Группа изобретений относится к области машиностроения, в том числе авиастроения, и может быть использовано для инструментального обнаружения посторонних включений и оптических дефектов в деталях конструкционной оптики в обзорных зонах кабин пилотов летательных аппаратов при производственном контроле, в том числе, вертолетов.
Известно устройство и способ для выявления дефектов прозрачных панелей (патент JPS 56166452, G01B 11/30, публ. 21.12.1981 г.), в котором дефекты выявляют путем проецирования на экран изображения с помощью света, прошедшего через проверяемый объект, и дальнейшей электронной обработки указанного изображения в проходящем луче света. При этом стекло как объект контроля движется по роликам конвейера. Под роликами отражающее зеркало расположено в наклонном положении, а над ними экран расположен в наклонном положении. Когда стекло, движущееся на роликах, достигает заданного положения, световой луч L от источника света проходит через стекло, и изображение от упомянутого прошедшего света проецируется на экран. Изображение, полученное в проходящем свете, на экране преобразуется в электрический сигнал с помощью устройства, принимающего изображения, и обрабатывается в модуле обработки видеосигнала, который управляется с помощью компьютера и обрабатывает видеосигнал. Результат отображается на мониторе.
Известно устройство автоматизированного детектирования пороков стекла (патент RU 115463, G01B 7/00, публ. 27.04.2012 г.), в котором для автоматизации процесса детектирования пороков и повышение точности измерений введена система диодного освещения и линейка с подвижными каретками, при этом в процесс контроля внедрена камера технического зрения (КТЗ) и пространственная обработка изображений, полученных с КТЗ.
Устройство автоматизированного детектирования пороков стекла включает скамью, на которую устанавливаются подвижные каретки с камерой технического зрения, объектом контроля, диафрагмой, предназначенной для ограничения поля зрения камеры, системой рассеянного освещения, причем камера технического зрения подключается к ЭВМ, что позволяет получать изображение, которое анализируется на наличие дефектов объекта контроля.
Известно устройство для визуального обнаружения оптических дефектов плоских органических стекол, включающее в себя проектор с объективом с помощью которых проецируют через стекло (контролируемый объект) на экран прямые тонкие линии. Искажение от прямолинейности проекций линий наблюдают визуально. Размещают проверяемый объект между источником света (проектором) и экраном, на который проецируют заданное изображение прямых линий, наблюдают и анализируют искажения проекции на экране, выявляют дефекты объекта. (Руководство по технологичности самолетных конструкций. Под редакцией П.Н. Белянина. НИАТ, 1983 г., стр. 384, рис. XII.14)
Недостатком известного устройства является невозможность его применения для обнаружения посторонних включений и оптических дефектов деталей конструкционной оптики одинарной и двойной кривизны, а так же субъективный характер заключения о допустимой величине угла отклонения луча,
Известно наиболее близкое устройство моделей КОИ-4, КОИ-5 для инструментального обнаружения оптических дефектов плоских, одинарной и двойной кривизны деталей конструкционной оптики, принятое за прототип (Руководство по технологичности самолетных конструкций Под редакцией П.Н. Белянина. НИАТ, 1983 г. стр. 384, рис. XII.15), в которых свет от источника света с помощью конденсора превращается в параллельный поток, далее проходит через щелевую диафрагму и стекло (контролируемый объект), отражается от сферического зеркала, вторично проходит через стекло (контролируемый объект) и далее через объектив и цветной светофильтр попадает на экран. На экране наблюдают черные зоны, которые являются тенями от прозрачных и непрозрачных включений, и царапин, и цветные зоны, по цвету которых судят о величине углов преломления.
Недостатком известного устройства является сложность его применения из-за необходимости сохранения постоянного пространственного совмещения оптических осей всех элементов устройства, что требует стационарного расположения его на жестком основании. Контролируемая зона узкая, поэтому для гарантируемого осмотра всей поверхности стекла необходимо перемещение его программируемым манипулятором.
Технической проблемой, решаемой заявляемым изобретением, является создание устройства инструментального обнаружения оптических дефектов, как в виде посторонних включений, прозрачных и непрозрачных точек, царапин, отпечатков формовочной оснастки, так и в виде местных клиновидных поверхностей в деталях конструкционной оптики одинарной и двойной кривизны, которое состоит из широко распространенных блоков современной организационной техники и не требует прецизионной регулировки для совмещения оптических осей элементов этого устройства.
Технический результат заключается в повышении качества контроля с целью выполнения требований ОСТ 1 00390-80, снижении нагрузки на персонал.
Для достижения технического результата предлагается устройство для обнаружения оптических дефектов деталей конструкционной оптики, содержащее источник света в виде проектора 1 и экран 7, между которыми расположена подставка для размещения контролируемого образца оптики, в соответствии с заявляемым изобретением отличающееся тем, что проектор 1, включающий в себя объектив 5 с заданным фокусным расстоянием, расположен на горизонтальной поверхности подставки 2 и связан с персональным компьютером 3, при этом экран 7 расположен перпендикулярно оптической оси 8 объектива 5, устройство снабжено вспомогательным источником света.
