Изобретение касается машины для изготовления методом выдувании полых корпусов или емкостей из термопластических заготовок. Более конкретно, данное изобретение предназначено для изготовления термопластичных сосудов двухосной ориентации, таких, например, как бутылки или флаконы.
В настоящее время известны способы изготовления из термопластичных материалов бутылок или флаконов с использованием заготовок, полученных, например, экструзией.
В данном случае заготовка обычно имеет форму трубы, закрытой с одного конца. При этом другой, открытый, конец этой трубы снабжен кольцом, в случае необходимости оснащенным в своем основании контркольцом в виде кольцевого выступа. Вне своего кольца и своего контркольца данная заготовка должна подвергнуться раздутию в процессе выполнения операции формования, называемого формованием путем выдувания с вытяжкой.
Для осуществления такого формования заготовки из термопластического материала после их изготовления должны подвергнуться соответствующей термической обработке, непосредственно предшествующей операции формования выдуванием. Эта термическая обработка имеет целью довести материал заготовки до требуемой температуры, обеспечивающей необходимые условия формования и молекулярной ориентации. От этой термической обработки будут зависеть, в частности, некоторые характеристики конечной продукции, такие, например, как прочность, прозрачность и т.д.
Формирование бутылок осуществляется обычно при помощи специальной пресс-формы, которая обжимает каждую заготовку, и воздуходувной трубки, которая вводится в открытую часть трубчатой заготовки и обеспечивает подачу воздуха под давлением для вытяжки изнутри стенок этой заготовки.
Некоторые машины, предназначенные для производства продукции этого типа, имеют линейную конструкцию, что ограничивает число задействованных форм и не позволяет обеспечить высокий темп производства изделий. Поэтому были спроектированы карусельные машины, позволяющие существенно повысить производительность.
Эти машины обычно имеют в своем составе устройство подачи и нагревания заготовок и колесо для формирования изделий выдуванием. Устройство нагревания заготовок также может быть выполнено в виде колеса, как это сделано, например, в формовочной машине, описанной во французском патенте FR-A-2510470.
Этот тип упомянутого выше устройства имеет, кроме того, средства транспортировки, предназначенные, в частности, для перемещения заготовок от устройства нагревания к формовочному колесу, для удаления готовых изделий после формования или для подачи заготовок в машину. Однако для операции этого типа пресс-форма и связанные с ней вспомогательные средства оказываются относительно тяжелыми, и колесо, оборудованное несколькими пресс-формами, имеет в движении очень большую массу.
В области формования выдуванием (без вытяжки) была предложена также машина, описанная в американском патенте US-A-2792593. Эта машина содержит устройство нагревания заготовок и комплект постов формования, располагающихся неподвижным образом по дуге окружности соответствующего диаметра.
В этом машине пост нагревания заготовок имеет вид изогнутого по дуге окружности тоннеля, внутри которого заготовки перемещаются при помощи поворотной тележки. При этом пресс-формы располагаются на дуге концентрической окружности того же радиуса, что и описываемая заготовками. Кроме того, в такой машине готовые изделия, полученные из заготовок, охлаждаются в своих формах перед их подачей на другой пост для удаления из машины.
Ясно, что при использовании этой машины невозможно обеспечить непрерывное функционирование данного технологического процесса. Кроме того, понятно также, что количество постов формования весьма ограничено вследствие громоздкости используемого устройства нагревания заготовок.
Заявитель сделал попытку разработать конструкцию машины непрерывного функционирования, которая обладает преимуществами машины поворотного типа, но лишена недостатков, связанных с наличием больших движущихся масс.
Машина в соответствии с предлагаемым изобретением принадлежит к описанному выше типу и содержит по меньшей мере одно устройство для нагревания заготовок и комплект постов формования изделий, располагающихся неподвижным образом на дуге окружности. Эта машина отличается, в частности, тем, что каждый из постов формования содержит специальные средства для выталкивания или извлечения готовых изделий, тогда как между устройством нагревания заготовок и этими постами формования предусмотрено поворотное подающее устройство, предназначенное для транспортировки нагретых в упомянутом выше устройстве заготовок.
