Область техники, к которой относится изобретение
Настоящее изобретение относится к рабочему инструменту, прежде всего для обработки заготовки, предназначенному для установки на ручной машине, выполненной с возможностью приведения в действие этого рабочего инструмента путем вращения вокруг оси выходного вала, являющегося частью держателя, содержащему по меньшей мере одно присоединительное приспособление, выполненное с возможностью разъемного соединения с выходным валом ручной машины, прикрепляемое к держателю таким образом, что ось выходного вала и ось вращения рабочего инструмента по существу совпадают, и имеющее выемку.
Уровень техники
В документе DE 29605728 U1 описано пильное полотно, содержащее режущую пластину с центральным крепежным отверстием для крепления с геометрическим замыканием на выходном валу, приводимом в колебательное движение вокруг своей продольной оси, при этом режущая пластина выполнена в форме круга.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы простыми конструктивными мероприятиями добиться усовершенствования рабочего инструмента для технологической машины, прежде всего ручной машины.
Указанная задача решается в рабочем инструменте, прежде всего для обработки заготовки, предназначенном для установки на ручной машине, выполненной с возможностью приведения в действие этого рабочего инструмента путем вращения вокруг оси выходного вала, являющегося частью держателя, содержащем по меньшей мере одно присоединительное приспособление, выполненное с возможностью разъемного соединения с выходным валом ручной машины, прикрепляемое к держателю таким образом, что ось выходного вала и ось вращения рабочего инструмента по существу совпадают, и имеющее выемку.
В предлагаемом в изобретении рабочем инструменте присоединительное приспособление рабочего инструмента имеет по меньшей мере одну зажимную лапку, по меньшей мере частично ограничивающую выемку в радиальном направлении, проходящем от оси вращения инструмента, зажимная лапка в по существу радиальном по отношению к оси вращения инструмента направлении ограничена первой граничной кромкой, находящейся на первой, в частности минимальной, граничной окружности, проходящей вокруг оси вращения инструмента, и зажимная лапка проходит по меньшей мере по существу вдоль плоскости, ортогональной к оси вращения инструмента.
Далее приведено более подробное описание изобретения, сделанное преимущественно на примере иллюстративного рабочего инструмента, в частности для применения с технологической машиной, прежде всего ручной машиной, имеющей держатель, совершающий вращательное движение вокруг оси выходного вала. Однако этот частный демонстративный пример не следует понимать как ограничение возможного спектра применения такого рабочего инструмента.
Технологическая машина, прежде всего ручная машина, представляет собой устройство, имеющее один или несколько приводных двигателей и, при необходимости, один или несколько передаточных механизмов, а также по меньшей мере один выходной вал (шпиндель) с геометрической осью (т.е. здесь осью назван не отдельный физический объект, являющийся элементом конструкции). На выходном валу установлен держатель, непосредственно или при посредничестве иных элементов. Держатель - это конструктивный элемент (или группа таковых), ответственный за передачу крутящего момента на рабочий орган, в частности рабочий инструмент, при этом держатель предпочтительно также служит опорой для рабочего инструмента, в частности в переносной технологической машине, прежде всего ручной машине, благодаря чему рабочий инструмент за счет одного лишь только держателя как удерживается, так и нагружается выходным крутящим моментом. Под выходным крутящим моментом здесь понимается крутящий момент, передаваемый на рабочий инструмент от технологической машины, прежде всего ручной машины. То же самое справедливо для случаев употребления в тексте прочих терминов, образованных с использованием слова "выходной": они служат для именования соответствующих конструктивных элементов технологической машины, прежде всего ручной машины. Термин "приводной момент" обозначает силовой момент, воспринятый рабочим инструментом.
Нестационарная технологическая машина, прежде всего ручная машина, имеет несущий корпус, в частности рукоятку или подобные элементы, с помощью которого можно манипулировать технологической машиной, прежде всего ручной машиной, с закрепленным на ней рабочим инструментом, ведя и направляя ее за счет прикладываемого пользователем усилия. Обычно переносные технологические машины, прежде всего ручные машины, бывают оснащены электрическим приводным двигателем, однако также известны и пригодны для применения в рамках изобретения и другие конструктивные типы технологических машин, прежде всего ручных машин, например, с приводом от двигателя внутреннего сгорания, с гидро- или пневмоприводом.
Технологическая машина, прежде всего ручная машина, дает возможность безынструментальной (т.е. не требующей применения вспомогательного инструмента) установки, или зажимания рабочих инструментов, прежде всего для применений с высокими частотами вращения, так что для крепления рабочего инструмента на держателе предпочтительно не требуется никакого дополнительного, прежде всего съемного, предохранительного элемента, такого как, например, крепежный винт. Технологическая машина, прежде всего ручная машина, предусмотрена для соединения рабочего инструмента с держателем (или зажимания им) с обеспечением особой быстроты и удобства, что позволяет оператору при эксплуатации такой технологической машины проводить особенно быструю смену рабочего инструмента. Это решение также устранило необходимость применения дополнительного рабочего инструмента, например, гаечного ключа или отвертки, для соединения рабочего инструмента с технологической машиной.
Предлагаемый в изобретении рабочий инструмент является особенно предпочтительным за счет конструктивного исполнения по меньшей мере одной зажимной лапки, дающего возможность приведения в действие рабочего инструмента с помощью ручной машины с минимальными вибрациями, так что по меньшей мере одна проходящая в радиальном направлении зажимная лапка не только обуславливает особенно предпочтительную передачу крутящего момента от выходного вала держателя на рабочий инструмент, но и дает возможность привода рабочего инструмента с особенно минимизированной вибрацией в состоянии, когда он зажат держателем. Это позволяет улучшить поглощение вибрации, возникающей при эксплуатации рабочего инструмента, которая может усиливаться по мере возрастания преднатяга в зажатом состоянии.
Присоединительное приспособление выполнено с возможностью разъемного соединения с традиционными доступными на рынке технологическими машинами, прежде всего ручными машинами, что гарантирует обратную совместимость рабочего инструмента. При этом обратная совместимость достигается, в частности благодаря тому, что первые граничные кромки зажимной лапки лежат на первой граничной окружности, соответствующей минимальному диаметру традиционных доступных на рынке рабочих инструментов, что обеспечивает возможность центрирования рабочего инструмента на традиционных держателях.
В контексте настоящего изобретения под разъемным соединением понимается, в частности, реализация его с возможностью отделения элементов без их разрушения.
Первая граничная кромка может ограничивать выемку рабочего инструмента по меньшей мере на отдельных участках, и таким ограничителем, прежде всего, может являться по меньшей мере одна зажимная лапка.
Рабочий инструмент может проходить по существу в плоскости, ортогональной оси вращения инструмента.
В частности, выемка может быть предусмотрена для по меньшей мере частичного охватывания держателя ручной машины, прежде всего охватывания полностью.
В контексте настоящего изобретения под охватыванием или окружением понимается, в частности, положение элемента конструкции, при котором он по меньшей мере в одной плоскости, например, плоскости, ортогональной к оси вращения инструмента или оси выходного вала, располагается в угловом диапазоне на протяжении 360° вокруг выходного вала, прежде всего вокруг держателя, предпочтительно вокруг зажимного механизма и поводка держателя, являющегося частью технологической машины, прежде всего ручной машины.
Слово "предусмотренный" в контексте изобретения следует понимать, в частности, как запрограммированный, сконструированный и/или рассчитанный специально для выполнения определенной функции. Под предусматриваниемнекого объекта для выполнения определенной функции понимается, в частности, что данный объект выполняет и/или осуществляет эту определенную функцию по меньшей мере в одном состоянии применения и/или эксплуатации.
В контексте настоящего изобретения под ортогональной плоскостью понимается плоскость, заданная по меньшей мере двумя направлениями, ортогональными оси вращения инструмента. При этом следует понимать, что допустимы незначительные отклонения задающих ортогональную плоскость направлений, например, угловое отклонение на величину до 5%, в частности до 4%, предпочтительно до 3%, еще более предпочтительно до 2%, а наиболее предпочтительно до 1%, а то, как этого добиться, находится в пределах профессиональных технических знаний и компетенций специалиста.
Под осью выходного вала и осью вращения инструмента при этом понимается, соответственно, воображаемая геометрическая ось вращения технологической машины, в частности выходного вала ручной машины, и воображаемая геометрическая ось рабочего инструмента.
Предпочтительно, чтобы зажимная лапка могла иметь радиальный элемент геометрического замыкания, в частности предусмотренный для формирования соединения с геометрическим замыканием для привода рабочего инструмента в окружном направлении вокруг его оси вращения. При этом зажимная лапка может быть выполнена в виде радиального выступа или радиального язычка.
В частности, выемка, а точнее ее контур, может иметь вращательную симметрию n-го порядка, прежде всего второго порядка, предпочтительно - четвертого порядка, более предпочтительно - шестого порядка, при этом n - натуральное число от двух до бесконечности.
В контексте настоящего изобретения под вращательной симметрией понимается симметрия контура выемки рабочего инструмента, изображения ("моментальные снимки") которой, в частности при относительном повороте рабочего инструмента на 360° вокруг центра, или, что то же самое, вокруг его оси вращения, по отношению к неподвижной копии рабочего инструмента, n раз оказываются на изображении выемки этой неподвижной копии, соответственно происходит их совмещение. При этом число n должно представлять собой натуральное число в диапазоне от двух до бесконечности.
В зависимых пунктах формулы изобретения приведены предпочтительные варианты выполнения предлагаемого в изобретении рабочего инструмента.
Согласно изобретению зажимная лапка выполнена в виде упругой лапки. Зажимная лапка может быть предусмотрена для соединения рабочего инструмента с держателем таким образом, что нагрузки, действующие в осевом направлении, совпадающем с осью вращения инструмента, рабочий инструмент по меньшей мере частично воспринимает за счет упругой деформации, соответственно упругого изгибания. Предпочтительно, чтобы у зажимной лапки максимальное нормативное значение D коэффициента упругости составляло менее 400.000 Н/мм. Предпочтительно, чтобы максимальное нормативное значение D коэффициента упругости зажимной лапки находилось в диапазоне от 10000 до 350000 Н/мм. Максимальное нормативное значение D коэффициента упругости предпочтительно получается из следующего выражения:

причем

где L - максимальная, прежде всего усредненная, протяженность зажимной лапки между первой граничной окружностью и второй граничной окружностью,
b максимальная тангенциальная протяженность зажимной лапки вдоль второй граничной окружности,
h - максимальная толщина материала зажимной лапки вдоль осевого направления, совпадающего с осью a вращения инструмента.
Максимальная толщина h материала предпочтительно может составлять от 0,5 до 1,6 мм. Это дает возможность надежного закрепления зажимной лапки держателем, за счет такого зажимания зажимной лапки по меньшей мере на отдельных участках в осевом направлении вдоль оси вращения инструмента, при котором зажимная лапка имеет возможность упругого изгибания в осевом направлении.
Может быть целесообразным вариант выполнения, в котором зажимная лапка является асимметричной относительно любой плоскости симметрии, заданной радиальным и осевым направлениями, определяемыми осью вращения инструмента, в частности не обладает зеркальной симметрией.
В контексте настоящего изобретения под любой плоскостью симметрии понимается какая бы то ни было плоскость симметрии, получающаяся за счет задания ее любым радиальным по отношению к оси вращения инструмента направлением, образующим радиальную ось, находящаяся в окружном направлении вокруг оси вращения инструмента в угловом диапазоне до 30°, в частности до 60°, предпочтительно - до 90°, более предпочтительно - до 120°, еще более предпочтительно - до 180°, а особенно предпочтительно - до 360°.
Такая несимметричность позволяет, в частности, исключить возможность соединения рабочего инструмента с держателем несколькими сторонами, благодаря чему рабочий инструмент соединяется с держателем только с одной посадочной стороны, предназначенной для приема держателем. Это позволяет добиться, согласно принципу "защиты от дурака", незамедлительного обнаружения ошибочности и/или исключения ошибок за счет того, что оператор получает обратную связь в случае попытки соединения рабочего инструмента с держателем не той стороной, т.е. непредусмотренной для его приема держателем.
Рабочий инструмент обладает особым преимуществом, поскольку конструктивное исполнение по меньшей мере одной зажимной лапки дает возможность приведения в действие рабочего инструмента с помощью ручной машины с обеспечением минимальной вибрации, так что асимметричное исполнение по меньшей мере одной зажимной лапки не только обуславливает особенно эффективную передачу крутящего момента от выходного вала (шпинделя) держателя на рабочий инструмент, но и обеспечивает возможность эксплуатации рабочего инструмента с особенно минимизированным уровнем вибрации при нахождении его в состоянии, когда он зажат держателем. Это открывает возможность улучшения демпфирования вибрации, возникающей при эксплуатации рабочего инструмента и усиливающейся по мере возрастания преднатяга в зажатом состоянии.
Кроме того, асимметричное конструктивное исполнение по меньшей мере одной зажимной лапки обеспечивает возможность однозначной фиксации направления вращения рабочего инструмента вокруг оси вращения инструмента, что может гарантировать то, что рабочий инструмент имеет специальную конфигурацию, предполагающую его предназначение для обработки заготовки или заготовочной структуры только в одном-единственном направлении вращения.
Кроме того, может быть целесообразным вариант выполнения, в котором поперечное сечение зажимной лапки, получающееся в результате его мысленного рассекания ортогональной к оси вращения инструмента плоскостью, выполнено по существу трапециевидным, в частности по существу прямоугольным. Возможны предпочтительные варианты, предполагающие выполнение поперечного сечения конусообразным или в форме усеченного конуса.
Может быть целесообразным вариант выполнения, в котором у первой граничной окружности имеется лежащая на ней по меньшей мере одна фиктивная спроецированная кромка, находящаяся между двумя соседними первыми граничными кромками и проходящая в окружном направлении вокруг оси вращения инструмента концентрично с граничной окружностью.
Протяженность в окружном направлении по меньшей мере одной, в частности каждой, спроецированной кромки может быть меньше протяженности соседней с ней первой граничной кромки, в частности на величину до 50%, предпочтительно - до 40%, более предпочтительно - до 30%, еще более предпочтительно до 20%, особенно предпочтительно до 10%, а в идеальном случае - до 5%.
Первая граничная кромка может описывать протяженность зажимной лапки в окружном направлении вдоль первой граничной окружности, в частности максимальную. Первая граничная кромка может быть предусмотрена для обеспечения возможности центрирования рабочего инструмента с держателем, в частности грубого центрирования, или предварительного центрирования, при нахождении в состоянии, когда предстоит произвести соединение рабочего инструмента с держателем.
По меньшей мере одна, прежде всего каждая, спроецированная кромка имеет максимальную протяженность в окружном направлении, меньшую максимальной радиальной протяженности соответствующего элемента держателя, в частности зажимного механизма у безынструментальных держателей или резьбовой шпильки в случае традиционных держателей, так что возможно предварительное центрирование рабочего инструмента, окружающего держатель в радиальном направлении.
Предпочтительно, чтобы общая протяженность в окружном направлении всех первых граничных кромок, находящихся на первой граничной окружности, была больше совокупной протяженности в окружном направлении всех спроецированных кромок, находящихся на первой граничной окружности, в частности на величину до 100%, предпочтительно - до 80%, более предпочтительно - до 60%, еще более предпочтительно - до 40%, особенно предпочтительно - до 20%, а в идеальном случае - до 10%. Предпочтительно, чтобы спроецированная кромка, в частности каждая из них, была меньше соседней с ней первой граничной кромки.
В простейшем случае присоединительное приспособление может быть выполнено в виде выемки, так что поводок и зажимной механизм могут либо быть вставлены с зацеплением в нее, либо пропущены через нее. Предпочтительно, чтобы при нахождении рабочего инструмента в установленном на держателе состоянии по меньшей мере поводок и/или зажимной механизм держателя по меньшей мере частично входил с зацеплением в выемку присоединительного приспособления рабочего инструмента. Предпочтительно, чтобы поводок был предусмотрен для по меньшей мере частичного прилегания к окраине рабочего инструмента, ограничивающей выемку его присоединительного приспособления, в частности при нахождении рабочего инструмента в установленном на держателе состоянии.
В альтернативном целесообразном варианте выполнения присоединительное приспособление образовано несущим фланцем, в частности дискообразным или коленчато изогнутым. Это позволяет придать присоединительному приспособлению особую устойчивость за счет того, что несущий фланец содержит металлический материал, например, сталь, или же целиком состоит из него. Вытекающее из этого особое преимущество заключается в возможности надежного соединения несущего фланца с держателем технологической машины, в частности ручной машины, и его надежного удержания держателем. К тому же, наличие несущего фланца позволяет обойтись меньшим количеством материала, поскольку несущий фланец может быть выполнен тонким и все еще удовлетворять предъявляемым к рабочему инструменту требованиям.
Коленчато изогнутый несущий фланец выполнен в расчете на принятие его зажимным механизмом держателя, что гарантирует особенно быстрое и удобное посадку рабочего инструмента. Предпочтительно, чтобы коленчато изогнутый несущий фланец мог быть предусмотрен для особенно эффективного соединения с традиционными технологическими машинами, в частности ручными машинами, за счет фиксации рабочего инструмента при помощи зажимной гайки. Зажимная гайка может умещаться в пустую нишу коленчато изогнутого несущего фланца, благодаря чему несущий фланец по меньшей мере на отдельных участках охватывает зажимную гайку по меньшей мере в одной плоскости на протяжении 360°.
Кроме того, может быть целесообразным вариант выполнения, в котором зажимная лапка по существу в радиальном по отношению к оси вращения инструмента направлении ограничена второй граничной кромкой, находящейся на второй, в частности максимальной, граничной окружности, описанной вокруг оси вращения инструмента. Вторая граничная кромка может ограничивать выемку присоединительного приспособления, что дает возможность особенно эффективного центрирования рабочего инструмента, за счет разгрузки зажимной лапки в радиальном направлении. Удаленность второй граничной кромки на большее по сравнению с первой граничной кромкой радиальное расстояние позволяет воспринимать повышенный опрокидывающий момент, что обеспечивает особенно надежное удержание рабочего инструмента держателем.
Возможен следующий целесообразный вариант выполнения, в котором рабочий инструмент имеет рабочую область, соединенную с несущим фланцем и полностью его охватывающую, предназначенную для воздействия на заготовку или заготовочную структуру. Это позволяет особенно простым образом добиться разделения функций, за счет того, что несущий фланец создает устойчивое соединение с держателем технологической машины, а рабочая область имеет, например, требуемую податливость или даже жесткость, согласующуюся с обрабатываемой заготовкой или заготовочной структурой, при этом, например, без ослабления соединения рабочего инструмента с держателем. Предпочтительно, чтобы несущий фланец был соединен с рабочей областью посредством неразъемного соединения, соединения с геометрическим замыканием и/или соединения с силовым замыканием, прежде всего будучи выполнен за одно целое с ней.
