Изобретение относится к машиностроению и может быть использовано при изготовлении прямозубых и косозубых цилиндрических зубчатых колес для обработки зубьев и снятия фасок и заусенцев на их торцах.
Известен способ обработки зубьев зубчатых колес, включающий установку заготовки зубчатого колеса на зубофрезерном станке и обработку ее зубчатого венца червячной фрезой, размещенной на оправке при непрерывном вращении заготовки и фрезы и движения подачи (См. Калашников А.С., «Технология изготовления зубчатых колес», М., Машиностроение, 2004, стр. 158-160).
К недостаткам указанного способа следует отнести низкое качество торцовых поверхностей зубьев. На выходе червячной фрезы из зоны обработки по торцу зубьев образуется заусенец. Кроме этого, торцовые поверхности зубьев после обработки содержат острые кромки. При транспортировке зубчатых колес при случайных ударах на этих кромках могут появляться забоины, приводящие к деформации рабочей поверхности зубьев, также острые кромки могут стать причиной травмы при сборке зубчатой передачи.
Известен способ снятия фасок и заусенцев на торцах зубьев зубчатых колес, включающий установку заготовки с предварительно обработанным зубчатым венцом на специальном зубофасочном станке, размещение относительно ее торцов двух оправок с одновитковыми червячными фрезами и обработку торцовых поверхностей зубьев при непрерывном и согласованном вращении заготовки и одновитковых фрез (См. Калашников А.С., «Технология изготовления зубчатых колес», М. Машиностроение, 2004, стр. 250-251).
К недостаткам способа следует отнести необходимость в дополнительном специальном оборудовании, таком как зубофасочный
станок, дополнительной производственной площади и межоперационном транспортировании заготовки. Все это снижает производительность обработки. Кроме этого остается проблема появления забоин на острых кромках при транспортировании заготовки на данную операцию.
Известен также способ снятия фасок на торцах зубьев зубчатых колес, включающий установку заготовки зубчатого колеса на зубофрезерном станке, обработку ее зубчатого венца червячной зуборезной фрезой при непрерывном вращении заготовки и фрезы и движении подачи, снятие фасок с торцовых поверхностей зубьев одновитковой червячной зубофасочной фрезой, размещенной на одной оправке с червячной зуборезной фрезой, при непрерывном и согласованном вращении заготовки и зубофасочной фрезы и размещением оправки последовательно в положение обработки каждого торца (См. патент США № 7103973, МПК B23F 19/10, опубл. 12.09.2006).
Данный способ позволяет обработать зубчатый венец на заготовке и без ее переустановки снять фаски на торцах зубьев. Снятие фасок на одном торце осуществляется одновитковой фрезой при движении ее зубьев в направлении торца заготовки, а на другом при движении зубьев в направлении от торца заготовки из впадины зубьев. Обработка может быть осуществлена как на зубофрезерном станке с ЧПУ, так и на универсальном зубофрезерном станке.
К недостаткам указанного способа следует отнести неоптимальные условия работы одновитковой червячной фрезы при обработке одного из торцов заготовки. При снятии фасок на одном торце заготовки, при движении зубьев фрезы в направлении на торец заготовки, будет снят заусенец, оставшийся после предварительной обработки зубчатого венца, и обработана фаска, притупляющая острые кромки без образования вторичного заусенца. В противном случае, при движении зубьев фрезы в направлении от торца заготовки из впадины зубьев, что имеет место в известном способе при обработке противоположного торца заготовки, возможно неполное удаление заусенца от предварительной обработки и образование вторичного заусенца. Указанный недостаток приводит к необходимости дополнительной обработки одного торца заготовки, а именно - снятию заусенцев на торцах зубьев. Кроме этого, в известном способе не обеспечивается оптимальное относительное расположение зубьев заготовки и одновитковой червячной фрезы, что приводит к некачественной обработке фасок, а именно, к получению на одном из торцов заготовки профиля фасок сужающегося от ножки зуба к вершине. В некоторых случаях это может привести к тому, что вершина зуба останется с необработанным участком, содержащим острую кромку.
