Область техники, к которой относится изобретение
Настоящее изобретение относится в общем к компьютерным системам и системам сварки, в частности относится к системе и способу, обеспечивающим распределенную архитектуру сварки, где сетевую архитектуру используют для того, чтобы сделать возможным интерактивное выполнение дистанционной конфигурации, мониторинга, управления и деловых операций в распределенной среде, в которой осуществляются процессы сварки.
Предшествующий уровень техники
Системы сварки занимают центральное место в современный индустриальный век. От многочисленных сборочных операций для автомобилей до автоматических производственных сред эти системы помогают выполнить соединения и в ходе более сложных производственных операций. Один такой пример системы сварки включает систему дуговой электросварки. В ней может быть предусмотрено перемещение расходуемого электрода, например, по направлению к рабочей детали при прохождении тока через электрод и дугу, возникающую между электродом и рабочей деталью. Электрод может относиться к электроду нерасходуемого типа или расходуемого типа, в котором части электрода могут плавиться и осаждаться на рабочей детали. Часто для реализации множества аспектов процесса сборки используют сотни, а возможно и тысячи сварочных аппаратов, где сложные контроллеры позволяют отдельным сварочным аппаратам работать в соответствующих участках технологического процесса. Ряд указанных аспектов относится, например, к управлению мощностью и формой сигнала, подаваемого на электрод, перемещениям или ходу мундштука сварочной горелки во время сварки, переходу электрода к другим точкам сварки, управлению подачей газа для защиты расплавленной сварочной зоны от окисления при повышенных температурах и обеспечения ионизированной плазмы для дуги, а также к другим аспектам, таким как устойчивость дуги, для управления качеством сварки. Эти системы часто разворачивают на большие расстояния в больших производственных средах и многократно распространяют через множество производственных центров. Однако, учитывая сущность и требования современных более сложных производственных операций, проектировщики, разработчики архитекторы и поставщики материалов/изделий для систем сварки сталкиваются с возрастающими трудностями, связанными с обновлением, техническим обслуживанием, управлением, сервисом и снабжением различных мест выполнения сварки.
К сожалению, многие известные системы сварки работают под индивидуальным управлением, причем до некоторой степени в изолированных производственных участках по отношению к общему процессу сборки. Поэтому управление, техническое обслуживание, сервис и снабжение множества изолированных мест в больших центрах и/или по всему миру породили ряд серьезных проблем, решение которых требует много времени и больших затрат.
Одна из указанных проблем относится к координированию, управлению и конфигурированию несвязанных систем сварки. В общеизвестных системах часто требуется, чтобы инженеры и проектировщики передвигались от одного из множества различных мест выполнения сварки к другому для изменения и/или модификации текущего производственного процесса вручную. Это может включать в себя, например, модификацию программ, связанных с аспектами управления каждого сварочного аппарата. После выполнения модификации в каждом месте можно провести тестирование отдельных сварочных аппаратов, чтобы проверить одну конкретную часть общего технологического процесса. Однако, когда общая операция сборки уже началась, возможно обнаружиться, что ряд сварочных аппаратов необходимо «перенастроить» или модифицировать для их интегрирования с другими системами сварки, участвующими в технологическом процессе. Этот процесс может включать направление системного инженера в каждое место выполнения сварки в большой сборочной операции для модификации отдельной части технологического процесса. Кроме того, системные инженеры могут выполнять регулировку конкретного сварочного аппарата изолированно, не зная, вписывается ли последняя регулировка в общий сборочный процесс. Это требует много времени и связано с большими затратами.
Другая проблема, связанная с системами сварки, относится к сервису и техническому обслуживанию сварочных аппаратов. Сервис и техническое обслуживание сварочных аппаратов часто выполняются в соответствии с процедурами, реализуемыми операторами систем сварки. Хотя некоторые операторы могут обеспечить адекватный сервис и техническое обслуживание этих систем, качество таких работ часто зависит от уровня подготовки и компетенции отдельного оператора. Таким образом, большой парк обслуживаемых на должном уровне сварочных аппаратов, работающих на общий процесс сборки, может попасть в зависимость от другой системы сварки, техническое обслуживание и сервис которой не соответствует нормам. Это может привести к остановке или прерыванию технологического процесса на время проведения обслуживания сварочного аппарата, техническое обслуживание которого плохо обеспечивалось. Однако даже в лучшем случае с учетом того, что многие системы сварки работают изолированно, диагностическая информация, относящаяся к техническому состоянию этих систем, часто вообще не предоставляется либо становится известной уже после выхода из строя оборудования.
Еще одна проблема, присущая общеизвестным системам сварки, относится к оформлению заказов и поставке для этих систем материалов/изделий с ограниченным сроком пользования. Как было описано выше, эти изделия могут включать проволоку, газ и другие компоненты, связанные с процессом сварки. Часто операторы или контролеры, ответственные за технологический процесс, следят за расходом этих материалов и оформляют на них заказы. Эта работа обычно включает инвентаризацию и отслеживание планируемых производственных потребностей вручную с последующим оформлением заказа на поставки с достаточным упреждением, с тем чтобы производственный процесс не прерывался. Выполняемые вручную операции, связанные с оформлением заказов и инвентаризацией, занимают много времени и часто требуют дублирования усилий множества людей и подразделений. Когда заказы окончательно размещены, могут появиться ошибки, связанные с неправильным указанием поставщикам каталожных и/или серийных номеров деталей. Кроме того, поставщики и дистрибьюторы часто имеют дело с нарушаемыми планами ожидаемого спроса, поскольку информация о действительном использовании продукта не может появиться, пока заказ фактически не размещен. Следовательно, в известных изолированных системах сварки обычно требуется больше вмешательств, выполняемых вручную, а также в таких системах труднее организовать учет.
Из-за вышеописанных и других проблем, связанных с известными системами сварки, имеется неразрешенная потребность в улучшенной архитектуре сварки, содействующей организации удаленного контроля, конфигурирования, управления, технического обслуживания и снабжения множества систем сварки, которые могут быть рассредоточены по большим площадям или регионам.
Сущность изобретения
Далее следует упрощенное изложение сущности настоящего изобретения, дающее базовое представление о некоторых его аспектах. Этот раздел не охватывает все аспекты изобретения. Он не претендует ни на определение ключевых или важнейших элементов изобретения, ни на описание объема изобретения. Единственной целью этого раздела является представление некоторых концепций изобретения в упрощенном виде в качестве вступления к более подробному описанию, представленному ниже.
Настоящее изобретение относится к системе и способу, позволяющим обеспечить распределенный процесс сварки посредством сетевой архитектуры. Сетевая архитектура предоставляет структуру, протокол и интерфейс удаленной связи между сварочными аппаратами и/или другими удаленными системами через внутренние сети и/или более широкие сети, такие как, например, Интернет. Эти системы могут включать в себя оборудование, входящее в состав заводской производственной линии, системы контроля, системы инвентаризации, системы управления качеством и системы технического обслуживания, связанные со сварочными аппаратами. Связь между этими системами способствует выполнению таких видов деятельности, как электронная торговля, распределенное управление, техническое обслуживание, обслуживание потребителя и заказы/поставки/распределение материалов для сварки. Таким образом, объединенная в сеть и распределенная архитектура сварки согласно настоящему изобретению открывают дорогу новому поколению интеллектуальных систем сварки, которые улучшают известные и отчасти изолированные системы сварки благодаря более высокому уровню интеграции, обеспечивая более высокое качество, производительность и снижение производственных издержек.
Согласно настоящему изобретению сетевой сервер (например, Web-сервер) и сетевой интерфейс, связанный с системой сварки, позволяют сетевой архитектуре сварочных аппаратов и/или другим сетевым системам обеспечить дистанционное выполнение функций в распределенном процессе сварки. Эти функции могут включать дистанционное координирование и управление множеством сварочных аппаратов и/или сетью сварочных аппаратов в соответствии с командой более высокого уровня и систему управления, помогающую организовать весь процесс изготовления и поставки. Множеством сварочных аппаратов, рассредоточенных по большим площадям, можно конфигурировать и управлять из удаленной системы без необходимости доступа и перемещения к отдельным постам сварки. Дистанционный мониторинг процесса обеспечивается в виде обратной связи при управлении и координировании сварочных аппаратов, а также используется для диагностирования, технического обслуживания и управления качеством наряду с другими аспектами, которые более подробно описаны ниже.
Сетевой интерфейс может использовать один или более общедоступных доменных и собственных сокетов, адаптированных для связи, вместе с протоколом связи для сварки с целью взаимодействия со сварочным аппаратом через сеть. Также может быть предусмотрена компонента конфигурации, позволяющая обеспечить дистанционное конфигурирование системы сварки через сетевой интерфейс. Конфигурации могут включать программы и встроенное программное обеспечение, связанные, например, с контроллером сварки, а также конфигурации, относящиеся к другой системе сварки и/или рабочим процедурам. Также можно предусмотреть удаленный интерфейс, который может постоянно находиться, например, в браузере, чтобы дать возможность пользователям взаимодействовать с распределенным процессом сварки через сетевой сервер и интерфейс. Удаленный интерфейс включает в себя аспекты мониторинга и конфигурирования, что позволяет пользователям осуществлять дистанционное конфигурирование, мониторинг и управление множеством сварочных аппаратов, которые адаптированы согласно настоящему изобретению. Вместе с настоящим изобретением также может быть предусмотрена компонента защиты, помогающая организовать зашифрованную дистанционную связь с аутентификацией и авторизацией для сварки и управление по общедоступным сетям, таким как Интернет.
Сетевая архитектура согласно настоящему изобретению дополнительно позволяет обеспечить снабжение и техническое обслуживание всей системы сварочных аппаратов. Мониторинг поставок, связанных со сварочными аппаратами, может выполняться автоматически и/или вручную из удаленных систем с целью содействия обработке/прогнозированию продаж и заказов применительно к быстро расходуемым/заменяемым материалам/изделиям, относящимся к сварочному аппарату. Например, может поддерживаться график технического обслуживания сварочного аппарата для отслеживания характерного износа таких элементов, как мундштуки сварочных горелок, и других элементов, которые изнашиваются со временем. С определенными интервалами, автоматически и/или вручную в удаленные пункты могут передаваться заказы на замену. Мониторинг и заказы других продуктов технологического процесса, таких как, например, проволока или газ, могут осуществляться по мере сокращения поставок. Кроме того, облегчается маркетинг и прогнозирование продаж путем сбора и обобщения в реальном времени удаленной информации от большого количества сварочных аппаратов, рассредоточенных по различным предприятиям, странам и континентам.
В последующем описании и прилагаемых чертежах в качестве примера подробно изложены некоторые аспекты изобретения. Однако эти аспекты касаются лишь нескольких различных способов возможного использования принципов изобретения, причем подразумевается, что настоящее изобретение включает в себя все указанные аспекты и их эквиваленты. Другие преимущества и новые отличительные признаки изобретения станут очевидными из последующего подробного описания изобретения, рассматриваемого вместе с упомянутыми чертежами.
Перечень чертежей
Фиг.1 - блок-схема, иллюстрирующая распределенную архитектуру сварки согласно аспекту настоящего изобретения;
фиг.2 - блок-схема, иллюстрирующая пример сетевой конфигурации сварочных аппаратов и удаленной системы согласно аспекту настоящего изобретения;
фиг.3 - блок-схема, иллюстрирующая сеть сварки согласно аспекту настоящего изобретения;
фиг.4 - блок-схема, иллюстрирующая интерфейс контроллера сварки и сети согласно аспекту настоящего изобретения;
фиг.5 - блок-схема, иллюстрирующая протокол сварки согласно аспекту настоящего изобретения;
фиг.6 - блок-схема, более подробно иллюстрирующая архитектуру сетевого интерфейса и связи согласно аспекту настоящего изобретения;
фиг.7 - блок-схема, иллюстрирующая интегрированный интерфейс сварки согласно аспекту настоящего изобретения;
фиг.8 - блок-схема, иллюстрирующая систему конфигурирования сварки согласно аспекту настоящего изобретения;
фиг.9 - блок-схема, иллюстрирующая пользовательский интерфейс конфигурирования и мониторинга согласно аспекту настоящего изобретения;
фиг.10 - блок-схема, иллюстрирующая систему мониторинга сварки согласно аспекту настоящего изобретения;
фиг.11 - схема, более подробно иллюстрирующая управление и монитор системы согласно аспекту настоящего изобретения;
фиг.12 - блок-схема, иллюстрирующая систему аварийной сигнализации для сварки согласно аспекту настоящего изобретения;
фиг.13 - блок-схема, иллюстрирующая систему управления сваркой более высокого уровня согласно аспекту настоящего изобретения;
фиг.14 - блок-схема, иллюстрирующая систему деловых сделок для сварки согласно аспекту настоящего изобретения;
фиг.15 - блок-схема, иллюстрирующая систему поддержки сварки согласно аспекту настоящего изобретения;
фиг.16 - блок-схема, иллюстрирующая систему защиты сварки согласно аспекту настоящего изобретения;
фиг.17 - блок-схема алгоритма, иллюстрирующая методику обеспечения распределенной архитектуры сварки согласно аспекту настоящего изобретения;
фиг.18 - блок-схема алгоритма, иллюстрирующая процесс дистанционного мониторинга сварки согласно аспекту настоящего изобретения;
фиг.19 - блок-схема алгоритма, иллюстрирующая процесс дистанционного управления сваркой согласно аспекту настоящего изобретения;
фиг.20 - блок-схема алгоритма, иллюстрирующая процесс дистанционного конфигурирования сварки согласно аспекту настоящего изобретения;
фиг.21 - блок-схема алгоритма, иллюстрирующая процесс дистанционного интерфейса для сварки согласно аспекту настоящего изобретения, и
фиг.22 - блок-схема алгоритма, иллюстрирующая процесс дистанционной обработки деловых сделок для сварки согласно аспекту настоящего изобретения.
Подробное описание изобретения
Далее со ссылками на чертежи представлено описание настоящего изобретения, где одинаковые номера позиций используются для обозначения идентичных элементов на всех чертежах.
Настоящее изобретение относится к системе и методике, обеспечивающей распределенную архитектуру сварки, где управление, мониторинг, конфигурирование и снабжение множества сварочных аппаратов и/или других удаленных систем выполняют через сетевую архитектуру более высокого уровня, адаптированную к процессу сварки. Используемый в этой заявке термин «система» относится к структуре, содержащей одну или более компонент. Термин «компонента» относится к структуре, включающей в себя аппаратные и/или программные компьютерные средства. Например, компонента может представлять собой машинно-считываемую память, закодированную с помощью программных команд, или компьютер, сконфигурированный для выполнения определенных задач, но не ограничивается перечисленным. В качестве иллюстрации компонентами могут быть как прикладная программа, хранящаяся в памяти, считываемой компьютером, так и сервер, на котором выполняется данное приложение. В силу сущности отдельных компонент их множество может быть настолько переплетено, что зачастую их невозможно отделить друг от друга. То же самое можно сказать и о системах, которые также могут быть переплетены настолько, что выделение отдельных систем не представляется возможным.
Сетевой сервер и связанный с ним интерфейс оперативно соединены со сварочным аппаратом, что позволяет создать распределенную архитектуру сварки согласно настоящему изобретению. Сетевой сервер выполняет множество функциональных объектов с целью взаимодействия между различными частями процесса сварки. Эти объекты могут быть вызваны из удаленной системы через сетевые сокеты, адаптированные к сварочному аппарату и связанные с сетевым сервером и указанными объектами. Удаленная система и/или другая система сварки может выполнить начальную загрузку компонентов и/или приложений для взаимодействия с функциональными объектами, предоставляемыми сетевым сервером. Эти компоненты могут включать в себя компоненту мониторинга, компоненту конфигурирования, компоненту управления и компоненту деловых сделок. Для облегчения организации сетевого управления и мониторинга отдельных сварочных аппаратов предусмотрен протокол команд и интерфейса для сварки, согласно которому выполняется обмен информацией о состоянии и информацией управления с удаленными системами по сети, что позволяет осуществлять управление множеством распределенных систем сварки на более высоком уровне.