Кроме того, может быть целесообразным вариант выполнения, в котором рабочая область расположена на несущем фланце таким образом, что при нахождении инструмента в прикрепленном состоянии она выдается над уровнем несущего фланца в осевом направлении, определяемом осью вращения инструмента, в направлении, ориентированном к держателю ручной машины, в частности, на расстояние до 2 мм, предпочтительно до 1 мм, более предпочтительно - до 0,7 мм, еще более предпочтительно - до 0,6 мм, особенно предпочтительно - до 0,3 мм, а в идеальном случае - до 0,1 мм. Это дает возможность дополнительной опоры рабочего инструмента на держатель и увеличения эффективного опорного радиуса рабочего инструмента, что обуславливает его дополнительное соединение с силовым замыканием с технологической машиной.
Рабочий инструмент, в частности рабочая область, может быть выполнен в виде шлифовального диска и/или отрезного диска и/или обдирочного круга, служащего, в частности для абразивного снятия материала.
В направлении кнаружи к окончанию держателя технологической машины, в частности ручной машины, либо может примыкать непосредственно рабочая область, либо, в альтернативном варианте, сначала может идти несущий фланец, расположенный между держателем и рабочей областью.
Максимальный диаметр несущего фланца может составлять от примерно 20 до 80% от величины максимального диаметра рабочего инструмента, в частности от 30 до 70%, предпочтительно от 35 до 60%.
Предлагается, чтобы в области несущего фланца рабочий инструмент имел по меньшей мере одну первую, верхнюю, опорную плоскость и по меньшей мере одну вторую, нижнюю, опорную плоскость, при этом указанные опорные плоскости расположены по существу перпендикулярно оси вращения инструмента, отстоят друг от друга на расстояние t и ограничивают осевую протяженность несущего фланца. Первая опорная плоскость может быть удалена от второй опорной плоскости на расстояние t, составляющее до 25 мм, в частности до 20 мм, предпочтительно до 15 мм, и далее ряд по возрастанию предпочтительности: до 10 мм; до 8 мм; до 5 мм; до 3 мм, до 2 мм; в самом же предпочтительном случае - до 1 мм. Такие геометрические параметры позволяют сделать вариант выполнения рабочего инструмента, в котором он является особенно плоским и устойчивым.
Несущий фланец может иметь по существу цилиндрическую боковую стенку, проходящую в осевом направлении, заданном осью вращения инструмента и, в частности, ограничивающую рабочую область в радиальном по отношению к оси вращения инструмента направлении. В частности, боковая стенка может иметь по существу круглое поперечное сечение.
Вдобавок держатель технологической машины, прежде всего ручной машины, может иметь защиту от столкновения с заготовкой посредством, например, чашеобразного несущего фланца. Предпочтительно, чтобы боковая стенка могла быть по существу концентричной с первой граничной окружностью и второй граничной окружностью. Предпочтительно, чтобы боковая стенка проходила между первой - верхней - опорной плоскостью и второй - нижней - опорной плоскостью. Боковая стенка может быть предусмотрена для вмещения по меньшей мере части держателя в область, внутреннюю по отношению к боковой стенке.
В предпочтительном варианте выполнения боковая стенка может обходить вокруг оси вращения инструмента по существу с радиальным замыканием. В другом варианте выполнения изобретения в контуре прохождения боковой стенки вокруг оси a вращения инструмента могут иметься проемы, соответственно разрывы. В частности, наличие замкнуто оборачивающейся боковой стенки дало возможность получить особенно устойчивое присоединительное приспособление, а благодаря прерывистой или имеющей проемы боковой стенке, в частности, можно получить присоединительное приспособление, особенно легкое и имеющее малый момент инерции.
Вторая опорная плоскость может быть удалена от принимающей рабочий инструмент технологической машины, прежде всего ручной машины, на большее расстояние, чем первая опорная плоскость, в частности, при нахождении рабочего инструмента в установленном и/или закрепленном на держателе состоянии.
Кроме того, предлагается, чтобы по меньшей мере одна зажимная лапка имела область восприятия крутящего момента, в частности образующую приводную кромку и/или приводную поверхность, предназначенную для восприятия крутящего момента в окружном направлении вокруг оси вращения инструмента, при этом область восприятия крутящего момента может быть образована по меньшей мере на отдельных участках за счет осевой и/или радиальной протяженности зажимной лапки. Область восприятия крутящего момента может соприкасаться с держателем технологической машины посредством точечного, в частности линейного, предпочтительно поверхностного наложения или прилегания.
В частности, область восприятия крутящего момента может быть расположена между второй, нижней опорной плоскостью и первой, верхней опорной плоскостью. Предпочтительно, чтобы вдоль окружного направления, проходящего вокруг оси вращения инструмента, области восприятия крутящего момента своими соответствующими приводной кромкой и/или приводной поверхностью были расположены на расстоянии друг относительно друга, при этом, в частности, минимальное расстояние между этими областями, прежде всего между их приводными кромками и/или приводными поверхностями, вдоль окружного направления от значения всего периметра первой граничной окружности составляет, в частности, более 10%, предпочтительно более 20%, а с другой стороны, предпочтительно менее 60%.
Область восприятия крутящего момента предусмотрена для передачи на рабочий инструмент приводного крутящего момента, развиваемого технологической машиной, прежде всего ручной машиной.
В частности, область восприятия крутящего момента, прежде всего приводная кромка и/или приводная поверхность, может (могут) быть наклонена(-ы) на некоторый угол против направления вращения держателя во время работы технологической машины, прежде всего ручной машины, и предпочтительный угол наклона относительно плоскости, заданной осевым и радиальным по отношению к оси вращения инструмента направлениями, в окружном направлении вокруг оси вращения инструмента, в частности, составляет до 50°, предпочтительно до 40°, более предпочтительно до 30°, а особенно предпочтительно до 25°. Предпочтительно, чтобы между приводной поверхностью и/или приводной кромкой, прежде всего в плоскости, проходящей по меньшей мере по существу перпендикулярно оси выходного вала, был образован угол с прямой, пересекающей по меньшей мере в одной точке ось выходного вала, а также приводную поверхность и/или приводную кромку, в частности, с радиальным направлением, составляющий, в частности, менее 80°, предпочтительно менее 60°, а особенно предпочтительно - менее 45°. Предпочтительно, чтобы приводные поверхности имели наклон относительно окружного направления, проходящего вокруг оси вращения инструмента. В частности, каждая из приводных поверхностей образует с окружным направлением угол, отличный от 90°.
Предпочтительно, чтобы присоединительное приспособление имело по меньшей мере две зажимные лапки, у каждой из которых имеется по (одной) области восприятия крутящего момента, в частности соответствующие приводные кромки и/или приводные поверхности, расположенные параллельно друг другу и на некотором удалении одна от другой, и, в частности, обе области восприятия крутящего момента симметричны вокруг оси вращения инструмента.
Кроме того, предлагается, чтобы рабочий инструмент имел рабочую область для обработки заготовки, соединенную с несущим фланцем, в частности с образованием неразъемного соединения и/или с геометрическим замыканием. Это позволяет достичь особенно эффективного разделения функций. Соединение с геометрическим замыканием может быть достигнуто, в частности за счет нескольких осевых рельефно выдавленных наружу язычков несущего фланца, входящих с зацеплением в рабочую область и с геометрическим замыканием соединяющих несущий фланец с рабочей областью. Осевые рельефно выдавленные наружу язычки могут быть выполнены в форме выдающихся в осевом направлении выступов или остроконечных лепестков. Осевые рельефно выдавленные наружу язычки могут быть предусмотрены для улучшения теплоотвода.
Может быть целесообразным вариант выполнения, в котором несущий фланец ограничивает выемку в радиальном по отношению к оси вращения инструмента направлении. Кроме того, может быть целесообразным вариант выполнения, в котором по меньшей мере одна зажимная лапка, в частности выполненная в виде упругой консоли, ограничивает выемку по меньшей мере на отдельных участках в радиальном по отношению к оси вращения инструмента направлении. Кроме того, может быть целесообразным вариант выполнения, в котором выемка выполнена в виде сквозного проема в материале, проходящего через всю толщину материала рабочего инструмента, прежде всего присоединительного приспособления, и предусмотренного для полного охватывания выходного вала, в частности держателя, предпочтительно поводка и зажимного механизма ручной машины. Это обеспечивает особенную устойчивость присоединительного устройства рабочего инструмента.
Под соединением с образованием неразъемного соединения (т.е. с замыканием за счет сил межмолекулярного или межатомного сцепления) здесь понимается, в частности, что материальные частицы удерживаются вместе за счет межмолекулярных или межатомных сил, например, в результате пайки, сварки, склеивания и/или вулканизации.
Толщина t материала присоединительного приспособления предпочтительно выбрана из определенного диапазона, в соответствии с нижней границей которого она предпочтительно больше или равна 0,2 мм, предпочтительно превышает 0,5 мм, а особенно предпочтительно - превышает 0,8 мм, а в соответствии с его верхней границей она меньше или равна 4 мм, предпочтительно менее 2 мм, а особенно предпочтительно - менее 1,5 мм. Особенно предпочтительно, чтобы толщина t материала составляла по существу 1 или 1,5 мм, или предпочтительно также значение этого размера находится между 1 и 1,5 мм. В частности, за счет выбора подходящей толщины t материала из ранее названного диапазона можно получить рабочий инструмент, с одной стороны, легкий и потому обладающий малым моментом инерции, а с другой стороны, достаточно устойчивый.
Кроме того, может быть целесообразным вариант выполнения, в котором соотношение между диаметром D1 первой граничной окружности и диаметром D2 второй граничной окружности находится в диапазоне от 50 до 95%, в частности от 60 до 90%, предпочтительно от 65 до 85%, а особенно предпочтительно - от 70 до 80%. В частности, первая граничная окружность может иметь диаметр D1 около 22 мм, например, 22,2 мм. Предпочтительно, чтобы вторая граничная окружность могла иметь диаметр D2 около 29 мм, и тогда соотношение между диаметром D1 первой граничной окружности и диаметром D2 второй граничной окружности составляет 77%. Это обеспечивает возможность посадки рабочего инструмента на многочисленные традиционные технологические машины, в частности ручные машины.
Помимо этого, предпочтительно, чтобы первая граничная окружность могла иметь диаметр D1 около 16 мм, а вторая граничная окружность могла иметь диаметр D2 в диапазоне от около 21 до 22,5 мм, так что рабочий инструмент можно приспособить даже для менее габаритных присутствующих на рынке технологических машин, в частности ручных машин.
Особенно предпочтительное соотношение между диаметром D2 второй граничной окружности и диаметром D1 второй граничной окружности может составлять от 71 до 77%.
Предлагается, чтобы присоединительное приспособление имело четное число зажимных лапок, в частности по меньшей мере две, четыре или шесть зажимных лапок. Кроме того, предлагается, чтобы присоединительное приспособление имело несколько зажимных лапок, расположенных симметрично вокруг оси вращения инструмента. Это позволяет, среди прочего, добиться особенно эффективной минимизации вибрации рабочего инструмента.
Кроме того, предлагается, чтобы несущий фланец имел предохранитель, выполненный таким образом, что при разрыве соединения между несущим фланцем и рабочей областью в осевом направлении, совпадающем с осью вращения инструмента, рабочая область удерживается между несущим фланцем и ручной машиной. Это дает возможность удержания рабочей области между несущим фланцем, в частности его предохранителем, и держателем технологической машины, прежде всего ручной машины, при нечаянной потере соединения, благодаря чему обеспечена эффективная защита оператора от отлетающей рабочей области разрушающегося рабочего инструмента, в частности ее разлетающихся частей.
Предохранитель может быть сформирован участком несущего фланца, где максимальный радиус несущего фланца превышает минимальный радиус рабочей области, так что несущий фланец образует перекрытие с рабочей областью в радиальном направлении и тем самым при нахождении инструмента в прикрепленном состоянии создается соединение с геометрическим замыканием в осевом направлении, заданном осью вращения инструмента.
Предохранитель может быть выполнен в виде радиального опорного гребня, или опорного борта, служащего границей несущего фланца в радиальном по отношению к оси вращения инструмента направлении. Предохранитель, в частности, выполнен в виде участка несущего фланца, перекрывающегося с рабочей областью. Предохранитель имеет соединительную область, соединяющую рабочую область с несущим фланцем с геометрическим замыканием и/или с образованием неразъемного соединения. Соединительная область проходит на участке несущего фланца, находящемся снаружи в радиальном направлении. Соединительная область расположена по соседству в радиальном направлении с присоединительным приспособлением, в частности примыкая к нему, прежде всего его выемке. Соединительная область выполнена в виде соединительной поверхности, в частности кольцеобразной, предпочтительно в форме круглого кольца, соединяющей рабочую область с несущим фланцем.
Несущий фланец может быть выполнен в виде опорного кольца, выполненного с L-образным поперечным сечением, так что предпочтительно соединение рабочей области с несущим фланцем осуществляется только на стороне рабочего инструмента, ориентированной к держателю, или со стороны рабочего инструмента, ориентированной прочь от держателя.
Опорное кольцо также может иметь U-образную форму поперечного сечения, и тогда оно может быть составлено из верхнего и нижнего полуколец, предпочтительно взаимно соединенных, прежде всего спрессовыванием друг с другом.
Кроме того, предлагается, чтобы присоединительное приспособление имело по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент, предусмотренный для взаимодействия с имеющимся на держателе по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом при нахождении рабочего инструмента в установленном на держателе состоянии. Предпочтительно, чтобы принадлежащий рабочему инструменту монтажный кодирующий элемент был выполнен в виде механического элемента, например, в виде выемки, удлиняющего выступа, паза, перемычки, выдавленного рельефного элемента и подобных средств. Вместе с тем, возможен вариант, в котором принадлежащий рабочему инструменту монтажный кодирующий элемент выполнен в электронном виде, например, в виде чипа радиочастотной идентификации, чипа технологии NFC (NFC сокр. от англ. "Near Field Communication", коммуникация в ближнем поле), радиоволнового анализатора, в виде электронного считывателя (прибора считывания штрих-кода, прибора считывания кода матрицы данных или подобных устройств) и т.п., либо же возможен вариант с комбинацией, где он является мехатронным элементом. Предпочтительно, чтобы принадлежащий рабочему инструменту монтажный кодирующий элемент был предусмотрен для взаимодействия с по меньшей мере одним обеспечивающий правильный монтаж кодирующим элементом поводка или с по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом зажимного механизма по принципу соответствия ключа и замочной скважины, в частности при нахождении рабочего инструмента в установленном на держателе состоянии. Предпочтительно, чтобы рабочий инструмент содержал несколько монтажных кодирующих элементов, в частности по меньшей мере два, предпочтительно по меньшей мере три, а в наиболее предпочтительным варианте по меньшей мере четыре. Количество принадлежащих рабочему инструменту монтажных кодирующих элементов, которые содержит рабочий инструмент, предпочтительно равно количеству обеспечивающих правильный монтаж кодирующих элементов держателя, будучи зависимым от него. Вместе с тем, возможен вариант, в котором рабочий инструмент имеет принадлежащие ему монтажные кодирующие элементы в количестве, отличном от количества обеспечивающих правильный монтаж кодирующих элементов держателя, прежде всего превышающем его. По меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент предпочтительно может быть выполнен в виде разгрузочной зазубрины или действовать, в частности в дополнение к функции кодирования при монтаже, в качестве желобообразного компенсатора напряжений. Предпочтительно, чтобы для монтажа и/или крепления рабочего инструмента на держателе была предусмотрена механическая и/или электронная оценка по меньшей мере одного принадлежащего рабочему инструменту монтажного кодирующего элемента, в частности посредством по меньшей мере одного обеспечивающего правильный монтаж кодирующего элемента держателя, а именно для разрешения монтажа и/или крепления рабочего инструмента на держателе. Возможен вариант, в котором вплоть до наступления момента разрешения монтажа и/или крепления движение зажимного механизма может быть заблокировано, в частности механически и/или электронно. Возможен вариант, в котором по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент предусмотрен для приведения в действие по меньшей мере одного обеспечивающего правильный монтаж кодирующего элемента держателя, прежде всего инициации его движения, в частности, для обеспечения возможности разрешения монтажа и/или крепления рабочего инструмента на держателе. В качестве альтернативы или в дополнение возможен вариант, в котором рабочий инструмент имеет по меньшей мере один дополнительный монтажный кодирующий элемент, в частности выдавленный рельефный элемент, предусмотренный для приведения в действие, прежде всего инициации движения, по меньшей мере одного дополнительного обеспечивающего правильный монтаж кодирующего элемента держателя, в частности установленного подвижно, прежде всего на площадке прилегания, для обеспечения возможности разрешения монтажа и/или крепления рабочего инструмента на держателе. Достигаемое с предлагаемым в изобретении конструктивным исполнением преимущество состоит в возможности в максимально возможной степени исключить ошибочный монтаж рабочего инструмента на держателе. Достигаемое при этом преимущество состоит в противодействии установке на держатель рабочих инструментов, непригодных для безопасной эксплуатации технологической машины. Достигаемое при этом преимущество состоит в противодействии, например, установке рабочего инструмента, предназначенного для использования на технологических машинах с более низкими максимальными частотами вращения, на технологическую машину с более высокой максимальной частотой вращения. Достигаемое при этом преимущество заключается в получении высокой степени безопасности оператора.
Кроме того, предлагается, чтобы по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент был расположен на по меньшей мере одной зажимной лапке присоединительного приспособления. При конструктивном исполнении расположенного на зажимной лапке принадлежащего рабочему инструменту монтажного кодирующего элемента в виде выемки, этот кодирующий элемент предпочтительно устроен в зажимной лапке таким образом, что ее свойство стойкости к пластической деформации, возникающей вследствие эксплуатационной нагрузки, снижено максимум вплоть до предельной нагрузки зажимной лапки. Возможен вариант, в котором на зажимной лапке расположен по меньшей мере один элемент жесткости, например, ребро жесткости или подобный предмет. По меньшей мере один расположенный на зажимной лапке принадлежащий рабочему инструменту монтажный кодирующий элемент предпочтительно предусмотрен для взаимодействия с по меньшей мере одним расположенным на зацепной щеке обеспечивающим правильный монтаж кодирующим элементом зажимного механизма при нахождении рабочего инструмента в установленном на держателе состоянии. Преимущество предлагаемого в изобретении конструктивного исполнения состоит в возможности получения безопасного кодирования монтажа или крепления по принципу соответствия ключа и замочной скважины.