Известен также способ снятия заусенцев с заготовки зубчатого колеса и коррекции размеров фаски, формы фаски и симметрии фаски на кромках зубьев, которые были получены с помощью фрезы для удаления заусенцев с по существу асимметричной формой зуба, при этом полуавтоматическая коррекция ширины фаски и форма фаски достигается за счет совместного движения нескольких осей зуборезного станка, содержащего ось C1 для вращения заготовки, оси Z1-, X1- и Y1 для пространственного перемещения колонны станка зуборезного инструмента и ось V1 для перемещения инструмента в осевом направлении его оси, причем способ включает:
- задание коррекции в осевом направлении указанной одной из осей Z1, V1 и C1;
- вычисление поправки в осевом направлении каждой из одной или нескольких дополнительных осей зуборезного станка контроллером зуборезного станка в зависимости от указанной оси, в том числе, если указанная ось является осью Z1, вычисление поправки в осевом направлении оси C1, включая связь оси C1 с осью Z1 через угол спирали зубчатого зацепления; и/или, если указанная ось является осью V1, вычисление поправки в осевом направлении оси C1 и вычисление поправки в осевом направлении оси Z1, включая связь оси C1 и оси Z1 с осью V1 через угол поворота инструмента и угол поперечного давления шестерни; и/или, если указанная ось является осью C1, вычисление поправки в осевом направлении оси Y1, включая соединение оси Y1 с осью C1 через поперечный угол давления шестерни; а также управление инструментом с помощью контроллера для выполнения заданных и рассчитанных корректировок зубчатого зацепления (См. патент США № 10421136, опубл. 24.09.2019).
Недостатком способа является отсутствие строгой математической связи асимметричности зубьев фрезы с параметрами фаски и рабочих движений станка. Как следствие, несимметричность фаски на обработанной детали и необходимость коррекции за счет смещений инструмента и частот вращения инструмента и заготовки.
Таким образом, способ заключается в нескольких пробных проходах, измерении фактических размеров фаски на разных торцах и коррекции наладки. Процесс наладки при этом может занимать довольно продолжительное время.
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ обработки зубьев зубчатых колес со снятием фасок на их торцах, включающий установку заготовки зубчатого колеса на зубофрезерном станке, обработку ее зубчатого венца червячной зуборезной фрезой при непрерывном вращении заготовки и фрезы и движении подачи, и снятием фасок с торцовых поверхностей зубьев двумя одновитковыми червячными зубофасочными фрезами, размещенными на общей с червячной зуборезной фрезой оправке и выполненными с различным направлением винтовой линии зубьев и углом рабочего профиля, при этом движение зубьев указанных фрез выполняют в направлении на торец, обеспечивая симметричное расположение обрабатываемых зубьев на обоих торцах относительно плоскости, перпендикулярной оси фрезы и содержащей ось заготовки, и выдерживая между указанной плоскостью и торцовыми профилями зубьев в конце обработки фаски угловой размер  , который определяют следующей зависимостью:
, который определяют следующей зависимостью:
 ,
,
где:  - ширина зубчатого венца;
- ширина зубчатого венца;
 - угол наклона зубьев обрабатываемой детали;
- угол наклона зубьев обрабатываемой детали;
при этом согласованное вращение заготовки и одновитковой червячной зубофасочной фрезы осуществляют при изменении вращения оправки на противоположное (См. патент РФ на изобретение № 2343048, опубл. 10.01.2009, МПК B23F 19/10).
Реализация данного способа возможна на зубофрезерном станке с ЧПУ, а в качестве зубофасочного инструмента могут выступать червячные одновитковые фрезы как цельной, так и сборной конструкции (патенты РФ на полезную модель: 50140, 58416, 70474, 74326 и др.). Обработка фасок происходит при согласованном вращении заготовки и червячных одновитковых зубофасочных фрез. За счет разности шага винтовой линии зубьев фрезы и обрабатываемой детали каждый зуб фрезы срезает небольшую часть припуска и за один оборот фрезы происходит обработка фаски на одном зубе. Как правило, фрезы имеют прямолинейные боковые режущие кромки и формируют фаску по одной и реже по двум боковым сторонам зуба. По этой причине размер фаски по высоте зуба не постоянный (в середине зуба фаска больше, у ножки и вершины меньше), а участок переходной кривой и ножки зуба остается необработанным.
