ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу изготовления угольного источника тепла для ароматического ингалятора, композитным частицам, угольному источнику тепла для ароматического ингалятора и ароматическому ингалятору.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0002]
Известен ароматический ингалятор, который включает в себя угольный источник тепла на дистальном конце и нагревает табачный наполнитель теплотой горения угольного источника тепла. Угольный источник тепла, применяемый для ароматического ингалятора можно изготавливать экструдированием и формованием исходной жидкой массы, содержащей угольные частицы и такие добавки, как связующее, с последующей сушкой.
[0003]
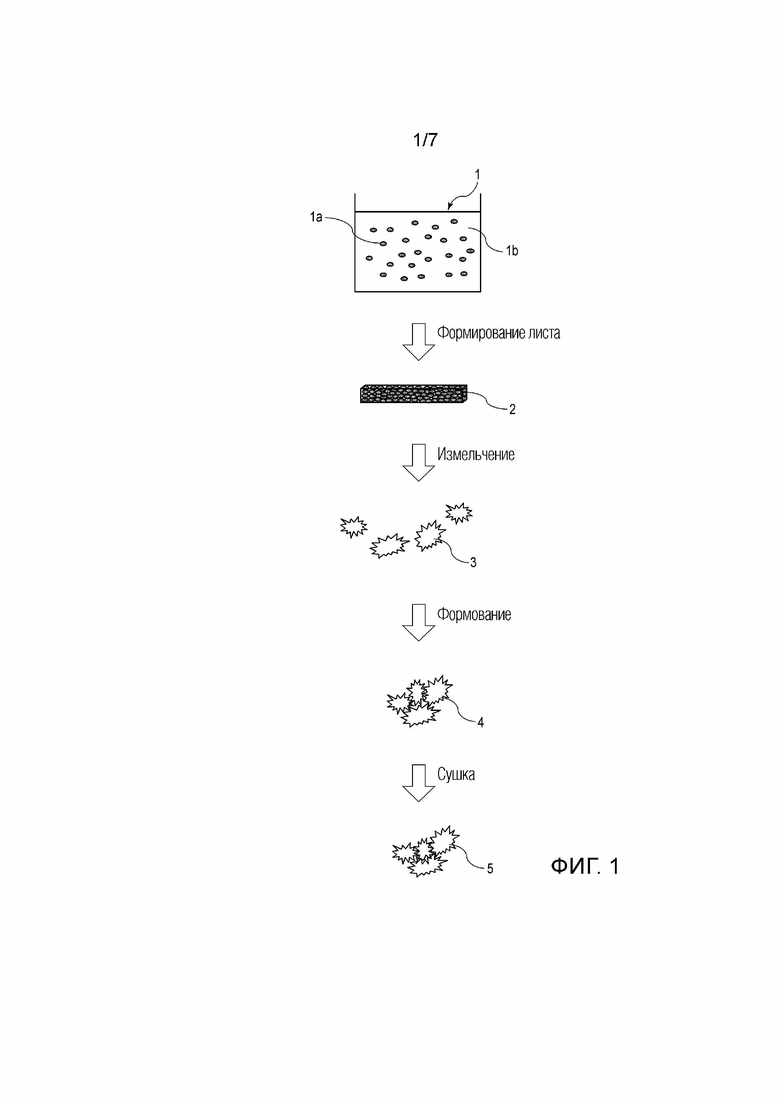
Не прошедшая экспертизу (KOKAI), опубликованная японская патентная заявка № S62-224276 раскрывает усовершенствованный способ изготовления угольного источника тепла в целях улучшения сгораемости угольного источника тепла. В частности, не прошедшая экспертизу (KOKAI), опубликованная японская патентная заявка № S62-224276 раскрывает, как показано на фиг. 1 настоящей заявки, что угольный источник тепла 5 изготавливают выкладыванием исходной жидкой массы 1, которая содержит угольные частицы 1a и водный раствор (диспергирующую среду) 1b, содержащую связующее, в форме листа, сушкой упомянутой массы, измельчением полученного листа 2, добавлением воды в полученный измельченный материал 3, его формованием и сушкой полученного формованного изделия 4.
[0004]
Документ WO 2006/073065 раскрывает изготовление угольного источника тепла из композиции, содержащей угольные частицы, частицы карбоната кальция и связующее, и данный угольный источник тепла способен снижать количество монооксида углерода, выделяемого во время горения угольного источника тепла.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005]
Авторы настоящего изобретения изготовили угольный источник тепла в соответствии со способом, описанным в не прошедшей экспертизу (KOKAI), опубликованной японской патентной заявке № S62-224276, и столкнулись с проблемой трудности формования. Ввиду этого, авторы настоящего изобретения выполняли формование с увеличением количества воды, добавляемой во время формования (например, 34% по массе относительно измельченного материала), что приводило к прилипанию формовочного материала к формовочной машине (смотри сравнительный пример 1, описанный далее). Когда воду добавляли в количестве, обычно используемом во время формования (например, 30% по массе относительно измельченного материала), формование было трудновыполнимым, и, хотя полученный угольный источник тепла не доставлял проблем с возгораемостью, его прочность была недостаточной (смотри сравнительный пример 2, описанный далее).