Кроме того, предлагается, чтобы по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент вдоль радиальной оси имел максимальную протяженность, самое большее соответствующую максимальному расстоянию между первой граничной окружностью и второй граничной окружностью присоединительного приспособления. Предпочтительно, чтобы по меньшей мере один расположенный на зажимной лапке принадлежащий рабочему инструменту монтажный кодирующий элемент имел максимальную протяженность вдоль направления, проходящего поперек оси вращения инструмента, в частности по меньшей мере по существу перпендикулярно ей, а это значит, в частности, вдоль радиальной оси рабочего инструмента, равную по величине или меньшую максимального расстояния между первой граничной окружностью и второй граничной окружностью рабочего инструмента. Достигаемое при предлагаемом в изобретении конструктивном исполнении преимущество состоит в получении надежного и безопасного кодирования.
Кроме того, предлагается, чтобы по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент был расположен на по меньшей мере одной зажимной лапке присоединительного приспособления в угловом диапазоне между приводной кромкой и кодирующей кромкой присоединительного приспособления. В частности, угловой диапазон имеет максимальный размах менее 90°, предпочтительно менее 60°, а особенно предпочтительно - менее 40°. Достигаемое при таком конструктивном исполнении преимущество состоит в получении безопасного кодирования крепления. Преимущество этого заключается в том, что удается в максимально возможной степени исключить возможность крепления рабочего инструмента на неподходящих для этого технологических машинах. Достигаемое при таком конструктивном исполнении преимущество состоит в предохранении оператора от травм вследствие крепления рабочего инструмента на неподходящих для этого технологических машинах.
Кроме того, в изобретении предложен предназначенный для применения с технологической машиной, прежде всего ручной машиной, рабочий инструмент, содержащий по меньшей мере одну рабочую область, предназначенную для воздействия на заготовку или заготовочную структуру, и по меньшей мере одно присоединительное приспособление, предназначенное для восприятия приводных усилий, а также по меньшей мере одну соединительную область, предназначенную для передачи приводных усилий к этой рабочей области.
В частности, между этим присоединительным приспособлением и каждой из этих рабочих областей может быть расположена соединительная область. Предпочтительно, чтобы по меньшей мере одна соединительная область, а более предпочтительно все они, могла(-и) быть расположена(-ы) по существу в районе второй, нижней опорной плоскости, в частности над ней, а предпочтительно по существу совпадать с этой опорной плоскостью.
Это позволяет получить, в частности особенно устойчивое присоединительное приспособление и добиться тем самым хорошего подвода крутящего момента к рабочему инструменту.
Еще одним объектом изобретения является применение рабочего инструмента в качестве рабочего инструмента угловой шлифовальной машины, обеспечивающей приведение рабочего инструмента во вращение со скоростью свыше 4000 об/мин, либо свыше 10000 об/мин, либо свыше 20000 об/мин.
В контексте настоящего изобретения под возможностью эксплуатации понимается возможность надежной эксплуатации, так что применение рабочего инструмента с технологической машиной, в частности угловой шлифовальной машиной, соответствует точно такому же или имеющему по меньшей мере приблизительно аналогичную длительность сроку эксплуатации (ресурсу) рабочего инструмента, как, например, у используемого с угловой шлифовальной машиной шлифовального диска с основой из вулканизированного волокна. В частности, под сроком эксплуатации, или ресурсом, понимается ресурс абразивных средств, приводимых в работу угловой шлифовальной машиной, обычный для сферы шлифовальной оснастки.
Объектом изобретения является также способ изготовления предлагаемого в изобретении рабочего инструмента, характеризующийся тем, что присоединительное приспособление с выемкой изготавливают листовой штамповкой, в частности вырубкой.
Еще одним объектом изобретения является обрабатывающая система, включающая предлагаемый в изобретении рабочий инструмент и по меньшей мере одну ручную машину, содержащую по меньшей мере один держатель. При этом рабочий инструмент имеет по меньшей мере один монтажный кодирующий элемент, предусмотренный для взаимодействия с имеющимся на держателе по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом при нахождении рабочего инструмента в установленном на держателе состоянии. Предпочтительно, чтобы поводок содержал по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент, предусмотренный для взаимодействия с имеющимся на рабочем инструменте монтажным кодирующим элементом при нахождении рабочего инструмента в установленном на держателе состоянии. Предпочтительно, чтобы по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент был предусмотрен для кодирования расположения рабочего инструмента на держателе либо насаживания на него, в частности, на площадке прилегания. Предпочтительно, чтобы по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент был предусмотрен для кодирования расположения рабочего инструмента на держателе либо насаживания на него, в частности, на площадке прилегания, по принципу соответствия ключа и замочной скважины. Предпочтительно, чтобы по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент был выполнен в виде осевого кодирующего элемента, в частности в виде осевого кодирующего элемента, действующего вдоль направления, проходящего по меньшей мере по существу параллельно оси выходного вала. Предпочтительно, чтобы по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент был предусмотрен для кодирования возможности осевого насаживания рабочего инструмента на поводок. Предпочтительно, чтобы по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент был выполнен за одно целое с поводком, в частности его поводковой щекой. Вместе с тем, возможен вариант, в котором по меньшей мере один находящийся на поводке обеспечивающий правильный монтаж кодирующий элемент выполнен отдельно от поводка, в частности от поводковой щеки, и прикреплен к поводку, прежде всего поводковой щеке, посредством подходящего с точки зрения специалиста соединения. Предпочтительно, чтобы обеспечивающий правильный монтаж кодирующий элемент был выполнен в виде механического элемента, например, в виде выемки, удлиняющего выступа, паза, перемычки и т.д. Вместе с тем, возможен вариант, в котором обеспечивающий правильный монтаж кодирующий элемент выполнен в виде электронного элемента, например, в виде чипа радиочастотной идентификации, чипа технологии NFC, радиоволнового анализатора, в виде электронного считывателя (прибора считывания штрих-кода, прибора считывания кода матрицы данных или подобных элементов) и т.п., либо же возможен вариант, где он является комбинацией из механического и электронного элементов. Предпочтительно, чтобы принадлежащий рабочему инструменту монтажный кодирующий элемент был выполнен соответствующим (комплементарным) находящемуся на поводке обеспечивающему правильный монтаж кодирующему элементу. В случае конструктивного исполнения обеспечивающего правильный монтаж кодирующего элемента в виде механического элемента принадлежащий рабочему инструменту монтажный кодирующий элемент также выполнен в виде механического элемента, например, например, в виде выемки, удлиняющего выступа, паза, перемычки и т.д. В случае конструктивного исполнения обеспечивающего правильный монтаж кодирующего элемента в виде электронного элемента принадлежащий рабочему инструменту монтажный кодирующий элемент также выполнен в виде электронного элемента, например, в виде чипа радиочастотной идентификации, чипа технологии NFC, радиоволнового анализатора, в виде электронного считывателя (прибора считывания штрих-кода, прибора считывания кода матрицы данных или подобных элементов) и т.п. Также возможны другие подходящие с точки зрения специалиста соответствующие конструктивные исполнения обеспечивающего правильный монтаж кодирующего элемента и принадлежащего рабочему инструменту монтажного кодирующего элемента. Предпочтительно, чтобы держатель содержал несколько обеспечивающих правильный монтаж кодирующих элементов, в частности по меньшей мере два, предпочтительно по меньшей мере три, а в самом предпочтительном случае - по меньшей мере четыре. Предпочтительно, чтобы между числом принадлежащих рабочему инструменту монтажных кодирующих элементов и числом обеспечивающих правильный монтаж кодирующих элементов держателя существовала зависимость, предпочтительно, чтобы они были равны. Вместе с тем, возможен вариант, в котором рабочий инструмент имеет число монтажных кодирующих элементов, отличное от числа имеющихся на держателе обеспечивающих правильный монтаж кодирующих элементов, в частности, превышает его.
Предпочтительно, чтобы обеспечивающий правильный монтаж кодирующий элемент поводка располагался на по меньшей мере одной поводковой щеке поводка. Предпочтительно, чтобы этот элемент был выполнен в виде удлиняющего выступа. Предпочтительно, чтобы этот выполненный в виде удлиняющего выступа кодирующий элемент имел основную ориентацию, соответствующую направленности прочь от оси выходного вала, в частности вдоль направления, проходящего поперек оси выходного вала, в частности по меньшей мере по существу перпендикулярно ей. Вместе с тем, возможен вариант, в котором этот расположенный на по меньшей мере одной поводковой щеке поводка монтажный кодирующий элемент имеет другое подходящее с точки зрения специалиста конструктивное исполнение. Предпочтительно, чтобы этот кодирующий элемент был расположен на наружной поверхности по меньшей мере одной поводковой щеки, в частности обращенной от оси выходного вала. Предпочтительно, чтобы этот расположенный на по меньшей мере одной поводковой щеке поводка монтажный кодирующий элемент был расположен на наружной поверхности по меньшей мере одной поводковой щеки, проходящей по меньшей мере по существу параллельно оси выходного вала. В качестве альтернативы или в дополнение возможен вариант, в котором держатель содержит по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент, расположенный на имеющейся у держателя площадке прилегания. Такой элемент можно выполнить механическим или электронным.
Предпочтительно, чтобы обеспечивающий правильный монтаж кодирующий элемент поводка был расположен с примыканием к внутренней окружной поверхности по меньшей мере одной поводковой щеки. Предпочтительно, чтобы этот расположенный на по меньшей мере одной щеке поводка обеспечивающий правильный монтаж кодирующий элемент располагался с непосредственным примыканием к внутренней окружной поверхности. В качестве альтернативы или в дополнение возможен вариант, в котором обеспечивающий правильный монтаж кодирующий элемент, находящийся на по меньшей мере одной щеке поводка, расположен на внешней окружной поверхности по меньшей мере одной поводковой щеки. Предпочтительно, чтобы поверхность обеспечивающего правильный монтаж кодирующего элемента, расположенного на по меньшей мере одной щеке поводка, образовывала часть внутренней окружной поверхности или внешней окружной поверхности по меньшей мере одной поводковой щеки.
Предпочтительно, чтобы зажимной механизм, прежде всего принадлежащий ему по меньшей мере один зацепной узел, содержал по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент. Предпочтительно, чтобы зажимной механизм содержал несколько таких элементов, в частности по меньшей мере два. Вместе с тем, возможен вариант, в котором число имеющихся у зажимного механизма обеспечивающих правильный монтаж кодирующих элементов, расположенных на зацепном узле, отличается от двух. Предпочтительно, чтобы по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма образовывал кодирующий фиксацию элемент, предусмотренный для кодирования крепления рабочего инструмента на держателе. Предпочтительно, чтобы по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был предусмотрен для кодирования крепления рабочего инструмента на держателе согласно принципу соответствия ключа и замочной скважины. Предпочтительно, чтобы по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был выполнен в виде радиального кодирующего элемента, прежде всего действующего вдоль направления, проходящего по меньшей мере по существу перпендикулярно оси выходного вала. Предпочтительно, чтобы по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был предусмотрен для кодирования действующего в радиальном направлении крепления со стороны зажимного механизма, служащего для крепления рабочего инструмента на держателе. Предпочтительно, чтобы обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был предусмотрен для того, чтобы при отсутствии соответствующего монтажного кодирующего элемента на рабочем инструменте по меньшей мере в максимально возможной степени не допускать или блокировать производимое посредством зажимного механизма крепление рабочего инструмента на держателе, в частности на площадке прилегания. При наличии соответствующего обеспечивающего правильный монтаж кодирующего элемента на рабочем инструменте предпочтительно возможно крепление вследствие разрешающей кодировки за счет взаимодействия обеспечивающего правильный монтаж кодирующего элемента зажимного механизма с соответствующим (ответным) принадлежащим рабочему инструменту монтажным кодирующим элементом. Возможен вариант, в котором у держателя по меньшей мере обеспечивающий правильный монтаж кодирующий элемент (или несколько таких элементов) имеется либо только на поводке, либо только на зажимном механизме. Также возможен вариант, в котором держатель, в качестве альтернативы или в дополнение к одному или нескольким обеспечивающим правильный монтаж кодирующим элементам поводка либо одному или нескольким обеспечивающим правильный монтаж кодирующим элементам зажимного механизма имеет другие кодирующие элементы, обеспечивающие возможность кодирования расположения рабочего инструмента на держателе. Например, возможные следующие варианты:
1) по меньшей мере один кодирующий элемент, имеющий возможность движения вследствие расположения рабочего инструмента на держателе, для разрешения расположения рабочего инструмента;
2) по меньшей мере один дополнительный статичный кодирующий элемент на держателе, например, входящий в выемку на рабочем инструменте;
3) по меньшей мере один дополнительный, установленный с возможностью движения кодирующий элемент, предпочтительно обретающий подвижность после правильного расположения подходящего рабочего инструмента в кодирующей выемке рабочего инструмента, служащий для разрешения, например, запуска в эксплуатацию технологической машины;
4) другие подходящие с точки зрения специалиста кодирующие элементы.
Предпочтительно, чтобы обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был расположен на зацепной щеке, в частности, в ее зажимной впадине. Предпочтительно, чтобы по меньшей мере один этот элемент был выполнен за одно целое с зацепной щекой. Вместе с тем, возможен вариант, в котором по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма выполнен отдельно от зацепной щеки и прикреплен к ней при помощи подходящего с точки зрения специалиста соединения. Предпочтительно, чтобы этот элемент был расположен на зажимной поверхности зажимного механизма, прежде всего с непосредственным примыканием к зажимной поверхности, по меньшей мере частично ограничивающей зажимную впадину. Предпочтительно, чтобы по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма был выполнен в виде удлиняющего выступа. Вместе с тем, возможен вариант, в котором по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма имеет другое подходящее с точки зрения специалиста конструктивное исполнение. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма может быть расположен на зацепной щеке симметрично или асимметрично по отношению к ее центральной плоскости, в частности плоскости симметрии, Предпочтительно, чтобы центральная плоскость зацепной щеки, в частности плоскость симметрии, проходила по меньшей мере по существу параллельно оси выходного вала и/или содержала ее. Также возможен вариант, в котором по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент зажимного механизма расположен на зацепной щеке с удалением на некоторое расстояние от центральной плоскости зацепной щеки, в частности плоскости симметрии.
Достигаемое с предлагаемым в изобретении конструктивным исполнением преимущество состоит в возможности в максимально возможной степени исключить ошибочный монтаж рабочего инструмента на держателе. Достигаемое при этом преимущество состоит в противодействии установке на держатель рабочих инструментов, непригодных для безопасной эксплуатации технологической машины. Достигаемое при этом преимущество состоит в противодействии, например, установке рабочего инструмента, предназначенного для использования с технологическими машинами с более низкими максимальными частотами вращения, на технологическую машину с более высокой максимальной частотой вращения. Достигаемое при этом преимущество состоит в возможности надежно и в максимально возможной степени исключить установку неподходящего рабочего инструмента на держателе, прежде всего насаживания на него. При этом обеспечена возможность простого конструктивного исполнения кодирование монтажа. Достигаемое при этом преимущество состоит в возможности кодирования крепления рабочего инструмента посредством зажимного механизма. Обеспечена возможность блокирования фиксации, например, в случае неподходящего конструктивного исполнения рабочего инструмента, у которого отсутствует элемент, соответствующий по меньшей мере одному обеспечивающему правильный монтаж кодирующему элементу зажимного механизма. При этом обеспечена возможность надежного противодействия креплению на держателе неподходящего рабочего инструмента. Достигаемое при этом преимущество состоит в возможности реализации компактного конструктивного исполнения. Достигаемое при этом преимущество состоит в возможности надежной защиты от повреждений обеспечивающего правильный монтаж кодирующего элемента зажимного механизма, в частности за счет расположения по меньшей мере одного обеспечивающего правильный монтаж кодирующего элемента в зажимной впадине зацепной щеки.
При этом описанные выше варианты выполнения предлагаемого в изобретении рабочего инструмента и/или предлагаемой в изобретении обрабатывающей системы и варианты их применения приведены только в качестве примера и не служат для ограничения объема изобретения. В частности, предлагаемый в изобретении рабочий инструмент и/или предлагаемая в изобретении обрабатывающая система для реализации описанного принципа работы могут иметь число отдельных элементов, деталей и узлов, отличное от указанных в описании. Помимо этого, в случае оговоренных в настоящем описании диапазонов значений, те значения, которые лежат в пределах названных границ, также следует считать охваченными настоящим описанием и заменяемыми произвольным образом.
Краткое описание чертежей
Другие преимущества изобретения выявляются в приведенном ниже описании вариантов его выполнения, поясняемом изображающими их чертежами. На чертежах, в описании и формуле изобретения раскрыты многочисленные признаки изобретения, используемые в комбинации. Исходя из целесообразности, специалист будет рассматривать эти признаки и в отдельности, а также объединять их в другие рациональные комбинации. На чертежах показано:
на фиг. 1 - изображение в аксонометрии первого варианта выполнения предлагаемого в изобретении рабочего инструмента;
на фиг. 2 - изображение в аксонометрии второго варианта выполнения предлагаемого в изобретении рабочего инструмента;
на фиг. 3а - несущий фланец рабочего инструмента по второму варианту выполнения;
на фиг. 3б - несущий фланец рабочего инструмента по третьему варианту выполнения;
на фиг. 4а - увеличенное изображение несущего фланца, показанного на фиг. 3а;
на фиг. 4б - увеличенное изображение зажимной лапки несущего фланца, показанного на фиг. 3а;
на фиг. 5 - сечение А-А рабочего инструмента, показанного на фиг.2;
на фиг. 6 - изображение в аксонометрии третьего варианта выполнения предлагаемого в изобретении рабочего инструмента;
на фиг. 7 - увеличенный фрагмент сечения рабочего инструмента, показанного на фиг. 6;
на фиг. 8а - сечение рабочего инструмента, показанного на фиг. 6;
на фиг. 8б - сечение рабочего инструмента, показанного на фиг. 6, с традиционным держателем ручной машины;
на фиг.9 - обрабатывающая система в разрезе, включающая ручную машину и показанный на фиг. 6 рабочий инструмент, установленный на держателе ручной машины;
на фиг. 10а - вид фрагмента держателя, показанного на фиг. 9;
на фиг. 10б - вид фрагмента первого альтернативного держателя;
на фиг. 10в - вид фрагмента второго альтернативного держателя;
на фиг. 10г - вид фрагмента третьего альтернативного держателя;
на фиг. 11 - изображение в аксонометрии держателя ручной машины, показанной на фиг. 9;
на фиг. 12 - сечение держателя вдоль первой ортогональной плоскости, показанной на фиг. 9;
на фиг. 13 - подробное изображение зацепной щеки держателя, показанного на фиг. 9, с расположенным на нем обеспечивающим правильный монтаж кодирующим элементом зажимного механизма держателя;
на фиг. 14а - сделанный в табличной форме перечень возможных расположений и конструктивных исполнений принадлежащих рабочему инструменту монтажных кодирующих элементов;
на фиг. 14б-14д - другие возможные конструктивные исполнения несущего фланца рабочего инструмента;
на фиг. 15а - конструктивное исполнение рабочего инструмента и/или держателя с по меньшей мере одним подпружиненным предохранительным и/или позиционирующим элементом;
на фиг. 15б - конструктивное исполнение рабочего инструмента и/или держателя с по меньшей мере одним подпружиненным предохранительным и/или позиционирующим элементом, альтернативное показанному на фиг. 15а;
на фиг. 16а - вид сверху рабочего инструмента с конструктивным исполнением в виде сверлильной коронки;
на фиг. 16б - сечение рабочего инструмента, показанного на фиг. 16а;
на фиг. 17а - вид сверху рабочего инструмента, выполненного в виде сверлильной коронки, в конструктивном исполнении, альтернативном показанному на фиг. 15а и 15б;
на фиг. 17б - сечение рабочего инструмента, показанного на фиг. 17а;
на фиг. 18а - вид сверху рабочего инструмента, выполненного в виде проволочной щетки, в конструктивном исполнении, альтернативном показанному на фиг. 15а и 15б; и
на фиг. 18б - сечение рабочего инструмента, показанного на фиг. 18а.
