Изобретение относится к способам обработки металлических порошков с целью улучшения их свойств для использования в современных аддитивных технологиях.
В настоящее время аддитивные технологии изготовления изделий широко используются в авиакосмической отрасли, машиностроении, медицине, в конструкторском моделировании и прототипировании. Причем приложения аддитивных технологий от мелкомасштабного прототипирования сегодня переходят в новую стадию, когда техника послойного построения объекта используется в промышленных масштабах на производствах. Особенно перспективно на фоне растущей популярности аддитивных методов выглядят технологии воссоздания трехмерных изделий из металлов. Методами селективного лазерного спекания и селективного лазерного плавления в настоящее время производят изделия сложных геометрических форм. Причем количество отраслей, где используют методы аддитивного построения металлических изделий, и объемы производства с каждым годом только увеличиваются в ускоряющемся темпе, поэтому спрос на исходный материал, используемый в таких технологиях - сфероидизированный порошок металлов, непрерывно растет.
Существует ряд способов нетермической сфероидизации микрочастиц химическими методами (см., например, заявку JP 2003145540). Однако ввиду малой производительности и узкого спектра веществ, порошки которых могут быть получены такими способами, данный метод сфероидизации не является широко и промышленно используемым.
Существующие методы термической сфероидизации микропорошков металлов и их соединений (оксидов, карбидов, нитридов и пр.) принципиально можно разделить на плазменные (при высоком, атмосферном давлении) и вакуумные. В каждом способе так или иначе речь идет о передаче энергии металлическим частицам вплоть до их расплавления с последующей сфероидизацией полученных капель жидкого металла за счет сил поверхностного натяжения.
Вакуумные методы сфероидизации подразумевают нагрев металлических микропорошков различными методами в отсутствии внешней газовой атмосферы. В качестве источников тепла здесь могут быть использованы, например, обычные электрические или индукционные нагреватели. Существует ряд работ, в которых рассматриваются методы нагрева порошков металлов в вакууме источниками электромагнитного излучения (СВЧ, лазерное излучение) и электронными пучками. Например, из патента RU 2469817 известен способ теплопроводностного нагрева металлических порошков в вакуумной камере до температур порядка 3000 К. Такие методы позволяют достигнуть высокой эффективности нагрева порошков. Дополнительным преимуществом является отсутствие расхода инертных газов при проведении процессов нагрева. В качестве недостатков вакуумных способов сфероидизации можно отметить сложность конструкции вакуумной камеры, функциональные элементы и соединения которой должны быть герметичны. Основными проблемами в таких методах являются отвод энергии, не задействованной в нагреве порошка, и закалка (охлаждение и кристаллизация) самих расплавленных сфероидизированных микрокапель металла. Из-за отсутствия теплообмена расплавленных частиц с окружающей средой, они не успевают затвердеть в виде шариков. Сферичность формы капель металла при этом искажается из-за механического контакта со стенками вакуумного реактора или с коллектором (где собираются частицы). Это существенно влияет на качество обрабатываемого порошка и делает данный способ сфероидизации непопулярным в промышленных масштабах. Также вакуумными методами невозможно получать сфероидизированные микропорошки тугоплавких металлов (вольфрам, молибден, титан и др.), что является существенным недостатком. Поскольку нагрев металлических частиц происходит в вакууме, то из-за отсутствия термодинамического равновесия с окружающей средой нагретые до высоких температур микропорошки теряют значимую часть мощности на тепловое излучение. Форма поверхности исходно используемых частиц является нерегулярной, «опилочной», что увеличивает эффективную площадь рассеивания тепла. В соответствии с законом Стефана-Больцмана, мощность тепловых потерь на излучение нагретых частиц прямо пропорциональная площади поверхности, умноженной на температуру в четвертой степени (Рпотерь~Sпов×Т4). При заданной мощности источника нагрева частиц, начиная с некоторого значения температуры поверхности поглощаемая мощность становится равна мощности потерь, что останавливает дальнейший нагрев и рост температуры частицы. Поэтому вакуумные методы сфероидизации неприменимы для обработки порошков тугоплавких металлов (вольфрам, молибден и.т.д.).
На текущий момент в промышленных масштабах широко используемым способом сфероидизации металлических микропорошков является их нагрев в потоке термической плазмы атмосферного давления. В таком способе энергия от источника идет в нагрев плазмообразующего газа, а частицы металла, пролетающие через плазменный поток, греются опосредованно за счет теплообмена с окружающей средой. Для этого используется термическая индукционно связанная плазма атмосферного давления или дуговой разряд постоянного тока. Преимуществами таких видов разрядов атмосферного давления является сравнительная простота конструкции плазмотронов и эффективный вклад мощности в нагрев плазмы. Металлические микропорошки за время пролета через высокотемпературную область плазмы (Т=5000-10000 К) нагреваются от непосредственного контакта с горячим газом и плавятся. Затем капли жидкого металла, имеющие уже форму шариков за счет сил поверхностного натяжения, вылетают из высокотемпературной зоны и отвердевают. Таким образом металлические частицы, исходно имеющие случайную форму, принимают форму шариков, то есть сфероидизируются.
Из патента RU 2707455 известен способ сфероидизации металлических микропорошков в термической плазме дугового разряда. Нагрев плазмы постоянными токами позволяет достигнуть высоких газовых температур при сравнительно небольшом энерговкладе (в сравнении с индукционными источниками, где мощность источников плазмы атмосферного давления составляет несколько десятков киловатт). Принцип термической сфероидизации, представленный в патенте, аналогичен вышеописанному индукционному методу, поэтому экономические и технические параметры таких источников плазмы не сильно отличаются.
Из заявки US 20210146432 известен выбранный в качестве прототипа способ сфероидизации металлических микропорошков в плазменном разряде, поддерживаемом непрерывным СВЧ излучением сантиметрового диапазона длин волн. Нагрев газа осуществляется поверхностной СВЧ волной в плазмотроне волноводного типа. Сквозь волновод, параллельно направлению электрического поля основной моды, организован поток газа, переносящий исходные металлические частицы. Нагрев частиц для их дальнейшего оплавления и сфероидизации обеспечивается за счет контакта с высокотемпературной газовой средой. Стоит отметить, что вклад механизма прямого СВЧ нагрева частиц металлических микропорошков мелкой фракции на глубине скин-слоя мал из-за малой частоты греющего поля, то есть в описанном способе сфероидизации микрочастиц энергия СВЧ поля затрачивается только на нагрев рабочего газа.
Таким образом, основными недостатками существующих плазменных методов
сфероидизации металлических микропорошков являются низкая энергетическая эффективность процесса (в нагрев микропорошка идет не более 8% мощности, вкладываемой в плазму), высокий расход плазмообразующих газов (более 100 л/мин), которые обуславливают низкую производительность базирующихся на этих методах промышленных установок (до 0,05 кг/ч сфероидизированного порошка на 1 кВт мощности), и большая требуемая для поддержания плазмы атмосферного давления мощность источников нагрева (десятки киловатт для поддержания термической плазмы с температурой более 3000 К). Причем эффективность передачи тепла от горячего газа металлическому микропорошку за счет теплопроводностного механизма имеет фундаментальный предел, обусловленный соотношением термодинамических и количественных параметров смеси «металлический микропорошок - плазмообразующий газ». Эти недостатки обуславливают низкую рентабельность процессов плазменной сфероидизации металлических микропорошков и высокую итоговую себестоимость конечной продукции.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение энергетической эффективности процесса сфероидизации и снижение расхода плазмообразующего газа.
Положительный эффект достигается тем, что производят модификацию поверхности частиц металлических микропорошков путем подачи их в потоке плазмообразующего газа в зону поддерживаемого СВЧ излучением разряда.
Новым является то, что модификации поверхности подвергают частицы металлических микропорошков фракции 10-40 мкм, непрерывное СВЧ излучение миллиметрового диапазона длин волн фокусируют внутри металлической электродинамической структуры, имеющей форму боковой поверхности усеченного прямого кругового конуса с отверстиями в качестве оснований, локализующей поток плазмообразующего газа и квазиоптический гауссов пучок фокусируемого СВЧ излучения в зоне поддерживаемого СВЧ излучением разряда и имеющей общую с ними ось симметрии, таким образом, чтобы меньшее отверстие металлической электродинамической структуры располагалось в области перетяжки квазиоптического гауссова пучка фокусируемого СВЧ излучения, при этом поддержание разряда в потоке плазмообразующего газа осуществляют при атмосферном давлении, а одновременно с подачей плазмообразующего газа вводят газ с более высоким значением пробойного поля при атмосферном давлении и большей энтальпией, чем у плазмообразующего газа, с формированием стабилизирующего газового потока.