[0006]
Соответственно, целью настоящего изобретения является создание технологии, относящейся к угольному источнику тепла для ароматического ингалятора, который очень технологичен и обладает высокой прочностью и очень хорошей возгораемостью.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007]
В соответствии с первым аспектом предлагается способ изготовления угольного источника тепла для ароматического ингалятора, при этом способ содержит этапы, на которых:
формируют композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, с использованием, в качестве исходного материала, жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, чтобы образовать формованное изделие; и
сушат формованное изделие.
[0008]
В соответствии со вторым аспектом предлагаются композитные частицы, содержащие угольные частицы, частицы карбоната кальция и связующее и имеющие средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм.
[0009]
В соответствии с третьим аспектом предлагается угольный источник тепла для ароматического ингалятора, получаемый способом в соответствии с первым аспектом.
В соответствии с четвертым аспектом предлагается ароматический ингалятор, содержащий угольный источник тепла в соответствии с третьим аспектом.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0010]
В соответствии с настоящим изобретением можно обеспечить технологию, относящуюся к угольному источник тепла для ароматического ингалятора, который очень технологичен и обладает высокой прочностью и очень хорошей возгораемостью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011]
Фиг. 1 - схематическое представление способа, описанного в документе по известному уровню техники;
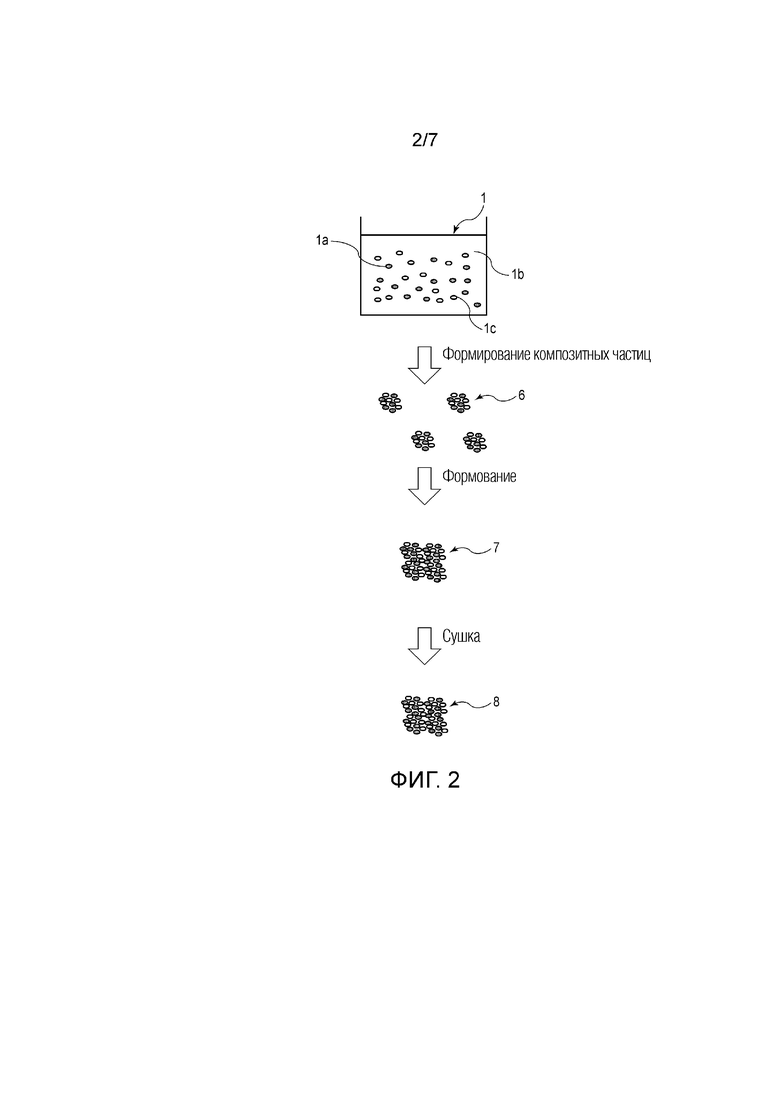
Фиг. 2 - схематическое представление примера способа по настоящему изобретению;
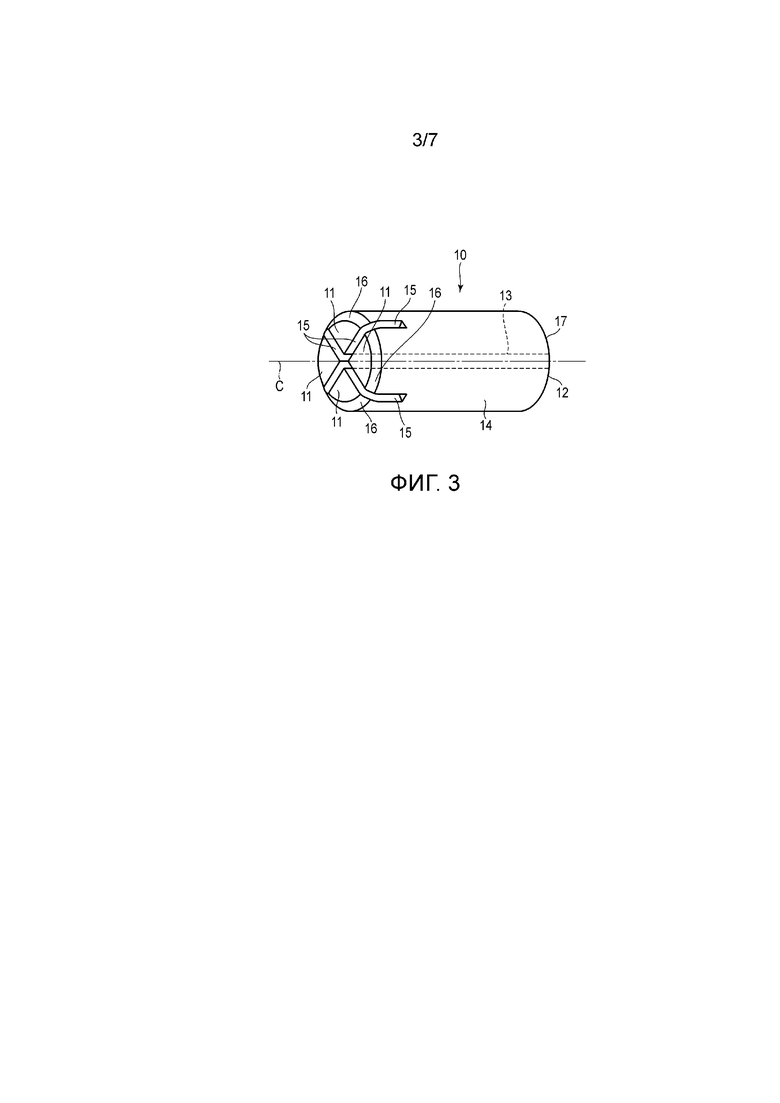
Фиг. 3 - вид в перспективе примерного угольного источника тепла для ароматического ингалятора;
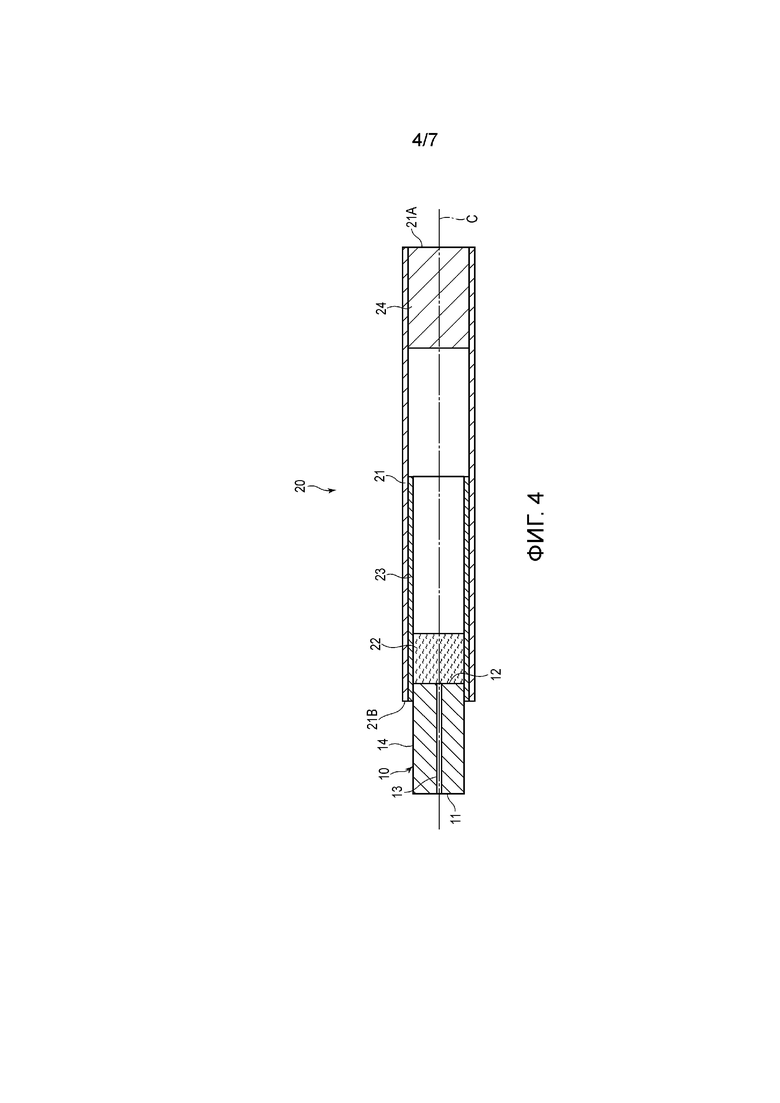
Фиг. 4 - вид в разрезе примерного ароматического ингалятора;
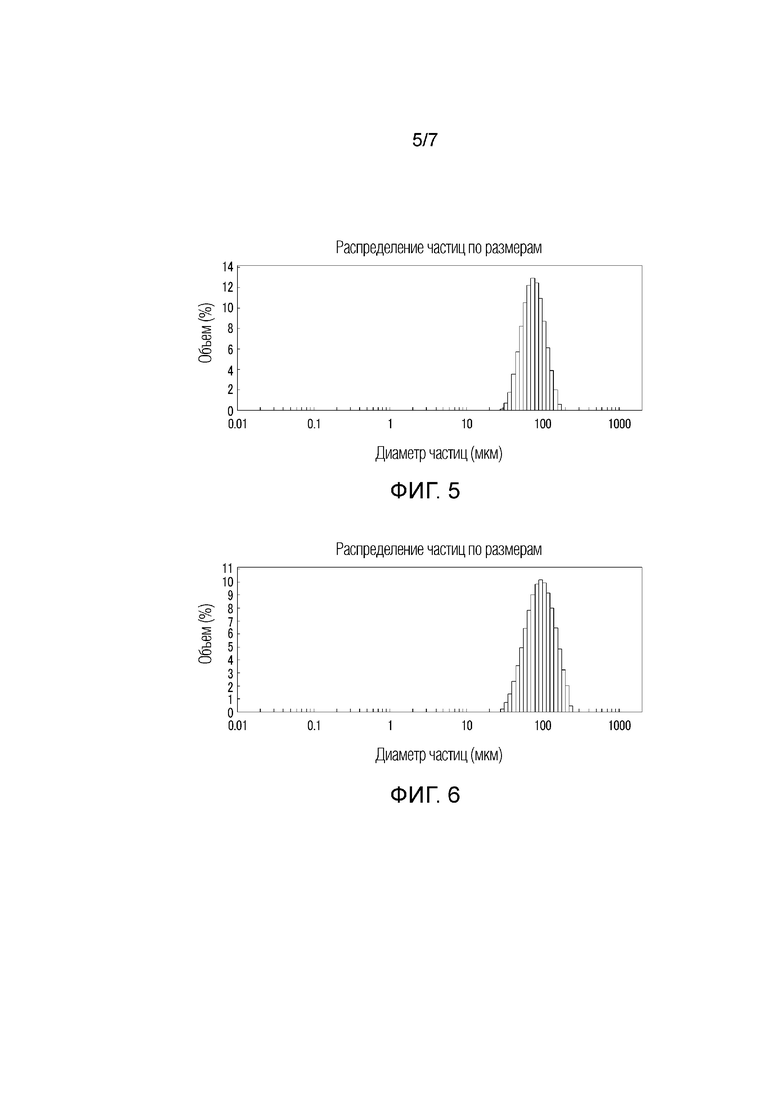
Фиг. 5 - график, представляющий распределение частиц по размерам для композитных частиц A1;
Фиг. 6 - график, представляющий распределение частиц по размерам для композитных частиц A2;
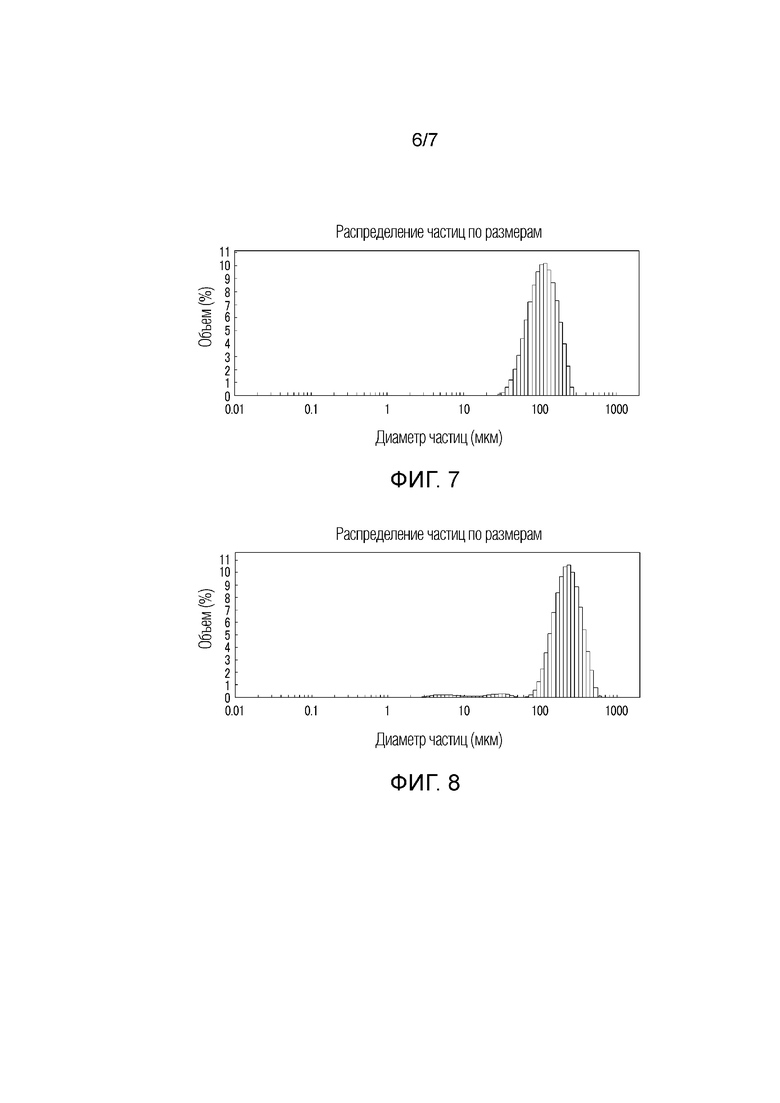
Фиг. 7 - график, представляющий распределение частиц по размерам для композитных частиц A3;
Фиг. 8 - график, представляющий распределение частиц по размерам для композитных частиц B;
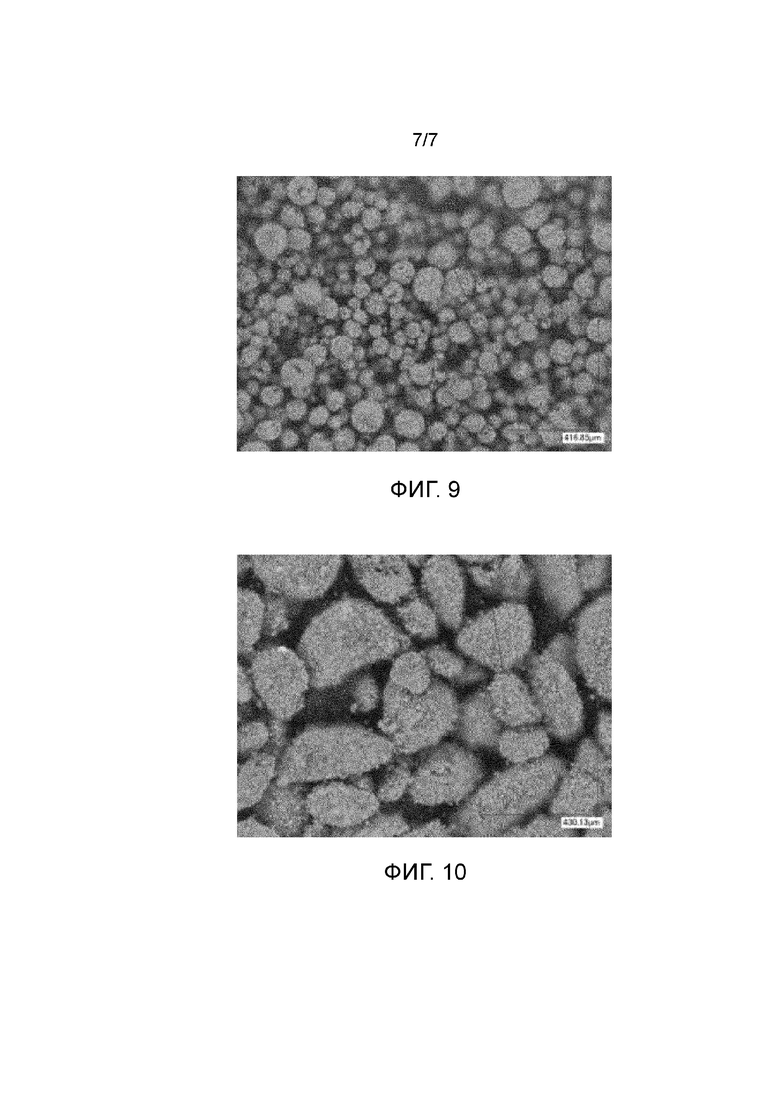
Фиг. 9 - микрофотография композитных частиц A2; и
Фиг. 10 - микрофотография композитных частиц B.
ПОДРОБНОЕ ОПИСАНИЕ
[0012]
Далее приведено подробное описание настоящего изобретения. Нижеследующее описание предназначено для пояснения изобретения и не предполагает ограничения изобретения.
[0013]
<1. Способ изготовления угольного источника тепла>
В одном аспекте, способ изготовления угольного источника тепла для ароматического ингалятора содержит этапы, на которых:
формируют композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, с использованием, в качестве исходного материала, жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, чтобы образовать формованное изделие; и
сушат формованное изделие.
[0014]
Угольный источник тепла для ароматического ингалятора является источником тепла, который нагревает источник ароматизатора внутри ароматического ингалятора в результате горения угольного источника тепла. Источник ароматизатора в ароматическом ингаляторе нагревается теплотой горения угольного источника тепла, но не зажигается. Источник ароматизатора образует аромат при нагревании. В последующем описании, угольный источник тепла для ароматического ингалятора называется также просто «угольным источником тепла».
[0015]
фиг. 2 схематически представляет пример способа по настоящему изобретения. Фиг. 2 показывает:
(1) приготовление исходной жидкой массы 1;
(2) формирование композитных частиц 6 из исходной жидкой массы 1;
(3) формование композитных частиц 6 для получения формованного изделия 7; и
(4) сушку формованного изделия 7 для получения высушенного формованного изделия 8.
[0016]
Высушенное формованное изделие 8 можно использовать в качестве угольного источника тепла, как оно есть, или можно использовать в качестве угольного источника тепла после того, как подвергаются воздействию необходимых процессов. Как видно на фиг. 2, исходная жидкая масса 1 включает в себя угольные частицы 1a, частицы 1c карбоната кальция и водный раствор (диспергирующую среду) 1b, содержащий связующее.
[0017]
Этапы «приготовления исходной жидкой массы», «формирования композитных частиц», «формования» и «сушки» подробно описаны ниже.
[0018]
(Приготовление исходной жидкой массы)
Исходная жидкая масса содержит угольные частицы, частицы карбоната кальция, связующее и воду.
[0019]
В качестве угольных частиц можно использовать угольные частицы, обычно используемые в качестве исходного материала угольного источника тепла для ароматического ингалятора. В частности, в качестве угольных частиц можно использовать любые угольные частицы, которые могут зажигаться поджигом. Угольные частицы являются, предпочтительно, частицами активированного угля и, предпочтительнее, частицами активированного угля, имеющими удельную поверхность БЭТ (по методу Брюнера - Эммета - Теллера) в пределах 1000-2500 м2/г. Угольные частицы имеют средний диаметр частиц в пределах, предпочтительно, 2-100 мкм, и, предпочтительнее, 5-50 мкм. В данном случае, «средний диаметр частиц» означает средний диаметр D50 частиц, полученный из распределения частиц по размерам на основании объема, измеренного способом измерения распределения частиц по размерам с использованием дифракционного рассеяния лазерного излучения.
[0020]
В качестве угольных частиц можно использовать коммерчески доступные частицы активированного угля, примеры которых включают в себя материалы KURARAY COAL SA2300 (средний диаметр частиц: 6,6 мкм, удельная поверхность БЭТ: 2100-2400 м2/г, Kuraray Chemical Co., Ltd.), KURARAY COAL PW-Y (диаметр частиц: 45 мкм или менее, удельная поверхность БЭТ: 1300-1500 м2/г, Kuraray Chemical Co., Ltd.), и KURARAY COAL SA1500 (средний диаметр частиц: 6,19 мкм, удельная поверхность БЭТ: 1600-1800 м2/г). Можно использовать один вид угольных частиц, или можно использовать множество видов угольных частиц в сочетании.
[0021]
Угольные частицы содержатся в жидкой массе в количестве, предпочтительно, 20-90% по массе, и, предпочтительнее, 30-60% по массе, в отношении к массе сухого вещества, содержащегося в жидкой массе. Для целей настоящей заявки, «сухое вещество» означает компоненты (т.е. нелетучие компоненты), остающиеся после испарения жидкости из жидкой массы. То есть, «сухим веществом» являются компоненты, остающиеся, когда жидкая масса переработана в состояние композитных частиц или угольного источника тепла. Следовательно, «сухое вещество» включает в себя не только компоненты (угольные частицы и частицы карбоната кальция), существующие в твердом состоянии в жидкой массе, а также компонентами (связующим), растворенными в жидкой массе, но остающимися после того, как жидкую массу высушивают.
[0022]
В качестве частиц карбоната кальция можно применить частицы карбоната кальция, обычно используемые в сочетании с угольными частицами в качестве исходного материала угольного источника тепла для ароматического ингалятора. Частицы карбоната кальция могут уменьшать количество продуктов горения, особенно, количество образуемого монооксида углерода.
[0023]
В качестве частиц карбоната кальция можно применить, например, частицы, имеющие насыпную плотность при уплотнении в пределах 0,3-1,0 г/см3. Насыпная плотность при уплотнении означает насыпную плотность, измеренную после заполнения 100-мл сосуда частицами в выровненном состоянии (т.е. состоянии свободной насыпной плотности), добавления равного количества частиц и встряхивания 180 раз (подачей вибрации). Частицы карбоната кальция имеют средний диаметр частиц, предпочтительно, 100 мкм или менее и, предпочтительнее, 10 мкм или менее. Предпочтительно, чтобы средний диаметр частиц у частиц карбоната кальция был как можно меньше, и его нижний предел конкретно не ограничен, но равен, например, 0,2 мкм. В данном случае, «средний диаметр частиц» означает средний диаметр D50 частиц, полученный из распределения частиц по размерам на основании объема, измеренного способом измерения распределения частиц по размерам с использованием дифракционного рассеяния лазерного излучения.
[0024]
В качестве частиц карбоната кальция можно применить коммерческие доступные частицы карбоната кальция, примеры которых включают в себя материал Calpine F (средний диаметр частиц: 3 мкм, насыпная плотность при уплотнении: 0,66 г/см3, Yabashi Industries Co., Ltd.). Можно использовать один вид частиц карбоната кальция, или можно использовать множество видов в сочетании.
[0025]
Частицы карбоната кальция содержатся в жидкой массе в количестве в пределах, предпочтительно, 5-75% по массе и, предпочтительнее, 40-70% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[0026]
Отношение диаметров частиц угольных частиц и частиц карбоната кальция может быть, например, в пределах 10:1-1:10. Отношение масс угольных частиц и частиц карбоната кальция может быть, например, в пределах 5:1-1:5.
[0027]
В качестве связующего можно применить связующее, обычно используемое в качестве исходного материала угольного источника тепла для ароматического ингалятора. Связующее служит для связывания частиц (угольных частиц и частиц карбоната кальция) в жидкой массе друг с другом для повышения прочности угольного источника тепла. Связующее растворяется в жидкой массе.
[0028]
В качестве связующего можно применить производное целлюлозы, альгинат или что-то подобное. Примеры производного целлюлозы включают в себя карбоксиметилцеллюлозу, натрий-карбоксиметилцеллюлозу, метилгидроксиэтилцеллюлозу, метилцеллюлозу и гидроксипропилцеллюлозу.
[0029]
Связующее содержится в жидкой массе в количестве в пределах, предпочтительно, 3-15% по массе, и, предпочтительнее, 5-10% по массе, в отношении к массе сухого вещества, содержащегося в жидкой массе.
[0030]
Как будет описано далее в разделе «Полезные эффекты», в настоящем изобретении, угольный источник тепла изготавливают с использованием композитных частиц, имеющих небольшой средний диаметр частиц и узкое распределение частиц по размерам; поэтому можно изготовить угольный источник тепла, обладающий достаточной прочностью, даже когда содержание связующего снижается. Таким образом, в способе по настоящему изобретению, содержание связующего можно снизить, как описано выше. Поскольку снижение содержания связующего увеличивает доли содержания угольных частиц и частицы карбоната кальция, то возгораемость угольного источника тепла можно усилить.
[0031]
Отношение массы сухого вещества, содержащегося в жидкой массе, к массе жидкости, содержащейся в жидкой массе, (в дальнейшем, называемое также отношением твердой и жидкой фаз) находится в пределах, предпочтительно, 1:1-1:9 и, предпочтительнее, 1:2-1:4. Жидкость, содержащаяся в жидкой массе, обычно является водой.
[0032]
Когда исходную жидкую массу выкладывают в форме листа в соответствии со способом в документе по известному уровню техники (смотри фиг. 1), описанным в разделе «Уровень техники изобретения», отношение (отношение жидкой и твердой фаз) массы жидкости к массе сухого вещества необходимо повысить так, чтобы жидкую массу можно было выложить в форме листа. С другой стороны, когда композитные частицы формируются непосредственным распылением жидкой массы, без превращения жидкой массы в форму листа, отношение (отношение жидкой и твердой фаз) массы жидкости к массе сухого вещества в жидкой массе можно снизить. Посредством снижения отношения жидкой и твердой фаз можно сократить время сушки для последующего испарения влаги, и, таким образом, можно сократить расходы на изготовление.
[0033]
(Формирование композитных частиц)
Композитные частицы, имеющие средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, формируют с использованием вышеописанной исходной жидкой массы. Средний диаметр D50 частиц предпочтительно составляет 10-120 мкм.
[0034]
В данном случае, «средний диаметр D50 частиц» означает средний диаметр D50 частиц, полученный из распределения частиц по размерам на основании объема, измеренного способом измерения распределения частиц по размерам с использованием дифракционного рассеяния лазерного излучения. «Ширина на полувысоте» означает ширину на полувысоте, полученную из распределения частиц по размерам на основании объема, измеренного способом измерения распределения частиц по размерам с использованием дифракционного рассеяния лазерного излучения. «Ширина на полувысоте» относится к полной ширине на половине максимального значения.
[0035]
Композитные частицы могут быть сформированы способом, способным сформировать частицы, имеющие вышеописанный диаметр частиц и вышеописанную ширину на полувысоте. В частности, композитные частицы можно формировать методом непосредственного распыления жидкой массы, в частности, с использованием распылительной сушки. В предпочтительном варианте, композитные частицы можно формировать распылительной сушкой жидкой массы. Распылительная сушка является методом распыления жидкости или жидкой массы в газ и быстрой сушки для образования частиц.
[0036]
В более предпочтительном варианте, композитные частицы можно формировать пульверизацией жидкой массы в нагретый газ посредством распылителя или распылительной насадки и ее мгновенной сушки для формирования мелкодисперсных частиц. Выражение «скоростная сушка» или «мгновенная сушка» в контексте распылительной сушки означает, что сушка завершается, пока распыленные капли находятся в воздухе (т.е. до падения на подстилающая поверхность). В еще более предпочтительном варианте, композитные частицы можно формировать распылительной сушкой жидкой массы с использованием распылительной сушилки типа ротационного распылителя, т.е. пульверизацией капель жидкой массы в нагретый газ под действием центробежной силы при вращении дискового распылителя (ротационного распылителя) и мгновенной сушкой капель, чтобы сформировать мелкодисперсные частицы. Распылительная сушилка типа ротационного распылителя пригодна для формирования композитных частиц, имеющих малый диаметр частиц и узкое распределение частиц по размерам.
