Изобретение относится к области ионно-плазменной модификации поверхности материалов и представляет собой способ магнетронного осаждения металлических или композитных (нитридных, оксидных) покрытий на тонкую металлическую проволоку, волокна или нити, т.е. материалы, длина которых во много раз превосходит их поперечные размеры.
Для осаждения покрытий на проволоку часто используется электрохимический (гальванический) способ. Это высокопроизводительный, относительно дешевый способ, применяемый в промышленных масштабах. Но у него есть один существенный недостаток, связанный со значительным выделением вредных веществ (хлор, кислотные испарения и т.п.). Для гальванического золочения, например, используются очень опасные цианистые химические реагенты. После каждого этапа электрохимического процесса требуется проводить несколько этапов промывки изделия для удаления остатков химикатов с его поверхности.
С экологической точки зрения для нанесения покрытий идеально подходят вакуумные способы (испарение, вакумно-дуговое осаждение, магнетронное распыление), которые успешно конкурируют с гальваническими как по цене, так и по качеству формируемых покрытий. Магнетронное распыление используется в промышленных масштабах для нанесения различный покрытий, в том числе на подложки большой площади, и является полностью экологически безопасным. Обычные магнетронные распылительные системы (МРС) с планарным катодом, как правило, используются для обработки плоских подложек или трехмерных изделий, размер которых соизмерим с размером распыляемого катода. Однако при их использовании для нанесения покрытий на проволоку только малая часть распыленного материала будет осаждаться на проволоку, а подавляющая его часть будет осаждаться на внутрикамерную оснастку и стенки камеры, т.е. будет безвозвратно потеряна.
Цилиндрические обращенные МРС обладают несомненным преимуществом по сравнению с планарными, если необходимо наносить покрытия на длинные изделия небольшого сечения. У цилиндрических обращенных МРС магнитная система располагается снаружи катода и распылению подвергается его внутренняя поверхность. За счет цилиндрической формы катода достигается значительно больший коэффициент его использования (от 50 до 90%) [1], улучшается его охлаждение, что позволяет использовать большие уровни мощности, увеличить скорость распыления катода и производительность установки. Достоинством обращенных МРС является высокая эффективность использования распыленного потока, которая определяется как отношение объема распыленного материала к объему материала, осаждаемому на подложку. При этом, распыленный материал, который не был нанесен на проволоку, возвращается на внутреннюю стенку цилиндрического катода и может быть использован в дальнейшем для нанесения покрытия или утилизироваться при переплавке катода.
В известных способах нанесения покрытий с помощью обращенных цилиндрических МРС используются катоды с внутренним диаметром в диапазоне 2-20 см [2-7].
Наиболее близким к заявленному изобретению по совокупности существенных общих признаков выбран способ нанесения тонких пленок Ti и TiN (толщиной 50-140 нм) методом реактивного магнетронного распыления на постоянном токе в обращенной цилиндрической МРС на движущуюся проволоку, изготовленную из нержавеющей, стали марки AISI 316L диаметром 2 мм [4]. Перед нанесением покрытия проволока подвергалась очистке в СВЧ плазме. Перед поступлением в камеру плазменной очистки проволока проходила две последовательно расположенные вакуумные камеры с давлением 100 Па и 0,04 Па соответственно. Не выходя из вакуума, проволока поступала в камеру для реактивного магнетронного распыления. Длина и радиус Ti катода составляли 20 см и 2,5 см соответственно. Магниты размещались вокруг катода таким образом, чтобы создавать обычное арочное распределение силовых линий магнитного поля. Проволока (подложка) перемещалась со скоростью 2 мм/с вдоль оси катода, а время осаждения покрытия составляло 100 секунд. Осаждение выполнялось на заземленную подложку. Вследствие этого проволока собирала электроны из плазмы, что приводило к ее нагреву. С целью контроля температуры проволоки использовались отдельные аноды для сбора части электронов. Изменяя потенциал, подаваемый на анод, можно было регулировать температуру проволоки. Например, при напылении Ti в чистом аргоне при нулевом потенциале анода температура проволоки равнялась 650°С. При подаче на анод положительного потенциала 30 В, температура проволоки снижалась до 350°С. Разрядный ток стабилизировался на уровне 2,25 А при мощности разряда около 1 кВт. Если допустить, что распылению подвергалась вся внутренняя поверхность катода, то плотность мощности разряда была около 3 Вт/см2. Остаточное давление в камере составляло 0,002 Па. Расход аргона при распылении Ti равнялся 17 см3/мин. При этих условиях скорость нанесения Ti составляла примерно 90 нм/мин.
