ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области производства пакетов, снабженных системой повторного закрывания. В частности, настоящее изобретение относится к области производства пакетов из гибкого материала, снабженных системой повторного закрывания, например крышкой, которая может быть навинчена на опору, прикрепленную к пакетам, и может быть соответственно отвинчена.
УРОВЕНЬ ТЕХНИКИ
Пакеты из гибкого материала широко используются для упаковывания разных типов продуктов, например, пищевых продуктов. Такие пакеты могут быть получены из пленки гибкого материала, смотанной с катушки и обернутой вокруг формующей трубки. Документами, описывающими формирование пакетов из гибкого материала посредством формующей трубки, являются, например, WO 2018/100563 A1, WO 2019/192898 A1 и US 2018/0237173 A1.
Такие пакеты могут быть преимущественно снабжены системой повторного закрывания. В частности, такие пакеты в целом герметизируются сваркой. Если они не снабжены системой повторного закрывания, то при открывании пакета для извлечения из него продукта уплотнение будет безвозвратно повреждено, и впоследствии будет трудно снова закрыть пакет с тем, чтобы защитить продукт, оставшийся внутри пакета. Системы повторного закрывания, например крышки, которые навинчиваются на опоры и отвинчиваются от опор, прикрепленных к пакетам, позволяют открывать и закрывать пакеты повторяющимся образом.
Примеры этих пакетов, снабженных системами повторного закрывания данного типа, можно найти в WO 2013/107539 A1, WO 2007/132021 A1, US 4,887,912, WO 2012/004312 A1, DE 40 23 274 A1, EP 2 032 451 A1 и US 652,673.
В некоторых случаях, как, например, в US 652,673, система повторного закрывания устанавливается с наружной стороны пакета. Недостаток этих систем выражается в том, что система повторного закрывания может быть случайно отсоединена от пакета. Более того, для прикрепления системы повторного закрывания к наружной стороне пакета могут потребоваться специальные упаковочные материалы, которые с трудом поддаются шлифованию, например, пленки с двусторонним уплотнением, либо при отсутствии таковых, может потребоваться применение сложных и дорогостоящих технологий, таких как ультразвуковая сварка.
Поэтому, были предложены решения, такие как в US 4,887,912, в которых опора системы повторного закрывания прикрепляется к внутренней поверхности пакета, а система повторного закрывания выступает через отверстие в пленке из гибкого материала.
Даже если эти решения позволяют преодолеть проблемы, возникающие у пакетов с системой повторного закрывания, прикрепленной к наружной стороне, формирование таких пакетов считается сложным процессом. Система повторного закрывания прикрепляется к пленке из гибкого материала до начала формирования пакета, т.е. когда пленка еще растянута после размотки с катушки. Однако последующее обращение с пленкой, снабженной системами повторного закрывания для формирования пакетов, имеет критическое значение, поскольку системы повторного закрывания, прикрепленные к пленке, могут легко блокировать или усложнить последующие действия с пленкой, которые должны выполняться для получения пакетов.
Задачей настоящего изобретения является преодоление проблем развития современного уровня техники.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению система повторного закрывания применяется на пленке из гибкого материала, используемой для формирования пакетов, в частности, с установкой на поверхности пленки, которая будет использоваться для формирования внутренней поверхности пакета, когда пленка из гибкого материала оборачивается вокруг формующей трубки и, следовательно, формирует трубчатую конструкцию, c которой будут срезаться наполненные и герметизированные пакеты. Таким образом, система повторного закрывания применяется после того, как пленка оборачивается вокруг трубчатой системы, что позволяет избежать проблем развития современного уровня техники при обращении с пленкой, оснащенной системами повторного закрывания.
Согласно варианту реализации настоящего изобретения предлагается способ производства пакетов, снабженных системой повторного закрывания, содержащей опору, прикрепленную к пакету, и крышку, выполненную с возможностью повторного наложения на указанную опору, причем указанный способ включает следующие этапы:
- формирование пакетов посредством формующей трубки, при этом указанные пакеты формируют из пленки гибкого материала, которая обернута вокруг указанной формующей трубки;
- формирование отверстия в пленке, выполненной из гибкого материала, в соответствии с положением, в котором система повторного закрывания приложена к пакету;
- наложение указанной опоры на указанную пленку из гибкого материала таким образом, чтобы указанная опора была прикреплена к внутренней стороне пакетов, причем наложение осуществляют, когда пленка обернута вокруг формующей трубки;
причем отверстие формируют в пленке из гибкого материала до того, как пленка оборачивается вокруг формующей трубки.
Эта конфигурация обладает особым преимуществом, так как она позволяет делать отверстия в тех местах на пленке из гибкого материала, которым отдается предпочтение, и, поэтому, опоры размещаются на предпочтительном по высоте уровне пакета без необходимости прибегать к заранее определенным положениям в зависимости от конфигурации режущего средства. Кроме того, можно создавать большие пакеты и не нужно прибегать к использованию очень крупных машин, так как высота пакета не зависит от высоты машины. Более того, исключается риск загрязнения продукта, так как при формировании отверстий перед формующей трубкой кусочки пленки из гибкого материала не попадают в пакет.
Формирование пакетов посредством формующей трубки из пленки гибкого материала, обернутой вокруг формующей трубки, может быть выполнено несколькими способами, известными квалифицированному специалисту. Примеры, описывающие формирование пакетов из гибких материалов посредством формующей трубки, приводятся в WO 2018/100563 A1, WO 2019/192898 A1 и US 2018/0237173 A1. Пленка из гибкого материала в целом разматывается с катушки и оборачивается вокруг формующей трубки. Затем пленка герметизируется, формируя трубчатую конструкцию, которая выполняется с возможностью скольжения вдоль формующей трубки. Трубчатая конструкция приваривается у основания формующей трубки так, чтобы сформировать дно пакета. Продукт, которым будет наполняться пакет, подается в трубчатую конструкцию через формующую трубку. Пленка затем герметизируется так, чтобы закрыть наполненный пакет. И наконец, наполненный и закрытый пакет отрезается от трубчатой конструкции.
Опора накладывается на пленку из гибкого материала для того, чтобы она была прикреплена внутри пакетов. В частности, закрепление между опорой и пленкой из гибкого материала происходит через поверхность пленки из гибкого материала, которая находится внутри упаковки. Поверхность внутри упаковки, как правило, герметична, что необходимо при закрывании пакета, например методом термосваривания. Таким образом, наложение опоры на пленку может выполняться простым и эффективным способом. Более того, благодаря закреплению опоры внутри пакета, вероятность того, что система повторного закрывания случайно отделится от пакета, сводится к минимуму.
Согласно настоящему изобретению опора системы повторного закрывания накладывается на пленку из гибкого материала, когда пленка обернута вокруг формующей трубки. По существу, опора накладывается на трубчатую конструкцию, сформированную пленкой из гибкого материала вокруг формующей трубки. Это позволяет решить проблемы развития уровня техники. В частности, последующие этапы производства пакета упрощаются, так как система повторного закрывания накладывается на трубчатую конструкцию, уже сформированную вокруг формующей трубки. Поэтому, при формировании трубчатой конструкции пленкой из гибкого материала, уже снабженной системами повторного закрывания, не возникает никаких проблем. Сложности появляются, когда пленка вокруг трубчатой конструкции загибается, так как системы повторного закрывания могут быть блокированы или, во всяком случае, создавать помехи, когда пленка оборачивается вокруг трубчатой конструкции.
Согласно настоящему изобретению наложение опоры на пленку из гибкого материала может происходить, когда опора и крышка собраны в узел, формирующий систему повторного закрывания. Другими словами в такой конфигурации на пленку из гибкого материала накладывается не только опора, но и собранная система повторного закрывания, которая устанавливается непосредственно на пленку из гибкого материала, благодаря наложению опоры. В альтернативном варианте узел системы повторного закрывания может устанавливаться после того, как на пленку из гибкого материала прикрепляется опора, то есть крышка накладывается на опору только после того, как опора будет прикреплена к пленке из гибкого материала.
