Изобретение относится к компьютерным системам управления сваркой и контроля производственных процессов, и может быть использовано для контроля за проведением сварочных работ при строительстве и эксплуатации объектов строительства и ремонта, контроля выполнения работ по неразрушающему контролю качества, сбора первичной информации для последующего использования в электронном документообороте при формировании исполнительной и разрешительной документации, формирования и ведения разрешительной и исполнительной документации в электронном виде в соответствии с существующими требованиями исполнительной документации в части, касающейся сварочных работ и работ по проведению неразрушающего контроля качества сварки.
Из уровня техники известно техническое решение [патент RU 2284885 С2. Система и способ, обеспечивающие распределенную структуру сварки. МПК B23K 9/10, G05B 19/418, G06F 15/16. Правообладатель: Дзе Линкольн Электрик Компани (US), заявка №2003125867/02 от 22.01.2002, опубл.: 10.10.2006 в Бюл. №28], которое включает, по меньшей мере, один сварочный аппарат, оперативно соединенный с сетевым сервером, сетевым интерфейсом и сетью для обмена данными, по меньшей мере, с одной удаленной системой. Удаленная система включает, по меньшей мере, один удаленный интерфейс для обмена данными с сетевой архитектурой. Удаленная система выполнена с возможностью обращения, по меньшей мере, к одному сокету HTTP для установления связи со сварочным аппаратом через сеть, загрузки, по меньшей мере, одного приложения из сварочного аппарата и обращения, по меньшей мере, к одному сокету приложения сварки через, по меньшей мере, одно приложение для обмена информацией между сварочным аппаратом и удаленной системой. По меньшей мере, одно приложение включает, по меньшей мере, одну из компонент: компоненту конфигурирования сварки, компоненту мониторинга сварки и компоненту управления сваркой. Способ обеспечения распределенной архитектуры сварки включает этапы, на которых соединяют сварочный аппарат с сетевым интерфейсом. Используют для установления сетевого соединения через сетевой интерфейс с удаленной системой, по меньшей мере, один сокет: сокет HTTP или сокет приложения сварки, где сокет HTTP используют для связи через Web. Сокет приложения сварки используют для обмена информацией между сварочным аппаратом и удаленной системой и обеспечивают протокол сварки для обмена данными с удаленными системами. Структура данных, обеспечивающая протокол сварки, включает, по меньшей мере, одно из следующих полей: поле опций/флагов, поле последовательности сообщений, поле состояния сообщения, поле длины данных, поле данных, поле команд сервера, поле идентификатора команды сервера, поле аргументов команд сервера, поле машины, поле адреса машины, поле идентификатора свойства/способа и поле аргументов свойства/способа.
Недостатками данного изобретения являются отсутствие авторизации сварщика при проведении сварочной операции, что не позволяет связать между собой личность сварщика и данные о качестве выполняемой операции, а также отсутствие возможности учета регламентирующих неразрушающий контроль качества нормативных документов и формирования разрешительной и исполнительной документации в соответствии с действующими требованиями регламентирующих документов в области проведения сварочных работ при строительстве, реконструкции и капитальном ремонте объектов капитального строительства.
Наиболее близким к рассматриваемому техническому решению является изобретение [RU 2681589 С2. Способ автоматизации сварочных процессов на предприятии. МПК B23K 9/10, B23K 9/32. Правообладатель: ООО «Эллрой» (RU), заявка №2016140314 от 12.10.2016, опубл.: 11.03.2019 в Бюл. №11], в котором описан аппаратно-программный комплекс, аппаратная часть которого состоит из, по меньшей мере, одного сварочного аппарата, дополнительно оснащенного блоком удаленного мониторинга и управления, ЭВМ-сервера, ЭВМ-базы данных, по меньшей мере одной ЭВМ пользователя (при необходимости обеспечения работы в пределах предприятия), ЭВМ-web-сервера и, по меньшей мере, одного рабочего места (модуля) удаленного пользователя. Все перечисленные элементы аппаратной части аппаратно-программного комплекса имеют программную составляющую, которая обеспечивает логику их работы, и взаимодействуют между собой посредством локальной вычислительной сети, которая может иметь участки проводной и беспроводной связи. Беспроводной участок сети по данному способу организует Wi-Fi роутер или другое устройство. Удаленные рабочие места пользователей могут взаимодействовать с ЭВМ-web-сервером как по локальной проводной или беспроводной сети, так и по сети Internet.
Недостатки данного технического решения заключаются в невозможности автономной работы отдельных блоков изобретения с сохранением минимально необходимого функционала, а также отсутствии входящих в состав аппаратно-программного комплекса аппаратных регистрирующих компонентов, позволяющих автоматизировать и обеспечивать надежное снятие показаний параметров, необходимых для анализа и оценки неразрушающего контроля качества сварки.
Техническим результатом предлагаемого изобретения являются:
- повышение надежности регистрации параметров качества выполняемой сварки;
- обеспечение соблюдения требований непрерывного контроля качества сварки;
- автоматизация формирования и ведения разрешительной и исполнительной документации;
- обеспечение автономной работы отдельных частей системы контроля сварочных работ.
Технический результат достигается тем, что локальная автоматизированная система контроля сварочных работ включает
связанные между собой с помощью беспроводной локальной сети Wi-Fi с использованием точек беспроводного доступа центральную подсистему, подсистему обработки и мониторинга данных и по меньшей мере одну подсистему регистрации параметров сварки, которая выполнена в виде регистратора параметров сварки с возможностью подключения к сварочному оборудованию посредством измерительных блоков и подключаемого к регистратору параметров сварки измерителя параметров сварки, который выполнен с возможностью подключения к сварочному аппарату или к механизму подачи сварочной проволоки и сварочной горелке, причем измеритель параметров сварки включает в себя датчик тока, датчик расхода сварочной проволоки и датчик расхода газа, причем центральная подсистема выполнена в виде аппаратно-программного комплекса, включающего в себя автоматизированное рабочее место инженера в виде соответствующего персонального компьютера с программным обеспечением, сервер приложений и баз данных в виде соответствующего персонального компьютера, устройство чтения карт доступа сварщиков, подключенное с помощью USB к персональному компьютеру упомянутого автоматизированного рабочего места инженера, устройство сканирования и печати исполнительной и разрешительной документации, источник бесперебойного питания упомянутых компьютеров и устройств, которые посредством сетевого коммутатора соответствующим образом связаны посредством проводов между собой и с упомянутой точкой беспроводного доступа к локальной сети Wi-Fi. При этом подсистема обработки и мониторинга данных выполнена в виде аппаратно-программного комплекса с возможностью независимого функционирования от центральной подсистемы в течение периода, обусловленного объемом накапливаемых данных о ходе сварочных работ, включающего в себя автоматизированное рабочее место мастера в виде соответствующего персонального компьютера с программным обеспечением, автоматизированное рабочее место специалиста в виде соответствующего персонального компьютера с программным обеспечением и мобильное автоматизированное рабочее место в виде планшетного компьютера с программным обеспечением, причем упомянутые мобильное рабочее место и автоматизированные рабочие места мастера и специалиста связаны через упомянутую точку беспроводного доступа с локальной сетью Wi-Fi.
Кроме того, одна подсистема регистрации параметров сварки выполнена с возможностью подключения к одному аппарату сварочного оборудования.
Кроме того, измеритель параметров сварки снабжен внешним датчиком тока, разъемом для подключения выносного счетчика расхода сварочной проволоки и разъемом для подключения к регистратору параметров сварки.
Причем упомянутые компьютеры и устройства центральной подсистемы могут быть соединены между собой в локальную сеть по беспроводной сети Wi-Fi или посредством проводной связи.
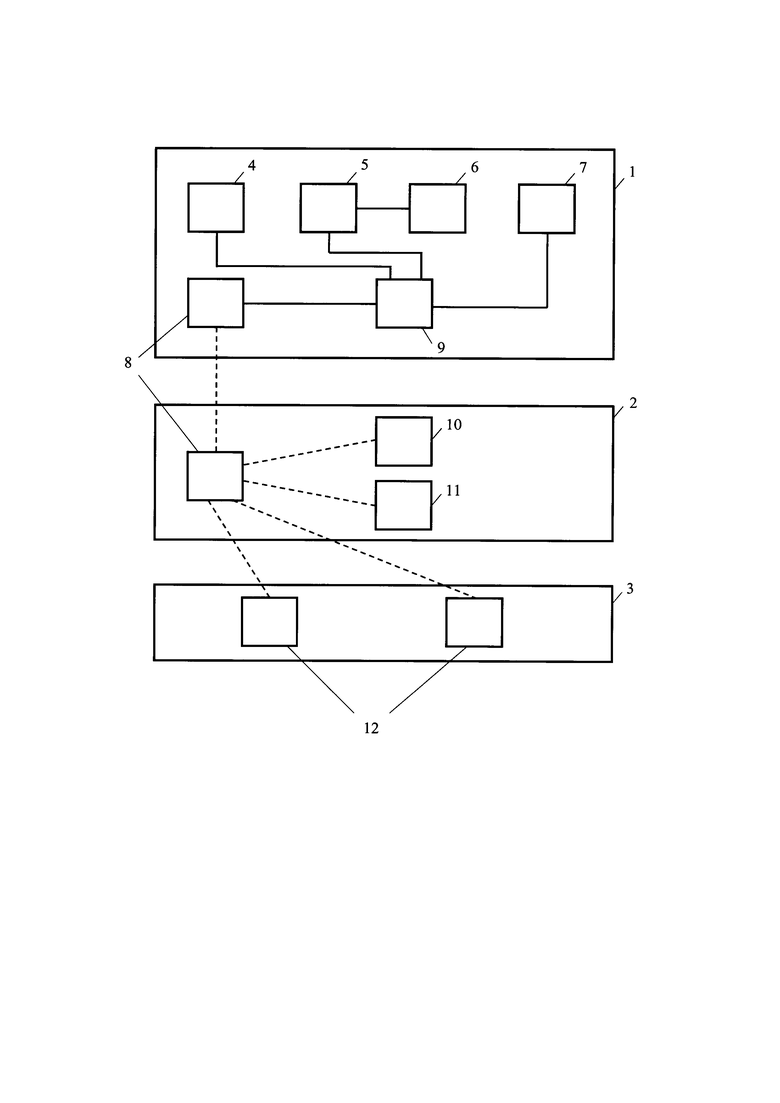
Изобретение поясняется графически, где на фигуре приведена укрупненная блок-схема предлагаемой локальной автоматизированной системы контроля сварочных работ.
Позициями на фигуре обозначены: 1 - центральная подсистема, 2 - подсистема обработки и мониторинга данных, 3 - подсистема регистрации, 4 - сервер приложений и баз данных, 5 - автоматизированное рабочее место инженера, 6 - устройство чтения карт доступа, 7 - устройство сканирования и печати, 8 - точки беспроводного доступа, 9 - сетевой коммутатор, 10 - автоматизированное рабочее место мастера, 11 - мобильное автоматизированное рабочее место, 12 - регистраторы параметров сварки.
Осуществление изобретения
Локальная автоматизированная система для контроля сварочных работ (далее - система) включает три подсистемы: центральную (1), обработки и мониторинга данных (2) и регистрации (3).
Центральная подсистема обеспечивает автоматизацию бизнес-процессов деятельности инженера по сварке и инженера отдела, ответственного за ведение разрешительной и исполнительной документации в части проведения входного контроля, допускных процедур, выполнения сварочных работ и работ по неразрушающему контролю качества сварных соединений, а также управления конфигурацией системы (пользователи, объекты строительства, участки, сварочное оборудование).
Подсистема обработки и мониторинга данных обеспечивает автоматизацию бизнес-процессов в части деятельности специалистов на участке проведения сварочных работ и работ по неразрушающему контролю качества сварных соединений, а также получения, обработки и мониторинга данных о значениях параметров режима работы сварочного оборудования при выполнении сварочных работ.
Подсистема регистрации обеспечивает автоматизацию бизнес-процессов в части авторизации сварщиков для работы со сварочным оборудованием. Подсистема регистрации представлена в виде шести независимых комплектов устройств для сопряжения со сварочным оборудованием и снятия показателей режимов сварки.
Взаимодействие подсистем осуществляется посредством сети беспроводного доступа при условии удаления точек доступа подсистем на расстояние не более 200 метров.
Центральная подсистема (1) представляет собой аппаратно-программный комплекс, автоматизирующий работу отдела, ответственного за ведение разрешительной и исполнительной документации по входному контролю, допускных процедур, выполнения сварочных работ и работ по неразрушающему контролю качества сварных соединений, а также управления конфигурацией системы (далее - ОГМ). Центральная подсистема может работать в независимом от других подсистем режиме (в т.ч. при их отсутствии), обеспечивая функционал автоматизации ведения разрешительной и исполнительной документации по объекту строительства.
