ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу и устройству для формования контейнера. В частности, настоящее изобретение относится к способу и устройству для формования контейнера с интегральной ручкой из преформы.
УРОВЕНЬ ТЕХНИКИ
[0002] Традиционно многочисленные типы контейнеров, включая пластиковые бутылки для удерживания текучих сред, формуют выдувным формованием. Для некоторых применений желательны ручки для переноски контейнера.
[0003] Ручки обычно прикрепляют на отдельной технологической операции после формования основного корпуса контейнера выдувным формованием. Например, после извлечения отформованного основного корпуса контейнера из формы для раздува отформованный основной корпус контейнера может быть затем перемещен в другую форму, и ручка может быть отформована на основном корпусе контейнера инжекционным формованием. Альтернативно, отдельно отформованная ручка может быть зафиксирована со щелчком на горловине отформованного основного корпуса контейнера.
[0004] Другие примеры способов формования контейнера с интегральной ручкой приведены в разделе «Предшествующий уровень техники» патента США № 8,524,143. Патент США № 8,524,143, в котором раскрыт способ формования контейнера с интегральной ручкой настоящим полностью включен в данный документ путем ссылки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает нагрев преформы, имеющей интегральную ручку в первой печи, вытягивание преформы, закрывание первой формы, имеющей первую формующую выемку, и второй формы, имеющей вторую формующую выемку, вокруг преформы и вдувание воздуха в преформу. Клиновой блок для кармана ручки вставляют в карман ручки, обеспеченный в интегральной ручке преформы, в первой форме и второй форме.
[0006] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает разгибание U-образной части интегральной ручки преформы во время вытягивания преформы.
[0007] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой вытягивание преформы выполняют вытягивающим стержнем, вставленным в преформу.
[0008] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой вытягивание преформы выполняют стержнем многостадийной вытяжки, вставленным в преформу. Стержень многостадийной вытяжки содержит корпус первой стадии вытяжки, который выдвигается на первое расстояние, и корпус второй стадии вытяжки, который имеет диаметр, меньше диаметра корпуса первой стадии вытяжки, и который выдвигается от конца корпуса первой стадии вытяжки вытягивающего стержня.
[0009] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой, клиновой блок для кармана ручки содержит наклонную кулачковую поверхность, которая перемещает интегральную ручку при введении клинового блока для кармана ручки в карман, обеспеченный в интегральной ручке.
[0010] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой, клиновой блок для кармана ручки содержит первую часть клинового блока для кармана ручки, расположенную на первой форме, и вторую часть клинового блока для кармана ручки, расположенную на второй форме. Первую часть клинового блока для кармана ручки вставляют в верхнюю часть кармана ручки, обеспеченного в интегральной ручке, в первом направлении, а вторую часть клинового блока для кармана ручки вставляют в нижнюю часть кармана ручки, обеспеченного в интегральной ручке, во втором направлении, противоположном первому направлению.
[0011] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой первая часть клинового блока для кармана ручки содержит первую наклонную кулачковую поверхность, которая перемещает интегральную ручку при введении первой части клинового блока для кармана ручки в верхнюю часть кармана ручки, обеспеченного в интегральной ручке. Вторая часть клинового блока для кармана ручки содержит вторую наклонную кулачковую поверхность, которая перемещает интегральную ручку при введении второй части клинового блока для кармана ручки в нижнюю часть кармана ручки, обеспеченного в интегральной ручке.
[0012] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой, включает охлаждение, по меньшей мере, части интегральной ручки вдуванием воздуха на интегральную ручку после нагрева преформы в первой печи и нагрев преформы во второй печи.
[0013] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой, включает регулирование ориентации преформы перед закрыванием первой формы и второй формы вокруг преформы.
[0014] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой, включает захват горловинной части преформы в захвате перед вытягиванием преформы.
[0015] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой, захват содержит первый турникетный элемент и второй турникетный элемент, содержащие множество полукруглых захватных поверхностей, и горловинную часть преформы фиксируют между противолежащими полукруглыми захватными поверхностями первого и второго турникетных элементов.
[0016] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой, захват содержит подпружиненный первый захватный элемент, имеющий первую захватную поверхность, и подпружиненный второй захватный элемент, имеющий вторую захватную поверхность, и горловинную часть преформы фиксируют между первой захватной поверхностью и второй захватной поверхностью.
[0017] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает загрузку преформы на дорн, расположенный на транспортере. Один из элементов, представляющих собой преформу и дорн, содержит углубление, и другой из элементов, представляющих собой преформу и дорн, содержит выступ, и углубление взаимодействует с выступом для фиксации ориентации преформы относительно дорна.
[0018] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает захватывание горловины преформы между захватом первой формы, расположенным на первой форме, и захватом второй формы, расположенным на второй форме.
[0019] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает размещение изолирующей маски на интегральной ручке преформы.
[0020] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой первая печь содержит первую нагревательную батарею, содержащую множество нагревательных элементов, и каждый из множества нагревательных элементов выполнен с возможностью его перемещения по отдельности в направлении, перпендикулярном направлению, в котором преформа проходит через первую печь.
[0021] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой первая печь содержит первую нагревательную батарею, содержащую множество нагревательных элементов, и теплоотдачу каждого из множества нагревательных элементов регулируют по отдельности посредством устройства управления первой нагревательной батареей.
[0022] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой вторая печь содержит вторую нагревательную батарею, содержащую множество нагревательных элементов, и каждый из множества нагревательных элементов выполнен с возможностью его перемещения по отдельности в направлении, перпендикулярном направлению, в котором преформа проходит через вторую печь.
[0023] В соответствии с одним или более вариантами, в способе формования контейнера с интегральной ручкой вторая печь содержит вторую нагревательную батарею, содержащую множество нагревательных элементов, и теплоотдачу каждого из множества нагревательных элементов регулируют по отдельности посредством устройства управления второй нагревательной батареей.
[0024] В соответствии с одним или более вариантами, способ формования контейнера с интегральной ручкой включает нагрев преформы, имеющей выступ для прикрепления ручки, в первой печи, вытягивание преформы для перемещения выступа для прикрепления ручки от места присоединения ручки или другого выступа для прикрепления ручки, закрывание первой формы, имеющей первую формующую выемку, и второй формы, имеющей вторую формующую выемку, вокруг преформы и вдувание воздуха в преформу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] Признаки настоящего раскрытия изобретения станут более очевидными из нижеприведенного описания в сочетании с сопровождающими чертежами.
[0026] Фиг.1 - вид в перспективе одного примера преформы, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения.
[0027] Фиг.2 - вид в перспективе вытянутой преформы в соответствии с одним или более вариантами выполнения.
[0028] Фиг.3 - вид в перспективе одного примера контейнера с интегральной ручкой отформованного посредством способа изготовления и устройства в соответствии с одним или более вариантами выполнения.
[0029] Фиг.4 схематичный вид сверху производственной линии для формования контейнера с интегральной ручкой из преформы в соответствии с одним или более вариантами выполнения.
[0030] Фиг.5 – блок-схема последовательности операций, показывающую способ изготовления для формования контейнера с интегральной ручкой из преформы в соответствии с одним или более вариантами выполнения.
[0031] Фиг.6А и 6В - виды спереди станции загрузки, предназначенной для загрузки преформы на производственную линию, в соответствии с одним или более вариантами выполнения.
[0032] Фиг.6С и 6D - виды сверху станции загрузки по фиг.6А и 6В в соответствии с одним или более вариантами выполнения.
[0033] Фиг.7А - вид спереди и фиг.7В - вид сверху первой печи в соответствии с одним или более вариантами выполнения.
[0034] Фиг.7С - вид сбоку с правой стороны первой нагревательной батареи в соответствии с одним или более вариантами выполнения.
[0035] Фиг.8А - вид спереди и фиг.8В - вид сверху второй печи в соответствии с одним или более вариантами выполнения.
[0036] Фиг.8С - вид сбоку с левой стороны второй нагревательной батареи в соответствии с одним или более вариантами выполнения.
[0037] Фиг.9А - вид спереди вытягивающего стержня в соответствии с одним или более вариантами выполнения.
[0038] Фиг.9В - вид спереди стержня многостадийной вытяжки в соответствии с одним или более вариантами выполнения.
[0039] Фиг.10А-10В - виды сверху захвата турникетного типа, предназначенного для захватывания горловинной части преформы, в соответствии с одним или более вариантами выполнения.
[0040] Фиг.11А-11В - виды сверху подпружиненного захвата, предназначенного для захватывания горловинной части преформы, в соответствии с одним или более вариантами выполнения.
[0041] Фиг.12А - вид спереди станции формования с открытыми первой и второй формами и фиг.12В - вид спереди станции формования с сомкнутыми первой и второй формами в соответствии с одним или более вариантами выполнения.
[0042] Фиг.12С - вид сбоку с правой стороны первой формы и фиг.12D - вид сбоку с левой стороны второй формы в соответствии с одним или более вариантами выполнения.
[0043] Фиг.12Е - вид снизу захватов первой и второй форм в соответствии с одним или более вариантами выполнения.
[0044] Фиг.13А-13D - виды сзади, спереди, сверху и снизу и фиг.13Е-13F - виды сбоку с правой стороны и с левой стороны верхней части клинового блока первой формы в соответствии с одним или более вариантами выполнения.
[0045] Фиг.14А-14D - виды сзади, спереди, сверху и снизу и фиг.14Е-14F - виды сбоку с правой стороны и с левой стороны нижней части клинового блока второй формы в соответствии с одним или более вариантами выполнения.
[0046] Фиг.15А-15В - виды сбоку с правой стороны станции выгрузки, предназначенной для выгрузки выдувного контейнера с производственной линии, в соответствии с одним или более вариантами выполнения.
[0047] Фиг.15С-15D - виды сверху станции выгрузки по фиг.15А-15В в соответствии с одним или более вариантами выполнения.
[0048] Фиг.16А - вид спереди и фиг.16В - вид сверху первой печи в соответствии с одним или более вариантами выполнения.
[0049] Фиг.16С - вид сбоку с правой стороны первой нагревательной батареи в соответствии с одним или более вариантами выполнения.
[0050] Фиг.16D - вид сбоку с правой стороны проводных соединений первой нагревательной батареи и устройства управления первой нагревательной батареей в соответствии с одним или более вариантами выполнения.
[0051] Фиг.17А - вид спереди и фиг.17В - вид сверху второй печи в соответствии с одним или более вариантами выполнения.
[0052] Фиг.17С - вид сбоку с левой стороны второй нагревательной батареи в соответствии с одним или более вариантами выполнения.
[0053] Фиг.17D - вид сбоку с левой стороны проводных соединений второй нагревательной батареи и устройства управления второй нагревательной батареей в соответствии с одним или более вариантами выполнения.
[0054] Фиг.18 – блок-схема последовательности операций, показывающую способ изготовления для формования контейнера с интегральной ручкой из преформы в соответствии с одним или более вариантами выполнения.
[0055] Фиг.19А - вид сбоку одного примера преформы, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения, в которой вместо интегральной ручки (выполненной за одно целое с контейнером), на преформе обеспечены два выступа для прикрепления ручки.
[0056] Фиг.19В - вид сбоку одного примера контейнера, отформованного посредством способа изготовления и устройства в соответствии с одним или более вариантами выполнения, в котором вместо интегральной ручки, ручка прикреплена к двум выступам для прикрепления ручки, расположенным на контейнере.
[0057] Фиг.20А - вид сбоку одного примера преформы, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения, в которой верхний конец ручки составляет одно целое с контейнером, нижний конец ручки имеет часть для прикрепления, и выступ для прикрепления ручки расположен на преформе.
[0058] Фиг.20В - вид сбоку одного примера контейнера с интегральной ручкой который отформован посредством способа изготовления и устройства в соответствии с одним или более вариантами, и в котором верхний конец ручки составляет одно целое с контейнером, и часть для прикрепления, образованная на нижнем конце ручки, взаимодействует с углублением для прикрепления ручки, расположенным на преформе.
ПОДРОБНОЕ ОПИСАНИЕ
[0059] Варианты выполнения изобретения будут подробно описаны ниже со ссылкой на чертежи. В вариантах выполнения изобретения многочисленные конкретные детали приведены для обеспечения более полного понимания изобретения. Тем не менее, для среднего специалиста в данной области техники будет очевидно то, что изобретение может быть реализовано на практике без данных конкретных деталей. В других случаях хорошо известные признаки/элементы не были описаны подробно для избежания затруднения понимания изобретения.
[0060] Фиг.1 - вид в перспективе одного примера преформы 710, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения. На фиг.1 преформа 710 ориентирована так, что открытая входная часть 712 расположена вверху. В соответствии с одним или более вариантами, преформа 710 отформована из пластика. Преформа 710 имеет основной корпус 716, горловинную часть 719 с резьбой и полусферическую концевую часть 718, образованную в нижней части преформы 710 с концевым переходным участком 717 между ними. Входная часть 712 образована в горловинной части 719. Упор 711 для резьбы образован ниже горловинной части 719, и конусообразная часть 713 соединяет основной корпус 716 и упор 711 для резьбы посредством конусообразного переходного участка 714 между основным корпусом 716 и конусообразной частью 713. В соответствии с одним или более вариантами, внутренняя окружная периферия концевого переходного участка 717 содержит небольшой кольцеобразный выступ для контактного взаимодействия с вытягивающим стержнем.
[0061] В соответствии с одним или более вариантами, преформа 710 отформована с интегральной ручкой 720. Интегральная ручка 720 присоединена к конусообразной части 713 в первом месте 721 присоединения и к основному корпусу 716 во втором месте 722 присоединения. Второе контактное кольцо 726 расположено на внутренней окружной периферии основного корпуса 716 рядом со вторым местом 722 присоединения. В соответствии с одним или более вариантами, часть первого места 721 присоединения находится на конусообразном переходном участке 714. Между первым местом 721 присоединения и вторым местом 722 присоединения находится противолежащая поверхность 715, которая расположена на основном корпусе 716 против интегральной ручки 720. Интегральная ручка 720 выступает наружу от первого места 721 присоединения и изгибается вниз до прямолинейной части 724 ручки. В соответствии с одним или более вариантами, прямолинейная часть 724 ручки может иметь небольшой изгиб внутрь рядом с ее центральной частью. От нижнего участка прямолинейной части 724 ручки, интегральная ручка 720 изгибается вверх и внутрь в U-образной части 723, затем изгибается внутрь до второго места 722 присоединения. Внутри интегральной ручки 720 имеется карман 725, образованный интегральной ручкой 720 и противолежащей поверхностью 715.
[0062] Фиг.2 - вид в перспективе вытянутой преформы 730 в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, вытянутая преформа 730 отформована вытягиванием преформы 710 по фиг.1 посредством вытягивающего стержня. На фиг.2 вытянутая преформа 730 ориентирована так, что открытая входная часть 732 расположена вверху. В соответствии с одним или более вариантами, вытянутая преформа 730 отформована из пластика. Вытянутая преформа 730 имеет основной корпус 736, горловинную часть 739 с резьбой и полусферическую концевую часть 738, образованную в нижней части вытянутой преформы 730 с концевым переходным участком 737 между ними. Входная часть 732 образована в горловинной части 739. Упор 731 для резьбы образован ниже горловинной части 739, и конусообразная часть 733 соединяет основной корпус 736 и упор 731 для резьбы посредством конусообразного переходного участка 734 между основным корпусом 736 и конусообразной частью 733. Как показано на фиг.2, основной корпус 736 вытянутой преформы 730 был вытянут так, чтобы он был значительно длиннее, чем основной корпус 716 невытянутой преформы 710.
[0063] В соответствии с одним или более вариантами, вытянутая преформа 730 отформована с интегральной ручкой 740. Интегральная ручка 740 присоединена к конусообразной части 733 в первом месте 741 присоединения и к основному корпусу 736 во втором месте 742 присоединения. Второе контактное кольцо 746 расположено на внутренней окружной периферии основного корпуса 736 рядом со вторым местом 742 присоединения. В соответствии с одним или более вариантами, часть первого места 741 присоединения находится на конусообразном переходном участке 734. Между первым местом 741 присоединения и вторым местом 742 присоединения находится противолежащая поверхность 735, которая расположена на основном корпусе 736 против интегральной ручки 740. Интегральная ручка 740 выступает наружу от первого места 741 присоединения и изгибается вниз до прямолинейной части 744 ручки.
[0064] Как показано на фиг.2, прямолинейная часть 744 ручки вытянутой преформы 730 значительно длиннее прямолинейной части 724 ручки невытянутой преформы 710. В соответствии с одним или более вариантами выполнения, когда вытягивающий стержень вытягивает преформу 710, вторая часть 742 для присоединения перемещается вниз, вызывая «разгибание» U-образной части 723 так, что бóльшая часть U-образной части 723 становится частью прямолинейной части 744 ручки. Кроме того, поскольку второе место 742 присоединения перемещается вниз при вытягивании преформы 710 вытягивающим стержнем, противолежащая поверхность 735 вытянутой преформы 730 между первым местом 741 присоединения и вторым местом 742 присоединения становится более длинной, чем противолежащая поверхность 715 невытянутой преформы 710. В соответствии с одним или более вариантами, прямолинейная часть 744 ручки может иметь небольшой изгиб внутрь рядом с ее центральной частью. От нижнего участка прямолинейной части 744 ручки интегральная ручка 740 изгибается внутрь до второго места 742 присоединения. Внутри интегральной ручки 740 имеется карман 745, образованный интегральной ручкой 740 и противолежащей поверхностью 735.
[0065] Фиг.3 - вид в перспективе одного примера контейнера 750 с интегральной ручкой 770, который отформован посредством способа изготовления и устройства в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, контейнер 770 отформован раздувом вытянутой преформы 730 по фиг.2 внутри формы. На фиг.3 контейнер 750 ориентирован так, что открытая входная часть 752 расположена вверху. В соответствии с одним или более вариантами, контейнер 750 отформован из пластика. Контейнер 750 имеет основной корпус 756, горловинную часть 759 с резьбой и нижнюю концевую часть 758, образованную в нижней части контейнера 750, с концевым переходным участком 757 между ними. В соответствии с одним или более вариантами, дно нижней концевой части 758 образовано по существу плоским, так что контейнер 750 может стоять вертикально. В альтернативном варианте дно нижней концевой части 758 может иметь кольцеобразную плоскую поверхность с углубленной частью, образованной в нем для придания прочности нижней концевой поверхности 758. Входная часть 752 образована в горловинной части 759. Упор 751 для резьбы образован ниже горловинной части 759, и конусообразная часть 753 соединяет основной корпус 756 и упор 751 для резьбы посредством конусообразного переходного участка 754 между основным корпусом 756 и конусообразной частью 753. Кроме того, основной корпус 756 также имеет изогнутую часть 766 между цилиндрической частью основного корпуса 756 и конусообразной частью 753. В соответствии с одним или более вариантами, впадина 762 образована на одной стороне нижней концевой части 758.
[0066] В соответствии с одним или более вариантами, контейнер 750 отформован с интегральной ручкой 770. Интегральная ручка 770 присоединена к конусообразной части 753 в первом месте 771 присоединения и к основному корпусу 756 во втором месте 772 присоединения. Между первым местом 771 присоединения и вторым местом 772 присоединения находится противолежащая поверхность 755, которая расположена на основном корпусе 756 против интегральной ручки 770. Как показано на фиг.3, вследствие расширения, которое происходит во время процесса раздува, противолежащая поверхность 755 контейнера 750 значительно больше противолежащей поверхности 735 вытянутой преформы 730. В соответствии с одним или более вариантами, противолежащая поверхность 755 незначительно искривлена внутрь. Переходный участок 764 противолежащей поверхности образован между основным корпусом 756 и противолежащей поверхностью 755. Интегральная ручка 770, выступает наружу от первого места 771 присоединения и изгибается вниз до прямолинейной части 774 ручки. Как показано на фиг.3, вследствие расширения, которое происходит во время процесса раздува, второе место 772 присоединения на контейнере 750 расположено дальше в радиальном направлении, чем первое место 771 присоединения на контейнере 750. В соответствии с одним или более вариантами, нижняя часть прямолинейной части 774 ручки присоединена к контейнеру 750 во втором месте 772 присоединения. В альтернативном варианте интегральная ручка 770 может изгибаться внутрь по направлению к основному корпусу 756 от нижней части прямолинейной части 774 ручки и присоединяться к основному корпусу 756 во втором месте 772 присоединения. В интегральной ручке 770 образован карман 775, образованный интегральной ручкой 770 и противолежащей поверхностью 755. В соответствии с одним или более вариантами выполнения, контейнер 750 также может включать в себя заглубленную поверхность 761 для прикрепления этикетки к контейнеру 750.
[0067] Фиг.4 представляет собой схематическое изображение, показывающее вид сверху производственной линии 100 для формования контейнера 750 с интегральной ручкой 770 из преформы 710 в соответствии с одним или более вариантами выполнения. Производственная линия 100 включает в себя транспортер 101, множество дорнов 150, расположенных на транспортере 101, и приводные колеса 110, 120, введенные в контактное взаимодействие с транспортером 101 для приведения транспортера 101 в движение. В соответствии с одним или более вариантами, производственная линия 100 также включает в себя одну или более из станции 200 загрузки, первой печи 300, станции 130 калибровки, второй печи 400, станции 140 ориентирования, станции 500 формования и станции 600 выгрузки. Станция 200 загрузки, первая и вторая печи 300, 400, станция 500 формования и станция 600 выгрузки описаны ниже с дополнительными подробностями со ссылкой на фиг.6А-15D.