Согласно дополнительному варианту реализации настоящего изобретения предлагается способ, согласно которому указанное наложение выполняется посредством сварки и согласно которому указанная сварка выполняется посредством сварочного аппарата, который обрабатывает поверхность указанной пленки из гибкого материала, формируя наружную сторону пакетов. Сварка может выполняться, например, аппаратом точечной, ультразвуковой или индукционной сварки.
Согласно дополнительному варианту реализации настоящего изобретения предлагается способ, согласно которому указанная опора накладывается на указанной пленке с её закреплением вдоль поверхности вокруг указанного отверстия, обращенной к внутренней стороне пакета.
Отверстие преимущественно формируется в пленке из гибкого материала до обертывания формующей трубки пленкой. Например, отверстие может быть сформировано, когда пленка растянута после размотки с катушки и до обертывания вокруг формующей трубки. Таким образом, вокруг формующей трубки формируется трубчатая конструкция, которая имеет разные отверстия в положениях, в которых системы повторного закрывания будут наложены на разные пакеты, полученные из трубчатой конструкции.
Согласно дополнительному варианту реализации настоящего изобретения предлагается способ, в котором указанная формующая трубка содержит отверстие, выполненное для транспортировки указанной опоры, и этом указанный способ включает следующие этапы:
- обеспечение указанной опоры внутри указанной формующей трубки;
- совмещение указанного отверстия указанной пленки из гибкого материала с указанным отверстием указанной формующей трубки;
- извлечение указанной опоры изнутри указанной формующей трубки через указанное отверстие указанной формующей трубки, так что по меньшей мере часть указанной опоры выходит за пределы указанного отверстия указанной пленки из гибкого материала, а по меньшей мере часть указанной опоры остается внутри указанного отверстия указанной пленки из гибкого материала.
Согласно дополнительному варианту реализации настоящего изобретения предлагается способ, в котором указанное отверстие указанной формующей трубки имеет больший диаметр, чем диаметр указанного отверстия указанной пленки из гибкого материала. Это преимущественно позволяет автоматически останавливать выталкивание системы повторного закрывания таким образом, чтобы она не выходила за пределы отверстия пленки.
Согласно дополнительному варианту реализации настоящего изобретения предлагаемый способ дополнительно включает следующие этапы:
- обеспечение продукта, которым необходимо заполнить указанные пакеты, внутри формующей трубки таким образом, чтобы продукт при падении через формующую трубку входил в контакт с направляющей, в которой перемещается опора.
Эта конфигурация позволяет использовать одну формующую трубку для обеспечения условий наполнения пакетов продуктом и прикрепления опор к пакетам.
Согласно дополнительному варианту реализации настоящего изобретения предлагается способ для производства пакетов, снабженных системой повторного закрывания, содержащей опору, прикрепленную к пакету, и крышку, выполненную с возможностью повторного наложения на указанную опор, при этом указанная система содержит:
- формующую трубку для формирования пакетов из пленки, выполненной из гибкого материала, которая обернута вокруг указанной формующей трубки;
- средство формирования отверстий, выполненное с возможностью формирования отверстия в пленке из гибкого материала в соответствии с положением, в котором наложена указанная опора;
- средство наложения для наложения указанной опоры на указанную пленку из гибкого материала таким образом, чтобы указанная опора была прикреплена к внутренней стороне пакетов, причем указанное средство наложения выполнено с возможностью наложения указанной опоры на пленку, когда пленка обернута вокруг формующей трубки;
причем средство формирования отверстий расположено в технологической цепочке перед формующей трубкой так, чтобы отверстия формировались в пленке из гибкого материала во время ее разматывания до оборачивания вокруг формующей трубки.
Эта конфигурация обладает особым преимуществом, так как она позволяет делать отверстия в тех местах на пленке из гибкого материала, которым отдается предпочтение, и, поэтому, опоры размещаются на предпочтительном по высоте уровне пакета без необходимости прибегать к заранее определенным положениям в зависимости от конфигурации режущего средства. Более того, можно создавать большие пакеты и не нужно прибегать к использованию очень крупных машин, так как высота пакета не зависит от высоты машины. Более того, исключается риск загрязнения продукта, так как при формировании отверстий перед формующей трубкой кусочки пленки из гибкого материала не попадают в пакет.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, в которой указанное средство наложения содержит по меньшей мере сварочный аппарат, выполненный с возможностью работы на поверхности указанной пленки из гибкого материала, образующей наружную сторону пакетов. Сварочный аппарат может быть представлен аппаратом точечной, ультразвуковой или индукционной сварки.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, в которой указанная формующая трубка содержит отверстие, выполненное для транспортировки указанной опоры изнутри наружу указанной формующей трубки. Таким образом, система повторного закрывания снабжена изнутри формующей трубкой.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, в которой указанная формующая трубка содержит направляющую для направления указанной опоры из подающей емкости в указанное отверстие указанной формующей трубки. Направляющая может быть выполнена таким образом, чтобы ориентировать систему повторного закрывания в заранее определенном направлении. Например, направляющая может иметь такой размер, который не позволит наклонять систему повторного закрывания.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, в которой указанное средство наложения содержит средство извлечения для извлечения указанной опоры изнутри указанной формующей трубки через указанное отверстие указанной формующей трубки. Средство извлечения может содержать, например, толкающее средство, расположенное внутри формующей трубки и выполненное для выталкивания опоры изнутри формующей трубки наружу формующей трубки. Толкающее средство может быть, например, активировано механическим или пневматическим способом. Средства извлечения могут быть преимущественно выполнены для противодействия сварочному аппарату, через который опора прикрепляется к пленке.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, которая дополнительно содержит средство формирования отверстий для формирования отверстия в указанной пленке из гибкого материала в соответствии с местоположением указанной опоры. Средства формирования отверстий преимущественно расположены перед формующей трубкой так, чтобы отверстия могли быть выполнены в пленке из гибкого материала до оборачивания пленки вокруг формующей трубки. Средства формирования отверстий могут быть выполнены для формирования отверстий, имеющих меньший диаметр по отношению к диаметру отверстия формующей трубки.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, которая дополнительно содержит средство для выравнивания указанного отверстия, сформированного в указанной пленке из гибкого материала с указанным отверстием указанной формующей трубки.
Согласно дополнительному варианту реализации настоящего изобретения предлагается система, в которой указанная формующая трубка содержит направляющую, вдоль которой может транспортироваться опора, и где пакет наполняется продуктом внутри формующей трубки и при падении входит в контакт с направляющей.
Эта конфигурация обладает особым преимуществом, так как она позволяет реализовать компактную систему, где используется одна формующая трубка, как для того, чтобы пакет наполнялся продуктом, так и для того чтобы опоры закреплялись на пакетах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет описываться с отсылкой к прилагаемым фигурам, в которых одни и те же ссылочные номера и/или знаки указывают на те же самые детали и//или на аналогичные и/или соответствующие детали системы.
На Фиг. 1 схематично показан пакет, который может быть реализован настоящим изобретением.
На Фиг. 2 схематично показан еще один пакет, который может быть реализован настоящим изобретением.
На Фиг. 3 схематично показан вид детали пакетов в разрезе по Фиг. 1 и 2.