К центральной подсистеме (1) подключена подсистема обработки и мониторинга данных (2) по сети беспроводного доступа Wi-Fi посредством точки беспроводного доступа (8) и при соблюдении условия удаления не более чем на 200 метров от приемо-передающего устройства (на фигуре не показано) подсистемы обработки и мониторинга данных (2) и сохранения прямой видимости.
Автоматизированное рабочее место инженера (5) центральной подсистемы (1) предназначено для организации доступа сотрудников с функциональными обязанностями инженеров по сварке и инженеров ОГМ к функционалу программного обеспечения системы.
Сервер приложений и базы данных (4) является централизованным хранилищем данных системы, обеспечивающим их сохранность и доступность в режиме, необходимом для целей сопровождения процесса производства сварочно-монтажных работ на объектах строительства.
Устройство сканирования и печати (7) предназначено для печати, формируемой в программном обеспечении системы исполнительной и разрешительной документации, а также для сканирования документов для загрузки в программном обеспечении системы.
Устройство чтения карт доступа (6) предназначено для создания аутентификационных карточек сварщиков, допущенных для работы на строительном объекте.
Блок бесперебойного питания (на фигуре не показан) предназначен для обеспечения питания сервера приложений и базы данных (4) и коммуникационного оборудования центральной подсистемы (1) в случаях кратковременного отключения электроэнергии. Основная задача устройства заключается в обеспечении корректной приостановки работы сервера приложений и базы данных (4), исключающей потерю или искажение данных.
Точка беспроводного доступа (8) предназначена для установки связи с подсистемой обработки и мониторинга данных (2) при условии, что приемопередающее устройство подсистемы обработки и мониторинга данных (2) находится на расстоянии не более 200 м в прямой видимости.
Сетевой коммутатор (9) обеспечивает высокоскоростное взаимодействие автоматизированного рабочего места инженера (5) и сервера приложений и баз данных (4) в рамках центральной подсистемы (1).
Компьютеры и устройства центральной подсистемы могут быть соединены между собой в локальную сеть по беспроводной сети Wi-Fi или посредством проводной связи.
Подсистема обработки и мониторинга данных (2) представляет собой аппаратно-программный комплекс, автоматизирующий сбор и обработку информации о ходе сварочных работ и работ по неразрушающему контролю сварных соединений на производственном участке. Подсистема обработки и мониторинга данных (2) может функционировать независимо от центральной подсистемы (2) в течение периода, указанного в технических характеристиках системы, обусловленного объемом накапливаемых данных и регламентным горизонтом планирования работ в ОГМ.
Автоматизированное рабочее место мастера (10) обеспечивает доступ мастера к соответствующему роли функционалу системы, а также промежуточное хранение и обработку информации на производственном участке в периоды между синхронизациями с центральной подсистемой (1).
Автоматизированное рабочее место мастера (10) подключено к сети беспроводного доступа Wi-Fi.
Автоматизированное рабочее место специалиста (на фигуре не показано) предназначено для обеспечения доступа специалистов, участвующих в производстве сварочных работ и работ по неразрушающему контролю сварных соединений, к функционалу программного обеспечения системы. В системе автоматизированное рабочее место специалиста предназначено для специалистов строительного контроля и службы контроля качества строительной организации, для сотрудников лаборатории неразрушающего контроля, осуществляющих на участке неразрушающего контроля сварных соединений.
Автоматизированное рабочее место специалиста (на фигуре не показано) подключено к сети беспроводного доступа Wi-Fi через встроенный модуль Wi-Fi.
Мобильное автоматизированное рабочее место (11) предназначено для организации доступа к функционалу программного обеспечения системы с территории участка производства сварочных работ, подключаемого к сети беспроводного доступа Wi-Fi, разворачиваемой на производственном участке. Доступ к функционалу программного обеспечения системы обеспечивается штатным обозревателем операционной системы.
Точка беспроводного доступа (8) подсистемы обработки и мониторинга данных (2) предназначена для организации сети беспроводного доступа Wi-Fi и обеспечивает подключение регистраторов параметров сварки (12), мобильного автоматизированного рабочего места (11), автоматизированного рабочего места специалиста, центральной подсистемы (1) (при нахождении ее точки беспроводного доступа (8) в радиусе 200 метров в условиях прямой видимости).