Осуществление изобретения
На чертежах одинаковые компоненты обозначены одинаковыми номерами позиций.
Каждый из чертежей на фиг. 1-8б относится к рабочему инструменту (органу) 11 для обработки, прежде всего шлифования и/или разрезания, одной или нескольких заготовок, содержащих по меньшей мере, например, древесину, металл, пластмассу, камень или комбинации из этих материалов.
На фиг. 1 показан первый вариант выполнения предлагаемого в изобретении рабочего инструмента 11 в плоском и по меньшей мере по существу дискообразном конструктивном исполнении. Рабочий инструмент 11 имеет, прежде всего воображаемую, ось а вращения и присоединительное приспособление 13, служащее для соединения рабочего инструмента 11 с держателем 213 для зажима рабочего инструмента (см. фиг. 9-13), принадлежащим ручной машине 211, и рабочую область 15.
Ось а вращения инструмента определяет центр и/или ось рабочего инструмента 11, вокруг которого(-ой) он посредством технологической машины 211 приводится во вращение во время работы. Присоединительное приспособление 13 расположено в радиально внутренней области рабочего инструмента 11 вокруг оси а вращения инструмента.
Присоединительное приспособление 13 имеет выемку 17, образующую сквозной проем в материале через рабочий инструмент 11 и проходящую в осевом направлении, заданном осью а вращения инструмента, через всю толщину t материала присоединительного приспособления 13. Выемка 17 может быть предусмотрена для охвата полностью поводка 215 и зажимного механизма 217 держателя 213, в частности для окружения их вдоль окружного направления держателя 213 (см. фиг. 9). Выемка 17 полностью окружает ось а вращения инструмента по меньшей мере в одной плоскости, например, в ортогональной плоскости, проходящей ортогонально оси а вращения инструмента.
Присоединительное приспособление 13 выполнено с возможностью прикрепления к держателю 213 таким образом, что ось А выходного вала (шпинделя) ручной машины 211 и ось а вращения рабочего инструмента 11 по существу совпадают.
Присоединительное приспособление 13 имеет по меньшей мере одну зажимную лапку 19. В предпочтительном варианте присоединительное приспособление 13 имеет четыре зажимные лапки 19, проходящие в радиальном относительно оси а вращения инструмента направлении и по меньшей мере на отдельных участках ограничивающие выемку 17 присоединительного приспособления 13 в радиальном направлении. Каждая из зажимных лапок 19 ограничивается, в частности, по существу в радиальном по отношению к оси а вращения инструмента направлении, первой граничной кромкой 21, находящейся на первой, в частности минимальной, граничной окружности 23, проходящей вокруг оси а вращения инструмента.
Каждая из зажимных лапок 19, в частности в по существу радиальном по отношению к оси а вращения инструмента направлении, ограничена второй граничной кромкой 25, находящейся на второй, в частности максимальной, граничной окружности 27 вокруг оси а вращения инструмента. В частности, диаметр D1 первой граничной окружности 23 меньше диаметра D2 второй граничной окружности 27. Предпочтительно, чтобы первые граничные кромки 21 и вторые граничные кромки 25 зажимных лапок 19 по меньшей мере на отдельных участках ограничивали выемку 17 в радиальном по отношении к оси а вращения инструмента направлении. Первая граничная окружность 23 и вторая граничная окружность 27 расположены концентрично друг другу вокруг оси а вращения инструмента. Первый диаметр D1 первой граничной окружности 23 имеет величину около 22 мм, благодаря чему рабочий инструмент 11 также подходит для традиционных ручных машин, в частности угловых шлифовальных машин, так что гарантирована обратная совместимость (также известная как совместимость "сверху вниз" или "преемственная совместимость", то есть способность устройства работать совместно с оборудованием предыдущих версий или поколений). В качестве альтернативной возможности первый диаметр D1 первой граничной окружности 23 может отличаться от 22 мм, в частности быть меньше, так что рабочий инструмент 11 также подходит для имеющих меньшие размеры традиционных ручных машин, в частности угловых шлифовальных машин.
Вторая граничная кромка 25 может быть выполнена с возможностью центрирования и опирания рабочего инструмента 11 в радиальном направлении.
Первая граничная кромка 21 может быть изогнута вокруг оси а вращения инструмента в соответствии с ходом дуги граничной окружности 23. Вторая граничная кромка 25 может быть изогнута вокруг оси а вращения инструмента в соответствии с ходом дуги граничной окружности 27.
Присоединительное приспособление 13 имеет область 40 восприятия крутящего момента. Область 40 восприятия крутящего момента имеет приводную кромку 40а, в частности прямолинейную или криволинейную, и/или приводную поверхность 40b, в частности плоскую или криволинейную. Это позволяет обеспечить контакт находящейся на рабочем инструменте 11 области 40 восприятия крутящего момента с имеющейся на держателе 213 областью 219 передачи крутящего момента, в частности в виде точечного соприкосновения, предпочтительно в виде линейного соприкосновения, еще более предпочтительно в виде поверхностного соприкосновения. Область 40 восприятия крутящего момента расположена на некотором расстоянии от оси a вращения инструмента.
Принадлежащая присоединительному приспособлению 13 область 40 восприятия крутящего момента предусмотрена для передачи приводных усилий от технологической машины 211 на рабочий инструмент 11. Область 40 восприятия крутящего момента в осевом направлении вдоль оси a вращения инструмента расположена между обоими концами выемки 17 рабочего инструмента 11, проходящей через всю толщину t материала рабочего инструмента 11. У выемки 17 имеется по меньшей мере четыре области 40 восприятия крутящего момента, расположенные с взаимной вращательной симметрией вокруг оси a вращения инструмента.
Приводная поверхность 40b, в частности один ее участок, предусмотрена для формирования соединения с геометрическим и/или силовым замыканием с держателем 213 ручной машины 211, в частности дающего возможность приведения во вращение рабочего инструмента 11. В осевом направлении вдоль оси а вращения инструмента приводная поверхность 40b ограничена по меньшей мере приводной кромкой 40а. По меньшей мере участок приводной поверхности выполнен плоским. Приводные поверхности 40b и приводные кромки 40а наклонены на некоторый угол, в частности против направления вращения держателя 213 во время работы.
Относительно плоскости, заданной осевым и радиальным по отношению к оси а вращения инструмента направлениями, приводные поверхности 40b и приводные кромки 40а наклонены в окружном направлении вокруг оси а на угол а величиной до 30°, в частности до 25° как видно на фиг. 3а.
Первая граничная кромка 21 в окружном направлении вокруг оси а вращения инструмента ограничена кодирующей кромкой 35, в частности ее участком, и приводной кромкой 40а, в частности ее участком, как в показанном на фиг.4а примере. По меньшей мере участок приводной кромки 40а выполнен прямолинейным. По меньшей мере участок кодирующей кромки 35 выполнен прямолинейным. По меньшей мере кодирующая кромка 35 выполнена по существу криволинейной.
Кодирующая кромка 35 соединяет первую граничную кромку 21 со второй граничной кромкой 25. Приводная кромка 40а соединяет первую граничную кромку 21 с соседней второй граничной кромкой 25. Кодирующая кромка 35 и приводная кромка 40а проходят по существу в радиальном направлении.
Первая граничная окружность 23 имеет по меньшей мере одну фиктивную спроецированную кромку 22, находящуюся между двумя первыми граничными кромками 21, соседними в окружном направлении, лежащую на первой граничной окружности 23 и проходящую в окружном направлении вокруг оси а вращения инструмента концентрично с первой граничной окружностью 23. При этом протяженность в окружном направлении по меньшей мере одной первой граничной кромки 21, находящейся на первой граничной окружности 23, на величину до 10% превышает протяженность соседней фиктивной спроецированной кромки 22, находящейся на первой граничной окружности 23. Предпочтительно, чтобы одна, прежде всего каждая, спроецированная кромка 22 была меньше соседней с ней первой граничной кромки 21. Это позволяет достичь особенно предпочтительного центрирования рабочего инструмента 11, в частности предварительной центровки, соответственно грубой центровки.
Каждая из зажимных лапок 19 может быть ограничена, в частности по существу в радиальном по отношению к оси а вращения инструмента направлении, посредством соответствующей ей второй граничной кромки 25, находящейся на второй, в частности максимальной, граничной окружности 27 вокруг оси а вращения инструмента.
Граничные кромки 21, 25, кодирующие кромки 35 и приводные кромки 40а образуют граничный контур выемки 17. В частности, первая граничная кромка 21, кодирующая кромка 35 и приводная кромка 40а образуют контур зажимной лапки 19. Приводная кромка 40а и кодирующая кромка 35 ограничивают первую граничную кромку 21 в окружном направлении вокруг оси а вращения инструмента и примыкают к этой граничной кромке 21.
Относительно плоскости, заданной осевым и радиальным к оси а вращения инструмента направлениями, приводная кромка 40а и/или приводная поверхность 40b наклонена(-ы) в окружном направлении вокруг оси а вращения инструмента на угол а величиной до 30°, например, около 25°.
Приводные поверхности 40b и приводные кромки 40а наклонены на некоторый угол, в частности против направления вращения держателя 213 во время работы.
Относительно плоскости, заданной осевым и радиальным по отношению к оси a вращения инструмента направлениями, приводная поверхность 40b и приводные кромки 40а наклонены в окружном направлении вокруг оси а вращения инструмента на угол а величиной до 30°, например, около 25°, как можно видеть на фиг. 3а.
Кодирующая кромка 35 расположена по существу параллельно радиальному к оси a вращения инструмента направлению, образующему радиальную ось r, на удалении до 8 мм, в частности до 6 мм, например, 4,85 мм. В окружном направлении вокруг оси а вращения инструмента кодирующая кромка 35 расположена под углом к приводной кромке 40а и, в частности, предпочтительно наклонена на угол до 40° против направления вращения держателя 213 во время работы технологической машины 211. В частности, у зажимной лапки, примыкающей в окружном направлении к кодирующей кромке, продолжение кодирующей кромки 35, в частности ее участка, и продолжение приводной кромки 40а, в частности ее участка, проходят по одну и ту же сторону от оси а вращения инструмента, так что ось а вращения инструмента не рассекает продолжение кодирующей кромки 35 и продолжение приводной кромки 40а.
Зажимные лапки 19 расположены симметрично в окружном направлении вокруг оси а вращения инструмента. В окружном направлении вокруг оси а вращения инструмента зажимные лапки 19 расположены со смещением друг относительно друга на 90°, в результате чего при полном повороте на 360° рабочего инструмента 11 вокруг оси а вращения инструмента получаются четыре окружных положения. В качестве альтернативы зажимные лапки 19 в окружном направлении вокруг оси а вращения инструмента могут быть расположены со смещением друг относительно друга на 180° или 60°, в результате чего при полном повороте рабочего инструмента 11 на 360° вокруг оси а вращения инструмента получаются два или шесть окружных положений.
Зажимные лапки 19 проходят по меньшей мере по существу вдоль ортогональной плоскости, проходящей в радиальном относительно оси а вращения инструмента направлении. В частности, эта ортогональная плоскость проходит по существу под прямым углом к оси а вращения инструмента.
Первая боковая поверхность 45 рабочего инструмента 11 имеет, в частности расположенную радиально внутри первую область 46, предусмотренную для формирования контактной площадки для наложения на держатель 213 технологической машины 211, что минимизирует напряжения в материале у рабочего инструмента 11 в осевом направлении.
Рабочая область 15 выполнена дискообразной и плоской, находясь снаружи в радиальном направлении и ограничивая радиальную протяженность рабочего инструмента 11. Рабочая область 15 имеет несколько отрезных сегментов 31, предусмотренных для резания, или разделки обрабатываемой заготовки. Рабочая область 15 имеет несколько проходящих радиально к оси а вращения инструмента разрывов 33 в материале, предусмотренных для разделения отрезных сегментов 31 в окружном направлении вокруг оси а вращения инструмента по меньшей мере на отдельных участках. Предпочтительно отрезные сегменты 31 имеют несколько режущих элементов, выполненных в виде абразивных тел, расположенных, например, на торце рабочего инструмента 11 и образующих ограничение рабочего инструмента 11, или, например, заострение, образующее режущую кромку, на чертежах более подробно не показанное. Вершиной своей это заострение может быть обращено в радиальном по отношению к оси а вращения инструмента направлении и служить границей максимальной радиальной протяженности рабочего инструмента 11.
В альтернативном варианте выполнения рабочий инструмент 11 может быть выполнен в виде шлифовального диска для обработки заготовки шлифованием, и в этом случае для обработки заготовок рабочая область 15 может иметь несколько шлифовальных элементов, таких, например, как абразивные зерна. В еще одном альтернативном варианте выполнения рабочий инструмент 11 может быть выполнен в виде пильного диска для обработки заготовок разделением на части, и тогда рабочая область 15 может иметь несколько не показанных подробно на чертежах режущих зубьев, выдающихся в радиальном по отношению к оси а вращения инструмента направлении и служащих для резания, соответственно разделки заготовок.
При этом специалисту известно несколько конструктивных исполнений рабочей области 15, которые можно использовать с предлагаемым в изобретении присоединительным приспособлением 13 рабочего инструмента 11, так что здесь детальное рассмотрение всех возможных конструктивных исполнений рабочей области 15 не приводится.
На фиг. 2-8 показаны другие варианты выполнения предлагаемого в изобретении рабочего инструмента 11. При этом присоединительное приспособление 13 выполнено в виде несущего фланца 14, соединенного с рабочей областью 15 с геометрическим замыканием и/или с образованием неразъемного соединения. Рабочая область 15 окружает несущий фланец 14 в плоскости на протяжении 360° и имеет радиус, проходящий от оси а вращения инструмента, в частности минимальный, меньший радиуса несущего фланца 14, в частности максимального. Несущий фланец 14 соединен с рабочей областью 15 с перекрытием, как показано на фиг. 5 в поперечном разрезе А-А, сделанном через рабочий инструмент по секущей плоскости, обозначенной на фиг.2.
Представленный на фиг.2-5 несущий фланец 14 выполнен дискообразным и плоским. Он имеет первую опорную плоскость 52 и находящуюся на некотором удалении от нее вторую опорную плоскость 54. Опорные плоскости 52, 54 расположены ортогонально к оси а вращения инструмента, образуя толщину t материала присоединительного приспособления 13.
Первая опорная плоскость 52 ограничивает несущий фланец 14 в направлении оси а вращения инструмента на стороне, ориентированной к ручной машине 211, в частности, если смотреть при нахождении рабочего инструмента 11 в состоянии, когда он установлен на ручной машине 211. Вторая опорная плоскость 54 ограничивает рабочий инструмент 11 на стороне, противоположной ручной машине 211, в частности, если смотреть при нахождении рабочего инструмента 11 в состоянии, когда он установлен на ручной машине 211.
Несущий фланец 14 имеет первую присоединительную поверхность 49, обращенную к ручной машине 211 при нахождении инструмента в прикрепленном состоянии, когда он соединен с ручной машиной 211. Несущий фланец 14 имеет первую опорную поверхность 51, обращенную к технологической машине 211 при нахождении инструмента в прикрепленном состоянии, когда он соединен с ручной машиной 211. Несущий фланец 14 имеет вторую опорную поверхность 53, противоположную первой опорной поверхности 51. Первая опорная поверхность 51 и вторая опорная поверхность 53 ограничивают несущий фланец 14 в осевом направлении вдоль оси а вращения инструмента. В рассматриваемом варианте выполнения первая опорная поверхность 51 выполнена в виде участка первой присоединительной поверхности 49, поскольку первая присоединительная поверхность 49 переходит в первую опорную поверхность 51.
Первая опорная плоскость 52 проходит вдоль первой опорной поверхности 51, или, что то же самое, присоединительной поверхности 49. Вторая опорная плоскость 54 проходит вдоль второй опорной поверхности 53. Область 40 восприятия крутящего момента в осевом направлении проходит между двумя этими опорными поверхностями 51, 53.
Несущий фланец 14 соединен с рабочей областью 15 с перекрытием, в результате чего первая опорная поверхность 51 несущего фланца 14 соединена со второй боковой поверхностью 47 рабочей области 15 с геометрическим замыканием и/или с образованием неразъемного соединения, формируя соединительную область 55 в форме круглого кольца. Вторая боковая поверхность 47 предпочтительно имеет внутренний в радиальном направлении участок 48, предусмотренный для соединения с наружным в радиальном направлении участком первой опорной поверхности 51, прежде всего с образованием неразъемного соединения и/или с геометрическим замыканием.
Возможно соединение несущего фланца 14 с рабочей областью 15 с геометрическим замыканием. Можно использовать соединение заклепками или соединение иного типа, например, штекерное соединение, которое, например, может быть образовано благодаря втыканию в рабочую область 15 принадлежащих несущему фланцу 14 выступов в материале, проходящих в осевом направлении вдоль оси а вращения инструмента, на чертежах подробно не показанных, которые могут возникать, например, как следствие частичного объемного формоизменения несущего фланца 14 в осевом направлении, заданном осью а вращения инструмента. Эти выступы предназначены для внедрения в рабочую область 15. Такое соединение служит для передачи вращательного силового воздействия за счет геометрического замыкания от несущего фланца 14 на рабочую область 15.