На Фиг. 4 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
На Фиг. 5 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
На Фиг. 6 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
На Фиг. 7 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
На Фиг. 8 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
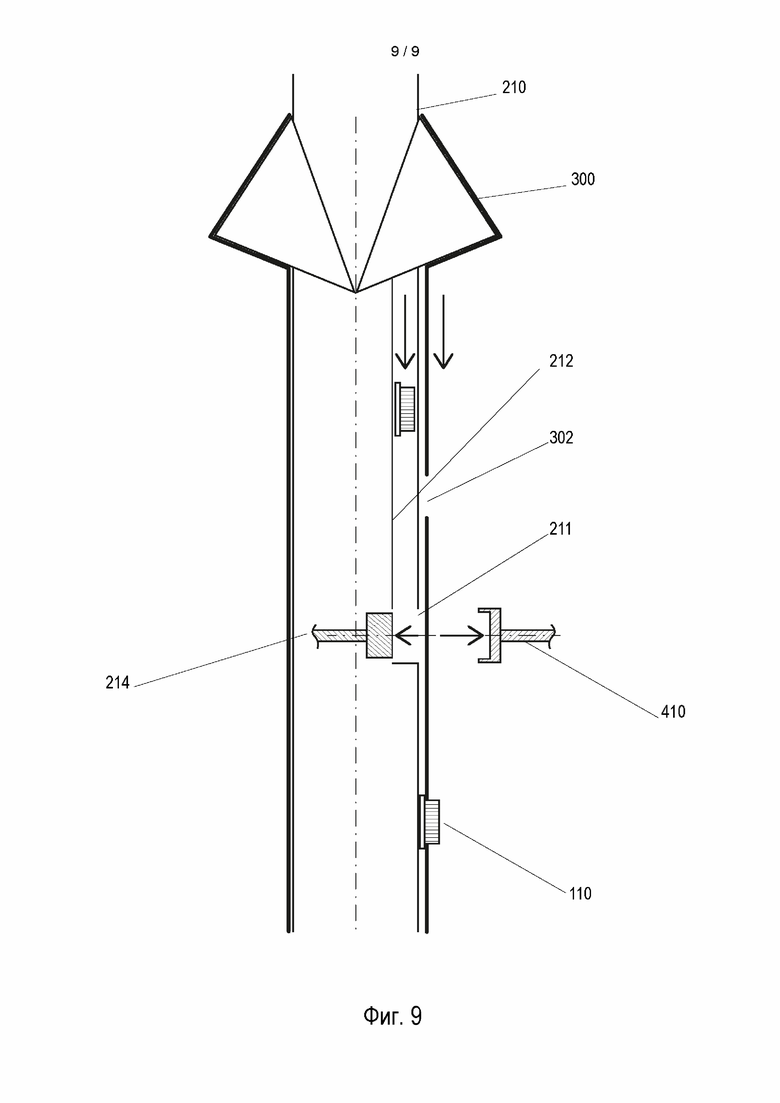
На Фиг. 9 схематично показан этап для способа согласно варианту реализации настоящего изобретения;
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Ниже настоящее изобретение описывается со ссылкой на отдельные варианты реализации, как показано в приложенных фигурах. Однако настоящее изобретение не ограничивается отдельными вариантами реализации, описанными в следующем разделе "Раскрытие изобретения" и показанными на фигурах. Вместо этого описанные варианты реализации просто представляют на примере разные фигуры настоящего изобретения, объем которого определяется формулой изобретения. Дальнейшие изменения и вариации настоящего изобретения будут понятны квалифицированному специалисту.
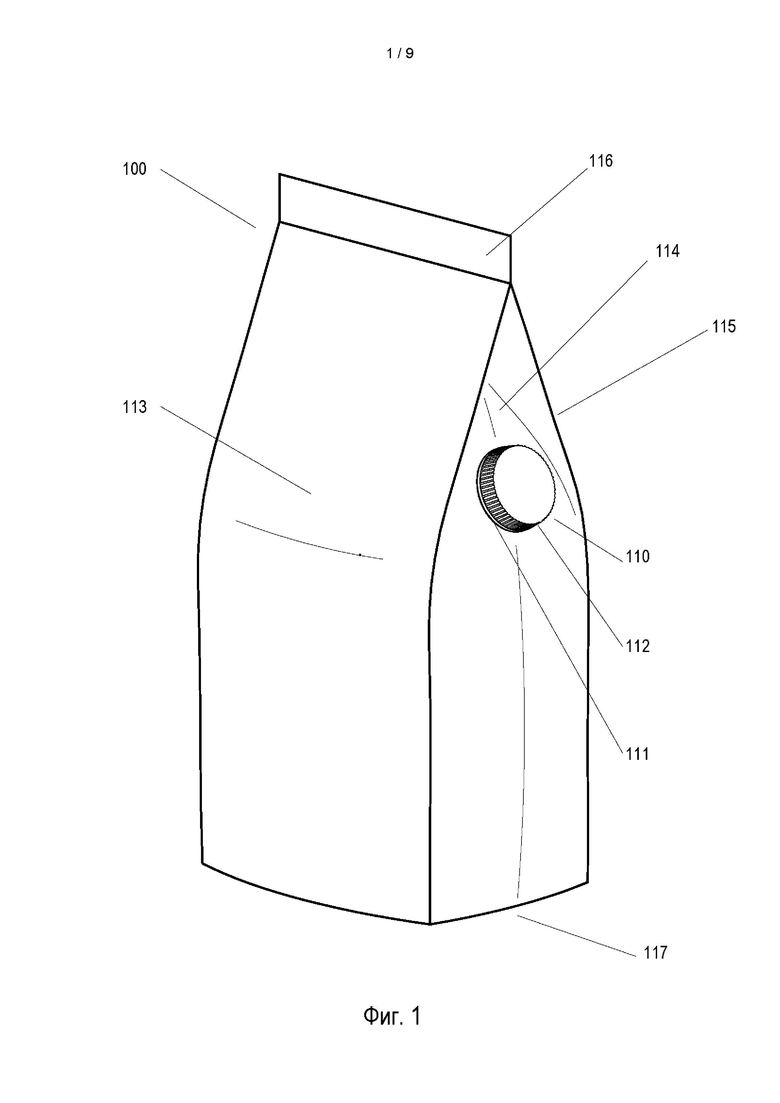
На Фиг. 1 схематично показан пакет 100, который может быть реализован настоящим изобретением. Пакет 100 выполнен из гибкого материала и содержит переднюю поверхность 113 и заднюю поверхность 115. Передняя поверхность 113 и задняя поверхность 115 соединяются, например, посредством сварки, в соответствии с местоположением верхней части 116 пакета с целью закрывания пакета. Пакет дополнительно содержит две боковые поверхности для соединения передней поверхности 113 и задней поверхности 115. На фигуре показана правая боковая поверхность. Пакет дополнительно содержит плоское дно 117 на котором он может стоять.
Пакет 100, показанный на Фиг. 1, содержит систему 110 повторного закрывания. Система 110 повторного закрывания обеспечивает открывание и закрывание пакета повторяемым образом, тем самым гарантируя, что сразу после закрывания с использованием системы 110 повторного закрывания пакет закрывается соответствующим образом.
Система 110 повторного закрывания содержит опору 111, которая прикрепляется к пакету 100. В частности, опора 111 прикрепляется к пленке 300 из гибкого материала, из которого изготовлен пакет 100. Если сформулировать более конкретно, как схематично показано на Фиг. 3 и как описано ниже, опора 111 прикрепляется к поверхности 303 внутри пакета 100 из пленки 300, выполненной из гибкого материала, из которого изготовлен пакет 100.
Система 110 повторного закрывания дополнительно содержит крышку 112, которая может быть наложена на опору 111 повторяемым образом. Например, как схематично показано на Фиг. 3, опора 111 может содержать резьбовую часть 118, соответствующую резьбовой части 119 крышки 112 таким образом, что крышка 112 может быть навинчена и отвинчена с опоры через резьбовую часть. Могут быть представлены иные варианты реализации касательно повторяемого наложения крышки 112 на опору 111. Например, крышка и опора могут быть выполнены так, чтобы крышка могла вставляться под давлением на опору или внутри опоры.
На Фиг. 1 показана система 110 повторного закрывания, прикрепленная к передней поверхности 113 пакета 100. Система 110 повторного закрывания может быть также прикреплена к задней поверхности 115.