Современные требования к зубчатым передачам таковы, что притупления одной острой кромки на косозубых зубчатых передачах уже недостаточно - есть потребность в равномерной фаске по всему контуру зубьев включая плавную переходную кривую и дно впадины. Кроме собственно устранения заусенцев и острых кромок такой подход снижает уровень образования микротрещин при термообработке, очагами которых и выступают острые кромки.
Технической задачей, на решение которой направлено изобретение, является повышение качества обработки, заключающееся в равномерности фаски по всему контуру зубьев, включая плавную переходную кривую и дно впадины, без пробных проходов и коррекции наладки.
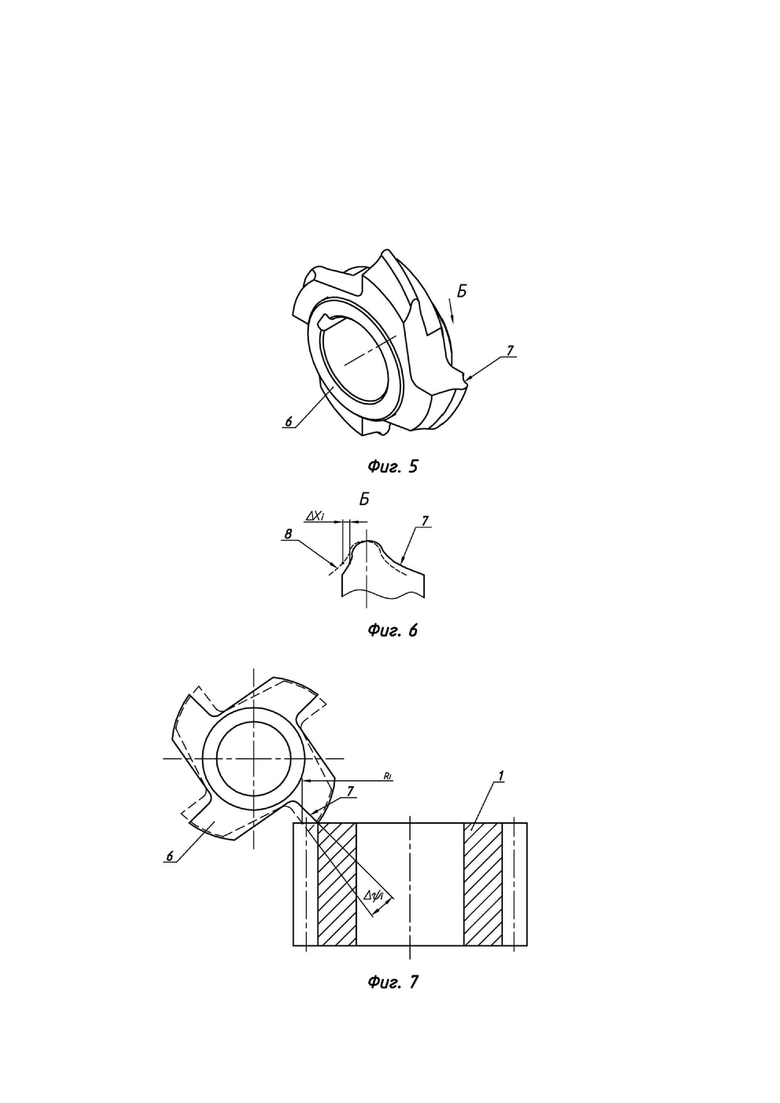
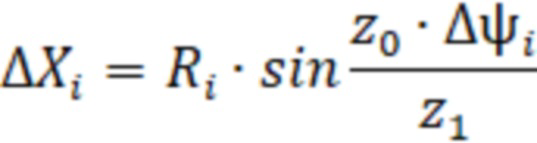
Указанная задача решается тем, что в способе обработки зубьев зубчатых колес со снятием фасок на их торцах, включающем установку заготовки зубчатого колеса на зубофрезерном станке, обработку ее зубчатого венца червячной зуборезной фрезой при непрерывном вращении заготовки и фрезы и движении подачи, и снятием фасок с торцовых поверхностей зубьев двумя зубофасочными фрезами, размещенными на общей с червячной зуборезной фрезой оправке, при движении зубьев указанных фрез в направлении на торец, в качестве зубофасочных фрез используют червячные многозаходные фрезы с числом зубьев равным числу заходов, зуборезную и зубофасочные фрезы устанавливают на оправку с координированием положений одного из их зубьев («нулевой» зуб) вдоль оси оправки и в угловом направлении с последующим подводом этих зубьев в положение начала обработки, фаску в каждой впадине формируют одним зубом фрезы, профиль которых выполняют криволинейным и несимметричным, величина несимметричности ΔXi для каждой точки профиля переменна и определяется следующей зависимостью:
где: Ri - радиус точки профиля фаски на торце заготовки;
 - угол поворота фрезы от начала контакта ее вершины с торцем заготовки до контакта в текущей точке;
- угол поворота фрезы от начала контакта ее вершины с торцем заготовки до контакта в текущей точке;
z0 - число заходов червячной многозаходной зубофасочной фрезы;
z1 - число зубьев обрабатываемой детали,
ось зубофасочной фрезы наклоняют относительно торца заготовки в направлении, обеспечивающем попутное вращение фрезы и обрабатываемого зубчатого венца;
начальный контакт зуба зубофасочной фрезы с заготовкой осуществляют при симметричном положении обрабатываемой впадины относительно плоскости перпендикулярной оси инструментальной оправки в нулевом положении и содержащей ось заготовки.
Нулевым положением для оправки является такое, при котором угол ее наклона к торцу заготовки равен нулю.
Снятие фасок на каждом торце червячными многозаходными фрезами с числом зубьев равным числу заходов, с формированием фаски в каждой впадине одним зубом указанных фрез, положения «нулевых» зубьев которых координировано с положением «нулевого» зуба зуборезной фрезы и подводом этих зубьев в положение начала обработки в сочетании с криволинейным и несимметричным профилем их зубьев, величина несимметричности для каждой точки профиля переменна, с начальным контактом зуба зубофасочной фрезы с заготовкой