Таким образом, поскольку посты формования являются неподвижными, достаточно привести во вращательное движение, например, только кулачки управления пренебрежимо малого веса в отличие от известных конструкций таких машин, где сами посты формования являются поворотными, а кулачки управления установлены неподвижно. При этом можно предусмотреть наличие большого количества этих постов формования и обеспечь непрерывное функционирование производства готовых изделий, чего нельзя добиться при использовании машины в соответствии с упомянутым выше американским патентом.
Формовочная машина в соответствии с предлагаемым изобретением отличается также тем, что устройство перемещения заготовок между устройством их нагрева и постами формования готовых изделий выполнено в форме колеса, коаксиального с дугой окружности, на которой располагаются эти посты формования, причем упомянутое выше колесо снабжено средствами удержания заготовок, равномерно распределенными по окружности и предназначенными для захвата и удержания нагретой заготовки, а также для установки этой заготовки в средство приема той или иной пресс-формы или поста формования.
Средства захвата и удержания заготовок могут быть, например, устроены на концах радиально расположенных рычагов. Однако такое конструктивное решение не является обязательным и может заменено, например, устройством в форме звезды.
Устройство перемещения заготовки в соответствии с предлагаемым изобретением содержит средства их захвата и удержания в количестве, кратном числу используемых в данной машине постов формования готовых изделий.
В предпочтительном варианте реализации устройство перемещения заготовок выполнено таким образом, чтобы захватывать каждую заготовку последовательно, одну за другой, в устройстве из нагрева, тогда как их передача в приемные средства постов формования осуществляется одновременно и всей группой и тот момент, когда каждый из постов формования находится перед держателем устройства передачи, загруженным заготовкой, причем операции формования и выталкивания готового изделия из формы выполняются в процессе вращения и позиционирования нового комплекта держателей устройства передачи, загруженных новыми заготовками.
Кроме того, непрерывные и синхронизированные команды управления выдаются по меньшей мере частично кулачками, связанными с соответствующими постами формования и приводимыми во вращательное движение в направлении, обратном направлению вращения устройства передачи, таким образом, чтобы заготовки работали в убывающем порядке по отношению к длине пути, проходимого ими между устройством нагрева и соответствующим постом формования, для обеспечения примерно равных продолжительностей стабилизации и термического кондиционирования для каждой заготовки.
Один из способов практической реализации предлагаемого изобретения примечателен тем, что каждый пост формования содержит несколько формообразующих полостей для нескольких заготовок, причем поворотное устройство передачи выполнено таким образом, чтобы осуществлять передачу заготовок одновременно на все посты формования, снабженные для этого средствами приема, но столько раз, сколько формообразующих полостей содержится на постах формования, путем вращения этого устройства передачи.
Что касается устройства нагрева заготовок, то оно может иметь любую форму, например U-образную, линейную или круглую. В случае использования вращательного устройства нагревания заготовок в виде колеса, на котором располагаются подлежащие нагреву и распределению заготовки, заявитель считает наиболее удачным вариант, при котором это устройство нагревания в виде колеса позиционируется таким образом, чтобы заготовки описывали в своем вращательном движении окружность, являющуюся касательной по отношению к окружности, описываемой средствами захвата и удержания заготовок устройства их передачи, и вращались в противоположную по отношению к этим средствам сторону.
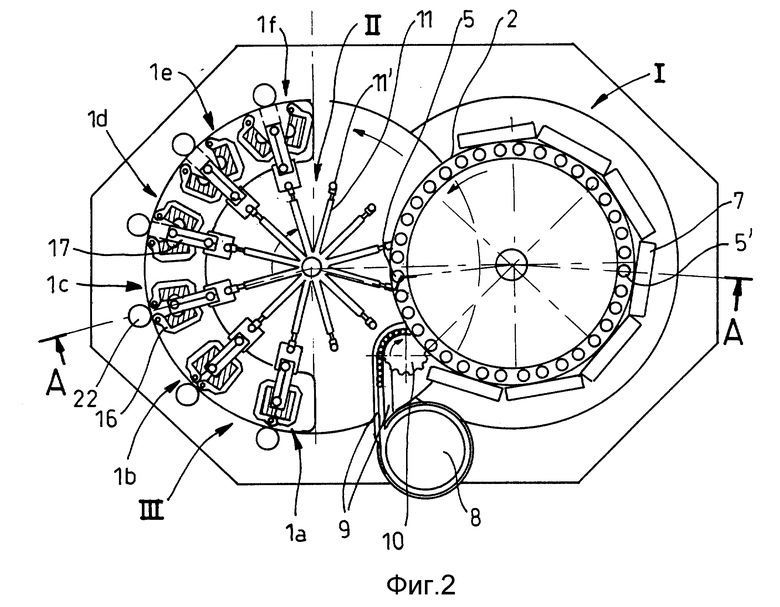
Предлагаемое изобретение будет лучше понято из приведенного ниже описания одного из возможных вариантов его практической реализации с использованием ссылок на приведенные чертежи, среди которых: фиг. 1, на которой представлен вид сечения по линии А-А, показанной на фиг. 2; фиг. 2, на которой представлен вид в плане формовочной машины в соответствии с предлагаемым изобретением.
