Изобретение относится к технологии изготовления герметизированных кабелей силовых на переменное напряжение 0,66-35 кВ частотой 50 Гц, которые предназначены для передачи и распределения электрической энергии в стационарных электротехнических установках, находящихся во взрывоопасных зонах.
Известен способ изготовления электрического кабеля, заключающийся в скрутке изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнением центрального межжильного пространства полимерным заполнителем, нанесения слоев, по крайней мере, внутренней и наружной оболочек снаружи токопроводящих жил (RU 2795264 C1, опуб, 02.05.2023).
В известном способе описана технология герметизации воздушных промежутков в кабельных изделиях с пластмассовой и резиновой изоляцией с целью увеличения продольной герметичности кабеля для ограничения распространения горючих веществ по кабелю.
При скрутке кабеля изолированные жилы сжимают и вдавливают кордель, в центральные промежутки между изолированными жилами, затем осуществляют вулканизацию или частичную подвулканизацию корделя путем выдерживания скрученной заготовки в среде горячего воздуха или пара при давлении 6 бар или добавлением стальной оцинкованной проволоки диаметром не менее 0,3 мм с последующим ее нагревом при подаче электрического тока.
Недостатком известного способа является ограничение в приеме больших длин корделя из невулканизированной силиконовой резины в контейнер или на тарелку, а как следствие - невозможность изготовления заказов кабеля одной длиной. Так как резина не вулканизирована, то под собственным весом в контейнере произойдет деформация жгута, с последующим межвитковым залипанием особенно на нижних витках. Применение талька в сырой резине не обеспечит защиту от слипания, так как тальк в местах деформации впитается в резину. А если использовать тарелку, то, например, чтобы изготовить 1 км жгута диаметром 10 мм потребуется тарелка диаметром более 3,5 метров, что не является технологичным так как потом данную тарелку надо размещать на линии скрутки и обслуживать ее в процессе скрутки, поправляя залипшие витки, что является нарушением охраны труда.
Недостатком также является невозможность контроля натяжения корделя из сырой резины при скрутке кабеля, по причине отсутствия несущего элемента в центре, что приведет к возможным обрывам, растяжениям корделя, изменением геометрических размеров и как следствие нарушение герметизации кабеля.
Недостатком также является невозможность заполнения всех воздушных промежутков кабеля по причине того, что силиконовая резина корделя подается на скрутку в холодном состоянии, а не в расплаве, а давление жил при скрутке может не обеспечить заполнение всех полостей, особенно если в конструкции кабеля поверх изолированных жил наложены проволоки экрана.
Недостатком также является необходимость обеспечения высокой температуры в процессе вулканизации корделя в среде горячего воздуха или пара при 6 бар. Вулканизация силикона, как правило, проходит при температуре более 200°С. Пар при 6 бар имеет температуру более 160°С. При воздействии такой температуры на пластмассовую изоляцию произойдет ее деформация. А также после воздействия пара в кабеле останется большое количество влаги, которую необходимо удалять посредством дополнительной операции сушки. Также недостатком является вулканизация корделя путем электрического нагрева стальной проволоки по причине необходимости разогрева силиконового корделя до 200°С. При воздействии такой температуры на пластмассовую изоляцию произойдет ее деформация. А также отсутствует возможность контроля температуры внутри кабеля и как следствие процесса вулканизации.
Известен способ изготовления электрического кабеля, заключающийся в скрутке изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнении центрального межжильного пространства полимерным заполнителем, нанесения слоев, по крайней мере, внутренней и наружной оболочек снаружи токопроводящих жил (RU205101 U1, 28.06.2021).
Недостатком известного технического решения является применение неуплотненных токопроводящих жил и герметизация синтетическими нитями. При изготовлении токопроводящих жил больших сечений, состоящих из 19 и более проволок количество нитей в жиле должно быть увеличено пропорционально количеству проволок, соответственно воздушных полостей образованными между нитями также будет увеличено, что приведет к недостаточной герметичности жил. Синтетические нити являются диэлектриком, соответственно, для обеспечения требований ГОСТ 22483 по электрическому сопротивлению габариты таких жил и расход меди будут увеличенными.