При этом лучи вспомогательного источника света формируют плоскость, расположенную на дистанции В от объектива 5 и перпендикулярную упомянутой оптической оси 8 объектива 5, при этом вспомогательный источник света обозначает условную плоскость посредством проецирования лучами горизонтальной и вертикальной линий, причем упомянутая горизонтальная линия расположена на том же уровне, что и оптическая ось 8 объектива 5, а упомянутая вертикальная линия расположена в плоскости Р, удаленной от объектива 5 на рассчитанную дистанцию В, а от экрана на рассчитанную дистанцию С.
Кроме того, на экране 7 нанесена окружность рассчитанного диаметра D, которая представляет собой граничную линию, внутри которой величина относительной расчетной погрешности угла ε отклонения луча, наблюдаемого в виде линейного размера F от хорды до экстремальной точки на кривой на местной клиновидной поверхности стекла не превышает заданного значения θ, при этом диаметр D вычисляют по формуле [3],
 где
где
В - расстояние от объектива до детали конструкционной оптики 6;
С - расстояние от детали конструкционной оптики 6 до экрана 7;
δ - угол, вычисляемый по формуле [1],
 , где
, где
δ - телесный угол;
θ - величина предельно допустимой относительной погрешности расчета угла отклонения луча.
При этом объектив 5 имеет заданное фокусное расстояние от 50 до 80 мм, при этом минимальное значение выбрано из условия уменьшения хроматической аберрации, а максимальное значение выбрано из условия ограничения допустимых размеров помещения.
Кроме того, вспомогательным источником света является строительный лазерный уровень 9.
Для достижения технического результата предлагается способ обнаружения оптических дефектов деталей конструкционной оптики, при котором размещают деталь конструкционной оптики 6 между основным источником света и экраном 7, на который проецируют заданное изображение, наблюдают и анализируют полученное изображение на экране 7, выявляют дефекты детали конструкционной оптики 6, в соответствии с заявляемым изобретением отличающийся тем, что
сначала проводят подготовительные операции, для чего на экран наносят окружность диаметра D, рассчитанного по формуле [3], устанавливают вспомогательный источник света 9, основной источник света устанавливают на подставку 2 напротив экрана 7, проверяемую деталь конструкционной оптики 6 устанавливают на регулируемую подставку 10, измеряют угол установки детали конструкционной оптики 6 относительно Земной вертикали и вычисляют угол α между оптической осью объектива 5 и поверхностью стекла 6, затем поворачивают деталь конструкционной оптики 6 до достижения заданного значения угла α, центр контролируемой зоны детали конструкционной оптики 6 располагают в точке пересечения вертикального луча вспомогательного источника света 9 с оптической осью 8 объектива 5,
затем проводят первую операцию контроля, предназначенную для обнаружения посторонних включений, непрозрачных и полупрозрачных точек, отпечатков формовочной оснастки, для чего на рабочем экране монитора персонального компьютера 3 создают равномерное по освещенности и контрастности фоновое изображение, которое с экрана монитора через основной источник света сквозь контролируемую зону детали конструкционной оптики 6 проецируют на экран 7, на фоне которого визуально обнаруживают темные пятна различной контрастности, поиск места расположения дефекта на детали конструкционной оптики 6 выполняют с помощью совмещения на экране 7 тени от перемещаемой вручную по стеклу указки с темными пятнами от дефектов, зону расположения дефекта отмечают на проверяемой детали конструкционной оптики 6, видимое на экране 7 изображение дефекта измеряют, истинный видимый размер оптического дефекта рассчитывают по формуле [5]
 , где
, где
Z - истинный видимый размер оптического дефекта;
Y - измеренный на экране размер оптического дефекта;
К - кратность увеличения устройства, рассчитанная по формуле [2],
 , где
, где
К - кратность увеличения;
С - дистанция от детали конструкционной оптики 6 до экрана;
В - дистанция от объектива до детали конструкционной оптики 6, идентификацию вида дефекта производят вне устройства визуальным осмотром зоны дефекта детали конструкционной оптики 6 в проходящем свете,
после этого проводят вторую операцию контроля, предназначенную для обнаружения местных клиновидных поверхностей в детали конструкционной оптики 6, для чего с помощью компьютера на экране монитора создают изображение виртуальной сетки, которое проецируют на экран 7 через основной источник света сквозь контролируемую зону детали конструкционной оптики 6, затем на экране 7 место с клиновидным оптическим дефектом обнаруживают в виде кривой линии искажения проецируемой прямой линии сетки, с помощью жесткой прямолинейной полосы спрямляют обнаруженную кривую и замеряют линейный размер F от хорды до экстремальной точки кривой, затем выявляют и отмечают участки с дефектами на проверяемой детали конструкционной оптики 6, вычисляют угол отклонения луча ε на местной клиновидной поверхности дефекта по формуле [4],
 , где
, где
ε - угол отклонения луча;
F - линейный размер от хорды до экстремальной точки кривой;
С - расстояние от детали конструкционной оптики 6 до экрана.
Причем указанный способ используют для контроля деталей конструкционной оптики в обзорных зонах кабин пилотов летательных аппаратов.