Вариант практической реализации машины в соответствии с предлагаемым изобретением, описанный здесь в качестве примера, содержит в основном три скомбинированных в единое целое устройства, а именно, устройство I нагревания заготовок, устройство их передачи II и систему трансформации заготовок в готовые изделия, содержащую комплекс III постов формования, насчитывающий в данном случае 6 постов, обозначенных позициями 1a-1f. В приведенном примере каждый из шести постов формования оборудован одной формой с простой формообразующей полостью. Ясно, однако, что количество этих постов и число формообразующих полостей в них может изменяться в случае необходимости при соответствующей адаптации к новым условиям работы упомянутых выше устройств I и II.
Как видно на приведенных чертежах, посты формования, обозначенные позициями 1a-1f, являются неподвижными и располагаются по дуге окружности.
Устройство I нагрева заготовок содержит главным образом колесо 2, которое вращается относительно оси 3 в тригонометрическом направлении и приводится в движение, например, при помощи показанного схематически двигателя 14.
Колесо снабжено системой зажимных патронов, два из которых обозначены позициями 5 и 5', предназначенных для захвата и удержания заготовок 6, 6', которые приводятся в то же самое вращательное движение, что и патроны 5, 5', а кроме того, вращаются вокруг собственной оси.
В непосредственной близости от края колеса 2 неподвижно располагаются по дуге окружности инфракрасные нагревательные элементы 7, которые предназначены для доведения заготовок до необходимого термического состояния.
Заготовки поступают на колесо 2 при помощи распределительного устройства 8, предназначенного для распределения заготовок по двум направляющим 9, причем на выходе этих направляющих предусмотрена установка звездообразного питателя 10. Таким образом, понятно, что заготовки 6, 6', поступающие из распределительного устройства 8, попадают на колесо 2 и в процессе вращения проходят перед нагревательными элементами 7.
Ясно, однако, что конструкция устройства нагревания заготовок, как уже было сказано выше, может иметь и другую, например U-образную, форму.
Как видно на приведенных чертежах, устройство передачи II выполнено в виде совокупности рычагов 11, располагающихся по радиусам колеса, коаксиального с дугой окружности, на которой устроены упомянутые выше посты формования 1a-1f. Концы этих рычагов 11 оборудованы средствами 11' захвата и удержания заготовок.
Здесь необходимо отметить, что число рычагов 11 в данном примере практической реализации предлагаемого изобретения вдвое превышает число используемых постов формования, то есть равно двенадцати, однако может быть использовано и другое кратное числу постов формования количество этих рычагов. И еще надо подчеркнуть, что в данном случае использована рычажная конструкция устройства передачи, хотя может быть использовано устройство в форме звезды или еще какой-либо формы, причем средства 11' в любом случае должны располагаться по кругу.
Устройство передачи 11 приводится во вращательное движение, синхронизированное с движением колеса 2 устройства нагрева заготовок, но выполняющееся в противоположном направлении, относительно оси 12 при помощи, например, зубчатого ремня 14 и шестерен 13', приводимых в движение от оси 3 колеса 2, причем сама эта ось 3 приводится во вращательное движение, как уже было сказано выше, при помощи двигателя 14.
Кулачки управления, показанные на фиг. 1 схематически и обозначенные позицией 15, приводятся во вращательное движение, противоположное по направлению движению рычагов 11 устройства передачи II, то есть в том же самом направлении, что и колеса 2 устройства нагрева заготовок 1, при помощи, например, приводного ремня 15' (см. фиг. 1).