Недостатком также является герметизация центрального межжильного пространства за счет использования жгутов из невулканизируемой резины с ограничением в приеме больших длин жгутов в контейнер или на барабан, что приводит к невозможности изготовления заказов кабеля одной длиной. Так как резина не вулканизирована, то под собственным весом в контейнере или на барабане произойдет деформация жгута с последующим межвитковым залипанием, особенно на нижних витках.
Недостатком также является герметизация бронепокрытия в виде ленты из нетканого полотна, наложенной между слоями лент брони, что не позволяет накладывать одновременно ленты брони и нетканное полотно на бронеголовке, так как бронеголовка позволяет установить только два кружка ленты. Соответственно, данную технологическую операцию необходимо выполнить при использовании как минимум двух бронеголовок или за два прохода. Согласно ГОСТ 31996 - 2012 броня из двух стальных лент должна быть наложена так, чтобы верхняя лента перекрывала зазоры между витками нижней ленты. При этом зазор между витками каждой ленты не должен превышать 50% ширины ленты. То есть выполнить данное требование, используя раздельную технологию наложения стальных лент будет затруднительно, так как шаг обмотки верхней и нижней ленты будет отличаться. А также ГОСТ 31996 - 2012 не допускает наложение нетканого полотна между слоями лент брони.
Наиболее близким к заявляемому решению является способ изготовления электрического кабеля, заключающийся в скрутке изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнении центрального межжильного пространства полимерным заполнителем, нанесения слоев, по крайней мере, внутренней и наружной оболочек снаружи токопроводящих жил (см. RU 2759825 С1, 18.11.2021).
Недостатком аналога является применение неуплотненных токопроводящих жил, а также герметика на основе бутилкаучука и полибутен, который является диэлектриком. Для обеспечения требований ГОСТ 22483 по электрическому сопротивлению габариты таких жил и расход меди будут увеличенными.
Недостатком является также отсутствие герметизации бронепокрова. При наложении лент брони образуется спиральный канал под лентами и поверх лент толщиной от 0,3 до 0,5 мм. Взрывоопасные газы пройдут по данным спиральным каналам вдоль кабеля, поэтому такой кабель не будет соответствовать требованиям, определенным в нормативных документах на кабели силовые по продольной герметичности, которые являются обязательными для кабелей, используемых во взрывоопасных зонах.
Недостатком является также использование в качестве центрального элемента сложного по форме профильного секционного элемента. Технология изготовления центрального профильного секционного элемента достаточно сложная и требует изготовления технологического инструмента для всего маркоразмерного ряда и только под фактический диаметр изолированной жилы. А это значит, что пока не будет изготовлена изолированная жила, профиль сердечника определен не будет. Это приведет к значительному увеличению сроков производства таких кабелей и увеличению затрат на производство.
Кроме того, у известного центрального элемента недостаточно плотное прилегание к изолированным жилам в силу возможной усадки полимера и отсутствия адгезии между центральным элементом и изолированными жилами, поэтому кабель не является достаточно герметичным во взрывоопасных средах.
Недостатком является также выполнение медного экрана кабеля из комбинации проводника внутри профильного секционного элемента и обмоток в виде лент из медной фольги. Данная конструкция экрана в кабелях 6 - 35 кВ с изоляцией из сшитого полиэтилена или этиленпропиленовой резины не допускается национальными стандартами на эти кабели ГОСТ 55025-2012 и ГОСТ 34834-2022. В ГОСТ указано обязательное требование применять проволочные экраны по изолированным жилам.
Технической проблемой является создание взрывобезопасного силового кабеля, изготавливаемого при помощи доступных средств и материалов, не требующих применения специальных камер с поддержанием в них заданных параметров среды.
Техническим результатом является расширение областей применения кабеля за счет повышенного качества его безопасности и надежности.