[0037]
В случае применения распылительной сушилки типа ротационного распылителя, композитные частицы, имеющие вышеописанный средний диаметр D50 частиц и вышеописанную ширину на полувысоте, можно формировать при установке следующих режима распыления и режима сушки, например.
Диаметр диска: 60-200 мм
Частота вращения диска: 8000-30000 об/мин
Расход подачи жидкой массы: 15-160 л/ч
Температура горячего воздуха на выпуске (откуда вылетают частицы): 80-150°C
[0038]
Как описано выше, композитные частицы имеют небольшой средний диаметр частиц и узкое распределение частиц по размерам. Когда такие композитные частицы формуют, композитные частицы можно отформовать с равномерной плотностью по всему формованному изделию и с высокой плотностью, вследствие чего можно повысить прочность изготавливаемого угольного источника тепла, и можно обеспечить очень высокую возгораемость.
[0039]
Композитные частицы предпочтительно имеют сферическую форму. В данном случае, «сферическая форма» означает форму, имеющую среднюю круглость 0-0,2×D [мкм] (в данном случае, D означает средний диаметр D50 частиц композитных частиц), полученный по микрофотографии композитных частиц. «Средняя круглость» означает среднее значение круглостей двадцати композитных частиц. «Круглость» означает разность радиусов двух окружностей, когда микроскопическое изображение целевой частицы вписывают в две концентрические окружности таким образом, чтобы интервал между двумя концентрическими окружностями был сведен к минимуму (JIS B 0621:1984).
[0040]
Когда композитные частицы изготавливают распылительной сушкой, как описано выше, все композитные частицы могут, в общем, иметь сферическую форму. Когда композитные частицы, все сферической формы, формуют, композитные частицы могут быть отформованы с более высокой плотностью. В документе по известному уровню техники, упоминаемом в разделе «Уровень техники изобретения», композитные частицы изготавливают выкладыванием исходной жидкой массы в форме листа и измельчением полученного листа (смотри фиг. 1). Поэтому, в соответствии с документом по известному уровню техники, композитные частицы не имеют сферической формы.
[0041]
Композитные частицы предпочтительно имеют гладкую поверхность, при наблюдении под микроскопом. Когда композитные частицы изготавливают распылительной сушкой, как описано выше, все композитные частицы могут иметь, в общем, гладкую поверхность. Когда композитные частицы, все с гладкой поверхностью, формуют, композитные частицы могут быть отформованы с более высокой плотностью. В документе по известному уровню техники, упоминаемом в разделе «Уровень техники изобретения», композитные частицы композитные частицы изготавливают выкладыванием исходной жидкой массы в форме листа и измельчением полученного листа (смотри фиг. 1). Поэтому, в соответствии с документом по известному уровню техники, композитные частицы не имеют гладкой поверхности.
[0042]
(Формование)
Вышеописанные композитные частицы смешивают с водой, и полученную смесь формуют.
Количество воды, смешиваемой с композитными частицами, предпочтительно равно количеству воды, подходящему для последующей операции формования. Количество воды, смешиваемой с композитными частицами, составляет, предпочтительно, 33-67% по массе и, предпочтительнее, 38-57% по массе в отношении к композитным частицам. То есть, предпочтительно, чтобы смесь была смесью, содержащей композитные частицы и 33-67% по массе воды в отношении к композитным частицам, и предпочтительнее, чтобы смесь была смесью, содержащей композитные частицы и 38-57% по массе воды в отношении к композитным частицам.
[0043]
Вода служит для растворения связующего, присутствующего на поверхностях композитных частиц, чтобы связывать композитные частицы друг с другом. Поэтому предпочтительно, чтобы вода равномерно присутствовала на поверхностях композитных частиц. Предпочтительно, чтобы смесь была приготовлена распылением воды на поверхности композитных частиц в то время, когда композитные частицы приведены в псевдоожиженное состояние, и поэтому вода распределяется по всем поверхностям композитных частиц. Например, смесь можно приготавливать распылением воды на поверхности композитных частиц в то время, когда композитные частицы перемешивают.
[0044]
Когда количество воды, содержащейся в смеси, находится в вышеописанном диапазоне, смесь обладает такими преимуществами, что она легко формуется, и что можно повысить прочность изготавливаемого угольного источника тепла.
[0045]
В смеси, композитные частицы имеют тенденцию к слипанию и могут агрегироваться. Поэтому, перед формованием смеси, агрегаты композитных частиц можно измельчать, или композитные частицы можно классифицировать, чтобы отобрать композитные частицы только предварительно заданного или меньшего размера.
[0046]
Формование можно выполнять с использованием способа формования, обычно применяемого при изготовлении угольного источника тепла для ароматического ингалятора. Формование можно выполнять, например, прессованием в форме, экструзией или штамповкой. Формование можно выполнять, предпочтительно, прессованием в форме и, предпочтительнее, таблетированием. Формование можно выполнять так, чтобы получить формованное изделие, имеющее плотность, например, 0,6-1,0 г/см3. Давление при формовании может составлять, например, 1-5 кН.
[0047]
Предпочтительно, чтобы формованное изделие имело форму цилиндра или многогранная призма в предположении, что формованное изделие будет вложено в цилиндрический ароматический ингалятор.
[0048]
(Сушка)
Посредством сушки формованного изделия изготавливают обезвоженное формованное изделие (высушенное формованное изделие). Сушку можно выполнять методом горячей сушки. Например, формованное изделие сушить при 100-200°C в течение 20-60 минут. На протяжении периода сушки, температура нагревания может быть постоянной в пределах вышеописанного диапазона температуры нагревания или может изменяться так, что температура повышается в пределах вышеописанного диапазона температуры. Доля воды в высушенном формованном изделии может быть, например, 10% по массе или менее.
[0049]
Высушенное формованное изделие можно использовать в качестве угольный источник тепла, как оно есть. В качестве альтернативы, при необходимости, высушенное формованное изделие можно подвергнуть обработке по скашиванию кромок или обработке для обеспечения канавки (например, перекрестной канавке) на поверхности воспламенения. Формованное изделие после обработки можно использовать в качестве угольного источника тепла. Обработка для скашивания кромок способствует снижению вероятности инициирования растрескивания или выкрашивания на угловом участке угольного источника тепла. Обработка по нарезанию канавок способствует повышению возгораемости.
[0050]
Как описано выше, высушенное формованное изделие изготавливают формованием композитных частиц с равномерной плотностью по всему формованному изделию, а также с высокой плотностью, и поэтому прочность оказывается высокой. По данной причине, маловероятно, чтобы высушенное формованное изделие растрескивалось или выкрашивалось, даже когда подвергается обработке, например, обработке для скашивания кромок или обработка по нарезанию канавок, и пригодно для прохождения обработки.
[0051]
(Пример угольного источника тепла)
Пример угольного источника тепла показан на фиг. 3. Угольный источник 10 тепла, показанный на фиг. 3, имеет цилиндрическую форму. Угольный источник 10 тепла вкладывается в ароматический ингалятор таким образом, что дистальная торцевая поверхность 11 располагается на дистальном конце ароматического ингалятора.
[0052]
Как показано на фиг. 3, угольный источник 10 тепла имеет дистальную торцевую поверхность 11, проксимальную торцевую поверхность 12, противоположную дистальной торцевой поверхности 11, вентиляционный канал 13 для подачи воздуха в основной корпус ароматического ингалятора, внешнюю периферическую поверхность 14, канавки 15, обеспеченные в дистальной торцевой поверхности 11, первый скошенный участок 16, сформированный между дистальной торцевой поверхностью 11 и внешней периферической поверхностью 14, и второй скошенный участок 17, сформированный между проксимальной торцевой поверхность 12 и внешней периферической поверхностью 14.
[0053]
Вентиляционный канал 13 обеспечен вдоль центральной оси C угольного источника 10 тепла и обеспечен для того, чтобы проходить сквозь угольный источник 10 тепла, Вентиляционный канал 13 сообщается с дистальной торцевой поверхностью 11 и проксимальной торцевой поверхностью 12. Участок вентиляционного канала 13 со стороны дистальной торцевой поверхности 11 составляет одно целое с канавками 15. Вентиляционный канал 13 можно обеспечить приготовлением формованного изделия, имеющего полую цилиндрическую форму со сквозным отверстием или можно обеспечить приготовлением формованного изделия, имеющего сплошную цилиндрическую форму и, затем, формированием сквозного отверстия с помощью сверла.
[0054]
Канавки 15 формируют для получения, в общем, крестообразной формы, если смотреть со стороны дистальной торцевой поверхности 11. Форма канавок 15 не ограничивается крестообразной формой. Число канавок 15 является произвольным. Кроме того, форма, образованная всеми канавками 15, может быть произвольной. Например, множество канавок 15 может продолжаться радиально к внешней периферической поверхности 14 вокруг вентиляционного канала 13. Кроме того, канавки 15 формируют вырезом вглубь от дистальной торцевой поверхности 11 и внешней периферической поверхности 14, с продолжением по ним. Канавки 15 обеспечивают сообщающимися с вентиляционным каналом 13.
[0055]
Угольный источник 10 тепла можно сформировать со следующими размерами. Общую длину угольного источника 10 тепла (длину угольного источника 10 тепла в направлении центральной оси C) соответственно устанавливают, например, в диапазоне 5-30 мм, предпочтительно, в диапазоне 8-18 мм. Диаметр угольного источника 10 тепла (длину угольного источника 10 тепла в направлении, пересекающемся с центральной осью C) соответственно устанавливают, например, в диапазоне 3-15 мм и, предпочтительно, в диапазоне 5-10 мм. Глубину (длину) канавок 15 в направлении центральной оси C угольного источника 10 тепла соответственно устанавливают, например, в диапазоне 1-5 мм и, предпочтительно, в диапазоне 2-4 мм. Ширину (внутренний диаметр) канавок 15 соответственно устанавливают, например, в диапазоне 0,5-2 мм. Внутренний диаметр вентиляционного канала 13 соответственно устанавливают, например, в диапазоне 0,5-4 мм.
[0056]
Угольный источник 10 тепла может не содержать вентиляционного канала 13. В данном случае, предпочтительно, чтобы основной корпус ароматического ингалятора (т.е. держатель) был снабжен множеством небольших отверстий для вентиляции. Когда пользователь выполняет ингаляцию из ароматического ингалятора, воздух подается через небольшие отверстия в держатель и источник ароматизатора в держателе.
[0057]
(Полезные эффекты)
Вышеописанный способ не имеет проблемы с тем, что формование угольного источника тепла является трудновыполнимым, и является технологичным. В соответствии с вышеописанным способом можно изготавливать угольный источник тепла, обладающий высокой прочностью и очень высокой возгораемостью.
[0058]
В вышеописанном способе, композитные частицы, применяемые для изготовления угольного источника тепла, имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, то есть, небольшой средний диаметр частиц и узкое распределение частиц по размерам. Когда угольный источник тепла изготавливают с применением таких композитных частиц, композитные частицы можно отформовать с равномерной плотностью по всему формованному изделию и с высокой плотностью, и это считается причиной, по которой достигают высокой прочности и очень высокой возгораемости.
[0059]
Кроме того, в вышеописанном способе, прочность угольного источника тепла обеспечивается применением вышеописанных композитных частиц, и поэтому, даже когда уменьшают содержание связующего, можно изготовить угольный источник тепла, обладающий достаточной прочностью. Поскольку уменьшение содержания связующего увеличивает доли содержащихся угольных частиц и частиц карбоната кальция, то можно повысить возгораемость угольного источника тепла.