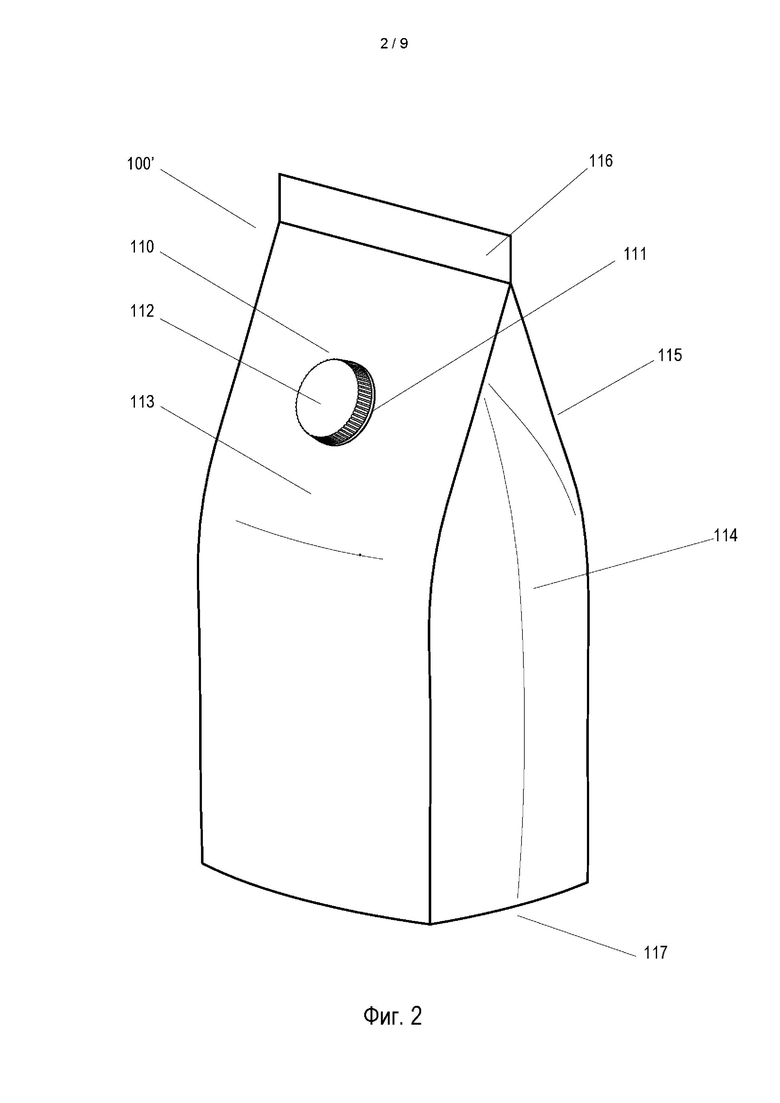
На Фиг. 2 схематично показан еще один пакет 100', который может быть реализован настоящим изобретением. В отличие от пакета 100 по Фиг. 1, в пакете 100' по Фиг. 2 система 110 повторного закрывания прикрепляется к боковой поверхности 114 пакета 100'. Система 110 повторного закрывания может быть также прикреплена к противоположной боковой поверхности.
Пакеты, аналогичные пакетам 100, 100', показанные на Фиг. 1 и 2, могут использоваться для упаковывания разных видов продуктов, например, пищевых продуктов, таких как кофе, мука, сахар и других подобных продуктов.
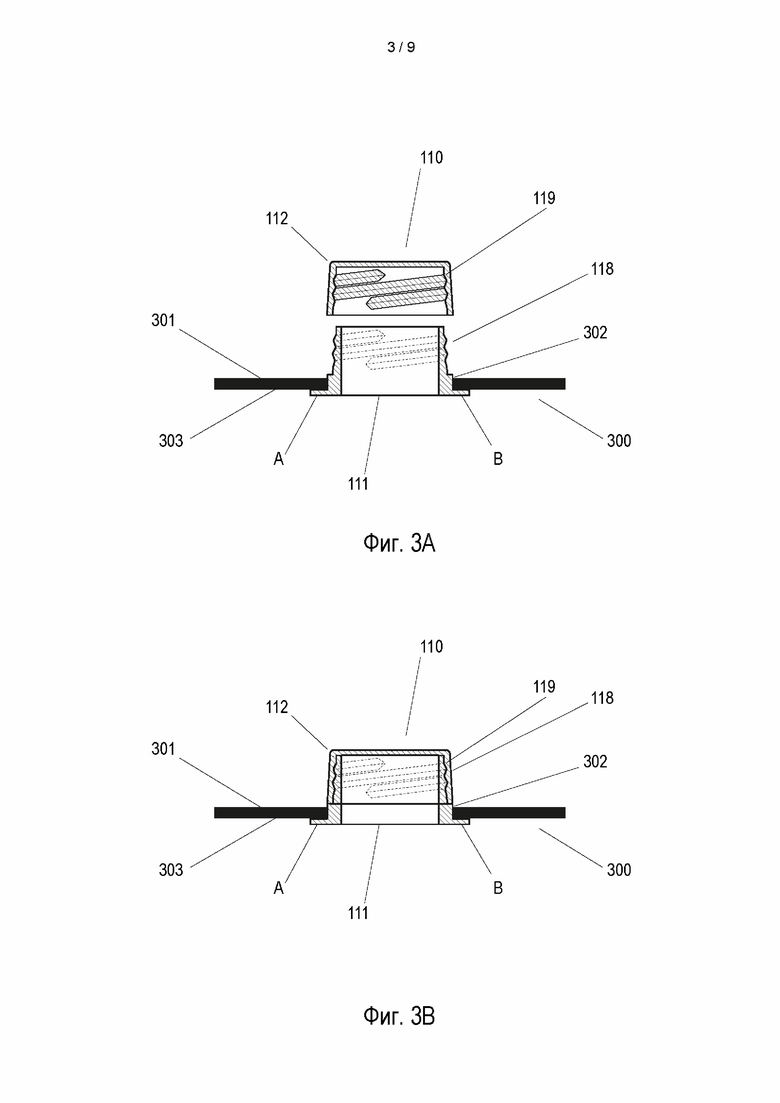
На Фиг. 3 схематично показан вид детали пакетов в разрезе по Фиг. 1 и 2. На Фиг. 3 показана, в частности, часть пленки 300 из гибкого материала, из которого изготовлен пакет 100. Пленка 300 включает поверхность 301 с внешней стороны пакета и поверхность 303 с внутренней стороны пакета. По существу, в конфигурации на фигуре внутренняя поверхность пакета направлена вниз, а наружная поверхность пакета направлена вверх. Пленка 300 содержит отверстие 302, в соответствии с которым закреплена система повторного закрывания. На фигуре показано, что опора 111 прикреплена к поверхности 303 пленки 300 внутри пакета. Другими словами, опора 111 прикреплена к внутренней стороне пакета. Опора 111 содержит фланец 119, который может использоваться для ее крепления к внутренней поверхности пакета. Крепление опоры 111 к внутренней поверхности 303 через фланец 119 может осуществляться в зонах A и B внутри пакета посредством сварки.
На фигуре дополнительно показана опора 111, выступающая через отверстие 302 таким образом, что часть опоры 111 оказывается снаружи пакета. Часть на опоре 111, выступающая в сторону наружной части пакета, используется для соединения с крышкой 112. К слову, на примере, показанном на фигуре, часть 111 опоры, выступающая в сторону наружной части пакета, содержит резьбовую часть 118, которая может быть соединена с резьбовой частью 119 крышки 112.
Ниже, как показано на Фиг. 4 - 9, раскрыты способ и система производства пакетов, аналогичных тем, что показаны на Фиг. 1 и 2.
