Предлагаемое изобретение относится к области металлургии, а конкретно к обработке жидкой стали в сталеразливочном ковше.
Известен агрегат ковш-печь, содержащий футерованный ковш, верхний электрод и подовый электрод, установленный в нижней части ковша. Под действием тока, протекающего через расплав, происходит кондукционное перемешивание ванны, способствующее получению однородного металла. /Окороков Г.Н., Донец А.И., Шалимов Ал.Г. и др. Нагрев стали разрядом постоянного тока на установках внепечной обработки // «Сталь», №5, 1994 г., С. 36-40/. Однако в связи с недостаточной интенсивностью перемешивания продолжительность обработки увеличивается, а требуемая однородность металла достигается не всегда и не в полной мере.
Известно также устройство для внепечной обработки металла, содержащее футерованный ковш, верхний и подовый электроды, а также фурму для вдувания в расплав инертного газа, встроенную в нижней части боковой стенки ковша /Протасов А.В., Бершицкий И.М. Разработка и исследования агрегатов внепечной обработки стали с электрическим нагревом металла дугой постоянного тока // Электрометаллургия. №1, 2012, С. 2-7, рис. 3/.
Подача инертного газа в дополнение к электродуговому нагреву расширяет технологические возможности внепечной обработки за счет интенсификации перемешивания и дополнительного эффекта рафинирования металла пузырьками инертного газа.
Однако технологические возможности устройства ограничены ввиду неравномерного распределения инертного газа по объему ванны.
Кроме того, надежность и долговечность устройства недостаточны ввиду перегрева подовых электродов и ослабления прочности ковша вследствие наличия дополнительных отверстий. Низкая стойкость электродов вызвана тем, что ток силой десятки килоампер поступает на подовые электроды, выполненные из стали с ограниченной электро- и теплопроводностью. При этом их охлаждение осуществляется лишь с наружного узкого торца. В результате сталь, образующая токоведущие части электродов, расплавляется, а керамическая изоляция разрушается.
Из известных наиболее близким к предложенному изобретению по технической сущности и достигаемым результатам является устройство для внепечной обработки жидкой стали в агрегате ковш-печь, содержащее комбинированные подовые электроды, совмещенные с фурмой для вдувания инертного газа /Бершицкий И.М., Протасов А.В., Сивак Б.А., Фроловичев А.В., Якиманский A.M. Способ и устройство для внепечной обработки стали в ковше // Патент №2614862, РФ, опубл. 29.03.2017/. Однако данное устройство характеризуется ограниченной надежностью вследствие опасности вытекания металла из ковша в случае разрушения комбинированного подового электрода, а также из-за недостаточной эффективности охлаждения токоведущих частей продуваемым инертным газом, обладающим низкой теплоемкостью.
Технический результат предлагаемого технического решения заключается в повышении надежности и безопасности эксплуатации.
Ожидаемый технический результат достигается тем, что в устройстве внепечной обработки жидкой стали в ковше с нагревом дутой постоянного тока, содержащем сталеразливочный ковш, по крайней мере, один комбинированный подовый электрод с отверстиями для вдувания инертного газа, токоподвод, совмещенный с трактом подвода инертного газа, а также токоведущий распределительный коллектор с отверстием для подвода инертного газа, предусмотрен предохранительный клапан, выполненный в виде конической пробки из огнеупорного материала, установленной над коническим углублением в верхней части коллектора посредством перфорированной вставки из легкоплавкого материала, а снаружи коллектора выполнена водоохлаждаемая полость со спиральной вставкой.