Кулачки управления 15 предназначены для механического управления различными операциями на постах формования 1a-1f.
Действительно, каждый из постов формования 1a-1f имеет в своем составе: форму 16 и ее держатель, снабженные средствами запирания формы в закрытом состоянии, зажим 17 (см. фиг. 2) одновременного переноса готовых бутылок и подаваемых заготовок, подъемник системы выдувания и предварительного выдувания 18 (см. фиг. 1), съемное днище 19, опорные плиты 20, направляющие 21 удаления из формы готовых бутылок 22, средства 23 приема заготовок для размещения их в форме.
Поскольку, как уже было сказано выше, посты формования являются неподвижными, понятно, что системы подачи воздуха под давлением к подъемникам выдувания и предварительного выдувания, а также системы подачи воды для охлаждения изделий и элементов машины могут быть более простыми, что ведет к упрощению технологической установки в целом и к удешевлению производства по сравнению с машинами, где используются подвижные посты формования.
Таким образом, кулачки управления дают возможность в непрерывном режиме и в условиях синхронизма управлять различными функциями каждого поста формования, а именно: открытием и закрытием форм 16 и зажимов 17 в соответствии с требуемыми алгоритмами технологического процесса; приведением упомянутых выше зажимов в соответствующее возвратно-поступательное движение; запиранием и отпиранием блокировочных средств 16' на формах 16 каждого поста; приведением в соответствующее возвратно-поступательное движение вертикально съемного днища 19; управлением подъемником 18 предварительного выдувания для вытяжки заготовок и их выдувания.
После всего, сказанного выше, нетрудно понять порядок функционирования машины в соответствии с предлагаемым изобретением.
Заготовки 6, 6' и т.д. поступают от распределительного устройства 8 на колесо 2 через направляющие 9 и питатель 10, где захватываются зажимными патронами 5, 5' и т.д.
Затем эти заготовки переносятся с колеса 2 при помощи устройства передачи II, снабженного рычагами 11, к группе III постов формования. Для этого средства 11' каждого рычага 11, захватив нагретую заготовку, устанавливает ее в приемное средство 23 соответствующего поста формования.
После этого зажимы 17 позволяют переместить заготовки в формы 16, выталкивая при этом готовые изделия 22 на отводящие направляющие 21, на выходе которых, разумеется, могут быть предусмотрены средства типа пневматического конвейера или транспортера, предназначенные для подачи готовых изделий на другие посты складирования и/или дополнительной обработки, если эти предусмотрено в данном технологическом цикле.
Понятно, что рычаги 11 передает нагретые заготовки приемным средствам 23 одновременно и все сразу, то есть в тот момент, когда перед каждым постом формования 1a-1f оказывается рычаг устройства передачи, несущей нагретую заготовку, тогда как операции формования осуществляются последовательно от одного поста к другому (см. фиг. 2) благодаря обратному вращению кулачков управления 15 по отношению к направлению вращения устройства передачи.
Таким образом, нагретая заготовка, которая прошла наибольшее расстояние между колесом 2 устройства нагревания и своим постом формования, будет обрабатываться в первую очередь, а следующей начнет обрабатываться заготовка, путь движения которой к посту формования оказывается наибольшим из оставшихся, и т. д. Это позволяет обеспечить для всех заготовок примерно одинаковое время термической стабилизации и достижения требуемых условий формования.
Ясно, что для машины в соответствии с предлагаемым изобретением характерно отсутствие значительных вращающихся масс, что позволяет отказаться от сложной, тяжелой и дорогостоящей механики, а также от вращающихся вместе с формами емкостей с воздухом и охлаждающей водой.
Предлагаемое изобретение позволяет также существенно сократить так называемое "мертвое время" каждого цикла функционирования, на протяжении которого форма остается в открытом положении. Это обстоятельство позволяет повысить производительность данной формовочной машины.