Сетевой сервер может также обеспечивать, например, взаимодействие с Web-страницами и может предоставлять доступ к удаленной системе/браузеру и/или локальному браузеру для сопряжения со сварочным аппаратом. Удаленная система включает в себя, по меньшей мере, один стандартный сокет (например, HTTP (протокол передачи гипертекстовых файлов)) для обмена данными во «всемирной паутине» (Web) и, по меньшей мере, один собственный сокет (например, сокет приложения для сварки) с целью обмена информацией между сварочным аппаратом и удаленной системой. Например, стандартный сокет может представлять собой сокет HTTP, сокет FTP (протокол передачи файлов), сокет TELNET (сетевой протокол виртуального терминала) и/или другой сетевой сокет. Заметим, что термины «Web» и «http» фактически являются взаимозаменяемыми, однако «Web» не включает в себя FTP или TELNET, которые представляют собой отдельные протоколы. Стандартный сокет позволяет удаленной системе загружать различные приложения и/или инструменты, которые помогают организовать функционирование системы и обращаться к приложениям и/или инструментам. Например, приложения могут вызывать или выполнять начальную загрузку сокетов приложения для сварки, которые инкапсулируют исходную адресацию системы сварки и аргументы команд, где соответствующие аргументы маршрутизации и запросов могут обслуживаться собственной сетевой операционной системой сварочного аппарата. Сеть может использовать протокол дейтаграмм пользователя (UDP), в котором клиентская система может служить посредником при запросах через сокет, направленных в собственную систему сварочного аппарата или от нее. Собственная система сварочного аппарата может включать в себя один или несколько управляющих процессоров и собственную локальную вычислительную сеть (ЛВС, LAN) для сварки, соединяющую управляющие процессоры с одним или несколькими логическими процессами и/или «объектами», которые выполняются в управляющем процессоре. База данных обеспечивает доступ к способам/свойствам, проявляемым каждым объектом.
Обратимся сначала к фиг.1, где показана распределенная архитектура 10 для сварки согласно аспекту настоящего изобретения. Распределенная архитектура 10 для сварки включает систему 20 сварки, одну или несколько других систем сварки, показанных в виде системы 24 сварки, и системы N 28 сварки, где N - целое число, которые оперативно соединены с удаленной системой 30 через сеть 40. Удаленная система 30, которая может представлять собой компьютер или другую систему сварки, взаимодействует с системами 20-28 сварки, вызывая объекты 44 сварки, показанные в системе 20 сварки. Объекты 44 сварки обеспечивают функциональное взаимодействие с различными аспектами системы сварки 20. Эти аспекты могут, например, включать в себя управление, мониторинг и связь с системой 20 сварки. Связь обеспечивается сервером/сетевым интерфейсом 46 и может включать в себя, например, набор, группу и/или блок серверов и/или клиентов, который открывает сетевые сокеты (не показаны) для обмена данными с объектами 44 сварки. Как более подробно описано ниже, сервер/сетевой интерфейс 46 может включать в себя, например, Web-сервер или серверы, которые обеспечивают дистанционный просмотр взаимодействия с системой 20 сварки. Также может быть предусмотрен описанный ниже встроенный Web-браузер, который может действовать, например, как клиент по отношению к другим удаленным системам или сварочным аппаратам.
Другие функциональные возможности клиента в системе 20 сварки могут включать в себя, например, функции отправителя электронной почты (например, клиент SMTP (простой протокол пересылки электронной почты)) для отправки сообщений другим сетевым системам.
Другие части системы 20 сварки, которые более подробно описаны ниже, могут включать монитор 50 системы сварки и систему 54 управления сваркой, которая осуществляет управление сварочным оборудованием 58. Сварочное оборудование 58 представляет собой аппаратные средства, выполняющие сварку, такие как механизм подачи проволоки, рабочий конец электрода, заправщик электродов, газовый смеситель, устройство подачи газа, газовый контроллер, привод фиксатора, манипулятор для перемещения каретки/детали, роботизированный манипулятор хобота/траверсы/сварочной горелки, лазерное устройство слежения за сварочным швом, другие устройства ввода/вывода и источник питания для сварки (не показаны). Система 54 управления сваркой может включать в себя контроллер 60 сварки, средство 64 контроля дуги/сварки и интерфейс 68 ввода/вывода и связи для сварки, которые обеспечивают управление сварочным оборудованием 58.
Подсоединение систем 20-28 сварки к сети 40 обеспечивает более высокий уровень управления и эффективности по сравнению с известными системами сварки. Сеть 40 может включать в себя глобальные сети общего пользования, такие как Интернет, либо может быть сконфигурирована для выполнения функций локальной внутренней сети (Intranet) и/или выделенных сетей управления. В качестве примера сеть 40 может использовать сеть Ethernet (IEEE 802.3), беспроводную сеть Ethernet (IEEE 802.11), протокол РРР (протокол соединения «точка - точка»), многоточечную ближнюю связь на радиочастотах, протокол WAP (протокол беспроводного доступа) и протокол Bluetooth (новая технология беспроводной передачи речи и данных). Управление и мониторинг на более высоком уровне обеспечивается в результате выполнения удаленных компонент в удаленной системе 30 для мониторинга и управления различными аспектами в системах 24-28 сварки. Эти компоненты могут включать в себя удаленный интерфейс 70, компоненту 74 конфигурирования сварки и компоненту 78 мониторинга сварки, которые могут, например, включать в себя монитор устойчивости дуги и монитор качества сварки. Другие удаленные компоненты могут включать в себя компоненту 82 управления на более высоком уровне и компоненту 86 для деловых сделок. Заметим, что компоненты 70-86 могут взаимодействовать друг с другом, причем все они либо какая-то их часть могут выполняться в удаленной системе 30 и загружаться из систем 20-28 сварки. Удаленный интерфейс 70, который может включать в себя браузер, позволяет пользователям осуществлять дистанционный мониторинг, конфигурование, управление и обработку деловых сделок с системами 20-28 сварки. Как более подробно описано ниже, удаленный интерфейс 70 может загружать один или несколько объектов 44 сварки, которые могут быть сконфигурированы, например, в виде апплета (мобильного мини-приложения). Этот апплет может затем использовать Web-страницы, которые обслуживаются сервером/сетевым интерфейсом 46, и вызвать один или несколько общедоступных доменных сокетов и/или собственных сокетов (не показаны), помогающих организовать связь с системами 20-28 сварки.
Дистанционное конфигурирование систем 20-28 сварки обеспечивается компонентой 74 конфигурирования сварки. Она позволяет разработчикам и инженерам в области сварки модернизировать или модифицировать различные аспекты систем 20-28 сварки из удаленных мест. Эти аспекты могут включать в себя процедуры модернизации или модификации, встраиваемое программное обеспечение и/или программы, связанные с системой 54 управления сваркой. Как более подробно описано ниже, удаленный интерфейс 70 может обращаться к базе данных, содержащей программы и встраиваемое программное обеспечение, и предоставлять экран для конфигурирования (например, графический интерфейс пользователя), облегчающий процесс модернизации. Удаленный интерфейс 70 также позволяет инженерам манипулировать логическими операциями, временными характеристиками, формами сигналов и динамическими характеристиками в системе 54 управления сваркой, как более подробно описано ниже.
Компонента 78 мониторинга сварки делает возможным дистанционный мониторинг и регистрацию производственной и управляющей информации, поступающей от систем 20-28 сварки, подает эту информацию в удаленный интерфейс 70 и регистрирует ее в базе данных (не показана). Это достигается путем объединения множества переменных системы сварки (например, запроса отслеживаемых переменных у каждой системы сварки, приема сообщений о событиях) от систем 20-28 сварки. Эти переменные могут предоставляться, например, монитором 50 системы сварки и монитором 64 дуги/сварки. Монитор 64 дуги/сварки отслеживает аспекты управления системой 54 управления сваркой. Это может включать в себя информацию, относящуюся к обратной связи, счетчикам, таймерам и/или другим переменным, которые отражают состояния системы 54 управления сваркой. Монитор 50 системы сварки собирает информацию, относящуюся ко всей системе 20 сварки. Эта информация может, например, включать в себя информацию о длительности рабочей смены/перерыва оператора и информацию, относящуюся к техническому обслуживанию системы 20 сварки. Также может быть предусмотрено средство 88 мониторинга использования расходуемых материалов для мониторинга поставок для сварки (например, использование газа, использование проволоки), которые были израсходованы, например, в течение конкретного временного интервала. Другие аспекты мониторинга могут включать в себя мониторинг управления качеством, к примеру мониторинг устойчивости дуги по обратной связи от монитора 64 дуги/сварки. Кроме того, компонента 78 мониторинга сварки может принимать аварийные предупреждения или фиксировать другие события, которые запускаются отслеживаемыми переменными.
Компонента 82 управления на более высоком уровне помогает организовать управление и/или координирование одной или нескольких удаленных систем сварки. Это достигается путем направления синхронных и/или асинхронных команд в систему 54 управления сваркой и мониторинга результатов выполнения команд через компоненту 78 мониторинга сварки. Как более подробно описано ниже, команды могут направляться согласно протоколу команд сварки, который использует сокет дейтаграмм и/или потоковый сокет для взаимодействия с функциями управления в системах 20-28 сварки. Компонента 86 деловых сделок позволяет дистанционно оформлять заказы и поставлять материалы для сварки в системы 20-28 сварки. Мониторинг быстро расходуемых материалов для сварки (например, предоставление переменных, служащих индикатором имеющегося количества материалов) можно осуществить посредством монитора 88 использования потребляемых материалов, и сведения об этих материалах можно пересылать в компоненту 78 мониторинга сварки, а затем направлять в компоненту 86 деловых сделок. На основе информации мониторинга может быть организовано автоматическое размещение заказов у поставщиков материалов для сварки через компоненту 86 деловых сделок и сеть 40 (например, предоставление переменных, значение которых оказалось ниже заданного порога, инициирующего заказ). Заметим, что мониторинг материалов может выполняться вручную из удаленного интерфейса 70, причем заказы на эти материалы также можно оформлять вручную либо из удаленной системы 30, либо из систем 20-28 сварки.
Обратимся к фиг.2, где показана система 90, представляющая пример сетевой конфигурации согласно настоящему изобретению. Система 90 включает в себя один или несколько сварочных аппаратов 92 и 94, адаптированных для работы с сетевым сервером и интерфейсом, как было описано выше. Заметим, что сварочные аппараты 92 и 94 могут также быть включены в сеть сварочных аппаратов, как более подробно описано ниже. Каждый сварочный аппарат 92 или 94 может обмениваться данными через сеть 40 с множеством устройств, поддерживающих работу в сети. Эти устройства могут включать в себя удаленный компьютер 100, промышленный контроллер 102, к примеру программируемый логический контроллер, робот 104 и/или другое устройство 106, способное работать в сети (например, устройство, работающее по протоколу TCP (протоколу управления передачей)). Согласно настоящему изобретению устройства 100-106, поддерживающие работу в сети, могут открывать один или несколько сокетов протокола сварки (не показаны) или сетевые сокеты и выполнять компоненты или объекты, такие как апплет, с целью организации прямого и своевременного доступа к сварочным аппаратам 92 и 94. Каждый сварочный аппарат 92 и 94 может включать в себя программные компоненты для управления и мониторинга сварочных аппаратов и может использовать множество сокетов протокола сварки для связи с программными компонентами и устройствами 100-106, поддерживающими работу в сети. Сокеты протокола сварки могут также содействовать обмену данными между сварочными аппаратами, когда один сварочный аппарат действует как клиент, а другой сварочный аппарат выполняет роль сервера, или наоборот, что показано в виде оперативного соединения 108. Как показано в системе 90, сварочные аппараты 92 и 94 могут быть интегрированы в общую распределенную архитектуру управления цеха. Это позволяет организовать мониторинг и управление процессом сварки, а также другими процессами, такими как процессы, реализуемые роботом 104 и промышленным контроллером 102, из одного или нескольких удаленных мест без посылки системных инженеров или операторов на каждый технологический участок для модификации или диагностирования рабочих параметров сварочных аппаратов.
Согласно другому аспекту настоящего изобретения предусмотрена интеграция с Web-сервером подсистемы третьей стороны. Например, каждое из устройств 100-106, поддерживающих работу в сети, может включать в себя интегрированный Web-сервер. Другие примеры подсистем третьей стороны могут включать в себя манипуляторы деталей, средство мониторинга сварки, систему автоматизированного проектирования/автоматизированного производства (САПР, CAD/CAM), лазерную систему технического зрения, систему камер наблюдения, где каждая подсистема может иметь свой собственный Web-сервер. Чтобы дать пользователю унифицированное «общее представление о системе», информация и средства управления интегрируются и/или консолидируются в/из Web-серверов, постоянно находящихся в подсистемах.
Точка входа (например, домашняя страница системы сварки) может находиться в любой одной подсистеме, где эта точка входа может порождаться подсистемой, которая имеет максимальные ресурсы (например, память и возможности обработки). Эти ресурсы могут включать в себя технологию переадресации Web-страницы для получения Web-содержания (контента) из любой подсистемы, чтобы пользователи получали унифицированное представление о системе сварки. Как более подробно описано ниже, может выполняться, например, апплет Java для получения данных от одного или нескольких серверов данных, таких как Web-сервер, для графического представления набора данных, например, в Web-браузере. Заметим, что Web-страница, включающая в себя домашнюю страницу, может находиться на конкретном Web-сервере, причем апплет, к которому обращаются в этих страницах, может постоянно находиться на другом Web-сервере или может быть из него извлечен.
Обратимся теперь к фиг.3, где показана система 120, иллюстрирующая одну возможную конфигурацию сети сварочных аппаратов согласно настоящему изобретению. В системе 120 показаны три сварочных аппарата 124, 126 и 128, однако ясно, что в рамках объема настоящего изобретения возможны различные конфигурации, соединения и сварочные аппараты, отличные от показанных на фиг.3. Каждый сварочный аппарат 124-128 может включать в себя один или несколько экземпляров компоненты (не показаны) для управления одной или несколькими группами сварочного оборудования 130-134. Например, сварочный аппарат 124 управляет двумя отдельными группами сварочного оборудования 130 и 132, в то время как сварочный аппарат 126 управляет сварочным оборудованием 134. Каждый сварочный аппарат 124-126 может иметь одно или несколько сетевых соединений с множеством удаленных систем 140. Например, эти соединения могут поддерживать протокол Интернет (например, протокол Интернет версии 6), такой как протокол TCP/IP, более подробно описанный ниже. Например, одно возможное соединение с удаленными системами 140 поддерживается через телефонное соединение 144 с поставщиком услуг (провайдером) Интернет (ISP) 146. Другое возможное соединение с удаленными системами 140 осуществляется через локальную вычислительную сеть (ЛВС) 150 и 152. Соединение ЛВС 150 также поддерживает связь между одним или несколькими сварочными аппаратами, как здесь показано, между сварочными аппаратами 124 и 126. Посредством предоставления сетевых соединений, показанных в системе 120, одна или несколько удаленных систем 140 могут управлять и/или координировать работу множества экземпляров сварочного оборудования 130-134, которые также могут находиться на больших расстояниях друг от друга. Кроме того, некоторые сварочные аппараты могут управлять и/или координировать работу других сварочных аппаратов и связанного с ними сварочного оборудования, как показано на фиг.3, с помощью соединения ЛВС 150 между сварочными аппаратами 124 и 126. Заметим, что сварочные аппараты 124-126 и связанное с ними сварочное оборудование 130-134 могут обмениваться данными через отдельную сеть, изолированную от удаленных систем 140. Эти соединения показаны под номерами позиций 154-158.
Обратимся теперь к фиг.4, где показана система 170, иллюстрирующая более подробно архитектуру сети и связи для сварки согласно настоящему изобретению. Система 170 включает в себя интерфейс 174 сокета, который направляет/преобразует протокол связи для сварки в/из TCP/IP и экземпляр которого создается стеком 178 TCP/IP. Каждый экземпляр сокета, который может быть вызван из удаленного браузера и/или другого приложения, включает в себя информацию о сварочном аппарате, такую как IP адрес и адрес порта. Стек 178 TCP/IP представляет многоуровневый интерфейс связи для сетей, таких как Интернет, и более подробно описан ниже в связи с фиг.6. Стек 178 TCP/IP может непосредственно взаимодействовать с одним или несколькими драйверами для осуществления связи с удаленными системами 140. Одним из возможных драйверов является драйвер 182 соединения «точка - точка» (РРР) для обмена данными по телефонной линии 144 с поставщиком 146 услуг Интернет (ISP). Другим драйвером может быть драйвер 186 сети Ethernet, который обменивается данными через ЛВС 150 с удаленными системами 140. Следует оценить тот факт, что возможно множество других драйверов и сетевых интерфейсов. Например, стек TCP/IP и связанная с ним физическая сеть могут постоянно находиться в шлюзе, где может выполняться преобразование из одного сетевого протокола в другой.
Как было описано выше, система 170 сварки включает в себя объекты или компоненты для взаимодействия с функциональными аспектами сварочного аппарата. Эти объекты или компоненты могут храниться в базе 190 данных свойств и способов сварочного аппарата, к которой можно обращаться из местной или удаленной файловой системы 194, такой как стандартная структура каталогов операционной системы. Функциональные аспекты, управляемые объектами, могут включать в себя, например, подачу команд на включение и отключение сварочного аппарата, изменение уровня производительности агрегата, выбор процедуры сварки, конфигурирование ввода/вывода агрегата, мониторинг обратной связи агрегата, пересылку рабочего кода или встраиваемого программного обеспечения и получение диагностических данных по агрегатам. Также могут быть предусмотрены и другие компоненты более высокого уровня, такие как электронная почта, управление качеством и обработка заказов. Каждый из функциональных аспектов имеет уникальный адрес и маршрутизируется в соответствии с объектом с помощью соответствующего сервисного кода (например, для различения способов объекта от его свойств) и идентификатора для различения одного способа/свойства от другого способа/свойства, содержащегося в одном и том же объекте.
Объекты могут направляться во внешнее сварочное оборудование 196 через сетевой интерфейс 198 связи для сварки и сеть 200 для сварки. Заметим, что связь через сеть 200 для сварки со сварочным оборудованием 196 может быть обеспечена согласно отдельному протоколу, отличному от протокола TCP/IP.
Система 170 также включает в себя контроллер 204 сварочного оборудования для управления сварочным оборудованием 196. Он выполняет такие функции, как мониторинг обратной связи и управление выходными данными в процессе управления по замкнутому контуру. Другие логические схемы могут включать в себя логические схемы для синхронизации и задания последовательности операций с целью управления различными аспектами процесса сварки. Заметим, что можно использовать более одного контура управления. Например, один контур может управлять дугой, которая обеспечивается сварочным оборудованием 196, а отдельный контур и/или контроллер предназначен для управления механизмом подачи проволоки, связанным со сварочным оборудованием 196. Второй контур, например, управляет двигателем, приводящим в действие механизм подачи проволоки. Также предусмотрен блок 208 интерфейса ввода/вывода сварочного оборудования для взаимодействия со сварочным оборудованием 196. Например, блок 208 ввода/вывода обеспечивает управляющие и логические выходные сигналы 210 (например, аналоговые/цифровые напряжения/токи), принимает сигналы 212 обратной связи от оборудования (например, аналоговые входные сигналы, импульсные входные сигналы) и обеспечивает другие дискретные выходные сигналы 214 (например, 120, 240, 480 В переменного/постоянного тока) для управления сварочным оборудованием 196.
Обратимся теперь к фиг.5, где показан протокол 220 сварки для осуществления связи и управления различными частями системы сварки согласно настоящему изобретению. Часть пакета 224 TCP/IP включает в себя стек 226 IP, стек 228 TCP, которые согласованы с сетевыми протоколами, и поле 230 TCP/W для связи с функциональными объектами в системе сварки. Поле 230 TCP/W может включать в себя в качестве опции заголовок 234 и поле 238 данных. Поле заголовка 234 может содержать поле 240 опций/флагов, поле 244 последовательности сообщений (например, установки клиента - отклики сервера), поле 246 статуса сообщения и поле 248 длины сообщения, служащее индикатором длины поля данных 238, которое следует за заголовком 234. Поле 238 данных можно интерпретировать как команды 250 сервера для конфигурирования сетевого сервера или команды 254 оборудования для сварочных механизмов (например, выполняемая «реальная» работа). Также может быть предусмотрено поле 255 сбора данных, которое позволяет обеспечить организацию данных в поток для высокоскоростных сигналов для сварки. Например, эти данные могут относиться к напряжению, силе тока (в амперах), скорости подачи проволоки, току двигателя и другим сигналам или информации, касающихся процесса сварки.
В общем случае команды 250 сетевого сервера могут включать в себя идентификатор 256 команды сервера и аргументы 258 команды сервера, которые могут быть использованы удаленными системами для конфигурирования режима работы сетевого сервера, когда это относится к осуществлению связи. Это может включать в себя, например, установку сторожевой схемы, фиксирующей неактивное состояние, в результате чего сварочное оборудование узнает, что удаленная система «покинула» сеть и, следовательно, отключает ее выходной сигнал (выходной сигнал сварочного агрегата).
Команды 254 машин имеют дополнительную информацию, определяющую, к какой логической/физической машине и/или объекту/элементу адресуется команда (например, «контроллер сварки», «контроллер подачи проволоки», «газовый контроллер»). Команды 254 машин могут включать в себя поле 260 адреса машины и поля 262 и 264 идентификатора способа/свойства и аргументов соответственно для задания в объекте, к какому из его свойству/способов выполняется адресное обращение или вызов.
Заметим, что система, показанная на фиг.4, и протокол, описанный на фиг.5, могут выполняться совместно или независимо от Web-технологий. Например, прикладной уровень (например, сокет) TCP/IP может инкапсулировать адресацию и аргументы команд собственной системы сварки, такие как сокет приложения для сварки. Кроме того, агент (например, компонент сервера/клиента) может служить посредником при запросах через такой сокет в собственную систему сварочного аппарата или из нее. Например, собственная система сварочного аппарата может включать в себя один или несколько управляющих процессоров либо, если собственная система содержит множество процессоров, то управляющие процессоры могут быть соединены через собственную отдельную ЛВС для сварки, отличную от сокетов приложения для сварки. Такая сеть может включать в себя один или несколько логических процессов, задач и/или «объектов», выполняющихся на одном или нескольких управляющих процессорах, где базы данных, таблицы и/или крупномасштабные электронные таблицы могут обеспечить доступ к способам/свойствам, проявляемым каждым объектом. Заметим, что сам агент может быть встроен в саму систему сварки либо постоянно находиться вне ее, например, в виде шлюза. Кроме того, апплеты или приложения могут обслуживаться Web-сервером, постоянно находящимся в системе сварки, и/или удаленным Web-сервером, причем система сварки, в свою очередь, может открывать порт сокета приложения для сварки, при этом этот порт предоставляет апплету или приложению возможность непосредственной адресации и управления системой сварки.
Обратимся теперь к фиг.6, где показана система 300, иллюстрирующая более подробно сетевую архитектуру связи согласно настоящему изобретению. Система сварки 304 может включать в себя Web-сервер 308, который обеспечивает информационный обмен с удаленной системой 310. Удаленная система 310 может также включать в себя браузер 312, который обменивается данными с Web-сервером 308. Обмен информацией о сварке может осуществляться через Web-страницы и/или контент, включенный в базу 314 данных, которая связана с Web-сервером 308. Web-контент может включать, но не только, такие технологии, как язык HTML, язык SHTML, язык сценариев VB Script, язык JAVA, сетевой стандарт CGI Script, язык JAVA Script, динамический язык HTML, протокол передачи РРР, протокол межпроцессного взаимодействия RPC, протокол TELNET, протокол TCP/IP, протокол FTP, технологию ASP, язык XML, формат PDF, язык WML, а также другие форматы. Браузер 312, который может постоянно находиться в удаленной системе 310 или других системах сварки, осуществляет связь с Web-сервером 308 через один или несколько сокетов 318 и загружает один или несколько объектов, таких как апплет 322.
Заметим, что каждый объект или апплет 322 может быть связан с одним или несколькими сокетами 318. Например, браузер 312 может загружать Web-страницу либо другое приложение с сервера 308 сварки через общедоступный доменный или стандартный сокет, такой как сокет протокола HTTP передачи гипертекста, сокет протокола FTP передачи файлов, сокет простого протокола SMTP пересылки электронной почты, сокет протокола RPC вызова удаленных процедур, сокет протокола RMI удаленного вызова, сокет интерфейса JDBC, сокет открытого интерфейса ODBC взаимодействия с базами данных, сокет уровня защищенных сокетов (SSL), сокет сетевой файловой системы NFS, сокет Windows, к примеру Winsock, сокет точки доступа РОРЗ и сокет TELNET. После этого Web-страница может быть доступна другим приложениям для сварки, подлежащим вызову и обмену данными, путем открывания или «начальной загрузки» дополнительных сокетов 318 из пула общедоступных доменных и/или собственных сокетов, которые взаимодействуют с конкретными компонентами и/или функциями в системе сварки 304.
Например, апплет 322 может быть сконфигурирован для мониторинга компонентов сварки, которые обмениваются данными через собственную шину системы сварки (не показана). Когда апплет 322 вызывается и загружается из удаленной системы либо из браузера 312 и/или другого приложения, экземпляр сокета приложения для сварки, такого как собственный сокет, и/или другой общедоступный доменный сокет, может быть создан для обмена информацией мониторинга сварки между апплетом 322 и удаленной системой 310. Сокет приложения для сварки (СПС, WAS) может быть адаптирован для обмена протоколом для сварки, типа описанного выше в связи с фиг.5, между удаленной системой 310 и системой сварки 304. Это может включать в себя, например, передачу и прием данных команд и мониторинга сварки по вышеописанному протоколу для сварки. Вдобавок, сокет СПС может быть адаптирован для обмена данными с конкретными аспектами и/или приложениями, связанными с системой сварки (например, сварочным оборудованием, контроллером сварки, монитором сварки, монитором использования расходуемых материалов), по внутренней шине системы сварки, где приложения взаимодействуют и обмениваются данными через сокет СПС с другими локальными системами (например, Web-серверами, оперативно соединенными через внутреннюю сеть предприятия) и/или с удаленными системами (например, браузерами, мониторами, контроллерами, оперативно соединенными через Интернет). Заметим, что система сварки может быть сконфигурирована с использованием только протокола HTTP или другого коммерчески доступного протокола Интернет, однако при этом возможно не будет достигнута эффективность при соответствующем управлении системой сварки.
Апплет 322 (например, апплет JAVA) может выполняться в браузере 312 для обмена информацией с системой сварки 304. Для запуска браузера 312 и выполнения апплетов 322 может быть предусмотрена виртуальная машина JAVA (JVM). Виртуальные машины JAVA являются программной реализацией «виртуального центрального процессора», разработанного для выполнения компилированного кода JAVA. Это может включать автономные приложения JAVA, а также апплеты 322, которые загружаются для запуска браузера 312. Апплет 322 может быть дополнительно сконфигурирован для передачи рабочих данных по сварке (например, данные подсчета отказов зажигания дуги, данные об использовании расходуемых материалов, время включенного состояния/простоя оборудования) изготовителю сварочного оборудования, приема и отображения информации (например, объявление, обновление программы, снятие с производства или модернизация продукции, внедрение новой продукции и поддержка приложений и сервиса) от изготовителя. Апплет 322 также может быть настроен таким образом, чтобы не выполнять свои функции (например, закрывается, посылает сообщение об ошибках), если он не обнаруживает наличие источника питания для сварки и/или другой части системы сварки от указанного изготовителя и/или наличие Интернет-соединения с сервером данных изготовителя сварочного оборудования.
Наряду с апплетом 322 для обслуживания браузера 312 Web-сервер 308 может вызвать другие объекты или программы для сопряжения с системой управления сваркой и связанным с ней сварочным оборудованием 326. Например, эти программы могут включать в себя компоненту 328 электронной почты для посылки незатребованных и/или других сообщений в удаленную систему 310. Может быть предусмотрена 330 компонента связи для пересылки файлов в базу данных 314 или из нее. Например, для пересылки файлов может быть предусмотрена компонента протокола пересылки файлов (FTP). Как было описано выше, сокет 318 сопряжен со стеком 334 TCP/IP, который может быть связан с несколькими уровнями. Эти уровни пересылают данные на соединенный с сетью 40 сетевой интерфейс 340 и от него. Заметим, что в сетевой интерфейс 340 могут быть включены логические схемы от одного или нескольких уровней и что для связи с различными объектами в системе 304 сварки может быть использовано несколько сокетов 318. Например, можно использовать потоковый сокет, который обеспечивает сквозную линию связи, ориентированную на установление соединения между двумя сокетами, использующими протокол TCP.
К сокету другого типа относится сокет дейтаграмм, который представляет собой службу, не ориентированную на установление соединения, которая использует протокол дейтаграмм пользователя (UDP). Службы UDP хорошо подходят для пакетирования структур графика и используются для посылки команд управления из удаленной системы 310 в систему сварки 304. Протокол UDP позволяет множеству систем сварки принимать команды управления практически параллельно. Как показано на фиг.6, удаленная система 310 может включать в себя множество сокетов 344-354, адаптированных для сопряжения с компонентами 312, компонентой 74 для управления сваркой, компонентой 78 мониторинга сварки, компонентой 82 управления сваркой более высокого уровня и компонентой 86 деловых сделок, которые обмениваются данными с сетевым интерфейсом 360. Сокеты 344-354 могут включать в себя сокеты HTTP и/или сокеты приложений для сварки, как было описано выше, и могут приниматься и загружаться с Web-сервера 308.
Как было описано выше, стек 334 TCP/IP, который хорошо понятен, может быть связан с одним или несколькими другими сетевыми уровнями. Может быть предусмотрен физический уровень 364, который определяет физические характеристики, такие как электрические параметры сетевого интерфейса 340. Канальный уровень 366 определяет правила посылки информации через физическое соединение меду системами. Стек 334 TCP/IP может содержать сетевой уровень 368, который может включать в себя протокол Интернет (IP) и/или протокол Интернет версии 6 (IPv6), причем сетевой уровень определяет протокол для открытия и поддержки тракта по сети 40. Транспортный уровень 370, связанный со стеком 334 TCP/IP, может включать в себя протокол управления передачей (TCP), который обеспечивает более высокий уровень управления для перемещения информации между системами. Он может включать в себя более сложные отличительные обработки ошибок, назначения приоритетов и защиты. Сеансовый уровень 372, представительский уровень 374 и прикладной уровень 378, которые хорошо понятны и расположены над стеком 334 TCP/IP, также могут быть опционально включены.
Заметим, что сервер 308 может представлять собой Web-сервер или сервер HTTP, где приложение, загружаемое из системы сварки 304 в удаленную систему 310, может представлять собой, например, апплет Java или приложение Java. Приложение может запрашивать из системы сварки 304 Web-страницы (например, документы HTML) через сокет HTTP, где Web-страницы динамически формируются системой сварки 304 и могут включать текущие рабочие параметры сварочного аппарата. Web-страницы могут синтаксически анализироваться приложением с целью выделения рабочих параметров сварочного аппарата, причем эти рабочие параметры могут отображаться графически в браузере 312, будучи обработанными посредством некоего алгоритма и/или записываться в файл журнала. Вдобавок, один или несколько унифицированных указателей ресурсов (URL), связанных с Web-страницами, могут включать в себя команды, изменения установок параметров и/или инструкции или функции, выполняемые системой сварки 304, когда удаленная система 310 запрашивает Web-страницы.