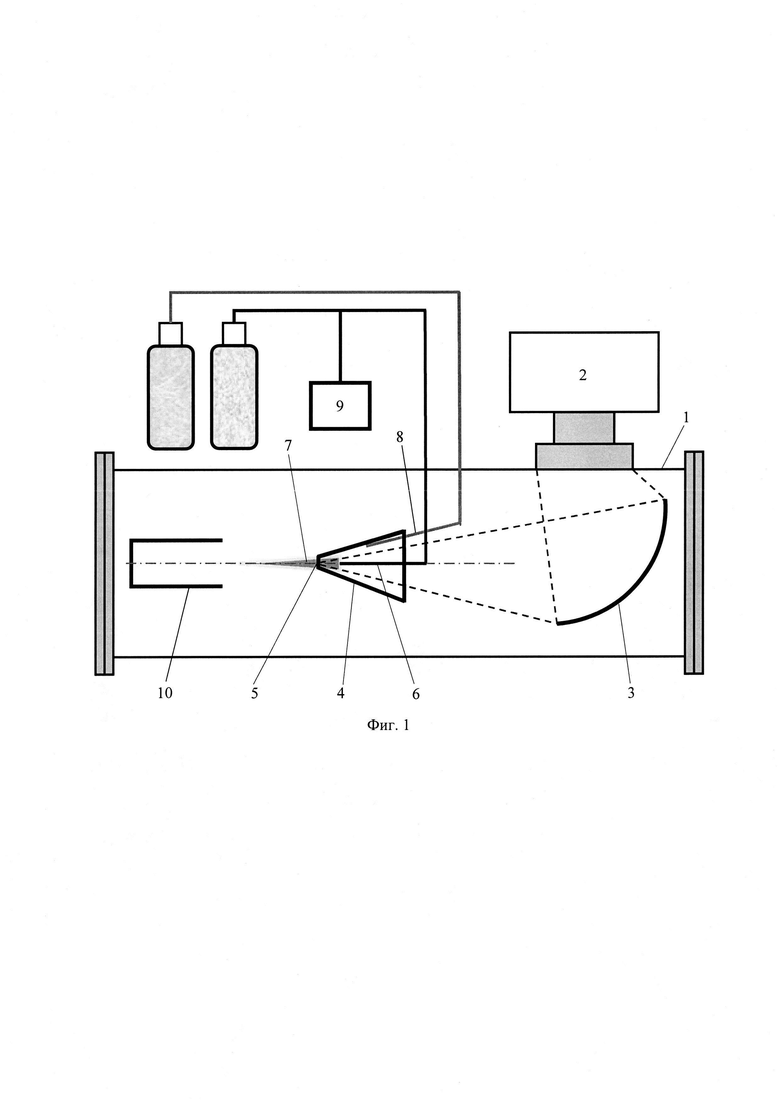
Изобретение поясняется (но не ограничивается) фиг. 1, где проиллюстрирован один из возможных вариантов организации установки для реализации предлагаемого способа. Здесь 1 - газоразрядная камера; 2 - источник непрерывного излучения
миллиметрового диапазона длин волн; 3 - параболическое зеркало; 4 - металлическая электродинамическая структура; 5 - область перетяжки квазиоптического гауссова пучка фокусируемого СВЧ излучения; 6 - металлическая трубка газового напуска; 7 - плазменный факел; 8 - система подачи стабилизирующего газового потока; 9 - регулируемый дозатор порошка; 10 - коллектор.
Посредством предлагаемой схемы способ осуществляют следующим образом. В газоразрядную камеру 1, в которой поддерживается атмосферное давление, от источника непрерывного излучения миллиметрового диапазона длин волн 2 вводят СВЧ излучение. Посредством параболического зеркала 3 фокусируют вводимое СВЧ излучение внутри металлической электродинамической структуры 4, имеющей форму боковой поверхности усеченного прямого кругового конуса с отверстиями в качестве оснований. При этом вводят СВЧ излучение со стороны большего отверстия металлической электродинамической структуры 4 таким образом, чтобы меньшее отверстие металлической электродинамической структуры 4 располагалось в области перетяжки 5 квазиоптического гауссова пучка фокусируемого СВЧ излучения, а оси симметрии металлической электродинамической структуры 4 и квазиоптического гауссова пучка фокусируемого СВЧ излучения совпадали. В область перетяжки 5 квазиоптического гауссова пучка фокусируемого СВЧ излучения подают поток плазмообразующего газа посредством металлической трубки газового напуска 6, которая, как и создаваемый ею поток плазмообразующего газа, расположена на оси симметрии металлической электродинамической структуры 4. На срезе металлической трубки газового напуска 6 инициируют поддерживаемый СВЧ излучением равновесный разряд, который на выходе из металлической электродинамической структуры 4 представляет собой плазменный факел 7, выдуваемый из меньшего ее отверстия. В качестве плазмообразующего газа могут выступать легко ионизирующиеся газы, например, аргон, азот (в случае окисляющихся металлических микропорошков) или воздух.
Одновременно с подачей плазмообразующего газа с помощью системы подачи стабилизирующего газового потока 8 вводят газ с более высоким значением пробойного поля при атмосферном давлении и большей энтальпией, чем у плазмообразующего газа, вплотную к стенкам металлической электродинамической структуры 4 под таким углом, чтобы стабилизирующий газовый поток закручивался вдоль стенок металлической электродинамической структуры 4 и отодвигал границы зоны поддерживаемого СВЧ излучением разряда от них для предотвращения их избыточного нагревания, а также обдувал поверхность металлической трубки газового напуска 6 для предотвращения инициации разряда на ее поверхности. При этом стабилизирующий газовый поток позволяет поддерживать однонаправленный поток газа в металлической электродинамической структуре 4 и предотвращает распространение разряда навстречу фокусируемому СВЧ излучению.
Стабильное горение плазменного факела 7 возможно при определенной предварительно рассчитанной геометрии потоков как плазмообразующего, так и стабилизирующего газов для конкретной металлической электродинамической структуры 4, геометрические характеристики которой, в случае наилучшего варианта реализации изобретения, рассчитывают таким образом, чтобы угол, который боковая поверхность усеченного прямого кругового конуса, в виде которой выполнена металлическая электродинамическая структура 4, составляет с плоскостью большего основания, был равен углу схождения квазиоптического гауссова пучка фокусируемого излучения в области перетяжки 5. Методами численного моделирования можно показать, что именно такой угол наклона стенок металлической электродинамической структуры 4 обеспечивает наименьшее отражение входящего внутрь СВЧ излучения. При меньшем раскрыве доля мощности СВЧ излучения, не попадающая внутрь металлической электродинамической структуры 4, превышает 1% от величины введенной. Диаметр меньшего (выходного) отверстия металлической электродинамической структуры 4 выбирают минимальным, при котором не нарушается структура газовых потоков и не увеличивается существенным образом коэффициент отражения вводимого в металлическую электродинамическую структуру 4 СВЧ излучения. В результате используемая металлическая электродинамическая структура 4 не только осуществляет локализацию газовых потоков и препятствует прохождению СВЧ излучения в обратном направлении, что позволяет поддерживать стабильный равновесный разряд, но и дает возможность увеличить поглощаемую разрядом мощность до 30% от мощности введенного СВЧ излучения, поскольку граница разряда обусловлена формой электродинамической структуры, и при этом площадь поперечного сечения плазменного факела 7 равна площади поперечного сечения квазиоптического гауссова пучка фокусируемого СВЧ излучения в области перетяжки 5. Применение такой локализующей металлической электродинамической структуры 4 позволяет увеличить плотность мощности СВЧ излучения в области перетяжки 5 квазиоптического гауссова пучка в разы в сравнении с фокусировкой в свободном пространстве. Естественная локализация зоны поддерживаемого СВЧ излучением разряда геометрией квазиоптического гауссова пучка фокусируемого СВЧ излучения в области перетяжки 5 позволяет дополнительно увеличить энерговклад в поддержание разряда в первую очередь за счет увеличения напряженности электрического поля и интенсивности излучения. Также за счет высокой степени локализации зоны поддерживаемого СВЧ излучением разряда возможно осуществление стабильного разряда атмосферного давления в потоках плазмообразующего газа с характерными скоростями на уровне 20-60 л/мин, а значит, в предлагаемом способе требуется в разы меньший расход плазмообразующего газа в сравнении с аналогами.