Недостатками данного технического решения, взятого нами за прототип, является работа МРС на постоянном токе, что приводит к неэффективному использованию затраченной мощности и обеспечению низкой плотности мощности на катоде, как следствие, недостаточной адгезионной прочности наносимых пленок и покрытий.
Техническим результатом, достигаемым в данном способе осаждения покрытий, является:
- получение высокоадгезионных пленок с плотной структурой за счет более высокой плотности мощности на катоде (-150-530 Вт/см2), достигаемой путем использования асимметричного биполярного или униполярного импульсного электропитания частотой следования импульсов до 100 кГц,
- малые безвозвратные потери материала катода (менее 1,5%), обусловленные тем, что диаметр катода намного меньше его длины и основная часть распыленного материала остается внутри катода.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе магнетронного напыления покрытий на движущуюся металлическую проволоку в обращенной цилиндрической магнетронной распылительной системе (МРС), заключающийся в предварительной плазменной очистке проволоки, распылении материала катода и осаждении его на подготовленную поверхность проволоки в газовой среде аргона, согласно изобретению, предварительную плазменную очистку, распыление и осаждение проводят с использованием одного технологического источника - МРС, при подаче на малогабаритный катод устройства одного из видов электропитания - асимметричного биполярного или униполярного импульсного с частотой следования импульсов до 100 кГц, при этом размер катода удовлетворяет условию: отношение диаметра катода к диаметру проволоки (-30-300).
Использование цилиндрической обращенной МРС с малым диаметром катода, в котором отношение диаметра катода к диаметру проволоки соответствует (30-300), позволяет реализовать высокую плотность мощности на катоде до 530 Вт/см2, что приводит к повышению качества наносимых покрытий.
Кроме того, для напыления оксидных пленок процесс производят в газовой среде, содержащей кислород.
Кроме того, для напыления нитридных пленок процесс производят в газовой среде, содержащей азот.
Кроме того, для напыления многослойных пленок дополнительно последовательно производят напыление последовательно размещенными несколькими МРС с катодами из необходимых материалов.
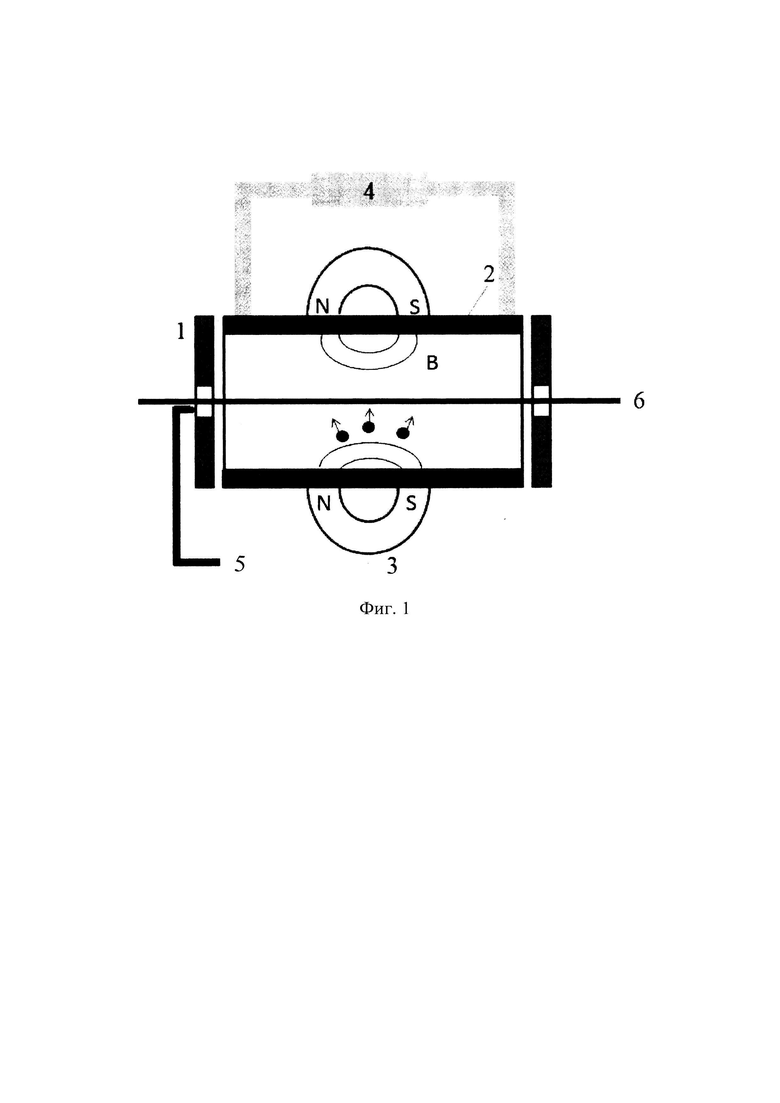