Обратимся теперь к фиг.7, где показана система 400, иллюстрирующая альтернативный аспект настоящего изобретения. Согласно этому аспекту изобретения в систему сварки 304 могут быть включены виртуальная машина 404 Java и связанный с ней браузер 408 для предоставления локального интерфейса одной или нескольким удаленным системам 24-28 сварки и/или удаленной системе 30. Это позволяет оператору, например, загружать из других систем конфигурации/процедуры сварки, выполнять мониторинг/диагностирование локальной системы 304 и/или других систем и посылать/принимать заказы от других систем. Как показано на фиг.7, виртуальная машина JAVA 404 может выполнять приложение или программу JAVA 409 и обмениваться данными с сокетом 412. Сокет 412 может быть сконфигурирован таким образом, чтобы обеспечивать сопряжение между приложениями/апплетами JAVA и стеком 334 TCP/IP, делая возможным сетевой обмен данными.
Обратимся теперь к фиг.8, где показана система 450, более подробно иллюстрирующая архитектуру конфигурации сварки согласно настоящему изобретению. Система 450 включает в себя систему сварки 454, имеющую объект 458 конфигурирования и контроллер 462. Контроллер 462 может содержать процессор 468 с соответствующим встроенным программным обеспечением для управления процессором и программу 476 сварки, обеспечивающую управление сварочным оборудованием. Согласно настоящему изобретению браузер 330 инициирует обновление конфигурации сварки, вызывая компоненту 78 конфигурирования сварки, которая обращается к базе 480 данных. База 480 данных может включать в себя хранящиеся программы сварки, встроенное программное обеспечение и/или данные рабочих процедур для системы 454 сварки. Из браузера 310 оператор выбирает требуемую функцию, такую как встроенное программное обеспечение или программные данные. После того как выбор сделан, браузер 310 вызывает объект 458 конфигурирования и начинает загрузку данных из базы 480 данных через компоненту 78 конфигурирования сварки. Объект 458 конфигурирования принимает эти данные и переходит к обновлению или модификации встроенного в контроллер программного обеспечения 472, программы 476 и/или процедур 490 оператора, связанных с системой 454 сварки. Следует оценить тот факт, что аналогичным образом можно обновить и другие функции. В альтернативном варианте может быть предусмотрен локальный браузер 494, обеспечивающий удаленный вызов компоненты 78 конфигурирования сварки.
Обратимся теперь к фиг.9, где показана система 500, иллюстрирующая удаленный интерфейс пользователя согласно настоящему изобретению. Удаленный интерфейс 504 вызывает объект 508 модификатора, который имеет доступ к контроллеру 462 сварки и программе 476 сварки и приводит в действие интерфейс 504. Программа 476 сварки может управлять функциональными аспектами системы сварки, такими как механизм 512 подачи проволоки, ход сварочной горелки 514, манипулятор 516 деталей и источник 518 питания. Удаленный интерфейс 504 может включать в себя графический интерфейс пользователя (GUI) и обеспечивать стандартную панель 512 инструментальных средств (например, файл, редактирование, просмотр, формат, инструменты, окно, помощь). Пользователь может манипулировать аспектами системы сварки через удаленный интерфейс 504 и панель 512 инструментальных средств. Эти манипуляции могут включать в себя, например, логические манипуляции, манипуляции временными характеристиками, манипуляции формой сигнала, манипуляции динамическими режимами и системные манипуляции. Кроме того, пользователь может отслеживать переменные системы сварки из удаленного интерфейса 504 для выполнения технического обслуживания или сервиса удаленных систем сварки.
Обратимся к фиг.10, где показана система 550, иллюстрирующая более подробно архитектуру дистанционного мониторинга согласно настоящему изобретению. Система сварки 554 может включать в себя объект 558 мониторинга, который собирает данные переменных с монитора 562 системы и монитора 566 дуги/сварки. Объект 558 мониторинга может быть вызван из удаленного браузера 310 или компоненты 78 мониторинга сварки. Данные переменных, собранные от одной или нескольких систем сварки, могут быть сгруппированы компонентой 78 мониторинга сварки и введены в базу 480 данных. Эти данные могут быть проанализированы браузером 310 для обслуживания и поддержки удаленных системы 554 и систем 24-28 сварки. В альтернативном варианте для мониторинга данных переменных, предоставляемых удаленными системами сварки, может быть предусмотрена компонента 570 набора правил или политик. Эти правила или политики могут включать в себя пороговые значения, при этом, если переменные превышают или становятся ниже заданного порогового значения, то посредством флага 574 компонента 78 мониторинга сварки модифицируется, и впоследствии оно может предпринять дополнительные действия, такие как уведомление оператора и/или другой удаленной системы. Как более подробно описано ниже, компонента 78 мониторинга сварки также обеспечивает обратную связь 578 с компонентой 82 управления более высокого уровня и с компонентой 86 деловых сделок.
Теперь вкратце обратимся к фиг.11, где показана система 600, иллюстрирующая более подробно монитор 562 системы и монитор 566 дуги/сварки. Монитор 562 системы может включать в себя входы для приема информации о процессе сварки, к примеру, относящейся к материалам 604, обеспечивающим сварку. Эта информация может включать в себя такие входные данные, как наличие или использование поставляемой проволоки, газа и деталей, относящихся к сварочному аппарату. Входная информация 608 оператора может включать в себя такую информацию, как время начала и конца смены оператора, а также может содержать другую информацию, к примеру, с сообщениями и/или флагами о проблемах оператора, связанных с процессом сварки. Входные данные 612 по графикам технического обслуживания могут нести информацию о дате и времени планового обслуживания и/или остановок. Монитор 566 дуги/сварки предоставляет информацию управления различных типов. Принимаемая информация может включать в себя, например, данные 616 о качестве сварки, данные 620 об устойчивости дуги, данные 624 обратной связи для контроллера и множество других переменных 628 управления, таких как таймеры, счетчики и другие элементы данных.
Обратимся к фиг.12, где показана система 650, иллюстрирующая процесс уведомления об аварийных ситуациях согласно настоящему изобретению. Система 650 включает в себя компоненту 654 аварийных ситуаций или событий, которая отслеживает монитор 562 системы и монитор 566 дуги/сварки. Компонента 654 аварийных ситуаций может быть приведена в действие на основе заданных пороговых значений либо системным событием, таким как прерывание процессора. Если инициирована аварийная ситуация, то выход 658 аварийной ситуации может уведомить об этом объект или объекты 662 уведомления. Объект 662 уведомления может включать в себя такие компоненты, как, например, компоненты для доставки телефонных сообщений, речевых почтовых сообщений, сообщений электронной почты и/или сообщений типа звуковой сигнализации. Компонента 78 мониторинга сварки может принять незатребованное сообщение от объекта 662 уведомления и передать эту информацию в браузер 310, базу 480 данных и/или другим удаленным системам или пользователям.
Обратимся к фиг.13, где показана система 680, иллюстрирующая архитектуру управления более высокого уровня согласно настоящему изобретению. Компонента 82 управления более высокого уровня (КУВУ, HLCS) формирует асинхронную/синхронную команду 684 управления, которая может транслироваться, например, на одну или несколько удаленных 688 и 24-28 систем сварки. В режиме асинхронных команд КУВУ 82 может просто выдавать, например, команду на запуск сварки и отслеживать сигнал групповой обратной связи 694, принимаемый от всех систем сварки через компоненту 78 мониторинга, и не выдавать другую команду, пока все сварочные аппараты не закончат выполнение предыдущей команды. Каждый сварочный аппарат таким образом может работать независимо от других сварочных аппаратов. В синхронном режиме каждая система сварки может быть синхронизирована с помощью, например, генератора тактовых импульсов реального времени (не показан). Когда каждый сварочный аппарат принимает команду 684, может быть организовано взаимное подтверждение установления связи между сварочными аппаратами в сети, когда каждый сварочный аппарат согласен начать выполнение команды в момент времени, заданный генератором тактовых импульсов реального времени. Как было описано выше, для подачи команд на множество систем сварки можно использовать сокеты и протокол дейтаграмм благодаря особенностям пакетного режима этого протокола. Как показано на фиг.13, объект 700 управления может быть вызван компонентой КУВУ 82, которая подает команды 704 локального управления в контроллер 462 и обеспечивает обратную связь монитора 566 дуги/сварки с компонентой 78 мониторинга сварки.
Обратимся теперь к фиг.14, где показана система 720, иллюстрирующая архитектуру автоматизированных деловых сделок согласно настоящему изобретению. Система 720 включает в себя компоненту 86 деловых сделок (КДС, ВТС), которая принимает информацию 724 о материалах и поставках для сварки от компоненты 78 мониторинга сварки. Информация 724 о поставке отслеживается КДС 86 и сравнивается с заданными пороговыми значениями для поставки материалов. Если значения данных 724 о поставке опустились ниже заданного порогового значения, то КДС 86 автоматически формирует заказ, выдавая сетевую выходную команду 728. Автоматическое формирование заказа может быть обеспечено путем просмотра информации о заказчиках в базе данных и отгрузки материалов для сварки, которые либо поставляются по требованию, либо согласно предварительному соглашению с заказчиком. В альтернативном варианте заказы могут обрабатываться вручную через браузер 310, который конфигурируется с интерфейсом пользователя для обработки заказов. Заказы, формируемые вручную, могут определяться путем просмотра информации по дистанционному мониторингу и формирования вручную рабочего заказа через браузер 310 для удовлетворения нужд заказчика.
Обратимся к фиг.15, где вместе с сетевым сервером 46 по настоящему изобретению могут быть предусмотрены окно инструментария 760 для сварочных аппаратов и связанные с ним инструменты, помогающие операторам сварки и разработчикам в ходе всего процесса сварки. Например, окно 760 инструментария для сварки может предоставлять такие инструменты, как средство предсказания ферритового числа для сварки нержавеющей стали; диаграмма непрерывного преобразования при охлаждении (ССТ) с кривой охлаждения, снимаемой в процессе сварки; вычислитель углеродного эквивалента; преобразователь метрических-неметрических (Великобритания и США) единиц для общепринятых единиц измерения сварки; преобразователь единиц твердости; преобразователь единиц температуры; преобразователь единиц диаметра проволоки; вычислитель скорости осаждения; вычислитель скорости перемещения сварочной горелки и эффективности осаждения; блок оценки размера и формы валика для однопроходной и многопроходной сварки в различных проектных вариантах соединений; вычислитель температуры между проходами, средство предсказания остаточных напряжений и деформаций, средство предсказания механических свойств (твердость, ковкость, предел текучести, усталостная прочность, коррозионная устойчивость); вычислитель количества подводимого тепла и код сварки Американского общества специалистов по сварке (AWS). Другие инструменты могут включать в себя вычислитель предварительного нагрева/последующего нагрева, блок оценки затрат на сварку, селектор проволоки, газовый селектор, средство для автоматизированного проектирования (САПР, CAD) сварочных соединений, планировщик многопроходной сварки, селектор основного металла, блок оценки усталостной прочности, средство предсказания предела прочности на разрыв, средство предсказания ударной вязкости и блок оценки дефектов сварки. Следует оценить тот факт, что в окно инструментария 760 могут быть аналогичным образом добавлены другие инструменты для сварки.
Обратимся теперь к фиг.16, где показана система 800, иллюстрирующая систему защиты сварки и сети согласно аспекту настоящего изобретения. Учитывая, что информацию управления и мониторинга сварки можно передавать по общедоступным сетям, таким как Интернет, система 800 обеспечивает передачу зашифрованных данных наряду со службами аутентификации и авторизации между удаленной системой 806 и одной или несколькими другими системами 808 сварки. Удаленная система 806 может включать в себя удаленный сервер 810 для связи с сетевым сервером 812, базой 814 данных и связанными с ней компонентами 816 сварки в системе 808 сварки. Аутентификация относится к определению того, что предполагаемый пользователь или система действительно обладает заявленными правами доступа. Авторизация - это процесс, удостоверяющий, что система 808 сварки разрешает данному пользователю или системе доступ к ресурсам системы сварки. Шифрование - это преобразование данных в форму, например, зашифрованного текста, которую неавторизованному агенту трудно понять.
Согласно одному аспекту настоящего изобретения аутентификация, авторизация и строгое выполнение обязательств могут быть установлены с использованием одного или нескольких из следующих протоколов. Для обеспечения аутентификации и целостности сообщений могут быть использованы сертификаты инфраструктуры открытых ключей (PKI) и инфраструктуры открытых ключей Х.509. Для обеспечения аутентификации и шифрования данных можно использовать уровень защищенных сокетов (SSL) и защищенный протокол HTTP (SHTTP), причем могут быть использованы собственные способы аутентификации и авторизации с применением либо общедоступных алгоритмов шифрования, либо алгоритмов собственной разработки. Эти протоколы, за исключением протоколов, базирующихся на собственных разработках, хорошо знакомы специалистам в данной области техники. Они определены в спецификациях, представленных в документах RFC (Запрос на комментарий) от Комитета по инженерным проблемам Интернет (IETF) и в других источниках.
Согласно другому аспекту настоящего изобретения шифрование может быть установлено с использованием одного или нескольких из следующих протоколов. Например, для обеспечения зашифрованной электронной почты можно использовать протокол PGP (общедоступная программа шифрования), S/MIME (безопасный протокол передачи электронной почты). Для обеспечения зашифрованных терминальных сеансов можно использовать протокол SSH или SSH2, причем для обеспечения шифрования данных можно использовать протокол IPSEC защиты протокола Интернет. Также могут быть использованы способы «укрывания» на основе либо общедоступных алгоритмов шифрования и/или алгоритмов собственной разработки. Эти протоколы, за исключением протоколов на основе собственных разработок, хорошо известны специалистам в данной области техники. Они определены в спецификациях, представленных в документах RFC (Запрос на комментарий) от Комитета по инженерным проблемам Интернет (IETF) и в других источниках.
Система 800 включает в себя подсистемы 820 и 822 аутентификации и авторизации (АА) для защиты сетевого графика 838 между системами 806 и 808. Система 800 может также включать в себя модули 824 и 826 политик сварки, позволяющие выполнить конфигурирование подсистем 820 и 822 АА. Модули 824 и 826 политик сварки могут также предоставить информацию о конфигурации защиты драйверам 830 и 832 шифрования, которые обмениваются данными через драйверы 834 и 836 TCP/IP, что позволяет обеспечить защищенный сетевой график между системами 806 и 505. Между подсистемами 820 и 822 АА может быть инициировано согласование 842, чтобы установить доверительные отношения между системами на машинном и/или пользовательском уровне. Должно быть ясно, что между удаленной системой 806 и системой 808 сварки могут возникнуть и другие варианты согласования. Эти согласования можно использовать для установления защищенного (например, зашифрованного) канала данных 846, например, между драйверами 834 и 836 TCP/IP.