Техническая проблема решается, и технический результат достигается тем, что электрический кабель изготавливают путем скрутки изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнением центрального межжильного пространства полимерным заполнителем, нанесения слоев, по крайней мере, внутренней и наружной оболочек снаружи изолированных или экранированных изолированных токопроводящих жил, при этом, согласно изобретению, в качестве центрального элемента используют синтетическую нить или полимерный жгут, используют герметизированную в продольном направлении токопроводящую жилу, при этом устраняют пустоты центрального межжильного пространства в изготавливаемом кабеле при помощи его уплотнения за счет наружной бездеформационной калибровки в процессе протяжки изолированных токопроводящих жил вместе с центральным элементом через формующий калибр с одновременной их скруткой вокруг центрального элемента, и перед калибровкой центральный элемент и каждую токопроводящую жилу раздельно направляют на распределительную розетку, а на центральный элемент, перед подачей его на распределительную розетку, наносят расплав термопластичного полимера с последующим его охлаждением перед намоткой изготовленного кабеля на вращающееся приемное устройство.
Технический результат достигается также тем, что могут использовать многопроволочную токопроводящую жилу, которую герметизируют в продольном направлении путем устранения пустот в процессе уплотнения скручиваемой жилы за счет ее обжима роликами с внешней профилированной поверхностью с одновременным заполнением пустот электропроводящим полимером. При этом могут использовать экранированную изолированную токопроводящую жилу.
Технический результат достигается также тем, что слой внутренней оболочки из полимерного материала могут создавать снаружи скрученных жил методом экструзии с обжатием.
При этом, перед скруткой жил или наложением материала внутренней оболочки, на поверхность токопроводящих жил могут наносить слои электропроводящей композиции, изоляции и металлического проволочного экрана.
Технический результат достигается также тем, что на наружную поверхность внутренней оболочки могут наносить методом экструзии полимерный слой подушки, на которую накладывают слой брони, при этом обеспечивают герметизацию зазора с внутренней стороны брони.
При этом броню могут выполнять в виде спиральной обмотки внутренней и наружной металлическими лентами, наложенными с зазором таким образом, чтобы наружная лента перекрывала зазор между витками внутренней ленты, а герметизацию зазора с внутренней стороны брони осуществлять путем нанесения поверх полимерной подушки кабеля дополнительного слоя лент из нетканого полотна и вдавливания стальной ленты в слой нетканого полотна.
Либо броню могут выполнять в виде проволок, спирально наложенных поверх полимерной подушки кабеля, а герметизацию осуществляют путем нанесения слоя термопластичного полимера методом экструзии на подушку одновременно с наложением на нее проволок брони.
Либо броню могут выполнять из спирально гофрированной металлической трубки, а герметизацию осуществляют путем нанесения методом экструзии на подушку слоя из расплава полимера или эластичного клея в виде, по крайней мере, одной полосы, расположенной вдоль кабеля и имеющей радиальный размер, не меньший глубины внутреннего спирального канала трубки.
Технический результат достигается также тем, что наружную оболочку кабеля могут создавать из полимерного материала, нанесенного методом экструзии.
Технический результат достигается также тем, что при использовании в качестве брони спирально намотанных металлических лент, между наружным слоем брони и наружной оболочкой могут размещать слой нетканого полотна, а герметизацию зазора снаружи слоя брони осуществлять путем обжатия материала наружной оболочки и слоя нетканого полотна на наружную поверхность брони.
При использовании проволочной брони материалом наружной оболочки могут заполнять межпроволочные промежутки проволочной брони, а герметизацию зазора снаружи проволочной брони осуществляют путем обжатия материала наружной оболочки.
При использовании в качестве брони спирально гофрированной трубки, герметизацию зазора снаружи брони осуществлять путем обжима материала наружной оболочки.
Изобретение поясняется при помощи чертежей.
На фиг. 1 представлена схема заявленной технологии изготовления кабеля;
На фиг. 2 показано поперечное сечение трехжильного силового кабеля с круглыми уплотненными жилами на номинальное напряжение 6-35 кВ;
на фиг. 3 - то же, трехжильный силовой бронированный кабель с круглыми уплотненными жилами на номинальное напряжение 6-35 кВ;
на фиг. 4 - то же, многожильный силовой кабель с круглыми уплотненными жилами на номинальное напряжение 0,66-3 кВ;
на фиг. 5 - то же, многожильный силовой бронированный кабель с круглыми уплотненными жилами на номинальное напряжение 0,66-3 кВ;
на фиг. 6 - то же, трехжильный силовой кабель с секторными уплотненными жилами на номинальное напряжение 6-20 кВ;
на фиг. 7 - то же, трехжильный силовой бронированный кабель с секторными уплотненными жилами на номинальное напряжение 6 - 20 кВ;
на фиг. 8 - то же, многожильный силовой кабель с секторными уплотненными жилами на номинальное напряжение 1 кВ;
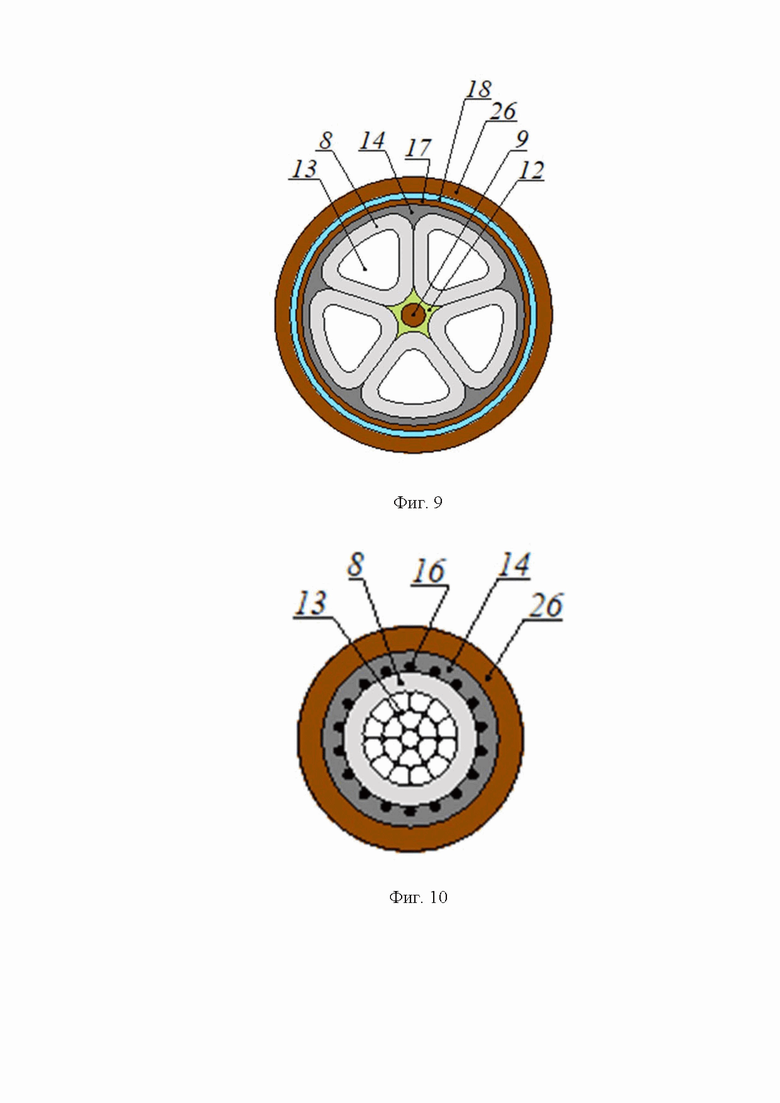
на фиг. 9 - то же, многожильный силовой бронированный кабель с секторными уплотненными жилами на номинальное напряжение 1-3 кВ;
на фиг. 10 - то же, одножильный силовой кабель с круглой уплотненной жилой на номинальное напряжение 6-35 кВ;
на фиг. 11 - то же, одножильный силовой бронированный кабель с круглой уплотненной жилой на номинальное напряжение 6-35 кВ;
