше к радиально внешней стороне печатающего устройства 1, чем рабочее положение. Соответственно, как по периферии формного цилиндра 2, так и на участке между соседними блоками 4 подачи краски можно обеспечить промежутки. Замену печатной формы или техническое обслуживание формного цилиндра 2 или каждого блока 4 подачи краски можно выполнить через промежутки. Кроме того, по периферии формного цилиндра 2 обеспечен большой промежуток, и, таким образом, легко выполнить замену печатной формы с использованием робототехнического устройства 9.
Соответственно, когда соответствующие блоки 4 подачи краски расположены в рабочих положениях, необязательно обеспечивать промежутки для выполнения замены печатной формы или технического обслуживания формного цилиндра 2 или каждого блока подачи краски. Таким образом, в этом случае значительно меньший промежуток обеспечивается на участке между соседними блоками 4 подачи краски. В результате, можно разместить повышенное количество как формных цилиндров 2, так и блоков 4 подачи краски.
В приведенном выше описании формный цилиндр 2 и валики 13 и 15 блока 4 подачи краски приводятся в движение двигателями 10 и 20, и, кроме того, передаточный цилиндр 3 также приводится в движение двигателем. Кроме того, энкодер (средство для определения скорости) (не показан) для определения скорости вращения (скорости подачи) устройства 8 для подачи банок дополнительно выполнен в качестве устройства управления двигателем, и, таким образом, управление двигателями 10 и 20, в том числе двигателем для передаточного цилиндра 3, осуществляется с возможностью согласования скорости подачи банки устройства 8 для подачи банок.
Определенные конструкции соответствующих блоков 4 подачи краски не ограничиваются показанными на чертежах. Положения размещения дукторных валиков 12 красочного аппарата можно изменять в соответствии с положениями размещения соответствующих блоков 4 подачи краски, и положения размещения красочных резервуаров 18 соответствующих блоков 4 подачи краски можно изменять по отдельности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА В ПЕЧАТАЮЩЕМ УСТРОЙСТВЕ РОТАЦИОННОЙ ПЕЧАТНОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2415017C9 |
| МЕТАЛЛОГРАФИЧЕСКАЯ МАШИНА | 1998 |
|
RU2193487C2 |
| МАШИНА ДЛЯ ГЛУБОКОЙ ПЕЧАТИ И ПЕЧАТНАЯ УСТАНОВКА С МАШИНОЙ ДЛЯ ГЛУБОКОЙ ПЕЧАТИ | 2014 |
|
RU2647231C9 |
| МАШИНА ВЫСОКОЙ ПЕЧАТИ | 2006 |
|
RU2403150C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2420409C2 |
| СИСТЕМА УДАЛЕНИЯ КРАСКИ ДЛЯ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2012 |
|
RU2608517C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2377130C9 |
| МЕТАЛЛОГРАФСКАЯ ПЕЧАТНАЯ МАШИНА | 2007 |
|
RU2415018C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАНОСЯЩИХ КРАСКУ ТЕЛ ВРАЩЕНИЯ ПЕЧАТНОЙ МАШИНЫ | 2014 |
|
RU2635291C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КРАСОЧНОГО ЯЩИКА, ПЕЧАТНАЯ МАШИНА И СПОСОБ ОЧИСТКИ КРАСОЧНОГО ЯЩИКА | 2017 |
|
RU2724593C1 |
Блок подачи краски представляет собой сборный элемент, имеющий кожух, вмещающий в себя детали. Множество формных цилиндров размещено в окружном направлении с заданными интервалами. Блок подачи краски, соответствующий формному цилиндру, расположен на радиально внешней стороне формного цилиндра. Блок подачи краски выполнен с возможностью перемещения между рабочим положением, в котором краска подается на формный цилиндр, и положением ожидания, расположенным дальше к радиально внешней стороне, чем рабочее положение. 6 з.п. ф-лы, 4 ил.
1. Печатающее устройство, содержащее:
множество формных цилиндров для печати различными цветами, расположенных в окружном направлении с заданными интервалами в положении, в котором центры формных цилиндров расположены на окружности, центр которой совпадает с центром передаточного цилиндра;
множество блоков подачи краски для подачи краски на соответствующие формные цилиндры;
раму машины, которая поддерживает множество формных цилиндров и множество блоков подачи краски;
устройство для перемещения блока подачи краски, перемещающее блок подачи краски между рабочим положением и положением ожидания;
при этом блок подачи краски находится в контакте с соответствующим формным цилиндром в рабочем положении и не контактирует с ним в положении ожидания;
причем каждый блок подачи краски представляет собой сборный элемент, имеющий кожух, вмещающий в себя детали; блок подачи краски, соответствующий формному цилиндру, расположен на радиально внешней стороне формного цилиндра; и устройство для перемещения блока подачи краски выполнено с возможностью перемещения кожуха блока подачи краски для перемещения блока подачи краски между рабочим положением, в котором обеспечивается подача краски на формный цилиндр, и положением ожидания, расположенным дальше к внешней стороне в радиальном направлении передаточного цилиндра, чем рабочее положение; причем когда блок подачи краски находится в положении ожидания, между ним и соответствующим формным цилиндром обеспечен первый промежуток и между указанным блоком подачи краски и соседними блоками подачи краски обеспечен второй промежуток, так что обеспечивается возможность выполнения технического обслуживания указанного блока подачи краски или соответствующего формного цилиндра, а когда указанный блок подачи краски находится в рабочем положении между указанным блоком подачи краски и соседними блоками подачи краски, обеспечен промежуток, который значительно меньше, чем второй промежуток.
2. Печатающее устройство по п. 1, в котором устройство для перемещения блока подачи краски включает в себя: пару направляющих, проходящих в радиальном направлении передаточного цилиндра; ползунок, размещенный на паре направляющих в положении, в котором ползунок способен перемещаться в радиальном направлении передаточного цилиндра, и установленный на кожухе блока подачи краски; и приводное устройство, установленное на раме машины и перемещающее ползунок в радиальном направлении.
3. Печатающее устройство по п. 1, дополнительно содержащее пылесборник, включающий в себя множество промежуточных уплотнительных элементов, каждый из которых уплотняет пространство между соседними блоками подачи краски в рабочих положениях, уплотнительные элементы концевых участков, которые уплотняют пространство на окружных внешних сторонах блоков подачи краски на обоих окружных концах, и всасывающее средство, соединенное с по меньшей мере одним из множества промежуточных уплотнительных элементов и уплотнительных элементов концевых участков и всасывающее туман во внутреннее пространство.
4. Печатающее устройство по п. 1, в котором в блоках подачи краски, соответственно, выполнены скребковые устройства для удаления краски, причем множество валиков, образующих блок подачи краски, расположено симметрично по отношению к центральной линии, проходящей в радиальном направлении передаточного цилиндра, за исключением дукторного валика красочного аппарата, а скребковые устройства для удаления краски включают в себя скребковые устройства для удаления краски, расположенные на стороне по часовой стрелке блока подачи краски, и скребковые устройства для удаления краски, расположенные на стороне против часовой стрелки блока подачи краски.
5. Печатающее устройство по п. 1, которое представляет собой печатающее устройство для банки, выполняющее печать на банке, подаваемой посредством устройства для подачи банок, и включает в себя множество двигателей для приведения в движение передаточного цилиндра, формного цилиндра и валиков блока подачи краски, и устройство управления двигателем, содержащее средство для определения скорости, предназначенное для определения скорости подачи устройства для подачи банок и управляющее соответствующими двигателями для согласования со скоростью подачи банок устройства для подачи банок.
6. Печатающее устройство по п. 1, в котором блок подачи краски включает в себя, в качестве деталей, валик для подачи краски, красочный дукторный валик, множество валиков для распределения краски, один или более валиков для нанесения краски, красочный резервуар и скребковое устройство для удаления краски.
7. Печатающее устройство по п. 2, в котором устройство подачи представляет собой устройство подачи с шариковым ходовым винтом, которое приводится в движение двигателем, причем на верхнем участке ползунка выполнен выступающий участок для выступания в окружном направлении, и ходовой винт устройства подачи с шариковым ходовым винтом совершает винтообразное вращение по внутренней резьбе, проходящей сквозь выступающий участок в радиальном направлении.
| СПОСОБ ПОЛУЧЕНИЯ ФТОРАРОМАТИЧЕСКИХ ЦИКЛОФОСФО-НИТРИЛАТОВ | 0 |
|
SU177886A1 |
| Устройство для контактирования в системе:твердое тело-жидкость | 1972 |
|
SU498012A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