Кроме того, изображение упомянутой виртуальной сетки создают с помощью программного обеспечения, позволяющего получить прямую линию векторным способом.
При этом по результатам проведения первой и второй операций контроля, обнаружения и анализа расположения, размеров и видов выявленных дефектов детали конструкционной оптики проводят оценку по двум параметрам и признают ее пригодной или не пригодной для использования по назначению.
Таким образом достигается технический результат. Устройство составлено из широко распространенных элементов современной орг.техники, таких как персональный компьютер, проектор, экран и по сравнению с прототипом не требует прецизионной регулировки для совмещения оптических осей элементов предлагаемого устройства. Возможность проецировать на экран разные виды виртуальных изображений, которые создаются с помощью компьютерных программ, позволяет провести два вида контроля, каждый из которых направлен на выявление разных групп оптических дефектов. Применение второго источника света позволяет визуально позиционировать контролируемую зону объекта контроля на определенной заданной дистанции по отношению к проектору и экрану. Это позволяет, измерив на экране видимый размер дефекта, рассчитать его истинную величину, используя предварительно рассчитанную кратность увеличения приспособления. Снижение нагрузки на персонал достигается за счет уменьшения напряжения зрения контролера при визуальном обнаружении увеличенного и контрастного изображения дефекта на экране по сравнению с визуальным поиском мелкого по размеру малоконтрастного дефекта в контролируемом объекте при осмотре его в проходящем свете. Значение углового отклонения луча на клиновидном дефекте с допустимой относительной погрешностью получают измерением линейной величины линейкой с миллиметровой шкалой отклонения линии от прямолинейности внутри предварительно размеченной на экране окружности диаметра D и последующим расчетом. Тем самым вместо прямого измерения малых угловых величин измерением сравнительно больших линейных величин с точностью измерительного инструмента и выполнением последующего расчета достигается определение малых угловых смещений с высокой точностью и малой относительной погрешностью. Результатом выполнения простых линейных измерений является снижение нагрузки на контролера.
Кроме того, применение предлагаемого устройства и способа позволяет улучшить качество контроля за счет объективного количественного выявления существующих оптических дефектов в деталях конструкционной оптики, что приводит к снижению относительного количества некондиционных изделий конструкционной оптики, допущенных для монтажа на летательный аппарат. В целом на этапе облета летательного аппарата после сборки уменьшается количество отказов по причине своевременно обнаруженного производственного брака.
Изобретение поясняется чертежами.
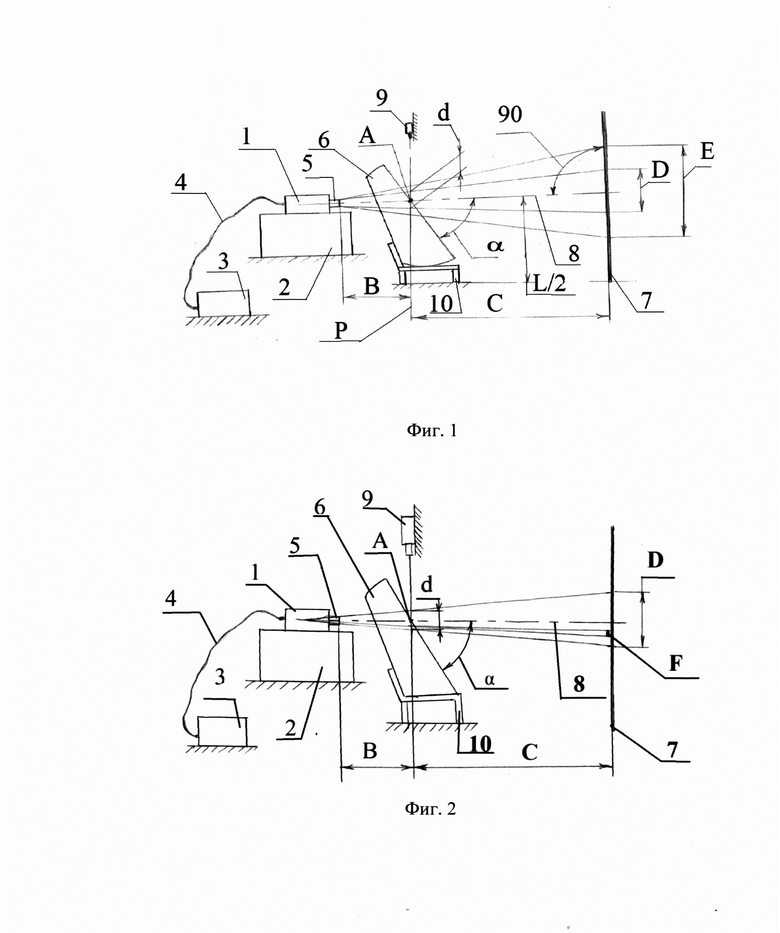
Фиг. 1 - Схема расположения и состав устройства для обнаружения оптических дефектов деталей конструкционной оптики.
Фиг. 2 - Расчетная схема для вычисления угла отклонения луча на местном клиновидном оптическом дефекте.