на фиг. 12 - то же, одножильный силовой кабель с круглой уплотненной жилой на номинальное напряжение 0,66-1 кВ;
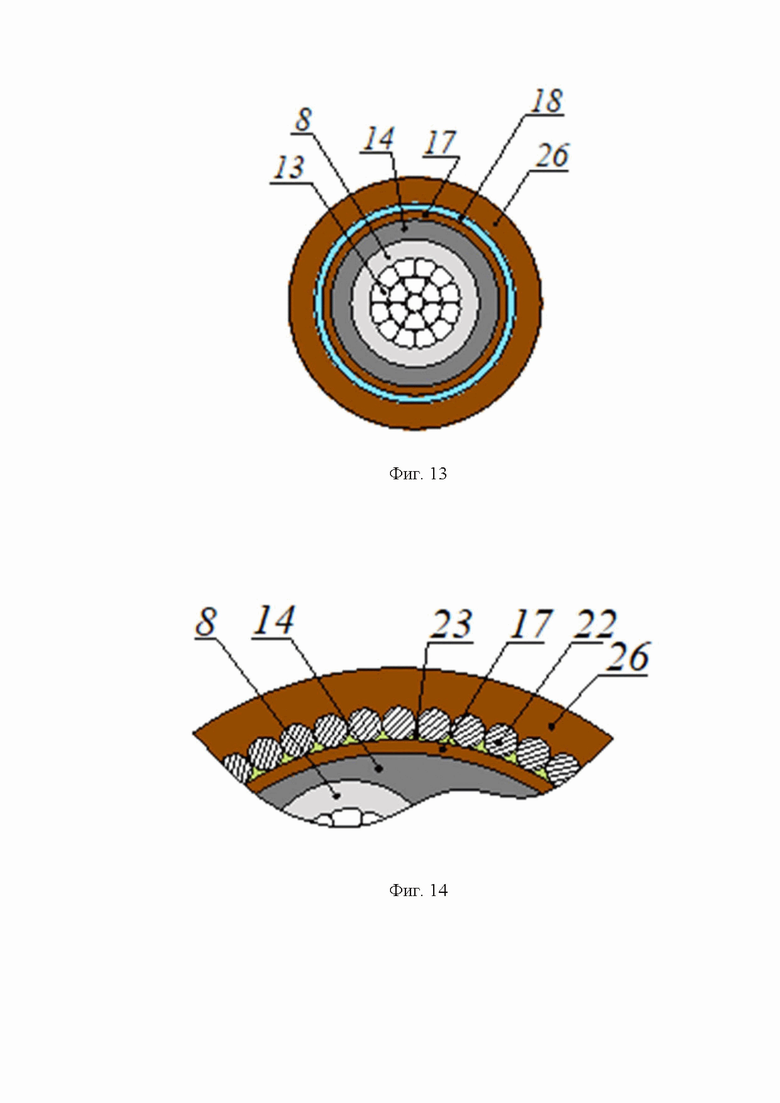
на фиг. 13 - то же, одножильный силовой бронированный кабель с круглой уплотненной жилой на номинальное напряжение 1-3 кВ;
на фиг. 14 показана часть поперечного сечения кабеля с проволочной броней;
на фиг 15 показана часть поперечного разреза кабеля с броней в виде спиральной трубки;
на фиг. 16 - разрез А-А на фиг. 15;
на фиг. 17 показана часть поперечного сечения кабеля с броней в виде спирально намотанных лент;
на фиг. 18 - разрез Б-Б на фиг. 17.
Описываемый способ реализуется технологии, схема которой показана на фиг. 1, на которой показаны следующие узлы и элементы:
1 - вращающееся приемное устройство;
2 - вращающееся тяговое устройство;
3 - скрученный сердечник кабеля;
4 - формующий калибр;
5 - распределительная розетка;
6 - участок центрального элемента 9 с нанесенным на него расплавом полимера;
7 - экструдер для нанесения термопластичного полимера;
8 - изолированные токопроводящие жилы кабеля;
9 - центральный элемент в виде полимерного жгута или синтетической нити;
10 - отдающее устройство для барабанов центральным элементом 9;
11 - отдающее устройство для изолированных жил 8 кабеля.