Подсистема регистрации (3) представляет собой комплект оборудования, сопрягаемый со сварочным оборудованием для сбора и передачи в подсистему обработки и мониторинга данных (2) о режимах сварки, реализует аутентификацию сварщиков и контроль выполнения заданий на сварку.
Один комплект подсистемы регистрации (3) применяется для подключения одного аппарата сварочного оборудования (на фигуре не показан).
Регистратор параметров сварки (12) является центральным узлом подсистемы регистрации (3). К нему подключаются измерительные блоки, устанавливаемые на сварочное оборудование, через него происходит взаимодействие сварщика с системой.
В системе могут быть использованы измерители параметров сварки двух типов.
Измеритель параметров сварки первого типа включает в себя встроенный датчик тока, датчик расхода проволоки, датчик расхода газа. Данный тип измерителя необходим для регистрации параметров сварочного оборудования, оснащенного ЕВРО разъемом подключения горелки и в случаях, когда процесс сварки происходит в среде инертного газа. Он подключается к сварочному аппарату или механизму подачи и сварочной горелке.
Измеритель параметров сварки второго типа оборудован внешним датчиком тока, подходит для регистрации параметров сварочного оборудования и источников сварочного тока, требующих внешний датчик. Он имеет разъемы для подключения выносного счетчика расхода сварочной проволоки, для подключения к регистратору параметров сварки и для подключения устройства контроля перемещения люльки.
Счетчик расхода проволоки выносной необходим для контроля расхода проволоки в сварочных автоматах типа AGW-2.
Устройство контроля перемещения люльки необходимо для контроля скорости перемещения люльки в сварочных автоматах типа AGW-2.
Локальная автоматизированная система контроля сварочных работ работает следующим образом.
Инженеры по сварке ОГМ с помощью программного обеспечения в центральной подсистеме (1) вносят в систему данные о задачах на сварку согласно проектной документации. Мастер непосредственно на месте производства работ в программном обеспечении системы с использованием автоматизированного рабочего места мастера (10) подсистемы обработки и мониторинга данных (2) распределяет задачи на сварку между исполнителями-сварщиками.
Сварщики, используя персональные средства авторизации, проходят аутентификацию на регистраторах параметров сварки (12), входящих в комплект системы и подключенных непосредственно к сварочному оборудованию в конфигурации, обусловленной типом сварочного оборудования; после прохождения аутентификации сварщик выбирает задания на сварку и приступает к ее исполнению (при ошибке авторизации либо при отсутствии задач на сварку регистратор параметров сварки (12) не позволит использовать сварочное оборудование).
Регистратор параметров сварки (12) фиксирует параметры сварки, события, происходящие в процессе сварки, и передает их в базу данных программного обеспечения системы. По завершении процесса сварки сварщик на регистраторе параметров сварки (12) ставит отметку о завершении.
Мастер, специалисты лаборатории неразрушающего контроля, специалисты строительного контроля по завершении сварки деталей получают посредством программного обеспечения системы задачи на проведение своих действий по контролю качества проведения работ и выполняют их в соответствии с регламентом и отметками об исполнении с фиксацией необходимых параметров в ПО системы. Все зарегистрированные данные и результаты работы специалистов сохраняются посредством программного обеспечения системы на сервере приложений и баз данных (4).
По результатам выполнения работ инженер по сварке ОГМ в центральной подсистеме (1) может сформировать необходимую исполнительную документацию в соответствии с утвержденными формами, используя автоматизированное рабочее место инженера (5), программное обеспечение системы и устройство сканирования и печати (7).
При проведении приемочных испытаний локальной автоматизированной системы контроля сварочных работ автоматизированное рабочее место инженера (5) был выполнен в форм-факторе ноутбука на базе Lenovo IdeaPad L340-17IRH с предустановленным системным программным обеспечением. Доступ к программному обеспечению локальной автоматизированной системы контроля сварочных работ осуществлялся посредством обозревателя Microsoft Edge, входящего в набор базового прикладного программного обеспечения операционной системы автоматизированного рабочего места инженера (5).
Сервер приложений и баз данных (4) был выполнен в форм-факторе АТХ на базе электронно-вычислительной персональной машины ICL Ray P111 для настольного или напольного размещения при соблюдении расстояния не менее 10 см со всех сторон от корпуса для обеспечения свободной циркуляции воздуха.
Устройство сканирования и печати (7) было реализовано на базе многофункционального устройства Brother 2540 в настольном исполнении. Устройство чтения карт доступа (6) было выполнено на базе RFID-программатора EM-H-PRG-USB.
Источник бесперебойного питания (на фигуре не показан) реализован на базе модели Ippon smart power pro 11 euro 1200. Точки беспроводного доступа (8) выполнены на базе Mikrotik RBGROOVEGA-52HPACN. Сетевой коммутатор (9) был выполнен на базе Mikrotik 1000М 1SFP+RB4011IGS+5HACQ2HND-I.
Автоматизированное рабочее место мастера (10) было реализовано в форм-факторе ноутбука на базе Lenovo IdeaPad L340-17IRH с предустановленным системным программным обеспечением. Доступ к программному обеспечению подсистемы осуществлялся посредством обозревателя Microsoft Edge, входящего в набор базового прикладного программного обеспечения операционной системы автоматизированного рабочего места мастера.
Автоматизированное рабочее место специалиста (на фигуре не показано) было реализован в форм-факторе ноутбука на базе модели Lenovo Thinkpad E14-IML с предустановленным системным программным обеспечением, подключаемого к сети беспроводного доступа Wi-Fi на производственном участке. Доступ к программному обеспечению подсистемы осуществлялся посредством обозревателя Microsoft Edge, входящего в набор базового прикладного программного обеспечения операционной системы автоматизированного рабочего места специалиста.
Мобильное автоматизированное рабочее место (11) было выполнено в форм-факторе планшета на базе модели Runbo P12, подключаемого к сети беспроводного доступа Wi-Fi, разворачиваемой на производственном участке.
Блок расцепителя питания был реализован на базе трехфазного четырехконтактного электромагнитного пускателя Schneider Electric.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ | 2016 |
|
RU2681589C2 |
| КОМПЛЕКСНАЯ СИСТЕМА ИНЖЕНЕРНОГО ОБЕСПЕЧЕНИЯ, АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ, СВЯЗИ И ЭЛЕКТРОПИТАНИЯ (КСИАС) | 2010 |
|
RU2445693C1 |
| Аппаратно-программный комплекс по мониторингу лесовозов и логистики объектов лесопромышленного комплекса | 2023 |
|
RU2826607C1 |
| Диагностический ремонтный комплекс для обслуживания специального железнодорожного подвижного состава | 2023 |
|
RU2808141C1 |
| ИНТЕГРИРОВАННАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ И УПРАВЛЕНИЯ СИСТЕМАМИ ЖИЗНЕОБЕСПЕЧЕНИЯ И ЗАЩИТЫ СПЕЦИАЛЬНЫХ ОБЪЕКТОВ | 2014 |
|
RU2566341C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА АКТУАЛИЗАЦИИ И ДОВЕДЕНИЯ ЭЛЕКТРОННЫХ НАВИГАЦИОННЫХ КАРТ ВНУТРЕННИХ ВОДНЫХ ПУТЕЙ ДО СУДОВ В УСЛОВИЯХ ОТСУТСТВИЯ СОТОВОЙ СВЯЗИ | 2015 |
|
RU2595956C1 |
| СИСТЕМА КОНТРОЛЯ И УЧЕТА РАСХОДА ГАЗА НА ГАЗОПРОВОДЕ | 2009 |
|
RU2416757C2 |
| Система управления "умным поселком" | 2023 |
|
RU2809474C1 |
| Индивидуальный диспетчерский тренажер для тренинга оперативно-диспетчерского персонала магистральных нефтепроводов | 2015 |
|
RU2639932C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА МОНИТОРИНГА ПЕРЕВОЗОК ГРУЗОВ ЖЕЛЕЗНОДОРОЖНЫМ ТРАНСПОРТОМ | 2010 |
|
RU2466460C2 |
Изобретение относится к области контроля производственных процессов и может быть использовано, например, для контроля за проведением сварочных работ. Система состоит из трех подсистем, связанных между собой с помощью сети беспроводного доступа Wi-Fi. При этом центральная подсистема представляет собой аппаратно-программный комплекс, включающий автоматизированное рабочее место инженера, сервер приложений и баз данных, устройство чтения карт доступа, устройство сканирования и печати, источник бесперебойного питания, точку беспроводного доступа и сетевой коммутатор, соединенные между собой в локальную сеть. Подсистема обработки и мониторинга данных представляет собой аппаратно-программный комплекс, включающий автоматизированное рабочее место мастера, автоматизированное рабочее место специалиста, мобильное автоматизированное рабочее место, точки беспроводного доступа, соединенные между собой в локальную сеть. Подсистема регистрации включает в себя регистратор и измеритель параметров сварки, имеющий датчик тока, датчик расхода проволоки и датчик расхода газа. Использование изобретения позволяет повысить надежность регистрации параметров выполняемой сварки и расширить технологические возможности системы. 4 з.п. ф-лы, 1 ил.