Несущий фланец 14 может иметь выполненный в виде опорного гребня предохранитель 63 или же может быть выполнен в виде такого предохранителя 63, так что при нахождении инструмента в прикрепленном к ручной машине 211 состоянии предохранитель 63 расположен таким образом, что при разрыве, соответственно непреднамеренном расцеплении соединения между несущим фланцем 14 и рабочей областью 15 обеспечивается фиксация рабочей области 15 посредством несущего фланца 14 и ручной машины 211. Достигается это благодаря тому, что несущий фланец 14, в частности его предохранитель 63, за счет геометрического замыкания предотвращает движение рабочей области 15 в осевом направлении вдоль оси а вращения инструмента. При непреднамеренном расстройстве соединения рабочая область 15 предпочтительно может удерживаться между несущим фланцем 14, в частности его предохранителем 63, и держателем 213, что обеспечивает эффективную защиту оператора от разлетающейся на части рабочей области 15.
По конструкции предохранитель 63 предпочтительно сформирован таким образом, что максимальный радиус несущего фланца 14 превышает минимальный радиус рабочей области 15, так что несущий фланец 14 расположен внахлест с рабочей областью 15, с образованием перекрытия между ними и тем самым при нахождении инструмента в состоянии, когда он зажат держателем 213 ручной машины 211, создается соединение рабочей области 15 с геометрическим замыканием в осевом направлении, заданном осью а вращения инструмента.
На фиг. 3б показан вариант выполнения предлагаемого в изобретении рабочего инструмента 11 с по меньшей мере одним принадлежащим рабочему инструменту монтажным кодирующим элементом 304, 306, 312, 314, предусмотренным для взаимодействия с по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом 300, 302, 308, 310, принадлежащим держателю 213, при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии. По меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 расположен на по меньшей мере одной зажимной лапке 19 присоединительного приспособления 13. Вдоль радиальной оси r по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную протяженность, самое большее равную максимальному расстоянию между первой граничной окружностью 23 и второй граничной окружностью 27 присоединительного приспособления 13, как это можно видеть на фиг. 14, где приведены различные иллюстративные возможные конструктивные исполнения присоединительного приспособления 13. По меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 на зажимной лапке 19 присоединительного приспособления 13 предпочтительно находится в угловом диапазоне между приводной кромкой 40а и кодирующей кромкой 35 присоединительного приспособления 13.
Показанный на фиг. 3б рабочий инструмент 11 в качестве альтернативы или вдобавок к по меньшей мере одному принадлежащему рабочему инструменту монтажному кодирующему элементу 304, 306, 312, 314 содержит по меньшей мере один дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322, предусмотренный для вмещения предохранительного и/или позиционирующего элемента 324 (его пример - см. фиг. 15а и 15б), подвижно установленного на держателе 213. Подвижно установленный предохранительный и/или позиционирующий элемент 324 держателя 213 может быть выполнен в виде, например, подпружиненного стопорного пальца или подобных деталей. По меньшей мере один дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322 предпочтительно расположен на зажимной лапке 19. Предпочтительно по меньшей мере один дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322 выполнен в виде незаполненного материалом проема в зажимной лапке 19, в частности, в виде выемки, полностью проходящей через максимальную толщину h материала зажимной лапки 19. Вместе с тем, возможен вариант, в котором дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322 выполнен на зажимной лапке 19 и/или на несущем фланце 14 в виде углубления, например, в виде произведенной методом рельефного вдавливания ямки, как это проиллюстрировано на фиг.15а и 156. Несущий фланец 14 может быть выполнен за одно целое с рабочей областью 15 или может быть соединен с ней с геометрическим и/или силовым замыканием посредством имеющегося у несущего фланца 14 фиксационного элемента, в частности, изготовленного методом рельефного выдавливания. Оба варианта представлены для сравнения на фиг. 15а и 15б.
Максимальный диаметр dw по меньшей мере одного дополнительного принадлежащего рабочему инструменту монтажного кодирующего элемента 316, 318, 320, 322 предпочтительно соответствует значению из диапазона от 0,8 до 1,6 мм. В радиальном направлении по меньшей мере один дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322 предпочтительно расположен на зажимной лапке 19 в области между первой граничной окружностью 23 и второй граничной окружностью 27. Вместе с тем, возможен вариант, в котором по меньшей мере один дополнительный принадлежащий рабочему инструменту монтажный кодирующий элемент 316, 318, 320, 322 расположен в другой области рабочего инструмента 11. Предпочтительно рабочий инструмент 11 содержит несколько дополнительных принадлежащих рабочему инструменту монтажных кодирующих элементов 316, 318, 320, 322, предпочтительно равномерно распределенных по рабочему инструменту 11, в частности на его несущем фланце 14. В частности, дополнительные принадлежащие рабочему инструменту монтажные кодирующие элементы 316, 318, 320, 322 расположены на общей кольцевой окружности 326, максимальный диаметр которой имеет значение в диапазоне от 23 до 28 мм. Общая кольцевая окружность предпочтительно имеет центр, расположенный на оси а вращения инструмента.
На фиг. 6-8 показан следующий вариант выполнения рабочего инструмента 11. Здесь несущий фланец 14 выполнен коленчато изогнутым в осевом направлении, так что он имеет по существу чашеобразную форму. Несущий фланец 14 имеет по существу цилиндрическую боковую стенку 59, проходящую в осевом направлении и ограничивающую рабочую область 15 в радиальном по отношению к оси а вращения инструмента направлении. Боковая стенка 59 имеет по существу округлое поперечное сечение. В альтернативном варианте выполнения боковая стенка 59 может иметь поперечное сечение с переменным расстоянием от боковой стенки 59 до оси a вращения инструмента, проецирующееся в плоскости, ортогональной к этой оси вращения инструмента. Боковая стенка 59 является по существу концентричной с первой граничной окружностью 23 и второй граничной окружностью 27. Боковая стенка 59 ограничивает минимальный радиус рабочей области 15 и обуславливает, в частности, соединение с геометрическим замыканием рабочей области 15 в радиальном направлении, определяемом осью а вращения инструмента. Вдобавок благодаря боковой стенке 59 также между ней и рабочей областью 15 может создаваться соединение с силовым замыканием в осевом направлении вдоль оси а вращения инструмента. Боковая стенка 59 проходит на удалении в радиальном направлении от оси а вращения инструмента. Боковая стенка 59 проходит между первой, верхней опорной плоскостью 52 и второй, нижней опорной плоскостью 54. Боковая стенка 59 обегает вокруг оси а вращения инструмента по всему периметру, по существу замкнуто в радиальном направлении.
В этом варианте выполнения между первой опорной поверхностью 51 и первой присоединительной поверхностью 49 имеется некоторая дистанция в заданных осью а вращения инструмента радиальном и осевом направлениях.
Первая опорная плоскость 52 проходит вдоль первой присоединительной поверхности 49. Вторая опорная плоскость 54 проходит вдоль второй опорной поверхности 53.
Область 40 восприятия крутящего момента проходит в осевом направлении между имеющимися у несущего фланца 14 первой присоединительной поверхностью 49 и противолежащей ей второй присоединительной поверхностью 50.
Рабочая область 15 соединена с несущим фланцем 14 таким образом, что она выдается над уровнем несущего фланца 14 вдоль оси а вращения инструмента в направлении, обращенном к держателю 213 ручной машины 211, на высоту h, составляющую до 0,6 мм, как также следует, например, из фиг. 5. При этом первая боковая поверхность 45 имеет участок, образующий контактную площадку 61, предусмотренный для налегания на держатель 213 ручной машины 211. Предпочтительно контактная площадка 61 рабочей области 15 в осевом направлении, заданном осью а вращения инструмента, выдается над присоединительной поверхностью 49 в соответствии с высотой h.
Кроме того, на фиг. 8а показано сечение рабочего инструмента 11, из которого видно, что у него имеется проходящий от боковой стенки 59 в проходящем от оси a вращения инструмента радиальном направлении и выполненный в качестве предохранителя 63 опорный гребень, предусмотренный для соединения рабочей области 15 с несущим фланцем 14 и образования соединительной области 55 между рабочей областью 15 и несущим фланцем 14.
На фиг. 8б показана иллюстративная посадка рабочего инструмента 11 в альтернативном держателе альтернативной ручной машины, выходной вал которой прилегает к контактной площадке 61 рабочей области 15. Также схематически показана зажимная гайка, прилегающая к опорному гребню 63 несущего фланца 14 и поджимающая, или крепящая, рабочий инструмент 11 в осевом направлении вдоль оси a вращения инструмента.
На фиг. 9 показана обрабатывающая система, включающая держатель 213 ручной машины 211, выполненный с возможностью совершения вращательного движения вокруг оси А выходного вала, и рабочий инструмент 11. Рабочий инструмент 11 посажен на держателе 213 с обеспечением совпадения оси А выходного вала и геометрической оси а вращения инструмента, в частности воображаемой.
Конструктивное исполнение держателя 213 разработано для удержания рабочего инструмента 11 на ручной машине 211 таким образом, что ось А выходного вала и ось а вращения инструмента по существу совпадают.
Предпочтительно держатель 213 имеет по меньшей мере один поводок 215 и зажимной механизм 217, выполненный с возможностью перемещения относительно поводка 215.
Зажимной механизм 217 имеет две зацепные щеки 218а, 218b, выполненные в качестве зацепных узлов 218 и установленные с возможностью поворота друг относительно друга вокруг оси к вращения зажимного механизма 217.
Для передачи приводного усилия на рабочий инструмент 11 поводок 215 имеет четыре области 219 передачи крутящего момента, расположенные на расстоянии от этой оси А выходного вала, каждая из которых может быть выполнена в виде трансмиссионной поверхности 219b, в частности ее участка, или в виде трансмиссионной кромки 219а, в частности ее участка.
Поводок 215 и показанный на фиг. 10 и 11 зажимной механизм 217 предусмотрены для проникновения сквозь выемку 17 рабочего инструмента 11, проходящую через всю толщину материала рабочего инструмента 11, и зажимания рабочего инструмента 11 держателем 213 при помощи зацепного узла 218, подвижного относительно оси А выходного вала по существу в радиальном направлении.
Держатель 213 имеет по существу прямоугольное отверстие 225, предусмотренное для вмещения зацепного узла 218. Каждый из этих двух зацепных узлов 218 имеет по меньшей мере одну зажимную поверхность 233 для передачи по меньшей мере осевого силового воздействия на рабочий инструмент 11.
Поводок 215 образован двумя поводковыми щеками 216а, 216b, в частности служащими в качестве направляющих щек, предусмотренными для направления зажимного механизма 217 держателя 213 в радиальном направлении, за счет обеспечения возможности перемещения зажимного устройства 217 в радиальном направлении, определяемом осью А выходного вала, вокруг своей оси к вращения и ограничения этого перемещения перпендикулярно этому радиальному направлению. Поводковые щеки 216а, 216b ограничивают отверстие 225 в заданном осью а вращения инструмента радиальном направлении вдоль продольной протяженности по существу прямоугольного отверстия 225.
Поводок 215 имеет максимальную радиальную протяженность, превышающую максимальную радиальную протяженность зажимного механизма 217 при нахождении в состоянии с прикрепленным инструментом, благодаря чему при приведении держателя 213 во вращение поводковые щеки 216а, 216b, выдающиеся дальше в радиальном направлении, определяемом осью А выходного вала, гарантируют защиту зацепным щекам 218а, 218b, ибо при непредумышленном контакте с заготовкой зацепной узел 218 защищен поводком 215.
Показанные на фиг. 9 зацепные щеки 218а, 218b для лучшей иллюстрации находятся в фиктивном состоянии, а именно: правая зацепная щека 218а пребывает в состоянии прикрепления инструмента, а левая зацепная щека 218b - в расцепленном состоянии. У предлагаемой в изобретении ручной машины 211 это фиктивное состояние зацепных щек 218а, 218b предпочтительно недостижимо, поскольку обе зацепные щеки 218а, 218b находятся либо в состоянии прикрепления инструмента, либо в состоянии при отцепленном инструменте. Предпочтительно зацепные щеки 218а, 218b установлены с возможностью синхронного движения.
При нахождении зажимного механизма 217 в расцепленном состоянии зацепные щеки 218а, 218b выдаются за уровень поводка 215 в осевом направлении вдоль оси А выходного вала, как можно видеть, например, у левой зацепной щеки 218b на фиг. 9. Из этого чертежа видно, что при нахождении держателя 213 в расцепленном состоянии зацепные щеки 218а, 218b выдаются относительно поводка 215 в осевом направлении, определяемом осью А выходного вала, дальше, чем в состоянии с прикрепленным инструментом.
Каждая из зацепных щек 218а, 218b зажимного механизма 217 имеет по меньшей мере одну окружную поверхность 245, ограничивающую максимальную радиальную протяженность зацепных щек 218а, 218b. Окружные поверхности 245 зацепных щек 218а, 218b ориентированы в противоположные друг другу стороны. Каждая из зацепных щек 218а, 218b имеет первую окружную поверхность 245а и вторую окружную поверхность 245b, разделенные в осевом направлении зажимной впадиной 231 зажимного механизма 217. Первая 245а и вторая 245b окружные поверхности ограничивают радиальную протяженность зажимной впадины 231. Первая окружная поверхность 245а является изогнутой, с центром кривизны по меньшей мере на оси А выходного вала.
Для повышения четкости иллюстрации на фиг. 9 правая зацепная щека 218а показана находящейся в состоянии с прикрепленным инструментом, когда она удерживает рабочий инструмент 11 в держателе 213. Зацепные узлы 218а и 218b окружены площадкой 261 прилегания.
Область 219 передачи крутящего момента поводка 217 имеет трансмиссионную поверхность 219b, в частности ее участок, и трансмиссионную кромку 219а, в частности ее участок. По меньшей мере участок трансмиссионной поверхности 219b может быть плоским. По меньшей мере участок трансмиссионной кромки 219а может быть прямолинейным.
Трансмиссионные поверхности 219b и трансмиссионные кромки 219а наклонены относительно плоскости, заданной осевым и радиальным по отношению к оси А выходного вала направлениями, и, в частности, против направления вращения держателя 213 во время работы ручной машины 211, предпочтительно на угол до 30°. Кроме того, держатель 213 имеет плоскую, выполненную в форме круглого кольца площадку 261 прилегания, предусмотренную для создания опоры в осевом направлении для по меньшей мере контактной площадки 61 рабочего инструмента 11. В радиальном направлении площадка 261 прилегания удалена на некоторое расстояние от зацепного узла 218, в частности зажимной поверхности 233 зажимного механизма 217.
Рабочая область 15 рабочего инструмента 11 расположена на присоединительном приспособлении 13 таким образом, что при нахождении инструмента в прикрепленном состоянии рабочая область 15 выдается относительно присоединительного устройства 13 вдоль оси а вращения инструмента в направлении, обращенном к держателю 213 ручной машины 211. При этом контактная площадка 61 рабочей области 15 при нахождении рабочего инструмента 11 в прикрепленном состоянии соприкасается с площадкой 261 прилегания ручной машины 211 и образует соединение с силовым замыканием с ручной машиной 211 в окружном направлении, заданном осью а вращения инструмента.
В радиальном по отношению к оси а вращения инструмента направлении площадка 261 прилегания проходит между первым радиусом и вторым радиусом, при этом первый меньше второго.
При нахождении рабочего инструмента 11 в прикрепленном к ручной машине 211 состоянии находящаяся на рабочем инструменте 11 зажимная лапка 19, соответственно ее первая граничная кромка 21, выдается относительно первого, в частности минимального, радиуса площадки 261 прилегания в радиальном по отношению к оси А выходного вала направлении на расстояние до 4 мм, так что в этой области площадка 261 прилегания отсутствует, соответственно нет никакого опорного материала, и зажимная лапка 19 может изгибаться в осевом направлении.
Держатель 213, в частности зацепной узел 218, имеет исполнительное приспособление 229, предусмотренное для того, чтобы при осевом воздействии на исполнительное приспособление 229 путем приложения управляющего усилия, обеспечивать перевод зацепного узла 218 из расцепленного состояния, в котором рабочий инструмент 11 можно снять с держателя 213 или надеть на него, в прикрепленное состояние, в котором рабочий инструмент 11 соединен с держателем 213.
Кроме того, зацепной узел 218 имеет радиальную зажимную впадину 231, предусмотренную для вмещения по меньшей мере одной зажимной лапки 19 и ее зажимания в осевом направлении вдоль оси А выходного вала при нахождении инструмента в прикрепленном состоянии, и высвобождения в расцепленном состоянии. Зажимная впадина 231 имеет зажимную поверхность 233, предусмотренную для оказания зажимающего действия на рабочий инструмент 11.
Зацепные узлы 218а и 218b установлены с возможностью поворота вокруг оси k вращения зажимного механизма, в частности по существу ортогональной к оси А выходного вала, таким образом, что в зависимости от угла поворота зацепного узла 218, на который он, в частности его зажимная поверхность 233, наклонен относительно оси А выходного вала, при помощи зацепного узла 218 можно зажимать рабочие инструменты 11 с различной толщиной присоединительных приспособлений 13.
Когда рабочий инструмент 11 прикреплен к ручной машине 211, имеющиеся у держателя 213 области 219 передачи крутящего момента находятся между первой ортогональной плоскостью 235 и второй ортогональной плоскостью 237 держателя 213. Держатель 213 имеет две поводковые щеки 216а, 216b с соответствующими каждой из них двумя областями 219 передачи крутящего момента, расположенными с взаимной вращательной симметрией вокруг оси А выходного вала.
В направлении вдоль оси А выходного вала первая ортогональная плоскость 235 является границей держателя 213 на стороне, обращенной к ручной машине 211, а вторая ортогональная плоскость 237 является границей держателя 213 на стороне, противоположной ручной машине 211.
В определяемом осью А выходного вала радиальном направлении области 219 передачи крутящего момента проходят по меньшей мере на отдельных участках между первым и вторым радиусами от оси А выходного вала и при этом по меньшей мере один из этих участков предназначен для передачи крутящего момента от ручной машины 211 на рабочий инструмент 11.
Предпочтительно одна имеющаяся на ручной машине 211 область 219 передачи крутящего момента, более предпочтительно несколько из них, а особенно предпочтительно все эти области 219 соприкасаются(-ется) с имеющимися на рабочем инструменте 11 областями 40 восприятия крутящего момента по меньшей мере на отдельных участках, и контакт этот принимает форму точечного касания, предпочтительно линейного касания, а особенно предпочтительно -поверхностного касания.
На фиг. 10б, 10в и 10г показаны альтернативные конструктивные исполнения держателя 213 ручной машины 211, служащего для посадки рабочих инструментов, имеющих симметричное конструктивное исполнение присоединительного приспособления. Показанные на этих чертежах держатели 213 имеют конструктивное исполнение, по меньшей мере по существу аналогичное исполнению держателя 213, проиллюстрированного на предыдущих чертежах. Отличие показанных на фиг. 10б, 10в и 10г держателей 213 от проиллюстрированных ранее состоит в наличии у них поводка 215, выполненного симметрично относительно плоскости симметрии, проходящей по меньшей мере по существу параллельно оси А выходного вала. Ось А выходного вала предпочтительно проходит в плоскости симметрии, по отношению к которой поводок 215 выполнен симметричным.