Заявленный способ реализуется по схеме фиг. 1 следующим образом. На центральный элемент 9 наносят наполнитель 12 в виде расплава термопластичного полимера посредством экструдера 7 во время скрутки, тем самым совмещая два технологических процесса: скрутки и центрального заполнения. Такая технология не накладывает ограничений по длине кабеля. После нанесения на центральный элемент 9 расплава полимера, на его поверхность укладывают пропущенные через распределительную розетку 5 изолированные токопроводящие жилы 8 с проводниками 13, например, проволочными. В совокупности с давлением жил 8 на расплав в формующем калибре 4 и текучестью расплава полимера, заявленный способ обеспечивает заполнение всех воздушных полостей межжильного пространства.
Дополнительная вулканизация наполнителя не требуется, так как термопластичный полимерный материал при охлаждении приобретает необходимую механическую прочность. То есть не требуются термо- и барокамеры и иное дополнительное оборудование для обеспечения заданных свойств материала кабеля.
Вращающееся тяговое устройство 2 обеспечивает совместное продольное протягивание и скрутку изолированных токопроводящих жил 8 вокруг центрального элемента 9. Осуществляют таким образом процесс наружной бездеформационной калибровки центральной части производимого кабеля, устраняя пустоты центрального межжильного пространства в изготавливаемом кабеле за счет его уплотнения. Скрутка жил 8 обеспечивается за счет их протягивания через формующий калибр 4.
При использовании многопроволочной изолированной токопроводящей жилы 8, ее при изготовлении герметизируют в продольном направлении путем устранения пустот в процессе уплотнения за счет скрутки металлических проволок и ее обжима уплотняющими роликами с внешней профилированной поверхностью с одновременным заполнением пустот электропроводящим полимером, позволяющим заполнить все пустоты и при этом снизить удельное объемное сопротивление жилы 8. При этом могут использовать уже изолированную и экранированную проволочными проводниками 16 жилу 8.
Таким образом, процесс скрутки с протягиванием композиции из герметизированных предварительно в процессе их изготовления жил 8 и центрального элемента 9, находящихся в расплаве наполнителя, заполняющего все пустоты во внутреннем пространстве, обеспечивает герметизацию указанной скрученной композиции в продольном направлении.
Внутреннюю оболочку 14 из полимерного материала могут создавать снаружи полученного сердечника из скрученных жил 8 и центрального элемента 9 с наполнителем 12. Оболочку создают, например, методом экструзии с обжатием.
Перед скруткой жил или наложением материала внутренней оболочки 14, на поверхность токопроводящих жил 13 могут наносить слои электропроводящей композиции, изоляции и металлического проволочного экрана 16.
Перед нанесением материала внутренней оболочки 14, на поверхность скрученных изолированных жил могут наносить слои электропроводящей композиции 15 и металлического проволочного экрана 16.
Все перечисленные слои наносятся с обеспечением условия герметизации каждого слоя в продольном направлении кабеля.
При необходимости изготовления бронированного кабеля, на наружную поверхность внутренней оболочки 14 наносят методом экструзии полимерный слой подушки 17, на которую накладывают слой брони 18, при этом обеспечивают герметизацию зазора с внутренней стороны брони.
В качестве брони могут применять спиральную обмотку внутренней 19 и наружной 20 металлическими лентами, наложенными с зазором таким образом, чтобы наружная лента 20 перекрывала зазор между витками внутренней ленты 19. При таком выполнении брони герметизацию зазора с внутренней стороны брони осуществляют путем нанесения поверх полимерной подушки 17 кабеля дополнительного слоя 21 в виде лент из нетканого полотна и вдавливания стальной ленты, по крайней мере, 19 в слой нетканого полотна 21.
При выполнении брони в виде проволок 22, спирально наложенных поверх полимерной подушки 17, герметизацию кабеля осуществляют путем нанесения на подушку 17 методом экструзии слоя 23 из термопластичного полимера одновременно с наложением на подушку 17 проволок 22 брони.