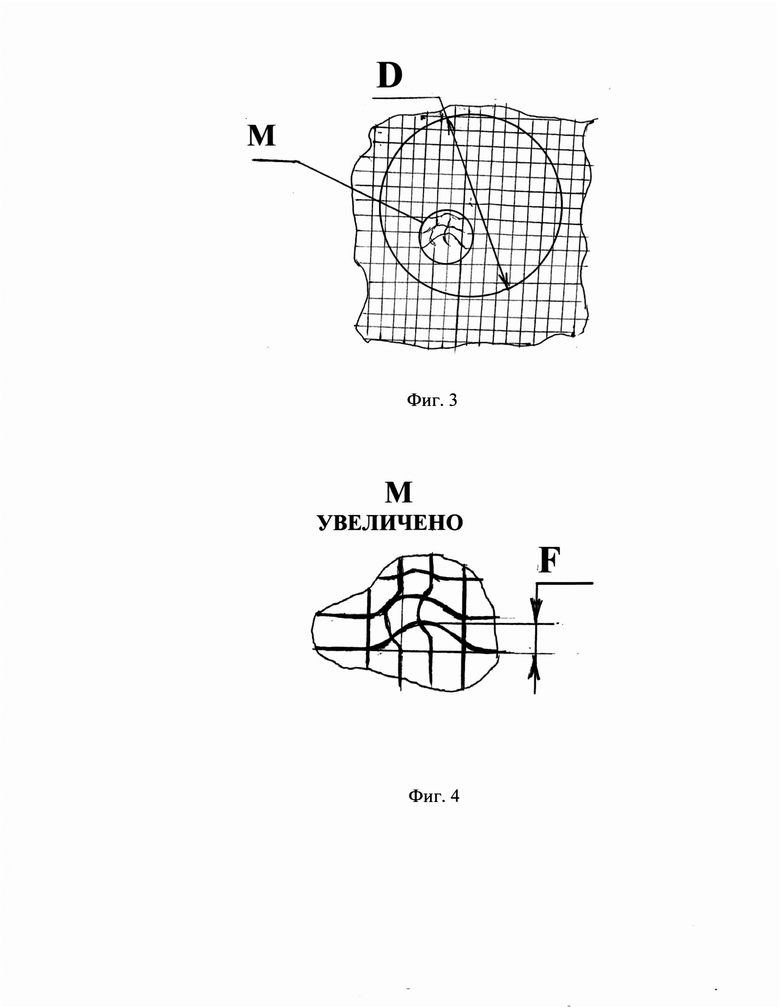
Фиг. 3 - Искривление линии сетки на местном клиновидном оптическом дефекте.
Фиг. 4 - Схема замера «стрелы прогиба» линии сетки, выносной элемент M на фиг. 3.
Устройство для обнаружения оптических дефектов деталей конструкционной оптики, таких как, прозрачные детали типа стекла из различных материалов, в том числе в обзорных зонах кабин пилотов летательных аппаратов, содержит проектор 1 (фиг. 1), предназначенный для создания основного светового потока и расположенный на горизонтальной поверхности подставки 2 и связанный с персональным компьютером 3 типовым кабелем 4, применяемым для соединения его с внешними устройствами. При этом расположение персонального компьютера 3 относительно проектора 1 произвольное, а удаление ограничено только допустимой длиной кабеля 4.
Проектор 1 включает в себя объектив 5 с заданным фокусным расстоянием от 50 до 80 мм, при этом минимальное фокусное расстояние выбрано из условия уменьшения хроматической аберрации, а максимальное значение ограничено допустимыми размерами помещения. Через проектор 1 сквозь деталь конструкционной оптики 6 (стекло), являющейся объектом контроля, на жесткий экран 7 матового белого цвета, выполненный, к примеру, из фанеры и расположенный перпендикулярно оптической оси 8 объектива 5, по ширине E проецируют полноэкранное изображение с рабочего экрана монитора (не показан) персонального компьютера 3. Оптическая ось 8 объектива 5 проецируется приблизительно в центр экрана 7.
Контролируемая зона стекла 6 ограничена окружностью диаметра d. Величина диаметра d определяется центральной проекцией из точки, расположенной в фокусе передней линзы объектива 5 на плоскость Р, удаленную на дистанцию В от объектива 5 с телесным углом δ. При этом телесный угол δ зависит от величины предельно допустимой по условиям измерений относительной погрешности расчета угла отклонения луча на местном клиновидном оптическом дефекте и его рассчитывают предварительно по формуле [1]:
 , где
, где
δ - телесный угол;
θ - величина предельно допустимой относительной погрешности расчета угла отклонения луча.
На дистанции В от объектива 5 в плоскости перпендикулярной оптической оси 8 объектива 5 закреплен вспомогательный источник света, к примеру строительный лазерный уровень 9, который посредством проецирования цветными лучами горизонтальной и вертикальной линий обозначает условную плоскость. При этом горизонтальная линия расположена на том же уровне, что и оптическая ось 8 объектива 5, а вертикальная линия расположена в плоскости Р, удаленной от объектива 5 на дистанцию В, а от экрана на дистанцию С.