[0060]
<2. Композитные частицы>
В соответствии с другим аспектом предлагаются «композитные частицы», описанные в разделе <1. Способ изготовления угольного источника тепла>. В частности, предлагаются композитные частицы, содержащие угольные частицы, частицы карбоната кальция и связующее и имеющие средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм. В предпочтительном варианте предлагаются композитные частицы, содержащие угольные частицы, частицы карбоната кальция и связующее и имеющие средний диаметр D50 частиц в пределах 10-120 мкм и ширину на полувысоте в пределах 10-150 мкм.
[0061]
<3. Угольный источник тепла>
В соответствии с другим аспектом предлагается угольный источник тепла для ароматического ингалятора, получаемый способом, описанным в разделе <1. Способ изготовления угольного источника тепла>. Как описано выше, угольный источник тепла обладает высокой прочностью и очень высокой возгораемостью. Например, угольный источник тепла может иметь прочность 140-250 Н и плотность 0,6-1,0 г/см3. В предпочтительном варианте, угольный источник тепла может иметь прочность 140-250 Н и плотность 0,7-0,9 г/см3.
[0062]
При прочности не ниже 140 Н, угольный источник тепла обладает достаточной прочностью в качестве угольного источника тепла ароматического ингалятора. Плотность угольного источника тепла является показателем, коррелированным с возгораемостью, и, чем ниже плотность, тем лучше оказывается возгораемость. Возгораемость зависит не только от плотности угольного источника тепла, но также от других факторов, например, от вида угольных частиц; однако, когда плотность угольного источника тепла имеет значение, например, в вышеописанном диапазоне, возгораемость можно повысить.
[0063]
<4. Ароматический ингалятор>
В соответствии с другим аспектом предлагается ароматический ингалятор, включающий в себя угольный источник тепла для ароматического ингалятора, получаемый способом, описанным в разделе <1. Способ изготовления угольного источника тепла>.
[0064]
Фиг. 4 представляет пример ароматического ингалятора, который включает в себя угольный источник тепла, показанный на фиг. 3.
Ароматический ингалятор 20, показанный на фиг. 4, включает в себя полый цилиндрический держатель 21, продолжающийся от мундштучного конца 21A до дистального конца 21B, угольный источник 10 тепла, обеспеченный на дистальном конце 21B держателя 21, источник 22 ароматизатора, обеспеченный после угольного источника 10 тепла, бумагу 23 со слоем алюминия, проложенную между держателем 21 и источником 22 ароматизатора внутри держателя 21, и участок 24 фильтра, обеспеченный со стороны мундштучного конца 21A внутри держателя 21. В ароматическом ингаляторе 20, показанном на фиг. 4, между источником 22 ароматизатора и участком 24 фильтра сформирована полость.
[0065]
Тепло, выделяемое при горении угольного источника 10 тепла, может нагревать источник 22 ароматизатора, расположенный после угольного источника 10 тепла, чтобы выделять ароматизатор.
[0066]
Держатель 21 является бумажной трубкой, сформированной сворачиванием бумаги в форме цилиндра. Бумага 23 со слоем алюминия формируется приклеиванием слоя алюминия к бумаге и, по сравнению с обычной бумагой, обладает более высокими термостойкостью и теплопроводностью. Бумага 23 со слоем алюминия защищает бумажную трубку держателя 21 от возгорания, даже когда разжигают угольный источник 10 тепла. Центральная ось C держателя 21 совпадает с центральной осью C угольного источника 10 тепла.
[0067]
Источник 22 ароматизатора обеспечен после угольного источника 10 тепла в положении вблизи угольного источника 10 тепла. В качестве источника 22 ароматизатора можно применить любой источник ароматизатора, способный выделять ароматизатор при нагревании. Например, источник 22 ароматизатора можно приготовить путем формирования табачного материала, например, табачных листьев в виде листа, создания гофрированных складок данного табачного листа, чтобы сформировать гофрированный табачный лист, и сборки данного гофрированного табачного листа таким образом, что сформировать множество воздушных каналов в продольном направлении для формирования цилиндрического корпуса. В качестве источника 22 ароматизатора можно применить гранулы, сформированные из табачных экстрактов, или можно применить собственно листовой табак. То есть, в качестве источника 22 ароматизатора можно применить любой табачный наполнитель, например, обычный резаный табак для сигарет, гранулированный табак, используемый для табакерок, табачный жгут и формованный табак. Табачный жгут получается свертыванием восстановленного табачного листа в форме цилиндра и содержит внутри проточный канал. Формованный табак получают формованием гранулированного табака в пресс-форме. В качестве альтернативы можно применить источник 22 ароматизатора, в котором табачный ароматизатор или другой ароматизатор, кроме табачного ароматизатора, содержится на носителе, изготовленном из пористого материала или непористого материала. Источник 22 ароматизатора можно помещать в ароматический ингалятор 20 после обертывания бумагой, с приданием цилиндрической формы, или можно помещать в ароматический ингалятор 20 после заключения в металлической или бумажной гильзе.
[0068]
Участок 24 фильтра состоит из фильтра, обычно используемого для сигарет. Участок 24 фильтра может быть сформирован из разнообразных наполнителей. Участок 24 фильтра состоит из наполнителя, например, из целлюлозного полусинтетического волокна, такого как ацетатцеллюлоза, но не ограничивается этим наполнителем. Примеры наполнителя, который можно применять, включают в себя растительные волокна, такие как хлопок, конопля, манильская пенька, кокос и камыш, животные волокна, такие как шерсть и кашемир, регенерированное волокно на основе целлюлозы, такое как вискоза, синтетические волокна, такие как нейлон, полиэфир, акрил, полиэтилен и полипропилен или их сочетание. Кроме наполнителя из вышеописанного ацетатного волокна, составляющий элемент участка 24 фильтра может быть древесноугольным фильтром, содержащим древесный уголь, или фильтром, содержащим другие частицы, кроме древесного угля. Кроме того, участок 24 фильтра может иметь многосегментную структуру, в которой два или более сегментов разных типов соединены в осевом направлении.
[0069]
<5. Способ в соответствии с другим аспектом>
В другом аспекте, способ изготовления угольного источника тепла для ароматического ингалятора содержит следующие этапы:
формируют композитные частицы распылительной сушкой жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, чтобы образовать формованное изделие; и
сушат формованное изделие.
[0070]
Вышеописанный способ можно выполнять в соответствии с такими же процедурами, как описанные в разделе <1. Способ изготовления угольного источника тепла>.
[0071]
Когда композитные частицы формируют распылительной сушкой в соответствии с вышеописанным способом, можно сформировать композитные частицы, имеющие малый средний диаметр частиц и узкое распределение частиц по размерам. В предпочтительном варианте можно сформировать композитные частицы, имеющие средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм. Когда формируют такие композитные частицы, можно отформовать композитные частицы с равномерной плотностью по всему формованному изделию, а также с высокой плотностью, и это может повысить прочность изготавливаемого угольного источника тепла и обеспечить очень высокую возгораемость.
[0072]
<6. Предпочтительные варианты осуществления>
Ниже кратко представлены предпочтительные варианты осуществления настоящего изобретения.
[A1] Способ изготовления угольного источника тепла для ароматического ингалятора, содержащий следующие этапы:
формируют композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, с использованием, в качестве исходного материала, жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, чтобы образовать формованное изделие; и
сушат формованное изделие.
[0073]
[A2] Способ по п. [A1], в котором средний диаметр D50 частиц составляет 10-120 мкм, предпочтительно 50-150 мкм, предпочтительнее 70-120 мкм.
[A3] Способ по п. [A1] или [A2], в котором ширина на полувысоте составляет 30-150 мкм, предпочтительно 50-150 мкм, предпочтительнее 60-140 мкм.
[A4] Способ по любому из пп. [A1] - [A3], в котором композитные частицы имеют сферическую форму.
[0074]
[A5] Способ по любому из пп. [A1] - [A4], в котором формирование композитных частиц выполняют распылительной сушкой жидкой массы.
[A6] Способ по любому из пп. [A1] - [A5], в котором формирование композитных частиц выполняют распылительной сушкой жидкой массы, с использованием распылительной сушилки типа ротационного распылителя.
[A7] Способ по любому из пп. [A1] - [A6], в котором связующее содержится в жидкой массе в количестве 3-15% по массе, предпочтительно 5-10% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[0075]
[A8] Способ по любому из пп. [A1] - [A7], в котором смесь является смесью, содержащей композитные частицы и 33-67% по массе воды, предпочтительно 38-57% по массе воды в отношении к композитным частицам.
[A9] Способ по любому из пп. [A1] - [A8], в котором отношение (A:B) массы (A) сухого вещества, содержащегося в жидкой массе, к массе (B) жидкости, содержащейся в жидкой массе, составляет 1:1-1:9, предпочтительно 1:2-1:4.
[A10] Способ по любому из пп. [A1] - [A9], в котором угольные частицы имеют средний диаметр частиц в пределах 2-100 мкм, предпочтительно 5-50 мкм.
[0076]
[A11] Способ по любому из пп. [A1] - [A10], в котором угольные частицы являются частицами активированного угля.
[A12] Способ по любому из пп. [A1] - [A11], в котором угольные частицы содержатся в жидкой массе в количестве 20-90% по массе, предпочтительно 30-60% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[A13] Способ по любому из пп. [A1] - [A12], в котором частицы карбоната кальция имеют средний диаметр частиц не боле 100 мкм (например, 0,2-100 мкм), предпочтительно 10 мкм или менее (например, 0,2-10 мкм).
[0077]
[A14] Способ по любому из пп. [A1] - [A13], в котором частицы карбоната кальция содержатся в жидкой массе в количестве 5-75% по массе, предпочтительно 40-70% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[A15] Способ по любому из пп. [A1] - [A14], в котором отношение диаметров частиц угольных частиц и частиц карбоната кальция составляет 10:1-1:10,
[A16] Способ по любому из пп. [A1] - [A15], в котором отношение масс угольных частиц и частиц карбоната кальция составляет 5:1-1:5.
[0078]
[A17] Способ по любому из пп. [A1] - [A16], в котором связующее является производным целлюлозы.
[A18] Способ по п. [A17], в котором производное целлюлозы является карбоксиметилцеллюлозой, натрий-карбоксиметилцеллюлозой, метилгидроксиэтилцеллюлозой, метилцеллюлозой или гидроксипропилцеллюлозой.
[A19] Способ по п. [A17] или [A18], в котором производное целлюлозы является карбоксиметилцеллюлозой.
[0079]
[A20] Способ по любому из пп. [A1] - [A19], в котором формование выполняют прессованием в форме.
[A21] Способ по любому из пп. [A1] - [A20], в котором формование выполняют таблетированием.
[A22] Способ по любому из пп. [A1] - [A21], в котором формование выполняют так, чтобы получить формованное изделие, имеющее плотность 0,6-1,0 г/см3, предпочтительно 0,7-0,9 г/см3.
[A23] Способ по любому из пп. [A1] - [A22], в котором формование выполняют приложением давления 1-5 кН.
[0080]
[B1] Способ изготовления угольного источника тепла для ароматического ингалятора, содержащий следующие этапы:
формируют композитные частицы распылительной сушкой жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, чтобы образовать формованное изделие; и
сушат формованное изделие.
[0081]
[B2] Способ по п. [B1], в котором композитные частицы имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм.
[B3] Способ по п. [B2], в котором средний диаметр D50 частиц составляет 10-120 мкм, предпочтительно 50-150 мкм, предпочтительнее 70-120 мкм.
[B4] Способ по п. [B2] или [B3], в котором ширина на полувысоте составляет 30-150 мкм, предпочтительно 50-150 мкм, предпочтительнее 60-140 мкм.
[0082]
[B5] Способ по любому из пп. [B1] - [B4], в котором композитные частицы имеют сферическую форму.
[B6] Способ по любому из пп. [B1] - [B5], в котором формирование композитных частиц выполняют распылительной сушкой жидкой массы, с использованием распылительной сушилки типа ротационного распылителя.
[B7] Способ по любому из пп. [B1] - [B6], в котором связующее содержится в жидкой массе в количестве 3-15% по массе, предпочтительно 5-10% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[0083]
[B8] Способ по любому из пп. [B1] - [B7], в котором смесь является смесью, содержащей композитные частицы и 33-67% по массе воды, предпочтительно 38-57% по массе воды в отношении к композитным частицам.
[B9] Способ по любому из пп. [B1] - [B8], в котором отношение (A:B) массы (A) сухого вещества, содержащегося в жидкой массе, к массе (B) жидкости, содержащейся в жидкой массе, составляет 1:1-1:9, предпочтительно 1:2-1:4.
[B10] Способ по любому из пп. [B1] - [B9], в котором угольные частицы имеют средний диаметр частиц 2-100 мкм, предпочтительно 5-50 мкм.
[0084]
[B11] Способ по любому из пп. [B1] - [B10], в котором угольные частицы являются частицами активированного угля.
[B12] Способ по любому из пп. [B1] - [B11], в котором угольные частицы содержатся в жидкой массе в количестве 20-90% по массе, предпочтительно 30-60% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[B13] Способ по любому из пп. [B1] - [B12], в котором частицы карбоната кальция имеют средний диаметр частиц 100 мкм или менее (например, 0,2-100 мкм), предпочтительно 10 мкм или менее (например, 0,2-10 мкм).
[0085]
[B14] Способ по любому из пп. [B1] - [B13], в котором частицы карбоната кальция содержатся в жидкой массе в количестве 5-75% по массе, предпочтительно 40-70% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
[B15] Способ по любому из пп. [B1] - [B14], в котором отношение диаметров частиц угольных частиц и частиц карбоната кальция составляет 10:1-1:10.
[B16] Способ по любому из пп. [B1] - [B15], в котором отношение масс угольных частиц и частиц карбоната кальция составляет 5:1-1:5.
[0086]
[B17] Способ по любому из пп. [B1] - [B16], в котором связующее является производным целлюлозы.
[B18] Способ по п. [B17], в котором производное целлюлозы является карбоксиметилцеллюлозой, натрий-карбоксиметилцеллюлозой, метилгидроксиэтилцеллюлозой, метилцеллюлозой или гидроксипропилцеллюлозой.
[B19] Способ по п. [B17] или [B18], в котором производное целлюлозы является карбоксиметилцеллюлозой.
[0087]
[B20] Способ по любому из пп. [B1] - [B19], в котором формование выполняют прессованием в форме.
[B21] Способ по любому из пп. [B1] - [B20], в котором формование выполняют таблетированием.
[B22] Способ по любому из пп. [B1] - [B21], в котором формование выполняют так, чтобы получить формованное изделие, имеющее плотность 0,6-1,0 г/см3, предпочтительно 0,7-0,9 г/см3.
[B23] Способ по любому из пп. [B1] - [B22], в котором формование выполняют приложением давления 1-5 кН.
[0088]
[C1] Композитные частицы, содержащие угольные частицы, частицы карбоната кальция и связующее и имеющие средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм.
[C2] Композитные частицы по п. [C1], в которых средний диаметр D50 частиц составляет 10-120 мкм, предпочтительно 50-150 мкм, предпочтительнее 70-120 мкм.
[C3] Композитные частицы по п. [C1] или [C2], в которых ширина на полувысоте составляет 30-150 мкм, предпочтительно 50-150 мкм, предпочтительнее 60-140 мкм.
[0089]
[C4] Композитные частицы по любому из пп. [C1] - [C3], в которых композитные частицы имеют сферическую форму.
[C5] Композитные частицы по любому из пп. [C1] - [C4], в которых связующее содержится в композитных частицах в количестве 3-15% по массе, предпочтительно 5-10% по массе.
[C6] Композитные частицы по любому из пп. [C1] - [C5], в которых угольные частицы имеют средний диаметр частиц 2-100 мкм, предпочтительно 5-50 мкм.
[0090]
[C7] Композитные частицы по любому из пп. [C1] - [C6], в которых угольные частицы являются частицами активированного угля.
[C8] Композитные частицы по любому из пп. [C1] - [C7], в которых угольные частицы содержатся в композитных частицах в количестве 20-90% по массе, предпочтительно 30-60% по массе.
[C9] Композитные частицы по любому из пп. [C1] - [C8], в которых частицы карбоната кальция имеют средний диаметр частиц 100 мкм или менее (например, 0,2-100 мкм), предпочтительно 10 мкм или менее (например, 0,2-10 мкм).
[0091]
[C10] Композитные частицы по любому из пп. [C1] - [C9], в которых частицы карбоната кальция содержатся в композитных частицах в количестве 5-75% по массе, предпочтительно 40-70% по массе.
[C11] Композитные частицы по любому из пп. [C1] - [C10], в которых отношение диаметров частиц угольных частиц и частиц карбоната кальция составляет 10:1-1:10,
[C12] Композитные частицы по любому из пп. [C1] - [C11], в которых отношение масс угольных частиц и частиц карбоната кальция составляет 5:1-1:5.
[0092]
[C13] Композитные частицы по любому из пп. [C1] - [C12], в которых связующее является производным целлюлозы.
[C14] Композитные частицы по п. [C13], в которых производное целлюлозы является карбоксиметилцеллюлозой, натрий-карбоксиметилцеллюлозой, метилгидроксиэтилцеллюлозой, метилцеллюлозой или гидроксипропилцеллюлозой.
[C15] Композитные частицы по п. [C13] или [C14], в которых производное целлюлозы является карбоксиметилцеллюлозой.
[0093]
[D1] Угольный источник тепла для ароматического ингалятора, получаемый способом по любому из пп. [A1] - [A23].
[D2] Угольный источник тепла для ароматического ингалятора, получаемый способом по любому из пп. [B1] - [B23].
[D3] Угольный источник тепла для ароматического ингалятора по п. [D1] или [D2], в котором угольный источник тепла имеет прочность 140-250 Н и плотность 0,6-1,0 г/см3.
[D4] Угольный источник тепла для ароматического ингалятора по любому из пп. [D1] - [D3], в котором угольный источник тепла имеет прочность 140-250 Н и плотность 0,7-0,9 г/см3.
[0094]
[E1] Ароматический ингалятор, содержащий угольный источник тепла по любому из пп. [D1] - [D4].
[E2] Ароматический ингалятор, содержащий: полый цилиндрический держатель, продолжающийся от мундштучного конца до дистального конца; угольный источник тепла по любому из пп. [D1] - [D4], обеспеченный на дистальном конце; и источник ароматизатора, обеспеченный после угольного источника тепла внутри держателя.
[E3] Ароматический ингалятор по п. [E2], дополнительно содержащий участок фильтра, обеспеченный со стороны мундштучного конца внутри держателя.
[E4] Ароматический ингалятор по п. [E2] или [E3], дополнительно содержащий бумагу со слоем алюминия, проложенную между держателем и источником ароматизатора.
ПРИМЕРЫ
[0095]
[Пример 1 для испытаний] Композитные частицы
1-1. Приготовление композитных частиц
<Приготовление композитных частиц A1>
(1) Приготовление жидкой массы A1
В качестве угольных частиц применили частицы активированного угля; в частности, применили смесь материалов KURARAY COAL SA2300 (средний диаметр частиц: 6,6 мкм, удельная поверхность БЭТ: 2100-2400 м2/г, Kuraray Chemical Co., Ltd.) и KURARAY COAL PW-Y (диаметр частиц: 45 мкм или менее, удельная поверхность БЭТ: 1300-1500 м2/г, Kuraray Chemical Co., Ltd.) (в массовом отношении 2:8). В качестве частиц карбоната кальция применили материал Calpine F (средний диаметр частиц: 3 мкм, насыпная плотность при уплотнении: 0,66 г/см3, Yabashi Industries Co., Ltd.). В качестве связующего применили карбоксиметилцеллюлозу; в частности, материал SUNROSE F10LC (Nippon Paper Industries Co., Ltd.).
[0096]
Жидкую массу A1 приготавливали смешиванием, с помощью лабораторной мешалки, сухого вещества, состоящего из 43% по массе угольных частиц, 49,5% по массе частиц карбоната кальция и 7,5% по массе связующего, с водой, при отношении твердой и жидкой фаз (массовом отношении) 1:3,5.
[0097]
(2) Распылительная сушка
Жидкую массу A1 подвергали распылительной сушке для приготовления композитных частиц. Распылительную сушку выполняли с использованием распылительной сушилки типа ротационного распылителя (RDL-050CM). В частности, исходную жидкую массу подавали на быстровращающийся диск, и капли рассеивались в нагретом газе под действием центробежной силы для распыления. Таким образом приготавливали композитные частицы A1 (средний диаметр частиц (D50) 76 мкм). Применяли следующий режим распылительной сушки.
Диаметр диска: 60 мм
Частота вращения диска: 8000-13000 об/мин
Расход подачи жидкой массы: 15-30 л/ч
Температура горячего воздуха на выпуске (откуда вылетают частицы): 80-120°C
[0098]
<Приготовление композитных частиц A2>
(1) Приготовление жидкой массы A2
Жидкую массу A2 приготавливали в соответствии с такой же процедурой, как при приготовлении жидкой массы A1, с тем исключением, что сухое вещество, состоящее из угольных частиц, частиц карбоната кальция и связующего, смешивали с водой в отношении твердой и жидкой фаз (массовом отношении) 1:3.
[0099]
(2) Распылительная сушка
Жидкую массу A2 подвергали распылительной сушке для приготовления композитных частиц. Распылительную сушку выполняли с использованием распылительной сушилки типа ротационного распылителя (тип SD-6.3R, GEA Process Engineering Co., Ltd. (ранее Niro Japan Co., Ltd.)). В частности, исходную жидкую массу подавали на быстровращающийся диск, и капли рассеивались в нагретом газе под действием центробежной силы для распыления. Таким образом приготавливали композитные частицы A2 (средний диаметр частиц (D50) 94 мкм). Применяли следующий режим распылительной сушки.
Диаметр диска: 100 мм
Частота вращения диска: 10000-30000 об/мин
Расход подачи жидкой массы: 20-40 л/ч
Температура горячего воздуха на выпуске (откуда вылетают частицы): 100-150°C
[0100]
<Приготовление композитных частиц A3>
Жидкую массу A3 подвергали распылительной сушке для приготовления композитных частиц. Распылительную сушку выполняли с использованием распылительной сушилки типа ротационного распылителя (SDR-27, IS Japan Co., Ltd.). В частности, исходную жидкую массу подавали на быстровращающийся диск, и капли рассеивались в нагретом газе под действием центробежной силы для распыления. Таким образом приготавливали композитные частицы A3 (средний диаметр частиц (D50) 110 мкм). Применяли следующий режим распылительной сушки.