при симметричном положении обрабатываемой впадины обеспечивает получение равномерной фаски по всему профилю зуба на торце обрабатываемого зубчатого колеса. Наклон оси зубофасочной фрезы относительно торца заготовки в направлении, обеспечивающем попутное вращение фрезы и обрабатываемого зубчатого венца, исключает подрез профиля зуба режущей кромкой на участке ниже торца заготовки.
Анализ известных технических решений в данной области техники показал, что предложенный способ обработки зубьев зубчатых колес со снятием фасок на их торцах имеет признаки, которые отсутствуют в аналогах, а их использование в заявляемой совокупности существенных признаков позволяет получить новый технический результат. Следовательно, можно предположить, что заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявителю не известны способы обработки зубьев зубчатых колес со снятием фасок на их торцах с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что позволяет предположить соответствие заявляемого технического решения условию «новизна».
Заявляемое техническое решение поясняется чертежами, где:
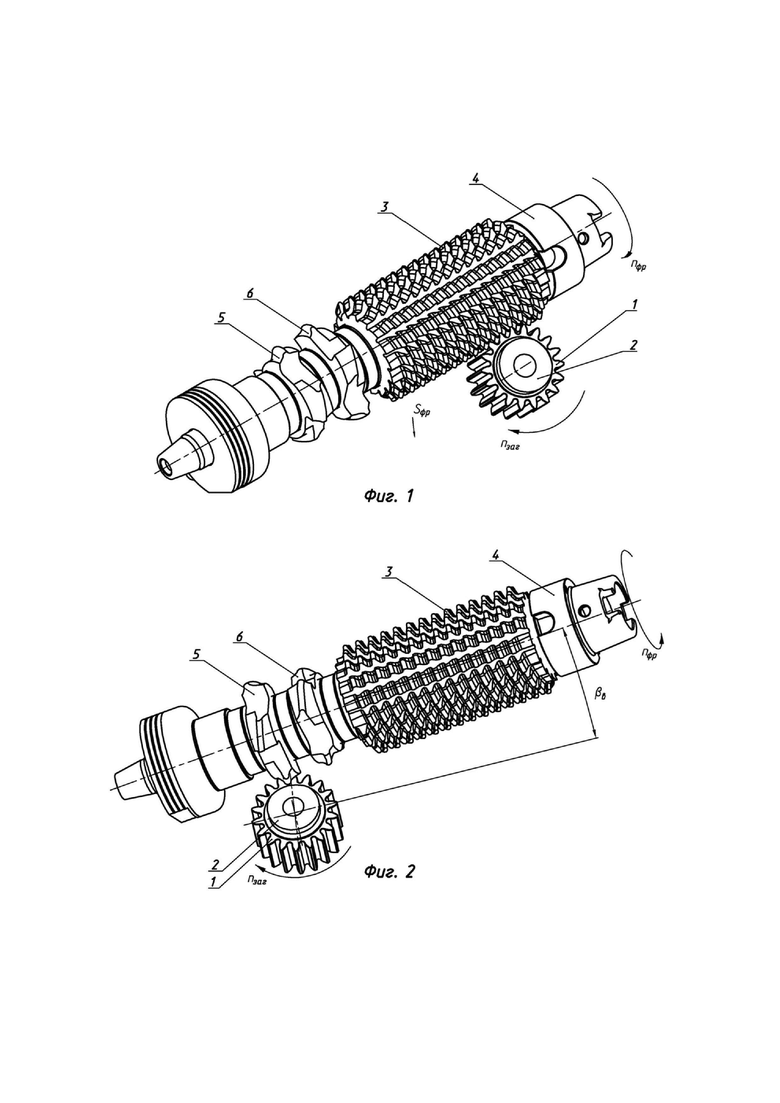
Фиг. 1 - обработка зубчатого венца червячной зуборезной фрезой;
Фиг. 2 - снятие фасок червячной многозаходной фрезой на первом торце заготовки;
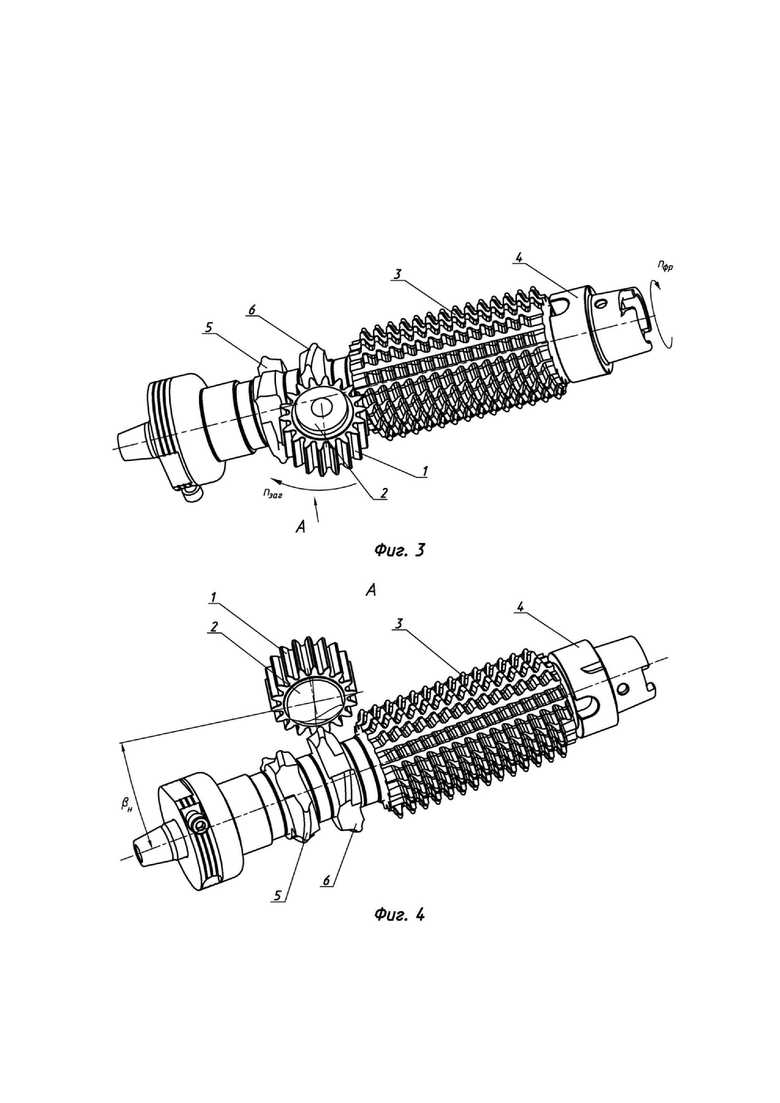
Фиг. 3 - снятие фасок червячной многозаходной фрезой на втором торце заготовки;
Фиг. 4 - вид А на фиг. 3;
Фиг. 5 - червячная многозаходная зубофасочная фреза;
Фиг. 6 - вид Б на фиг. 5;
Фиг. 7 - схема расчета несимметричности профиля зубьев зубофасочной фрезы.