Модули 824 и 826 политик сварки извлекают сконфигурированный набор локальных политик защиты (например, из базы данных или локальной кэш-памяти) и распределяют установки аутентификации и защиты в модули 820, 822 АА и драйверы 830, 832 шифрования. Политики защиты можно использовать для определения уровней защиты и доступа, предоставляемых системе 808 сварки. Например, эти стратегии могут определять доступ на основе типа пользователя. Например, системному инженеру или контролеру доступ может быть предоставлен во все части системы 808 сварки, с тем чтобы он получил возможность изменить конфигурации и/или осуществить модификации в системе сварки. В противоположность этому, оператору может быть предоставлен другой тип защиты, при котором могут быть доступны только те части системы сварки 808, где разрешены реальные машинные и/или производственные операции, связанные с процессом сварки. Политики сварки также могут быть сконфигурированы таким образом, что уровень доступа к системе сварки 808 определяется типом машины, сетевого доступа и/или местоположения. Например, локальным системам, обменивающимся данными по локальной внутренней заводской сети, может быть дана более высокая степень доступа к системе сварки, чем удаленным системам, осуществляющим связь вне завода через Интернет. Должно быть ясно, что для определения доступа пользователя, машины и/или того или иного местоположения к системе 808 сварки может быть сконфигурировано много других политик и/или наборов правил.
На фиг. 17 - 22 показана методика, представляющая различные аспекты распределенной архитектуры сварки согласно настоящему изобретению. Способ включает в себя группу действий или процессов, представленных в виде блоков. Хотя для простоты объяснения данная методика показана и описана в виде последовательности блоков, должно быть понятно и очевидно, что настоящее изобретение не ограничивается количеством или порядком блоков, поскольку некоторые блоки согласно настоящему изобретению могут появляться в другом порядке и/или параллельно с другими блоками, то есть не так, как здесь показано и описано. Например, специалисты в данной области техники поймут и оценят тот факт, что методика в альтернативном варианте может быть представлена в виде последовательности взаимосвязанных состояний, такой как диаграмма состояний. Кроме того, для реализации методики согласно настоящему изобретению могут потребоваться не все показанные здесь действия.
Обратимся теперь к фиг.17, где представлена методика для распределенной архитектуры сварки согласно настоящему изобретению. Начнем с действия 1000, где сварочный аппарат подсоединяется к сетевому интерфейсу. В действии 1004 сокет, адаптированный к системам сварки, используется для установления сетевого соединения. Сокеты могут включать в себя потоковые сокеты и/или сокеты дейтаграмм. При действии 1008 предоставляется протокол сварки для обмена данными с удаленными системами. Протокол сварки адаптирован для конфигурирования различных функциональных аспектов систем сварки и сетевых серверов. После действия 1008 действия 1012-1026 могут выполняться фактически параллельно и/или в разные моменты времени. Эти действия могут включать в себя мониторинг функции сварки при действии 1012, координирование и управление одним или несколькими сварочными аппаратами при действии 1014, обеспечение дистанционного конфигурирования при действии 1018, предоставление удаленного интерфейса при действии 1022 и/или предоставление возможности заключения удаленных деловых сделок при действии 1026.
Обратимся теперь к фиг.18, где показан более подробно процесс, иллюстрирующий методику мониторинга функций сварки, что представлено действием 1012 на фиг.17. При действии 1030 отслеживают функции управления сваркой. Это может включать в себя запрос переменных управления или других элементов данных, которые регистрируют операции в системе управления сваркой. При действии 1034 отслеживают функции системы сварки. Это может включать в себя запрос переменных управления или других элементов данных, которые регистрируют операции в системе сварки, такие как действия оператора и графики технического обслуживания. В альтернативном варианте переменные управления и системные переменные, показанные в действиях 1030 и 1034, могут приниматься в виде незатребованного события. Например, в системе сварки может возникнуть аварийная ситуация, инициирующая незатребованное сообщение, такое как сообщение электронной почты, которое должно быть послано из системы сварки в удаленную систему, где сообщение обрабатывается вне блоков или действий, показанных на фиг.18. При действии 1038 данные мониторинга и/или другие данные об аварийной ситуации направляются в удаленную систему, где эти данные могут быть зарегистрированы в базе данных при действии 1040. При действии 1044 определяется, инициировали ли данные, зарегистрированные при действии 1040, какие либо заданные аварийные пороговые значения. Если при действии 1044 ни одно пороговое значение не было превышено, то процесс возвращается к действию 1030 и продолжается мониторинг данных. Если же при действии 1044 пороговое значение было превышено, то процесс переходит к действию 1048, при котором система и/или пользователь получают уведомление об условиях, которые инициировали данное уведомление при действии 1044.
Обратимся теперь к фиг.19, где более подробно показан процесс, иллюстрирующий методику координирования и управления функциями сварки, что предложено действием 1014 на фиг.17. При действии 1060 выполняется распределение команд сварки по одной или нескольким системам сварки. При действии 1064 происходит прием информации мониторинга в виде обратной связи от систем сварки. При действии 1068 определяют, закончилось ли действие команды, инициированное при действии 1060. Если действие не завершено, то процесс возвращается обратно к действию 1064 и продолжается мониторинг информации от систем сварки. Если же действие в блоке 1068 завершено, то процесс переходит к действию 1072. При действии 1072 определяют, должны ли быть выполнены новые команды. Если при действии 1072 должны выполняться новые команды, то процесс возвращается к действию 1060. Если же при действии 1072 нет новых команд, подлежащих выполнению, то процесс переходит к действию 1076, где последовательность управления заканчивается.
Обратимся теперь к фиг.20, где более подробно показан процесс, иллюстрирующий методику, которая обеспечивает дистанционное конфигурирование для сварки, что представлено действием 1018 на фиг.17. При действии 1080 из базы данных выбирают элемент конфигурации, подлежащий обновлению. Эти элементы могут включать в себя встроенное программное обеспечение процессора, логические схемы процессора и процедуры, связанные с системой сварки. При действии 1084 происходит запуск объекта, конфигурирование сварки в системе сварки. При действии 1088 данные конфигурации пересылают в объект конфигурирования сварки. При действии 1092 определяют, завершил ли объект конфигурирования обновление системы сварки. Если конфигурирование не завершено при действии 1092, то процесс возвращается к действию 1088. Если же конфигурирование при действии 1092 завершено, то процесс переходит к действию 1096 и конфигурирование заканчивается.
Обратимся теперь к фиг.21, где показан более подробно процесс, иллюстрирующий методику предоставления удаленного интерфейса, что представлено действием 1022 на фиг.17. При действии 1100 загружается компонента интерфейса, например, в удаленный браузер. При действии 1104 с помощью компоненты интерфейса предоставляются функции программирования, мониторинга и редактирования. При действии 1108 из компоненты интерфейса выбирают функцию удаленной сварки. При действии 1112 вызывают объект удаленной системы сварки для выполнения выбранной при действии 1108 функции.
Обратимся теперь к фиг.22, где более подробно показан процесс, иллюстрирующий методику обеспечения деловых сделок, как указано при действии 1026 на фиг.17. При действии 1200 отслеживают поставки и материалы для системы сварки, и из удаленного местоположения автоматически и/или вручную оформляется заказ. При действии 1204 в удаленной системе принимают и автоматически обрабатывают удаленные заказы. При действии 1208 происходит отгрузка поставок для сварки в системы сварки, которые оформили заказы при действии 1200. При действии 1212 корректируют прогнозы продаж и распределения с учетом информации мониторинга, принимаемой от множества систем сварки.
Приведенное выше описание представляет собой различные аспекты настоящего изобретения. Конечно, невозможно описать каждую возможную комбинацию компонент или методик с целью описания настоящего изобретения, но специалисты в данной области техники осознают тот факт, что возможно множество дополнительных комбинаций и вариантов перестановок элементов настоящего изобретения. Соответственно подразумевается, что настоящее изобретение охватывает все такие изменения, модификации и варианты, которые не выходят за рамки сущности и объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОКАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ СВАРОЧНЫХ РАБОТ | 2021 |
|
RU2782534C1 |
| АРХИТЕКТУРА ДЛЯ ПОДКЛЮЧЕНИЯ УДАЛЕННОГО КЛИЕНТА К РАБОЧЕМУ СТОЛУ ЛОКАЛЬНОГО КЛИЕНТА | 2004 |
|
RU2368945C2 |
| СПОСОБ ПРОВЕДЕНИЯ ТРАНСАКЦИЙ, КОМПЬЮТЕРИЗОВАННЫЙ СПОСОБ ЗАЩИТЫ СЕТЕВОГО СЕРВЕРА, ТРАНСАКЦИОННАЯ СИСТЕМА, СЕРВЕР ЭЛЕКТРОННОГО БУМАЖНИКА, КОМПЬЮТЕРИЗОВАННЫЙ СПОСОБ ВЫПОЛНЕНИЯ ОНЛАЙНОВЫХ ПОКУПОК (ВАРИАНТЫ) И КОМПЬЮТЕРИЗОВАННЫЙ СПОСОБ КОНТРОЛЯ ДОСТУПА | 2000 |
|
RU2252451C2 |
| СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ | 2016 |
|
RU2681589C2 |
| РЕГИСТРАЦИЯ И ИЗВЛЕЧЕНИЕ ИНФОРМАЦИИ ОБ ИЗМЕНЕНИИ ТАБЛИЦЫ БАЗЫ ДАННЫХ, КОТОРАЯ МОЖЕТ ИСПОЛЬЗОВАТЬСЯ ДЛЯ ПРИЗНАНИЯ НЕДЕЙСТВИТЕЛЬНЫМИ ЭЛЕМЕНТОВ КЭША | 2004 |
|
RU2380748C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ВЫЗОВА МИДЛЕТОВ ИЗ WEB-БРАУЗЕРА НА ЛОКАЛЬНОМ УСТРОЙСТВЕ | 2006 |
|
RU2425462C2 |
| ПОСЛЕДОВАТЕЛЬНЫЙ МУЛЬТИМОДАЛЬНЫЙ ВВОД | 2004 |
|
RU2355044C2 |
| СПОСОБ ПРОВЕДЕНИЯ ЭЛЕКТРИЧЕСКИХ ИСПЫТАНИЙ МИКРОПРОЦЕССОРНОГО УСТРОЙСТВА РЕЛЕЙНОЙ ЗАЩИТЫ И АВТОМАТИКИ | 2024 |
|
RU2838834C1 |
| БРОКЕР И ПРОКСИ ОБЕСПЕЧЕНИЯ БЕЗОПАСТНОСТИ ОБЛАЧНЫХ УСЛУГ | 2014 |
|
RU2679549C2 |
| ЗАЩИТА СЕТЕВЫХ УСТРОЙСТВ ПОСРЕДСТВОМ МЕЖСЕТЕВОГО ЭКРАНА | 2016 |
|
RU2712815C1 |
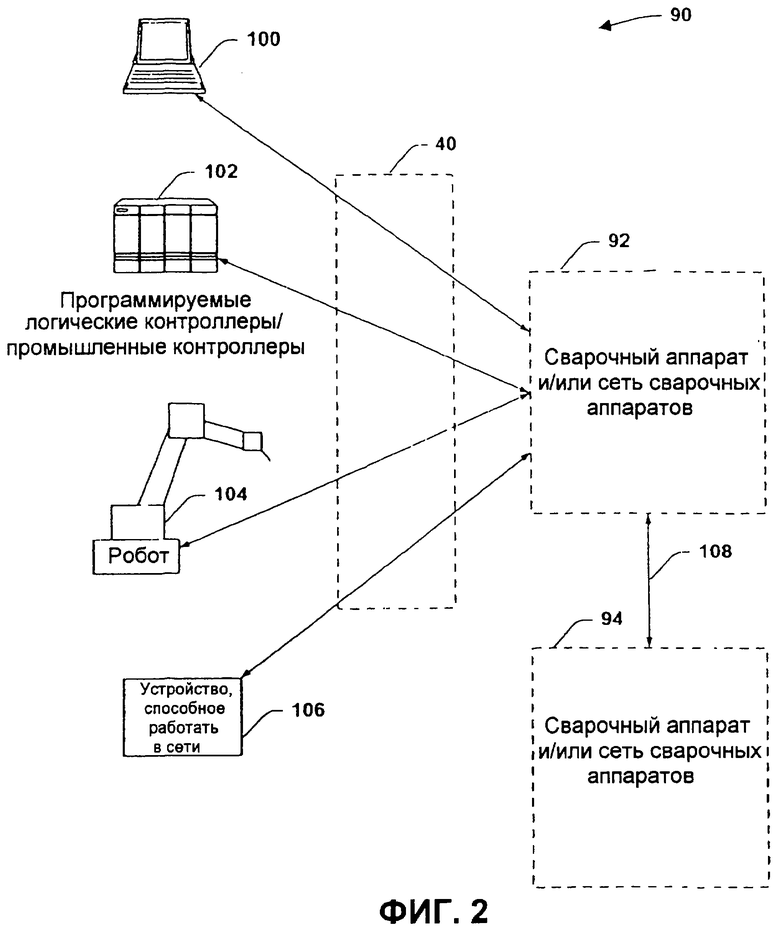
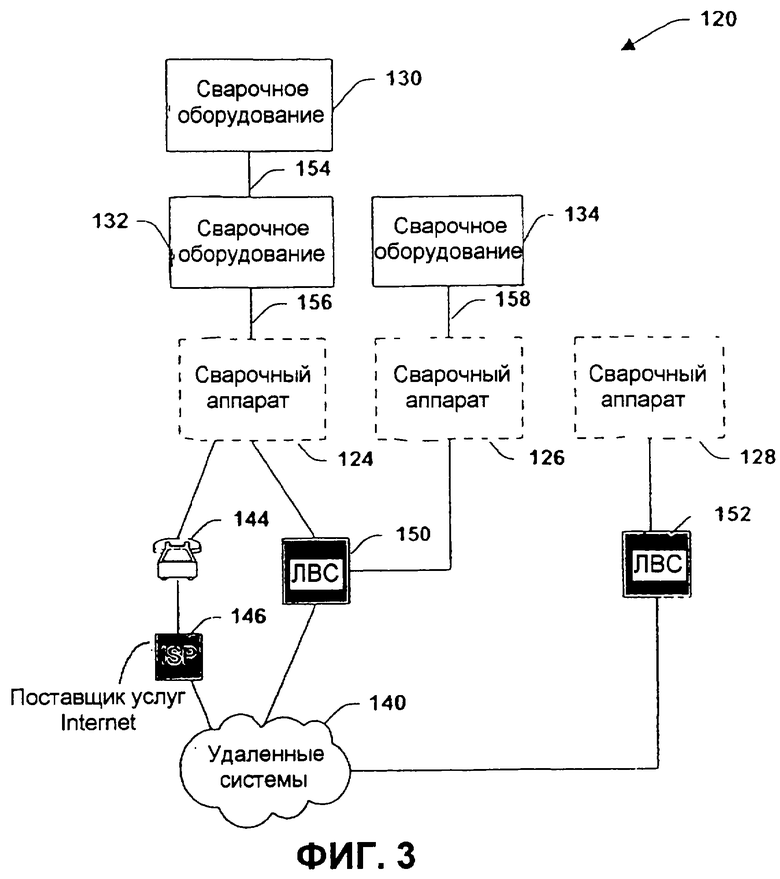
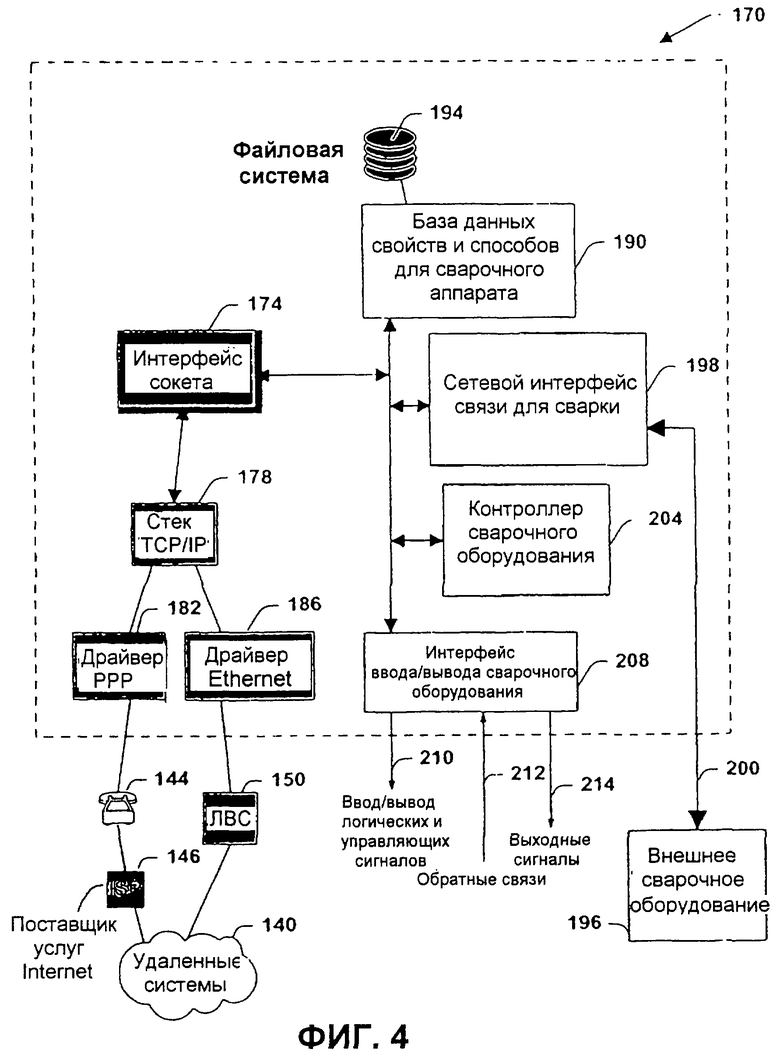
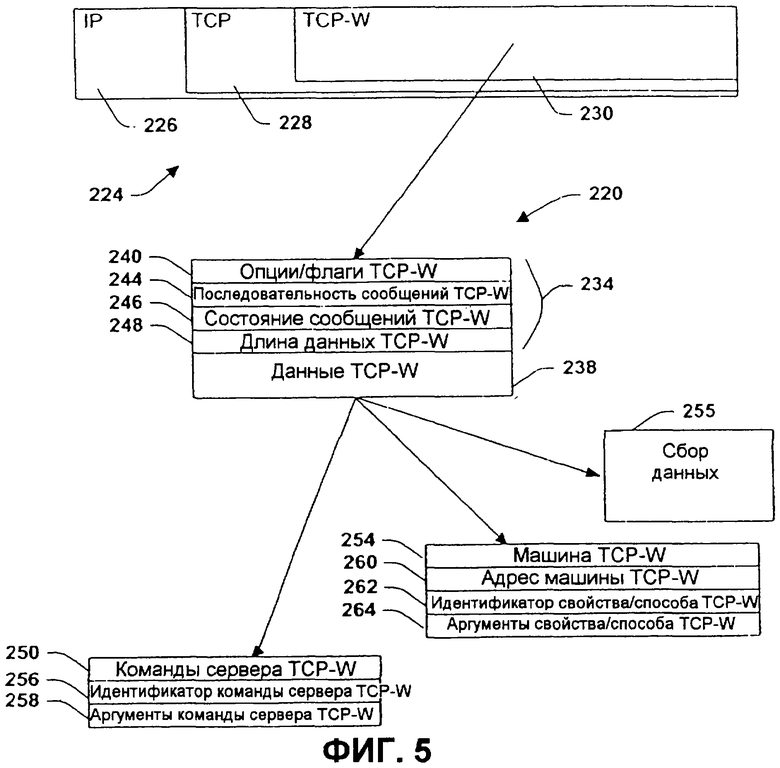
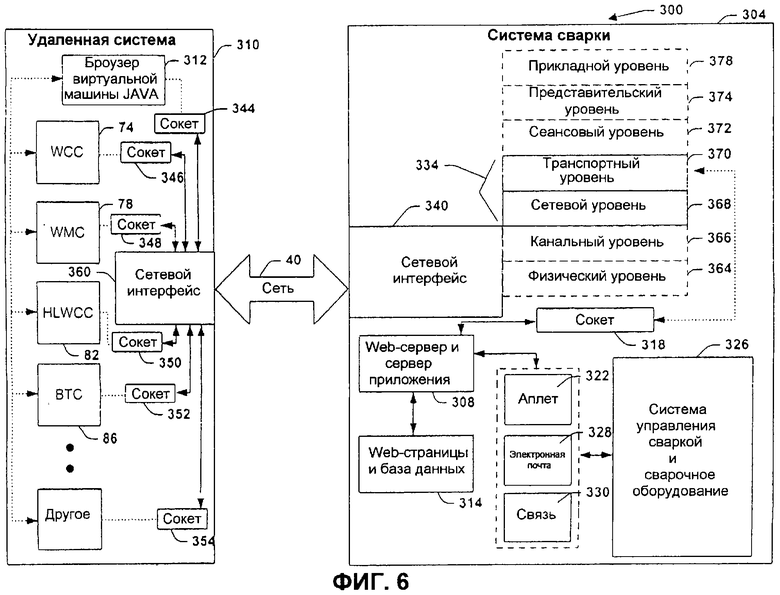
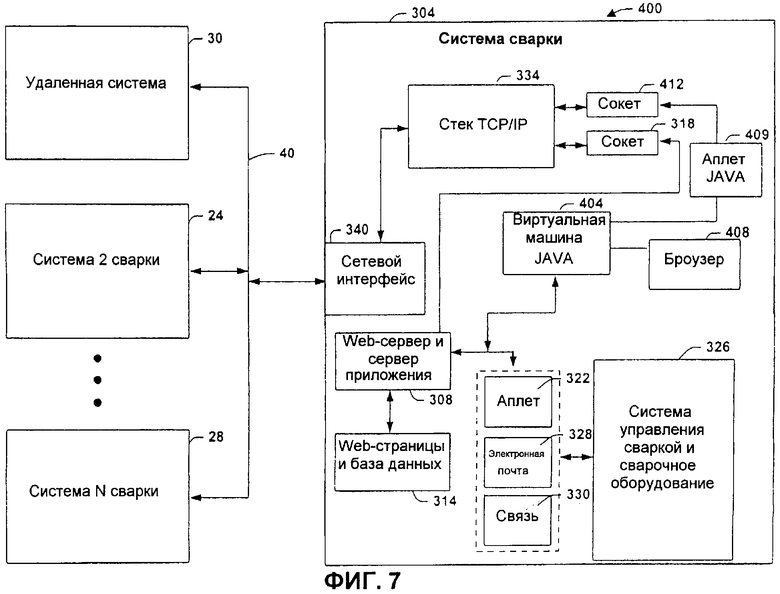
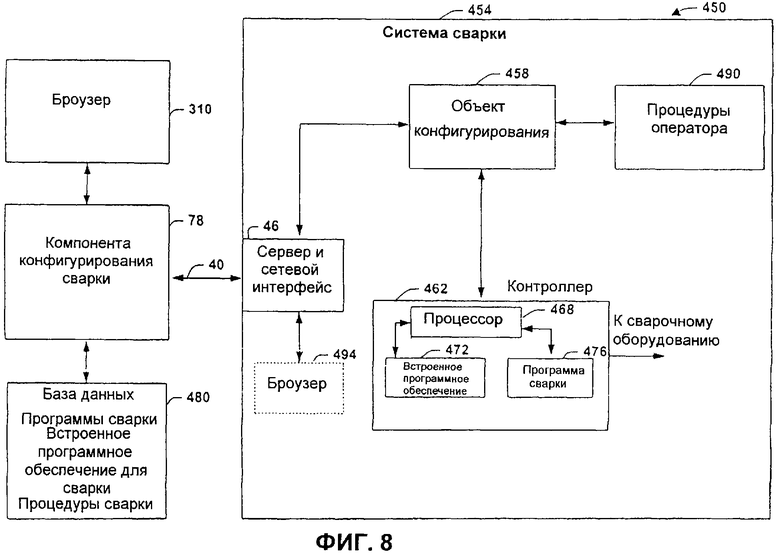
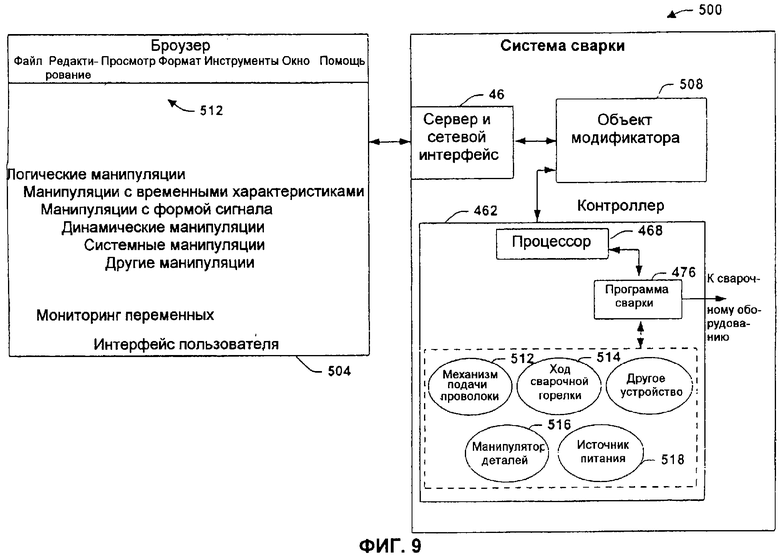
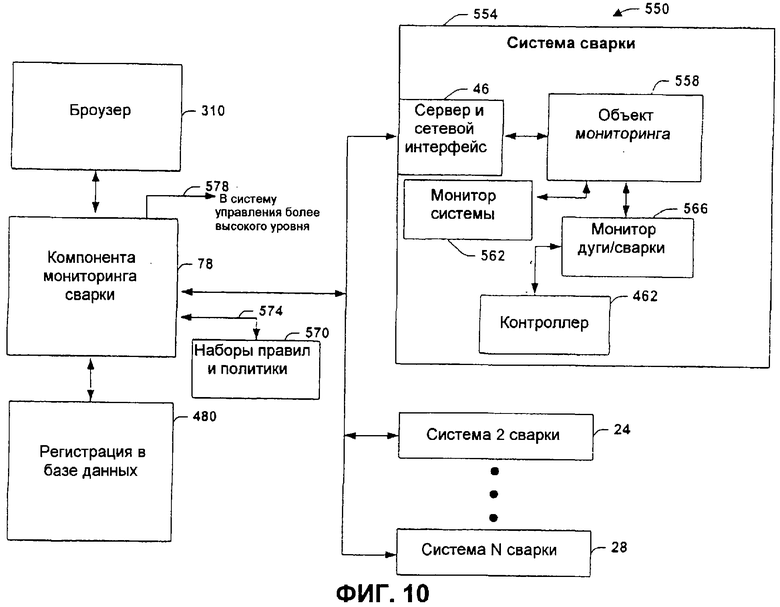
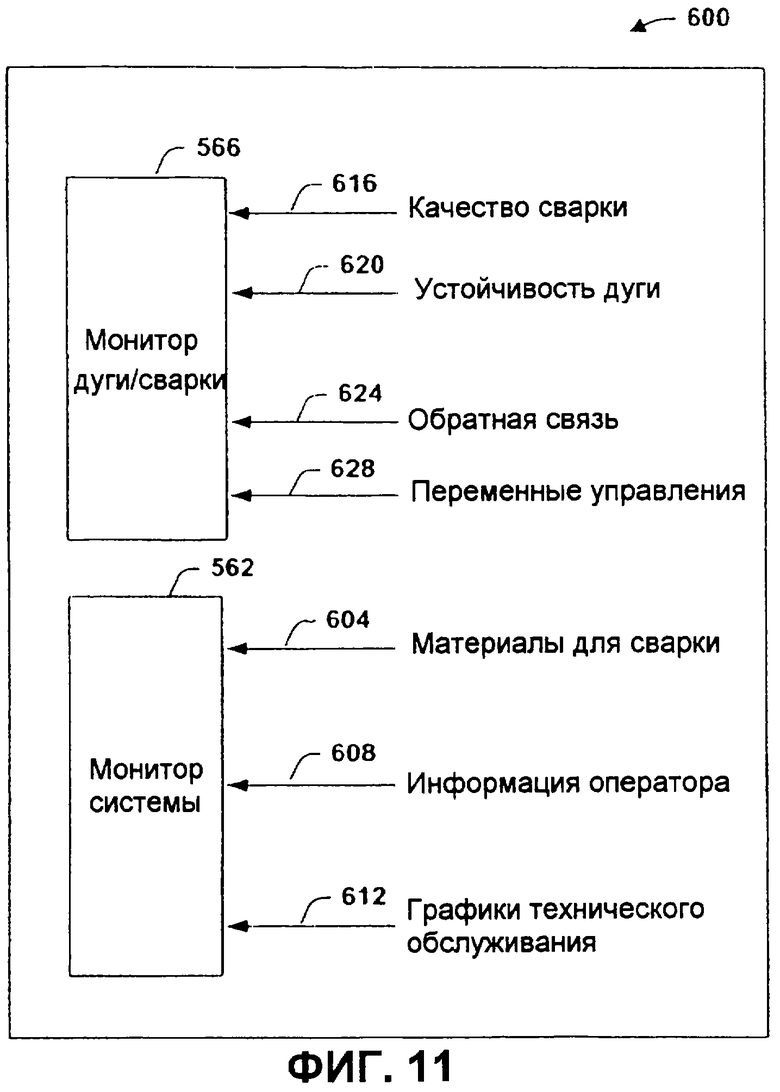
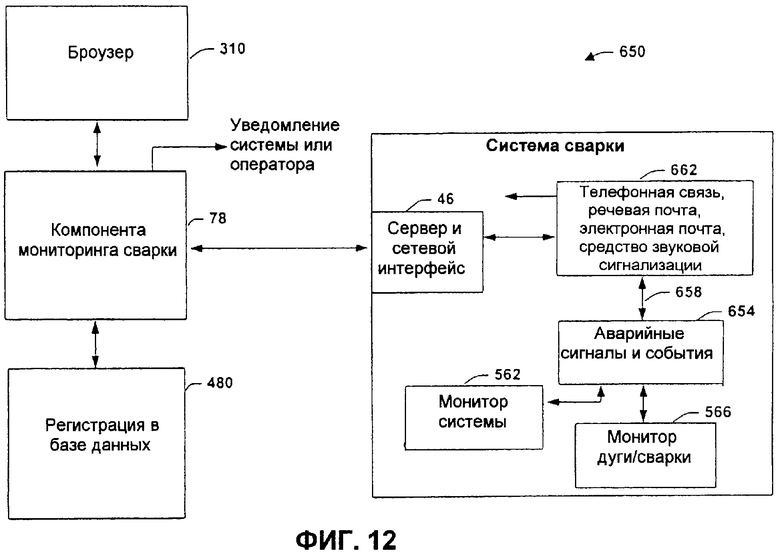