Сущность предлагаемого технического решения поясняется примером конкретного выполнения со ссылкой на прилагаемые чертежи, где
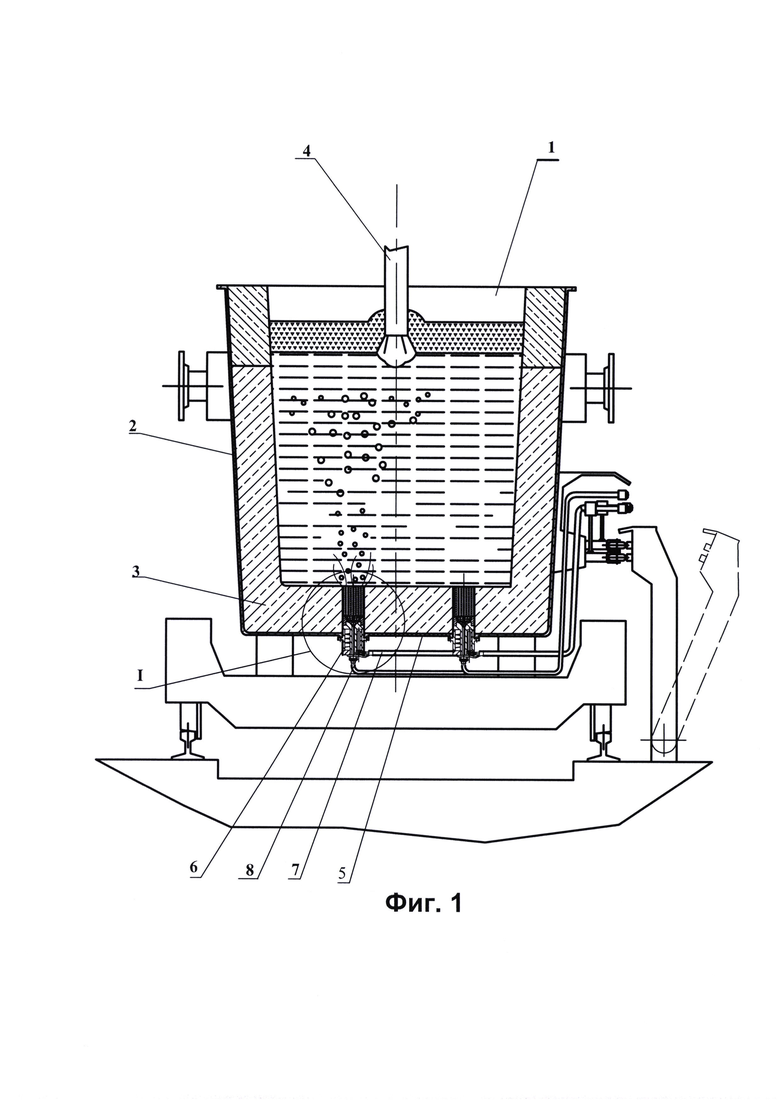