[0068] В соответствии с одним или более вариантами, транспортер 101 приводится в движение в направлении против часовой стрелки посредством приводных колес 110, 120. В соответствии с одним или более вариантами, дорн 150 включает в себя выступ или углубление, которое взаимодействует с углублением или углублением, расположенным на преформе 710, так что преформа 710 может быть безошибочно и точно ориентирована относительно дорна 150.
[0069] В соответствии с одним или более вариантами, выступ расположен на преформе 710, и внешний механизм обеспечивает размещение выступа преформы снаружи, так что преформа 710 может быть безошибочно и точно ориентирована относительно дорна 150. В соответствии с одним или более вариантами, внешний механизм представляет собой подпружиненный фиксатор.
[0070] В соответствии с одним или более вариантами, станция 130 калибровки включает в себя вентилятор 131, который избирательно охлаждает преформу, размещенную на дорне 150. Например, вентилятор 131 может охлаждать интегральную ручку 720 для удерживания интегральной ручки 720, от кристаллизации. В соответствии с одним или более вариантами, станция 130 калибровки также может включать в себя другие охлаждающие компоненты, такие как устройство для кондиционирования воздуха, устройство для отклонения воздушного потока, которое изменяет направление воздушного потока из вентилятора 131 и/или устройства для кондиционирования воздуха, датчики температуры для измерения температуры воздуха вокруг преформы 710, температуры воздуха, поступающего из вентилятора 131 и/или устройства для кондиционирования воздуха, и температуры преформы 710 и/или интегральной ручки 720, и устройство управления, функционально соединенное с датчиками для регулирования скорости воздушного потока из вентилятора 131 и/или устройства для кондиционирования воздуха, температуры воздушного потока из устройства для кондиционирования воздуха и устройства для отклонения воздушного потока.
[0071] В соответствии с одним или более вариантами, станция 140 ориентирования обеспечивает ориентирование преформы 710 посредством точного определения ориентации преформы 710 на дорне 150 перед станцией 500 формования и корректировки ориентации посредством поворота дорна 150 или части дорна в случае необходимости. В соответствии с одним или более вариантами, станция 140 ориентации включает в себя датчик ориентации для определения ориентации преформы 710. В соответствии с одним или более вариантами, датчик ориентации включает в себя камеру, которая «захватывает» изображение преформы 710, и устройство анализа ориентации, которое анализирует изображение преформы 710 для распознавания ее ориентации. В соответствии с одним или более вариантами, станция 140 ориентации включает в себя устройство корректировки ориентации, предназначенное для корректировки ориентации преформы 710 на основе ориентации, распознанной датчиком ориентации.
[0072] Фиг.5 представляет собой схему последовательности операций, показывающую способ изготовления для формования контейнера 750 с интегральной ручкой 770 из преформы 710 в соответствии с одним или более вариантами выполнения.
[0073] На первом этапе ST1 способа изготовления в соответствии с одним или более вариантами, формуют преформу 710, имеющую интегральную ручку 720.
[0074] На втором этапе ST2 преформу 710, отформованную на первом этапе ST1, загружают на станции 200 загрузки на дорн 150, расположенный на транспортере 101 производственной линии 100.
[0075] На третьем этапе ST3 транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 проходит через первую печь 300, в которой преформу 710 и интегральную ручку 720 избирательно нагревают.
[0076] На четвертом этапе ST4 транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 проходит через станцию 130 калибровки, на которой преформу 710 и/или интегральную ручку 720 избирательно охлаждают.
[0077] На пятом этапе ST5 транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 проходит через вторую печь 400, в которой преформу 710 и интегральную ручку 720 избирательно нагревают.
[0078] На шестом этапе ST6 транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 перемещается к станции 140 ориентирования, на которой распознают ориентацию преформы 710, и ориентацию корректируют до заданной ориентации в случае необходимости.
[0079] На седьмом этапе ST7 транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 перемещается к захвату 160, 170, расположенному на производственной линии 100, при этом захват 160, 170 захватывает горловинную часть 719 преформы 710. В соответствии с одним или более вариантами, захват 160, 170 расположен на станции 500 формования. Альтернативно, в соответствии с одним или более вариантами, захват 160, 170 может быть расположен на производственной линии 100 в месте перед станцией 500 формования.
[0080] На восьмом этапе ST8, пока горловинная часть 719 зафиксирована захватом 160, 170, вытягивающий стержень 180 вытягивает преформу 710 для образования вытянутой преформы 730. Если захват 160, 170 расположен в месте перед станцией 500 формования, транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 перемещается к станции 500 формования, так что вытянутая преформа 730 размещается между первой формой 510 и второй формой 520, которые исходно находятся в открытом положении.
[0081] На девятом этапе ST9 первую и вторую формы 510, 520 сводят вместе в сомкнутое/закрытое положение, фиксируя горловинную часть 739 вытянутой преформы 730 между захватами 530, 540 первой и второй форм, обеспеченными в первой и второй формах 510, 520. В соответствии с одним или более вариантами, захваты 530, 540 первой и второй форм могут быть исключены из первой и второй форм 510, 520, и захват 160, 170 может удерживать вытянутую преформу 730 зафиксированной во время сведения вместе первой и второй форм 510, 520 в закрытое/сомкнутое положение, что обеспечивает введение верхней и нижней части 570, 580 клинового блока в карман 745 ручки вытянутой преформы 730. Таким образом, верхняя и нижняя части 570, 580 клинового блока для кармана ручки перемещают интегральную ручку 740 в расширенное положение.
[0082] На десятом этапе ST10 воздух вдувают в вытянутую преформу 730 для формования выдувного контейнера 750. Альтернативно, в соответствии с одним или более вариантами, вдувание воздуха в вытянутую преформу 730 начинается, пока первая и вторая формы 510, 520 перемещаются в закрытое/сомкнутое положение, так что перемещение интегральной ручки 740 вытянутой преформы 730 в расширенное положение происходит одновременно с расширением вытянутой преформы 730 во время процесса раздува.
[0083] Как только процесс раздува на десятом этапе ST10 будет завершен, на одиннадцатом этапе ST11 первую и вторую формы 510, 520 раздвигают до открытого положения. После этого транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 и выдувной контейнер 750 перемещаются на станцию 600 выгрузки.
[0084] На двенадцатом этапе ST12 выдувной контейнер 750 выгружают со станции 600 выгрузки.
[0085] В нижеприведенных описаниях фиг.6А-15D виды описаны относительно направления от станции 130 калибровки к станции 600 выгрузки на фиг.4. То есть, в отношении фиг.6А-17D «вид спереди» - вид в направлении, обозначенном «вперед» на фиг.4, «вид сзади» - вид в направлении, обозначенном «назад» на фиг.4, «вид сбоку с правой стороны» - вид в направлении, обозначенном «с правой стороны» на фиг.4, и «вид сбоку с левой стороны» - вид в направлении, обозначенном «с левой стороны» на фиг.4. Кроме того, на фиг.7А-9В, 12А-12В и 15А-17D дорн 150 показан без преформы 710, вытянутой преформы 730 или выдувного контейнера 750, размещенной (-го) на нем, чтобы не загромождать чертежи. Тем не менее, во время работы производственной линии 100 преформа 710 может быть размещена на дорне 150. Кроме того, на фиг.6А-6В преформа 710 начерчена без интегральной ручки 720, чтобы не загромождать чертежи. Тем не менее, в соответствии с одним или более вариантами, преформа 710 может иметь интегральную ручку 720 (выполненную за одно целое с преформой).
[0086] Фиг.6А и 6В - виды спереди и фиг.6С и 6D - виды сверху станции 200 загрузки, предназначенной для загрузки преформы 710 на дорн 150 производственной линии 100, в соответствии с одним или более вариантами выполнения. Дорн 150 включает в себя основание 155, возвышенную часть 153, расположенную на основании 155, и кольцеобразный цилиндрический выступ 151, расположенный на возвышенной части 153. Станция 200 загрузки включает в себя загрузочный блок 210 и толкатель 220.
[0087] Загрузочный блок 210 имеет основной корпус 211, первую загрузочную захватную руку 215а с полукруглой первой загрузочной захватной поверхностью 217а и вторую загрузочную захватную руку 215b с полукруглой второй загрузочной захватной поверхностью 217b. Первая загрузочная захватная рука 215а и вторая загрузочная захватная рука 215b выполнены с возможностью перемещения по направлению друг к другу так, что первая загрузочная захватная поверхность 217а и вторая загрузочная захватная поверхность 217b зажимают со всех сторон горловинную часть 719 преформы 710 для захвата преформы 710. Загрузочный блок 210 также выполнен с возможностью поворота вокруг оси 213 поворота для размещения преформы 710 между дорном 150 и толкателем 220. Загрузочный блок 210 также выполнен с возможностью перемещения в вертикальном направлении вниз после поворота так, что преформа 710 размещается на дорне 150. В соответствии с одним или более вариантами, дорн 150 включает в себя выступ или углубление, который(ое) взаимодействует с углублением или углублением, расположенным на преформе 710, так что преформа 710 может быть безошибочно и точно ориентирована относительно дорна 150.
[0088] Толкатель 220 включает в себя вертикальный стержень 225, соединитель 223, расположенный на нижнем конце вертикального стержня 225, и цилиндрическую головку 221 толкателя, расположенную ниже соединителя 223. В соответствии с одним или более вариантами, нижняя поверхность цилиндрической головки 221 толкателя включает в себя изогнутое углубление, которое соответствует форме полусферической концевой части 718. Толкатель 220 выполнен с возможностью перемещения в вертикальном направлении вниз.
[0089] Работа станции 200 загрузки в соответствии с одним или более вариантами, будет описана далее со ссылкой на фиг.6А-6D. Загрузочный блок 210, который находится вначале в открытом положении, показанном на фиг.6С, размещают, как показано на фиг.6А, так, что первая загрузочная захватная поверхность 217а первой загрузочной захватной руки 215а и вторая загрузочная захватная поверхность 217b второй загрузочной захватной руки 215b окружают две противоположные стороны горловинной части 719 преформы 710. После это первую загрузочную захватную руку 215а и вторую загрузочную захватную руку 215b сводят вместе, как показано на фиг.6D, так что первая загрузочная захватная поверхность 217а и вторая загрузочная захватная поверхность 217b зажимают горловинную часть 719 преформы 710. После это загрузочный блок 210 поворачивают вокруг оси 213 поворота в повернутое положение, показанное на фиг.6В. В соответствии с одним или более вариантами, загрузочный блок 210 также может перемещаться в вертикальном направлении вниз после поворота, что обеспечивает введение выступа 151 во входную часть 712 преформы 710.
[0090] Как только преформа 710 будет размещена на дорне 150, толкатель 220 перемещается в вертикальном направлении вниз из положения, показанного на фиг.6А, в положение, показанное на фиг.6В, так что головка 221 толкателя будет давить на полусферическую концевую часть 718 преформы 710 для полного насаживания преформы 710 на дорн 150. Толкатель 220 выполнен с возможностью обеспечения подтверждения того, что преформа 710 полностью насажена на дорн 150, поскольку в том случае, если преформа не полностью насажена на дорн 150, преформа может столкнуться с одним из нагревательных элементов первой нагревательной батареи 310.
[0091] Фиг.7А - вид спереди и фиг.7В - вид сверху первой печи 300 в соответствии с одним или более вариантами выполнения. Фиг.7С - вид сбоку с правой стороны первой нагревательной батареи 310 в соответствии с одним или более вариантами выполнения. Несмотря на то, что фиг.7А и 7В показывают дорн 150 без преформы 710, размещенной на нем, чтобы не загромождать фигуры, когда дорн 150 проходит через первую печь 300, дорн 150 может иметь преформу 710, размещенную на нем, так что преформа 710 подвергается предпочтительному нагреву во время прохождения через первую печь 300.
[0092] Первая печь 300 включает в себя первую нагревательную батарею 310 и отражательную плиту 350. Дорн 150 и преформа 710, размещенная на нем, проходят через первую печь 300 между первой нагревательной батареей 310 и отражательной плитой 350. В соответствии с одним или более вариантами, отражательная плита 350 представляет собой плиту прямоугольной формы, выполненную с возможностью отражения тепла от первой нагревательной батареи 310 обратно к преформе 710. Отражательная плита 350 может иметь достаточную толщину для удерживания тепла от первой нагревательной батареи 310. Несмотря на то, что варианты выполнения, показанные на чертежах, включают в себя первую нагревательную батарею 310 с одной стороны дорна 150 и отражательную плиту 350 с другой стороны дорна 150, один или более вариантов выполнения настоящего изобретения могут иметь нагревательные батареи с обеих сторон дорна 150, так что преформа 710 будет активно нагреваться с обеих сторон. В соответствии с одним или более вариантами, отражательную плиту 350 охлаждают.
[0093] Первая нагревательная батарея 310 включает в себя держатель 320 нагревательных элементов, который удерживает множество пар концов 311а-311L нагревательных элементов. Цилиндрические нагревательные элементы 312а-312L расположены между каждыми двумя концами 311а-311L нагревательных элементов. Держатель 320 нагревательных элементов имеет множество сквозных отверстий, в которые вставлены концы 311а-311L нагревательных элементов. Как показано на фиг.7С, пары концов 311а-311L нагревательных элементов с нагревательными элементами 312а-312L между ними расположены в горизонтальном направлении параллельно в держателе 320 нагревательных элементов. Несмотря на то, что варианты выполнения, показанные на чертежах, имеют 12 нагревательных элементов 312а-312L, первая нагревательная батарея 310 может иметь любое число нагревательных элементов. Как показано на фиг.7А и 7В, пары концов 311а-311L нагревательных элементов с нагревательными элементами 312а-312L между ними выполнены с возможностью перемещения по отдельности в направлениях влево и вправо. Таким образом, каждый из нагревательных элементов 312а-312L может быть перемещен по направлению к отражательной плите 350 или от отражательной плиты 350. Следовательно, расстояние между каждым из нагревательных элементов 312а-312L и преформой 710 может точно регулироваться, что обеспечивает возможность предпочтительного нагрева различных зон преформы 710. Устройство 330 управления первой нагревательной батареей расположено за первой нагревательной батареей 310, и каждый из концов 311а-311L нагревательных элементов имеет проводное соединение 313а-313L первой нагревательной батареи, электрически соединяющее нагревательные элементы 312а-312L и устройство 330 управления первой нагревательной батарей посредством концов 311а-311L нагревательных элементов. В соответствии с одним или более вариантами, устройство 330 управления первой нагревательной батареей обеспечивает как управление нагревательными элементами 312а-312L, так и подачу энергии к нагревательным элементам 312а-312L посредством проводных соединений 313а-313L первой нагревательной батареи и концов 311а-311L нагревательных элементов.
[0094] В вариантах выполнения, показанных на фиг.7А и 7В, третий нагревательный элемент 312с находится ближе к отражательной плите 350, чем остальные нагревательные элементы, и посредством четвертого и пятого нагревательных элементов 312d-312е расстояние между нагревательными элементами и отражательной плитой 350 постепенно увеличивается. Таким образом, профиль нагревательных элементов 312а-312L на виде спереди соответствует форме преформы 710, так что нагревательные элементы 312а-312L окружают преформу 710 с левой стороны до верха. Однако схема расположения нагревательных элементов 312а-312L не образована показанной, и расстояние между каждым из нагревательных элементов 312а-312L и отражательной плитой 350 может быть изменено в зависимости от формы преформы, а также от заданного предпочтительного нагрева. Кроме того, устройство 330 управления первой нагревательной батареей может осуществлять независимое управление каждым из нагревательных элементов 312а-312L, так что интенсивность выделения тепла каждым из нагревательных элементов 312а-312L может регулироваться по отдельности так, как задано для различных применений.
[0095] Работа первой печи 300 в соответствии с одним или более вариантами, будет описана далее со ссылкой на фиг.7А-7С. Дорн 150 с преформой 710, размещенной на нем, пропускают через первую печь 300 между первой нагревательной батареей 310 и отражательной плитой 350 посредством транспортера 101, на котором размещен дорн 150. Когда преформа 710 проходит через первую печь 300, преформа 710 предпочтительно нагревается нагревательными элементами 312а-312L, которыми управляет устройство 330 управления первой нагревательной батареей.
[0096] Фиг.8А - вид спереди и фиг.8В - вид сверху второй печи 400 в соответствии с одним или более вариантами выполнения. Фиг.8С - вид сбоку с левой стороны второй нагревательной батареи 410 в соответствии с одним или более вариантами выполнения. Несмотря на то, что фиг.8А и 8В показывают дорн 150 без преформы 710, размещенной на нем, чтобы не загромождать фигуры, когда дорн 150 проходит через вторую печь 400, дорн 150 может иметь преформу 710, размещенную на нем, так что преформа 710 подвергается предпочтительному нагреву во время прохождения через вторую печь 400.
[0097] Вторая печь 400 включает в себя вторую нагревательную батарею 410 и отражательную плиту 450. Дорн 150 и преформа 710, размещенная на нем, проходят через вторую печь 400 между второй нагревательной батареей 410 и отражательной плитой 450. В соответствии с одним или более вариантами, отражательная плита 450 представляет собой плиту прямоугольной формы, выполненную с возможностью отражения тепла от второй нагревательной батареи 410 обратно к преформе 710. Отражательная плита 450 может иметь достаточную толщину для удерживания тепла от второй нагревательной батареи 410. Несмотря на то, что варианты выполнения, показанные на чертежах, включают в себя вторую нагревательную батарею 410 с одной стороны дорна 150 и отражательную плиту 450 с другой стороны дорна 150, один или более вариантов выполнения настоящего изобретения могут иметь нагревательные батареи с обеих сторон дорна 150, так что преформа 710 будет активно нагреваться с обеих сторон. В соответствии с одним или более вариантами, отражательную плиту 450 охлаждают.
[0098] Вторая нагревательная батарея 410 включает в себя держатель 420 нагревательных элементов, который удерживает множество пар концов 411а-411L нагревательных элементов. Держатель 420 нагревательных элементов имеет множество сквозных отверстий, в которые вставлены концы 411а-411L нагревательных элементов. Как показано на фиг.8С, пары концов 411а-411L нагревательных элементов с нагревательными элементами 412а-412L между ними расположены в горизонтальном направлении параллельно в держателе 420 нагревательных элементов. Несмотря на то, что варианты выполнения, показанные на чертежах, имеют 12 нагревательных элементов 412а-412L, вторая нагревательная батарея 410 может иметь любое число нагревательных элементов. Как показано на фиг.8А и 8В, пары концов 411а-411L нагревательных элементов с нагревательными элементами 412а-412L между ними выполнены с возможностью перемещения по отдельности в направлениях влево и вправо. Таким образом, каждый из нагревательных элементов 412а-412L может быть перемещен по направлению к отражательной плите 450 или от отражательной плиты 450. Следовательно, расстояние между каждым из нагревательных элементов 412а-412L и преформой 710 может точно регулироваться, что обеспечивает возможность предпочтительного нагрева различных зон преформы 710. Устройство 430 управления второй нагревательной батареей расположено за второй нагревательной батареей 410, и каждый из концов 411а-411L нагревательных элементов имеет проводное соединение 413а-413L второй нагревательной батареи, электрически соединяющее нагревательные элементы 412а-412L и устройство 430 управления второй нагревательной батарей посредством концов 411а-411L нагревательных элементов. В соответствии с одним или более вариантами, устройство 430 управления второй нагревательной батареей обеспечивает как управление нагревательными элементами 412а-412L, так и подачу энергии к нагревательным элементам 412а-412L посредством проводных соединений 413а-413L второй нагревательной батареи и концов 411а-411L нагревательных элементов.
[0099] В вариантах выполнения, показанных на фиг.8А и 8В, третий нагревательный элемент 412с находится ближе к отражательной плите 450, чем остальные нагревательные элементы, и посредством четвертого и пятого нагревательных элементов 412d-412е расстояние между нагревательными элементами и отражательной плитой 450 постепенно увеличивается. Таким образом, профиль нагревательных элементов 412а-412L на виде спереди соответствует форме преформы 710 и обеспечивает окружение преформы 710 с правой стороны до верха. Однако схема расположения нагревательных элементов 412а-412L не образована показанной, и расстояние между каждым из нагревательных элементов 412а-412L и отражательной плитой 450 может быть изменено в зависимости от формы преформы, а также от заданного предпочтительного нагрева. Кроме того, устройство 430 управления второй нагревательной батареей может осуществлять независимое управление каждым из нагревательных элементов 412а-412L, так что интенсивность выделения тепла каждым из нагревательных элементов 412а-412L может регулироваться по отдельности так, как задано для различных применений.
[00100] Работа второй печи 400 в соответствии с одним или более вариантами, будет описана далее со ссылкой на фиг.8А-8С. После станции 130 калибровки дорн 150 с преформой 710, размещенной на нем, пропускают через вторую печь 400 между второй нагревательной батареей 410 и отражательной плитой 450 посредством транспортера 101, на котором размещен дорн 150. Когда преформа 710 проходит через вторую печь 400, преформа 710 предпочтительно нагревается нагревательными элементами 412а-412L, которыми управляет устройство 430 управления второй нагревательной батареей.
[00101] Фиг.9А - вид спереди вытягивающего стержня 180 в соответствии с одним или более вариантами выполнения. Дорн 150, на котором размещена преформа 710, перемещают посредством транспортера 101 в место на производственной линии 100, в котором расположен захват 160. В соответствии с одним или более вариантами, захват 160 включает в себя первый турникетный элемент 161, зафиксированный с возможностью поворота на основании 165 посредством вертикальной оси 163, и второй турникетный элемент 162, зафиксированный с возможностью поворота на основании 166 посредством вертикальной оси 164. Первый и второй турникетные элементы 161, 162 выполнены с возможностью поворота вокруг вертикальных осей 163, 164 относительно оснований 165, 166 для захватывания горловинной части 719 преформы 710. Захват 160, показанный на фиг.9А-9В, а также дополнительный вариант выполнения захвата 170 будут разъяснены позднее более подробно в связи с фиг.10А-11В. Вытягивающий стержень 180 включает в себя элемент 181 вытягивающего стержня, который выполнен с конфигурацией, обеспечивающей возможность его выдвижения вверх через отверстие в кольцеобразном выступе 151 дорна 150. В соответствии с одним или более вариантами, основания 165, 166 представляют собой часть производственной линии 100, так что захват 160 расположен на производственной линии 100.
[00102] Функционирование вытягивающего стержня 180 будет описано далее со ссылкой на фиг.9А. Как только захват 160 зафиксирует горловинную часть 719 преформы 710, элемент 181 вытягивающего стержня выдвигается вверх через отверстие в кольцеобразном выступе 151. Когда элемент 181 вытягивающего стержня выдвигается вверх, конец элемента 181 вытягивающего стержня давит на полусферическую концевую часть 718 и вытягивает преформу 710, которая была нагрета в первой и второй печах 300, 400, для образования вытянутой преформы 730. Кроме того, когда элемент 181 вытягивающего стержня вытягивает преформу 710, второе место 722 присоединения интегральной ручки 720, перемещается в положение, соответствующее второму месту 742 присоединения в вытянутой преформе 730, что обеспечивает «разгибание» U-образной части 723 с образованием более длинной прямолинейной части 744 ручки, как показано на фиг.2.
[00103] В соответствии с одним или более вариантами, вытягивающий стержень 180 может представлять собой ступенчатый вытягивающий стержень, имеющий ступенчатый участок 182. Когда элемент 181 вытягивающего стержня выдвигается в преформу 710, после того как конец элемента 181 вытягивающего стержня будет давить на полусферическую концевую часть 718 и обеспечит вытягивание преформы 710 на некоторое расстояние, ступенчатый участок 182 вытягивающего стержня 180 зацепится за второе контактное кольцо 726 преформы 710 и обеспечит дальнейшее вытягивание преформы 710. Поскольку второе контактное кольцо 726 расположено рядом со вторым местом 722 присоединения, ступенчатый участок 182 может точно переместить второе место 722 присоединения в заданное положение.
[00104] Фиг.9В - вид спереди стержня многостадийной вытяжки 185 в соответствии с одним или более вариантами выполнения. На фиг.9В захват 160 аналогичен захвату, показанному на фиг.9А, и, следовательно, описание захвата 160 опущено. Стержень многостадийной вытяжки 185 включает в себя корпус 186 первой стадии вытяжки и корпус 187 второй стадии вытяжки.
[00105] Функционирование стержня многостадийной вытяжки 185 будет описано далее со ссылкой на фиг.9В. Как только захват 160 зафиксирует горловинную часть 719 преформы 710, корпус 186 первой стадии вытяжки проходит вверх через отверстие в кольцеобразном выступе 151. Когда корпус 186 первой стадии вытяжки проходит вверх, корпус 186 первой стадии вытяжки зацепляется за второе контактное кольцо 726, образованное на внутренней окружной периферии рядом со вторым местом 722 присоединения в преформе 710, и корпус 186 первой стадии вытяжки вытягивает преформу 710, которая была нагрета в первой и второй печах 300, 400, до первого вытянутого состояния. Поскольку второе контактное кольцо 726 расположено рядом со вторым местом 722 присоединения, корпус 186 первой стадии вытяжки может точно переместить второе место 722 присоединения в заданное положение. Затем корпус 187 второй стадии вытяжки выдвигается вверх от верхнего конца корпуса 186 первой стадии вытяжки, вытягивая преформу 710 дальше для образования вытянутой преформы 730. Как и в случае вытягивающего стержня 180, когда корпус 186 первой стадии вытяжки вытягивает преформу 710, второе место 722 присоединения интегральной ручки 720, перемещается в положение, соответствующее второму месту 742 присоединения в вытянутой преформе 730, что обеспечивает «разгибание» U-образной части 723 с образованием более длинной прямолинейной части 744 ручки, как показано на фиг.2. За счет разделения процесса вытягивания преформы 710 на два этапа можно обеспечить более точное управление перемещением второго места 722 присоединения.
[00106] В то время как стержень многостадийной вытяжки 185, описанный выше, включает в себя две ступени, в соответствии с одним или более вариантами, стержень многостадийной вытяжки 185 может иметь более двух ступеней.
[00107] Фиг.10А-10В - виды сверху захвата 160 турникетного типа, предназначенного для захватывания горловинной части 719 преформы 710, в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, захват 160 включает в себя первый турникетный элемент 161, зафиксированный с возможностью поворота на основании 165 посредством вертикальной оси 163, и второй турникетный элемент 162, зафиксированный с возможностью поворота на основании 166 посредством вертикальной оси 166. Первый турникетный элемент 161 включает в себя три полукруглые захватные поверхности 161а и три скошенные передние кромки 161b, и второй турникетный элемент 162 включает в себя три полукруглые захватные поверхности 162а и три скошенные передние кромки 162b. Первый и второй турникетные элементы 161, 162 выполнены с возможностью поворота вокруг вертикальных осей 163, 164 относительно оснований 165, 166 для захватывания горловинной части 719 преформы 710. В соответствии с одним или более вариантами, основания 165, 166 представляют собой часть производственной линии 100, так что захват 160 расположен на производственной линии 100.
[00108] Функционирование захвата 160 турникетного типа будет описано далее со ссылкой на фиг.10А и 10В. Первый и второй турникетные элементы 161, 162 расположены в той же горизонтальной плоскости, что и горловинная часть 719 преформы 710, размещенной на дорне 150. Когда преформа 710 перемещается по направлению к захвату 160, горловинная часть 719 толкает одну из трех скошенных передних кромок 161b, 162b для каждого из первого и второго турникетных элементов 161, 162. Таким образом, первый турникетный элемент 161 поворачивается против часовой стрелки, и второй турникетный элемент 162 поворачивается по часовой стрелке вокруг вертикальных осей 163, 164 из открытого положения, показанного на фиг.10А, в положение фиксации, показанное на фиг.10В. Одна из трех захватных поверхностей 161а первого турникетного элемента 161 и одна из трех захватных поверхностей 162а второго турникетного элемента 162 фиксируют горловинную часть 719 внутри захвата 160. После этого преформу 710 вытягивают вытягивающим стержнем 180, 185 для образования вытянутой преформы 730. Для освобождения преформы 710 из захвата 160 преформу 710 перемещают дальше вперед, что заставляет горловинную часть 719 поворачивать первый и второй турникетные элементы 161, 162 дальше, что позволяет преформе 710 выходить из захвата 160.
[00109] Фиг.11А-11В - виды сверху подпружиненного захвата 170, предназначенного для захватывания горловинной части 719 преформы 710, в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, подпружиненный захват 170 включает в себя первый захватный элемент 171, который выполнен с возможностью поворота вокруг вертикальной оси 172 и который подпружинен пружиной 173, прикрепленной к основанию 178, и второй захватный элемент 175, который выполнен с возможностью поворота вокруг вертикальной оси 176 и который подпружинен пружиной 177, прикрепленной к основанию 178. Первый захватный элемент 171 включает в себя полукруглую захватную поверхность 171а и переднюю кромку 171b, и второй захватный элемент 175 включает в себя полукруглую захватную поверхность 175а и переднюю кромку 175b. В соответствии с одним или более вариантами, передние кромки 171b, 175b первого и второго захватных элементов 171, 175 представляют собой скошенные поверхности. Первый и второй захватные элементы 171, 175 выполнены с возможностью поворота вокруг вертикальных осей 172, 176 для захватывания горловинной части 719 преформы 710. В соответствии с одним или более вариантами, основание 178 представляет собой часть производственной линии 100, так что захват 170 расположен на производственной линии 100.
[00110] Функционирование подпружиненного захвата 170 будет описано далее со ссылкой на фиг.11А и 11В. Первый и второй захватные элементы 171, 175 расположены в той же горизонтальной плоскости, что и горловинная часть 719 преформы 710, размещенной на дорне 150. Когда преформа 710 перемещается по направлению к захвату 170, горловинная часть 719 толкает передние кромки 171b, 175b первого и второго захватных элементов 171, 175. Таким образом, первый захватный элемент 171 поворачивается против часовой стрелки, и второй захватный элемент 175 поворачивается по часовой стрелке вокруг вертикальных осей 172, 176 из открытого положения, показанного на фиг.11А, в положение фиксации, показанное на фиг.11В. Захватная поверхность 171а первого захватного элемента 171 и захватная поверхность 175а второго захватного элемента 175 фиксируют горловинную часть 719 внутри захвата 170. После этого преформу 710 вытягивают вытягивающим стержнем 180, 185 для образования вытянутой преформы 730. Для освобождения вытянутой преформы 730 из захвата 170 захват 170 перемещают в вертикальном направлении вниз от горизонтальной плоскости горловинной части 739, что обеспечивает освобождение горловинной части 739 из захвата 170, в то время как пружины 173, 177 толкают первый и второй захватные элементы 171, 175 обратно в открытое положение. После перемещения вытянутой преформы 730 от захвата 170 на транспортере 101 захват 170 перемещают в вертикальном направлении вверх обратно к исходной горизонтальной плоскости.
[00111] Фиг.12А - вид спереди станции формования с открытыми первой и второй формами 510, 520 и фиг.12В - вид спереди станции формования с сомкнутыми первой и второй формами 510, 520 в соответствии с одним или более вариантами выполнения. Фиг.12С - вид сбоку с правой стороны первой формы 510 и фиг.12D - вид сбоку с левой стороны второй формы 520 в соответствии с одним или более вариантами выполнения. Фиг.12Е - вид снизу захватов 530, 540 первой и второй форм в соответствии с одним или более вариантами выполнения.
[00112] Станция 500 формования включает в себя первую форму 510 и вторую форму 520. В соответствии с одним или более вариантами, каждая из первой формы 510 и второй формы 520 представляет собой половину собранной формы, так что при сведении вместе первой формы 510 и второй формы 520 образуется собранная форма. Захват 530 первой формы расположен в нижней части первой формы 510, и захват 540 второй формы расположен в нижней части второй формы 520. Как показано на фиг.12А, первая форма 510 включает в себя пружину 533 захвата первой формы, и вторая форма 520 включает в себя пружину 543 захвата второй формы, которые обеспечивают подпружинивание захватов 530, 540 первой и второй форм по направлению друг к другу. Как показано на фиг.12С, первая форма имеет полость 521 формы, имеющую форму другой стороны заданного контейнера, нижнюю полость 512 для ручки и верхнюю часть 570 клинового блока для кармана ручки. Как показано на фиг.12D, вторая форма имеет полость 521 формы, имеющую форму другой стороны заданного контейнера, верхнюю полость 522 для ручки и нижнюю часть 580 клинового блока для кармана ручки. Верхняя часть 570 клинового блока для кармана ручки и нижняя часть 580 клинового блока для кармана ручки описаны более подробно ниже со ссылкой на фиг.13А-13F и 14А-14F. Захват 530 первой формы включает в себя полукруглую захватную поверхность 531 первой формы, и захват 540 второй формы включает в себя полукруглую захватную поверхность 541 второй формы.
[00113] Функционирование станции 500 формования будет описано далее со ссылкой на фиг.12А-12Е. Первая и вторая формы 510, 520 вначале находятся в открытом положении, показанном на фиг.12А. После размещения вытянутой преформы 730, размещенной на дорне 150, между первой и второй формами 510, 520 первую и вторую формы 510, 520 сводят вместе в сомкнутое положение, показанное на фиг.12В. При сведении вместе первой и второй форм 510, 520 захватные поверхности 531 и 541 первой и второй форм, образованные на захватах 530, 540 первой и второй форм, сводятся вместе вокруг горловинной части 739 вытянутой преформы 730, и горловинная часть 739 вытянутой преформы 730 фиксируется захватами 530, 540 первой и второй форм. Кроме того, при сведении вместе первой и второй форм 510, 520 захваты 530, 540 первой и второй форм перемещаются назад относительно первой и второй форм 510, 520, сжимая пружину 533 захвата первой формы и пружину 543 захвата второй формы, так что первая форма 510 и вторая форма 520 прилегают друг к другу. В соответствии с одним или более вариантами, вторые захваты 530, 540 могут быть исключены из первой и второй форм 510, 520, и захват 160, 170 может удерживать вытянутую преформу 730 в фиксированном положении во время сведения первой и второй форм 510, 520 вместе в сомкнутое положение. Когда первую и вторую формы 510, 520 сводят вместе, верхняя часть 570 клинового блока для кармана ручки, которая выступает из первой формы 510, вставляется в верхнюю часть кармана 745 ручки в вытянутой преформе 730 и в верхнюю предназначенную для ручки полость 522 второй формы 520. Аналогичным образом, когда первую и вторую формы 510, 520 сводят вместе, нижняя часть 580 клинового блока для кармана ручки, которая выступает из второй формы 520, вставляется в нижнюю часть кармана 745 ручки в вытянутой преформе 730 и в нижнюю предназначенную для ручки полость 512 первой формы 510. Наклонная кулачковая поверхность 573 верхней части 570 клинового блока для кармана ручки и наклонная кулачковая поверхность 583 нижней части 580 клинового блока для кармана ручки функционируют подобно кулачкам на интегральной ручке 740, «толкая» интегральную ручку 740 в расширенное положение.
[00114] Как только первая и вторая формы 510, 520 окажутся в закрытом/сомкнутом положении, показанном на фиг.12В, воздух вдувают в вытянутую преформу 730 для формования выдувного контейнера 750. Альтернативно, в соответствии с одним или более вариантами, вдувание воздуха в вытянутую преформу 730 начинается в то время, когда первая и вторая формы 510, 520 перемещаются в закрытое/сомкнутое положение, так что перемещение интегральной ручки 740 вытянутой преформы 730 в расширенное положение происходит одновременно с расширением вытянутой преформы 730 во время процесса раздува. После того как процесс раздува будет завершен и вытянутая преформа 730 расширится для заполнения полости 511 первой формы и полости 521 второй формы для формования выдувного контейнера 750, первую и вторую формы 510, 520 раздвигают в открытое положение, показанное на фиг.12А.
[00115] Несмотря на то, что выше описаны варианты выполнения, в которых вытянутую преформу 730 размещают в первой и второй формах 510, 520, находящихся в открытом положении, изобретение не образовано этим. В одном или более вариантах выполнения настоящего изобретения преформа 710 может быть перемещена на станцию 500 формования, и первая и вторая формы 510, 520 могут быть сведены вместе вокруг преформы 710 с фиксацией горловинной части 719 преформы посредством захватных поверхностей 531, 541 первой и второй форм. После этого вытягивающий стержень 180, 185 может быть выдвинут вверх для вытягивания преформы 710 внутри сомкнутых первой и второй форм 510, 520 для образования вытянутой преформы 730. Однако для выполнения этого может потребоваться введение верхней и нижней частей 570, 580 клинового блока в первую и вторую формы 510, 520 после выполнения вытягивания.
[00116] Кроме того, несмотря на то что выше описаны варианты выполнения, в которых верхнюю и нижнюю части 570, 580 клинового блока для кармана ручки вставляют в карман 745 ручки вытянутой преформы 730 с противоположных сторон, изобретение не образовано этим. В соответствии с одним или более вариантами, одна из первой и второй форм 510, 520 может иметь единственный клиновой блок для кармана ручки, который занимает весь карман 745 ручки для расширения кармана 745 ручки посредством этого клинового блока.
[00117] Фиг.13А-13D - виды сзади, спереди, сверху и снизу и фиг.13Е-13F - виды сбоку с правой стороны и с левой стороны верхней части 570 клинового блока первой формы 510 в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, верхняя часть 570 клинового блока для кармана ручки включает в себя переднюю кромку 571, наклонную кулачковую поверхность 573 и отверстие 575 для введения штифта. Соответствующий штифт на первой форме 510 вставляют в отверстие 575 для введения штифта для фиксации верхней части 570 клинового блока для кармана ручки относительно первой формы 510. Альтернативно, верхняя часть 570 клинового блока для кармана ручки может быть образована за одно целое с первой формой 510. При сведении вместе первой и второй форм 510, 520 передняя кромка 571 вставляется в верхнюю часть кармана 745 ручки вытянутой преформы 730, и наклонная кулачковая поверхность 573 давит на интегральную ручку 740 в направлении наружу. Поскольку диаметр наклонной кулачковой поверхности 573 увеличивается в направлении назад, при введении верхней части 570 клинового блока для кармана ручки дальше в карман 745 ручки наклонная кулачковая поверхность 573 заставляет верхнюю часть интегральной ручки 720, расширяться до интегральной ручки 770 выдувного контейнера 750.
[00118] Фиг.14А-14D - виды сзади, спереди, сверху и снизу и фиг.14Е-14F - виды сбоку с правой стороны и с левой стороны нижней части 580 клинового блока второй формы 520 в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, нижняя часть 580 клинового блока для кармана ручки включает в себя переднюю кромку 581, наклонную кулачковую поверхность 583 и два отверстия 585, 586 для введения штифтов. Соответствующие штифты на второй форме 520 вставляют в отверстия 585, 586 для введения штифтов для фиксации нижней части 580 клинового блока для кармана ручки относительно второй формы 520. Альтернативно, нижняя часть 580 клинового блока для кармана ручки может быть образована за одно целое со второй формой 520. При сведении вместе первой и второй форм 510, 520 передняя кромка 581 вставляется в нижнюю часть кармана 745 ручки вытянутой преформы 730, и наклонная кулачковая поверхность 583 давит на интегральную ручку 740 в направлении наружу. Поскольку диаметр наклонной кулачковой поверхности 583 увеличивается в направлении назад, при введении нижней части 580 клинового блока для кармана ручки дальше в карман 745 ручки наклонная кулачковая поверхность 583 заставляет нижнюю часть интегральной ручки 720, расширяться до интегральной ручки 770 выдувного контейнера 750.
[00119] Фиг.15А-15В - виды сбоку с правой стороны и фиг.15С-15D - виды сверху станции 600 выгрузки, предназначенной для выгрузки выдувного контейнера 750 с производственной линии 100, в соответствии с одним или более вариантами выполнения. В соответствии с одним или более вариантами, станция 600 выгрузки включает в себя выгрузной блок 610.
[00120] Выгрузной блок 610 имеет основной корпус 611, первую выгрузную захватную руку 615а с полукруглой первой выгрузной захватной поверхностью 617а и вторую выгрузную захватную руку 615b с полукруглой второй выгрузной захватной поверхностью 617b. Первая выгрузная захватная рука 615а и вторая выгрузная захватная рука 615b выполнены с возможностью перемещения по направлению друг к другу так, что первая выгрузная захватная поверхность 617а и вторая выгрузная захватная поверхность 617b зажимаются вокруг горловинной части 759 выдувного контейнера 750 для захвата выдувного контейнера 750. Выгрузной блок 610 выполнен с возможностью перемещения в вертикальном направлении вверх так, что выдувной контейнер 750 снимается с выступа 151 дорна 150, расположенного на дорне 150. Выгрузной блок 610 также выполнен с возможностью поворота вокруг оси 613 поворота для перемещения выдувного контейнера 750 в сторону от производственной линии 100.
[00121] Функционирование станции 600 выгрузки в соответствии с одним или более вариантами, будет описано далее со ссылкой на фиг.15А-15D. Выгрузной блок 610, который находится вначале в открытом положении, показанном на фиг.15С, размещают, как показано на фиг.15А, так, что первая выгрузная захватная поверхность 617а первой выгрузной захватной руки 615а и вторая выгрузная захватная поверхность 617b второй выгрузной захватной руки 617b окружают две противоположные стороны горловинной части 759 выдувного контейнера 750. После этого первую выгрузную захватную руку 615а и вторую выгрузную захватную руку 617а сводят вместе, как показано на фиг.15D, так что первая выгрузная захватная поверхность 617а и вторая выгрузная захватная поверхность 617b зажимают горловинную часть 759 выдувного контейнера 750. Затем выгрузной блок 610 перемещают в вертикальном направлении вверх для вывода выступа 151 дорна из контактного взаимодействия с входной частью 752 выдувного контейнера 750 и поворачивают вокруг оси 613 поворота в повернутое положение, показанное на фиг.15В.
[00122] Как только выгрузной блок 610 окажется в положении, показанном на фиг.15В, первую выгрузную захватную руку 615а и вторую выгрузную захватную руку 617b отводят, освобождая выдувной контейнер 750 из выгрузного блока 610, в результате чего осуществляется выгрузка выдувного контейнера с производственной линии 100.
[00123] Альтернативные варианты выполнения первой и второй печей будут описаны далее в связи с фиг.16А-17D.
[00124] Фиг.16А - вид спереди и фиг.16В - вид сверху первой печи 800 в соответствии с одним или более вариантами выполнения. Фиг.16С - вид сбоку с правой стороны первой нагревательной батареи 810 в соответствии с одним или более вариантами выполнения. Фиг.16D - вид сбоку с правой стороны проводных соединений 813а1-813q12 первой нагревательной батареи и устройства 830 управления первой нагревательной батареей в соответствии с одним или более вариантами выполнения. Несмотря на то, что фиг.16А и 16В показывают дорн 150 без преформы 710, размещенной на нем, чтобы не загромождать фигуры, когда дорн 150 проходит через первую печь 800, дорн 150 может иметь преформу 710, размещенную на нем, так что преформа 710 подвергается предпочтительному нагреву во время прохождения через первую печь 800.