Показанный на фиг. 10б поводок 215 предпочтительно имеет поводковые щеки 216а, 216b, выполненные взаимно симметричными. В частности, поводковые щеки 216а, 216b выполнены зеркально симметричными по отношению друг к другу, прежде всего по отношению к плоскости симметрии, содержащей ось А выходного вала. Предпочтительно каждая из поводковых щек 216а, 216b выполнена зеркально симметричной относительно плоскости, проходящей по меньшей мере по существу перпендикулярно плоскости симметрии. Предпочтительно на каждой из поводковых щек 216а, 216b расположено по меньшей мере одно вводное гнездо под внедрение поводка 215, в которое можно вводить и/или в котором можно размещать, в частности, имеющую прямоугольное поперечное сечение зажимную лапку рабочего инструмента, на данных чертежах не показанного и выполненного соответствующим держателю 213, показанному на фиг. 10б. В частности, каждая из поводковых щек 216а, 216b имеет по меньшей мере один вводной скос, расположенный на соответствующей поводковой щеке 216а, 216b, а именно на ее наружной поверхности, по меньшей мере частично ограничивающей вводное гнездо.
Показанный на фиг. 10в поводок 215 предпочтительно имеет поводковые щеки 216а, 216b, выполненные взаимно симметричными. В частности, поводковые щеки 216а, 216b выполнены зеркально симметричными относительно друг друга, прежде всего по отношению к плоскости симметрии, содержащей ось А выходного вала. Предпочтительно каждая из поводковых щек 216а, 216b выполнена зеркально симметричной относительно плоскости, проходящей по меньшей мере по существу перпендикулярно плоскости симметрии. Каждая из поводковых щек 216а, 216b имеет прямоугольную основную форму с по меньшей мере двумя скошенными краями. На своей наружной стороне, соединяющей между собой два этих края с фасками, каждая из поводковых щек 216а, 216b содержит выпячивающийся выступ. Этот выступ соответствующей поводковой щеки 216а, 216b предпочтительно выполнен в форме сегмента круга и может формировать, например, обеспечивающий правильный монтаж кодирующий элемент показанного на фиг. 10в держателя 213. Внутренняя поверхность зажимного механизма 217, проходящая по меньшей мере по существу перпендикулярно зажимной поверхности 233 зажимного механизма 217 держателя 213, показанного на фиг. 10в, предпочтительно имеет выполненный в форме сегмента круга выступ. Выступ зажимного механизма 217 может формировать собой, например, кодирующий крепление элемент держателя 213, показанного на фиг. 10в. Проистекающее из такого решения преимущество состоит в том, что посредством зажимного механизма 217 держателя 213, показанного на фиг. 10в, предпочтительно можно в максимально возможной степени исключить крепление рабочего инструмента (на данном чертеже не показанного), имеющего выемку, не соответствующую выступу зажимного механизма 217. Предпочтительно выступы поводковых щек 216а, 216b и выступы зажимного механизма 217 в плоскости, проходящей по меньшей мере по существу перпендикулярно оси А выходного вала, образуют окружной контур держателя 213, имеющий ось симметрии четвертого порядка.
Показанный на фиг. 10г поводок 215 предпочтительно имеет поводковые щеки 216а, 216b, выполненные взаимно симметричными. В частности, поводковые щеки 216а, 216b выполнены зеркально симметричными относительно друг друга, прежде всего по отношению к плоскости симметрии, содержащей ось А выходного вала. Предпочтительно каждая из поводковых щек 216а, 216b выполнена зеркально симметричной относительно плоскости, проходящей по меньшей мере по существу перпендикулярно плоскости симметрии. Предпочтительно каждая поводковая щека 216а, 216b имеет по меньшей мере два поводковых и/или кодирующих контура, выполненных соответствующими зажимным лапкам рабочего инструмента, на данном чертеже не показанного. Предпочтительно поводковые и/или кодирующие контуры выполнены в виде углублений в наружном контуре поводка 215, в частности, в плоскости, проходящей по меньшей мере по существу перпендикулярно оси А выходного вала. Зажимной механизм 217 держателя 213, показанного на фиг. 10г, содержит внутреннюю поверхность, проходящую по меньшей мере по существу перпендикулярно зажимной поверхности 233 зажимного механизма 217. В плоскости, проходящей по меньшей мере по существу перпендикулярно оси А выходного вала, эта внутренняя поверхность имеет очертание, аналогичное одному из поводковых и/или кодирующих контуров. В плоскости, проходящей по меньшей мере по существу перпендикулярно оси А выходного вала, поводковые и/или кодирующие контуры поводковых щек 216а, 216b и внутренние поверхности зажимного механизма 217 предпочтительно образуют окружной контур держателя 213, имеющий ось симметрии шестого порядка.
На фиг. 13-15 показаны изображения дополнительных подробностей обрабатывающей системы, в частности рабочего инструмента 11 и держателя 213 ручной машины 211, при этом показанные на фиг. 13-15 дополнительные подробности на предыдущих чертежах (фиг. 1-12) по соображениям наглядности показаны не были, для упрощения и повышения их читаемости. Раскрываемые на фиг. 13-15 признаки можно перенести по аналогии на фиг. 1-12.
Рабочий инструмент 11 содержит по меньшей мере один принадлежащий ему монтажный кодирующий элемент 304, 306, 312, 314, предусмотренный для взаимодействия с имеющимся на держателе 213 по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом 300, 302, 308, 310 при нахождении рабочего инструмента 11 в установленном на держателе состоянии (см. фиг. 12). По меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314 и по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302, 308, 310 держателя 213 выполнены, в частности, соответствующими (комплементарными). Предпочтительно по меньшей мере один находящийся на держателе 213 обеспечивающий правильный монтаж кодирующий элемент 300, 302, 308, 310 предусмотрен для кодирования расположения рабочего инструмента 11 на держателе 213, фиксации к нему или насаживания на него, в частности, его площадку 261 прилегания. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302, 308, 310 держателя 213 предусмотрен для кодирования расположения рабочего инструмента 11 на держателе 213, фиксации к нему или насаживания на него, в частности, его площадку 261 прилегания, согласно принципу соответствия ключа и замочной скважины.
Поводок 215 содержит по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302, предусмотренный для взаимодействия с по меньшей мере одним принадлежащим рабочему инструменту 11 монтажным кодирующим элементом 304, 306 при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 расположен на по меньшей мере одной поводковой щеке 216а, 216b поводка 215 (см. фиг. 12).
По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 выполнен в виде механического элемента. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 выполнен за одно целое с поводковой щекой 216а, 216b. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 выполнен в виде удлиняющего выступа. Вместе с тем, возможен вариант, в котором по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 имеет другое подходящее с точки зрения специалиста конструктивное исполнение, например, в виде выемки, перемычки и прочих элементов. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 проходит предпочтительно по меньшей мере вдоль направления, проходящего поперек, по меньшей мере по существу перпендикулярно оси а вращения рабочего инструмента 11. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 расположен с примыканием к внутренней окружной поверхности 240 по меньшей мере одной поводковой щеки 216а, 216b. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 проходит начиная от внутренней окружной поверхности 240 по меньшей мере одной поводковой щеки 216а, 216b, в частности, в направлении, ориентированном прочь от оси а вращения инструмента, прежде всего максимум вплоть до окружной поверхности 245, границей которой служит внешняя периферическая окружность 245 с (см. фиг. 9 и 12).
По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 предпочтительно расположен, если смотреть в окружном направлении, между приводной кромкой 219а и/или приводной поверхностью 219b и стороной поводковой щеки 216а, 216b, противоположной приводной кромке 219а и/или приводной поверхности 219b. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 вдоль окружного направления предпочтительно имеет максимальную протяженность, меньшую максимального расстояния вдоль окружного направления между приводной кромкой 219а и/или приводной поверхностью 219b и стороной поводковой щеки 216а, 216b, противоположной этой приводной кромке 219а и/или приводной поверхности 219b. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 находится в угловом диапазоне менее 60° между приводной кромкой 219а и/или приводной поверхностью 219b и стороной поводковой щеки 216а, 216b, противоположной этой приводной кромке 219а и/или приводной поверхности 219b.
По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 поводка 215 может иметь любые подходящие с точки зрения специалиста конструктивные исполнения. Например, возможен вариант, в котором он, в частности при рассмотрении в первой ортогональной плоскости 235, имеет многоугольное (квадратное, прямоугольное, треугольное, n-угольное и иной геометрической формы) или круглое (в форме полукруга, полукруга с волнообразной линией наружного периметра и пр.) поперечное сечение, как это также можно понять из приведенных на фиг. 14 иллюстративных изображений, поскольку по меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314 предпочтительно выполнен соответствующим по меньшей мере одному находящемуся на держателе 213 обеспечивающему правильный монтаж кодирующему элементу 300, 302, 308, 310. Вместе с тем, возможен вариант, в котором по меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314 и по меньшей мере один находящийся на держателе 213 обеспечивающий правильный монтаж кодирующий элемент 300, 302, 308, 310 выполнены с отличием, в частности с точки зрения назначения пространственного размера. Например, возможен вариант, в котором по меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314 вдоль окружного направления или вдоль радиального направления имеет максимальную протяженность, соответствующую кратному максимальной протяженности по меньшей мере одного обеспечивающего правильный монтаж кодирующего элемента 300, 302, 308, 310 держателя 213, и т.д.
В предпочтительном варианте по меньшей мере на каждой поводковой щеке 216а, 216b поводка 215 расположен по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 300, 302 (см. фиг. 12). Вместе с тем, возможен вариант, в котором предусмотрено более одного обеспечивающего правильный монтаж кодирующего элемента 300, 302 на поводковую щеку 216а, 216b, например, по меньшей мере два, по меньшей мере три, по меньшей мере четыре или более таких элементов 300, 302 на поводковую щеку 216а, 216b. Расположенные на поводковых щеках 216а, 216b обеспечивающие правильный монтаж кодирующие элементы 300, 302 имеют, в частности аналогичное друг другу конструктивное исполнение, но также возможно и отличающееся их конструктивное исполнение.
Предпочтительно расположенные на поводковых щеках 216а, 216b обеспечивающие правильный монтаж кодирующие элементы 300, 302 поводка 215 по отношению к плоскости, содержащей ось А выходного вала, расположены на поводковых щеках 216а, 216b асимметрично. Вместе с тем, возможен вариант, в котором расположенные на поводковых щеках 216а, 216b обеспечивающие правильный монтаж кодирующие элементы 300, 302 поводка 215 по отношению к плоскости, содержащей ось А выходного вала, расположены на поводковых щеках 216а, 216b симметрично, как это, в частности, можно понять из приведенных на фиг. 14 иллюстративных изображений, где показаны возможные соответствующие компоновки принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314.
Зажимной механизм 217, в частности по меньшей мере его зацепной узел 217а, 217b, содержит по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 (см. фиг. 12 и 13). Обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного устройства 217 предпочтительно расположен на зацепной щеке 218а, 218b, в частности в имеющейся у нее зажимной впадине 231. Предпочтительно зажимной механизм 217 содержит несколько обеспечивающих правильный монтаж кодирующих элементов 308, 310, в частности по меньшей мере два. Вместе с тем, возможен вариант, в котором у зажимного механизма 217 расположенных на зацепном узле 217а, 217b обеспечивающих правильный монтаж кодирующих элементов 308, 310 насчитывается отличающееся количество, не один и не два. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 образует кодирующий фиксацию элемент, предусмотренный для кодирования крепления рабочего инструмента 11 на держателе 213. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 предусмотрен для кодирования крепления рабочего инструмента 11 на держателе 213 согласно принципу соответствия ключа и замочной скважины.
Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 выполнен за одно целое с зацепной щекой 218а, 218b. Вместе с тем, возможен вариант, в котором по меньшей мере один этот элемент 308, 310 зажимного механизма 217 выполнен отдельно от зацепной щеки 218а, 218b и прикреплен к ней при помощи подходящего с точки зрения специалиста соединения. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 расположен на зажимной поверхности 233 зажимного механизма 217, в частности с непосредственным примыканием к этой зажимной поверхности 233, по меньшей мере частично ограничивающей зажимную впадину 231. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 имеет, в частности, максимальную протяженность внутри зажимной впадины 231, меньшую максимальной протяженности зажимной поверхности 233 зажимного механизма 217. Предпочтительно по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 выполнен в виде удлиняющего выступа. Вместе с тем, возможен вариант, в котором по меньшей мере один этот элемент 308, 310 зажимного механизма 217 имеет другое подходящее с точки зрения специалиста конструктивное исполнение, например, в виде выемки, паза, перемычки, зубчатого контура или подобных конфигураций. По меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 может быть расположен на зацепной щеке 218а, 218b симметрично или асимметрично по отношению к ее центральной плоскости, в частности плоскости симметрии, как это, в частности, можно понять из приведенных на фиг. 14а-14д иллюстративных изображений, где показаны возможные соответствующие компоновки принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314. Центральная плоскость зацепной щеки 218а, 218b, в частности плоскость симметрии, предпочтительно проходит по меньшей мере по существу параллельно оси А выходного вала и/или содержит ее. Также возможен вариант, в котором по меньшей мере один обеспечивающий правильный монтаж кодирующий элемент 308, 310 зажимного механизма 217 расположен на зацепной щеке 218а, 218b с удалением на некоторое расстояние от центральной плоскости зацепной щеки 218а, 218b, в частности плоскости симметрии.
Присоединительное приспособление 13 рабочего инструмента 11 имеет по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314, предусмотренный для взаимодействия с имеющимся на держателе 213 по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом 300, 302, 308, 310 при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии. По меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 расположен на по меньшей мере одной зажимной лапке 19 присоединительного приспособления 13 (см. фиг. 14а). Вдоль радиальной оси г по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную протяженность, самое большее равную максимальному расстоянию между первой граничной окружностью 23 и второй граничной окружностью 27 присоединительного приспособления 13, как это видно из показанных на фиг. 14а в качестве примера возможных конструктивных исполнений присоединительного приспособления 13. По меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 предпочтительно расположен на зажимной лапке 19 присоединительного приспособления 13 в угловом диапазоне между приводной кромкой 40а и кодирующей кромкой 35 присоединительного приспособления 13. В частности, максимальная протяженность этого углового диапазона составляет менее 90°, предпочтительно менее 60°, а особенно предпочтительно - менее 40°. Вдоль окружного направления по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную протяженность, предпочтительно меньшую максимального расстояния между приводной кромкой 40а и кодирующей кромкой 35 присоединительного приспособления 13. В частности, по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 проходит вдоль окружного направления в области между приводной кромкой 40а и кодирующей кромкой 35, и расположена эта область предпочтительно в пределах, отделенных первой граничной окружностью 23 и второй граничной окружностью 27 присоединительного приспособления 13. Предпочтительно эта область образована фрагментом круглого кольца, ограничивающегося первой граничной окружностью 23 и второй граничной окружностью 27 присоединительного приспособления 13, как это видно из показанных на фиг. 14а в качестве примера различных возможных конструктивных исполнений, сведенных в табличный перечень, при этом также абсолютно возможно сочетание проиллюстрированных возможных вариантов конструктивного исполнения. Присоединительное устройство 13 предпочтительно содержит несколько принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314, которые могут быть расположены на присоединительном устройстве 13, прежде всего на зажимных лапках 19, симметрично, в частности в соответствии вращательной симметрией n-го порядка, или несимметрично.
В первом столбце показанного на фиг. 14а табличного перечня иллюстративных возможных конструктивных исполнений присоединительного приспособления 13, в частности, с точки зрения возможных вариантов выполнения принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314, продемонстрированы возможные варианты выполнения принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314 в отношении размеров, в частности длины, ширины и пр. Во втором столбце данной таблицы приведены возможные варианты выполнения принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314 в отношении формы, например, показаны форма многоугольника, круглая форма и пр. В третьем столбце данной таблицы показаны возможные варианты выполнения принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314 в отношении расположения относительно радиальной оси r или плоскости, содержащей ось а вращения инструмента, например, симметричное расположение по отношению к радиальной оси r, одностороннее расположение относительно радиальной оси r, вращательная симметрия n-го порядка и пр. На фиг. 14а номера позиций проставлены только на одном из возможных вариантов выполнения, с целью улучшения читаемости этого табличного перечня. Показанные на фиг.14а возможные варианты выполнения присоединительного приспособления 13, в частности, в отношении возможных вариантов выполнения принадлежащих рабочему инструменту монтажных кодирующих элементов 304, 306, 312, 314, в контексте данного описания не следует рассматривать как некое ограничение, поскольку эти элементы 304, 306, 312, 314 могут иметь другие подходящие с точки зрения специалиста возможные конструктивные исполнения.
На фиг. 14б-14д показаны альтернативные конструктивные исполнения присоединительного приспособления 13, в частности, в отношении возможных вариантов выполнения зажимных лапок 19. Показанное на фиг. 14б присоединительное приспособление 13 предпочтительно имеет первую граничную окружность 23, по меньшей мере частично ограничивающую зажимную лапку 19 присоединительного приспособления 13, имеющую максимальный диаметр D1, превышающий максимальный диаметр окружности, ограничивающей обеспечивающие правильный монтаж кодирующие элементы 300, 302, 308, 310 держателя 213, в частности в направлении радиальной оси г. Зажимная лапка 19 предпочтительно выполнена таким образом, что при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии она проходит вовнутрь зажимной впадины 231 зажимного механизма 217 и может быть прикреплена к держателю 213, в частности, посредством зажимной поверхности 233. В частности, зажимная лапка 19 выполнена таким образом, что ее кромка, ограничивающая зажимную лапку 19 вдоль радиальной оси г и расположенная предпочтительно по меньшей мере частично на первой граничной окружности 23, при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии расположена, едва касаясь обеспечивающего правильный монтаж кодирующего элемента 300, 302, 308, 310 держателя 213 или на некотором расстоянии от него. Предпочтительно максимальный диаметр D1 первой граничной окружности 23 меньше максимального диаметра D2 второй граничной окружности 27 присоединительного приспособления 13. Предпочтительно максимальный диаметр D1 первой граничной окружности 23 больше или равен максимальному диаметру окружности, служащей границей обеспечивающих правильный монтаж кодирующих элементов 300, 302, 308, 310 держателя 213, в частности больше или равен 24,8 мм. По отношению к плоскости симметрии, содержащей ось а вращения инструмента, зажимная лапка 19 может быть выполнена зеркально симметричной (см. изображение справа на фиг. 14б) или несимметричной (см. изображение слева на фиг. 14б).
