Изобретение относится к станкостроению, в частности к оборудованию для обработки зубчатых колес.:
Целью изобретения является повышение степени автоматизации процесса обработки на зубофрезерном станке с обеспечением широкого диапазона обрабатываемых колес.
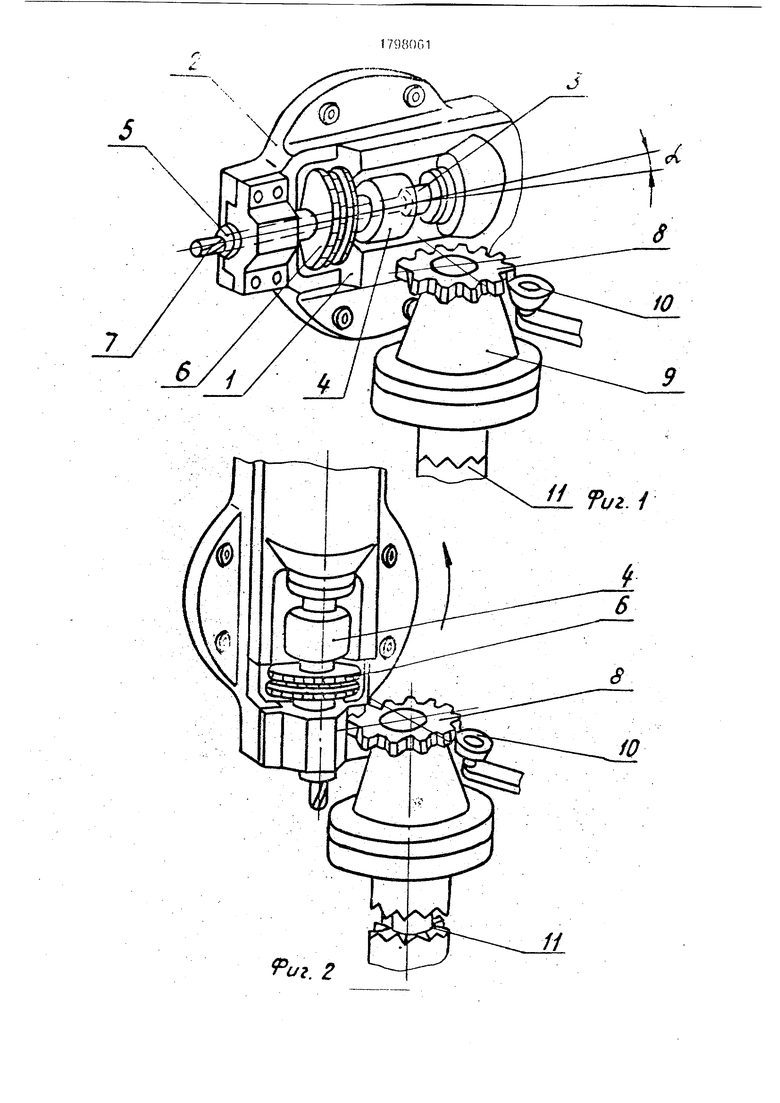
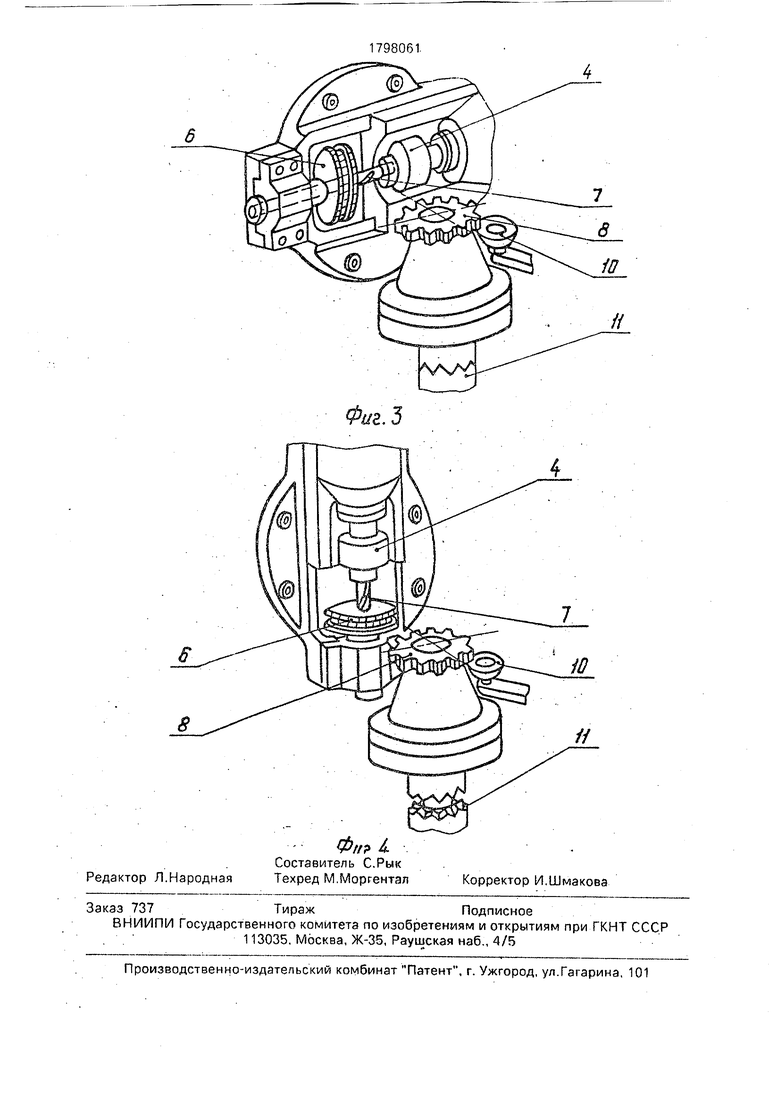
На фиг,1 показана схема взаимного положения червячной фрезы, дискового обкат- ника и чашечного резца на зубофрезерном станке при нарезании зубьев червячной фрезой; на фиг.2-взаимное положение элементов при снятии и заусенцев; на фиг.З - положение элементов при нарезании зубьев фрезой после ее осевой передвижки; на фиг.4 - их .положение после осевой передвижки при снятии фасок и заусенцев на зубьях.
Способ, осуществляют следующим образом.
На подвижной для осуществления осевой передвижки части 1 суппорта 2 зубофре- зерного станка устанавливают на оправке шпинделя 3, имеющей вращение от главного привода, червячную фрезу 4, Соосно червячной фрезе 4 на суппорте 2 на отдельном шпинделе 5 устанавливают дисковый обкат- ник 6, для снятия фасок и заусенцев. Оправка шпинделя 3 связана со шпинделем 5 обкатника 6 при их совместном вращении и при перемещении подвижной части суппорта 1 посредством криволинейного шпоночного соединения 7.
Суппорт имеет возможность поворота на требуемый для обработки угол а. .
Обрабатываемую заготовку 8 устанавливают на столе 9 зубофрезерного станка. Под нижним торцом заготовки 8 размещают чашечный резец ТО для снятия заусенцев. Зубофрезерн ый станок, ни котором осуществляют способ, имеет возможность обра- батывать зубчатые колеса при взаимосвязанном вращении червячной фрезы 4 и заготовки 8 и при свободном вращении заготовки 8. Условно на фиг. 1...4 эта возможность показана муфтой 11, которая при включении (фиг. 1 и 3) обеспечивает взаимосвязанное вращение, а при отключении (фиг.2 и 4) свободное вращение заготовки.
(Л
С
со
о
При обработке зубьев червячной фрезой 4 осуществляют соответствующую наладку станка/выставляют фрезу 4 в осевом положении поворачивают суппорт 2 на требуемый угол а , муфту 11 включают, обеспе- чивая взаимосвязанное вращение червячной фрезы 4. и заготовки 8. Производят обработку зубьев в соответствии с произведенной наладкой.
После нарезания на заготовке 8 зубьев и остановки главного двигателя суппорт 2 отводят от заготовки 8 и поворачивают, устанавливая оси инструментов 4 и б параллельно оси обрабатываемого изделия (см.фиг.2)..
Суппорт 2 перемещают вертикально для требуемой установки дискового обкатника 6, затем подводят его для зацепления с заготовкой 8 (это обеспечивается соответствующей наладкой), отключают муфту 11, обеспечивая свободное вращение заготовки 8, и включают вращение обкатника 6, производя снятие фасок и заусенцев на торцах заготовки 8.
Суппорт 2 отводят в исходное положе- ние и поворачивают на требуемый угол а , включают муфту 11. Обработка заготовки окончена.
После этого осуществляют осевое перемещение червячной фрезы 4 (см.фиг.З). Ста- нок подготовлен для обработку следующей заготовки.
Для того, чтобы после осевого перемещения фрезы 4 при снятии фасок и заусенцев обкатник 6 (см.рис.4) автоматически попадал в зацепление с зубьями обработанной заготовки 8, криволинейный шпоночлггПп То
ный паз 7 выполняется с шагом Т cosA
что позволяет поворачивать обкатник на со- ответствующий угол, компенсируя осевое перемещение фрезы.
Пример. Для обработки зубьев зубчатого колеса, имеющего модуль 3,5 мм, с числом зубьев и углом наклона 26
П
05 применяется червячная фреза с наружным диаметром 110 мм и углом подъема спирали ,82, Режимы обработки при нарезании зубьев: м/мин. об/мин; ,2 мм/об.
Снятие фасок и заусенцев по контуру зубьев производятся чашечным резцом и обкатником с наружным диаметром 197 мм и числом зубьев . Накатка фасок производится при числе оборотов обкатника об/мин.
Это обеспечивается переключением чисел оборотов главного привода.
Угол спирали подвижного шпоночного соединения
т .TrrrvZ 3.14-3.5-49 „о-™ Т Г cos 1.82 53878 мин При выбранном диаметре оправки шпоночного соединения мм угол подъема спирали соединения
„п - d 3,14-32 п 1оЛ. , -щосд tgcc - -i- - p-r IM -яг .- и, loo, о. - т и Ь4
Ф о р м у л а и з о б р е т. е н и я Способ комбинированной обработки цилиндрических зубчатых колес, включающий нарезание зубьев червячной фрезой в условиях ее периодической осевой передвижки и снятие фасок дисковым инструментом, отличающийся тем, что, с целью повышения степени автоматизации процесса обработки, оси инструментов размещают соосно и кинематически связывают между собой во время осевой передвижки червячной фрезы посредством криволинейного шпоночного соединения, шаг которой задают в соответствии с зависимостью
ЛГПп-То.
cos A#
где rrin - модуль нормальный обрабатываемого колеса;
ZQ - число зубьев дискового инструмента;
А- угол подъема витков червячной фрезы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ДИАГОНАЛЬНОЙ ПОДАЧИ | 1999 |
|
RU2165828C2 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КОСЫМИ ЗУБЬЯМИ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1998 |
|
RU2143961C1 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических колес | 1985 |
|
SU1316759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