Процесс обработки зубьев зубчатых колес со снятием фасок на них предлагаемым способом осуществляют следующим образом.
Способ обработки зубьев зубчатых колес со снятием фасок на их торцах включает установку заготовки 1 в приспособлении 2 зубофрезерного станка, размещение относительно нее червячной зуборезной фрезы 3, установленной на оправке 4, и обработку зубчатого венца при непрерывном вращении заготовки и фрезы и движения подачи и снятие фасок. Снятие фасок на обоих торцах заготовки осуществляют двумя зубофасочными фрезами 5 и 6, так же установленными на оправке 4, при их непрерывном и согласованном с заготовкой вращении. Обработку осуществляют при движении зубьев зубофасочных фрез в направлении на торец заготовки 1. В качестве зубофасочных фрез 5 и 6 используют червячные многозаходные фрезы с числом зубьев равным числу заходов. Зуборезную 3 и зубофасочные 5 и 6 фрезы устанавливают на оправку 4 с координированием положений одного из их зубьев («нулевой» зуб) вдоль оси оправки и в угловом направлении с последующим подводом этих зубьев в положение начала обработки. Фаску в каждой впадине формируют одним зубом фрезы, профиль режущей кромки 7 которых выполняют криволинейным и несимметричным. Несимметричность профиля обеспечивает обработку фаски при непрерывном и согласованном вращении инструмента и заготовки, она выражается величиной ΔXi переменной для каждой точки профиля. Величина несимметричности профиля представляет собой отклонение от теоретического профиля 8 (образованного при неподвижной заготовке) и определяется следующей зависимостью:
где: Ri - радиус точки профиля фаски на торце заготовки;
- угол поворота фрезы от начала контакта ее вершины с торцем заготовки до контакта в текущей точке;
z0 - число заходов червячной многозаходной зубофасочной фрезы;
z1 - число зубьев обрабатываемой детали.
Ось оправки 4 наклоняют относительно торца заготовки в направлении, обеспечивающем попутное вращение зубофасочной фрезы и обрабатываемого зубчатого венца.
Начальный контакт зуба зубофасочной фрезы с заготовкой осуществляют при симметричном положении обрабатываемой впадины относительно плоскости перпендикулярной оси инструментальной оправки в нулевом положении и содержащей ось заготовки.
Движение зубьев зубофасочных фрез в направлении на торец заготовки достигается за счет разного направления зубьев зубофасочных фрез и различном направлении вращении инструментального шпинделя станка при обработке разных торцов заготовки.
Обработка фаски на одном зубе заготовки происходит за время поворота фрезы на один угловой шаг. За один оборот фрезы обрабатываются фаски на числе зубьев заготовки равном числу заходов зубофасочной фрезы. После обработки фасок на одном торце оправку с фрезами перемещают в новое положение для обработки фасок на другом торце, изменяют угол наклона оправки и меняют направление вращения инструмента на противоположное. После снятия фасок на зубьях обоих торцов деталь снимают.