При этом отношение размеров В и С определяется требуемой кратностью увеличения видимого на экране размера дефекта по сравнению с его истинным размером.
Кратность увеличения определяется по формуле [2]:
 , где
, где
К - кратность увеличения;
С - дистанция от стекла до экрана;
В - дистанция от объектива до стекла.
На экране 7 черной линией предварительно размечена окружность диаметром D, которая является центральной проекцией из точки А на экран 7 окружности диаметра d.
Окружность диаметра D представляет собой линию, внутри которой величина расчетной относительной погрешности угла ε отклонения луча наблюдаемой «стрелы прогиба» F (фиг. 3, фиг. 4) на местной клиновидной поверхности стекла не превышает заданного значения θ. Диаметр D определяют по формуле [3].
 где
где
В - расстояние от объектива до стекла (показано на фиг. 1);
С - расстояние от стекла до экрана (показано на фиг. 1);
δ - угол, вычисляемый по формуле [1].
Поверхность контролируемой зоны стекла 6 относительно оптической оси 8 объектива 5 расположена под углом α, который определяют заранее, при этом он соответствует угловому положению этой зоны стекла 6 относительно линии визирования на летательном аппарате, которую определяют из предварительно построенной диаграммы обзора с рабочего места пилота на летательном аппарате. Стекло 6 опирается на подставку 10 и удерживается в нужном положении оператором (не показан). Центр контролируемой зоны стекла 6 расположен в точке пересечения вертикального цветного луча строительного лазерного уровня 9 с оптической осью 8.
Для наблюдения оптических дефектов стекла в виде прозрачных и непрозрачных включений, царапин, отпечатков формовочной оснастки на рабочем экране монитора (не показан) персонального компьютера 3 создают виртуальное фоновое изображение в виде белого листа, которое с помощью проектора 1 сквозь стекло 6 проецируется на экран 7. На экране 7 наблюдают темные пятна, которые являются затенениями от выше указанных дефектов. При этом истинный размер дефекта может быть вычислен в зависимости от кратности увеличения К, определяемого по формуле [2].
Для наблюдения оптических дефектов стекла 6 в виде отклонения луча на местном клиновидном дефекте на рабочем экране монитора (не показан) персонального компьютера 3 с помощью графической программы, позволяющей строить прямую линию векторным способом, черными линиями на белом фоне изображена виртуальная сетка. Размер ячейки при построении виртуальной сетки подбирают таким образом, чтобы при кратности увеличения, рассчитываемой по формуле [2], и находящийся в диапазоне от 4 до 6, видимый на экране размер ячейки был бы в диапазоне от 25 до 40 мм.
Угол отклонения луча ε на местной клиновидной поверхности стекла (см. фиг. 2), наблюдаемый на экране 7 внутри окружности диаметра D в виде «стрелы прогиба» искривленной прямой линии сетки (см. фиг. 3), вычисляют по формуле [4]:
 , где
, где
ε - угол отклонения луча (показано на фиг. 2 );
F - величина «стрелы прогиба», т.е. линейный размер от хорды до экстремальной точки на кривой (показано на фиг. 2);
С - расстояние от стекла до экрана (показано на фиг. 1).
Максимальная относительная погрешность угла отклонения луча на местной клиновидной поверхности стекла при расположении кривой линии внутри размеченной на экране окружности не превышает значение, рассчитанное по формуле [1].
Способ обнаружения оптических дефектов деталей обзорных зон конструкционной оптики летательных аппаратов, реализованный с помощью описанной выше установки, включает подготовительные операции и две операции контроля.
Предварительно необходимо произвести подготовительные операции.
Проектор 1 устанавливают на подставку 2 напротив экрана 7 таким образом, чтобы оптическая ось 8 его объектива 5 располагалась, примерно, по середине экрана 7 (фиг. 2).
С внешней и внутренней поверхностей стекла (контролируемой детали) 6 с помощью протирки раствором этилового спирта в воде удаляют пыль, отпечатки пальцев и другие возможные загрязнения. Ориентация (выпуклой или вогнутой поверхностью) стекла к объективу произвольная. Стекло опирают на регулируемую по высоте подставку 10. С помощью любого угломерного прибора, например, квадранта измеряют угол установки стекла относительно Земной вертикали (не показано) и вычисляют угол α между оптической осью объектива 5 и поверхностью стекла 6. Сохраняя касание стекла о подставку, наклоняют стекло до положения, при котором угол α достигает заданного значения, соответствующего угловому положению этой зоны стекла относительно линии визирования на летательном аппарате. При необходимости, изменяют высоту подставки. Центр контролируемой зоны стекла 6 располагают в точке пересечения вертикального цветного луча строительного лазерного уровня 9 с оптической осью 8, при этом оператор вручную удерживает стекло в нужном положении.
Первая операция контроля позволяет обнаружить оптические дефекты в виде посторонних включений, непрозрачных и полупрозрачных точек, царапин, отпечатков формовочной оснастки и осуществляется следующим образом.