Показанное на фиг. 14в присоединительное приспособление 13 предпочтительно имеет по меньшей мере одну зажимную лапку 19, в частности по меньшей мере четыре зажимные лапки 19, имеющую(-ие) максимальную протяженность вдоль первой граничной окружности 23 и/или второй граничной окружности 27, меньшую(-ие) максимальной протяженности выемки рабочего инструмента 11, взаимодействующей с по меньшей мере одной поводковой щекой 216а, 216b и/или по меньшей мере частично вмещающей ее при нахождении рабочего инструмента 11 в установленном на держателе 213 состоянии. Предпочтительно вдоль первой граничной окружности 23 и/или второй граничной окружности 27 зажимная лапка 19 имеет максимальную протяженность, меньшую минимального расстояния между трансмиссионной кромкой 219а области 219 передачи крутящего момента и обеспечивающим правильный монтаж кодирующим элементом 300, 302, 308, 310 держателя 213. В показанном на фиг. 14в примере проиллюстрированы четыре возможных конструктивных исполнения зажимной лапки 19 с небольшой максимальной протяженностью.
Показанное на фиг. 14г присоединительное приспособление 13 предпочтительно имеет по меньшей мере одну зажимную лапку 19, в частности по меньшей мере четыре зажимные лапки 19, на которой(-ых) расположен по меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314. На изображении слева на фиг. 14г расположенный на зажимной лапке 19 принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную радиальную протяженность, меньшую или равную максимальному радиальному расстоянию между первой граничной окружностью 23 и второй граничной окружностью 27.
На центральном изображении на фиг. 14г расположенный на зажимной лапке 19 принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную окружную протяженность, находящуюся в угловом диапазоне с размахом значений от 10 до 40°.
На изображении справа на фиг. 14г расположенный на зажимной лапке 19 принадлежащий рабочему инструменту монтажный кодирующий элемент 304, 306, 312, 314 имеет максимальную окружную протяженность, не превышающую 17 мм и предпочтительно находящуюся в пределах углового сектора с размахом значений от 10 до 40°, при этом расположен он между по меньшей мере двумя выемками рабочего инструмента 11, взаимодействующими с поводковой щекой 216а, 216b и/или по меньшей мере частично вмещающими ее.
Показанное на фиг. 14д присоединительное приспособление 13 предпочтительно имеет по меньшей мере одну зажимную лапку 19, в частности по меньшей мере четыре зажимные лапки 19, на которой(-ых) расположен по меньшей мере один принадлежащий рабочему инструменту 11 монтажный кодирующий элемент 304, 306, 312, 314. На изображении слева на фиг. 14д зажимная(-ые) лапка(-и) 19 выполнена(-ы) зеркально симметричными по отношению к плоскости симметрии, содержащей ось а вращения инструмента. Принадлежащие рабочему инструменту монтажные кодирующие элементы 304, 306, 312, 314 предпочтительно на обеих сторонах примыкают к кромке, служащей границей зажимной лапки 19 и предпочтительно проходящей по меньшей мере частично вдоль первой граничной окружности 23.
На центральном изображении на фиг. 14д зажимная(-ые) лапка(-и) 19 выполнена(-ы) несимметричными по отношению к плоскости симметрии, содержащей ось а вращения инструмента. Принадлежащие рабочему инструменту монтажные кодирующие элементы 304, 306, 312, 314 на одной своей стороне, в частности на стороне, обращенной к приводной кромке 40а, предпочтительно по меньшей мере примыкают к кромке, служащей границей зажимной лапки 19, предпочтительно проходящей по меньшей мере частично вдоль первой граничной окружности 23. На стороне соответствующего принадлежащего рабочему инструменту монтажного кодирующего элемента 304, 306, 312, 314, обращенной к кодирующей кромке 35, эти элементы 304, 306, 312, 314 предпочтительно примыкают по меньшей мере к другой кромке, служащей границей зажимной лапки 19, расположенной со смещением относительно первой граничной окружности 23 в направлении второй граничной окружности 27.
На изображении справа на фиг. 14д зажимная(-ые) лапка(-и) 19 выполнена(-ы) несимметричными по отношению к плоскости симметрии, содержащей ось а вращения инструмента. Принадлежащие рабочему инструменту монтажные кодирующие элементы 304, 306, 312, 314 на одной своей стороне, в частности на стороне, обращенной к кодирующей кромке 35, предпочтительно по меньшей мере примыкают к кромке, служащей границей зажимной лапки 19, предпочтительно проходящей по меньшей мере частично вдоль первой граничной окружности 23. На стороне соответствующего принадлежащего рабочему инструменту монтажного кодирующего элемента 304, 306, 312, 314, обращенной к приводной кромке 40а, эти элементы 304, 306, 312, 314 предпочтительно примыкают по меньшей мере к другой кромке, служащей границей зажимной лапки 19 и расположенной со смещением относительно первой граничной окружности 23 в направлении второй граничной окружности 27.
На фиг. 16а, 16б, 17а, 17б, 18а и 18б показаны возможные варианты выполнения рабочего инструмента 11. На фиг. 16а и 16б показано возможное конструктивное исполнение рабочего инструмента 11 в виде сверлильной коронки. Рабочий инструмент 11 содержит присоединительное приспособление 13 и рабочую область 15, примыкающую к присоединительному приспособлению 13. Рабочая область 15 выполнена цилиндрической, в частности в форме круглого цилиндра. Предпочтительно рабочая область 15 имеет по меньшей мере по существу неизменный максимальный диаметр, в частности при взгляде вдоль оси а вращения инструмента. Предпочтительно рабочая область 15 вдоль оси а вращения инструмента имеет постоянное максимальное расстояние от оси а вращения инструмента. На своей стороне, противоположной присоединительному приспособлению 13, рабочая область 15 содержит по меньшей мере один отрезной сегмент 31 или несколько отрезных сегментов 31. Отрезной(-ые) сегмент(-ы) 31 предпочтительно выполнен(-ы) в виде алмазных сегментов. Вместе с тем, возможен вариант, в котором этот сегмент (или сегменты) 31 имеет(-ют) другое подходящее с точки зрения специалиста конструктивное исполнение, например, являются твердосплавными или сделаны из подобных материалов.
На фиг. 17а и 17б показан возможный вариант выполнения рабочего инструмента 11 в виде сверлильной коронки. Показанный на фиг. 17а и 17б рабочий инструмент 11 имеет конструктивное исполнение, по меньшей мере по существу аналогичное показанному на фиг. 16а и 16б. В отличие от показанного на фиг. 16а и 16б рабочего инструмента 11 проиллюстрированный на фиг. 17а и 17б рабочий инструмент 11 имеет рабочую область 15, которая, в частности при рассмотрении вдоль оси а вращения инструмента, имеет по меньшей мере два различных максимальных диаметра. Предпочтительно рабочая область 15 на участке, ассоциированном с отрезным сегментом 31, имеет меньший максимальный диаметр, чем на участке, ассоциированном с присоединительным приспособлением 13. Переход диаметра или смена диаметра могут быть выполнены скачкообразно или непрерывно. Предпочтительно отрезной сегмент 31 выполнен в виде наслоенного покрытия, содержащего абразивные частицы, в частности алмазные частицы, частицы корунда и прочих подобных материалов. Вместе с тем, возможен вариант, в котором отрезной сегмент 31 выполнен твердосплавным или из подобных материалов.
На фиг. 18а и 18б показан возможный вариант выполнения рабочего инструмента 11 в виде чашечной щетки. Рабочий инструмент 11 предпочтительно содержит присоединительное приспособление 13 и расположенную на нем рабочую область 15. Рабочая область 15 выполнена чашеобразной. Рабочая область 15 предпочтительно содержит участок фиксации, на котором прикреплены щетинообразные элементы для обработки заготовки, принадлежащие рабочему инструменту 11. Элементы для обработки заготовки могут быть выполнены в виде покрытой специальным материалом нейлоновой щетины, в виде металлических щетинок с покрытием, в виде металлической щетины и т.п. Элементы для обработки заготовки могут быть выполнены извитыми или неизвитыми. Элементы для обработки заготовки прикреплены на участке фиксации предпочтительно посредством соединения с силовым замыканием, с геометрическим замыканием и/или с образованием неразъемного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ РУЧНОЙ МАШИНЫ | 2017 |
|
RU2755502C2 |
| ТЕХНОЛОГИЧЕСКАЯ МАШИНА | 2017 |
|
RU2748570C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ АБРАЗИВНОГО СРЕДСТВА, В ЧАСТНОСТИ ТАРЕЛЬЧАТОГО ШЛИФОВАЛЬНОГО КРУГА ИЛИ ОПОРНОЙ ТАРЕЛКИ | 2018 |
|
RU2766623C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2008 |
|
RU2480313C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА | 2012 |
|
RU2603026C2 |
| ПЕРЕНОСНАЯ ТЕХНОЛОГИЧЕСКАЯ МАШИНА С ЗАЖИМНЫМ УСТРОЙСТВОМ ДЛЯ ЗАКРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА | 2011 |
|
RU2596541C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЭЛЕКТРОМОНТАЖНОГО КОРОБА, ЭЛЕКТРОМОНТАЖНЫЙ УЗЕЛ, СОДЕРЖАЩИЙ ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО И ТАКОЕ ПРИСПОСОБЛЕНИЕ, И ЭЛЕКТРОМОНТАЖНЫЙ УЗЕЛ, СОДЕРЖАЩИЙ ЭЛЕКТРОМОНТАЖНЫЙ КОРОБ И ТАКОЕ ПРИСПОСОБЛЕНИЕ | 2009 |
|
RU2492563C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА | 2011 |
|
RU2595791C2 |
| ИНСТРУМЕНТАЛЬНАЯ МАШИНА, ИМЕЮЩАЯ УСТРОЙСТВО ДЛЯ ПОСАДКИ ИНСТРУМЕНТА | 2014 |
|
RU2682263C2 |
| ПЕРЕНОСНАЯ ТЕХНОЛОГИЧЕСКАЯ МАШИНА И СИСТЕМА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2011 |
|
RU2590427C2 |