На Фиг. 1. представлена магнетронная распылительная система для нанесения покрытий, которая состоит из двух торцевых анодов 1, цилиндрического катода 2, кольцевой магнитной системы 3, системы охлаждения 4 и системы газонапуска 5. В качестве образца используется движущаяся проволока 6.
Согласно изобретению, катушка с проволокой после стадии первичной электрохимической очистки помещается в вакуумную камеру напылительной установки. Установка может быть оснащена несколькими последовательно расположенными цилиндрическими МРС с малым внутренним диаметром катода 4-6 мм, через которые с помощью системы перемотки проходит обрабатываемая проволока.
Блок-схема установки для нанесения покрытий на проволоку с N-ным количеством МРС представлена на Фиг. 2. Конструкция состоит из системы охлаждения 4, системы газонапуска 5, системы электропитания 6 и вакуумной системы 7, в которой содержатся последовательно расположенные МРС, катушка смотки 8, направляющие ролики 9 и катушка намотки 10. МРС 1 предназначена для ионно-плазменной очистки поверхности пленки от химических реагентов, оставшихся после электрохимической очистки, и удаления оксидной пленки. МРС 2 используется при необходимости для нанесения адгезионного подслоя (например, никеля при золочении проволоки). Последующие МРС используются для нанесения основного функционального покрытия.
Общая схема процесса включает в себя подготовку проволоки (электрохимическое обезжиривание, полировку), которую проводят вне вакуумной камеры, а плазменную очистку, нанесение адгезионного подслоя (при необходимости) и осаждения покрытия проводят в вакуумной камере.
Напыление металлической пленки и ионно-плазменная очистка поверхности осуществляется с использованием одного технологического источника МРС в среде аргона, подаваемого непосредственно в область катода. На катоды МРС подается униполярное импульсное или асимметричное биполярное напряжение частотой следования импульсов до 100 кГц. Последующие МРС могут быть оснащены катодами из различных материалов для напыления многослойных пленок. Толщина пленки может регулироваться мощностью разряда МРС, скоростью перемотки проволоки, количеством МРС. Для напыления оксидных или нитридных пленок в МРС подается смесь аргона с кислородом или азотом, соответственно.
Результат предлагаемого изобретения подтверждается конкретными примерами выполнения.
Пример 1. Согласно предлагаемому способу осуществлялось нанесение пленки меди на вольфрамовую проволоку толщиной 40 и 20 мкм. Предварительно проволока очищалась от аквадага в 20% растворе гидроокиси натрия. Аквадаг представляет собой суспензию мелкодисперсного графита в воде и наносится на проволоку при ее изготовлении методом волочения. Поскольку после электрохимической очистки на проволоке могут остаться следы электролита и образоваться оксидный слой, то для достижения хорошей адгезии пленки необходимо проводить ионно-плазменную очистку проволоки после ее загрузки в вакуумную камеру. Ионно-плазменная очистка и нанесение пленки меди проводилось в вакуумной установке, оснащенной цилиндрической обращенной МРС с медным катодом длиной 23 мм, внешний диаметр 10 мм, внутренний диаметр 6 мм. Соотношение диаметра катода к диаметру проволоки составляло 150 и 300 (для двух толщин проволоки). Остаточное давление в вакуумной камере перед напуском аргона составляло 0,01 Па. Расход аргона равнялся 5 см3/мин (рабочее давление в вакуумной камере составляло 0,05 Па). На катод МРС подавалось напряжение в асимметричном биполярном режиме с частотой 80 кГц, длительностью импульса 3 мкс, амплитуда положительного импульса составляет 15% от амплитуды отрицательного. Скорость протяжки проволоки составляла 16 см/с. Эксперименты показали, что в случае превышения мощности разряда МРС определенной величины (порядка 600 Вт) пленка меди на проволоке не формируется. Это может быть связано с достижением пороговой плотности мощности (в данном случае это около 320 Вт/см2) при которой скорость осаждения пленки меньше скорости ее травления ионами из плазмы. При мощности разряда 1400 Вт (плотность мощности около 750 Вт/см2) происходил избыточный нагрев проволоки (более 600°С), приводящий к уменьшению ее прочности на разрыв. Поэтому ионно-плазменную очистку проводили при мощности разряда в диапазоне 600-1300 Вт (плотность мощности в диапазоне 320-700 Вт/см2), а напыление пленки меди при мощности 300-500 Вт (плотность мощности в диапазоне 160-270 Вт/см2). После такой обработки уменьшения прочности проволоки на разрыв не наблюдалось.
Толщину нанесенного покрытия определяли двумя методами: взвешивания и электронной микроскопии. В первом случае проводили измерение массы исходной проволоки и проволоки с покрытием. Для этого использовались чувствительные весы марки CAUW 220 D (Япония) с классом точности - специальный (I). Толщину покрытия вычисляли, считая, что диаметр проволоки постоянен, по формуле:

где М - масса покрытия, L - длина проволоки с покрытием, ρ - плотность покрытия (8,96 г/см3 для меди).
Толщина медной пленки за 1 проход напыления, определенная методом взвешивания, составила 59 нм.
Во втором методе измерения толщины пленки использовали сканирующий электронный микроскоп Helios G4 PFIB UXe (FEI Company, США). Получали изображение сечения проволоки с покрытием. Для этого производился срез ионным пучком с ионной полировкой поверхности среза и подпылением Pt (Фиг. 3). Средняя толщина Cu покрытия, определенная данным методом составила 50 нм, что неплохо согласуется с результатом, полученным методом взвешивания.
Для оценки адгезии полученной пленки проводилось исследование морфологии поверхности пленки с помощью электронного микроскопа. При этом проволока наматывалась на керн диаметром 0,5 мм. Данная методика оценки адгезии и пластичности металлических покрытий, нанесенных на проволоку описана в [8].
На Фиг. 4(а) представлена фотография проволоки из вольфрама (W) с медным покрытием. Проволока имеет характерный медный цвет. На Фиг. 4(б) показано изображение проволоки с покрытием, полученное с помощью электронного микроскопа. Так как предварительная полировка проволоки не проводилась, на ее поверхности видны следы прокатных валков глубиной 1 мкм. Трещин и иных дефектов покрытия, образующихся при изгибе проволоки, не наблюдается, что свидетельствует о хорошей адгезии медной пленки.
При нанесении пленок золота или других драгоценных металлов любым методом важно знать безвозвратные потери металла. Это такие потери материалов, которые возникают при производстве и связаны с технологическими особенностями производственного процесса. На примере медного катода были определены безвозвратные потери материала катода обращенной МРС, используемой в предложенном способе нанесения покрытий. Для этого с помощью весов CAUW 220 D (Япония) была измерена масса Cu катода до и после образования в нем сквозной эрозионной канавки. Масса катода уменьшилась с 10,35586 до 10,20434 г, т.е. на Δm=0,15152 г. Здесь Δm представляет собой сумму масс материала, который был нанесен на проволоку mn и аноды МРС та (расположенные по торцам цилиндрического катода (см. Фиг. 1)), а также вылетел в вакуумную камеру (mбп) через отверстия в анодах диаметром 2 мм. Масса меди, осажденной на аноды та составила 0,140 г. Эта масса была определена взвешиванием анодов до и после распыления катода. Теоретически этот материал может собираться и подлежать последующей утилизации (переработке). Таким образом, масса материала катода, который будет нанесен на проволоку и вылетит в вакуумную камеру безвозвратно равна 0,0152 г. Если пренебречь массой материала, который был нанесен на проволоку, то безвозвратные потери катода mп составят всего 0,111% от массы исходного катода.
Если считать безвозвратным и материал, осаждаемый на аноде (пренебречь его утилизацией), то и тогда безвозвратные потери материала катода составят всего 1,46%. Это обусловлено конструктивными особенностями обращенной МРС с малым диаметром катода, в котором практически весь распыленный в области арки магнитного поля материал осаждается на подложке или внутренней стенке катода. За счет использования асимметричного биполярного электропитания распыляемый материал эффективно ионизуется, что оказывает влияние на формирование качественного высокоадгезионного покрытия.
Пример 2. Согласно предлагаемому способу осуществлялось нанесение пленки меди на проволоку из нержавеющей стали толщиной 100 мкм. Соотношение диаметра катода к диаметру проволоки составляло 60. Ионно-плазменная очистка и нанесение пленки меди проводилось в вакуумной установке, оснащенной той же цилиндрической обращенной МРС. Остаточное давление в вакуумной камере перед напуском аргона составляло 0,01 Па. Расход аргона равнялся 5 см3/мин (рабочее давление в вакуумной камере составляло 0,05 Па). На катод МРС подавалось униполярное импульсное напряжение с частотой 50 и коэффициентом заполнения импульсного сигнала 20%. Скорость протяжки проволоки составляла 16 см/с. Эксперименты показали, что в униполярном импульсном режиме распыления при превышении мощности разряда МРС более 2000 Вт (плотность мощности около 1000 Вт/см2) пленка меди на проволоке не формируется. Поэтому ионно-плазменную очистку проводили при мощности разряда 2000 Вт, а напыление пленки меди при мощности разряда 1000 Вт (плотность мощности около 530 Вт/см2). После такой обработки уменьшения прочности проволоки на разрыв не наблюдалось. В таком режиме распыления проволока пропускалась через МРС 6 раз.
На Фиг. 5(a) представлена фотография проволоки с медным (Сu) покрытием, имеющим характерный медный цвет. На Фиг. 5(б) показано изображение, полученное с помощью электронного микроскопа, проволоки с покрытием. Для измерения толщины пленки использовали сканирующий электронный микроскоп Quanta 200 3D (FEI Company, США). Получали изображение сечения проволоки с покрытием. Для этого производился срез ионным пучком с ионной полировкой поверхности среза и подпылением Pt Фиг. 5(в). Средняя толщина Cu покрытия, определенная данным методом составила 320 нм. То есть за 1 проход толщина пленки составляет примерно 53 нм, что согласуется с результатами, полученными с использованием асимметричного биполярного электропитания.
Таким образом, заявленный способ предназначен для магнетронного осаждения металлических или композитных (нитридных, оксидных) покрытий на тонкую металлическую проволоку, волокна или нити, т.е. материалы, длина которых во много раз превосходит их поперечные размеры. Данный способ нанесения покрытий за счет использования цилиндрической обращенной МРС с малым диаметром катода и асимметричного биполярного или униполярного импульсного электропитания с частотой следования импульсов до 100 кГц позволяет реализовать высокую плотность мощности на катоде (до 530 Вт/см2), что приводит к увеличению плотности плазмы и качества наносимых покрытий. Полученная конфигурация позволяет уменьшить стоимость катодов (за счет их малого диаметра), получить малые безвозвратные потери материала катода (0,111% от массы исходного катода).
Источники информации
1. Siegfried D.E., Cook D., Glocker D. Reactive Cylindrical Magnetron Deposition of Titanium Nitride and Zirconium Nitride Films // SVC 39th Annual Technical Conference, 1996, pp. 97-101.
2. Dobrovol's'kii A.M., Evsyukov A.N., Goncharov A.A., Protsenko I.M. Cylindrical magnetron based on the plasmaoptical principles // Problems of Atomic Science and Technology, 2007, №1. Series: Plasma Physics (13), p. 151-153.
3. Страумал Б.Б., Вершинин Н.Ф., Густ В. Нанесение покрытий на проволоку с помощью магнетронного распыления // Материаловедение, 1997, №2, с. 42-47.
4. S. Grosso, L. Latu-Romain, G. Berthomé, G. Renou, T. Le Coz, M. Mantel Titanium and titanium nitride thin films grown by dc reactive magnetron sputtering Physical Vapor Deposition in a continuous mode on stainless steel wires: Chemical, morphological and structural investigations //doi:10.1016/j.surfcoat.2017.05.089.
5. U. Vogel, C. Klaus, C. Nobis, J.W. Bartha Analysis of the energy input during wire coating from a cylindrical magnetron source // Thin Solid Films 520 (2012) 6404-6408. doi:10.1016/j.tsf.2012.05.072.
6. Tadao Kaneko, Osamu Nittono Improved design of inverted magnetrons used for deposition of thin films on wires// Surface and Coatings Technology 90 (1997) 268-274.
7. Kumar N. Method and apparatus for fabricating superconducting wire // US Patent 5,229,358, pub. 1993-07-20.
8. U. Palmqvist, G. Albertsson, S. Englund, R. Selwood, B. Arleskog, P. Olofsson, Challenges in reel to reel electroplating processes of ultra-thin wire; exemplified by gold coated tungsten // 19th Interfinish World Congress & Exhibition, At Beijing, China, September 2016.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ИОННО-ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ВНУТРИСОСУДИСТЫХ СТЕНТОВ, ПРЕИМУЩЕСТВЕННО ИЗ ОКСИНИТРИДА ТИТАНА | 2019 |
|
RU2705839C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ТОНКОСЛОЙНЫХ ПОКРЫТИЙ | 1997 |
|
RU2138094C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОФАЗНЫХ ПЛЕНОК НИТРИДА ТИТАНА | 2011 |
|
RU2497977C2 |
| СПОСОБ РЕАКТИВНОГО МАГНЕТРОННОГО НАНЕСЕНИЯ НАНОРАЗМЕРНОГО СЛОЯ ОКСИДА НА ПОДЛОЖКУ | 2013 |
|
RU2556433C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ТОКОПРОВОДЯЩИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ И ИСТОЧНИК ИОНОВ ДЛЯ НЕГО | 2004 |
|
RU2261289C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНКИ НИТРИДА АЛЮМИНИЯ | 1996 |
|
RU2113537C1 |
| СПОСОБ ЗАЩИТЫ ОТ ОКИСЛЕНИЯ БИПОЛЯРНЫХ ПЛАСТИН И КОЛЛЕКТОРОВ ТОКА ЭЛЕКТРОЛИЗЕРОВ И ТОПЛИВНЫХ ЭЛЕМЕНТОВ С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2015 |
|
RU2577860C1 |
| Способ получения электродных покрытий для оптоэлектронных устройств на основе галогенидных перовскитов | 2022 |
|
RU2797895C1 |
| Способ функционализации поверхности медицинского изделия путем наклонного осаждения структурированного антибактериального покрытия на основе фосфатов кальция | 2022 |
|
RU2806506C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ГРАДИЕНТНОГО ПОКРЫТИЯ МЕТОДОМ МАГНЕТРОННОГО НАПЫЛЕНИЯ | 2013 |
|
RU2551331C2 |




Изобретение относится к области ионно-плазменной модификации поверхности материалов и представляет собой способ магнетронного напыления металлических или композитных (нитридных, оксидных) покрытий на движущуюся металлическую проволоку в обращенной цилиндрической магнетронной распылительной системе (МРС). Осуществляют предварительную плазменную очистку проволоки, распыление материала катода и осаждение его на подготовленную поверхность проволоки в газовой среде аргона. Предварительную плазменную очистку, распыление и осаждение покрытия проводят с использованием одного технологического источника в виде МРС при подаче на малогабаритный катод МРС одного из видов электропитания - асимметричного биполярного или униполярного импульсного с частотой следования импульсов до 100 кГц. Размер малогабаритного катода удовлетворяет условию: отношение диаметра катода к диаметру проволоки составляет 30-300. В частном случае осуществления изобретения напыление оксидных пленок проводят в упомянутой МРС в газовой среде, дополнительно содержащей кислород. Напыление нитридных пленок проводят в упомянутой МРС в газовой среде, дополнительно содержащей азот. Для напыления многослойных пленок дополнительно используют последовательно несколько упомянутых МРС с катодами из соответствующих материалов. Обеспечивается получение высокоадгезионных пленок с плотной структурой при малых безвозвратных потерях материала катода. 3 з.п. ф-лы, 5 ил., 2 пр.
1. Способ магнетронного напыления покрытий на движущуюся металлическую проволоку в обращенной цилиндрической магнетронной распылительной системе (МРС), включающий предварительную плазменную очистку проволоки, распыление материала катода и осаждение его на подготовленную поверхность проволоки в газовой среде аргона, отличающийся тем, что предварительную плазменную очистку, распыление и осаждение покрытия проводят с использованием одного технологического источника в виде МРС при подаче на малогабаритный катод МРС одного из видов электропитания - асимметричного биполярного или униполярного импульсного с частотой следования импульсов до 100 кГц, при этом размер малогабаритного катода удовлетворяет условию: отношение диаметра катода к диаметру проволоки составляет 30-300.
2. Способ магнетронного напыления покрытий по п. 1, отличающийся тем, что напыление оксидных пленок проводят в упомянутой МРС в газовой среде, дополнительно содержащей кислород.
3. Способ магнетронного напыления покрытий по п. 1, отличающийся тем, что напыление нитридных пленок проводят в упомянутой МРС в газовой среде, дополнительно содержащей азот.
4. Способ магнетронного напыления покрытий по п. 1, отличающийся тем, что для напыления многослойных пленок дополнительно используют последовательно несколько упомянутых МРС с катодами из соответствующих материалов.
| S | |||
| Grosso et al., Titanium and titanium nitride thin films grown by dc reactive magnetron sputtering Physical Vapor Deposition in a continuous mode on stainless steel wires: Chemical, morphological and structural investigations, Surface and coating technology, 324, 2017, 318-327 | |||
| МАЛОГАБАРИТНОЕ МАГНЕТРОННОЕ РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО | 2008 |
|
RU2390580C1 |
| ТЕПЛОГИДРАВЛИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ | 0 |
|
SU328257A1 |
| US 4851095 A1, | |||

