Настоящее изобретение относится к печи для разогрева преформ, в частности к системе перемещения преформ при их транспортировке в печь и из нее.
Получение тары путем выдува специальных преформ из пластического материала, удобного для нагрева, внутри пресс-формы заданного профиля, является общепринятым способом в производстве упаковки, в частности, для производства бутылок для напитков.
В основном существуют две различные технологии, простой выдув и растяжка-выдув, которая включает в себя пневматический выдув и одновременную механическую растяжку преформы в пресс-форме. В обоих случаях преформы должны достичь выдувной или растяжно-выдувной машины в термическом состоянии, соответствующем температуре размягчения материала, чтобы подвергнуться пластической деформации внутри пресс-формы.
Размягчение преформ производится в специальных печах, которые содержат ряд нагревательных модулей, обычно инфракрасных модулей, установленных в ряд вдоль линии транспортировки преформ.
Одним из крайне важных аспектов при производстве подобных печей для преформ является перемещение самих преформ при их транспортировке в печь с вышестоящей распределительной звездочки и при их транспортировке из печи на следующий этап выдува с помощью распределительной звездочки нижестоящей от печи. Фактически, транспортировка преформ внутри печи, в частности вдоль ее прямолинейных участков, в которых расположены нагревательные элементы, является настолько медленной насколько это возможно в то время как транспортировка преформ средствами транспортировки перед печью и после нее является более быстрой. Таким образом, очевидно, что во время транспортировки преформ в печь и из нее, должна происходить смена хода, которая должна быть максимально быстрой и точной.
Из уровня техники известно устройство для нагрева пластиковых заготовок, раскрытое в GB 14 93021 А, опубл. 23.11.1977. Устройство включает конвейер непрерывного действия с загрузочными и разгрузочными станциями, при этом заготовки перемещаются в продольном направлении, через печь, непрерывно вращаясь, и после обработки выгружается через подвижные шпиндели 16 устройства 13 для формования выдуванием бутылок.
Задача, решаемая настоящим изобретением, состоит в создании печи для разогрева преформ, которая содержит систему перемещения преформ, входящих и выходящих из печи, которая является точной, надежной и простой в конструкции.
Такая задача решается с помощью печи для разогрева преформ, в соответствии с прилагаемой формулой изооретения, определения которой формируют неотъемлемую часть настоящего описания.
Дополнительные характеристики и преимущества настоящего изобретения станут более очевидными, исходя из описания некоторых вариантов осуществления изобретения, приводимых ниже в качестве неограничивающего примера с отсылкой к следующим фигурам:
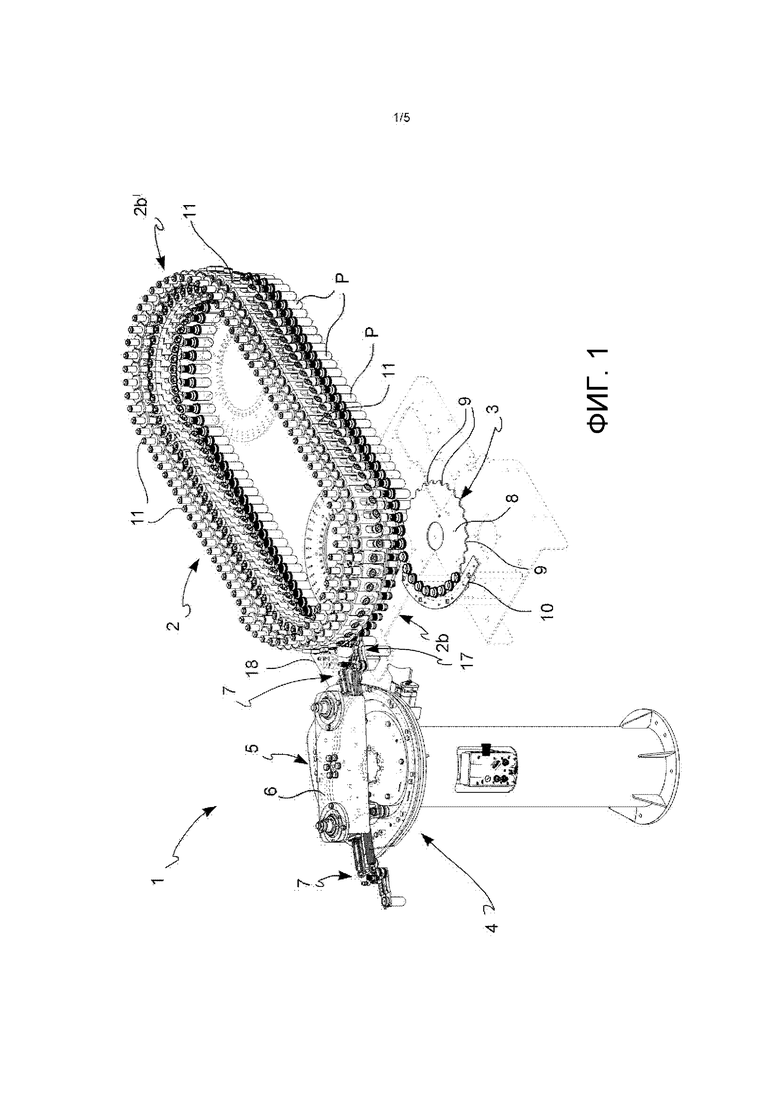
Фигура 1 изображает вид печи в перспективе в соответствии с изобретением;
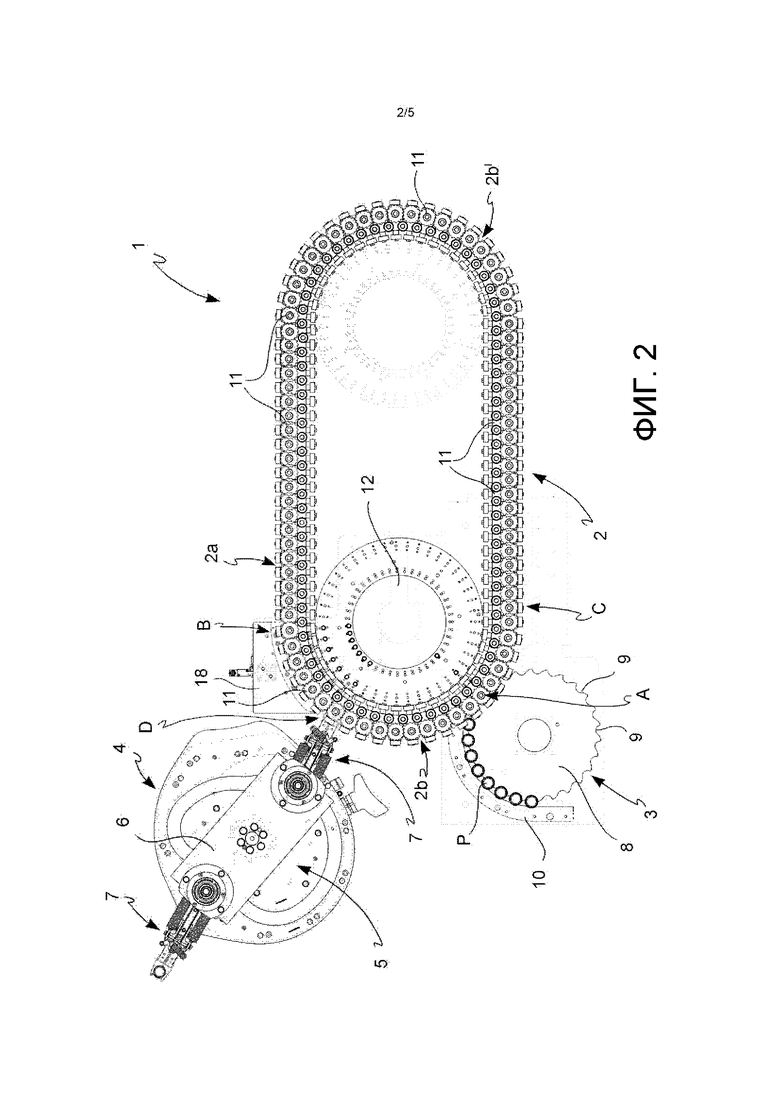
Фигура 2 изображает вид печи сверху на фигуре 1;
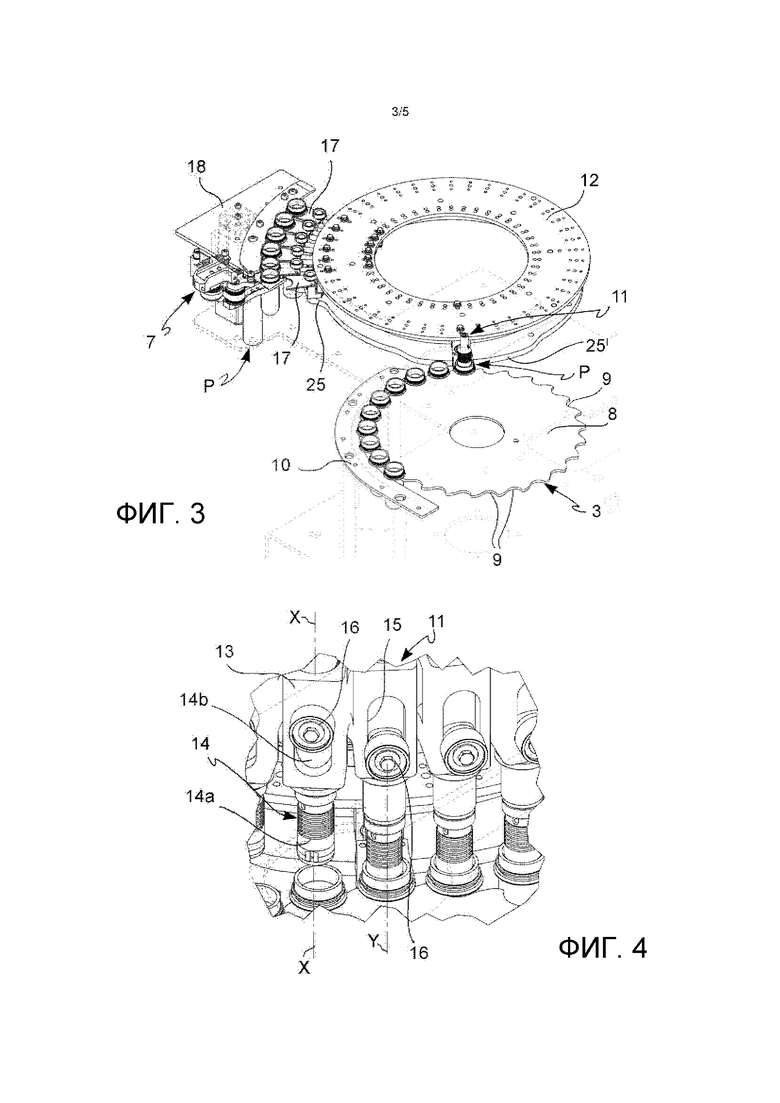
Фигура 3 изображает упрощенный вид детали печи в перспективе на фигуре 1;
Фигура 4 изображает вид детали зоны вставки шпинделей в преформы в перспективе;
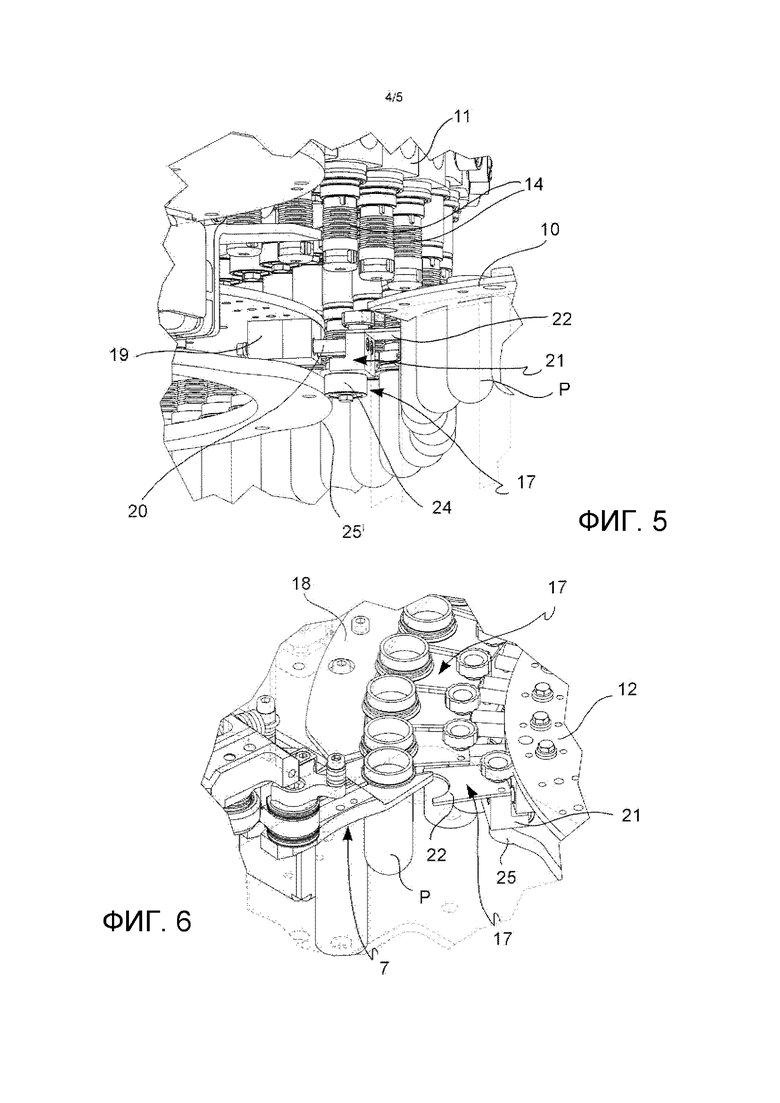
Фигура 5 изображает вид детали снизу на фигуру 4 в перспективе;
Фигура 6 изображает вид сверху зоны транспортировки преформ из печи на нижестоящую распределительную звездочку в перспективе;
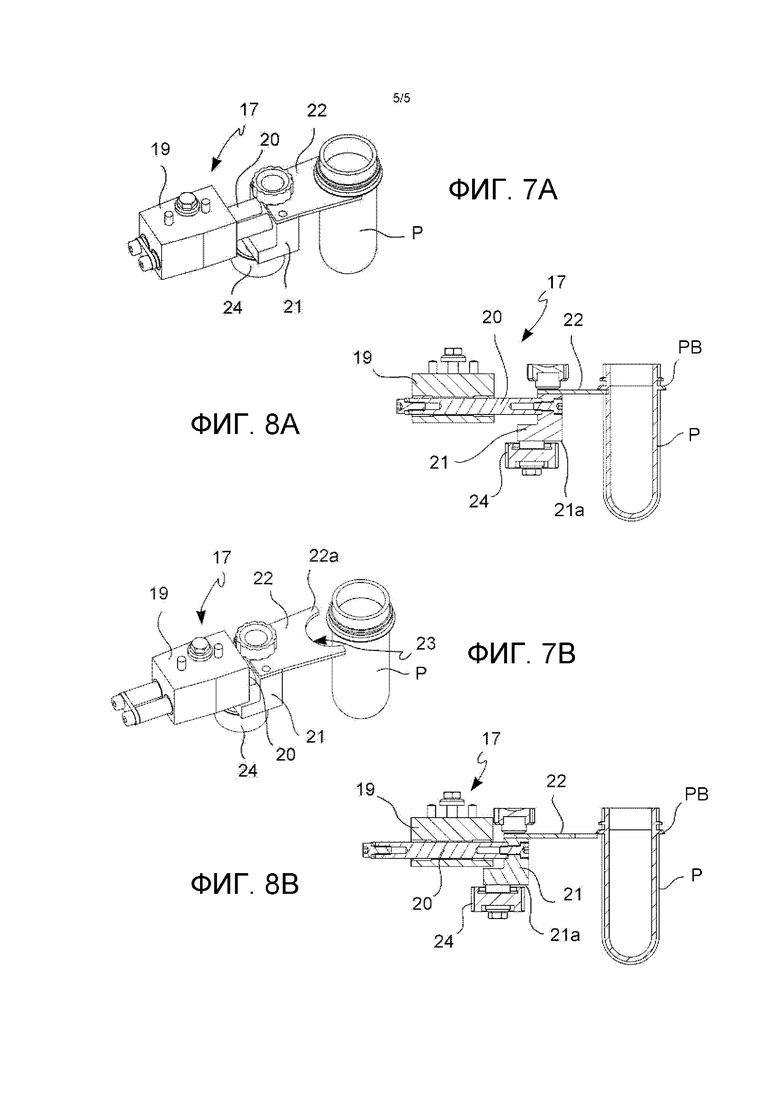
Фигуры 7А и 7В изображают вид сверху захватов для транспортировки преформ в печь и из нее на двух различных операционных этапах в перспективе;
Фигуры 8А и8 В изображают вид сбоку в разрезе захватов на фигурах 7А и 7В на соответствующих операционных этапах.
Печь для разогрева преформ в соответствии с изобретением показана на фигурах 1 и 2.
Печь для разогрева преформ Р, обозначенная в совокупности номером позиции 1, содержит линию 2 транспортировки преформ Р, средство 3 транспортировки преформ Р с вышестоящей технологической установки, нижестоящую технологическую установку, например, устройство выдува карусельного типа или промежуточное средство перемещения (не показано).
В предпочтительном варианте осуществления изобретения средства 3, 4 транспортировки являются средствами известного типа.
Средство 3 транспортировки, которое транспортирует преформы Р для нагрева в печь 1, содержит вращающийся диск 8, по периферии которого размещается несколько углублений 9. Средство 3 транспортировки дополнительно содержит изогнутую противостоящую поверхность 10, размещенную снаружи и расположенную напротив вращающегося диска 8 вдоль кругового сектора, соответствующего линии транспортировки, по которой транспортируются преформы Р с помощью вышестоящего средства перемещения (не показано), и точку А расцепления преформ Р на линию 2 транспортировки. Противостоящая поверхность 10 выполняет функцию прижимания преформ к поверхности углублений 9.
Средство 4 транспортировки, которое собирает нагретые преформы с линии 2 транспортировки печи 1, содержит систему 5 перемещения, которая на показанном примере содержит вращающуюся плиту 6, на которой находятся свободно вращающиеся два узла захватов 7, в которой захваты приводятся в действие с помощью соответствующих зацепов, которые обеспечивают их движение синхронизированным и сопряженным образом согласно заранее заданному принципу транспортировки, и, когда захваты являются захватами активного типа, открытие-закрытие соответствующих зажимов.
Несколько шпинделей 11 закреплены выдвигающимся образом вдоль линии 2 транспортировки, выполнены с возможностью временного сцепления с преформами Р, чтобы перемещать их вдоль линии 2 транспортировки, причем преформы Р будут нагреваться до точки их размягчения с помощью соответствующих инфракрасных нагревательных установок (не показано).
Линия 2 транспортировки преформ Р типично содержит два прямолинейных участка 2а и два криволинейных участка 2b, 2b', которые соединяются с прямолинейными участками 2а на двух концах, поддерживающих дуговую линию транспортировки. На криволинейных участках 2b, 2b' линии 2 транспортировки, или только на одной 2b из них размещается средство транспортировки шпинделей 11, в частности, вращающееся приводное колесо 12, которое передает движение шпинделям 11, с тем чтобы шпиндели 11 вдоль прямолинейных участков перемещались вперед, приводимые в движение вышестоящими шпинделями.
Шпиндели 11 перемещаются вдоль линии 2 транспортировки в существенном контакте друг с другом, но на криволинейных участках 2b кривизна линии 2 транспортировки заставляет внешние концы шпинделей 11 раздвигаться. С учетом этого, как четко показано на фигуре 1, преформы Р удерживаются на внешних концах шпинделей 11, это обеспечивает смену хода преформ Р при переходе с прямолинейных участков 2а на криволинейные участки 2b, в частности, с начальной точки В до конечной точки С криволинейного участка 2b.
Шпиндели 11 являются шпинделями стандартного типа. Шпиндель 11 содержит корпус 13, в котором выдвигающимся образом размещается палец 14 захвата преформы Р. Палец 14 захвата выдвигается вдоль вертикальной оси X.
Палец 14 захвата содержит захватывающую часть 14а, которая выдвигается вниз и выполнена с возможностью вставляться в полость преформы Р, чтобы сцепляться с ней, и приводную часть 14b, которая, как минимум, частично вставлена в корпус 13 шпинделя 11.
Палец 14 захвата закреплен с возможностью скольжения, чтобы двигаться вертикально между втянутым положением (или свободным положением шпинделя 11, данный шпиндель изображен слева на фигуре 4) и опущенным положением (или сцепленное положение с шпинделем 11, данные шпиндели находятся справа на фигуре 4). Для этого корпус 13 имеет вертикально вытянутое отверстие 15, из которого выдвигается небольшое колесо 16, которое является одним целым с приводной частью 14b пальца 14 захвата и имеет ось вращения У, перпендикулярную к оси X пальца 14 захвата. Небольшое колесо 16 действует в качестве приводного элемента зацепа (не показано), размещенного в точке сцепления (сразу после точки А расцепления преформы Р) шпинделя 11 с преформой Р и точке расцепления (соответствующей начальной точке В криволинейного участка 2b) шпинделя 11 от преформы Р.
Направляющий элемент (не показано) дополнительно присоединен к корпусу 13 шпинделя 11, как правило с подшипником, выполненным с возможностью скольжения по специальным полозьям или канавке (не показано), находящимся вдоль линии 2 транспортировки. Таким образом, несколько шпинделей 11 поддерживаются во время плавного перемещения вдоль линии 2 транспортировки.
Как можно видеть на фигуре 2, криволинейный участок 2b линии 2 транспортировки, размещенный непосредственно спереди по направлению перемещения преформ Р, точки захвата преформ Р захватами 7 средства 4 транспортировки, содержит противостоящий элемент 18. Противостоящий элемент 18 содержит криволинейную поверхность, которая примыкает к криволинейной участку 2b с внешней стороны последней и выдвигается от начальной точки В криволинейного участка 2b до точки захвата преформ Р с помощью захватов 7.
Печь 1 дополнительно содержит несколько захватов 17 транспортировки преформ Р, выполненных с возможностью содействовать транспортировке преформ Р с вышестоящего средства 3 транспортировки на линию 2 транспортировки печи 1 и с линии 2 транспортировки на нижестоящее средство 4 транспортировки.
Захваты 17 транспортировки соединены с приводным колесом 12 и размещаются под каждым шпинделем 11, чтобы поддерживать их выдвижение на криволинейном участке 2b линии 2 транспортировки. Таким образом, шаг между одним захватом 17 транспортировки и следующим за ним равняется шагу преформы Р на упомянутом криволинейном участке 2b.
Захваты 17 транспортировки могут выдвигаться между втянутым положением и выдвинутым положением, причем, в упомянутом выдвинутом положении, захваты 17 транспортировки выполнены с возможностью сцепления с преформой Р, для того чтобы содействовать транспортировке преформ Р как с вышестоящего средства 3 транспортировки в точку А расцепления на криволинейном участке 2b линии 2 транспортировки, так и от начальной точки В криволинейного участка 2b до точки захвата преформ Р с помощью захватов 7 нижестоящего средства 4 транспортировки.
Другими словами, захваты 17 транспортировки работают для того чтобы:
- удерживать преформу Р прижатой к углублению 9 диска 8 между точкой А расцепления и точкой, в которой шпиндель 11 сцепляется с преформой Р, и
- удерживать преформу Р прижатой к противостоящему элементу 18 между начальной точкой В криволинейного участка 2 и и точкой захвата преформы захватом 7 нижестоящего средства 4 транспортировки.
Захваты 17 транспортировки показаны в дополнительных деталях на фигурах 7А-7 В и 8А-8 В. В соответствии с этими фигурами захват 17 транспортировки содержит корпус 19 опоры, который выполнен с возможностью крепления к приводному колесу 12 под шпинделем 11, и выдвижной элемент 20, задвигающийся внутрь корпуса 19 опоры. Выдвижной элемент 2 0 в предпочтительном варианте осуществления изобретения соединяется с упругим средством возврата (не показано), которое удерживает выдвижной элемент 20 во втянутом положении на фигурах 7 В и 8 В.
Соединительный элемент 21 крепится к выдвижному элементу 20. Соединительный элемент 21 может также быть изготовлен единой деталью с выдвижным элементом 20. Элемент 22 сцепления с преформой Р монтируется к соединительному элементу 21, в предпочтительном варианте осуществления изобретения съемным образом.
Элемент 22 сцепления содержит плиту на наружном конце 22а, которая имеет углубление 23, выполненное с возможностью сцепления с преформой Р, в частности, с поверхностью преформы Р под кольцом ПБ.
Соединительный элемент 21 дополнительно содержит небольшое колесо или подшипник 24, в предпочтительном варианте осуществления изобретения размещенный на нижней поверхности 21а соединительного элемента 21. Небольшое колесо или подшипник 24 действует в качестве приводного элемента зацепа, выполненный с возможностью выдвигаться вдоль поверхности зацепов 25, 25' (фигуры 3, 5 и 6), выполненных, в свою очередь, с возможностью заставлять захват 17 транспортировки принимать выдвинутое положение:
а) между точкой А расцепления преформы Р с вышестоящего средства 3 транспортировки на криволинейный участок 2b линии 2 транспортировки и точкой, в которой шпиндель 11 сцепляется с преформой Р, и
б) между начальной точкой В криволинейного участка 2b и точкой захвата преформы захватом 7 нижестоящего средства 4 транспортировки.
Таким образом, наличие выдвижных захватов 17 транспортировки в печи 1 в соответствии с изобретением, позволяет получить эффективную систему перемещения преформ, которая в целом проще, чем системы известного уровня техники, в особенности, благодаря упрощению динамики транспортировки и, следовательно, зацепам перемещения захвата 7, находящегося на последующем средстве 4 транспортировки линии 2 транспортировки.
Очевидно, что были описаны только некоторые особые варианты осуществления настоящего изобретения, в которые специалисты в данной области техники могут вносить любые изменения, необходимые для его адаптации к конкретным применениям не отклоняясь от объема охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ПРЕФОРМ | 2015 |
|
RU2666433C2 |
| СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2018 |
|
RU2773163C2 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ СЦЕПНЫХ СВОЙСТВ АВТОТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2513095C1 |
| ШАРНИРНАЯ СТРЕЛА-ФОРСУНКОДЕРЖАТЕЛЬ ДЛЯ СЕЛЬСКОХОЗЯЙСТВЕННОГО ПУЛЬВЕРИЗАТОРА | 2015 |
|
RU2697768C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА С ИНТЕГРАЛЬНОЙ РУЧКОЙ | 2015 |
|
RU2645993C1 |
| СИЛОВОЙ ВЫКЛЮЧАТЕЛЬ | 2005 |
|
RU2366021C1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ОБРАБОТКИ И ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ | 2002 |
|
RU2297380C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БУТЫЛОК ИЗ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2000 |
|
RU2164471C1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| ЗАХВАТ | 2009 |
|
RU2494950C2 |
Настоящее изобретение относится к печи для разогрева преформ. Печь содержит линию транспортировки, которая содержит шпиндели, выполненные с возможностью сцепления с преформами, вышестоящее средство транспортировки преформ с вышестоящей технологической установки на линию транспортировки, нижестоящее средство транспортировки преформ, нагретых печью, на нижестоящую технологическую установку, и средства нагрева преформ, размещенные вдоль линии транспортировки, в которой упомянутое вышестоящее средство транспортировки содержит вращающийся диск, по периферии которого размещаются углубления, выполненные с возможностью сцепления с упомянутыми преформами, и упомянутое нижестоящее средство транспортировки содержит захваты, при этом линия транспортировки содержит прямолинейные участки и криволинейные участки, и криволинейный участок линии транспортировки, находящийся на упомянутых средствах транспортировки, содержит приводное колесо для упомянутых шпинделей, приводное колесо содержит выдвижные захваты транспортировки преформ, выполненные с возможностью содействия транспортировке преформ с вышестоящего средства транспортировки на линию транспортировки, и с линии транспортировки на нижестоящее средство транспортировки. Обеспечивается надежность и простота конструкции. 9 з.п. ф-лы, 8 ил.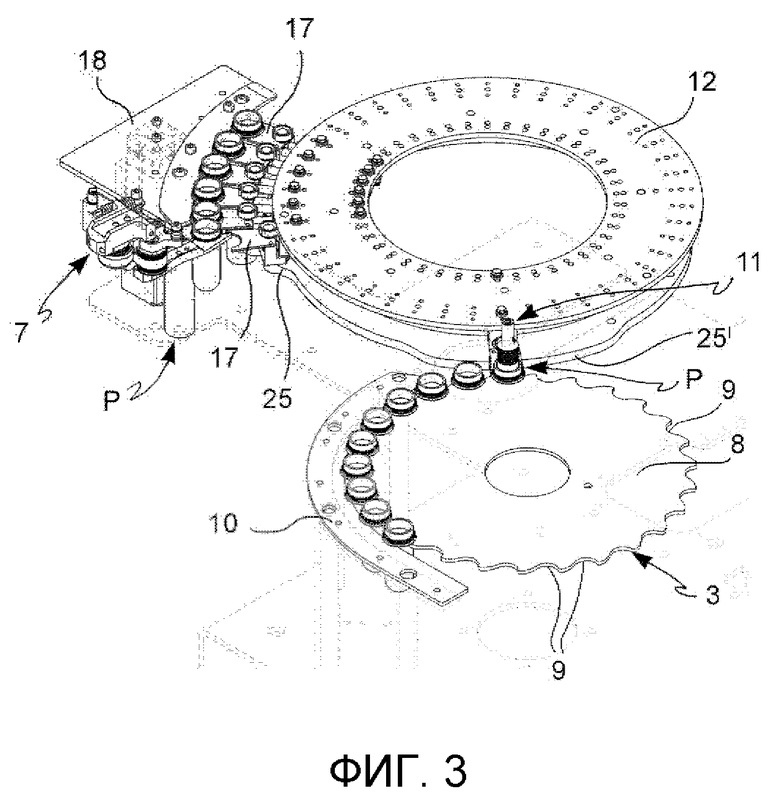
1. Печь (1) для разогрева преформ (Р), содержащая линию (2) транспортировки, содержащую шпиндели (11), выполненные с возможностью сцепления с преформами (Р), вышестоящее средство (3) транспортировки преформ (Р) с вышестоящей технологической установки на линию (2) транспортировки, нижестоящее средство (4) транспортировки преформ (Р), нагретых печью (1), на нижестоящую технологическую установку, и средства нагрева преформ (Р), размещенные вдоль линии (2) транспортировки, в которой упомянутое вышестоящее средство (3) транспортировки содержит вращающийся диск (8), по периферии которого размещается несколько углублений (9), выполненных с возможностью сцепления с упомянутыми преформами (Р), и упомянутое нижестоящее средство (4) транспортировки содержит по крайней мере один захват (7), и в которой линия (2) транспортировки содержит прямолинейные участки (2а) и криволинейные участки (2b), и в которой криволинейный участок (2b) линии (2) транспортировки, находящийся на упомянутых средствах (3, 4), содержит приводное колесо (12) для упомянутых шпинделей (11), отличающаяся тем, что приводное колесо (12) содержит несколько выдвижных захватов (17) транспортировки преформ (Р), выполненных с возможностью содействия транспортировке преформ (Р) с вышестоящего средства (3) транспортировки на линию (2) транспортировки и с линии (2) транспортировки на нижестоящее средство (4) транспортировки.
2. Печь (1) по п. 1, в которой захваты (17) транспортировки размещаются под каждым шпинделем (11), имеют такой же шаг, что и преформы (Р) вдоль криволинейного участка (2b), чтобы поддерживать их выдвижение.
3. Печь (1) по п. 1, в которой линия (2) транспортировки содержит в следующем порядке, согласно направлению перемещения шпинделей (11), начальную точку (В) криволинейного участка (2b), точку (D) захвата преформ (Р) нижестоящим средством транспортировки, точку (А) расцепления преформ (Р) вышестоящим средством (3) транспортировки и конечную точку (С) криволинейного участка (2b) и в которой захваты (17) транспортировки могут выдвигаться между втянутым положением и выдвинутым положением, причем в упомянутом выдвинутом положении захваты (17) транспортировки выполнены с возможностью сцепления с преформой (Р), чтобы содействовать транспортировке преформ (Р) как с вышестоящего средства (3) транспортировки на точку (А) расцепления на криволинейном участке (2b), так и от начальной точки (В) криволинейного участка (2b) к точке (D) захвата преформ (Р) захватами (7) нижестоящего средства (4) транспортировки.
4. Печь (1) по п. 3, содержащая противостоящий элемент (18), который имеет криволинейную поверхность, которая прилегает к криволинейному участку (2b) на внешней ее стороне и проходит от начальной точки (В) криволинейного участка (2b) до точки (D) захвата преформ (Р) захватами (7) нижестоящего средства (4) транспортировки.
5. Печь (1) по п. 3 или 4, в которой выдвижные захваты (17) транспортировки выполнены с возможностью:
- удерживать преформу (Р) прижатой к углублению (9) диска (8) между точкой (А) расцепления и точкой, в которой шпиндель (11) сцепляется с преформой (Р), и
- удерживать преформу (Р) прижатой к противостоящему элементу (18) между начальной точкой (В) криволинейного участка (2b) и точкой (D) захвата преформы (Р) захватом (7) нижестоящего средства (4) транспортировки.
6. Печь (1) по п. 1, в которой захваты (17) транспортировки содержат корпус (19) опоры, который выполнен с возможностью крепления к приводному колесу (12) под шпинделями (11), и выдвижной элемент (20), втягивающийся внутрь корпуса (19) опоры.
7. Печь (1) по п. 6, в которой выдвижной элемент (20) соединяется с упругим средством возврата, которое удерживает выдвижной элемент (20) во втянутом положении.
8. Печь (1) по п. 6 или 7, в которой соединительный элемент (21) крепится к выдвижному элементу (20) или сделан единой деталью с выдвижным элементом (20), элемент (22) сцепления преформы (Р) монтируется к соединительному элементу (21), в предпочтительном варианте осуществления изобретения съемным образом.
9. Печь (1) по п. 8, в которой элемент (22) сцепления содержит плиту, которая имеет наружный конец (22а), на котором имеется углубление (23), выполненное с возможностью сцепления с преформой (Р), предпочтительно с поверхностью преформы (Р) под кольцом (ПБ).
10. Печь (1) по п. 9, в которой соединительный элемент (21) содержит небольшое колесо или подшипник (24), который действует в качестве приводного элемента зацепа, выполненный с возможностью 17 выдвигаться вдоль поверхности (25, 25') зацепа, выполненной с возможностью заставлять захват (17) транспортировки занимать выдвинутое положение:
а) между точкой (А) транспортировки преформы (Р) с вышестоящего средства (3) транспортировки на криволинейном участке (2b) линии (2) транспортировки и точкой, в которой шпиндель (11) сцепляется с преформой (Р), и
б) между начальной точкой (В) криволинейного участка (2b) и точкой (D) захвата преформы (Р) захватом (7) нижестоящего средства (4) транспортировки.
| GB 1493021 A, 23.11.1977 | |||
| Способ получения синтетических дивинилнитрильных каучуков | 1955 |
|
SU105125A1 |
| Прибор для определения усадки лица кожевенных товаров | 1935 |
|
SU51976A1 |
| Передвижная погрузочная машина | 1947 |
|
SU70062A1 |
| Способ создания рабочего потока в аэродинамической трубе | 1949 |
|
SU86217A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОРПУСОВ ВЫДУВАНИЕМ | 1994 |
|
RU2125936C1 |