1. Локальная автоматизированная система для контроля сварочных работ, содержащая связанные между собой с помощью беспроводной локальной сети Wi-Fi с использованием точек беспроводного доступа центральную подсистему, подсистему обработки и мониторинга данных и по меньшей мере одну подсистему регистрации параметров сварки, которая выполнена в виде регистратора параметров сварки с возможностью подключения к сварочному оборудованию посредством измерительных блоков и подключаемого к регистратору параметров сварки измерителя параметров сварки, который выполнен с возможностью подключения к сварочному аппарату или к механизму подачи сварочной проволоки и сварочной горелке, причем измеритель параметров сварки включает в себя датчик тока, датчик расхода сварочной проволоки и датчик расхода газа,
отличающаяся тем, что
центральная подсистема выполнена в виде аппаратно-программного комплекса, включающего в себя автоматизированное рабочее место инженера в виде соответствующего персонального компьютера с программным обеспечением, сервер приложений и баз данных в виде соответствующего персонального компьютера, устройство чтения карт доступа сварщиков, подключенное с помощью USB к персональному компьютеру упомянутого рабочего места инженера, устройство сканирования и печати исполнительной и разрешительной документации, источник бесперебойного питания упомянутых компьютеров и устройств, которые посредством сетевого коммутатора соответствующим образом связаны между собой и с упомянутой точкой беспроводного доступа к локальной сети Wi-Fi, при этом
подсистема обработки и мониторинга данных выполнена в виде аппаратно-программного комплекса с возможностью независимого функционирования от центральной подсистемы в течение периода, обусловленного объемом накапливаемых данных о ходе сварочных работ, включающего в себя автоматизированное рабочее место мастера в виде соответствующего персонального компьютера с программным обеспечением, автоматизированное рабочее место специалиста в виде соответствующего персонального компьютера с программным обеспечением и мобильное автоматизированное рабочее место в виде планшетного компьютера с программным обеспечением, причем упомянутые мобильное рабочее место и рабочие места мастера и специалиста связаны через упомянутую точку беспроводного доступа с локальной сетью Wi-Fi.
2. Система по п. 1, отличающаяся тем, что одна подсистема регистрации параметров сварки выполнена с возможностью подключения к одному аппарату сварочного оборудования.
3. Система по п. 1, отличающаяся тем, что измеритель параметров сварки снабжен внешним датчиком тока, разъемом для подключения выносного счетчика расхода сварочной проволоки и разъемом для подключения к регистратору параметров сварки.
4. Система по любому из пп. 1-3, отличающаяся тем, что упомянутые компьютеры и устройства центральной подсистемы соединены между собой в локальную сеть по беспроводной сети Wi-Fi.
5. Система по любому из пп. 1-3, отличающаяся тем, что упомянутые компьютеры и устройства центральной подсистемы соединены между собой в локальную сеть посредством проводной связи.
| WO 2020092828 A1, 07.05.2020 | |||
| СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ | 2016 |
|
RU2681589C2 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ РАСПРЕДЕЛЕННУЮ АРХИТЕКТУРУ СВАРКИ | 2002 |
|
RU2284885C2 |
| US 6583386 B1, 24.06.2003 | |||
| US 20190035306 A1, 31.01.2019 | |||
| US 20190160601 A1, 30.05.2019 | |||
| US 20080276179 A1, 06.11.2008 | |||
| CN 209239338 U, 13.08.2019. | |||