В случае неиспользования металлической электродинамической структуры 4 в силу особенностей истечения газа из трубки в открытое пространство площадь поперечного сечения плазменного факела 7 примерно в 10 раз меньше, чем площадь поперечного сечения квазиоптического гауссова пучка фокусируемого излучения в области перетяжки 5, что обуславливает поглощаемую разрядом мощность на уровне не более 10% от мощности введенного СВЧ излучения, поскольку 90% СВЧ мощности просто проходит мимо разряда.
Частицы подлежащих сфероидизации металлических микропорошков произвольной формы подают в зону поддерживаемого СВЧ излучением разряда в потоке плазмообразующего газа через металлическую трубку газового напуска 6 от регулируемого дозатора порошка 9.
Преимущество предлагаемого способа в сравнении с аналогами и прототипом состоит также в применении комбинированного нагрева частиц металлических микропорошков двумя независимыми механизмами: теплопроводностным нагревом (как у аналогов и прототипа - за счет непосредственного контакта и теплообмена с термической плазмой), на который уходит до 8% мощности вводимого СВЧ излучения, и микроволновым избирательным нагревом (за счет джоулевых потерь поверхностных токов, наводимых в частицах металлических микропорошков на глубине скин-слоя внешнего поля), на который идет свыше 20% мощности вводимого СВЧ излучения. Удачное соотношение глубины проникновения излучения миллиметрового диапазона длин волн внутрь частиц металлических микропорошков и их характерного размера (микропорошки мелкой фракции 10-40 мкм), используемого для технологий 3D печати металлических изделий методами селективного лазерного плавления и селективного лазерного спекания, позволяет реализовать эффективный режим нагрева частиц металлических микропорошков в поверхностном слое. Когда глубина проникновения электромагнитной волны в частицу металлического микропорошка много меньше размера частицы, по границе частицы течет поверхностный ток, удовлетворяющий граничным условиям. Далее поверхностный ток «размазывается» вглубь частицы в приграничном слое. Термические потери сконцентрированы в приповерхностном слое, прогревая внутренние слои за счет теплопроводности. Данный режим нагрева при малости глубины скин-слоя является самым эффективным с точки зрения модификации поверхности частиц металлических микропорошков, поскольку мощность в первую очередь затрачивается на плавление и сфероидизацию поверхностного слоя, имеющего нерегулярную форму. Глубина скин-слоя зависит от проводимости металла и обратно пропорциональна корню из частоты греющего поля, поэтому для повышения эффективности нагрева используют излучение миллиметрового диапазона длин волн. Превысить фундаментальный порог эффективности передачи тепла от плазмы к частицам металлических микропорошков позволяет именно наличие дополнительного нагрева металлических частиц, вклад которого независимо увеличивает суммарную энергетическую эффективность процесса сфероидизации.
Таким образом, предлагаемый способ позволяет проводить процессы сфероидизации с энергетической эффективностью до 30%, что как минимум в 3 раза превышает энергетическую эффективность традиционных ныне используемых плазменных методов сфероидизации.
Также, поскольку зона поддерживаемого СВЧ излучением разряда локализована в границах квазиоптического гауссова пучка фокусируемого СВЧ излучения в области перетяжки 5, а не ограничена в пространстве стенками плазмотрона (как, например, в индукционных и дуговых источниках плазмы), в предложенном способе появляется возможность организовать зону закалки (охлаждения и отвердевания) оплавленных частиц металлических микропорошков непосредственно внутри газоразрядной камеры 1 за счет наличия резкой границы между высокотемпературной зоной поддерживаемого СВЧ излучением разряда и фоновым газом в газоразрядной камере 1. Отвердевшие сфероидизированные частицы металлических микропорошков собирают на коллекторе 10 и выводят из газоразрядной камеры 1.
При апробации способа использовалось излучение гиротрона с частотой 24 ГГц и мощностью в непрерывном режиме до 5 кВт. Было показано, что в непрерывных разрядах атмосферного давления в молекулярных газах, реализуемых в квазиоптических гауссовых пучках фокусируемого СВЧ излучения с частотой 24 ГГц и локализованных описанной выше электродинамической структурой 4, возможно поддержание плазмы с температурой до 4000 К (при максимальной мощности источника 5 кВт). В плазме с такой газовой температурой возможно проведение эффективных процессов сфероидизации металлических микропорошков. Плотность мощности СВЧ излучения в области перетяжки 5 пучка достигала 4 кВт/см2. Производительность установки достигала 0,3 кг/час на 1 кВт мощности вводимого СВЧ излучения. Степень сфероидизации, то есть количество сфероидизированных частиц металлического микропорошка от общего количества порошка после обработки, составила более 80%. Также было установлено, что расход плазмообразующих газов в таком типе разряда как минимум в два раза меньше характерных величин скоростей газовых потоков в мощных индустриальных индукционных и дуговых источниках плазмы с характерными газовыми температурами. Например, на основании вышеописанных преимуществ расчетная себестоимость обработки 1 кг микропорошка никеля мелкой фракции не превышает 85 долларов, что более чем в 6 раз меньше себестоимости переработки данного микропорошка другими плазменными методами.
Таким образом, предложенный способ позволяет существенно повысить энергетическую эффективность процесса сфероидизации металлических микропорошков (до 30% вкладываемой СВЧ мощности идет в нагрев частиц) и в несколько раз снизить расход плазмообразующих газов. С учетом повышенной энергетической эффективности, для проведения процессов сфероидизации не требуются промышленные мощные источники (от 40 кВт). В зависимости от требований на производительность установки, мощность используемых источников миллиметрового излучения - гиротронов, требуемая для поддержания термической плазмы атмосферного давления, может составлять 3-20 кВт. Все это, в итоге, позволяет повысить рентабельность процессов плазменной сфероидизации металлических микропорошков мелкой фракции и снизить итоговую себестоимость конечной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Микроволновый волноводный плазмотрон для создания разрядов при атмосферном давлении | 2024 |
|
RU2837570C1 |
| ПЛАЗМЕННЫЙ РЕАКТОР ДЛЯ ВЫСОКОСКОРОСТНОГО ОСАЖДЕНИЯ АЛМАЗНЫХ ПЛЕНОК ИЗ ГАЗОВОЙ ФАЗЫ | 2009 |
|
RU2416677C1 |
| ВЫСОКОСКОРОСТНОЙ СПОСОБ ОСАЖДЕНИЯ АЛМАЗНЫХ ПЛЕНОК ИЗ ГАЗОВОЙ ФАЗЫ В ПЛАЗМЕ СВЧ-РАЗРЯДА И ПЛАЗМЕННЫЙ РЕАКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2215061C1 |
| Способ извлечения металлов платиновой группы из отработанных алюмооксидных каталитических нейтрализаторов выхлопных газов | 2019 |
|
RU2710755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ МИКРОСФЕР ОКСИДОВ МЕТАЛЛОВ | 2017 |
|
RU2663886C2 |
| Способ получения высококачественных металлических порошков из шламовых отходов машиностроительных производств | 2020 |
|
RU2740549C1 |
| СПОСОБ РЕГЕНЕРАЦИИ В ТЕРМИЧЕСКОЙ ПЛАЗМЕ ОТРАБОТАННЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2021 |
|
RU2779558C1 |
| СФЕРИЧЕСКИЙ ПОРОШОК ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2707455C1 |