На рабочем экране монитора (не показан) персонального компьютера 3 создают равномерное по освещенности и контрастности фоновое изображение, предпочтительно применять на экране изображение в виде белого листа. Компьютер 3 кабелем 4 соединяют с проектором 1. Изображение с экрана монитора (не показан) через проектор 1 сквозь контролируемую зону стекла 6 проецируют на белый матовый экран 7.
На белом фоне экрана 7 обнаруживают темные пятна различной контрастности, которые являются проекциями мест с предполагаемыми оптическими дефектами в виде посторонних включений, непрозрачных и полупрозрачных точек, царапин, отпечатков формовочной оснастки. Поиск места расположения дефекта на стекле выполняют с помощью совмещения на экране тени от перемещаемой вручную по стеклу деревянной указки (не показана) с темными пятнами от дефектов. На стекле зону расположения дефекта отмечают маркером со смываемыми чернилами на водной основе, к примеру, бытовым маркером с жидким мелом на водной основе, который предназначен для выполнения надписей на стекле. Видимое на экране 7 изображение дефекта измеряют на экране 7 линейкой измерительной. Истинный видимый размер оптического дефекта рассчитывают по формуле [5].
 где
где
Z - истинный видимый размер оптического дефекта;
Y - измеренный на экране размер оптического дефекта;
К - кратность увеличения устройства, рассчитанная по формуле [2].
Идентификацию вида дефекта производят вне устройства визуальным осмотром проверяемой зоны стекла 6 в проходящем свете.
Затем проводят вторую операцию контроля, которая позволяет обнаружить оптические дефекты в виде местных клиновидных поверхностей с применением установки, которую осуществляют следующим образом.
Для обнаружения местных клиновидных поверхностей в стекле в виде отклонения луча на местном дефекте, на рабочем экране монитора (не показан) персонального компьютера 3 с помощью графической программы, позволяющей строить прямую линию векторным способом, черными прямыми линиями минимальной (по ограничениям программного обеспечения) толщины на белом фоне создают изображение виртуальной сетки, которое через проектор 1 сквозь контролируемую зону стекла 6 проецируют на белый матовый экран 7.
На экране место с клиновидным оптическим дефектом обнаруживают в виде искажения проецируемой прямой линии сетки. (Фиг. 3.) Замер «стрелы прогиба» линии сетки показан на фиг. 4. С помощью жесткой прямолинейной полосы, например, в виде металлической линейки в зоне максимальной «стрелы прогиба» линии сетки спрямляют кривую и замеряют величину максимального отклонения линии от прямой. Затем выявляют и отмечают участки с дефектами на проверяемом стекле, оценивают пригодность стекла для использования. Для этого поиск места расположения дефекта на стекле выполняют с помощью совмещения тени от деревянной указки, перемещаемой по стеклу, с точкой максимальной «стрелы прогиба» линии сетки на экране. На стекле зону расположения дефекта отмечают маркером со смываемыми чернилами на водной основе. Для этих целей можно воспользоваться, к примеру, бытовым маркером с жидким мелом на водной основе, который предназначен для выполнения надписей на стекле.
Расчет угла отклонения луча ε на местной клиновидной поверхности (дефекте) стекла вычисляют по формуле [4].
По результатам проведения первой и второй операций контроля, обнаружения и анализа расположения, размеров и видов выявленных дефектов детали конструкционной оптики проводят оценку по двум параметрам и признают пригодной или не пригодной для использования по назначению, в том числе для монтажа на летательный аппарат.
Для этого после обнаружения оптических дефектов в виде теней на экране идентифицируют вид дефектов, таких как постороннее включение, непрозрачная или полупрозрачная точка, царапина, отпечаток формовочной оснастки. Затем рассчитывают плотность распределения каждого вида дефекта по поверхности стекла, анализируют расположение дефектов относительно центра обзорной зоны стекла, сравнивают полученные результаты с требованиями к конкретному стеклу и принимают решение о возможности допуска детали по выше перечисленным контролируемым параметрам к монтажу на летательный аппарат.
Рассчитанное по формуле [4] значение отклонения луча ε на каждом местном клиновидном дефекте стекла сравнивают с предельно допустимым отклонением ε, указанным в ОСТ 1 00390-80, и принимают решение о возможности допуска детали по этому контролируемому параметру к монтажу на летательный аппарат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЕКЦИОННАЯ СИСТЕМА | 1999 |
|
RU2242037C2 |
| ОБЪЕМНЫЙ ДИСПЛЕЙ И СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ ИЗОБРАЖЕНИЙ | 2013 |
|
RU2526901C1 |
| КАМЕРА ФИКСИРОВАНИЯ ОБЪЕМНОГО ИЗОБРАЖЕНИЯ | 2006 |
|
RU2397524C2 |
| ПРОЕКЦИОННАЯ СИСТЕМА С ТОРЦЕВОЙ ПРОЕКЦИЕЙ И ВИДЕОПРОЕКТОР ДЛЯ ЭТОЙ СИСТЕМЫ | 2011 |
|
RU2606010C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЙ ДЕФЕКТОВ НА АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ОПТИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2015 |
|
RU2612918C9 |
| ИНТЕРФЕРОМЕТР ДЛЯ КОНТРОЛЯ ФОРМЫ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2010 |
|
RU2432546C1 |
| СИСТЕМА ВИДЕОДИСПЛЕЯ | 1988 |
|
RU2113066C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2008 |
|
RU2369996C1 |
| ПРОЕКЦИОННАЯ ОПТИЧЕСКАЯ СИСТЕМА | 2007 |
|
RU2338232C1 |
| СИСТЕМА И СПОСОБ ДЛЯ УДАЛЕННОГО ИЗМЕРЕНИЯ ОПТИЧЕСКОГО ФОКУСА | 2012 |
|
RU2612500C2 |
Устройство для обнаружения оптических дефектов деталей конструкционной оптики содержит источник света в виде проектора (1) и экран (7), между которыми размещают деталь конструкционной оптики (6). Проектор (1) включает объектив (5) с заданным фокусным расстоянием и связан с компьютером (3), с помощью которого на экране (7) монитора создают равномерное по освещенности и контрастности фоновое изображение или изображение виртуальной сетки, которое проецируют на экран (7). Устройство снабжено вспомогательным источником света, выполненным с возможностью обозначить условную плоскость посредством проецирования лучами горизонтальной и вертикальной линий. На экране (7) нанесена окружность рассчитанного диаметра D, внутри которой величина относительной расчетной погрешности угла ε отклонения луча, наблюдаемого в виде линейного размера F от хорды до экстремальной точки на кривой на местной клиновидной поверхности детали конструкционной оптики (6), не превышает заданного значения. Технический результат - повышение качества контроля и снижение нагрузки на персонал. 2 н. и 7 з.п. ф-лы, 4 ил.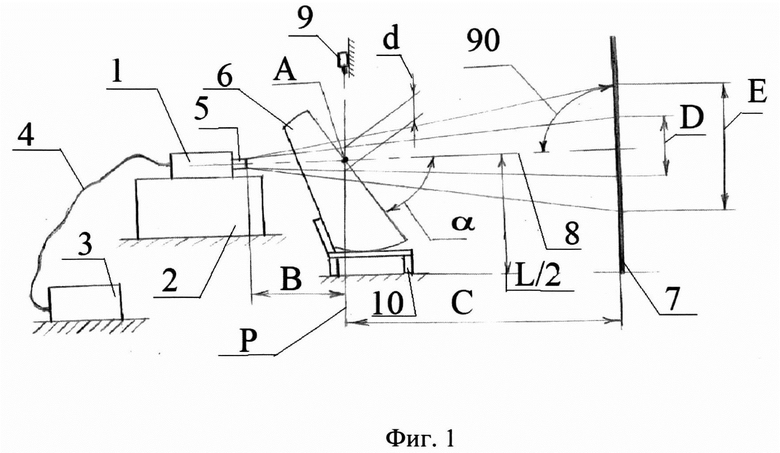
1. Устройство для обнаружения оптических дефектов деталей конструкционной оптики, содержащее источник света в виде проектора (1) и экран (7), между которыми расположена подставка для размещения детали конструкционной оптики (6), проектор (1) включает в себя объектив (5) с заданным фокусным расстоянием, при этом экран (7) расположен перпендикулярно оптической оси (8) объектива (5), отличающееся тем, что проектор (1) связан с компьютером (3), с помощью которого на экране (7) монитора создают равномерное по освещенности и контрастности фоновое изображение или изображение виртуальной сетки, которое проецируют на экран (7), и устройство снабжено вспомогательным источником света, выполненным с возможностью обозначить условную плоскость посредством проецирования лучами горизонтальной и вертикальной линий,
при этом на экране (7) нанесена окружность рассчитанного диаметра D, которая представляет собой граничную линию, внутри которой величина относительной расчетной погрешности угла ε отклонения луча, наблюдаемого в виде линейного размера F от хорды до экстремальной точки на кривой на местной клиновидной поверхности детали конструкционной оптики (6), не превышает заданного значения θ, при этом диаметр D вычисляют по формуле [3],
 , где
, где
В - расстояние от объектива до детали конструкционной оптики (6);
С - расстояние от детали конструкционной оптики (6) до экрана (7);
δ - угол, вычисляемый по формуле [1],
 , где
, где
δ - телесный угол;
θ - величина предельно допустимой относительной погрешности расчета угла отклонения луча.
2. Устройство по п. 1, отличающееся тем, что проектор (1) расположен на горизонтальной поверхности подставки (2).
3. Устройство по любому из пп. 1, 2, отличающееся тем, что лучи вспомогательного источника света обозначают условную плоскость, расположенную на дистанции В от объектива (5) и перпендикулярную упомянутой оптической оси (8) объектива (5), при этом вспомогательный источник света обозначает условную плоскость посредством проецирования лучами горизонтальной и вертикальной линий, при этом упомянутая горизонтальная линия расположена на том же уровне, что и оптическая ось (8) объектива (5), а упомянутая вертикальная линия расположена в плоскости Р, удаленной от объектива (5) на рассчитанную дистанцию В, а от экрана на рассчитанную дистанцию С.