Указанный способ обработки зубьев зубчатых колес со снятием фасок на их торцах может быть реализован на стандартном оборудовании (зубофрезерные станки с ЧПУ) с использованием известных материалов, что отвечает критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ комбинированной обработки цилиндрических зубчатых колес | 1989 |
|
SU1798061A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| ЗУБОРЕЗНЫЙ ДОЛБЯК | 1993 |
|
RU2063311C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении прямозубых и косозубых цилиндрических зубчатых колес для обработки зубьев и снятия фасок и заусенцев на их торцах. Способ обработки зубьев зубчатых колес со снятием фасок на их торцах включает установку заготовки зубчатого колеса на зубофрезерном станке, обработку ее зубчатого венца червячной зуборезной фрезой при непрерывном вращении заготовки и фрезы и движении подачи, снятие фасок с торцовых поверхностей зубьев двумя зубофасочными фрезами, размещенными на общей с червячной зуборезной фрезой оправке. Движение зубьев указанных фрез выполняют в направлении на торец. В качестве зубофасочных фрез используют червячные многозаходные фрезы с числом зубьев, равным числу заходов. Обеспечивается повышение качества обработки. 7 ил.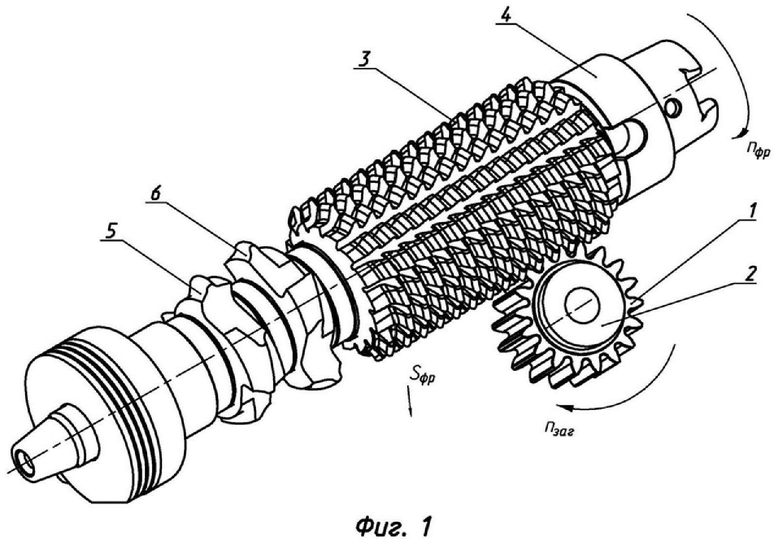
Способ обработки зубьев зубчатых колес со снятием фасок на их торцах, включающий установку заготовки зубчатого колеса на зубофрезерном станке, обработку ее зубчатого венца червячной зуборезной фрезой при непрерывном вращении заготовки и фрезы и движении подачи и снятие фасок с торцовых поверхностей зубьев двумя зубофасочными фрезами, размещенными на общей с червячной зуборезной фрезой оправке, при этом движение зубьев указанных фрез выполняют в направлении на торец, отличающийся тем, что в качестве зубофасочных фрез используют червячные многозаходные фрезы с числом зубьев, равным числу заходов, зуборезную и зубофасочные фрезы устанавливают на оправку с координированием положений одного из их зубьев вдоль оси оправки и в угловом направлении с последующим подводом этих зубьев в положение начала обработки, фаску в каждой впадине формируют одним зубом фрезы, профиль которых выполняют криволинейным и несимметричным, величина несимметричности ΔXi для каждой точки профиля переменна и определяется следующей зависимостью:
где Ri – радиус точки профиля фаски на торце заготовки;
 – угол поворота фрезы от начала контакта ее вершины с торцом заготовки до контакта в текущей точке;
– угол поворота фрезы от начала контакта ее вершины с торцом заготовки до контакта в текущей точке;
z0 – число заходов червячной многозаходной зубофасочной фрезы;
z1 – число зубьев обрабатываемой детали,
ось зубофасочной фрезы наклоняют относительно торца заготовки в направлении, обеспечивающем попутное вращение фрезы и обрабатываемого зубчатого венца;
начальный контакт зуба зубофасочной фрезы с заготовкой осуществляют при симметричном положении обрабатываемой впадины относительно плоскости, перпендикулярной оси инструментальной оправки в нулевом положении и содержащей ось заготовки.
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| Способ получения конфетных масс из хурмы | 1948 |
|
SU74327A1 |
| Способ бочкообразного закругления торцов зубьев цилиндрических колес | 1973 |
|
SU455816A1 |
| US 10421136 B2, 24.09.2019 | |||
| US 20170087653 A1, 30.03.2017. | |||