[00125] Первая печь 800 включает в себя первую нагревательную батарею 810 и отражательную плиту 850. Дорн 150 и преформа 710, размещенная на нем, проходят через первую печь 800 между первой нагревательной батареей 810 и отражательной плитой 850. В соответствии с одним или более вариантами, отражательная плита 850 представляет собой плиту прямоугольной формы, выполненную с возможностью отражения тепла от первой нагревательной батареи 810 обратно к преформе 710. Отражательная плита 850 может иметь достаточную толщину для удерживания тепла от первой нагревательной батареи 810. Несмотря на то, что варианты выполнения, показанные на чертежах, включают в себя первую нагревательную батарею 810 с одной стороны дорна 150 и отражательную плиту 850 с другой стороны дорна 150, один или более вариантов выполнения настоящего изобретения могут иметь нагревательные батареи с обеих сторон дорна 150, так что преформа 710 будет активно нагреваться с обеих сторон. В соответствии с одним или более вариантами, отражательную плиту 850 охлаждают.
[00126] Первая нагревательная батарея 810 включает в себя держатель 820 нагревательных элементов, который удерживает множество нагревательных элементов 811а1-811q12. Держатель 820 нагревательных элементов имеет множество сквозных отверстий, в которые вставлены нагревательные элементы 811а1-811q12. Как показано на фиг.16С, нагревательные элементы 811а1-811q12 расположены в форме матрицы в держателе 820 нагревательных элементов. Несмотря на то, что варианты выполнения, показанные на чертежах, имеют матрицу 12×17 нагревательных элементов для всего 204 нагревательных элементов, первая нагревательная батарея 810 может иметь любое число нагревательных элементов. Как показано на фиг.16А и 16В, нагревательные элементы 811а1-811q12 выполнены с возможностью перемещения их по отдельности в направлениях влево и вправо. То есть, каждый из нагревательных элементов 811а1-811q12 может быть перемещен по направлению к отражательной плите 850 или от отражательной плиты 850. Таким образом, расстояние между каждым из нагревательных элементов 811а1-811q12 и преформой 710 может точно регулироваться, что обеспечивает возможность предпочтительного нагрева различных зон преформы 710. Устройство 830 управления первой нагревательной батареей расположено за нагревательными элементами 811а1-811q12, и каждый из нагревательных элементов 811а1-811q12 имеет проводное соединение 813а1-813q12 первой нагревательной батареи, электрически соединяющее нагревательные элементы 811а1-811q12 и устройство 830 управления первой нагревательной батарей. В соответствии с одним или более вариантами, устройство 830 управления первой нагревательной батареей обеспечивает как управление нагревательными элементами 811а1-811q12, так и подачу энергии к нагревательным элементам 811а1-811q12 посредством проводных соединений 813а1-813q12 первой нагревательной батареи. Как показано на фиг.16D, проводные соединения 813а1-813q12 первой нагревательной батареи расположены в форме матрицы, которая соответствует форме матрицы нагревательных элементов 811а1-811q12.
[00127] В вариантах выполнения, показанных на фиг.16А и 16В, третий ряд нагревательных элементов 811а3-811q3 находится ближе к отражательной плите 850, чем остальные ряды, и посредством четвертого и пятого рядов нагревательных элементов 811а4-811q4, 811а5-811q5 расстояние между нагревательными элементами и отражательной плитой 850 постепенно увеличивается. Таким образом, профиль нагревательных элементов 811а1-811q12 на виде спереди соответствует форме преформы 710, так что нагревательные элементы 811а1-811q12 окружают преформу 710 с левой стороны до верха. Однако схема расположения нагревательных элементов 811а1-811q12 не образована показанной, и расстояние между каждым из нагревательных элементов 811а1-811q12 и отражательной плитой 850 может быть изменено в зависимости от формы преформы, а также от заданного предпочтительного нагрева. Кроме того, устройство 830 управления первой нагревательной батареей может осуществлять независимое управление каждым из нагревательных элементов 811а1-811q12, так что интенсивность выделения тепла каждым из нагревательных элементов 811а1-811q12 может регулироваться по отдельности так, как задано для различных применений.
[00128] Работа первой печи 800 в соответствии с одним или более вариантами, будет описана далее со ссылкой на фиг.16А-16D. Дорн 150 с преформой 710, размещенной на нем, пропускают через первую печь 800 между первой нагревательной батареей 810 и отражательной плитой 850 посредством транспортера 101, на котором размещен дорн 150. Преформа 710 проходит через первую печь 800 от первого столбца нагревательных элементов 811а1-811а12 до конца до последнего столбца нагревательных элементов 811q1-811q12. Когда преформа 710 проходит через первую печь 800, преформа 710 предпочтительно нагревается нагревательными элементами 811а1-811q12, которыми управляет устройство 830 управления первой нагревательной батареей.
[00129] Фиг.17А - вид спереди и фиг.17В - вид сверху второй печи 900 в соответствии с одним или более вариантами выполнения. Фиг.17С - вид сбоку с левой стороны второй нагревательной батареи 910 в соответствии с одним или более вариантами выполнения. Фиг.17D - вид сбоку с левой стороны проводных соединений 913а1-913q12 второй нагревательной батареи и устройства 930 управления второй нагревательной батареей в соответствии с одним или более вариантами выполнения. Несмотря на то, что фиг.17А и 17B показывают дорн 150 без преформы 710, размещенной на нем, чтобы не загромождать фигуры, когда дорн 150 проходит через вторую печь 900, дорн 150 может иметь преформу 710, размещенную на нем, так что преформа 710 подвергается предпочтительному нагреву во время прохождения через вторую печь 900.
[00130] Вторая печь 900 включает в себя вторую нагревательную батарею 910 и отражательную плиту 950. Дорн 150 и преформа 710, размещенная на нем, проходят через вторую печь 900 между второй нагревательной батареей 910 и отражательной плитой 950. В соответствии с одним или более вариантами, отражательная плита 950 представляет собой плиту прямоугольной формы, выполненную с возможностью отражения тепла от второй нагревательной батареи 910 обратно к преформе 710. Отражательная плита 950 может иметь достаточную толщину для удерживания тепла от второй нагревательной батареи 910. Несмотря на то, что варианты выполнения, показанные на чертежах, включают в себя вторую нагревательную батарею 910 с одной стороны дорна 150 и отражательную плиту 950 с другой стороны дорна 150, один или более вариантов выполнения настоящего изобретения могут иметь нагревательные батареи с обеих сторон дорна 150, так что преформа 710 будет активно нагреваться с обеих сторон. В соответствии с одним или более вариантами, отражательную плиту 950 охлаждают.
[00131] Вторая нагревательная батарея 910 включает в себя держатель 920 нагревательных элементов, который удерживает множество нагревательных элементов 911а1-911q12. Держатель 920 нагревательных элементов имеет множество сквозных отверстий, в которые вставлены нагревательные элементы 911а1-911q12. Как показано на фиг.17С, нагревательные элементы 911а1-911q12 расположены в форме матрицы в держателе 920 нагревательных элементов. Несмотря на то, что варианты выполнения, показанные на чертежах, имеют матрицу 12×17 нагревательных элементов для всего 204 нагревательных элементов, вторая нагревательная батарея 910 может иметь любое число нагревательных элементов. Как показано на фиг.17А и 17В, нагревательные элементы 911а1-911q12 выполнены с возможностью перемещения их по отдельности в направлениях влево и вправо. То есть, каждый из нагревательных элементов 911а1-911q12 может быть перемещен по направлению к отражательной плите 950 или от отражательной плиты 950. Таким образом, расстояние между каждым из нагревательных элементов 911а1-911q12 и преформой 710 может точно регулироваться, что обеспечивает возможность предпочтительного нагрева различных зон преформы 710. Устройство 930 управления второй нагревательной батареей расположено за нагревательными элементами 911а1-911q12, и каждый из нагревательных элементов 911а1-911q12 имеет проводное соединение 913а1-913q12 второй нагревательной батареи, электрически соединяющее нагревательные элементы 911а1-911q12 и устройство 930 управления второй нагревательной батарей. В соответствии с одним или более вариантами, устройство 930 управления второй нагревательной батареей обеспечивает как управление нагревательными элементами 911а1-911q12, так и подачу энергии к нагревательным элементам 911а1-911q12 посредством проводных соединений 913а1-913q12 второй нагревательной батареи. Как показано на фиг.17D, проводные соединения 913а1-913q12 второй нагревательной батареи расположены в форме матрицы, которая соответствует форме матрицы нагревательных элементов 911а1-911q12.
[00132] В вариантах выполнения, показанных на фиг.17А и 17В, третий ряд нагревательных элементов 911а3-911q3 находится ближе к отражательной плите 950, чем остальные ряды, и посредством четвертого и пятого рядов нагревательных элементов 911а4-911q4, 911а5-911q5 расстояние между нагревательными элементами и отражательной плитой 950 постепенно увеличивается. Таким образом, профиль нагревательных элементов 911а1-911q12 на виде спереди соответствует форме преформы 710 и обеспечивает окружение преформы 710 с правой стороны до верха. Однако схема расположения нагревательных элементов 911а1-911q12 не образована показанной, и расстояние между каждым из нагревательных элементов 911а1-911q12 и отражательной плитой 950 может быть изменено в зависимости от формы преформы, а также от заданного предпочтительного нагрева. Кроме того, устройство 930 управления второй нагревательной батареей может осуществлять независимое управление каждым из нагревательных элементов 911а1-911q12, так что интенсивность выделения тепла каждым из нагревательных элементов 911а1-911q12 может регулироваться по отдельности так, как задано для различных применений.
[00133] Работа второй печи 900 в соответствии с одним или более вариантами, будет описана далее со ссылкой на фиг.17А-17D. После станции 130 калибровки дорн 150 с преформой 710, размещенной на нем, пропускают через вторую печь 900 между второй нагревательной батареей 910 и отражательной плитой 950 посредством транспортера 101, на котором размещен дорн 150. Преформа 710 проходит через вторую печь 900 от первого столбца нагревательных элементов 911а1-911а12 до конца до последнего столбца нагревательных элементов 911q1-911q12. Когда преформа 710 проходит через вторую печь 900, преформа 710 предпочтительно нагревается нагревательными элементами 911а1-911q12, которыми управляет устройство 930 управления второй нагревательной батареей.
[00134] Фиг.18 представляет собой схему последовательности операций, показывающую способ изготовления для формования контейнера 750 с интегральной ручкой 770 из преформы 710 в соответствии с одним или более вариантами выполнения.
[00135] Первый этап ST21 - седьмой этап ST27 способа изготовления, показанные на фиг.18, аналогичны первому этапу ST1 - седьмому этапу ST7, показанным на фиг.5, и, следовательно, их описание опущено.
[00136] На восьмом этапе ST28 первую и вторую формы 510, 520 сводят вместе в сомкнутое положение, фиксируя горловинную часть 719 преформы 710 между захватами 530, 540 первой и второй форм, обеспеченными в первой и второй формах 510, 520. В соответствии с одним или более вариантами, захваты 530, 540 первой и второй форм могут быть исключены из первой и второй форм 510, 520, и захват 160, 170 может удерживать вытянутую преформу 730 зафиксированной во время сведения вместе первой и второй форм 510, 520 в сомкнутое положение. Альтернативно, в соответствии с одним или более вариантами, седьмой этап ST27 может быть исключен, и захваты 530, 540 первой и второй форм, обеспеченные в первой и второй формах 510, 520, могут удерживать преформу 710 зафиксированной без использования захвата 160, 170.
[00137] На девятом этапе ST29, пока горловинная часть 719 зафиксирована захватом 160, 170 и/или захватами 530, 540 первой и второй форм, вытягивающий стержень 180 вытягивает преформу 710 для образования вытянутой преформы 730.
[00138] На десятом этапе ST30 клиновой блок или части клинового блока вставляют в карман 745 ручки для перемещения и/или растягивания ручки 740, и одновременно воздух вдувают в вытянутую преформу 730 для формования выдувного контейнера 750.
[00139] Когда процесс раздува и десятый этап ST30 будут завершены, на одиннадцатом этапе ST31 первую и вторую формы 510, 520 раздвигают до открытого положения. После этого транспортер 101 приводят в движение с поворотом посредством приводных колес 110, 120 так, что дорн 150 и выдувной контейнер 750 перемещаются к станции 600 выгрузки.
[00140] На двенадцатом этапе ST32 выдувной контейнер 750 выгружают со станции 600 выгрузки.
[00141] Фиг.19А - вид сбоку одного примера преформы, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения, в которой вместо интегральной ручки с преформой, первый и второй выступы 1021, 1022 для прикрепления ручки расположены на преформе 1010.
[00142] Преформа 1010, показанная на фиг.19А, аналогична преформе 710, показанной на фиг.1, и, следовательно, описание многих из элементов преформы 1010, аналогичных преформе 710, опущено.
[00143] Преформа 1010 имеет горловинную часть 1019 с резьбой, упор 1011 для резьбы и основной корпус 1016 преформы. Преформа 1010 по фиг.19А имеет первый выступ 1021 для прикрепления ручки и второй выступ 1022 для прикрепления ручки с противолежащей поверхностью 1015 между ними. Как и в случае вышеприведенных вариантов выполнения, вытягивающий стержень 180 вытягивает преформу 1010 так, что второй выступ 1022 для прикрепления ручки перемещается от первого выступа 1021 для прикрепления ручки, и при раздуве вытянутой преформы на станции 500 формования второй выступ 1022 для прикрепления ручки перемещается в положение, показанное на фиг.19В.
[00144] Фиг.19В - вид сбоку одного примера контейнера 1050, отформованного посредством способа изготовления и устройства в соответствии с одним или более вариантами выполнения, в котором вместо интегральной ручки 1070, выполненной за одно целое с контейнером 1050, ручка 1070 прикреплена к первому и второму выступам 1021, 1022 для прикрепления ручки, расположенным на контейнере 1050.
[00145] Отформованный контейнер 1050, показанный на фиг.19В, аналогичен выдувному контейнеру 750, показанному на фиг.3, и, следовательно, описание многих из элементов выдувного контейнера 1050, аналогичных выдувному контейнеру 750, опущено.
[00146] Выдувной контейнер 1050 имеет горловинную часть 1059 с резьбой, упор 1051 для резьбы и основной корпус 1056 выдувного контейнера. Вместо интегральной ручки с выдувным контейнером 750, как на фиг.3, ручка 1070 прикреплена к выдувному контейнеру 1050 по фиг.19В после раздува контейнера. То есть, верхний конец 1078 ручки 1070 прикреплен к первому выступу 1071 для прикрепления ручки, и нижний конец 1077 ручки 1070 прикреплен ко второму выступу 1072 для прикрепления ручки. Таким образом, карман 1075 для ручки образован между противолежащей поверхностью 1015 выдувного контейнера 1050 и прикрепленной ручкой 1070. Следовательно, в случае преформы 1010 и выдувного контейнера 1050, показанных на фиг.19А и 19В, может отсутствовать необходимость в клиновом блоке для кармана ручки для формования ручки 1070.
[00147] Фиг.20А - вид сбоку одного примера преформы, предназначенной для использования в способе изготовления и устройстве в соответствии с одним или более вариантами выполнения, в которой верхний конец ручки составляет одно целое с контейнером, нижний конец ручки имеет часть для прикрепления, и выступ для прикрепления ручки расположен на преформе.
[00148] Преформа 1110, показанная на фиг.20А, аналогична преформе 710, показанной на фиг.1, и, следовательно, описание многих из элементов преформы 1110, аналогичных преформе 710, опущено.
[00149] Преформа 1110 имеет горловинную часть 1119 с резьбой, упор 1111 для резьбы и основной корпус 1116 преформы. Преформа 1110 по фиг.20А имеет интегральную ручку 1120, имеющую свободный нижний конец 1127, в то время как верхний конец расположен на основном корпусе 1116 в месте 1121 присоединения ручки. Выступ 1122 для прикрепления ручки образован на основном корпусе 1116, при этом противолежащая поверхность 1115 находится между местом 1121 присоединения ручки и выступом 1122 для прикрепления ручки. Как и в случае вышеприведенных вариантов выполнения, вытягивающий стержень 180 вытягивает преформу 1110, так что выступ 1122 для прикрепления ручки перемещается от места 1121 присоединения ручки, и при раздуве вытянутой преформы на станции 500 формования выступ 1122 для прикрепления ручки перемещается в положение, показанное на фиг.20В.
[00150] Фиг.20В - вид сбоку одного примера выдувного контейнера 1150 с интегральной ручкой 1170, который отформован посредством способа изготовления и устройства в соответствии с одним или более вариантами, и в котором верхний конец ручки 1170 составляет одно целое с контейнером 1150 и часть для прикрепления, образованная на нижнем конце 1177 ручки, взаимодействует с углублением 1172 для прикрепления ручки, расположенным на преформе 1110.
[00151] Отформованный контейнер 1150, показанный на фиг.20В, аналогичен выдувному контейнеру 750, показанному на фиг.3, и, следовательно, описание многих из элементов выдувного контейнера 1150, аналогичных выдувному контейнеру 750, опущено.
[00152] Выдувной контейнер 1150 имеет горловинную часть 1159 с резьбой, упор 1151 для резьбы и основной корпус 1156 выдувного контейнера. Ручка 1170 отформована за одно целое на основном корпусе 1156 и имеет верхний конец ручки 1170, расположенный на основном корпусе 1156 в месте 1171 присоединения ручки. Часть для прикрепления, образованная на свободном нижнем конце 1177 ручки 1170, прикреплена к выступу 1172 для прикрепления ручки. Таким образом, карман 1175 для ручки образуется между противолежащей поверхностью 1115 выдувного контейнера 1150 и ручкой 1170. Следовательно, в случае преформы 1110 и выдувного контейнера 1150, показанных на фиг.20А и 20В, может отсутствовать необходимость в клиновом блоке для кармана ручки для формования ручки 1170.
[00153] Как указано выше, станция 130 калибровки обеспечена для избирательного охлаждения интегральной ручки 720 преформы 710 для избежания кристаллизации. В качестве альтернативы или дополнения температура интегральной ручки 720, может быть снижена посредством механического перемещения интегральной ручки 720, от нагревательных элементов первой и/или второй печей. Это может быть выполнено, например, за счет незначительного изгибания прямолинейной части 724 ручки внутрь. В качестве альтернативы или дополнения температура интегральной ручки 720, может быть снижена посредством размещения изолирующей маски на интегральной ручке 720. В соответствии с одним или более вариантами, изолирующая маска может быть съемной и/или одноразовой. Например, изолирующая маска может быть выполнена с возможностью выгорания под действием нагревательных элементов.
[00154] В соответствии с одним или более вариантами, дорн 150 или выступ 151 дорна могут быть поворотными, так что ориентацию преформы 710 можно будет регулировать на всей производственной линии 100.
[00155] В соответствии с одним или более вариантами, воздух для раздува вытянутой преформы 730 подают через отверстие в выступе 151 дорна 150. Воздух можно вдувать вокруг вытягивающего стержня 180, 185, или, альтернативно, вытягивающий стержень 180, 185 может быть полностью отведен перед вдуванием воздуха через отверстие в выступе 151.
[00156] В соответствии с одним или более вариантами, преформа 710 может быть вытянута для образования вытянутой преформы 730 с помощью технологических процессов, отличных от процессов с использованием вытягивающего стержня. Например, процесс вдувания воздуха или вакуумный процесс могут быть использованы для вытягивания преформы 710.
[00157] В соответствии с одним или более вариантами, вместо верхней и нижней частей 570, 580 клинового блока для кармана ручки, описанных выше, вращающийся кулачок может быть использован для растягивания интегральной ручки 720.
[00158] В соответствии с одним или более вариантами, вместо верхней и нижней частей 570, 580 клинового блока для кармана ручки, расположенных на первой и второй формах 510, 520 или образованных за одно целое с первой и второй формами 510, 520, верхняя и нижняя части 570, 580 клинового блока для кармана ручки или единственный клиновой блок для кармана ручки могут быть независимыми от первой и второй форм 510, 520 и могут вставляться в первую и вторую формы 510, 520 через отверстия для введения, образованные в первой и второй формах 510, 520.
[00159] Несмотря на то, что раскрытие изобретения было представлено в связи с образованным числом вариантов выполнения, специалистам в данной области техники, ознакомившимся с данным раскрытием изобретения, будет понятно, что могут быть разработаны другие варианты выполнения, которые не отходят от объема настоящего раскрытия изобретения. Соответственно, объем изобретения должен быть образован только приложенной формулой изобретения.
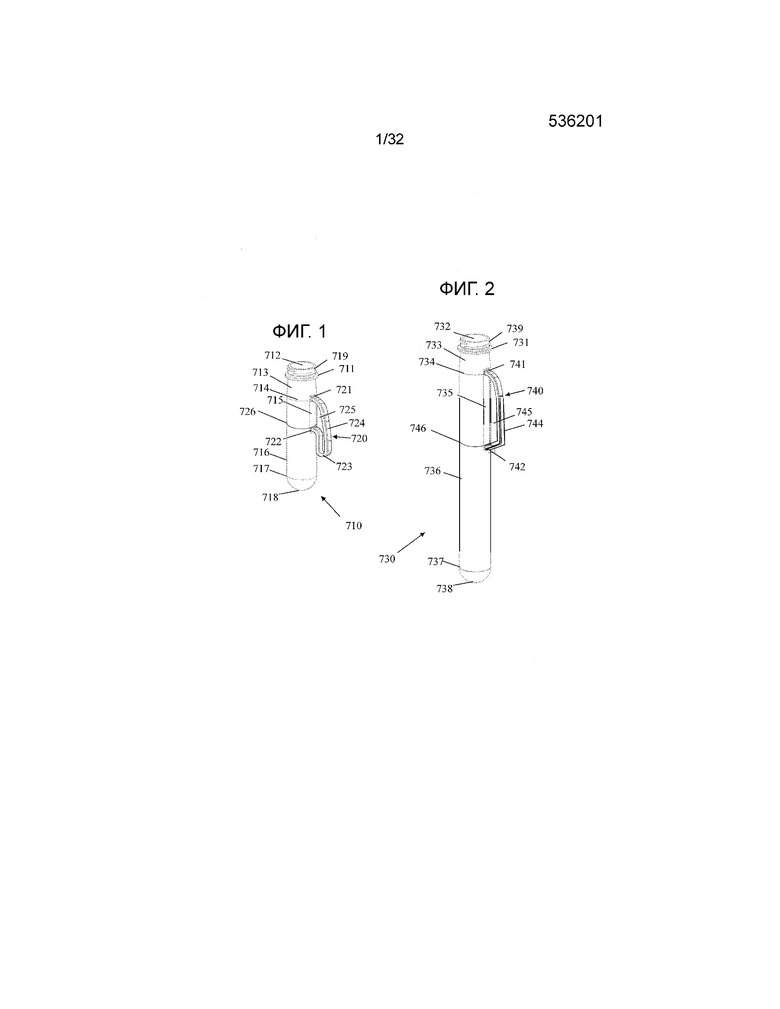
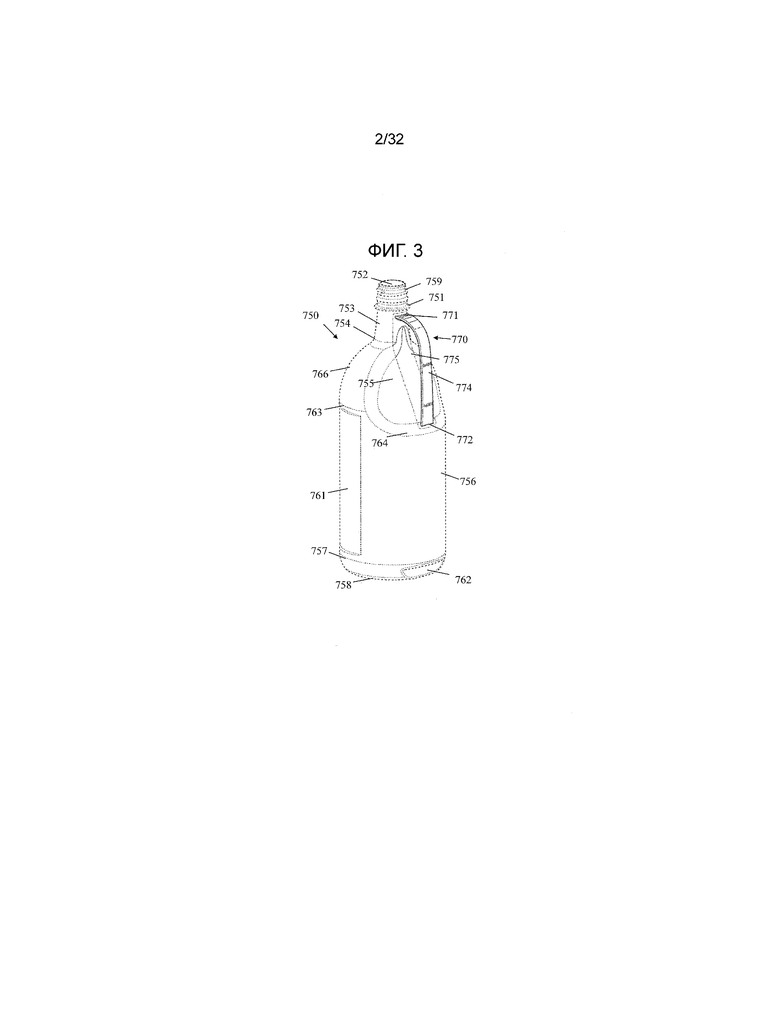
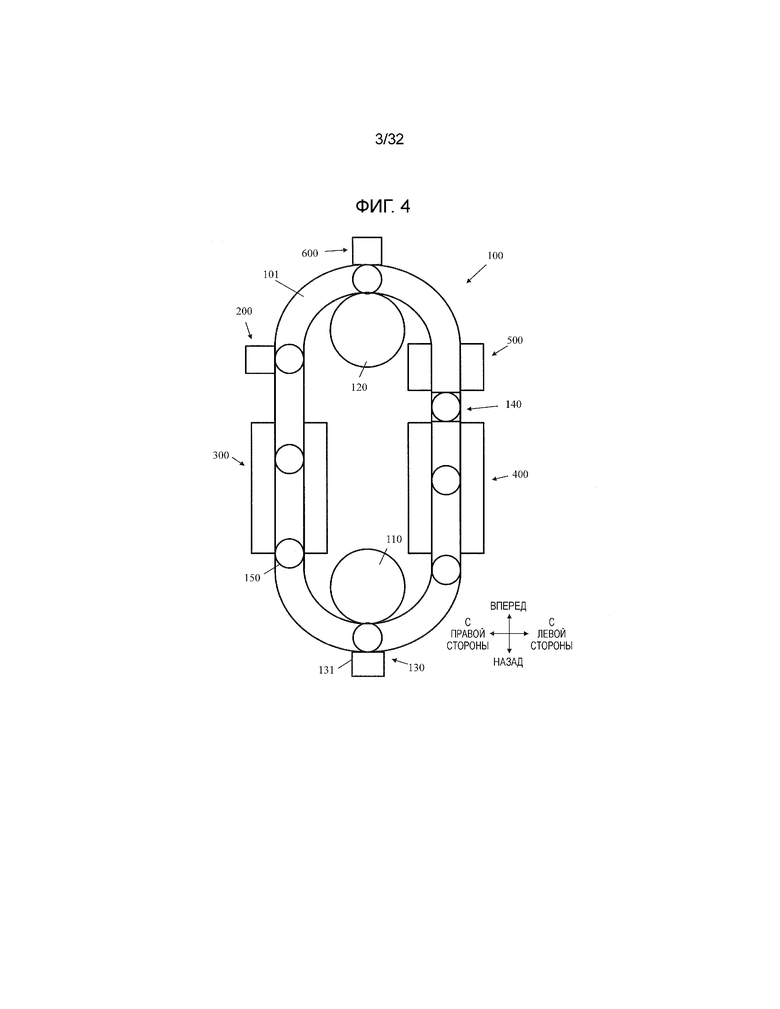
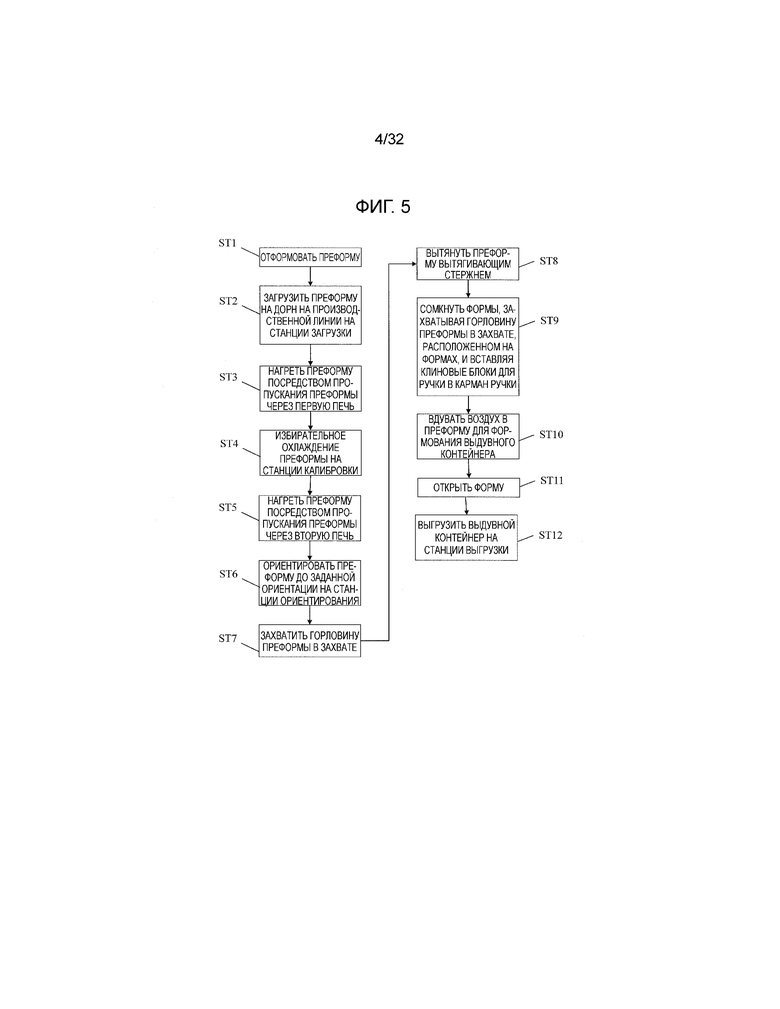
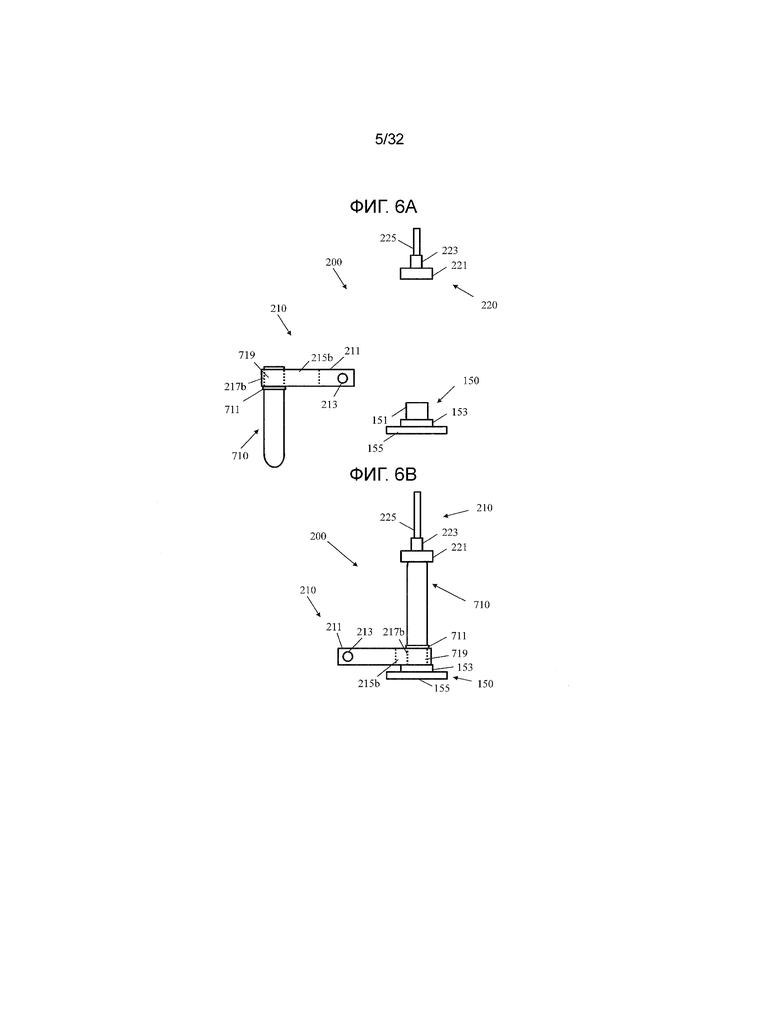
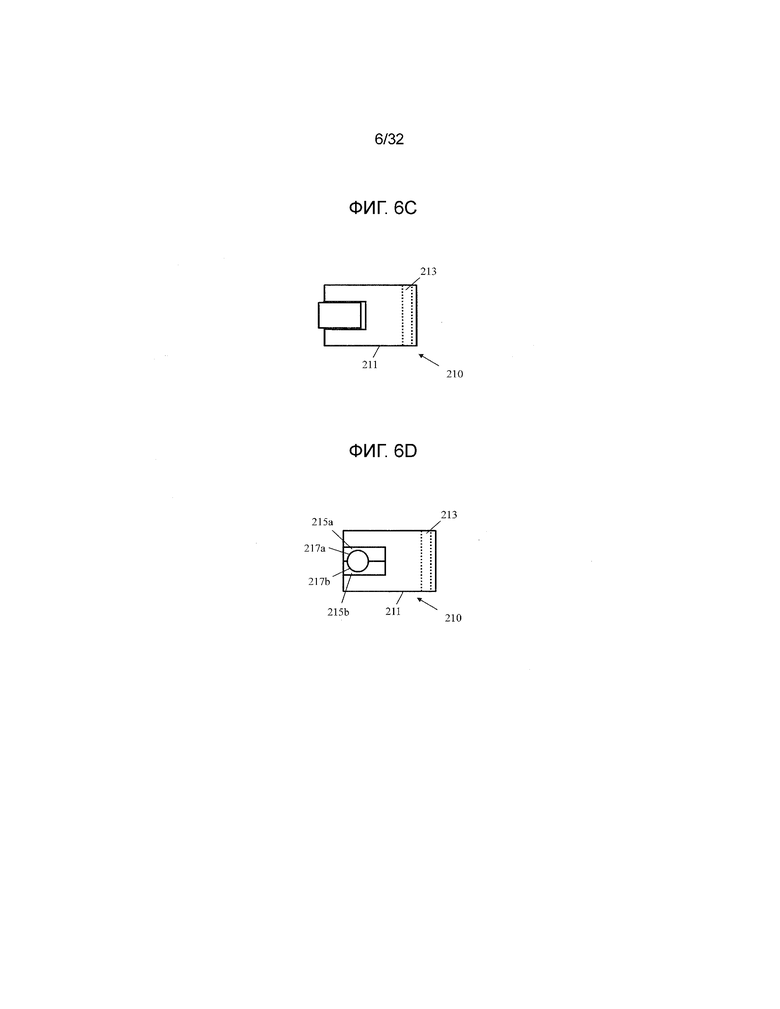
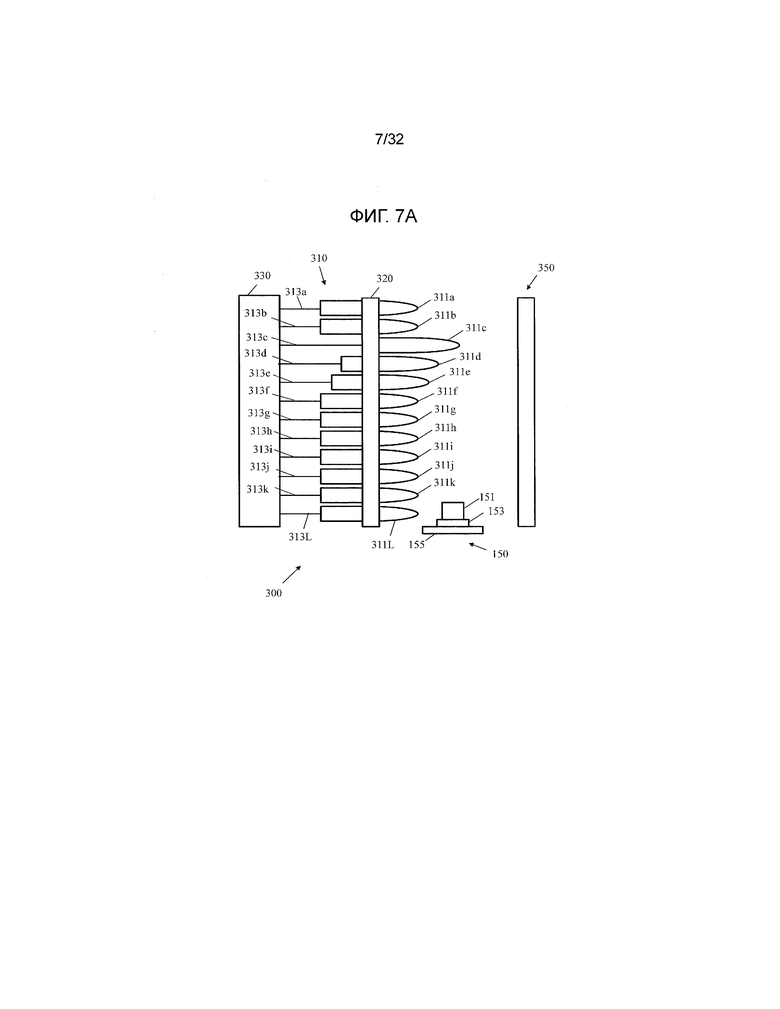
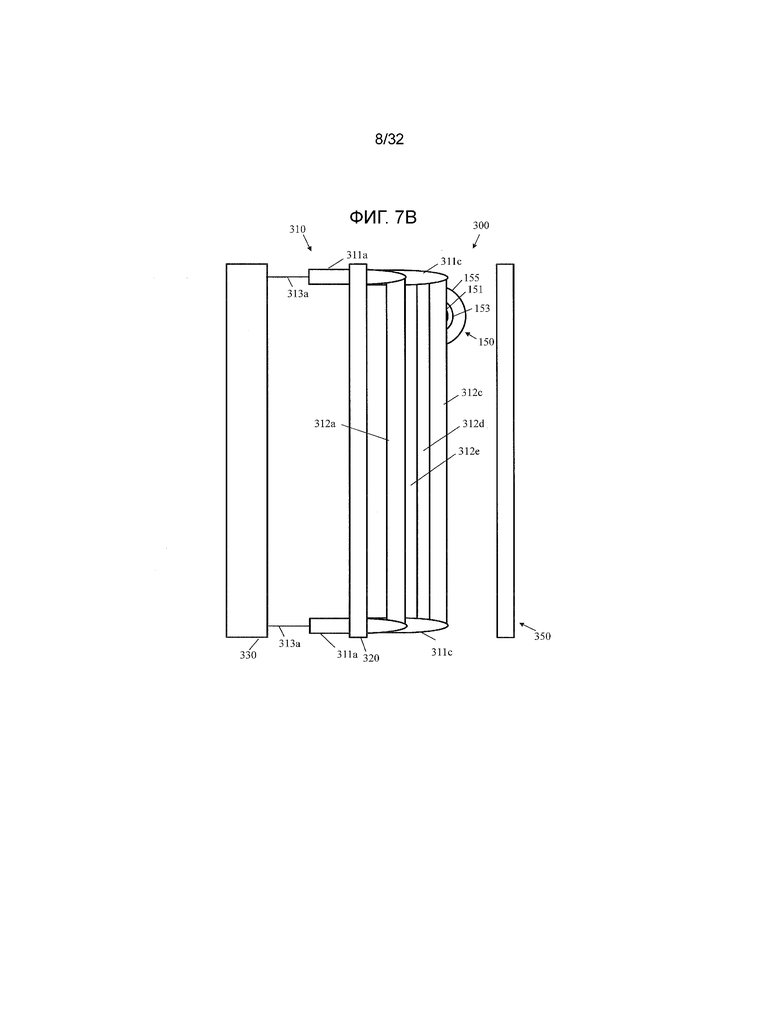
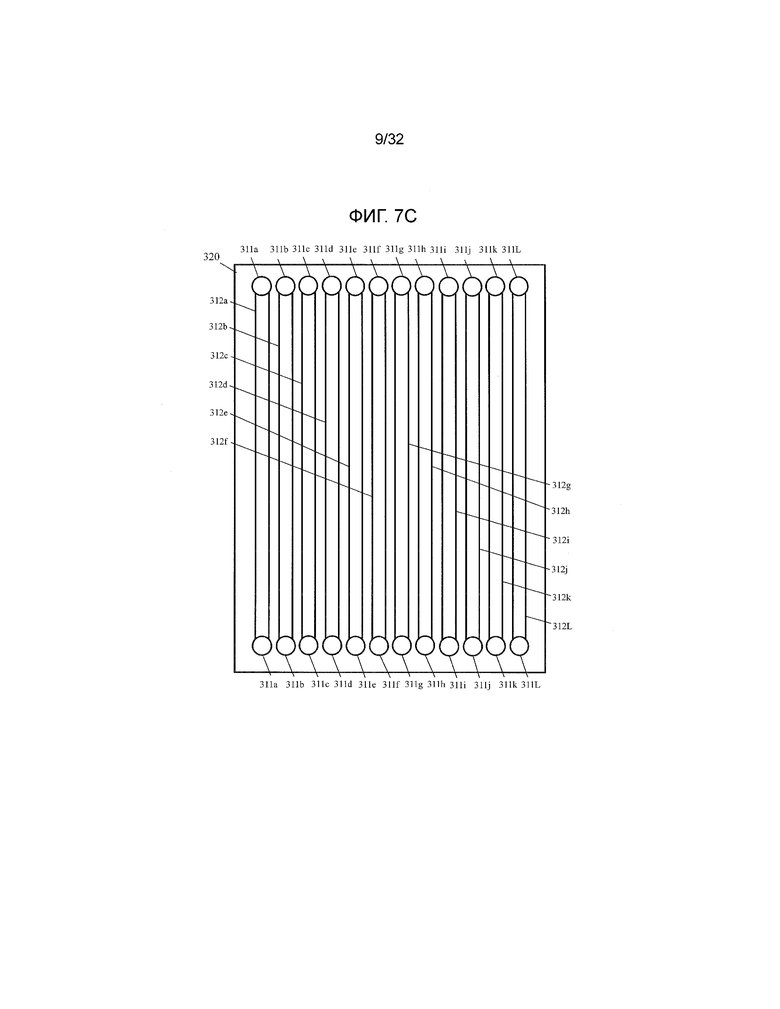
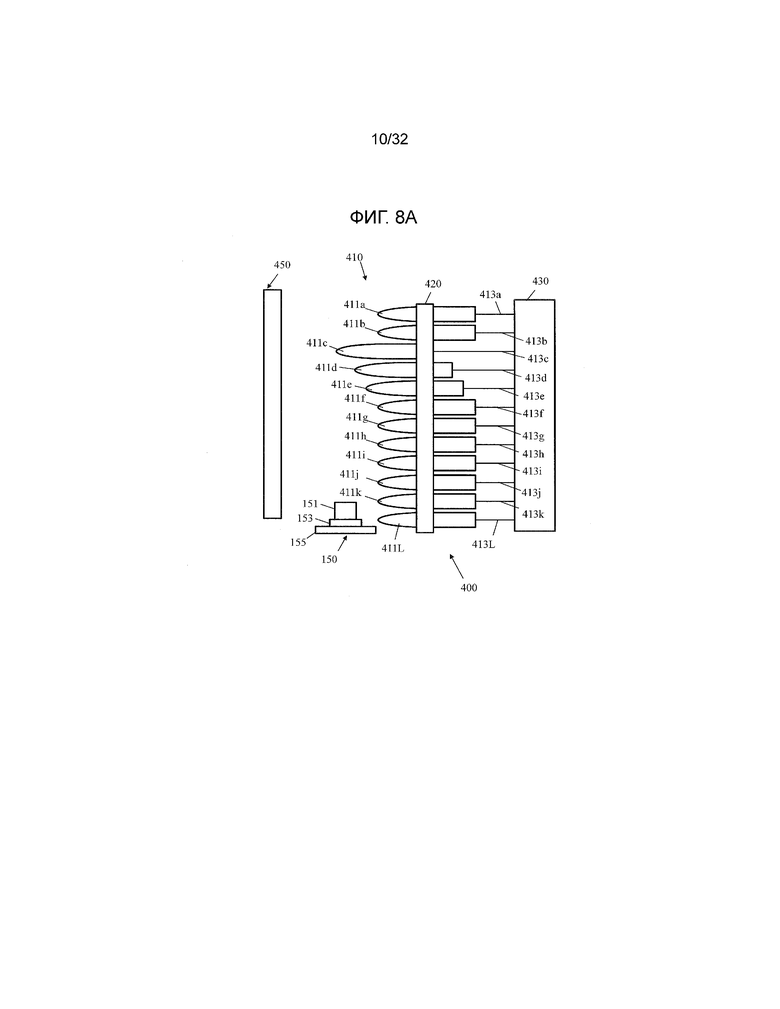
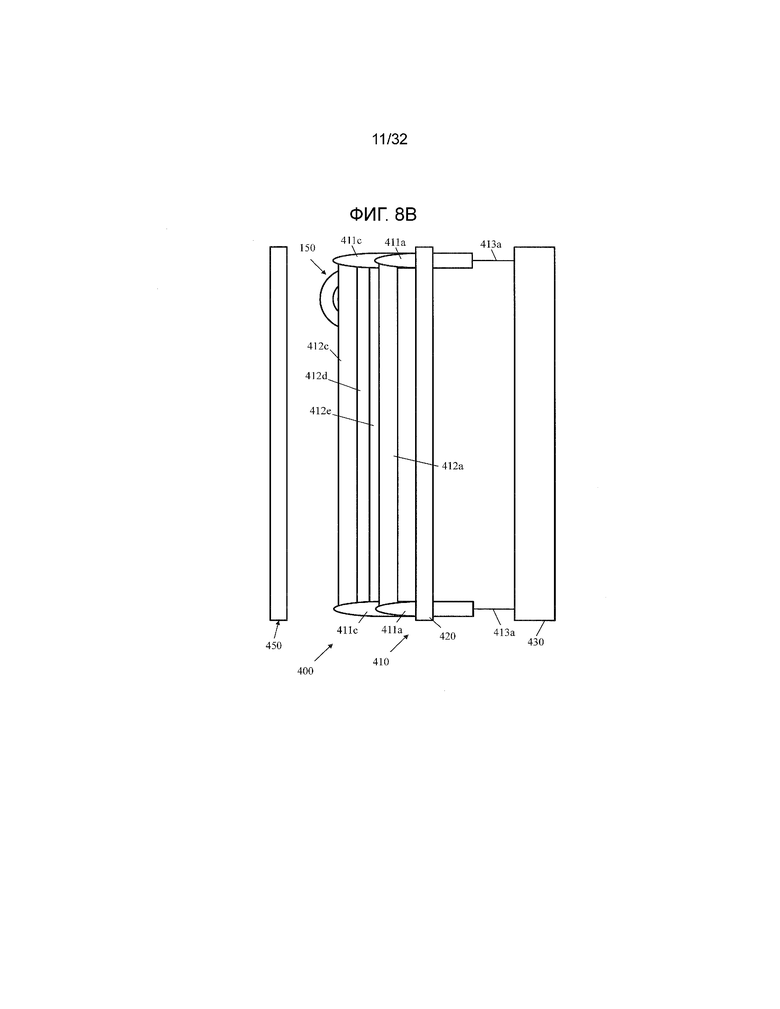
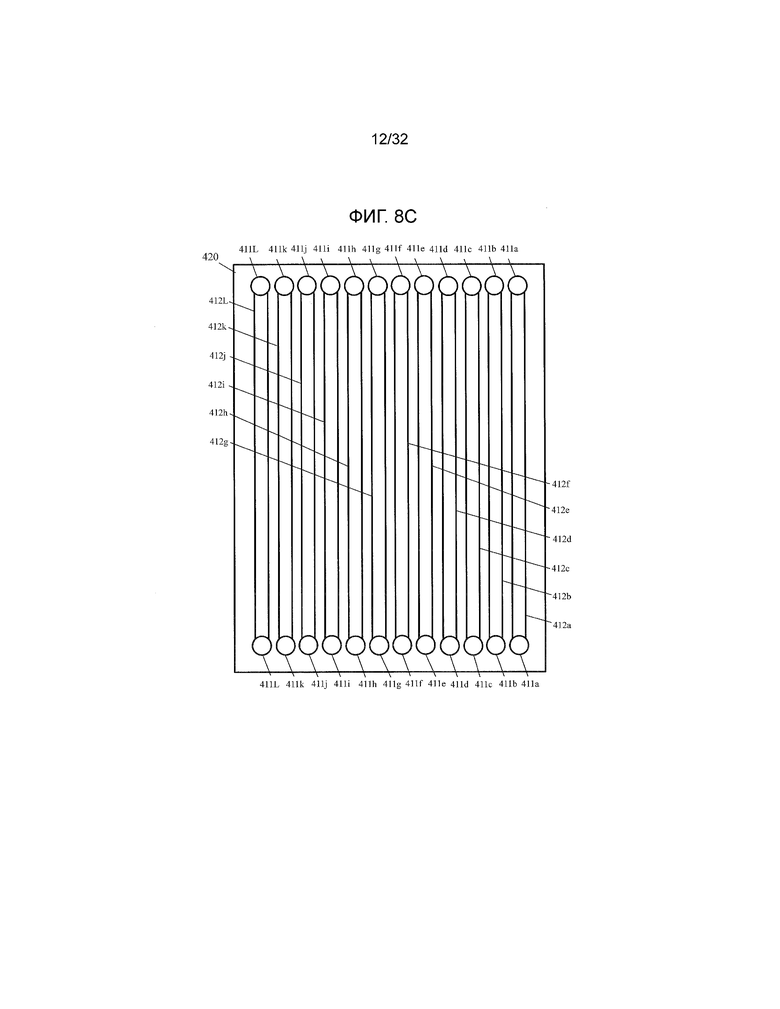
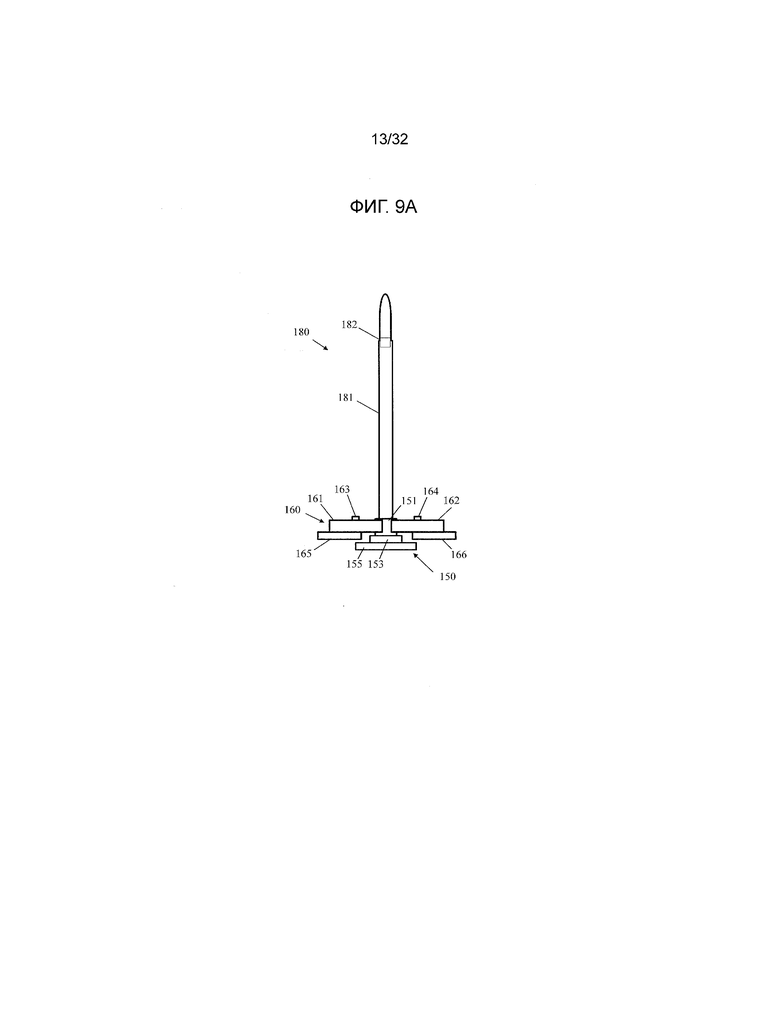
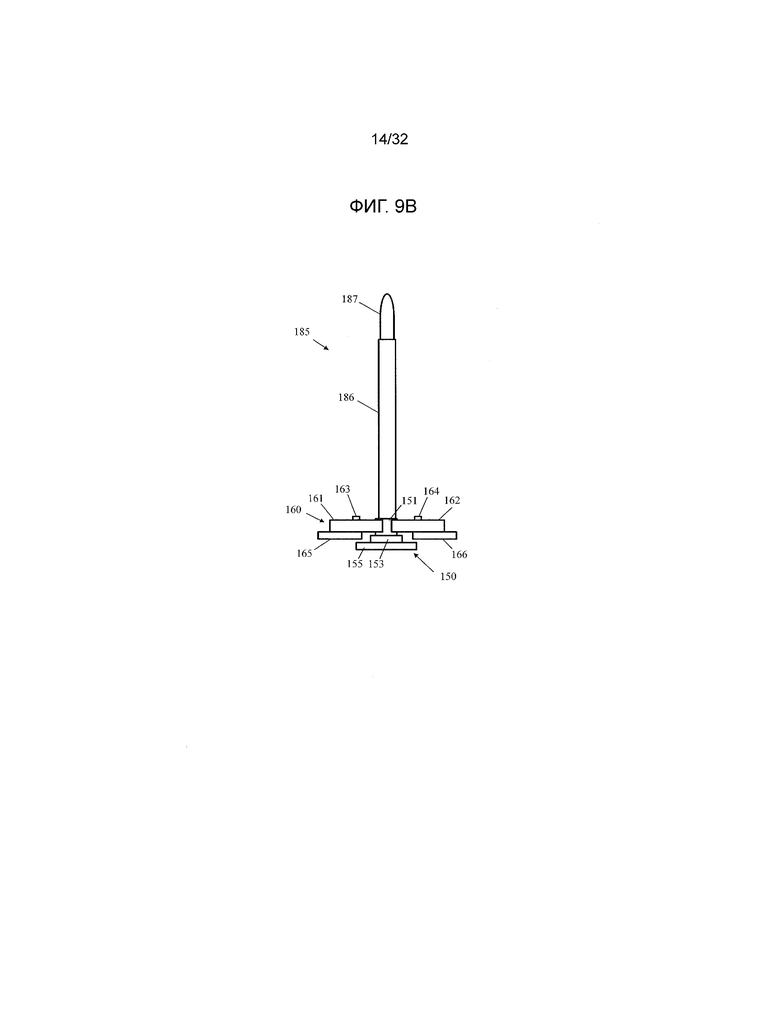
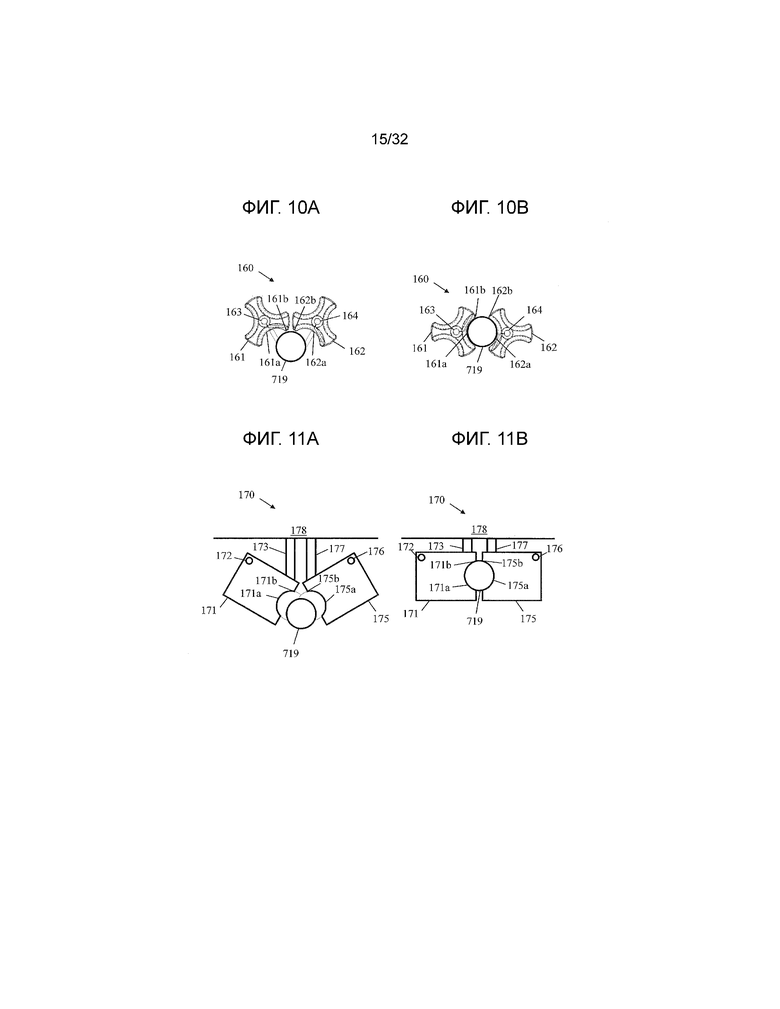
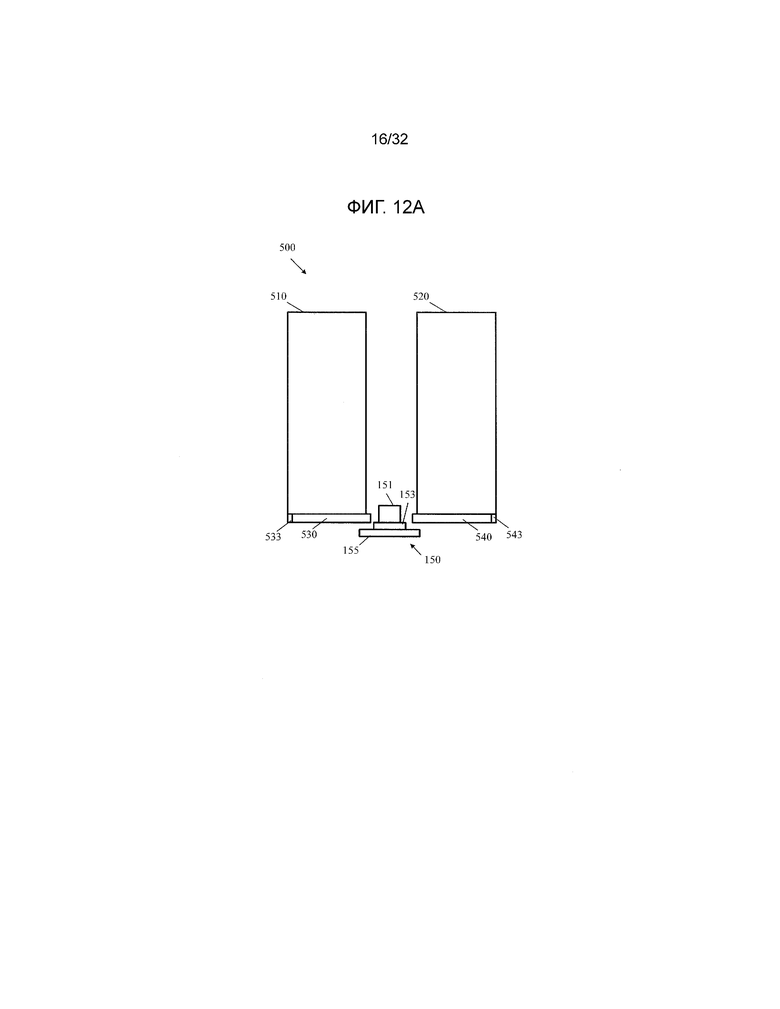
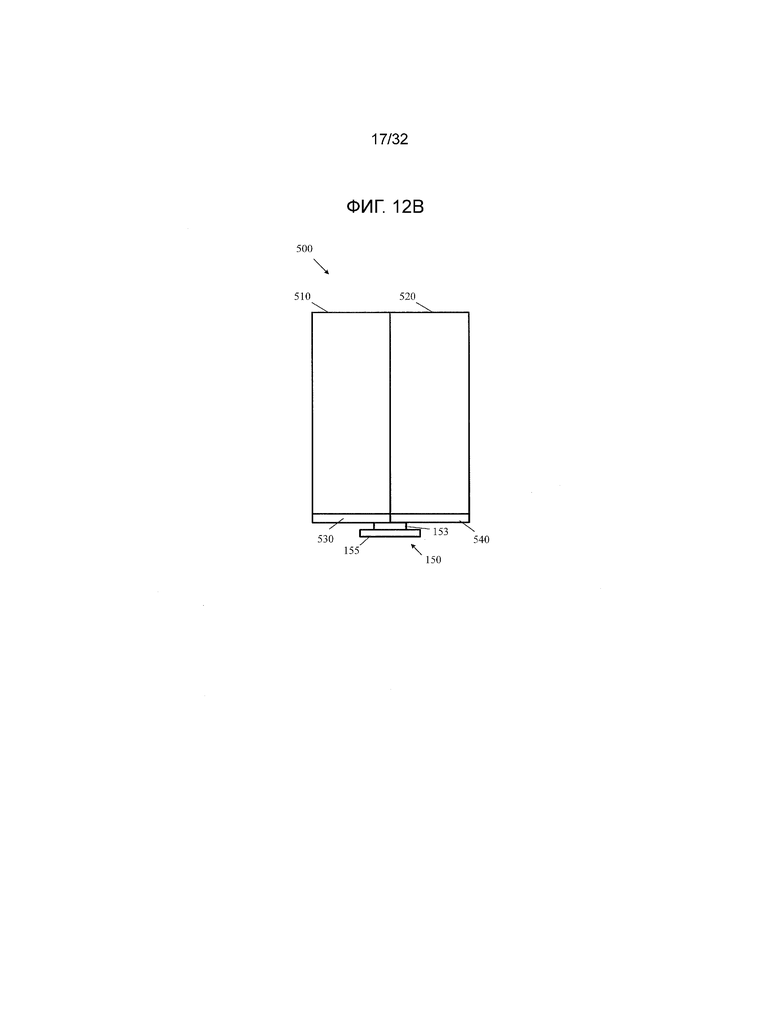
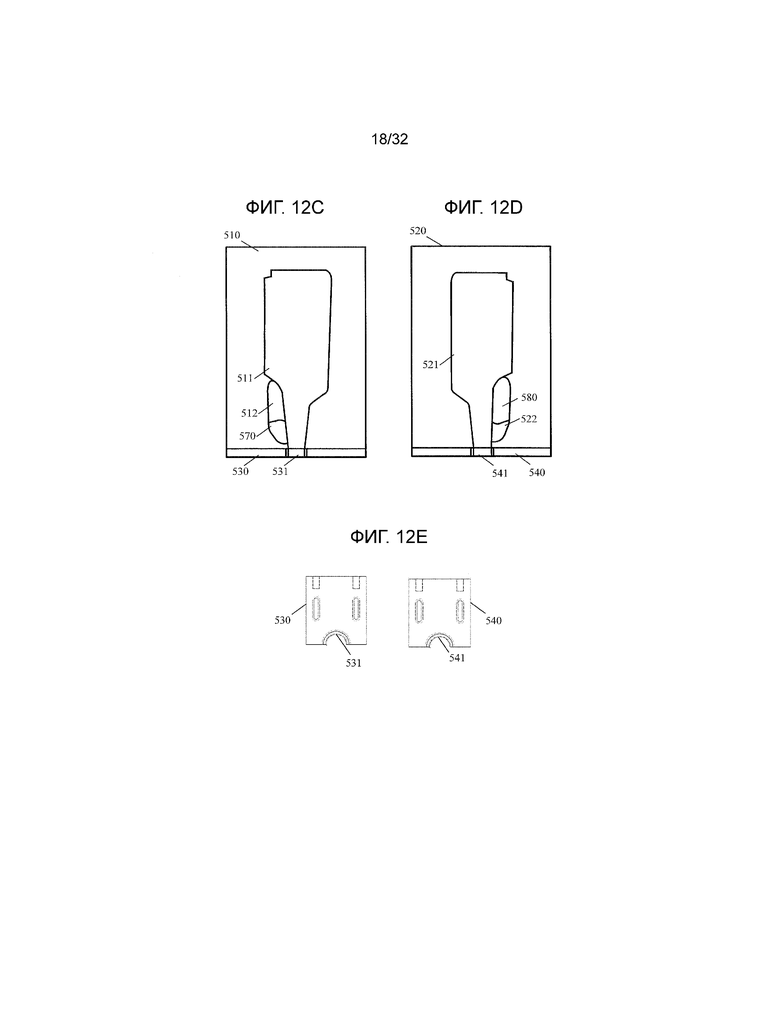
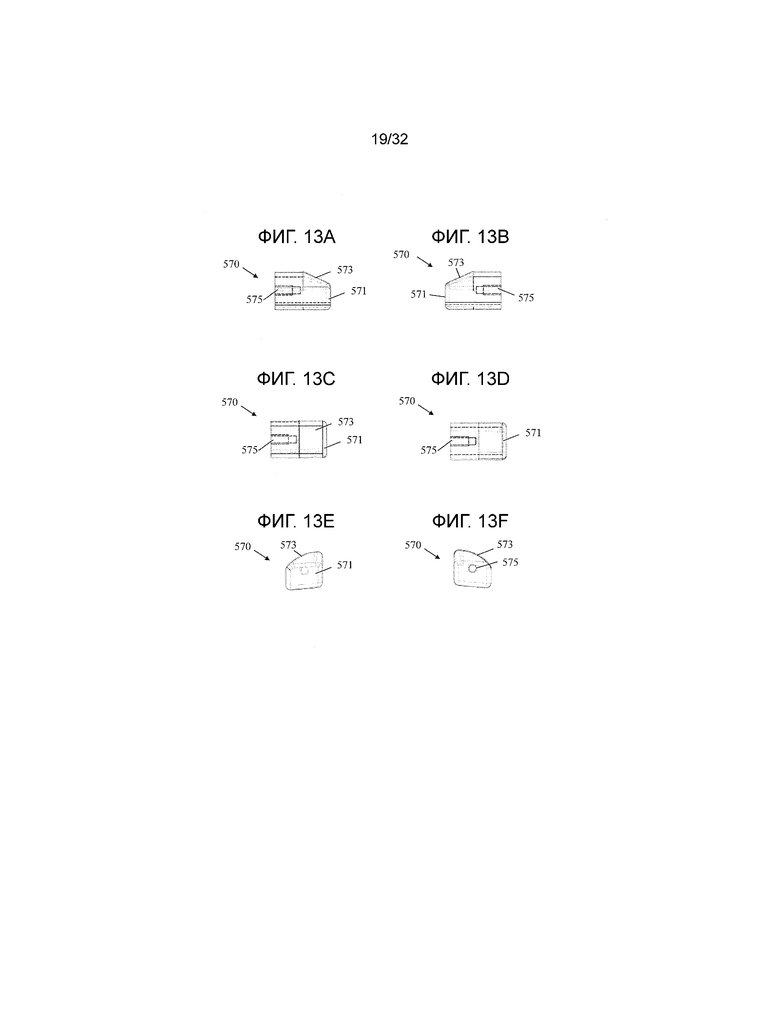
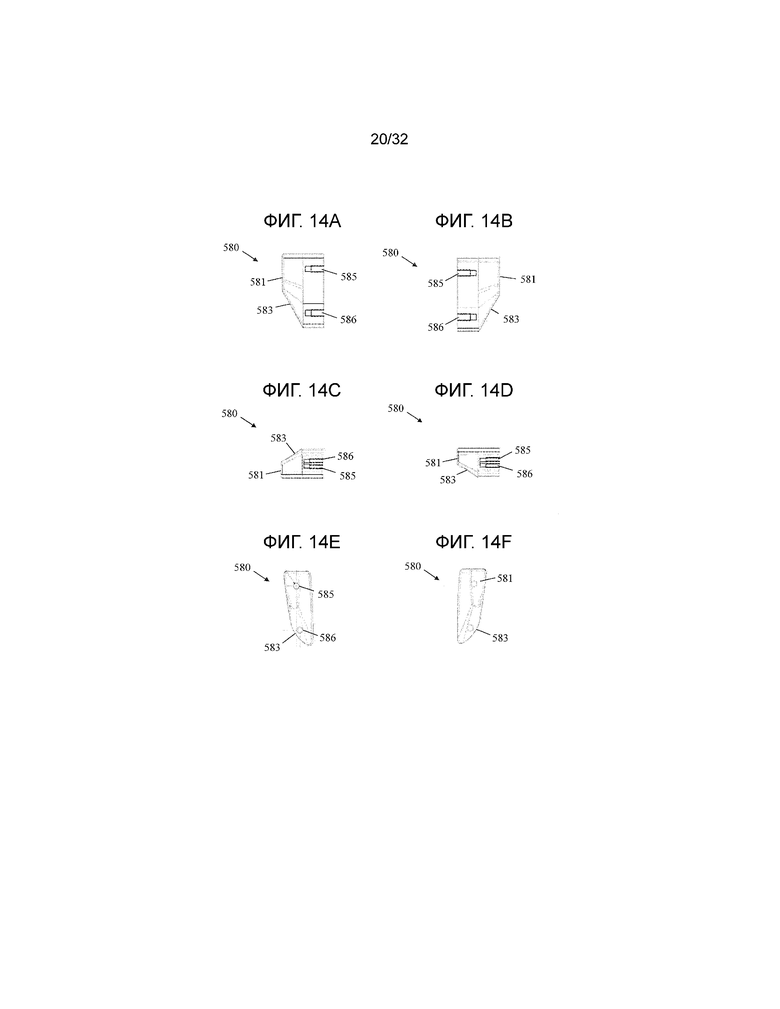
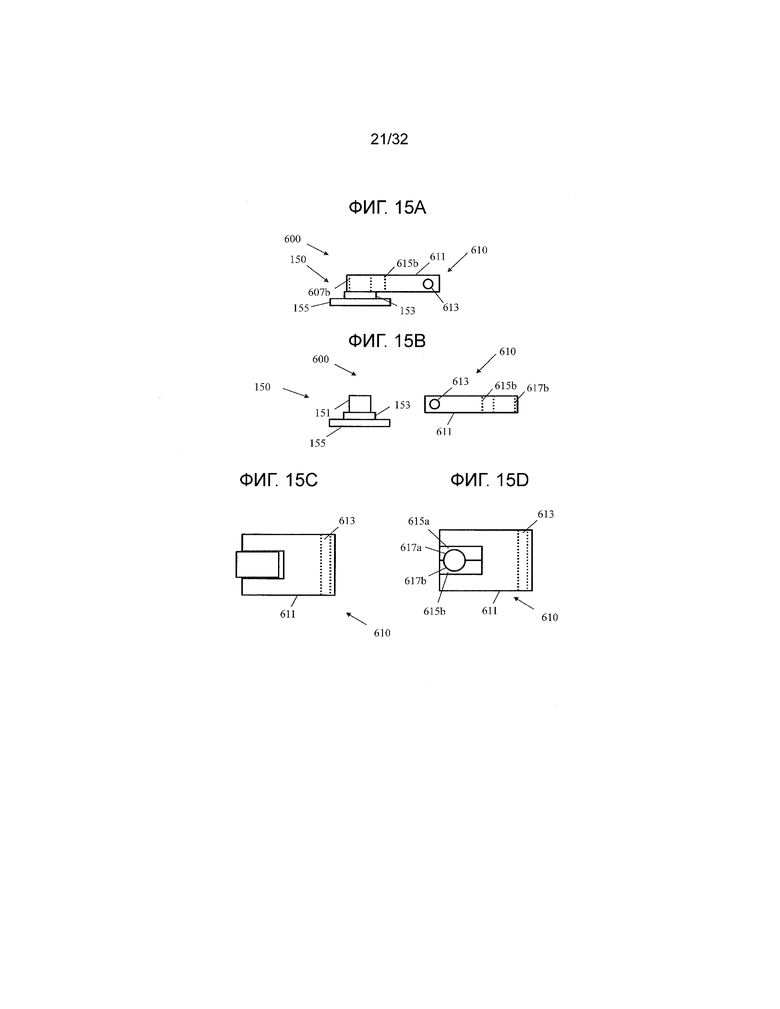
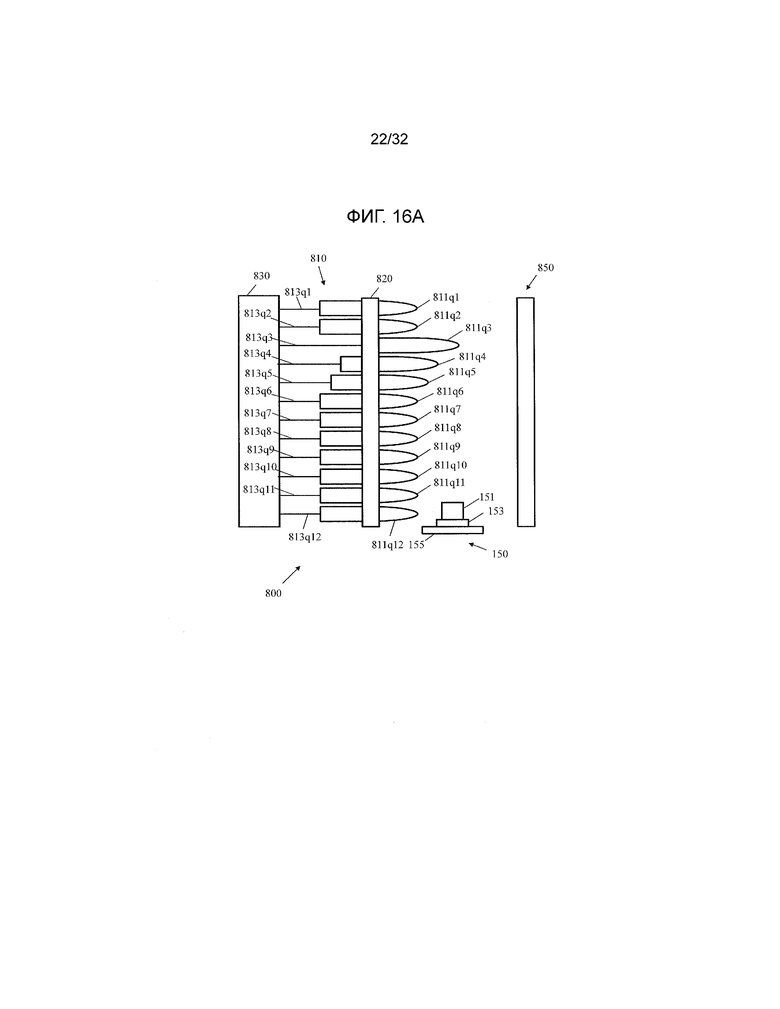
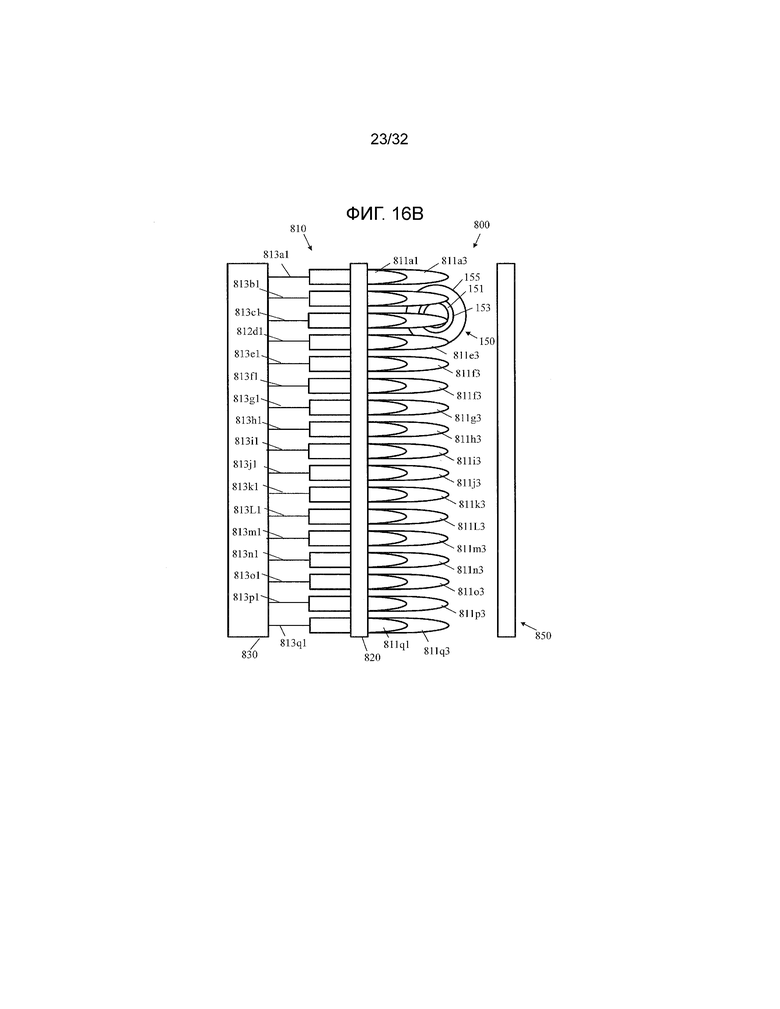
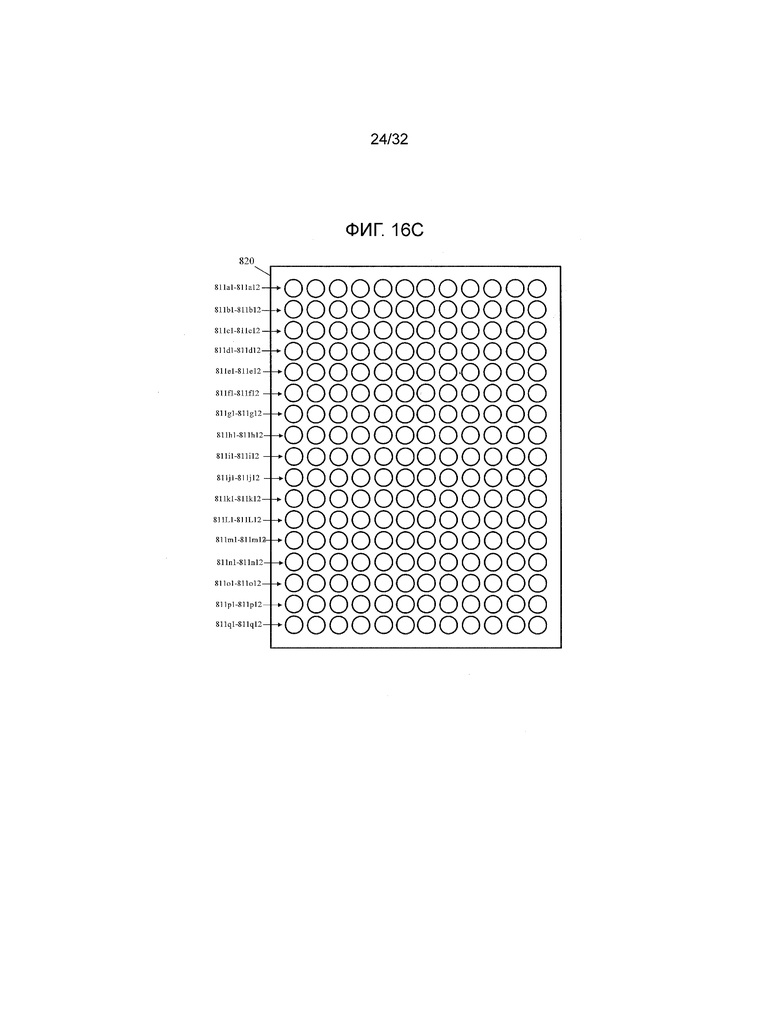
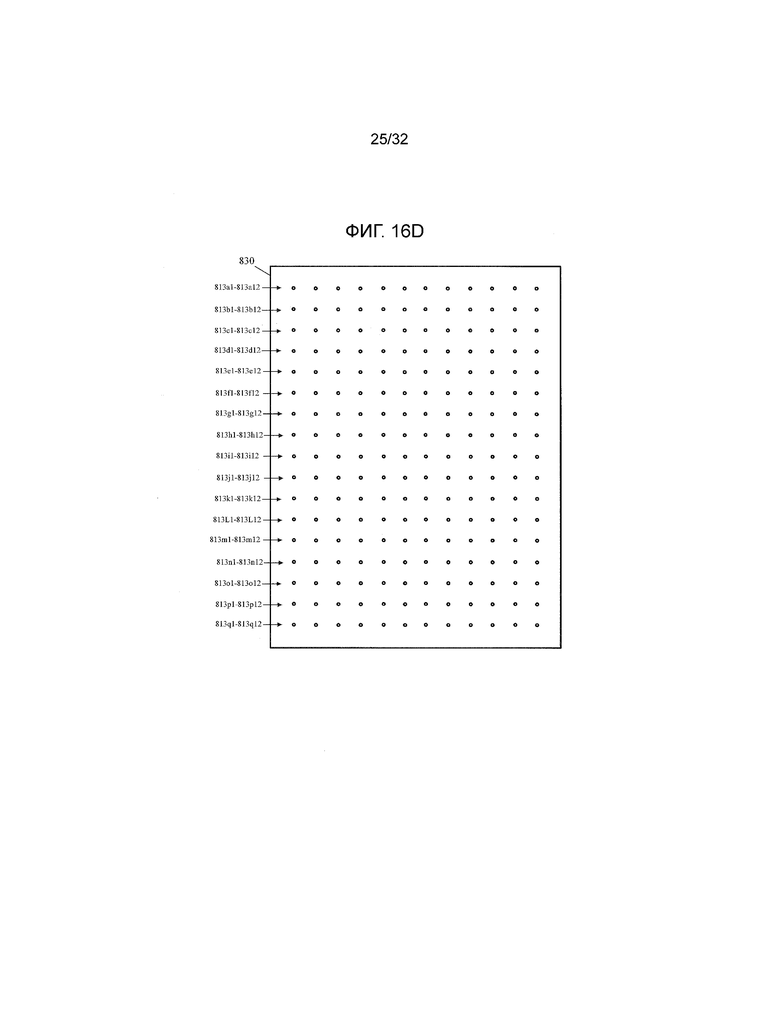
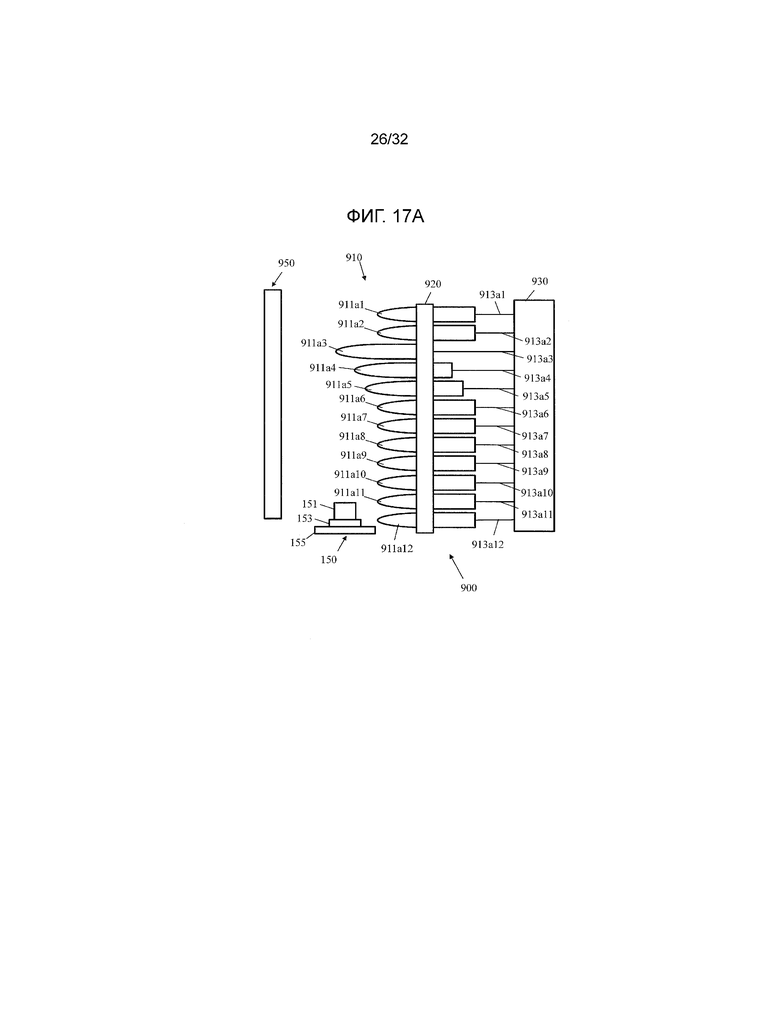
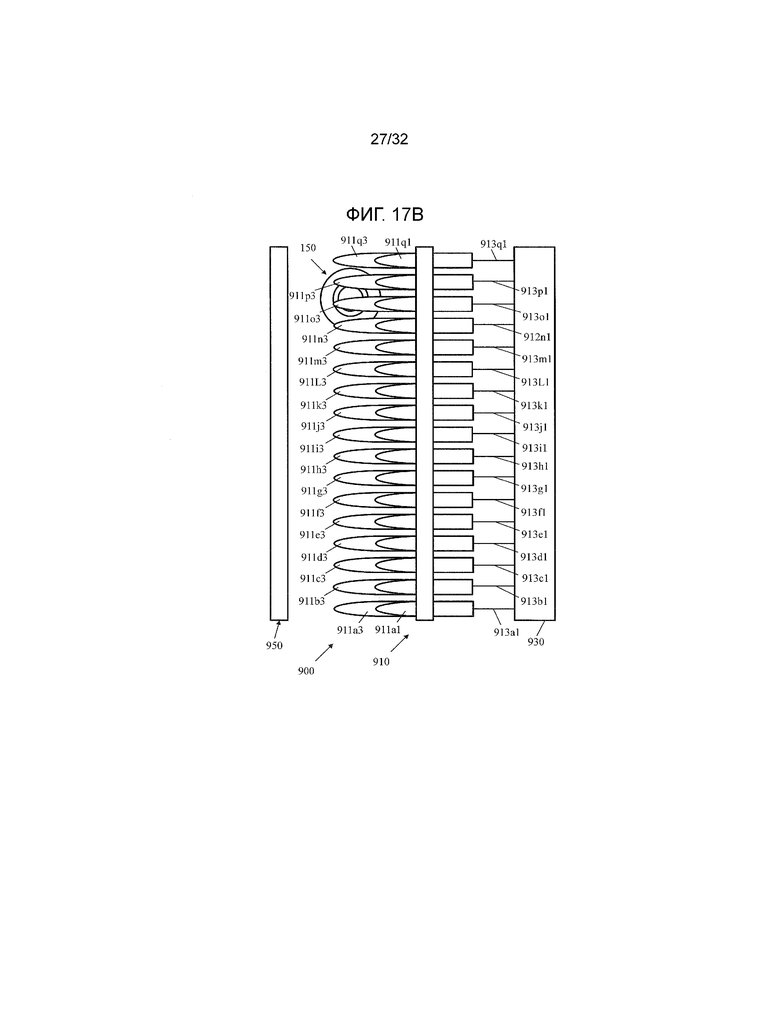
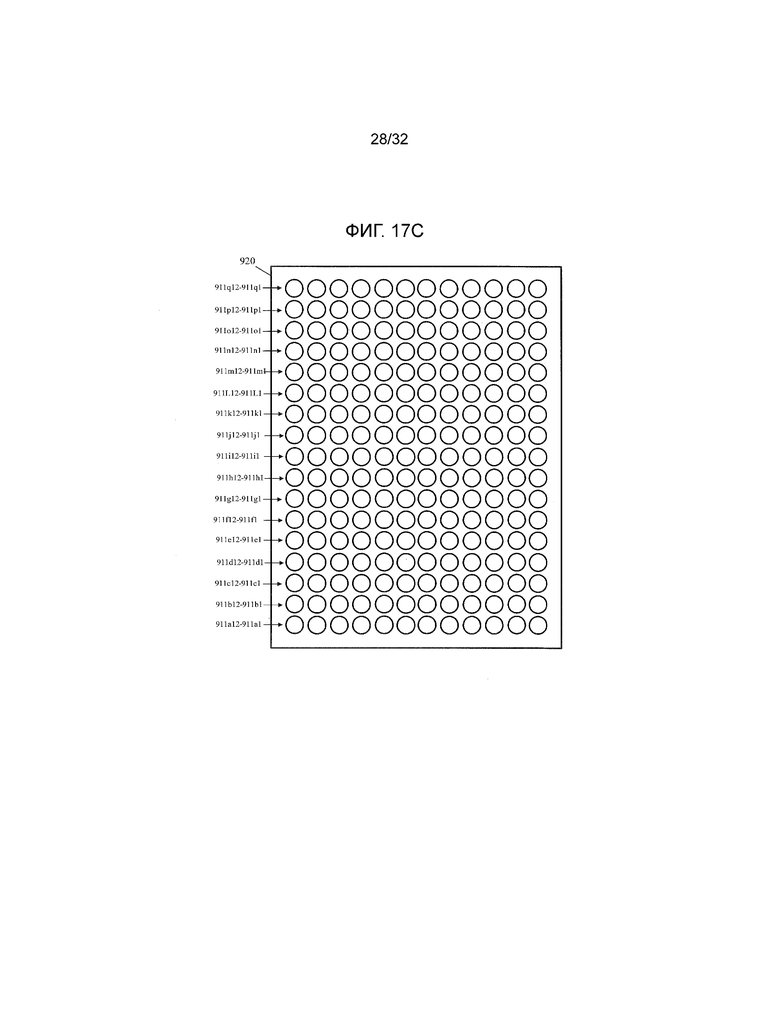
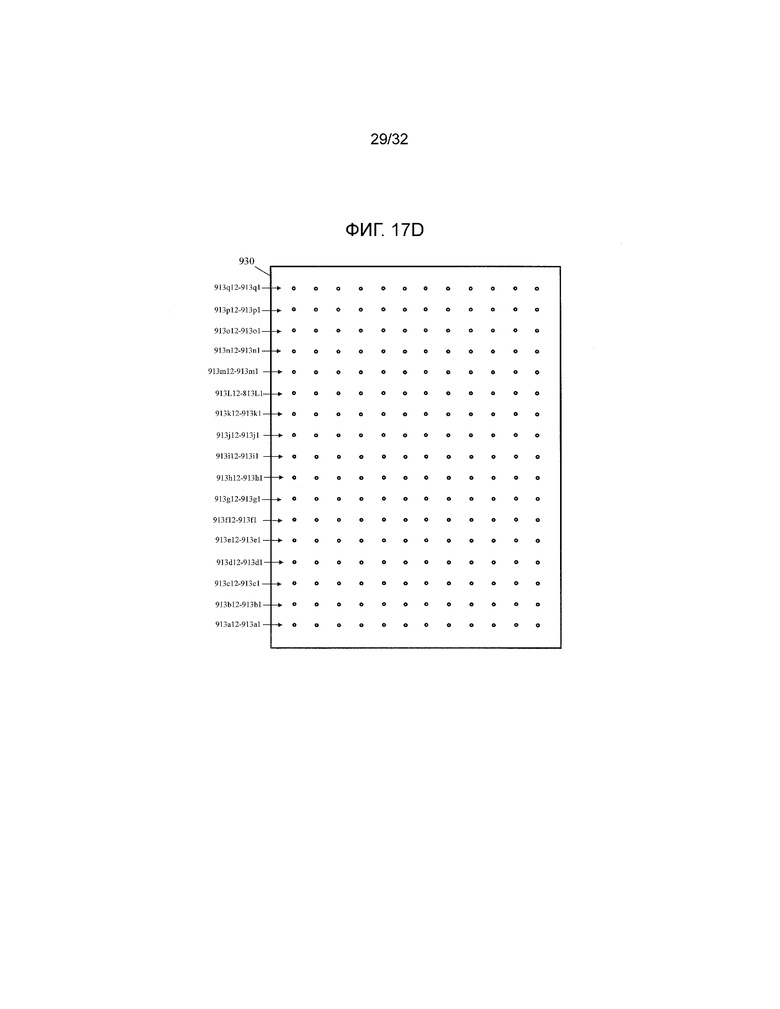
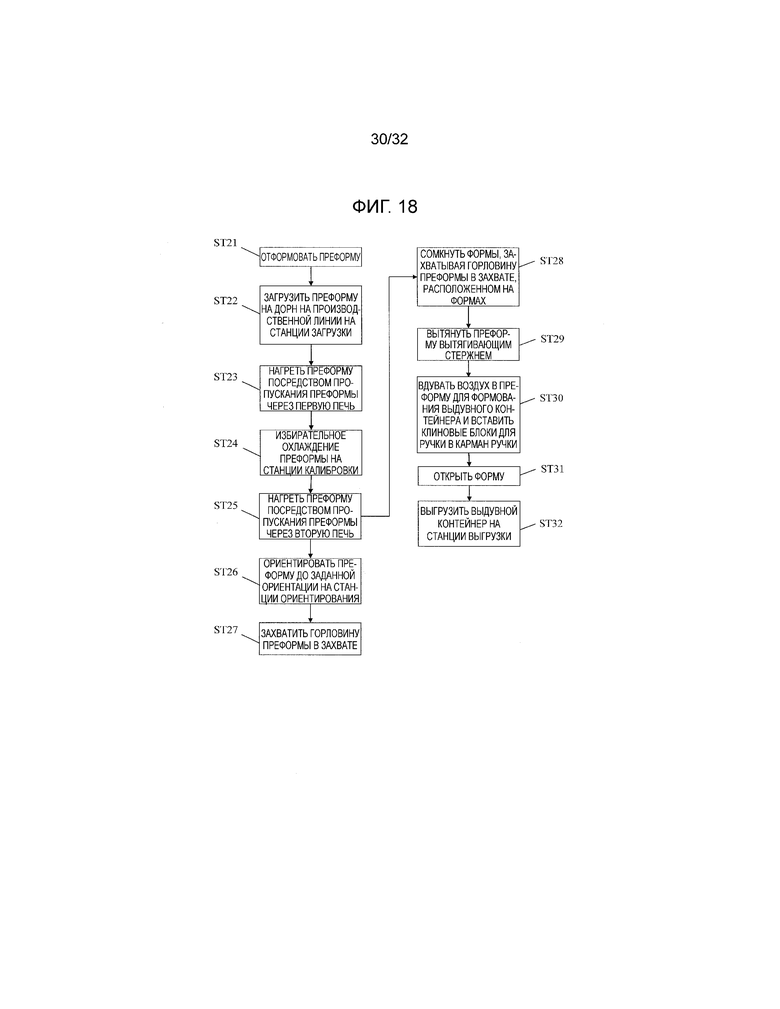
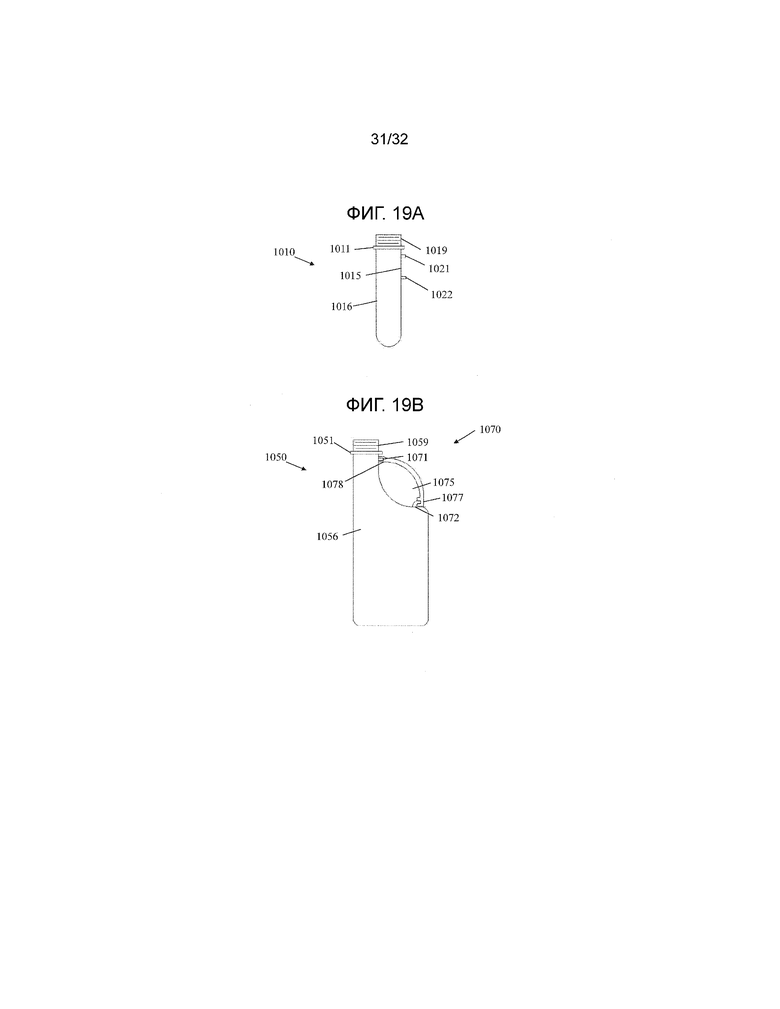
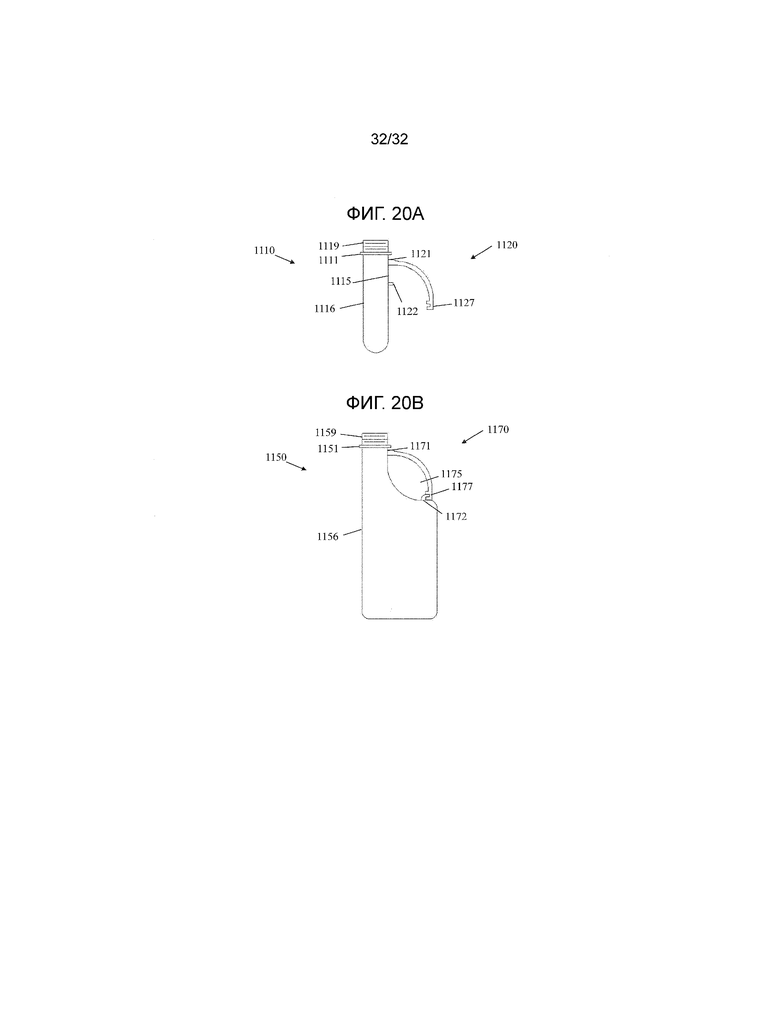
Изобретение относится к способу формования контейнера с интегральной ручкой. Техническим результатом является упрощение изготовления контейнера с ручкой. Технический результат достигается способом формования контейнера с ручкой, выполненной за одно целое, который включает нагрев преформы, имеющей ручку, выполненную за одно целое, в первой печи. Затем вытягивание преформы при помощи вытягивающего стержня, приводящее к изменению формы указанной ручки. Далее - смыкание первой формы, имеющей полость первой формы, и второй формы, имеющей полость второй формы, вокруг преформы и вдувание воздуха в преформу. При этом клиновой блок для кармана ручки вставляют в карман ручки, предусмотренный в выполненной за одно целое ручке преформы, в первой форме и второй форме. Причем при сведении вместе первой и второй форм указанный клиновой блок для кармана ручки давит на интегральную ручку, что приводит к изменению ее формы. 18 з.п. ф-лы, 55 ил.