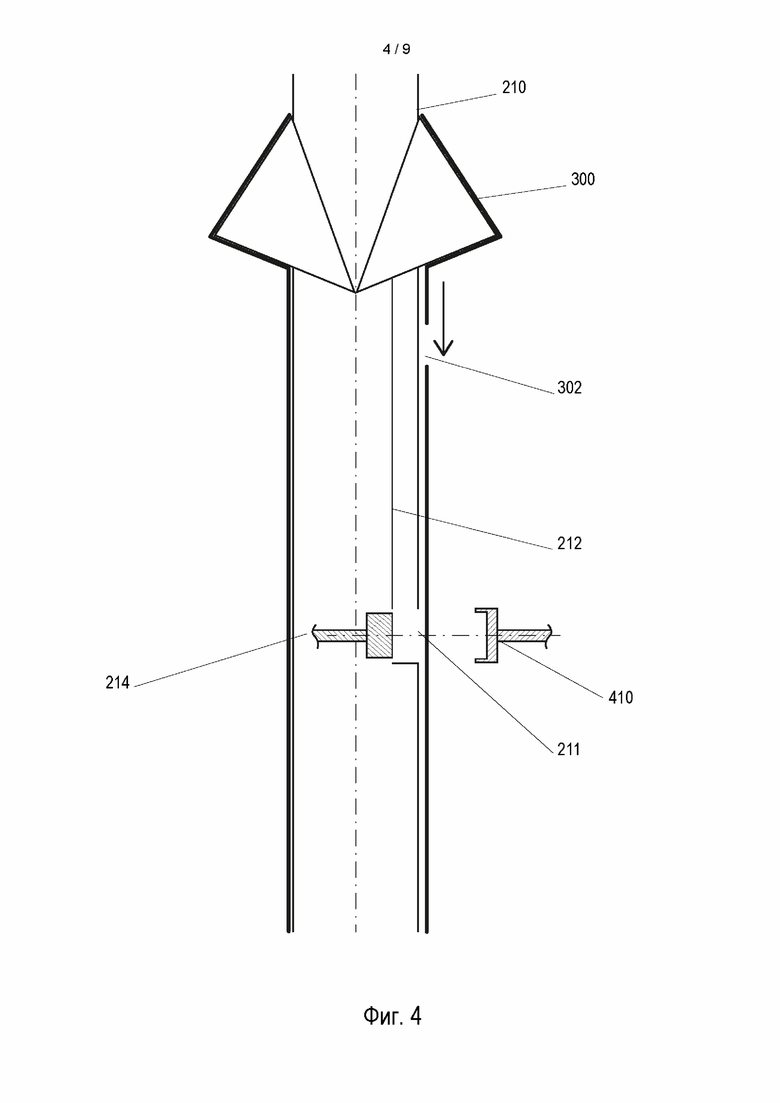
Система содержит формующую трубку 210. Способ формирования пакетов из гибкого материала посредством формующей трубки квалифицированному специалисту известен, и, поэтому, подробно не описан. Примеры документов, в которых раскрыт способ формирования пакетов из гибких материалов посредством формующей трубки, приводятся в WO 2018/100563 A1, WO 2019/192898 A1 и US 2018/0237173 A1. Пленка из гибкого материала обертывается вокруг формующей трубки и, следовательно, необходимые операции сварки и резания выполняются таким образом, чтобы сформировать пакеты. Формующая трубка преимущественно изготавливается для наполнения пакетов в процессе формирования.
На Фиг. 4 показана пленка из гибкого материала 300, оборачиваемая вокруг формующей трубки 210. Формирование пакетов осуществляется посредством скольжения пленки 300 вдоль формующей трубки в направлении дна. На фигуре показано, что формующая трубка подгоняется под направляющую 212, которая заканчивается в соответствии с отверстием 211 формующей трубки. Формующая трубка 210 выполнена так, что она содержит направляющую 212, и таким образом, что продукт, попадая в пакеты, падает через формующую трубку в зону 215 рядом с направляющей 211, где зона 215 содержит, например, элемент 214, который действует в качестве держателя для наложения опоры 211. В предпочтительном варианте продукт, которым наполняются пакеты в процессе наполнения через формующую трубку 210, входит в контакт с направляющей 212.
На фигуре дополнительно показано, что на этом этапе пленка 300 содержит отверстие 302, находящееся в верхней части формующей трубки.
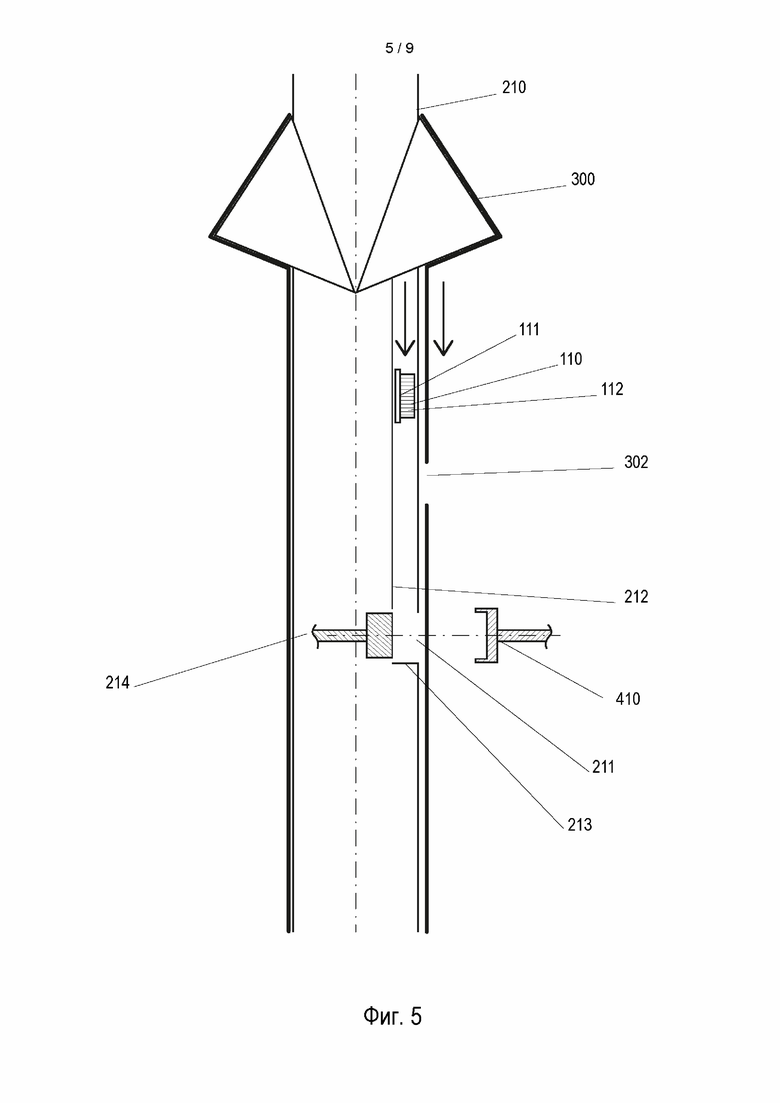
На Фиг. 5 дополнительно показан следующий этап. Система 110 повторного закрывания предназначена для скольжения вдоль направляющей 212 внутрь формующей трубки 210. Например, система 110 повторного закрывания может падать в результате свободного падения вдоль направляющей 212. Система 110 повторного закрывания может быть предусмотрена в направляющей 212 от подающей емкости системы 110 повторного закрывания. Системы 110 повторного закрывания могут быть ориентированы соответствующим образом до подачи на направляющую 212. Направляющая 212 может быть выполнена таким образом, что в процессе падения систем 110 повторного закрывания вдоль самой направляющей направления их ориентирования не меняются. В частности, в конфигурации, показанной на Фиг. 5, опора 111 направлена влево, в то время как крышка 112 направлена вправо. Размер направляющей 212 таков, что при падении системы 110 повторного закрывания направление ориентирования не может меняться.
На этапах, показанных на Фиг. 5, также видно, что пленка 300 соскользнула вниз. Отверстие 302, фактически, в нижнем положении по отношению к данному этапу, показано на Фиг. 4.