| СИЛЬНОТОЧНЫЙ ИСТОЧНИК МНОГОЗАРЯДНЫХ ИОНОВ НА ОСНОВЕ ПЛАЗМЫ ЭЛЕКТРОННО-ЦИКЛОТРОННОГО РЕЗОНАНСНОГО РАЗРЯДА, УДЕРЖИВАЕМОЙ В ОТКРЫТОЙ МАГНИТНОЙ ЛОВУШКЕ | 2011 |
|
RU2480858C2 |
| ИСТОЧНИК ИНТЕНСИВНЫХ ПОТОКОВ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ С ВЫСОКОЙ СТЕПЕНЬЮ ИОНИЗАЦИИ | 2018 |
|
RU2695819C1 |
Изобретение относится к порошковой металлургии, в частности к способам обработки металлического порошка для его дальнейшего использования в аддитивных технологиях. Металлический микропорошок фракции 10-40 мкм подают в зону поддерживаемого непрерывным СВЧ излучением миллиметрового диапазона длин волн разряда в потоке плазмообразующего газа при атмосферном давлении. СВЧ излучение фокусируют внутри металлической электродинамической структуры, имеющей форму боковой поверхности усеченного прямого кругового конуса с отверстиями в качестве оснований, локализующей поток плазмообразующего газа и квазиоптический гауссов пучок фокусируемого СВЧ излучения в зоне поддерживаемого СВЧ излучением разряда и имеющей общую с ними ось симметрии, так, чтобы меньшее отверстие металлической электродинамической структуры располагалось в области перетяжки квазиоптического гауссова пучка фокусируемого СВЧ излучения. Обеспечивается повышение энергетической эффективности процесса сфероидизации и снижение расхода плазмообразующего газа. 1 ил.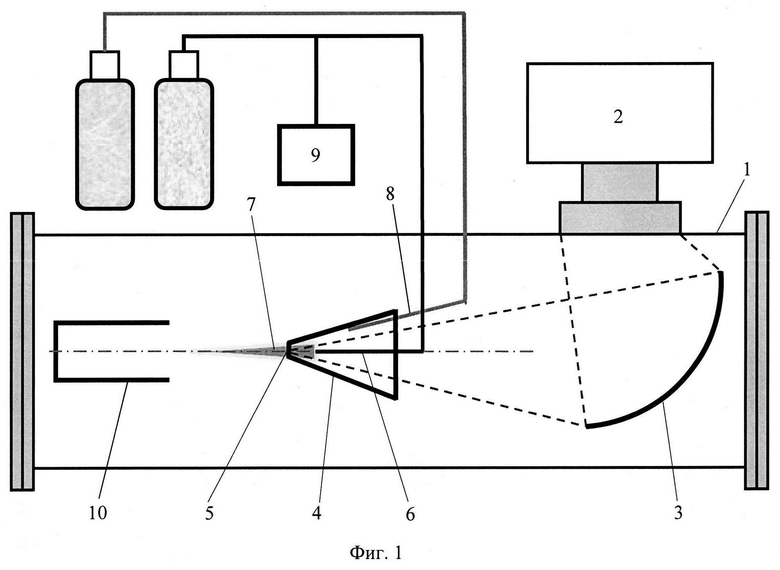
Способ сфероидизации металлических микропорошков СВЧ излучением, включающий модификацию поверхности частиц металлических микропорошков путем подачи их в потоке плазмообразующего газа в зону поддерживаемого СВЧ излучением разряда, отличающийся тем, что модификации поверхности подвергают частицы металлических микропорошков фракции 10-40 мкм, непрерывное СВЧ излучение миллиметрового диапазона длин волн фокусируют внутри металлической электродинамической структуры, имеющей форму боковой поверхности усеченного прямого кругового конуса с отверстиями в качестве оснований, локализующей поток плазмообразующего газа и квазиоптический гауссов пучок фокусируемого СВЧ излучения в зоне поддерживаемого СВЧ излучением разряда и имеющей общую с ними ось симметрии, таким образом, чтобы меньшее отверстие металлической электродинамической структуры располагалось в области перетяжки квазиоптического гауссова пучка фокусируемого СВЧ излучения, при этом поддержание разряда в потоке плазмообразующего газа осуществляют при атмосферном давлении, а одновременно с подачей плазмообразующего газа вводят газ с более высоким значением пробойного поля при атмосферном давлении и большей энтальпией, чем у плазмообразующего газа, с формированием стабилизирующего газового потока.
| US 20210146432 A1, 20.05.2021 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ | 2013 |
|
RU2537678C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОРАЗМЕРНОГО ПОРОШКА МЕТАЛЛА | 2011 |
|
RU2489232C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДИСПЕРСНЫХ ТУГОПЛАВКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128148C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРОИДИЗИРОВАННЫХ ПОЛИДИСПЕРСНЫХ ПОРОШКОВ | 2010 |
|
RU2434715C1 |
| CN 109808049 A, 28.05.2019 | |||
| CN 105642905 A, 08.06.2016 | |||
| US 2020360992 A1, 19.11.2020. | |||