Диаметр диска: 150 мм
Частота вращения диска: 15000-25000 об/мин
Расход подачи жидкой массы: 70-160 л/ч
Температура горячего воздуха на выпуске (откуда вылетают частицы): 100-140°C
[0101]
<Приготовление композитных частиц B>
(1) Приготовление жидкой массы B
Жидкую массу B приготавливали в соответствии с такой же процедурой, как при приготовлении жидкой массы A1, с тем исключением, что сухое вещество, состоящее из угольных частиц, частиц карбоната кальция и связующего смешивали с водой в отношении твердой и жидкой фаз (массовом отношении) 1:4,75.
[0102]
(2) Превращение в лист
Жидкую массу B превращали в лист. Лист формировали с использованием устройства для сушки компакт-дисков (CD) (изготовленного фирмой Nishimura Works Co., Ltd.). В частности, выполняли следующую процедуру.
[0103]
В устройстве для сушки CD, зазор между ракелем и диском доводили до 0,2 мм. Диск нагревали до 140°C и вращали со скоростью 0,8 об/мин. Жидкую массу подавали в циркуляционную емкость, и жидкую массу из циркуляционной емкости распыляли на диск с использованием насоса. Высушенный материал (в форме листа), обезвоженный на диске, собирали ракелем.
[0104]
(3) Измельчение и классификация
Полученный высушенный материал (в форме листа) измельчали и разделяли по крупности. Измельчение выполняли настольным измельчителем (комбайном Wonder Blender), и классификацию выполняли с использованием сита. В частности, выполняли следующую процедуру.
[0105]
Высушенный материал просеивали для классификации с целью получения исходного материала с размерами от не менее 100 мкм до 300 мкм или менее. Исходный материал с размерами свыше 300 мкм подавали в измельчающее устройство для измельчения. Операции классификации и измельчения повторяли для получения измельченных материалов, имеющих заданный диаметр частиц в пределах 100-300 мкм. Полученные измельченные материалы рассматриваются как композитные частицы B.
[0106]
1-2. Способ оценки
(1) Измерение распределения частиц по размерам
Измеряли распределение частиц по размерам для композитных частиц A1, композитных частиц A2, композитных частиц A3 и композитных частиц B. Распределение частиц по размерам измеряли с помощью устройства LMS-2000e (Seishin Enterprise Co., Ltd.) для измерения распределения частиц по размерам с использованием дифракционного рассеяния лазерного излучения.
[0107]
Применяли следующие способ измерения и условия измерения.
Способ измерения:
1. Контрольное измерение выполняли только со сжатым воздухом.
2. Соответствующее количество образца помещали в сушильный блок.
Условия измерения:
[0108]
Распределения частиц по размерам для композитных частиц A1, композитных частиц A2 и композитных частиц A3 показаны на фиг. 5-7, соответственно, и распределение частиц по размерам для композитных частиц B показано на фиг. 8.
[0109]
(2) Исследование под микроскопом
Композитные частицы A1, композитные частицы A2, композитные частицы A3 и композитные частицы B исследовали под оптическим микроскопом. Фиг. 9 является микрофотографией композитных частиц A2, и фиг. 10 является микрофотографией композитных частиц B.
[0110]
1-3. Результаты оценки
Из результатов измерений распределение частиц по размерам получили следующие сведения. Композитные частицы A1 имели средний диаметр D50 частиц 76 мкм и ширину на полувысоте 62 мкм (смотри фиг. 5). Композитные частицы A2 имели средний диаметр D50 частиц 94 мкм и ширину на полувысоте 103 мкм (смотри фиг. 6). Композитные частицы A3 имели средний диаметр D50 частиц 110 мкм и ширину на полувысоте 137 мкм (смотри фиг. 7). Композитные частицы B имели средний диаметр D50 частиц 221 мкм и ширину на полувысоте of 258 мкм (смотри фиг. 8).
[0111]
На основании исследования под микроскопом получили следующие сведения: Композитные частицы A1, композитные частицы A2 и композитные частицы A3 имели сферическую форму и гладкие поверхности частиц (смотри фиг. 9). Средняя круглость композитных частиц A2 была равной 11,5 мкм (0,12×D50). С другой стороны, поскольку композитные частицы B представляли собой измельченные материалы, они не имели сферической формы и гладких поверхностей (смотри фиг. 10). Средняя круглость композитных частиц B была равной 66,7 мкм (0,30×D50).
[0112]
[Пример 2 для испытаний] Угольный источник тепла
Угольные источники тепла изготавливали с использованием композитных частиц, приготовленных в примере 1 для испытаний. Угольный источник A1 тепла изготовили из композитных частиц A1, угольный источник A2 тепла изготовили из композитных частиц A2, угольный источник A3 тепла изготовили из композитных частиц A3, и угольный источник B1 тепла и угольный источник B2 тепла изготовили из композитных частиц B.
[0113]
Таблица 1 представляет сводные данные по режиму изготовления угольного источника A1 тепла, угольного источника A2 тепла, угольного источника A3 тепла, угольного источника B1 тепла и угольного источника B2 тепла.
[0114]
[Таблица 1]
[0115]
2-1. <Изготовление угольного источника тепла
<Изготовление угольного источника A1 тепла>
(1) Добавление воды
В композитные частицы A1, приготовленные в примере 1 для испытаний добавляли, 30 частей по массе воды добавляли к 70 частям по массе композитных частиц A1. То есть, воду добавляли в количестве 43% по массе в отношении к композитным частицам A1. Воду в композитные частицы A1 добавляли промывалкой, и полученную смесь перемешивали миксором Kenmix. Композитные частицы агрегировались, и поэтому выполняли измельчение агрегатов. Измельчение выполняли настольным измельчителем (комбайном Wonder Blender). Таким образом готовили смесь (исходный материал) для смеси A1 и воды. В таблице 1, «содержание воды» представлено в пропорции (масс.%) воды в смеси.
[0116]
(2) Классификация
Смесь (исходный материал) композитных частиц A1 и воды классифицировали на сите для получения смеси с частицами 500 мкм или менее.
[0117]
(3) Формование
Классифицированный исходный материал таблетировали. Таблетирование выполняли с использованием таблетировочной машины CREC (изготовленной фирмой Kikusui Seisakusho Ltd.). Исходный материал формовали в виде цилиндра. В частности, выполняли следующую процедуру. Классифицированный исходный материал загружали в дозатор. Перемешивающий питающий башмак вращался с частотой 80 об/мин, и исходный материал подавался из дозатора в дозирующий ворошитель. При поддерживании постоянного количества исходного материала в дозирующем ворошителе, поворотный стол таблетировочной машины вращался с частотой 15 об/мин, чтобы выполнять таблетирование. Давление таблетирования составляло 1,5-3,0 кН.
[0118]
(4) Сушка
Полученной таблетированное изделие высушивали. Сушку выполняли с использованием термостатированном сушильном шкафу OF-300S (изготовленном фирмой ASONE). В частности, таблетированное изделие сушили при 100°C в течение 8,6 минут и затем сушили при 200°C в течение 17,3 минут.
[0119]
(5) Резка
В таблетированном изделии после сушки формировали сверлом сквозное отверстие, чтобы создать вентиляционный канал 13, как показано на фиг. 3. Высушенный таблетированное изделие подвергали обработке для закругления кромок и создания перекрестной канавки с использованием устройства MTC для резки (название устройства: установка для испытаний обработки изделий, формованных из угля, название компании: Yamamoto Kikai Seisakusho K.K.). Как показано на фиг. 3, закругление кромок выполняли как для дистальной торцевой поверхности 11, так и для проксимальной торцевой поверхности 12, и нарезание перекрестной канавки выполняли только в дистальной торцевой поверхности 11, После обработки, подували воздухом вентиляционный канал 13, и продували воздухом участок 15 канавки, сформированный перекрестным прорезанием. Таким образом изготовили угольный источник A1 тепла.
[0120]
Изготовленный угольный источник A1 тепла имел форму, показанную на фиг. 3, и следующие размеры.
Общая длина (длина угольного источника тепла в направлении центральной оси C): 13 мм
Диаметр (длина угольного источника тепла в направлении, пересекающем центральную ось C): 6,49 мм
Глубина (длина) канавки 15 в направлении центральной оси C: 3,0 мм
Ширина (внутренний диаметр) канавки 15: 0,6 мм
Внутренний диаметр вентиляционного канала 13: 1,0 мм
[0121]
<Изготовление угольного источника A2 тепла>
Угольный источник A2 тепла изготавливали в соответствии с такой же процедурой, как при изготовлении угольного источника A1 тепла, с тем исключением, что вместо композитных частиц A1 использовали композитные частицы A2,
[0122]
<Изготовление угольного источника A3 тепла>
Угольный источник тепла A3 изготавливали в соответствии с такой же процедурой, как при изготовлении угольного источника тепла A1, с тем исключением, что вместо композитных частиц A1 использовали композитные частицы A3.
[0123]
<Изготовление угольного источника В1 тепла (сравнительный пример 1)>
Угольный источник тепла B1 изготавливали в соответствии с такой же процедурой, как при изготовлении угольного источника тепла A1, с тем исключением, что вместо композитных частиц A1 использовали композитные частицы B, и что воду добавляли в количестве 34% по массе в отношении к композитным частицам B.
[0124]
<Изготовление угольного источника В2 тепла (сравнительный пример 2)>
Угольный источник тепла B2 изготавливали в соответствии с такой же процедурой, как при изготовлении угольного источника тепла A1, с тем исключением, что вместо композитных частиц A1 использовали композитные частицы B.
[0125]
2-2. Способ оценки
(1) Прочность
Прочность угольного источника тепла определяли измерением прочности на разрушение следующим образом.
Измерительное устройство: SHIMAZU EZ-S 500N
Максимальная величина давления нагрузочной ячейки: 500 Н
Скорость сжатия: 10 мм/мин
Нажимной элемент: Приспособление с V-образным дистальным торцевым участком
[0126]
В угольном источнике тепла, центр бокового участка подвергался нажиму до тех пор, пока он не разрушался приспособлением, расположенным перпендикулярно угольному источнику тепла, и измерялось давление в момент разрушения (прочность на разрушение). Прочность оценивали по значениям прочности на разрушение следующим образом.
Ο: Прочность на разрушение не менее 140 [Н]
Δ: Прочность на разрушение не менее 80 [Н] или больше и меньше, чем 140 [Н]
×: Прочность на разрушение менее 80 [Н]
[0127]
(2) Возгораемость
Возгораемость угольного источника тепла оценивали с использованием электротермической зажигалки компании Borgwaldt с новой нитью накала.
[0128]
Нить накала зажигалки непосредственно прикладывали к угольному источнику тепла. Перекрестье нити накала зажигалки и перекрестье канавки угольного источника тепла непосредственно состыковывали так, чтобы они совмещались друг с другом. Выходную мощность зажигалки устанавливали как «высокую» («strong»). Оценку выполняли по изменению с момента, когда выключатель зажигалки включали до момента, когда начиналось всасывание. Объем всасывания составлял 55 мл/2 сек. В конце всасывания, зажигалку отводили от угольного источника тепла. Когда угольный источник тепла нагревался до красного каления при второй затяжке (через 15секунд), определялось, что зажигание произошло.
[0129]
Выполняли оценку поверхности (дистальной торцевой поверхности) угольного источника тепла, расположенного со стороны верхнего пуансона таблетировочной машины. Дистальная торцевая поверхность угольного источника тепла разделялась на четыре обрасти (островка), при обработке для вырезания перекрестной канавки (смотри фиг. 3). Возгораемость оценивали по числу раскаленных островков.