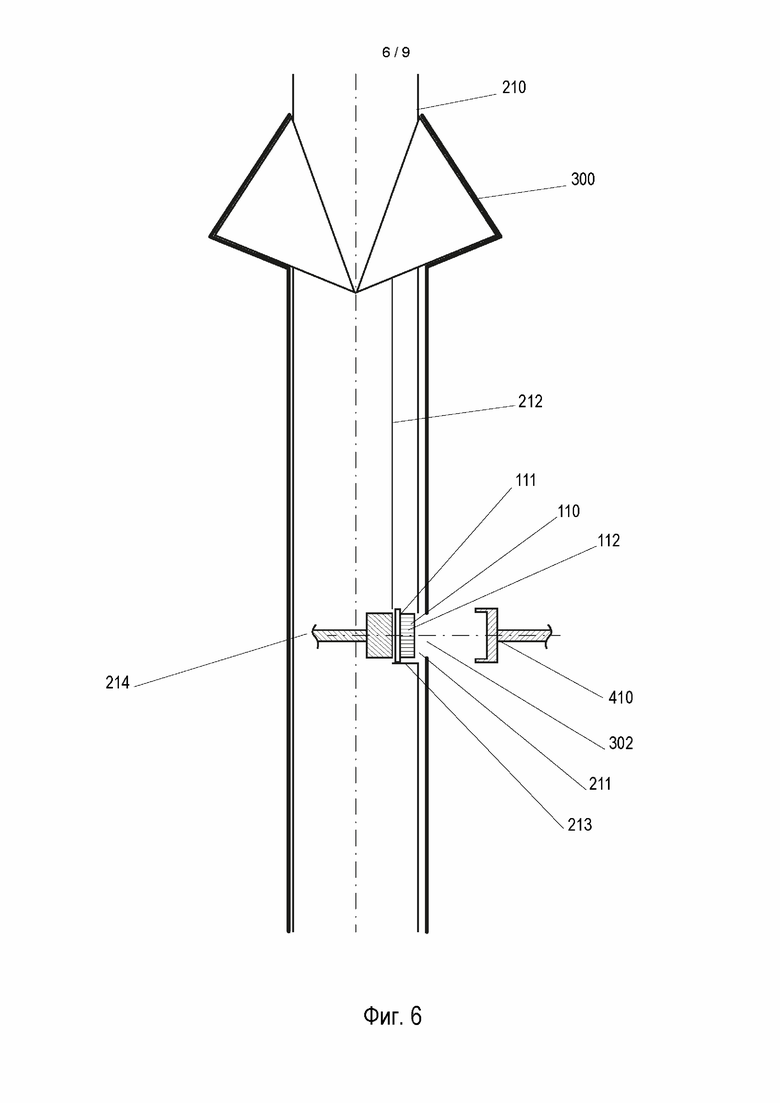
На Фиг. 6 показан следующий этап. Направляющая 212 внутри формующей трубки 210 содержит конечную часть 213, соответствующую отверстию 211 формующей трубки 210. Конечная часть 213 выполнена для остановки скольжения системы 110 повторного закрывания вдоль направляющей 212. В частности, остановка скольжения системы 110 повторного закрывания происходит при прохождении через конечную часть 213, когда система 110 повторного закрывания находится в положении, соответствующем отверстию 211 формующей трубки 210.
На этапе, показанном на Фиг. 6, пленка 300 была дополнительно сдвинута вниз и остановлена в момент, когда отверстие 302 пленки 300 оказалось на одном уровне с отверстием 211 формующей трубки 210. Блокировка в этом положении может регулироваться разными способами, например, посредством систем обнаружения, которые обнаруживают, когда отверстия 302 и 211 оказываются на одном уровне, и посредством системы управления, которая блокирует скольжение в направлении дна пленки 300, когда обнаруживается эта ситуация.
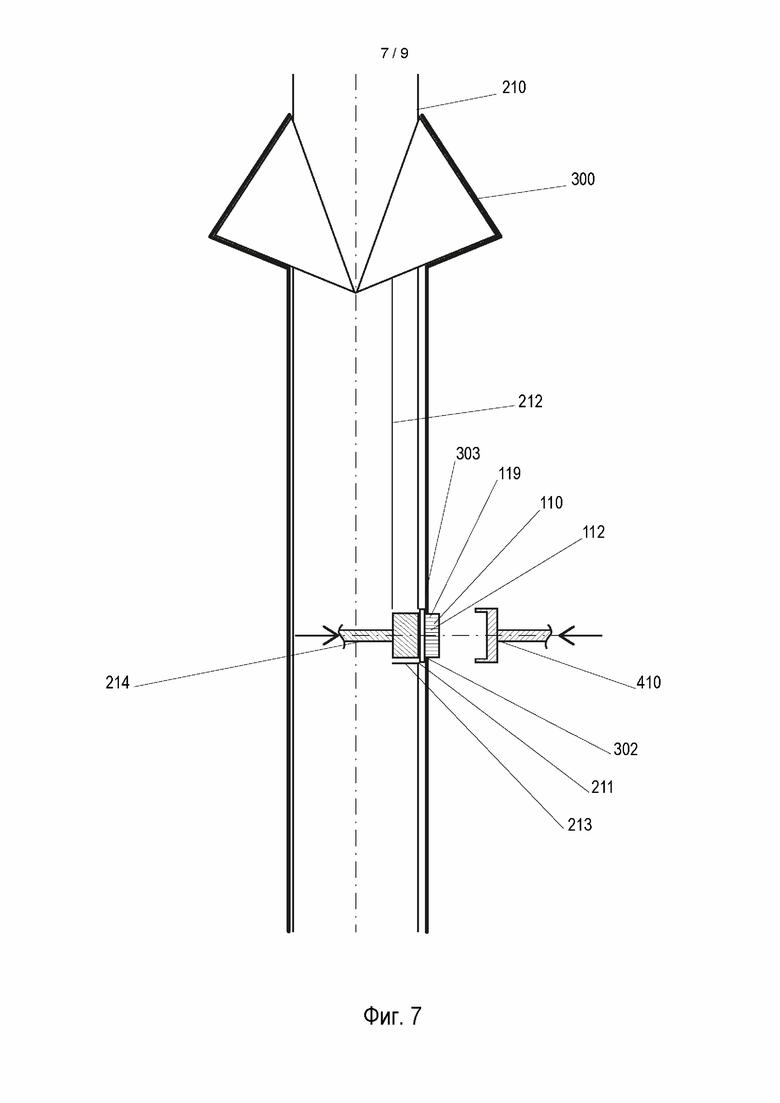
На Фиг. 7 показан следующий этап. Система 110 повторного закрывания выводится изнутри формующей трубки 210 наружу формующей трубки 210 через отверстие 211 формующей трубки 210. Это действие может выполняться посредством захватного средства. Например, это действие может выполняться выталкиванием системы 110 повторного закрывания изнутри формующей трубки 210 наружу. В альтернативном варианте, это действие может выполняться затягиванием системы 110 повторного закрывания изнутри формующей трубки 210 наружу.
На Фиг. 7 показано, что диаметр отверстия 302 пленки 300 меньше, чем диаметр отверстия 211 формующей трубки 210. Система 110 повторного закрывания затем выводится из отверстия 302 пленки 300 лишь частично. В частности, часть системы повторного закрывания остается внутри отверстия 302, а другая часть выводится наружу. Часть, которая остается внутри отверстия 302 содержит фланец 119, который затем присоединяется к внутренней поверхности 303 пленки 300. Часть, которая выводится наружу, содержит резьбовую часть 118.
На Фиг. 7 дополнительно показан сварочный аппарат 410, который подведен к системе 110 повторного закрывания.
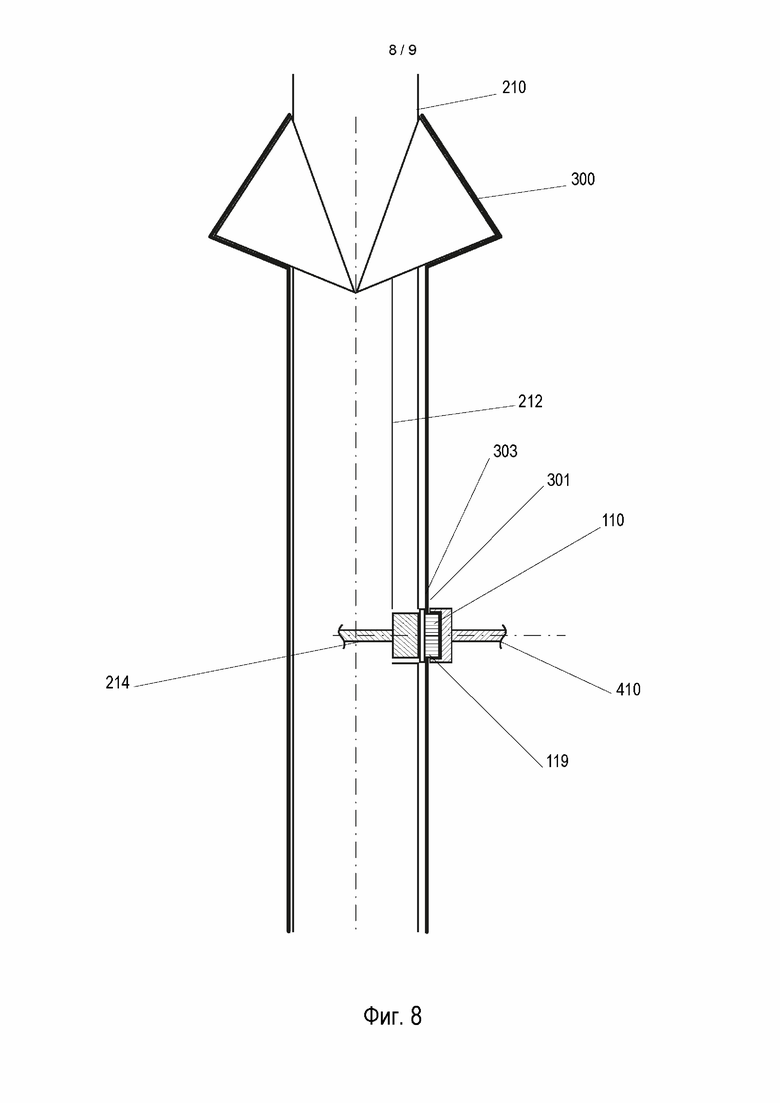
На Фиг. 8 показан следующий этап. На этом этапе сварочный аппарат 410 касается наружной поверхности 301 пленки 300 таким образом, чтобы приварить фланец 119 системы 110 повторного закрывания к внутренней поверхности 303 пленки 300.
На Фиг. 9 показан следующий этап. На этом этапе можно видеть, что пленка 300 перемещается далее вниз таким образом, что система 110 повторного закрывания, прикрепленная к пленке на этапах, показанных на Фиг. 4 - 8, отводится от отверстия 211 формующей трубки 210. Эта часть пленки 300, прикрепленная к системе 110 повторного закрывания, затем дополнительно обрабатывается таким образом, чтобы сформировать пакет 100 на следующих этапах вдоль формующей трубки.
На Фиг. 9 дополнительно показано, что новая система повторного закрывания выполнена для скольжения вдоль направляющей 112, как показано на Фиг. 5, таким образом, чтобы продолжить установку новой системы повторного закрывания на пленке 300.
Процесс затем выполняется в цикличном режиме для наложения разных систем повторного закрывания на пленку 300 и, следовательно, для производства разных пакетов 100, снабженных системами 110 повторного закрывания.
Даже если настоящее изобретение было представлено со ссылкой на варианты реализации, описанные выше, квалифицированному специалисту понятно, что имеется возможность применения разных модификаций, вариаций и улучшений настоящего изобретения в свете описанных выше учений и в рамках прилагаемой формулы, не отступая от содержания и пределов охраны настоящего изобретения.
Например, настоящее изобретение может использоваться для реализации пакетов с разными размерами. Более того, даже если было показано, что с готовой системой повторного закрывания выполняются разные действия, то есть, с крышкой, прикрепленной к опоре, такие действия могли бы выполняться в альтернативном варианте только с опорой, а крышка могла бы крепиться позднее, например, привинчена к опоре до крепления к пакетам.
И наконец, те области, которые считаются известными квалифицированному специалисту, в описание не вошли с целью исключения неясностей, которые не нужны в описываемом изобретении.
Например, этапы, известные квалифицированному специалисту, для формирования пакетов с пленкой из гибкого материала посредством формующей трубки не были описаны подробно, например, размотка пленки с катушки, оборачивание пленки вокруг формующей трубы, обработка пленки сваркой для формирования дна пакетов, наполнение пакетов, обработка пленки сваркой для закрывания пакетов и обрезание пакетов, сформированных из пленки, с последующим наполнением.
Вследствие этого изобретение не ограничивается примерами реализации, описанными выше, а ограничиваются лишь пределами защиты прикладываемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХИРУРГИЧЕСКОЕ СШИВАЮЩЕЕ УСТРОЙСТВО С СИСТЕМОЙ БЛОКИРОВКИ ДЛЯ ПРЕДОТВРАЩЕНИЯ АКТИВАЦИИ В ОТСУТСТВИЕ УСТАНОВЛЕННОЙ КАССЕТЫ СО СКОБАМИ | 2013 |
|
RU2640947C2 |
| ЗАКРЫВАЮЩИЕ СИСТЕМЫ БЛОКИРОВКИ ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2693364C2 |
| ПАРОПРОНИЦАЕМАЯ ВСТАВКА ДЛЯ ПРЕДМЕТА ОДЕЖДЫ И ОБУВИ, ПРЕДМЕТ ОДЕЖДЫ И ОБУВИ С ТАКОЙ ВСТАВКОЙ | 2019 |
|
RU2788649C2 |
| ЗМЕЕВИДНЫЙ ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ И НАБОР ДЕТАЛЕЙ ДЛЯ ЗМЕЕВИДНОГО ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 2019 |
|
RU2772213C1 |
| МОДУЛЬНЫЕ СИСТЕМЫ И СПОСОБЫ ЗАКРЫТИЯ РАНЫ ПОНИЖЕННЫМ ДАВЛЕНИЕМ | 2009 |
|
RU2469745C1 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
| ТРАНСОРАЛЬНАЯ СИСТЕМА ВВЕДЕНИЯ КРУГОВОГО УПОРА С ФУНКЦИЕЙ РАСШИРЕНИЯ | 2013 |
|
RU2655117C2 |
| УПАКОВОЧНЫЙ БЛОК, ИМЕЮЩИЙ УЛУЧШЕННУЮ ГЕРМЕТИЧНОСТЬ | 2012 |
|
RU2587070C1 |
| СПОСОБ УПАКОВКИ СЪЕДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2401233C2 |
| СИСТЕМА ЕМКОСТЕЙ, ИМЕЮЩИХ ВЗАИМОЗАМЕНЯЕМЫЕ КОМПОНЕНТЫ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2604014C2 |
Заявлены система для производства и способ производства пакетов (100), снабженных системой (110) повторного закрывания, которая содержит опору (111), прикрепленную к пакету, и крышку (112), выполненную с возможностью повторного наложения на опору. Пакеты формируются посредством формующей трубки (210) путем формирования трубчатой конструкции из пленки из гибкого материала (300), обернутой вокруг формующей трубки, при этом до обертывания указанной пленки (300) вокруг формующей трубки в пленке из гибкого материала выполняют отверстие в соответствии с положением, в котором указанная система повторного закрывания наложена на пакет. Система повторного закрывания накладывается на пленку из гибкого материала таким образом, чтобы опора крепилась внутри пакетов. Установка системы повторного закрывания выполняется, когда пленка обернута вокруг формующей трубки. 2 н. и 11 з.п. ф-лы, 10 ил.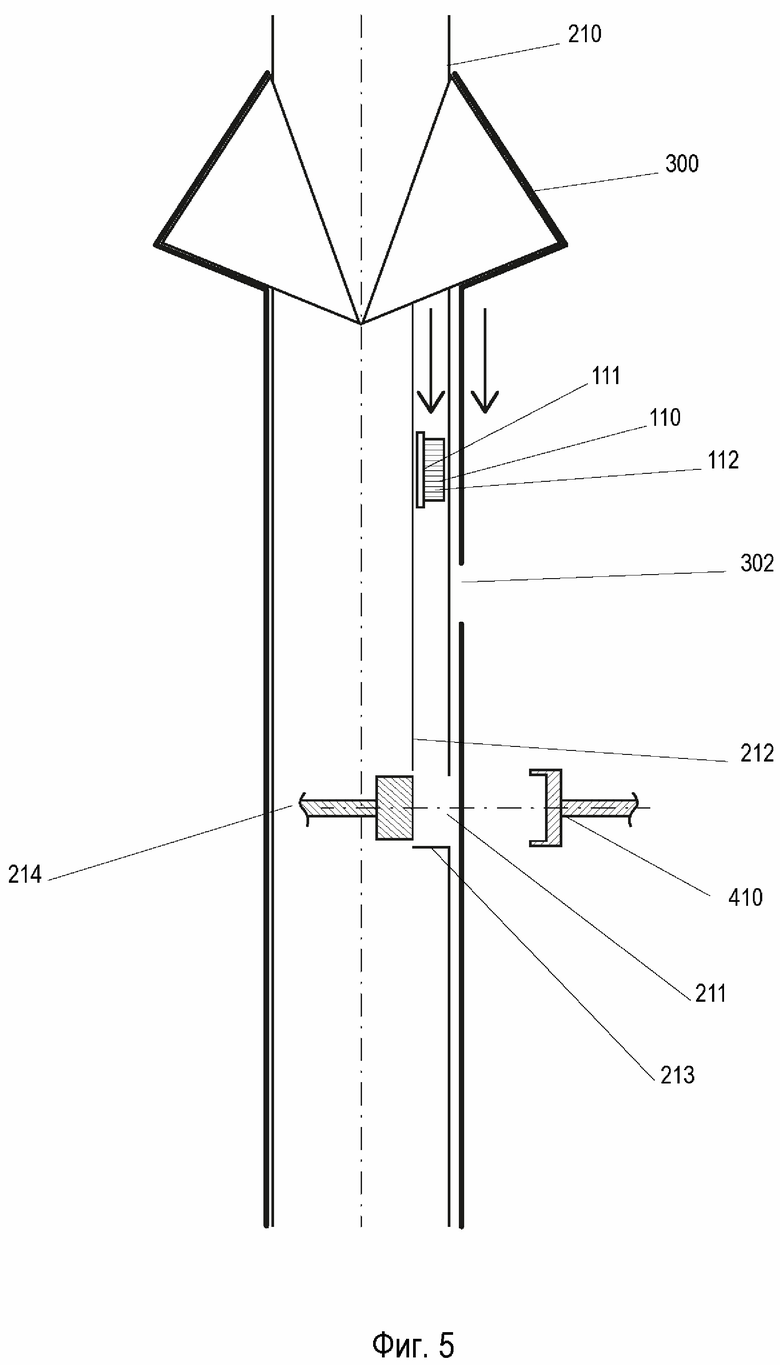
1. Способ производства пакетов (100), снабженных системой (110) повторного закрывания, содержащей опору (111), прикрепленную к пакету, и крышку (112), выполненную с возможностью повторного наложения на указанную опору (111), при этом способ включает следующие этапы:
формирование пакетов (100) посредством формующей трубки (210), при этом указанные пакеты (100) формируют из пленки из гибкого материала (300), которая обернута вокруг указанной формующей трубки (210);
формирование отверстия (302) в пленке, выполненной из гибкого материала (300) в соответствии с положением, в котором указанная система (110) повторного закрывания наложена на пакет (100);
наложение указанной опоры (111) на указанную пленку из гибкого материала (300) таким образом, чтобы указанная опора (111) была прикреплена к внутренней стороне пакетов (100), причем наложение осуществляют, когда пленка (300) обернута вокруг формующей трубки (210);
отличающийся тем, что:
указанное отверстие (302) формируют в указанной пленке из гибкого материала (300) до обертывания указанной пленки (300) вокруг указанной формующей трубки (210).
2. Способ по п. 1, в котором указанное наложение выполняют посредством сварки, а указанную сварку выполняют посредством сварочного аппарата, который обрабатывает поверхность (301) указанной пленки из гибкого материала (300), формируя наружную сторону указанных пакетов (100).
3. Способ по любому из пп. 1 или 2, в котором указанную опору (111) накладывают на указанную пленку (300) посредством ее крепления вдоль поверхности вокруг указанного отверстия (302), обращенной к внутренней стороне указанного пакета (100).
4. Способ по любому из пп. 1-3, в котором указанная формующая трубка (210) содержит отверстие (211), выполненное с возможностью транспортировки указанной опоры (111), и при этом указанный способ включает следующие этапы:
обеспечение указанной опоры (111) внутри указанной формующей трубки (210);
совмещение указанного отверстия (302) указанной пленки из гибкого материала (300) с указанным отверстием (211) указанной формующей трубки (210);
извлечение указанной опоры (111) изнутри указанной формующей трубки (210) через указанное отверстие (211) указанной формующей трубки (210), так что по меньшей мере часть (118) указанной опоры (111) также выходит за пределы указанного отверстия (302) указанной пленки из гибкого материала (300), а по меньшей мере часть (119) указанной опоры (111) остается внутри указанного отверстия (302) указанной пленки из гибкого материала (300).
5. Способ по п. 4, в котором указанное отверстие (211) указанной формующей трубки (210) имеет больший диаметр, чем диаметр указанного отверстия (302) указанной пленки из гибкого материала (300).
6. Способ по любому из предыдущих пунктов дополнительно включает следующий этап:
обеспечение продукта, которым необходимо заполнить указанные пакеты (100), внутри формующей трубки (210) таким образом, чтобы продукт (100) при падении через формующую трубку (210) входил в контакт с направляющей (212), вдоль которой перемещают опору (111).
7. Система для производства пакетов (100), снабженных системой (110) повторного закрывания, содержащей опору (111), прикрепленную к пакету, и крышку (112), выполненную с возможностью повторного наложения на указанную опору (111), при этом указанная система содержит:
формующую трубку (210) для формирования пакетов (100) из пленки, выполненной из гибкого материала (300), которая обернута вокруг указанной формующей трубки (210);
средство формирования отверстий, выполненное с возможностью формирования отверстия (302) в указанной пленке из гибкого материала (300) в соответствии с положением, в котором наложена указанная опора (111);
средство наложения для наложения указанной опоры (111) на указанную пленку из гибкого материала (300) таким образом, чтобы указанная опора (111) была прикреплена к внутренней стороне указанных пакетов (100), причем указанное средство наложения выполнено с возможностью наложения указанной опоры (111) на указанную пленку из гибкого материала (300), когда пленка обернута вокруг указанной формующей трубки (210);
отличающаяся тем, что:
указанное средство формирования отверстий расположено в технологической цепочке перед формующей трубкой (210) таким образом, что отверстия (211) формируются в пленке из гибкого материала (300) в то время, когда пленка разматывается перед ее наматыванием вокруг указанной формующей трубки (210).
8. Система по п. 7, в которой указанное средство наложения содержит по меньшей мере сварочный аппарат (410), выполненный с возможностью работы на поверхности (301) указанной пленки из гибкого материала (300), образующей наружную сторону указанных пакетов (100).
9. Система по любому из пп. 7 или 8, в которой указанная формующая трубка (210) содержит отверстие (211), выполненное с возможностью транспортировки указанной опоры (111) изнутри указанной формующей трубки (210) наружу указанной формующей трубки (210).
10. Система по п. 9, в которой указанная формующая трубка (210) содержит направляющую (212) для направления указанной опоры (111) из подающей емкости к указанному отверстию (211) указанной формующей трубки (210).
11. Система по любому из пп. 9 или 10, в которой указанное средство наложения содержит средство извлечения для извлечения указанной опоры (111) из внутренней части указанной формирующей трубки (210) наружу указанной формующей трубки (210) через указанное отверстие (211) указанной формующей трубки (210).
12. Система по любому из пп. 9-11, дополнительно содержащая средство для совмещения указанного отверстия (302), сформированного в указанной пленке из гибкого материала, с указанным отверстием (211) указанной формующей трубки (210).
13. Система по любому из пп. 7-12, в которой указанная формующая трубка (210) содержит направляющую (212), вдоль которой обеспечена возможность транспортировки указанной опоры (111), и при этом указанная система выполнена таким образом, что указанный продукт (100) при падении через указанную формующую трубку (210) входит в контакт с указанной направляющей (212).
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 4779397 A, 25.10.1988 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