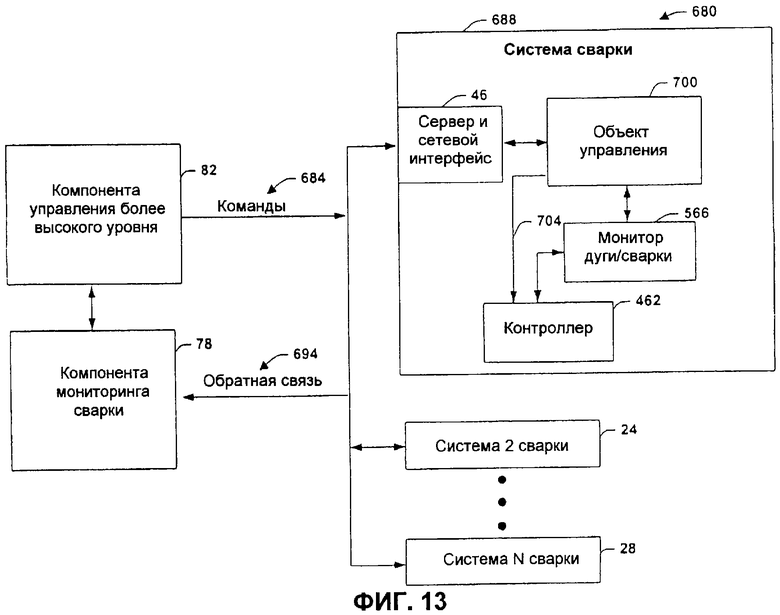
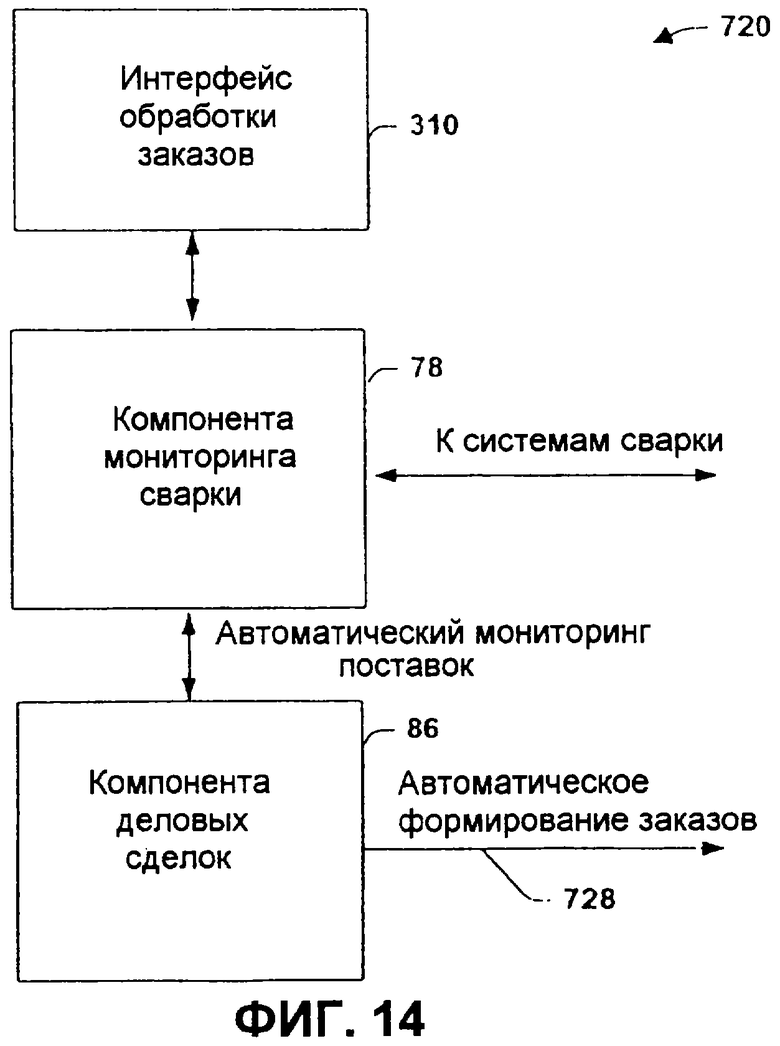
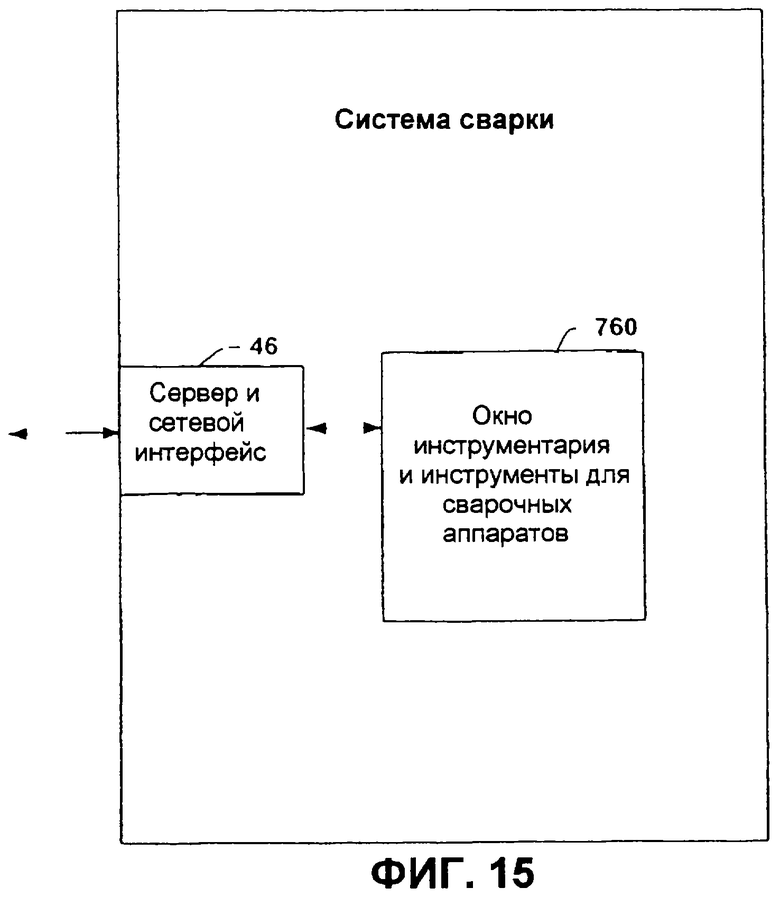
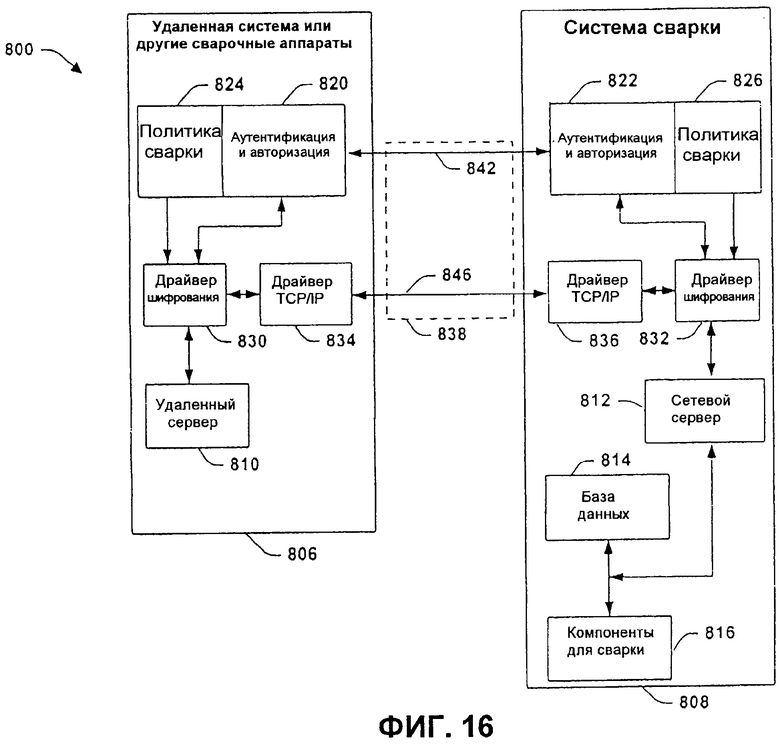
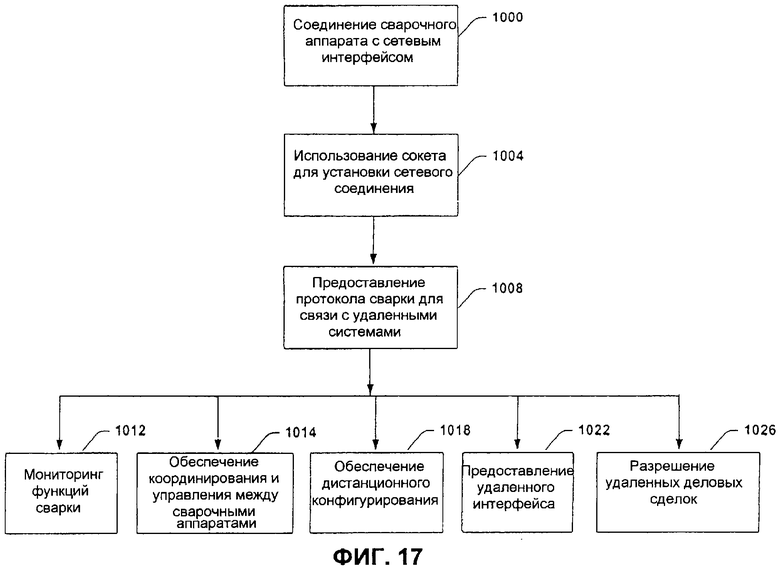
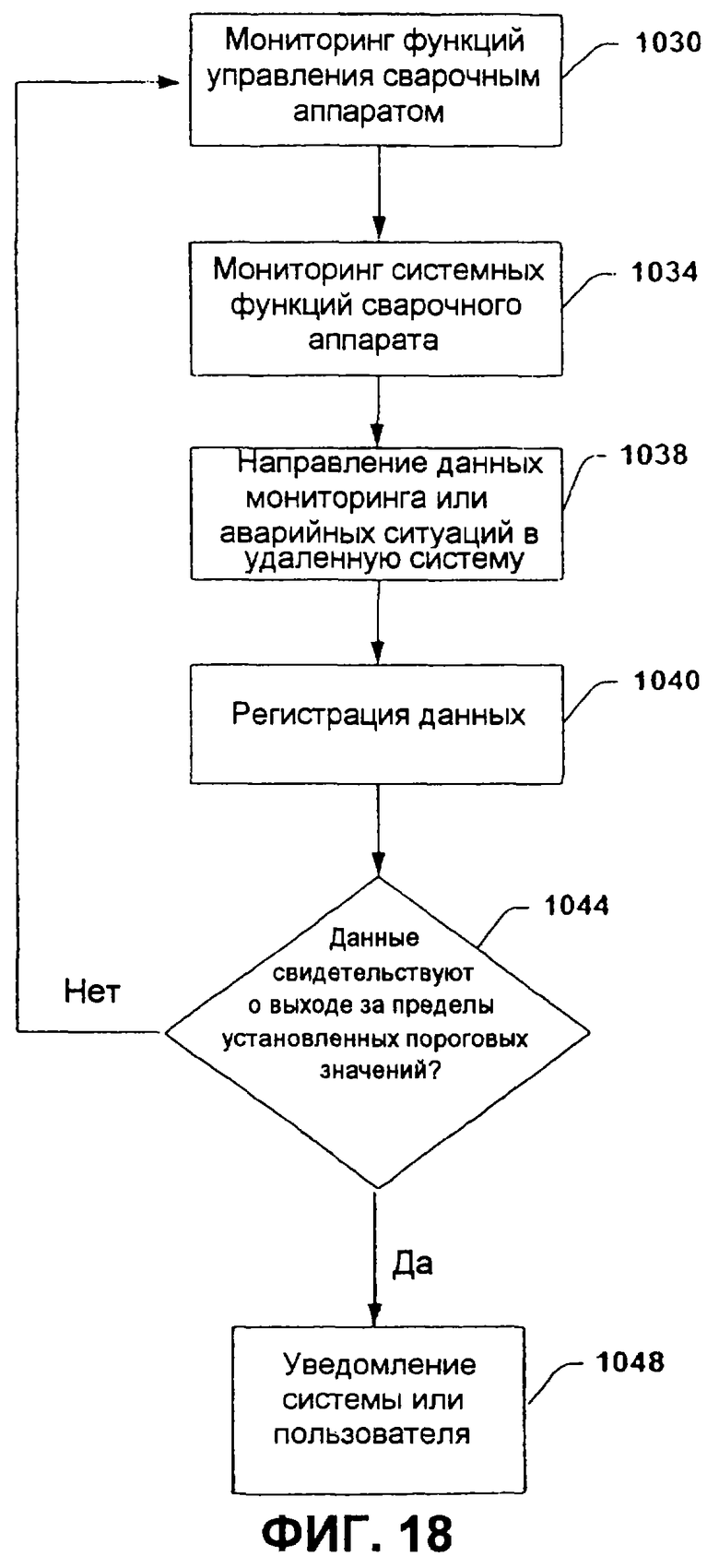
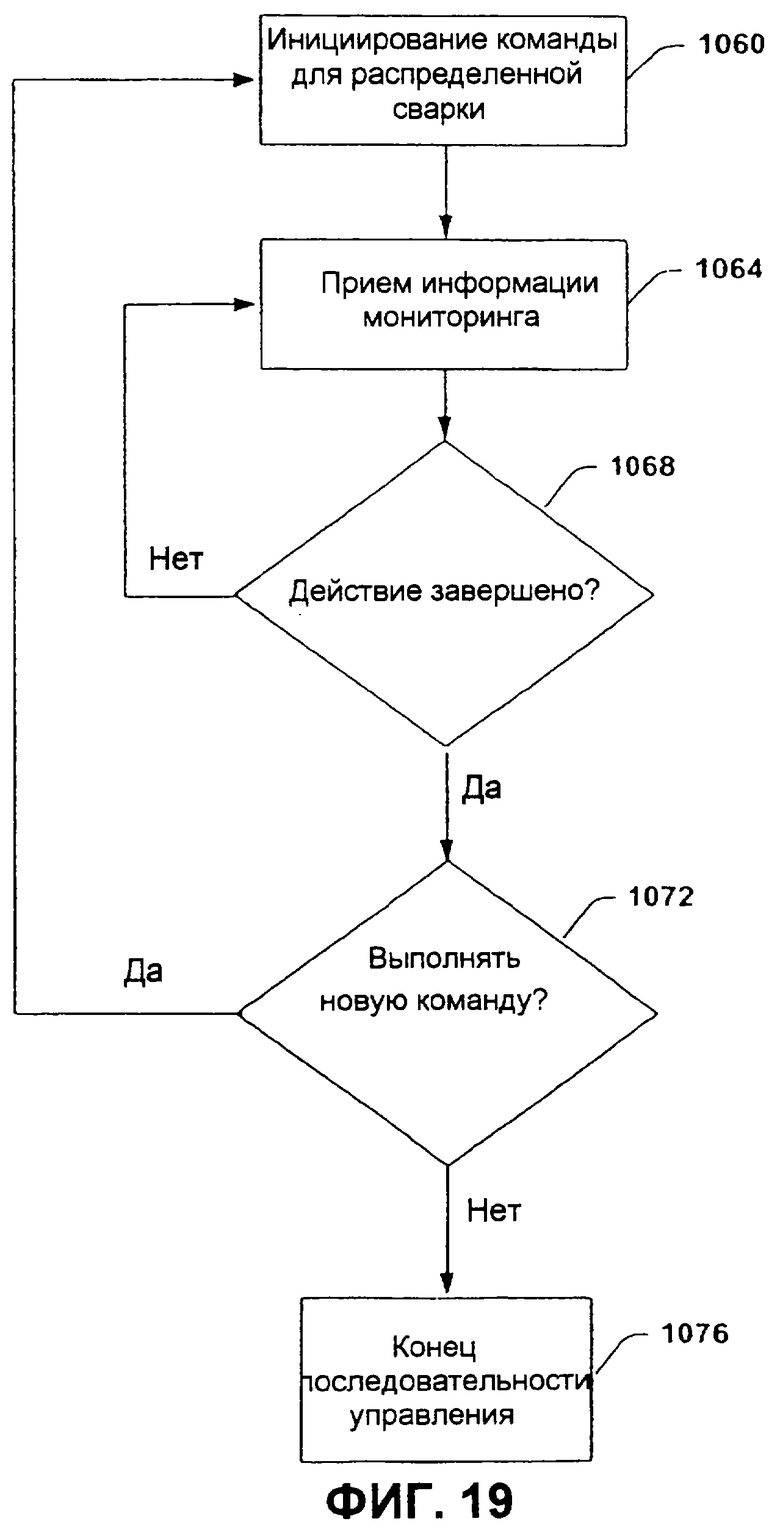
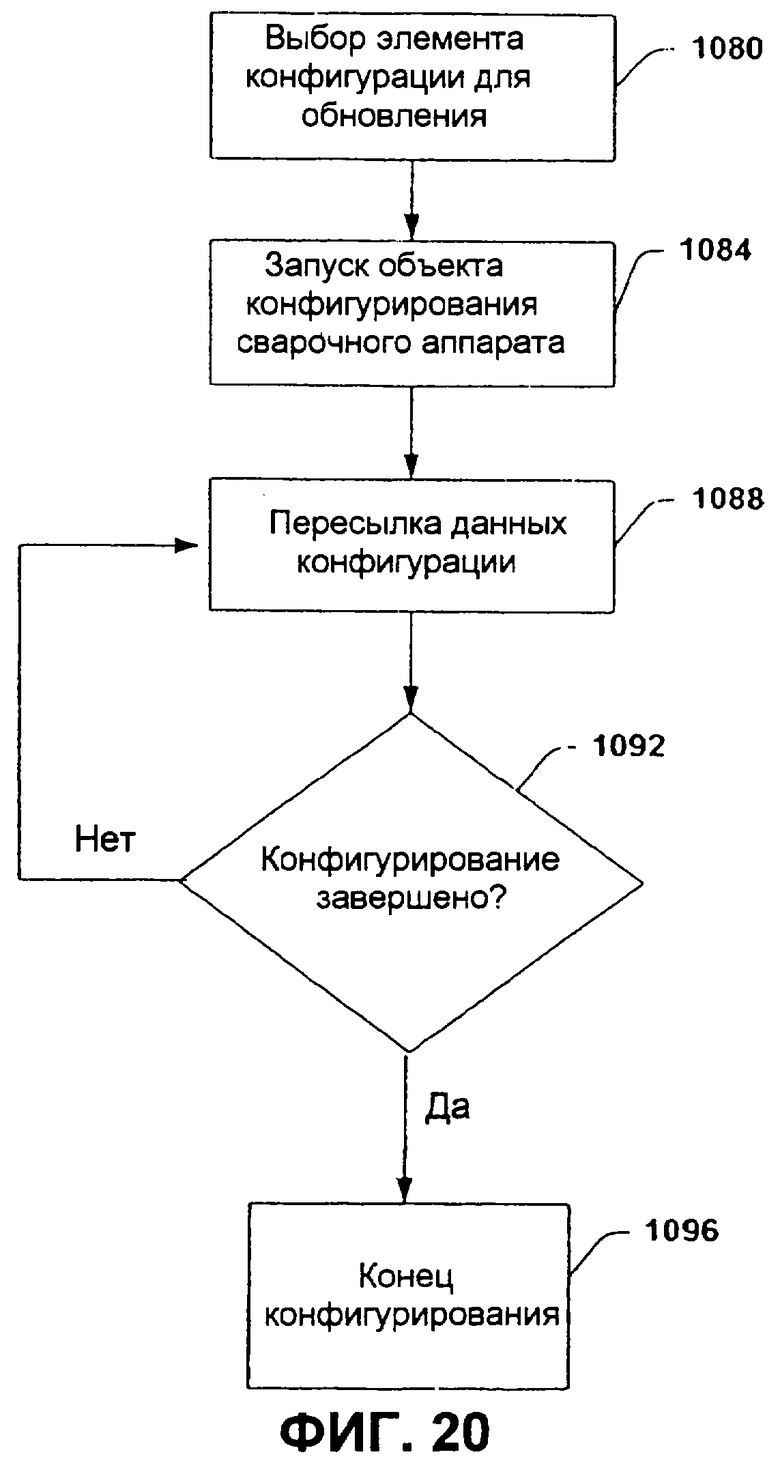
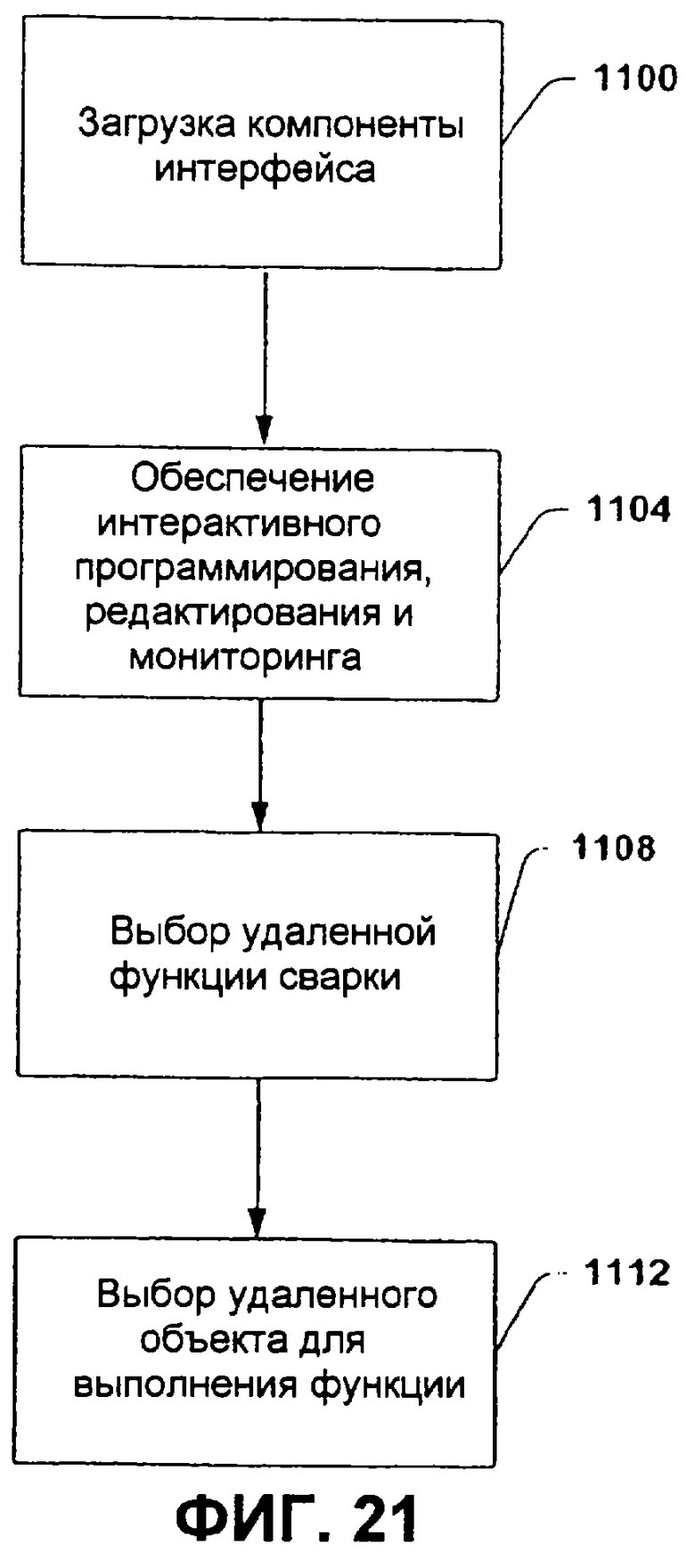
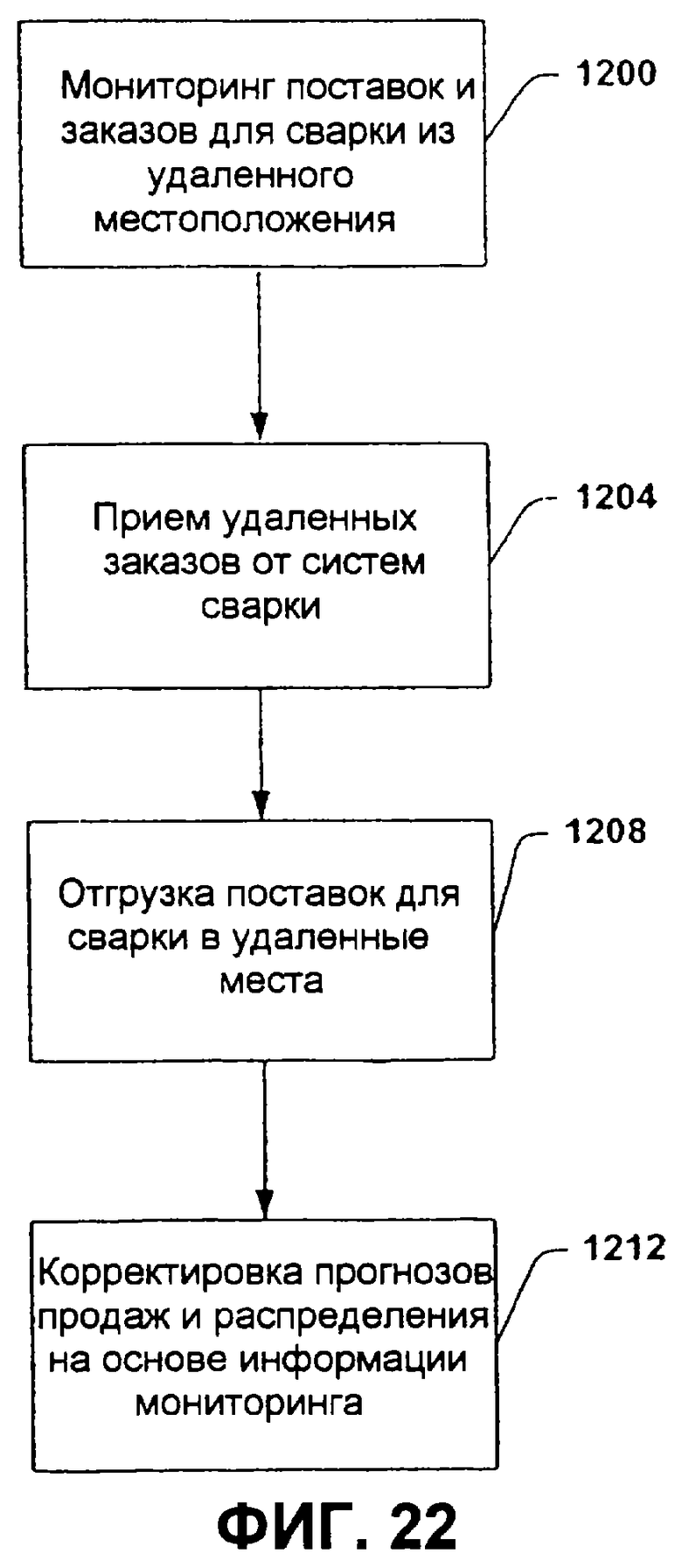
Изобретения относятся к компьютерным системам и системам сварки, обеспечивающим распределенную архитектуру сварки для того, чтобы сделать возможным интерактивное выполнение дистанционной конфигурации, мониторинга, управления и деловых операций в распределенной среде, в которой осуществляются процессы сварки. Система включает, по меньшей мере, один сварочный аппарат, оперативно соединенный с сетевым сервером, сетевым интерфейсом и сетью для обмена данными, по меньшей мере, с одной удаленной системой. Удаленная система включает, по меньшей мере, один удаленный интерфейс для обмена данными с сетевой архитектурой. Удаленная система выполнена с возможностью обращения, по меньшей мере, к одному сокету HTTP для установления связи со сварочным аппаратом через сеть, загрузки, по меньшей мере, одного приложения из сварочного аппарата и обращения, по меньшей мере, к одному сокету приложения сварки через, по меньшей мере, одно приложение для обмена информацией между сварочным аппаратом и удаленной системой. По меньшей мере, одно приложение включает, по меньшей мере, одну из компонент: компоненту конфигурирования сварки, компоненту мониторинга сварки и компоненту управления сваркой. Способ обеспечения распределенной архитектуры сварки включает этапы, на которых соединяют сварочный аппарат с сетевым интерфейсом. Используют для установления сетевого соединения через сетевой интерфейс с удаленной системой, по меньшей мере, один сокет: сокет HTTP или сокет приложения сварки, где сокет HTTP используют для связи через Web. Сокет приложения сварки используют для обмена информацией между сварочным аппаратом и удаленной системой и обеспечивают протокол сварки для обмена данными с удаленными системами. Структура данных, обеспечивающая протокол сварки, включает, по меньшей мере, одно из следующих полей: поле опций/флагов, поле последовательности сообщений, поле состояния сообщения, поле длины данных, поле данных, поле команд сервера, поле идентификатора команды сервера, поле аргументов команд сервера, поле машины, поле адреса машины, поле идентификатора свойства/способа и поле аргументов свойства/способа. Технический результат заключается в уменьшении временных и трудовых затрат, связанных с техническим обслуживанием и налаживанием множества сварочных аппаратов и систем. 6 н. и 63 з.п. ф-лы, 22 ил.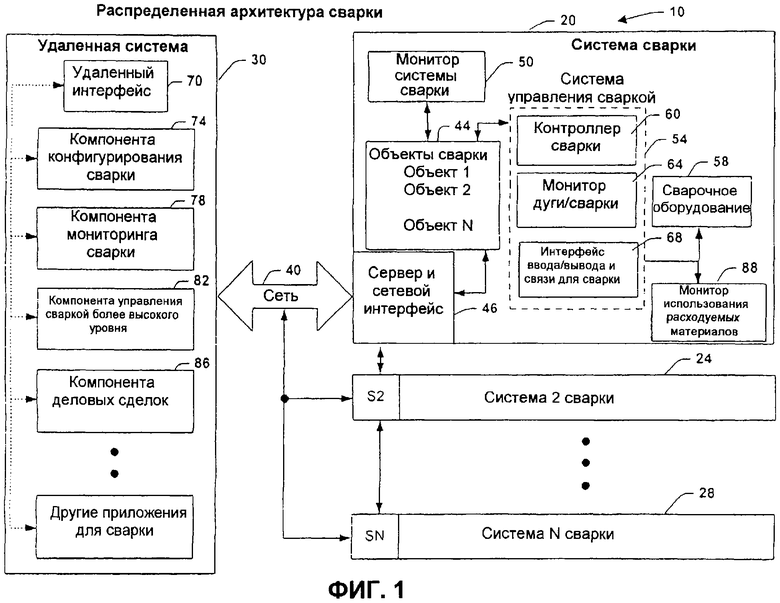
| US 6002104 A, 14.12.1999 | |||
| ИСПОЛЬЗОВАНИЕ ПРОИЗВОДНЫХ ИЗОКСАЗОЛА ДЛЯ ЛЕЧЕНИЯ СИНДРОМА РАЗДРАЖЕННОЙ ТОЛСТОЙ КИШКИ (СЛИЗИСТОГО КОЛИТА) И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1993 |
|
RU2127111C1 |
| СИСТЕМА УПРАВЛЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ | 1990 |
|
RU2126737C1 |
| РАСПРЕДЕЛЕННАЯ ВЫЧИСЛИТЕЛЬНАЯ СИСТЕМА И КОМПЬЮТЕР-КЛИЕНТ ЭТОЙ СИСТЕМЫ | 1995 |
|
RU2142158C1 |
| СПОСОБ УПРАВЛЕНИЯ ОБСЛУЖИВАНИЕМ ЗАПРОСОВ ПОЛЬЗОВАТЕЛЕЙ В ВЫЧИСЛИТЕЛЬНОЙ СИСТЕМЕ | 1996 |
|
RU2121709C1 |
| СПОСОБ АДМИНИСТРИРОВАНИЯ СЕТЕВЫХ КОМПЬЮТЕРНЫХ ПРИЛОЖЕНИЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2143183C1 |
| US 5463555 A, 31.10.1995 | |||
| US 5805442 A, 08.09.1998 | |||
| US 5808885 A, 05.09.1998 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