При выполнении брони из спирально гофрированной металлической трубки 24 герметизацию кабеля осуществляют путем нанесения методом экструзии на подушку 17 слоя 25 из расплава полимера или эластичного клея в виде, по крайней мере, одной полосы (см. фиг. 15), расположенной вдоль кабеля и имеющей радиальный размер, не меньший глубины внутреннего спирального канала трубки 24. Броню могут выполнять также из металлической трубки с кольцевыми гофрами (на чертежах не показана). В этом случае герметизация кабеля осуществляется одним из перечисленных выше способов.
Наружную оболочку 26 кабеля могут создавать из полимерного материала, нанесенного методом экструзии.
Тогда, при использовании в качестве брони спирально намотанных металлических лент 19 и 20, между наружным слоем брони и наружной оболочкой 26 могут размещать слой нетканого полотна 21, а герметизацию зазора снаружи слоя брони осуществлять путем обжатия материала наружной оболочки 26 и слоя нетканого полотна 21 на наружную поверхность брони.
При использовании проволочной брони материалом наружной оболочки 26 могут заполнять промежутки между проволоками 22, а герметизацию зазора снаружи проволочной брони осуществляют путем обжатия материала наружной оболочки 26.
При использовании в качестве брони спирально гофрированной металлической трубки 24, материалом наружной оболочки 26 могут заполнять спиральный канал снаружи спиральной трубки 24, а герметизацию зазора снаружи брони осуществлять путем обжима материала наружной оболочки 26.
Таким образом, при изготовлении электрического кабеля в соответствии с заявленным способом достигается повышенная степень герметизации кабеля в продольном направлении за счет устранения пустот, как при формировании самого кабеля, так и в процессе изготовления используемых в нем токопроводящих жил. При этом процесс герметизации осуществляется при создании каждого слоя кабеля, что обеспечивает расширение областей его использования в качестве надежного и взрывобезопасного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ КАБЕЛЯ | 2024 |
|
RU2826832C1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| ГЕРМЕТИЧНЫЙ ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ ПАРНОЙ СКРУТКИ | 2017 |
|
RU2653691C1 |
| ВЫСОКОЧАСТОТНЫЙ СИММЕТРИЧНЫЙ ОГНЕСТОЙКИЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ | 2014 |
|
RU2573572C2 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| Способ герметизации кабеля (варианты) и герметичный кабель | 2023 |
|
RU2795264C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |







Изобретение относится к технологии изготовления герметизированных кабелей силовых. Электрический кабель изготавливают путем скрутки изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнением центрального межжильного пространства полимерным заполнителем, а также нанесения слоев, по крайней мере, внутренней и наружной оболочек снаружи изолированных или экранированных изолированных токопроводящих жил. В качестве центрального элемента используют синтетическую нить или полимерный жгут, используют герметизированную в продольном направлении токопроводящую жилу, при этом устраняют пустоты центрального межжильного пространства в изготавливаемом кабеле при помощи его уплотнения за счет наружной бездеформационной калибровки в процессе протяжки изолированных токопроводящих жил вместе с центральным элементом через формующий калибр с одновременной их скруткой вокруг центрального элемента. Перед калибровкой центральный элемент и каждую токопроводящую жилу раздельно направляют на распределительную розетку, а на центральный элемент наносят расплав термопластичного полимера с последующим его охлаждением перед намоткой изготовленного кабеля на вращающееся приемное устройство. Изобретение позволяет повысить качество безопасности кабеля и надежность. 12 з.п. ф-лы, 18 ил.
1. Способ изготовления электрического кабеля, заключающийся в скрутке изолированных токопроводящих жил вокруг центрального элемента, с одновременным герметичным заполнением центрального межжильного пространства полимерным заполнителем, нанесением слоев, по крайней мере, внутренней и наружной оболочек снаружи токопроводящих жил, отличающийся тем, что в качестве центрального элемента используют синтетическую нить или полимерный жгут, используют герметизированную в продольном направлении токопроводящую жилу, при этом устраняют пустоты центрального межжильного пространства в изготавливаемом кабеле при помощи его уплотнения за счет наружной бездеформационной калибровки в процессе протяжки изолированных токопроводящих жил вместе с центральным элементом через формующий калибр с одновременной их скруткой вокруг центрального элемента, и перед калибровкой центральный элемент и каждую токопроводящую жилу раздельно направляют на распределительную розетку, а на центральный элемент, перед подачей его на распределительную розетку, наносят расплав термопластичного полимера с последующим его охлаждением перед намоткой изготовленного кабеля на вращающееся приемное устройство.
2. Способ по п. 1, отличающийся тем, что используют многопроволочную токопроводящую жилу, которую герметизируют в продольном направлении путем устранения пустот в процессе уплотнения скручиваемой жилы за счет ее обжима роликами с внешней профилированной поверхностью с одновременным заполнением пустот электропроводящим полимером.
3. Способ по п. 2, отличающийся тем, что используют экранированную изолированную токопроводящую жилу.
4. Способ по п. 1, отличающийся тем, что слой внутренней оболочки из полимерного материала создают снаружи скрученных жил методом экструзии с обжатием.
5. Способ по п. 4, отличающийся тем, что перед скруткой жил или наложением материала внутренней оболочки на поверхность токопроводящих жил наносят слои электропроводящей композиции, изоляции и металлического проволочного экрана.
6. Способ по п. 4, отличающийся тем, что на наружную поверхность внутренней оболочки наносят методом экструзии полимерный слой подушки, на которую накладывают слой брони, при этом обеспечивают герметизацию зазора с внутренней стороны брони.
7. Способ по п. 6, отличающийся тем, что броню выполняют в виде спиральной обмотки внутренней и наружной металлическими лентами, наложенными с зазором таким образом, чтобы наружная лента перекрывала зазор между витками внутренней ленты, а герметизацию зазора с внутренней стороны брони осуществляют путем нанесения поверх полимерной подушки кабеля дополнительного слоя лент из нетканого полотна и вдавливания стальной ленты в слой нетканого полотна.
8. Способ по п. 6, отличающийся тем, что броню выполняют в виде проволок, спирально наложенных поверх полимерной подушки кабеля, а герметизацию осуществляют путем нанесения слоя термопластичного полимера методом экструзии на подушку одновременно с наложением на нее проволок брони.
9. Способ по п. 6, отличающийся тем, что броню выполняют из спирально гофрированной металлической трубки, а герметизацию осуществляют путем нанесения методом экструзии на подушку слоя из расплава полимера или эластичного клея в виде, по крайней мере, одной полосы, расположенной вдоль кабеля и имеющей радиальный размер, не меньший глубины внутреннего спирального канала трубки.
10. Способ по п. 6, отличающийся тем, что наружную оболочку кабеля создают из полимерного материала, нанесенного методом экструзии.
11. Способ по пп. 7 и 10, отличающийся тем, что между наружным слоем спирально намотанных металлических лент брони и наружной оболочкой размещают слой нетканого полотна, а герметизацию зазора снаружи слоя брони осуществляют путем обжатия материала наружной оболочки и слоя нетканого полотна на наружную поверхность брони.
12. Способ по пп. 8 и 10, отличающийся тем, что материалом наружной оболочки заполняют межпроволочные промежутки проволочной брони, а герметизацию зазора снаружи проволочной брони осуществляют путем обжатия материала наружной оболочки.
13. Способ по пп. 9 и 10, отличающийся тем, что герметизацию зазора снаружи спиральной трубки брони осуществляют путем обжима материала наружной оболочки.
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ УГЛА | 0 |
|
SU205101A1 |
| Способ герметизации кабеля (варианты) и герметичный кабель | 2023 |
|
RU2795264C1 |
| УСТРОЙСТВО для РЕЦИРКУЛЯЦИИ КОТЛОВОЙ воды | 0 |
|
SU207927A1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| US 4018983 A1, 19.04.1977 | |||
| WO 2013131787 A1, 12.09.2013. | |||