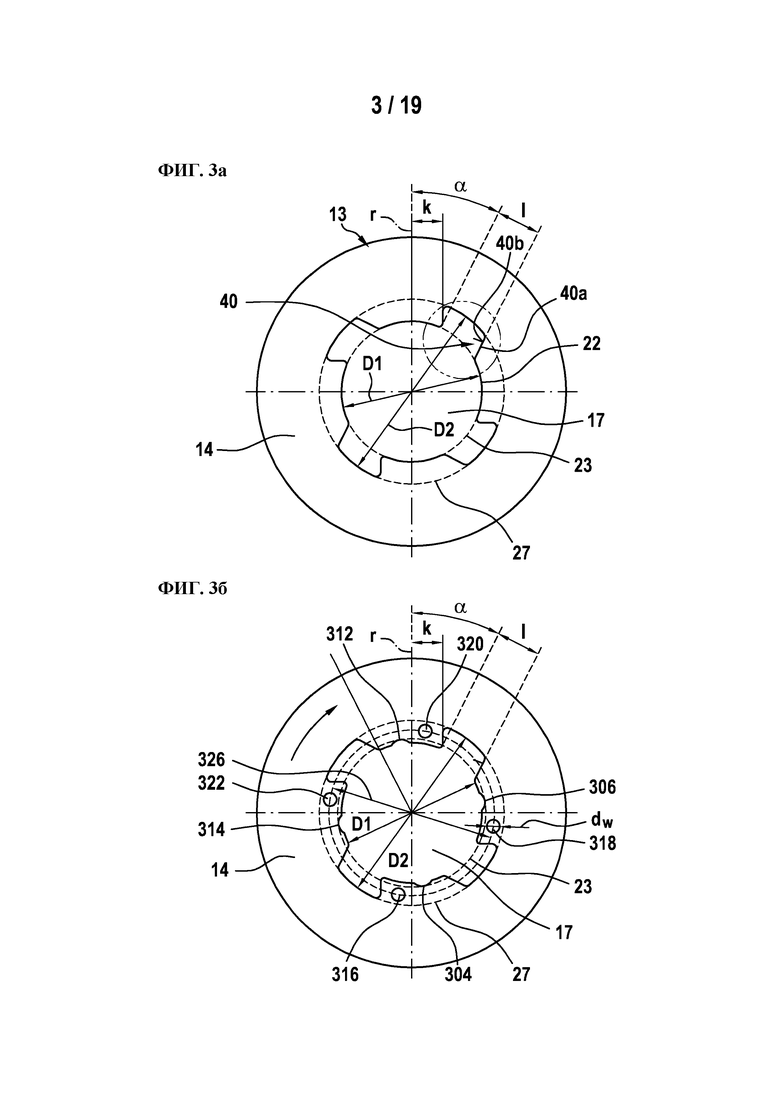
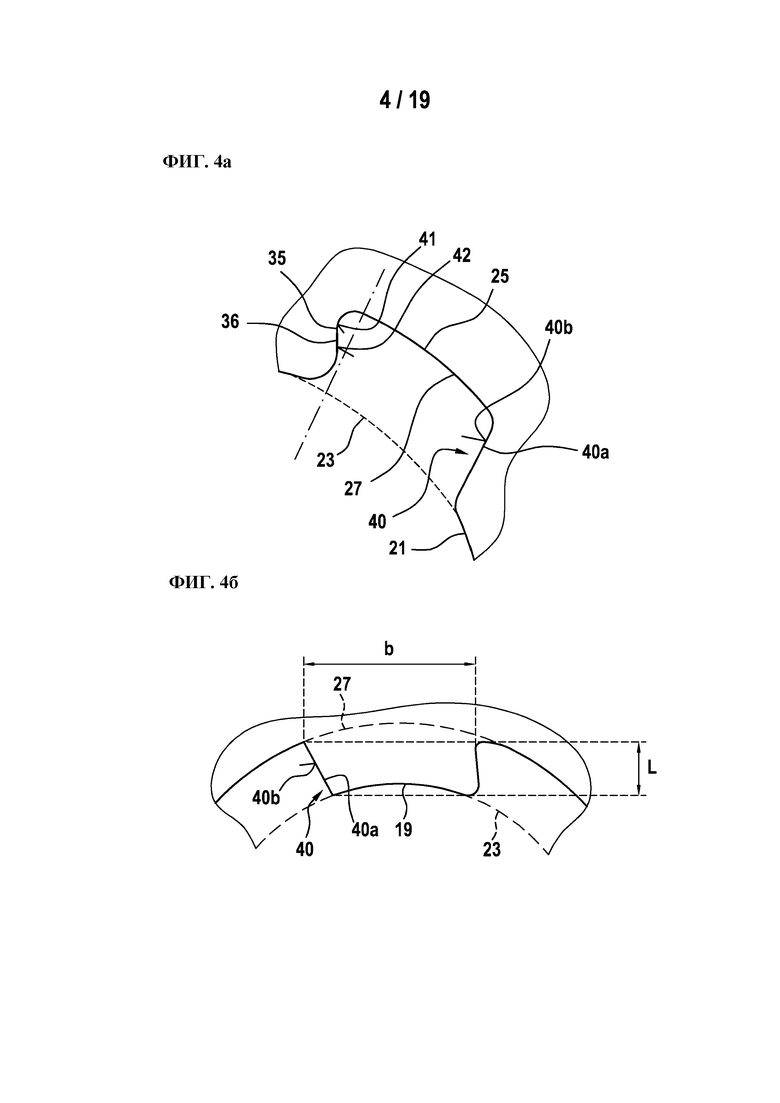
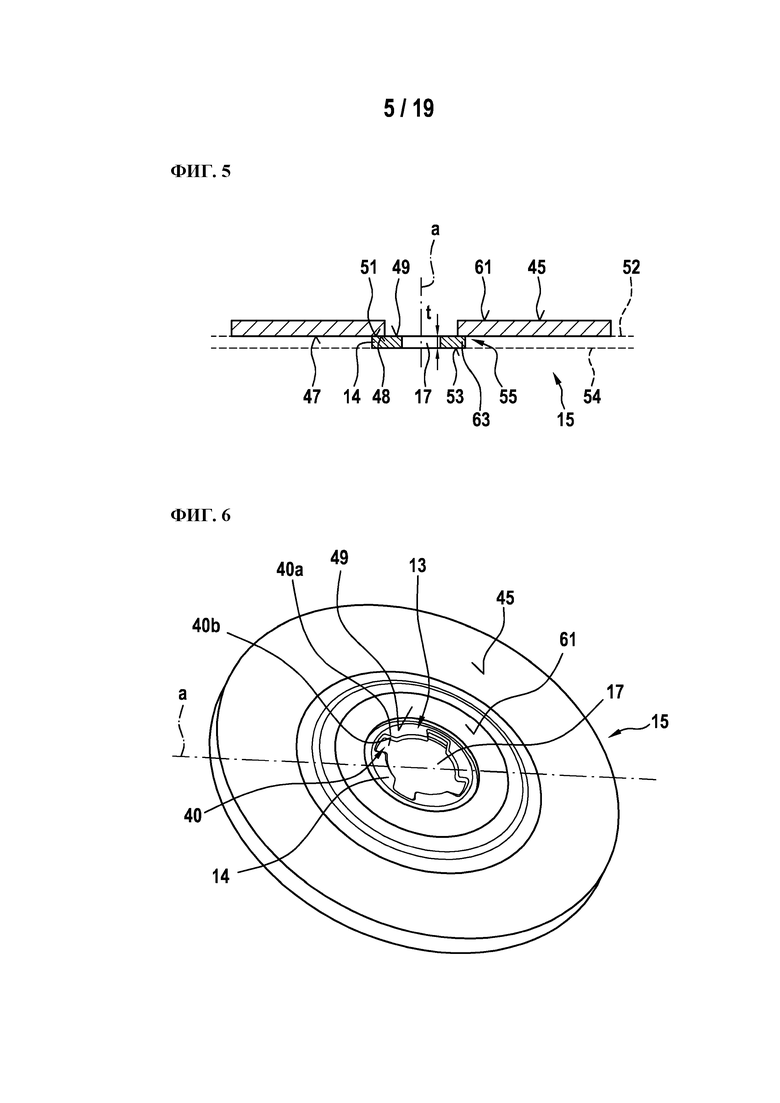


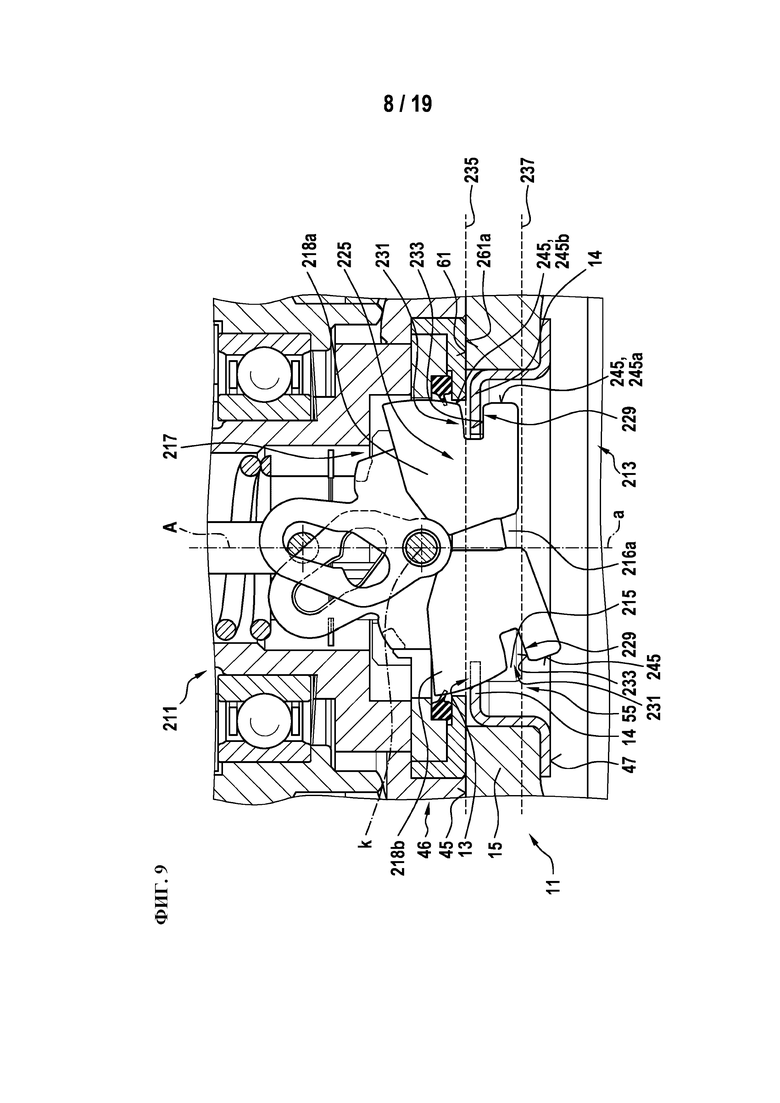

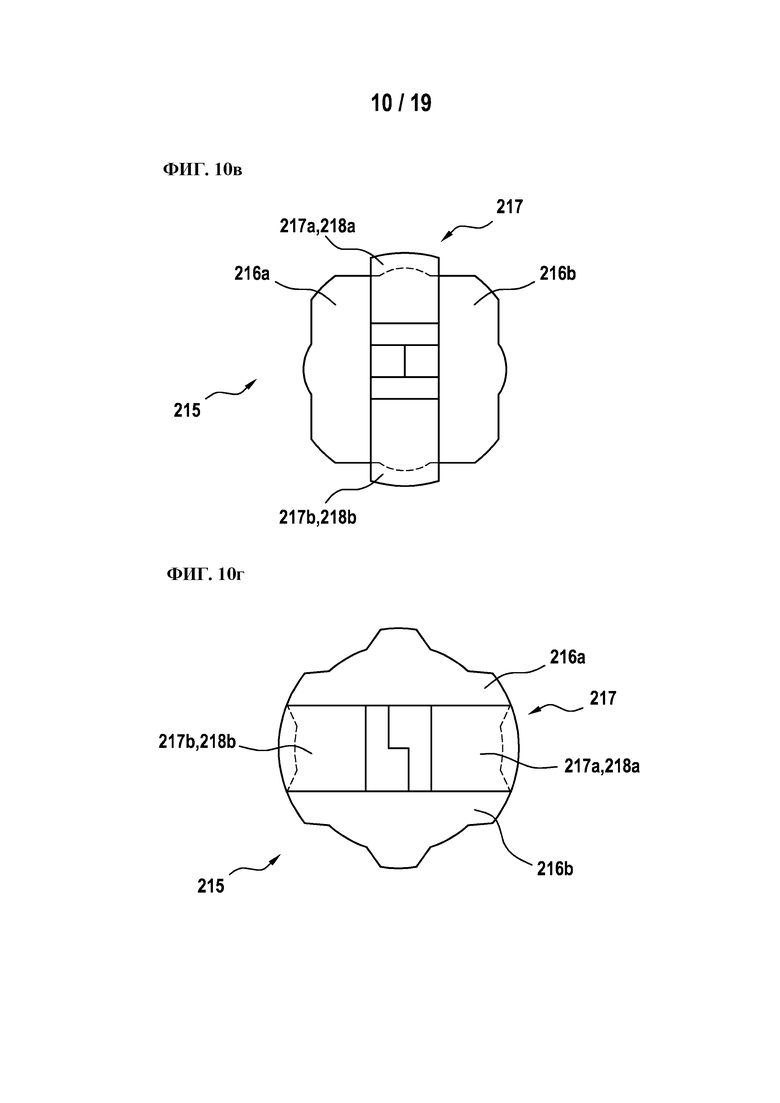


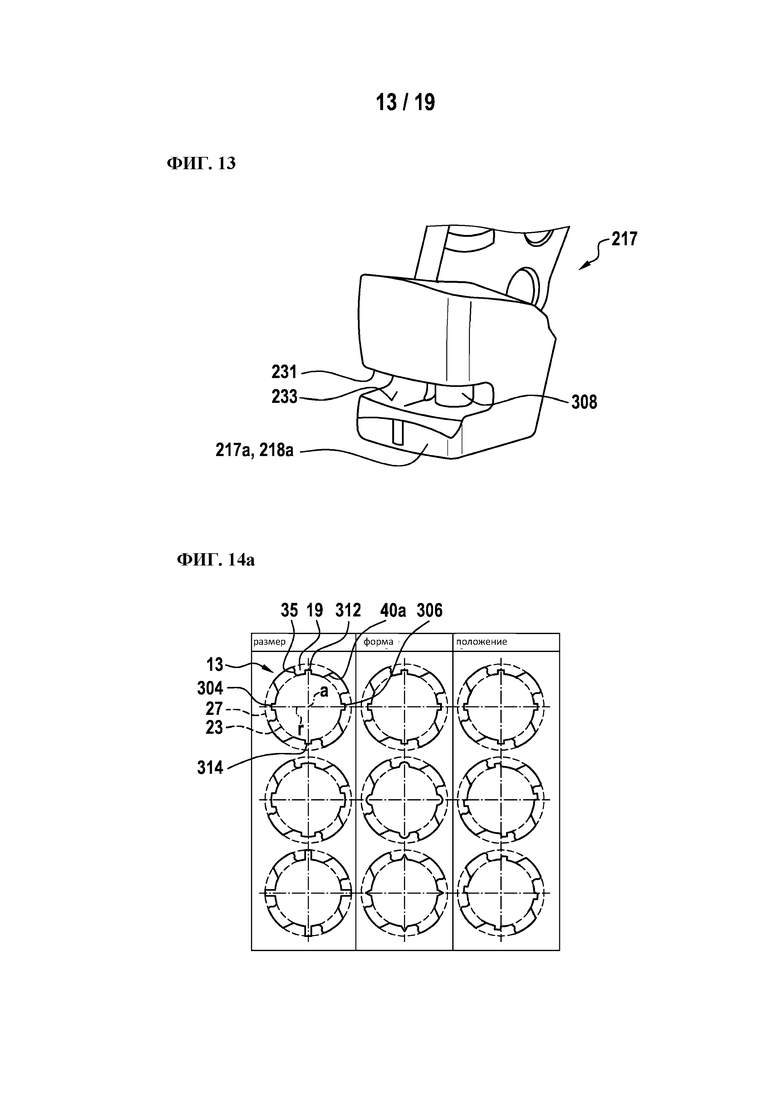

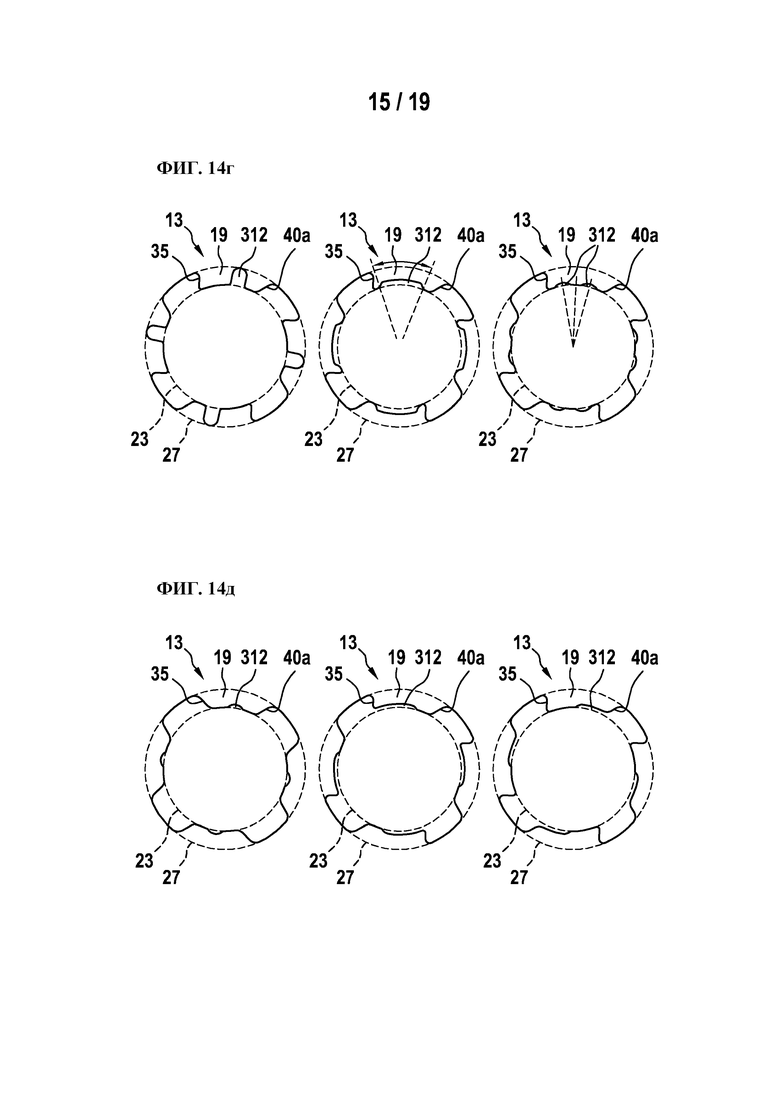




Группа изобретений относится к рабочему инструменту для обработки заготовки, предназначенному для установки на ручной машине. Рабочий инструмент содержит присоединительное приспособление, выполненное с возможностью разъемного соединения с выходным валом ручной машины, прикрепляемое к держателю таким образом, что ось выходного вала и ось вращения рабочего инструмента по существу совпадают, и имеющее выемку. Присоединительное приспособление имеет по меньшей мере одну зажимную лапку, по меньшей мере частично ограничивающую выемку в радиальном направлении, проходящем от оси вращения инструмента. Зажимная лапка в по существу радиальном по отношению к оси вращения инструмента направлении ограничена первой граничной кромкой, находящейся на первой граничной окружности, проходящей вокруг оси вращения инструмента. Зажимная лапка проходит по меньшей мере по существу вдоль плоскости, ортогональной к оси вращения инструмента. Зажимная лапка выполнена в виде упругой лапки и предусмотрена для соединения рабочего инструмента с держателем таким образом, чтобы рабочий инструмент по меньшей мере частично воспринимал нагрузки, действующие в осевом направлении, совпадающем с осью вращения инструмента, за счет упругой деформации или упругого изгибания. Обеспечивается быстрая смена рабочего инструмента. 3 н. и 12 з.п. ф-лы, 18 ил.
1. Рабочий инструмент, прежде всего для обработки заготовки, предназначенный для установки на ручной машине (211), выполненной с возможностью приведения в действие этого рабочего инструмента (11) путем вращения вокруг оси (А) выходного вала, являющегося частью держателя (213), содержащий по меньшей мере одно присоединительное приспособление (13), выполненное с возможностью разъемного соединения с выходным валом ручной машины (211), прикрепляемое к держателю (213) таким образом, что ось (А) выходного вала и ось (а) вращения рабочего инструмента (11) по существу совпадают, и имеющее выемку (17), отличающийся тем, что: присоединительное приспособление (13) имеет по меньшей мере одну зажимную лапку (19), по меньшей мере частично ограничивающую выемку (17) в радиальном направлении, проходящем от оси (а) вращения инструмента, зажимная лапка (19) в по существу радиальном по отношению к оси (а) вращения инструмента направлении ограничена первой граничной кромкой (21), находящейся на первой, в частности минимальной, граничной окружности (23), проходящей вокруг оси (а) вращения инструмента, зажимная лапка (19) проходит по меньшей мере по существу вдоль плоскости, ортогональной к оси (а) вращения инструмента, зажимная лапка (19) выполнена в виде упругой лапки и предусмотрена для соединения рабочего инструмента (11) с держателем (213) таким образом, чтобы рабочий инструмент (11) по меньшей мере частично воспринимал нагрузки, действующие в осевом направлении, совпадающем с осью (а) вращения инструмента, за счет упругой деформации или упругого изгибания.
2. Рабочий инструмент по п. 1, отличающийся тем, что зажимная лапка (19) является асимметричной относительно любой плоскости симметрии, заданной радиальным и осевым направлениями, определяемыми осью (а) вращения инструмента, в частности не обладает зеркальной симметрией.
3. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что у первой граничной окружности (23) имеется лежащая на ней по меньшей мере одна фиктивная спроецированная кромка (22), находящаяся между двумя соседними первыми граничными кромками (21) и проходящая в окружном направлении вокруг оси (а) вращения инструмента концентрично с граничной окружностью (23), при этом протяженность в окружном направлении по меньшей мере одной, в частности каждой, спроецированной кромки (22) меньше протяженности соседней с ней первой граничной кромки (21).
4. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере одна зажимная лапка (19) имеет область (40) восприятия крутящего момента, в частности приводную кромку (40а) и/или приводную поверхность (40b), предназначенную для восприятия крутящего момента в окружном направлении вокруг оси (а) вращения инструмента, при этом область (40) восприятия крутящего момента образована по меньшей мере на отдельных участках за счет осевой и/или радиальной протяженности зажимной лапки (19).
5. Рабочий инструмент по п. 4, отличающийся тем, что область (40) восприятия крутящего момента, в частности приводная кромка (40а) и/или приводная поверхность (40b), наклонена на некоторый угол против направления вращения держателя (213) во время работы ручной машины (211), и/или область (40) восприятия крутящего момента, в частности приводная кромка (40а) и/или приводная поверхность (40b), наклонена в окружном направлении вокруг оси (а) вращения инструмента относительно плоскости, заданной осевым и радиальным по отношению к оси (а) вращения инструмента направлениями, в частности наклонена на угол до 50°, предпочтительно до 40°, еще более предпочтительно до 30°, а особенно предпочтительно - до 25°.
6. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что зажимная лапка (19) по существу в радиальном по отношению к оси (а) вращения инструмента направлении ограничена второй граничной кромкой (25), находящейся на второй, в частности максимальной, граничной окружности (27), описанной вокруг оси (а) вращения инструмента.
7. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что присоединительное приспособление (13) имеет по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент (304, 306, 312, 314), предусмотренный для взаимодействия с имеющимся на держателе (213) по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом (300, 302, 308, 310) при нахождении рабочего инструмента (11) в установленном на держателе (213) состоянии.
8. Рабочий инструмент по п. 7, отличающийся тем, что по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент (304, 306, 312, 314) расположен на по меньшей мере одной зажимной лапке (19) присоединительного приспособления (13) и/или выполнен в виде выемки, полностью проходящей через максимальную толщину материала зажимной лапки (19).
9. Рабочий инструмент по п. 7 или 8, отличающийся тем, что по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент (304, 306, 312, 314) имеет вдоль радиальной оси (r) максимальную протяженность, самое большее соответствующую максимальному расстоянию между первой граничной окружностью (23) и второй граничной окружностью (27) присоединительного приспособления (13), или расположенный на зажимной лапке (19) монтажный кодирующий элемент (304, 306, 312, 314) имеет максимальную радиальную протяженность, меньшую максимального радиального расстояния между первой граничной окружностью (23) и второй граничной окружностью (27).
10. Рабочий инструмент по одному из пп. 7-9, отличающийся тем, что по меньшей мере один принадлежащий рабочему инструменту монтажный кодирующий элемент (304, 306, 312, 314) расположен на по меньшей мере одной зажимной лапке (19) присоединительного приспособления (13) в угловом диапазоне между приводной кромкой (40а) и кодирующей кромкой (35) присоединительного приспособления (13).
11. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что присоединительное приспособление (13) образовано несущим фланцем (14), в частности дискообразным или коленчато изогнутым, причем присоединительное приспособление (13) имеет выемку (17), изготовленную листовой штамповкой.
12. Рабочий инструмент по одному из предыдущих пунктов, отличающийся тем, что выемка (17) выполнена в виде сквозного проема в материале, проходящего через всю толщину материала рабочего инструмента (11) и предусмотренного для полного охватывания выходного вала, в частности держателя (213), предпочтительно поводка (215) и зажимного механизма (217) ручной машины (211).
13. Рабочий инструмент по одному из пп. 6-12, отличающийся тем, что соотношение между диаметром (D1) первой граничной окружности (23) и диаметром (D2) второй граничной окружности (27) находится в диапазоне от 50 до 95%, в частности от 60 до 90%, предпочтительно от 65 до 85%, а особенно предпочтительно - от 70 до 80%.
14. Применение рабочего инструмента по одному из пп. 1-13 в качестве рабочего инструмента для ручной машины (211), прежде всего угловой шлифовальной машины, обеспечивающей приведение рабочего инструмента (11) во вращение со скоростью свыше 10000 об/мин или свыше 20000 об/мин.
15. Обрабатывающая система, включающая рабочий инструмент по одному из пп. 1-13 и по меньшей мере одну ручную машину (211), содержащую по меньшей мере один держатель (213), причем рабочий инструмент (11) имеет по меньшей мере один монтажный кодирующий элемент (304, 306, 312, 314), предусмотренный для взаимодействия с имеющимся на держателе (213) по меньшей мере одним обеспечивающим правильный монтаж кодирующим элементом (300, 302, 308, 310) при нахождении рабочего инструмента (11) в установленном на держателе (213) состоянии.
| Стенд для обработки баллеров | 1980 |
|
SU904896A1 |
| ПНЕВМАТИЧЕСКИЙ МОЛОТОК С АМОРТИЗАЦИОННЫМ УСТРОЙСТВОМ | 2006 |
|
RU2336991C2 |
| WO 2013113523 A1, 08.08.2013 | |||
| US 20050085174 A1, 21.04.2005 | |||
| Шпиндельный узел | 1980 |
|
SU908580A1 |