Ο: Когда раскалялись четыре островка
Δ: Когда раскалялись два или три островка
×: Когда раскалялся один островок или не раскалялось ни одного
[0130]
(3) Плотность
Объем угольного источника тепла, имеющего цилиндрическую форму, вычисляли по диаметру цилиндра и высоте цилиндра. Кроме того, измеряли массу угольного источника тепла. Плотность [г/см3] угольных источников тепла вычисляли по значениям объема и массы. Плотность угольного источника тепла является показателем, коррелирующимся с возгораемостью, и чем ниже плотность, тем выше возгораемость.
[0131]
2-3. Результаты оценки
Результаты оценки приведены в таблице 2.
[0132]
[Таблица 2]
[0133]
Изготовление угольного источника A1 тепла, угольного источника A2 тепла и угольного источника A3 тепла не сталкивалось с проблемой трудности формования угольных источников тепла, и они были очень технологичными для изготовления. Угольный источник A1 тепла, угольный источник A2 тепла и угольный источник A3 тепла показали высокие прочности и очень высокую возгораемость. Все композитные частицы A1, композитные частицы A2 и композитные частицы A3, которые применялись для изготовления угольного источника A1 тепла, угольного источника A2 тепла и угольного источника A3 тепла, имели небольшие средние диаметры частиц и узкие распределения частиц по размерам. Таким образом, композитные частицы можно было формовать с равномерной плотностью по всему формованному изделию и с высокой плотностью, и, поэтому считается, что прочности изготавливаемых угольных источников тепла можно повысить, и можно обеспечить очень высокую возгораемость.
[0134]
С другой стороны, когда угольный источник тепла изготавливали с использованием композитных частиц B, формование было трудновыполнимым. Ввиду этого, угольный источник B1 тепла изготавливали с повышенным количеством воды, добавляемой во время формования; и в результате, формуемый материал (исходный материал) легко прилипал к таблетировочной машине. В частности, когда на таблетировочной машине выполняли непрерывное производство, угольный источник тепла можно было изготавливать на начальной стадии, однако, исходный материал постепенно прилипал к внутренней поверхности камеры или прессующему блоку таблетировочной машины, и непрерывное производство становилось невозможным. Изготовленный угольный источник B1 тепла имел высокую прочность и очень высокую возгораемость, но создавал такую проблему, как невозможность непрерывного производства.
[0135]
Когда угольный источник B2 тепла изготавливали с использованием композитных частиц B с добавлением воды в количестве, обычно используемом во время формования (т.е. 30% по массе воды в отношении к композитным частицам B), формование было трудновыполнимым. Полученный угольный источник B2 тепла не создавал проблем с возгораемостью, но прочность была не достаточной.
[0136]
Композитные частицы B имели больший средний диаметр частиц и большее значение ширины на полувысоте, по сравнению с композитными частицами A1, композитными частицами A2 и композитными частицами A3. По этой причине, композитные частицы B невозможно было формовать с равномерной плотностью по всему формованному изделию и с высокой плотностью, и полагают, что именно это создавало такие проблемы, как трудность формования и низкая прочность изготовленного угольного источника тепла. Кроме того, так как композитные частицы B были измельченными материалами, они не имели сферической формы и имели неровную и негладкую поверхность. Полагают, что форма композитных частиц B также сказывалась на трудности формования и снижении прочности угольного источника тепла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УГОЛЬНЫЙ ИСТОЧНИК ТЕПЛА И ИНГАЛЯТОР АРОМАТА | 2013 |
|
RU2577727C1 |
| КОМПОЗИТНЫЙ ИСТОЧНИК ТЕПЛА ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2608274C2 |
| СОДЕРЖАЩАЯ АРОМАТИЗАТОР ПЛАСТИНКА ДЛЯ ИНГАЛЯТОРА АРОМАТИЧЕСКОГО ВЕЩЕСТВА НАГРЕВАТЕЛЬНОГО ТИПА И ИНГАЛЯТОР АРОМАТИЧЕСКОГО ВЕЩЕСТВА НАГРЕВАТЕЛЬНОГО ТИПА | 2019 |
|
RU2787099C1 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ИНГАЛЯЦИИ | 2010 |
|
RU2493833C2 |
| БЕЗДЫМНЫЙ ИНГАЛЯТОР АРОМАТА | 2011 |
|
RU2524887C1 |
| ПОРОШОК ДЛЯ БЫСТРОГО СОЗДАНИЯ ПРОТОТИПА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2343169C2 |
| 3D-ФОРМУЕМЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 2016 |
|
RU2719983C2 |
| 3D-ФОРМУЕМЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 2016 |
|
RU2796345C2 |
| ПОВЕРХНОСТНО-МОДИФИЦИРОВАННЫЙ КАРБОНАТ КАЛЬЦИЯ В КАЧЕСТВЕ НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРОВ НА ОСНОВЕ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 2017 |
|
RU2742335C2 |
| КОМПОЗИЦИИ ДЛЯ ИНГАЛЯЦИИ | 1994 |
|
RU2159108C2 |
Изобретение относится к способу изготовления угольного источника тепла для ароматического ингалятора, угольному источнику тепла для ароматического ингалятора и ароматическому ингалятору. Техническим результатом является повышенная технологичность, высокая прочность и хорошая возгораемость. Технический результат достигается тем, что способ изготовления угольного источника тепла для ароматического ингалятора содержит этапы, на которых: формируют композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, с использованием в качестве исходного материала жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду; формуют смесь, содержащую композитные частицы и воду, с образованием формованного изделия; и сушат формованное изделие, а также технический результат достигается угольным источником тепла для ароматического ингалятора, получаемым таким способом, а также ароматическим ингалятором, содержащим такой угольный источник тепла. 3 н. и 12 з.п. ф-лы, 10 ил., 2 табл.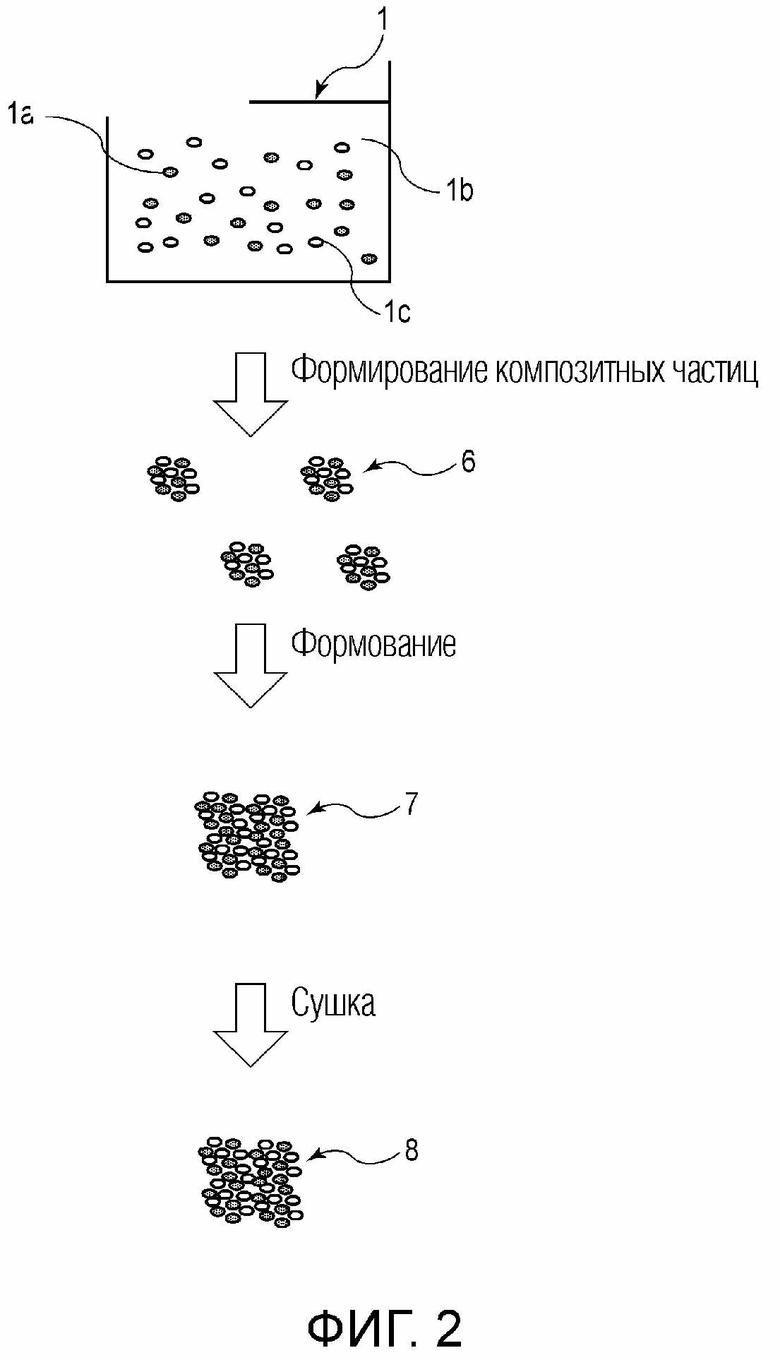
1. Способ изготовления угольного источника тепла для ароматического ингалятора, содержащий этапы, на которых:
формируют композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, с использованием в качестве исходного материала жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду;
формуют смесь, содержащую композитные частицы и воду, с образованием формованного изделия; и
сушат формованное изделие.
2. Способ по п. 1, в котором композитные частицы имеют сферическую форму.
3. Способ по п. 1 или 2, в котором формирование композитных частиц выполняют распылительной сушкой жидкой массы.
4. Способ по любому из пп. 1-3, в котором связующее содержится в жидкой массе в количестве 3-15% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
5. Способ по любому из пп. 1-4, в котором смесь является смесью, содержащей композитные частицы и 33-67% по массе воды в отношении к композитным частицам.
6. Способ по любому из пп. 1-5, в котором отношение (А:В) массы (А) сухого вещества, содержащегося в жидкой массе, к массе (В) жидкости, содержащейся в жидкой массе, составляет 1:1-1:9.
7. Способ по любому из пп. 1-6, в котором угольные частицы имеют средний диаметр частиц 2-100 мкм.
8. Способ по любому из пп. 1-7, в котором угольные частицы содержатся в жидкой массе в количестве 20-90% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
9. Способ по любому из пп. 1-8, в котором частицы карбоната кальция имеют средний диаметр частиц 100 мкм или менее.
10. Способ по любому из пп. 1-9, в котором частицы карбоната кальция содержатся в жидкой массе в количестве 5-75% по массе в отношении к массе сухого вещества, содержащегося в жидкой массе.
11. Способ по любому из пп. 1-10, в котором связующее является производным целлюлозы.
12. Способ по любому из пп. 1-11, в котором формование выполняют прессованием в форме.
13. Угольный источник тепла для ароматического ингалятора, получаемый способом по любому из пп. 1-12, причём угольный источник тепла содержит композитные частицы, которые имеют средний диаметр D50 частиц в пределах 10-150 мкм и ширину на полувысоте в пределах 10-150 мкм, сформированные с использованием в качестве исходного материала жидкой массы, содержащей угольные частицы, частицы карбоната кальция, связующее и воду.
14. Угольный источник тепла для ароматического ингалятора по п. 13, в котором угольный источник тепла имеет прочность 140-250 Н и плотность 0,6-1,0 г/см3.
15. Ароматический ингалятор, содержащий угольный источник тепла по п. 13 или 14.
| JP 10001374 A, 06.01.1998 | |||
| JP 2002011346 A1, 15.01.2002 | |||
| WO 2006073065 A1, 13.07.2006 | |||
| US 2017332698 A1, 23.11.2017 | |||
| Курительный прибор | 1978 |
|
SU749377A1 |
| US 2015013703 A1, 15.01.2015. | |||