4. Устройство по любому из пп. 1-3, отличающееся тем, что объектив (5) имеет заданное фокусное расстояние от 50 до 80 мм, при этом минимальное значение выбрано из условия уменьшения хроматической аберрации, а максимальное значение выбрано из условия ограничения допустимых размеров помещения.
5. Устройство по любому из пунктов 1-4, отличающееся тем, что в качестве вспомогательного источника света используют строительный лазерный уровень (9).
6. Способ обнаружения оптических дефектов деталей конструкционной оптики, при котором размещают деталь конструкционной оптики (6) между основным источником света и экраном (7), на который проецируют заданное изображение, наблюдают и анализируют полученное изображение на экране (7), выявляют дефекты детали конструкционной оптики (6), отличающийся тем, что
сначала проводят подготовительные операции, для чего на экран наносят окружность диаметра D, рассчитанного по формуле [3], устанавливают вспомогательный источник света (9), основной источник света устанавливают на подставку (2) напротив экрана (7), проверяемую деталь конструкционной оптики (6) устанавливают на регулируемую подставку (10), измеряют угол установки детали конструкционной оптики (6) относительно Земной вертикали и вычисляют угол α между оптической осью объектива (5) и поверхностью детали конструкционной оптики (6), затем поворачивают деталь конструкционной оптики (6) до достижения заданного значения угла α, центр контролируемой зоны детали конструкционной оптики (6) располагают в точке пересечения вертикального луча вспомогательного источника света (9) с оптической осью (8) объектива (5),
затем проводят первую операцию контроля, предназначенную для обнаружения посторонних включений, в виде непрозрачных и полупрозрачных точек, отпечатков формовочной оснастки, для чего на рабочем экране монитора компьютера (3) создают равномерное по освещенности и контрастности фоновое изображение, которое с экрана монитора через основной источник света сквозь контролируемую зону детали конструкционной оптики (6) проецируют на экран (7), на фоне которого визуально обнаруживают темные пятна различной контрастности, поиск места расположения дефекта на детали конструкционной оптики (6) выполняют с помощью совмещения на экране (7) тени от перемещаемой вручную по детали конструкционной оптики (6) указки с темными пятнами от дефектов, зону расположения дефекта отмечают на проверяемой детали конструкционной оптики (6), видимое на экране (7) изображение дефекта измеряют, истинный видимый размер оптического дефекта рассчитывают по формуле [5]
 , где
, где
Z - истинный видимый размер оптического дефекта;
Y - измеренный на экране размер оптического дефекта;
К - кратность увеличения устройства, рассчитанная по формуле [2],
 , где
, где
К - кратность увеличения;
С - дистанция от детали конструкционной оптики (6) до экрана;
В - дистанция от объектива до детали конструкционной оптики (6),
идентификацию вида дефекта производят вне устройства визуальным осмотром зоны дефекта детали конструкционной оптики (6) в проходящем свете,
после этого проводят вторую операцию контроля, предназначенную для обнаружения местных клиновидных поверхностей в детали конструкционной оптики (6), для чего с помощью компьютера на экране монитора создают изображение виртуальной сетки, которое проецируют на экран (7) через основной источник света сквозь контролируемую зону детали конструкционной оптики (6), затем на экране (7) место с клиновидным оптическим дефектом обнаруживают в виде кривой линии, являющейся искажением проецируемой прямой линии сетки, с помощью жесткой прямолинейной полосы спрямляют обнаруженную кривую и замеряют линейный размер F от хорды до экстремальной точки кривой, затем выявляют и отмечают участки с дефектами на проверяемой детали конструкционной оптики (6), вычисляют угол отклонения луча ε на местной клиновидной поверхности дефекта по формуле [4],
 , где
, где
ε - угол отклонения луча;
F - линейный размер от хорды до экстремальной точки кривой;
С - расстояние от детали конструкционной оптики (6) до экрана.
7. Способ обнаружения оптических дефектов по п. 6, отличающийся тем, что указанный способ используют для контроля деталей конструкционной оптики в обзорных зонах кабин пилотов летательных аппаратов.
8. Способ обнаружения оптических дефектов по любому из пп. 6, 7, отличающийся тем, что изображение упомянутой виртуальной сетки создают с помощью программного обеспечения, задающего прямую линию векторным способом.
9. Способ обнаружения оптических дефектов по любому из пп. 6-8, отличающийся тем, что по результатам проведения первой и второй операций контроля, обнаружения и анализа расположения, размеров и видов выявленных дефектов детали конструкционной оптики проводят оценку по двум параметрам и признают ее пригодной или не пригодной для использования по назначению.
| RU 2055349 C1, 27.02.1996 | |||
| JP 2004317470 A, 11.11.2004 | |||
| СПОСОБ ОПТИЧЕСКОГО ИЗМЕРЕНИЯ ФОРМЫ ПОВЕРХНОСТИ | 2010 |
|
RU2448323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИЧНОГО ПЕРЕХОДА МЕЖДУ ТРУБАМИ | 2012 |
|
RU2492016C1 |
| Руководства по технологичности самолетных конструкций, под редакцией П.Н | |||
| Белянина, НИАТ, 1983, с | |||
| Переносный ветряный двигатель | 1922 |
|
SU384A1 |