- фиг. 1 - общий вид устройства,
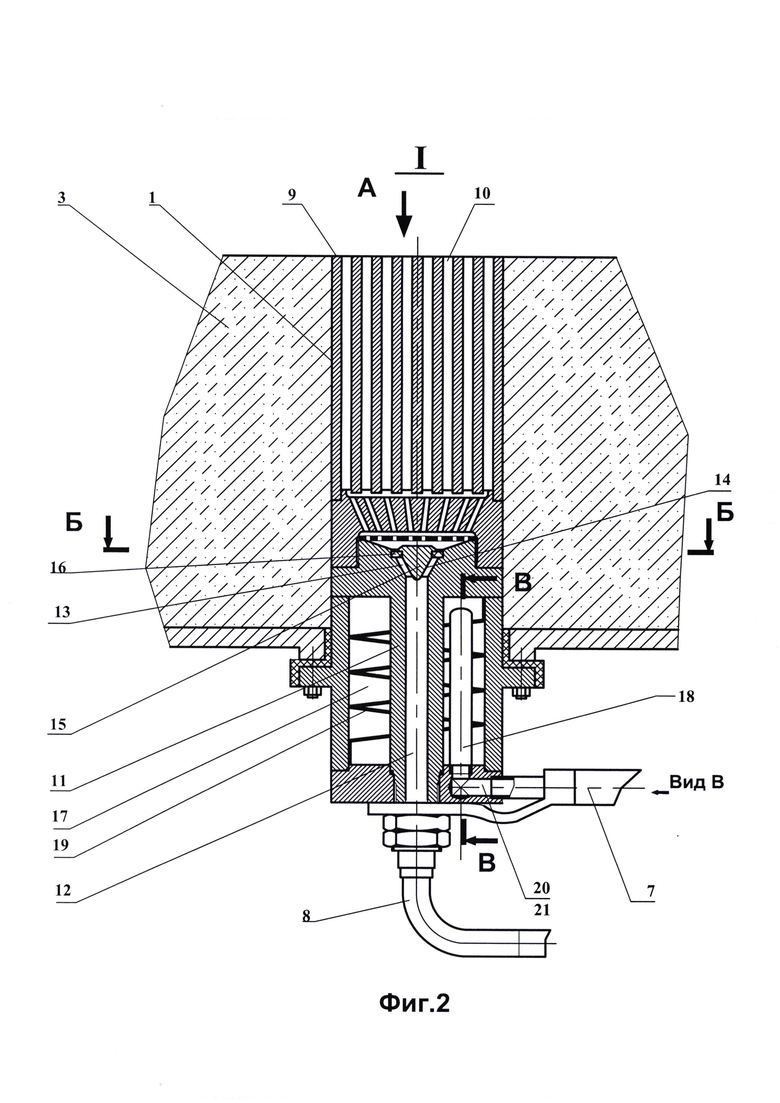
- фиг. 2 - подовый электрод (выносной элемент I по фиг. 1),
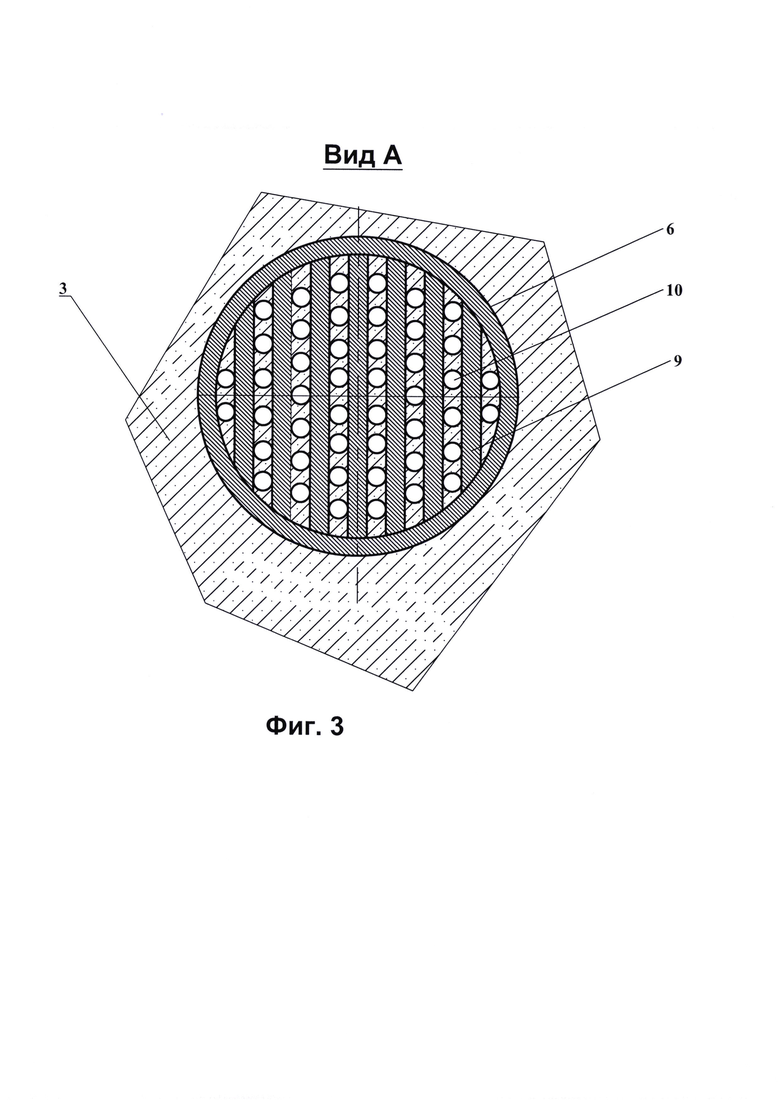
- фиг. 3 - вид А по фиг. 2,
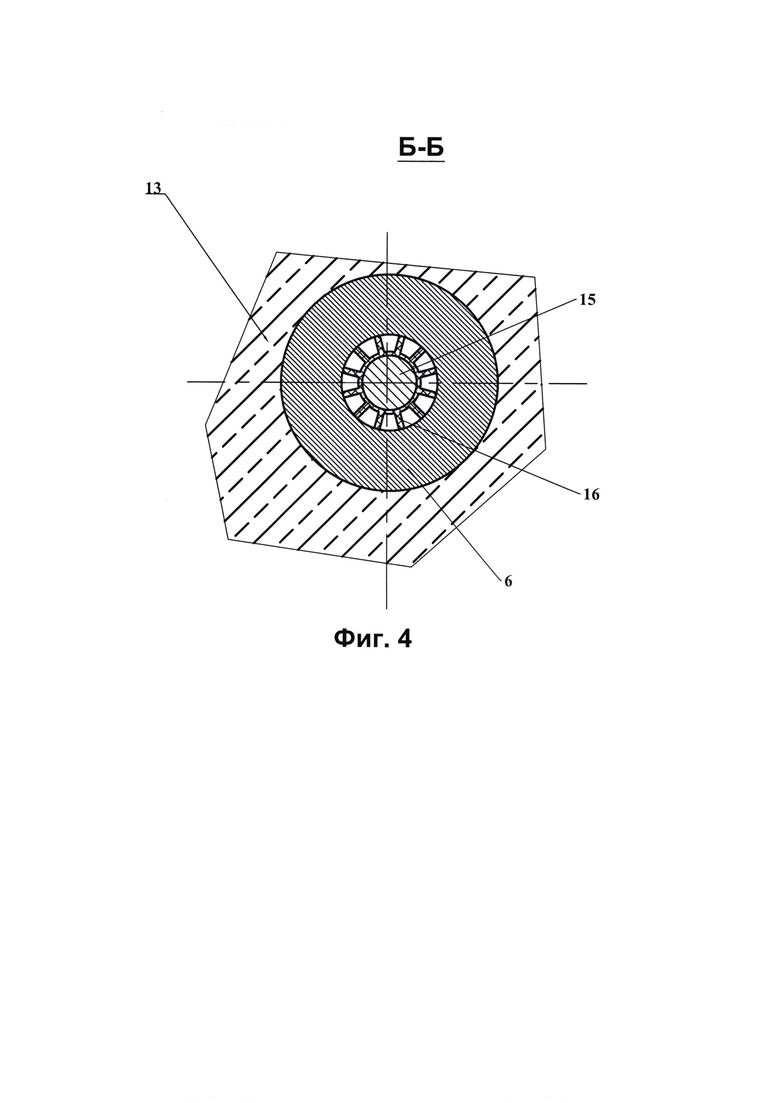
- фиг. 4 - разрез Б-Б по фиг. 2,
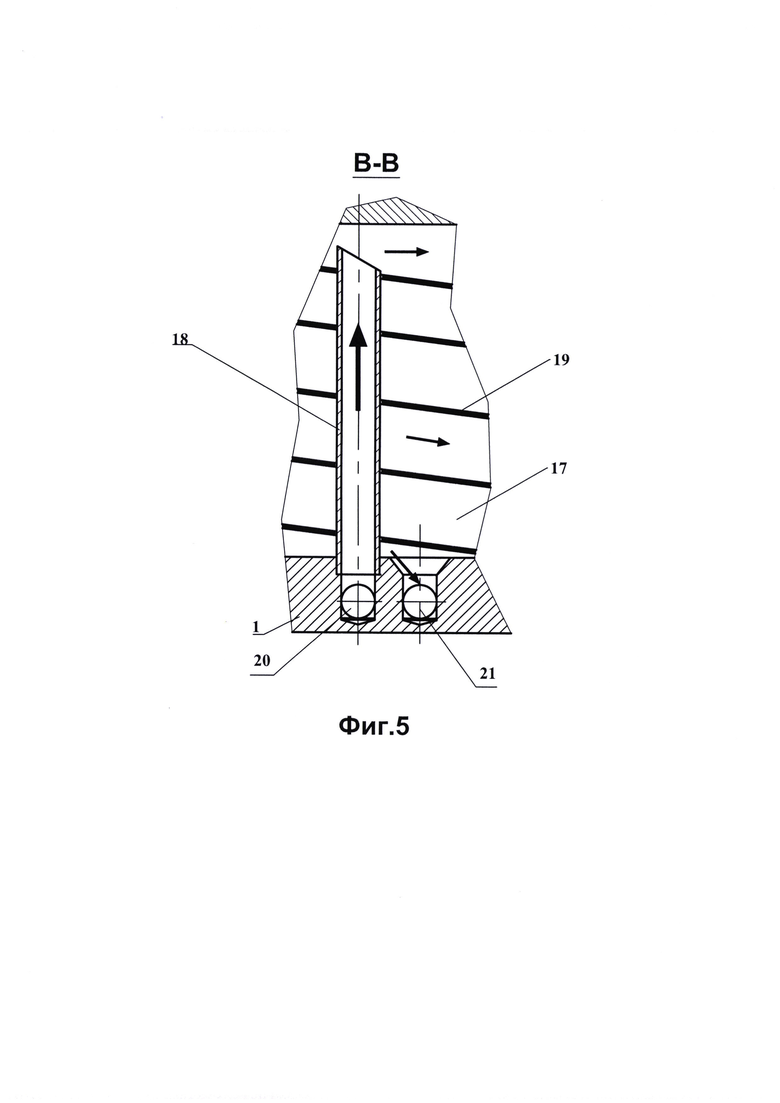
- фиг. 5 - разрез В-В по фиг. 2.
Устройство для внепечной обработки металла в ковше содержит сталеразливочный ковш 1 с кожухом 2, футерованным огнеупорным материалом 3, а также верхний подвижный электрод 4. В днище 5 ковша 1 установлены подовые электроды 6, соединенные с трактами 7 подвода электроэнергии и воды, а также трактами 8 - подвода инертного газа.
Каждый электрод 6 выполнен из токоведущих пластин 9 между которыми выполнены отверстия 10 и снабжен токоведущим коллектором 11 с отверстием 12, в верхней части которого выполнено коническое углубление 13, над которым установлен предохранительный клапан 14, выполненный в виде конической пробки 15 из огнеупорного материала и перфорированной вставки 16 из легкоплавкого материала. Снаружи коллектора выполнена водоохлаждаемая полость 17, в которой размещены подводящая трубка 18 и спиралевидная вставка 19. В нижней части полости 17 выполнены отверстия 20, 21, соответственно, для подвода и отвода охлаждающей воды.
Устройство работает следующим образом. В процессе обработки стали осуществляется нагрев металла электрической дугой постоянного тока и продувка инертным газом через один или два комбинированные подовые электроды 6 с отверстиями для продувки. При этом, коллектор для подвода электроэнергии и инертного газа к подовому электроду снаружи охлаждается водой. Благодаря спиралевидной вставке организуется интенсивный поток охлаждающей воды и исключается образование застойных (слабо охлаждаемых) участков. В случае разрушения подового электрода жидкая сталь расплавляет легкоплавкую вставку 16, и огнеупорная пробка 15 предохранительного клапана 14 перекрывает коническое углубление 13 в коллекторе 11, предотвращая вытекание жидкого металла. Таким образом, по сравнению с ближайшими аналогами предлагаемое устройство обладает повышенной надежностью, долговечностью и безопасностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для внепечной обработки металла в ковше | 2015 |
|
RU2614862C2 |
| Устройство для обработки металла в ковше | 2016 |
|
RU2653957C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ИНЕРТНОГО ГАЗА К СТАЛЕРАЗЛИВОЧНОМУ КОВШУ | 2001 |
|
RU2212305C2 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ПОДВОДА ИНЕРТНОГО ГАЗА К СТАЛЕРАЗЛИВОЧНОМУ КОВШУ | 2004 |
|
RU2260498C1 |
| Способ обработки металла газом | 1991 |
|
SU1838037A3 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОДУВОЧНЫХ ФУРМ В СТАЛЕРАЗЛИВОЧНЫХ КОВШАХ | 2005 |
|
RU2294968C1 |
| Способ производства стали для изготовления труб | 2018 |
|
RU2686510C1 |
| Шиберный затвор сталеразливочного ковша | 1986 |
|
SU1388193A1 |
Изобретение относится к области металлургии и может быть использовано при внепечной обработке жидкой стали в сталеразливочном ковше. Устройство содержит сталеразливочный ковш, по крайней мере, один комбинированный подовый электрод с отверстиями для вдувания инертного газа, токоподвод, совмещенный с трактом подвода инертного газа, и токоведущий распределительный коллектор с отверстием для подвода инертного газа. В верхней части коллектора установлен предохранительный клапан, выполненный в виде пробки из огнеупорного материала, а снаружи коллектора выполнена водоохлаждаемая полость со спиральной вставкой. Изобретение позволяет повысить надежность и безопасность эксплуатации ковша с донной продувкой металла. 5 ил.
Устройство внепечной обработки металла в ковше, содержащее сталеразливочный ковш, по крайней мере, один комбинированный подовый электрод с отверстиями для вдувания инертного газа, токоподвод, совмещенный с трактом подвода инертного газа, а также токоведущий распределительный коллектор с отверстием для подвода инертного газа, отличающееся тем, что устройство снабжено предохранительным клапаном, выполненным в виде конической пробки из огнеупорного материала и перфорированной вставки из легкоплавкого материала, установленным над коническим углублением, выполненным в верхней части коллектора, а снаружи коллектора расположена водоохлаждаемая полость со спиральной вставкой.
| Способ и устройство для внепечной обработки металла в ковше | 2015 |
|
RU2614862C2 |
| СПОСОБ КОМПЛЕКСНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА В АГРЕГАТЕ КОВШ-ПЕЧЬ | 2013 |
|
RU2532584C1 |
| EP 1192401 B1, 02.01.2003 | |||
| WO 9728285 A2, 07.08.1997. | |||