1. Способ формования контейнера с ручкой, выполненной за одно целое, включающий:
нагрев преформы, имеющей ручку, выполненную за одно целое, в первой печи;
вытягивание преформы при помощи вытягивающего стержня, приводящее к изменению формы указанной ручки;
смыкание первой формы, имеющей полость первой формы, и второй формы, имеющей полость второй формы, вокруг преформы и
вдувание воздуха в преформу,
при этом клиновой блок для кармана ручки вставляют в карман ручки, предусмотренный в выполненной за одно целое ручке преформы, в первой форме и второй форме,
причем при сведении вместе первой и второй форм указанный клиновой блок для кармана ручки давит на интегральную ручку, что приводит к изменению ее формы.
2. Способ по п.1, дополнительно включающий
развертывание U-образной части выполненной за одно целое ручки преформы во время вытягивания преформы.
3. Способ по п.1,
в котором вытягивание преформы выполняют вытягивающим стержнем, вставленным в преформу.
4. Способ по п.1,
в котором вытягивание преформы выполняют многоступенчатым вытягивающим стержнем, вставленным в преформу, и
в котором многоступенчатый вытягивающий стержень содержит образующий первую ступень элемент вытягивающего стержня, который выдвигается на первое расстояние, и образующий вторую ступень элемент вытягивающего стержня, который имеет диаметр, меньший, чем диаметр образующего первую ступень элемента вытягивающего стержня, и который выдвигается от конца первого элемента вытягивающего стержня.
5. Способ по п.1,
в котором клиновой блок для кармана ручки содержит скошенную криволинейную поверхность, которая перемещает ручку, выполненную за одно целое, при вставке клинового блока для кармана ручки в карман ручки, предусмотренный в ручке, выполненной за одно целое.
6. Способ по п.1,
в котором клиновой блок для кармана ручки содержит первый клиновой блок для кармана ручки, расположенный на первой форме, и второй клиновой блок для кармана ручки, расположенный на второй форме,
в котором первый клиновой блок для кармана ручки вставляют в верхнюю часть кармана ручки, предусмотренного в ручке, выполненной за одно целое, в первом направлении и
в котором второй клиновой блок для кармана ручки вставляют в нижнюю часть кармана ручки, предусмотренного в ручке, выполненной за одно целое, во втором направлении, противоположном по отношению к первому направлению.
7. Способ по п.6,
в котором первый клиновой блок для кармана ручки содержит первую скошенную криволинейную поверхность, которая перемещает ручку, выполненную за одно целое, при вставке первого клинового блока для кармана ручки в верхнюю часть кармана ручки, предусмотренного в ручке, выполненной за одно целое, и
в котором второй клиновой блок для кармана ручки содержит вторую скошенную криволинейную поверхность, которая перемещает ручку, выполненную за одно целое, при вставке второго клинового блока для кармана ручки в нижнюю часть кармана ручки, предусмотренного в ручке, выполненной за одно целое.
8. Способ по п.1, дополнительно включающий
охлаждение по меньшей мере части ручки, выполненной за одно целое, вдуванием воздуха на ручку, выполненную за одно целое, после нагрева преформы в первой печи и
нагрев преформы во второй печи.
9. Способ по п.1, дополнительно включающий
регулирование ориентации преформы перед смыканием первой формы и второй формы вокруг преформы.
10. Способ по п.1, дополнительно включающий
захватывание горловинной части преформы в захвате перед вытягиванием преформы.
11. Способ по п.10,
в котором захват содержит первый турникетный элемент и второй турникетный элемент, содержащие множество полукруглых захватных поверхностей, и
в котором горловинную часть преформы фиксируют между противолежащими полукруглыми захватными поверхностями первого и второго турникетных элементов.
12. Способ по п.10,
в котором захват содержит подпружиненный первый захватный элемент, имеющий первую захватную поверхность, и подпружиненный второй захватный элемент, имеющий вторую захватную поверхность, и
в котором горловинную часть преформы фиксируют между первой захватной поверхностью и второй захватной поверхностью.
13. Способ по п.1, дополнительно включающий
загрузку преформы на дорн, расположенный на транспортере,
при этом один из элементов, представляющих собой преформу и дорн, содержит выступ, и другой из элементов, представляющих собой преформу и дорн, содержит углубление, и
при этом выступ входит в контактное взаимодействие с углублением для фиксации ориентации преформы относительно дорна.
14. Способ по п.1, дополнительно включающий
захватывание горловины преформы между захватом первой формы, расположенным на первой форме, и захватом второй формы, расположенным на второй форме.
15. Способ по п.1, дополнительно включающий
размещение изолирующей маски на выполненной за одно целое ручке преформы.
16. Способ по п.1,
в котором первая печь содержит первую нагревательную батарею, содержащую множество нагревательных элементов, и
в котором каждый из множества нагревательных элементов выполнен с возможностью его перемещения по отдельности в направлении, перпендикулярном к направлению, в котором преформа проходит через первую печь.
17. Способ по п.1,
в котором первая печь содержит первую нагревательную батарею, содержащую множество нагревательных элементов, и
в котором теплоотдачу каждого из множества нагревательных элементов регулируют по отдельности посредством устройства управления первой нагревательной батареей.
18. Способ по п.8,
в котором вторая печь содержит вторую нагревательную батарею, содержащую множество нагревательных элементов, и
в котором каждый из множества нагревательных элементов выполнен с возможностью его перемещения по отдельности в направлении, перпендикулярном к направлению, в котором преформа проходит через вторую печь.
19. Способ по п.8,
в котором вторая печь содержит вторую нагревательную батарею, содержащую множество нагревательных элементов, и
в котором теплоотдачу каждого из множества нагревательных элементов регулируют по отдельности посредством устройства управления второй нагревательной батареей.
| US 8524143 В2, 03.09.2013 | |||
| WO 2013093610 А1, 27.06.2013 | |||
| WO 1996037416 А1, 28.11.1996 | |||
| WO 2007101309 А1, 13.09.2007 | |||
| Способ формования емкости с ручкой из синтетической смолы | 1987 |
|
SU1829998A3 |