Очевидно, что, не выходя за рамки данного изобретения, могут быть предложены различные варианты практической реализации различных элементов и узлов машины. В частности, как уже было сказано выше, каждый пост формования может быть предназначен для одновременного приема нескольких заготовок, точнее, для приема нескольких заготовок сразу. В этом случае, например, может потребоваться загрузка формы за несколько раз путем вращения устройства передачи II, которое столько раз будет подводить к каждому посту формования рычаги, несущие заготовку, сколько формообразующих полостей имеется на каждом посту, перед началом каждого цикла выполнения собственно операций формования изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| ЗУБЧАТОЕ КОЛЕСО ДЛЯ ПЕРЕМЕЩЕНИЯ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННЫХ ЗАГОТОВОК ИЛИ ЕМКОСТЕЙ | 1998 |
|
RU2211795C2 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| ВЫДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 1998 |
|
RU2163194C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2454327C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК | 2007 |
|
RU2426643C2 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| ЗАХВАТ | 2009 |
|
RU2494950C2 |
| ТРАНСПОРТИРУЮЩАЯ СИСТЕМА ДЛЯ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2009 |
|
RU2497742C2 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
Изобретение относится к машинам для изготовления методом выдувания полых корпусов или емкостей из термопластичных заготовок. Машина для изготовления полых корпусов содержит по меньшей мере одно устройство нагревания заготовок, совокупность постов формования со средствами приема заготовок и поворотное устройство передачи нагретых заготовок. Устройство передачи расположено между устройством нагрева заготовок и постами формования. По окружности устройства передачи равномерно расположены средства захвата и удержания заготовок, предназначенные для захвата каждым из них нагретой заготовки и перемещения ее на пост формования. Посты формования расположены неподвижно по дуге окружности и снабжены каждый средствами извлечения готовых изделий. Устройство передачи нагретых заготовок выполнено в форме колеса, соосного с дугой окружности, на которой расположены посты формования. Кроме того, колесо имеет радиально расположенные рычаги, на концах которых расположены средства захвата и удержания заготовок, число которых кратно числу постов формования. Устройство передачи нагретых заготовок обеспечивает возможность последовательного захвата каждой заготовки из устройства их нагрева и одновременной передачи этих заготовок в средства приема постов формования. Изобретение позволяет сократить число вращающихся масс, снизить нерабочее время каждого цикла функционирования, на протяжении которого форма остается в открытом положении. 6 з. п. ф-лы, 2 ил.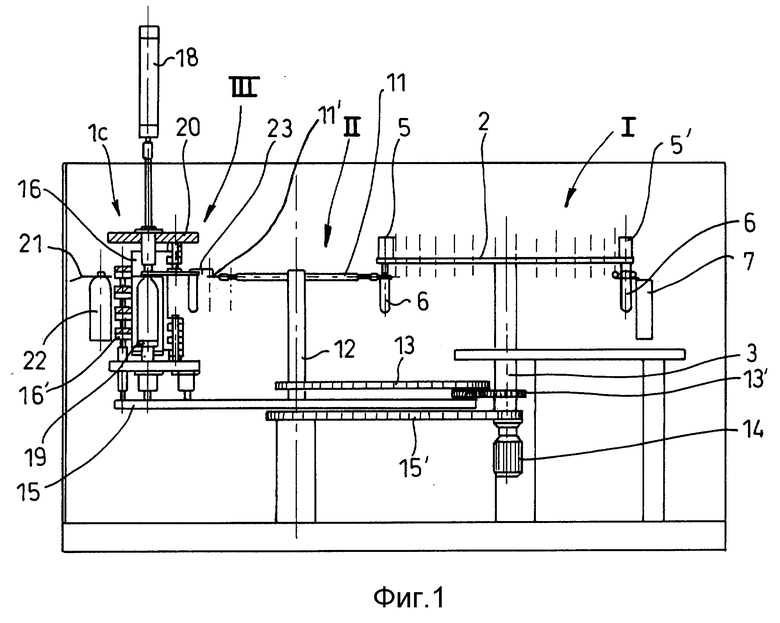
| US 4790741 A, 13.12.88 | |||
| Способ расчета снижения радиальной осевой силы в устройстве линейных перемещений на базе шарико-винтовой пары (ШВП) | 2021 |
|
RU2792593C2 |
| УПРУГАЯ ПРЕДОХРАНИТЕЛЬНАЯ МУФТА | 2012 |
|
RU2510470C1 |
| Установка для раздува экструдированной трубчатой заготовки | 1974 |
|
SU518115A3 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |

