Существующие способы образования боковых режущих кромок зубьев червячной зуборезной цилиндрической фрезы путем прорезки спиральных канавок перпендикулярно к направлению винтовой линии, проходящей по середине впадины витка на делительном цилиндре червяка, не обеспечивают получение теоретически точного эвольвентного профиля зубьев нарезаемого зубчатого колеса.
Известные методы приближенного профилирования червячных фрез, с целью применения радиального затылования зубьев, а также само затылование, приводят к дальнейщему искажению профиля исходной рейки, положенной в основу конструкции червячной фрезы.
Чистовые червячные фрезы имеют обычно от 8 до 12 режущих зубьев, что не обеспечивает хорощей чистоты поверхности вследствие «огранки, вызываемой недостаточным количеством резцов в процессе обкатки эвольвентного профиля и неспокойной работы фрезы.
Невозможность создания достаточно больщого заднего угла при существующих методах затылования обусловливает тяжелые условия резания при чистовом фрезеровании, что приводит к быстрому затуплению зубьев но задним поверхностям и, как следствие, к дальнейщему ухудщению чистоты поверхности обработки.
Описываемая сборная червячная цилиндрическая фреза составлена из одновиткоЕых дисков фрез с незатылованным зубом и несколькими канавками между зубьями. Эти одновитковые фрезы снабжены нромежуточными прокладками. Особенность сборной фрезы заключается в том, что режущие кромки ее зубьев, размещенных с обеих сторон профиля, расположены по касательным к основному цилиндру эвольвентного червяка и к направляющей винтовой линии, лежащей на этом цилиндре. Такое устройство фрезы обеспечивает повыщение точности нарезания эвольвентных зубчатых колес и повыщение чистоты обработанной поверхности.
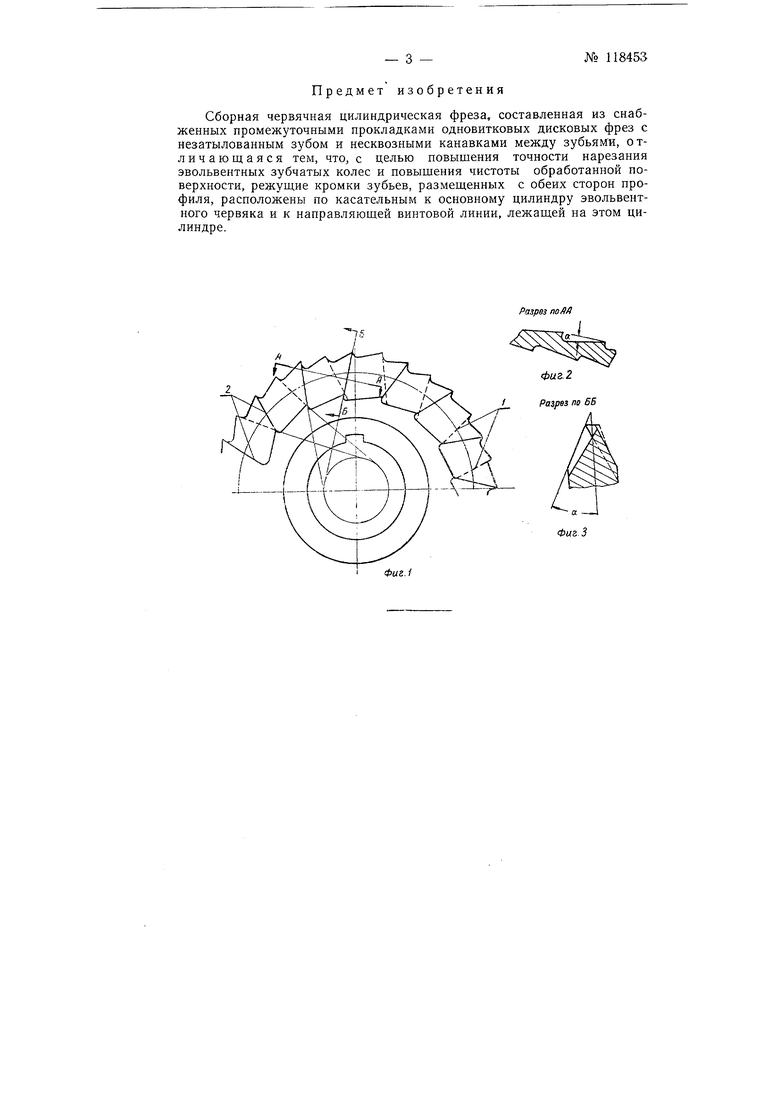
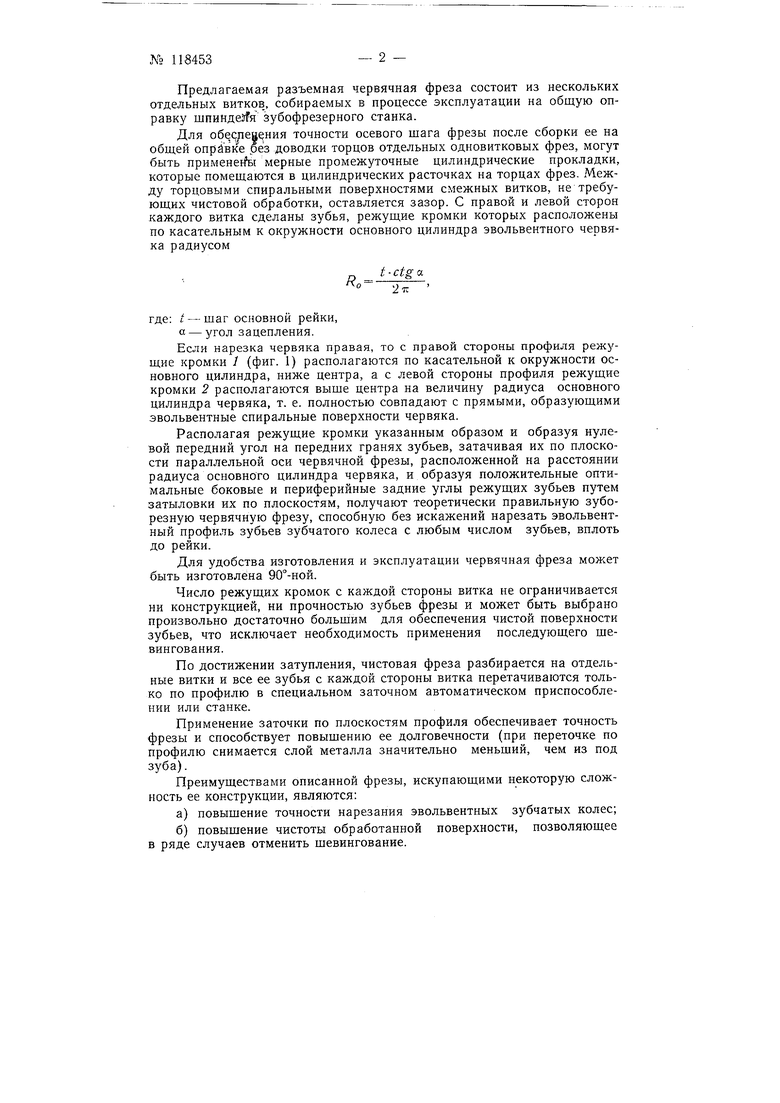
На фиг. 1 схематически изображен вид с торца сборной фрезы; на фиг. 2 и 3 - соответственно, изображены разрезы по линиям АА и ББ на фиг. 1.
№ 118453- 2 -
Предлагаемая разъемная червячная фреза состоит из нескольких отдельных витков, собираемых в процессе эксплуатации на общую оправку шпинделя зубофрезерного станка.
Для обес 1енения точности осевого шага фрезы после сборки ее на общей опрйвке без доводки торцов отдельных одновитковых фрез, могут быть применены мерные промежуточные цилиндрические прокладки, которые помещаются в цилиндрических расточках на торцах фрез. Между торцовыми спиральными поверхностями смежных витков, не требующих чистовой обработки, оставляется зазор. С правой и левой сторон каждого витка сделаны зубья, режущие кромки которых расположены по касательным к окружности основного цилиндра эвольвентного червяка радиусом
где: i - щаг основной рейки,
а - угол зацепления.
Если нарезка червяка правая, то с правой стороны профиля режущие кромки 1 (фиг. 1) располагаются по касательной к окружности основного цилиндра, ниже центра, а с левой стороны профиля режущие кромки 2 располагаются выще центра на величину радиуса основного цилиндра червяка, т. е. полностью совпадают с прямыми, образующими эвольвентные спиральные поверхности червяка.
Располагая режущие кромки указанным образом и образуя нулевой передний угол на передних гранях зубьев, затачивая их по плоскости параллельной оси червячной фрезы, расположенной на расстоянии радиуса основного цилиндра червяка, и образуя положительные оптимальные боковые и периферийные задние углы режущих зубьев путем затыловки их по плоскостям, получают теоретически правильную зуборезную червячную фрезу, способную без искажений нарезать эвольвентный профиль зубьев зубчатого колеса с любым числом зубьев, вплоть до рейки.
Для удобства изготовления и эксплуатации червячная фреза может быть изготовлена .
Число режущих кромок с каждой стороны витка не ограничивается ни конструкцией, ни прочностью зубьев фрезы и может быть выбрано произвольно достаточно больщим для обеспечения чистой поверхности зубьев, что исключает необходимость применения последующего шевингования.
По достижении затупления, чистовая фреза разбирается на отдельные витки и все ее зубья с каждой стороны витка перетачиваются только по профилю в специальном заточном автоматическом приспособлении или станке.
Применение заточки по плоскостям профиля обеспечивает точность фрезы и способствует повышению ее долговечности (при переточке по профилю снимается слой металла значительно меньший, чем из под зуба).
Преимуществами описанной фрезы, искупающими некоторую сложность ее конструкции, являются:
а)повышение точности нарезания эвольвентных зубчатых колес;
б)повыщение чистоты обработанной поверхности, позволяющее в ряде случаев отменить щевингование.
Предмет изобретения
Сборная червячная цилиндрическая фреза, составленная из снабженных промежуточными прокладками одновитковых дисковых фрез с незатылованпым зубом и несквозными канавками между зубьями, о тличающаяся тем, что., с целью повышения точности нарезания эвольвентных зубчатых колес и повышения чистоты обработанной поверхности, режуш,ие кромки зубьев, размещенных с обеих сторон профиля, расположены по касательным к основному цилиндру эвольвентного червяка и к направляющей винтовой линии, лежащей на этом цилиндре.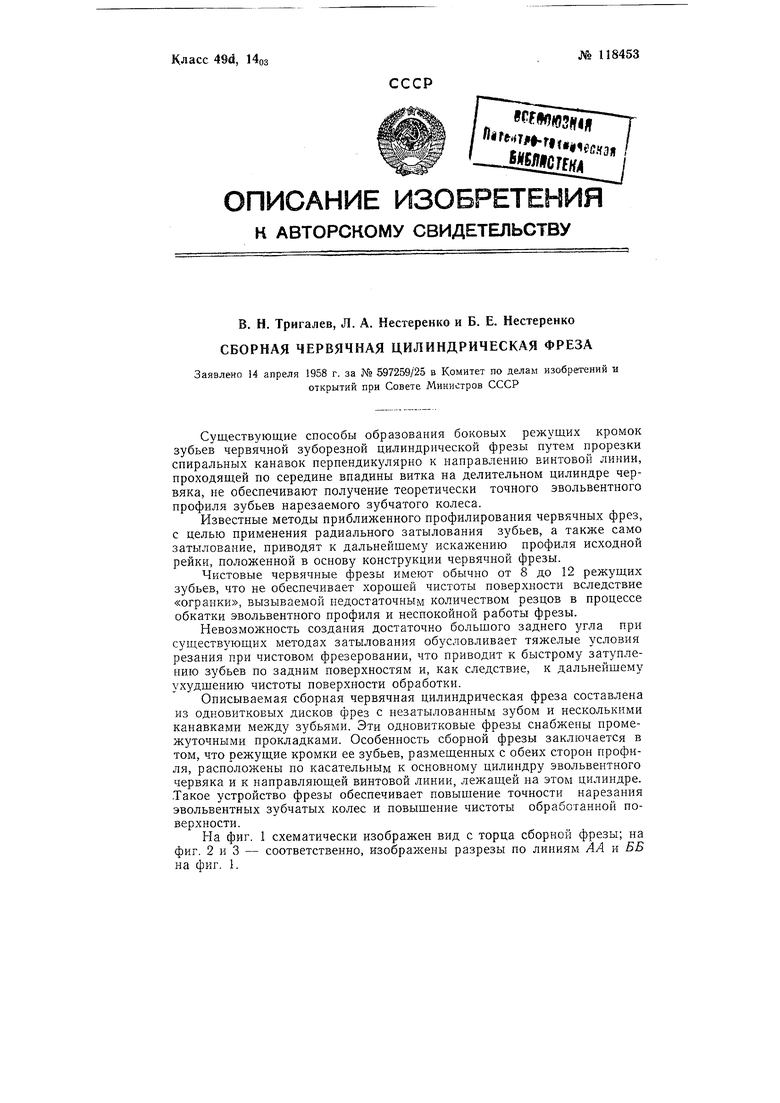
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| Сборочная червячная фреза | 1977 |
|
SU629023A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2442678C1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |