Область техники
Изобретение относится к области производства льда путем замораживания воды за счет искусственного охлаждения, например, для изготовления композитных ледовых плит или блоков, в том числе с использованием вакуума.
Уровень техники
Создание ледовых композитов путем внедрения в намораживаемый лед различных армирующих материалов: металлической арматуры, сырья деревообрабатывающей промышленности, а также полимерных и природных волокон является известным способом повышения прочности и деформационной способности льда [1].
Одной из ключевых проблем армирования льда является создание адгезии (или смачивания) между матрицей изо льда и применяемыми для ее упрочнения армирующими материалами [2,3]. В случае низкой величины сил сцепления наблюдается быстрая потеря структурной целостности образцов льда под механической нагрузкой, а армирующий материал непрочно связанный с ледовой основой способствует ее разрушению за счет создания дополнительных концентраторов напряжений. В результате при механической нагрузке и деформации образца прочностные свойства армирующего материала используются не в полной мере. Включения воздуха в лед и армирующий его материал также препятствуют формированию полноценной структуры композитного материала и способствуют снижению прочности и прозрачности льда [4]. Особенно явно указанная проблема адгезии (смачивания) проявляется в случае использования не волоконных ровингов, а нетканых материалов таких, как, например, котонин (льняное волокно).
Известен в китайском патенте CN107990612 (А) (опубликован 2018-05-04) «высокоэффективный композитный ледовый материал из бамбуковых волокон и способ его приготовления». Повышение прочности ледового композита достигается внесением в лед бамбуковых волокон в качестве армирующего материала в количестве 1-15%. Перед вмораживанием в лед бамбуковое волокно перемешивается и вымачивается с водой с целью образования суспензии и улучшения его смачиваемости.
По свойствам смачиваемости бамбуковое волокно существенно ближе к ровингам, чем к котонину и для него проблема удаления воздуха не выражена столь значительно. У бамбука существенно слабее развита площадь поверхности, чем у котонина. Кроме того бамбуковое волокно существенно хуже распространено на территории Российской Федерации, а следовательно, применение его в качестве армирующего материала на территории РФ экономически необоснованно.
Также известен возможно наиболее близкий к предлагаемому изобретению способ получения композитного материала на основе ледовой матрицы [российский патент RU 2679726 C1, опубликован 12.02.2019 Бюл. № 5], основанный на послойной наморозке слоев льда с толщиной не более 1,2 мм при температурах воздуха от минус 10 до минус 17°С. В процессе намораживания слоев льда осуществляют армирование получаемого композитного материала путем выкладки по меньшей мере двух слоев армирующего компонента, в качестве которого используют нити (синтетические волокна) РУСАР-С по 5 или 25 нитей в слое, на поверхность намороженного слоя с дальнейшей заливкой нового слоя льда. Интервал времени между заливками не превышает 30 минут. Технический результат состоит в повышении физико-механических характеристик, прочности на изгиб композитного материала на основе льда, а также повышении деформационных характеристик.
Главными недостатками данного способа являются высокая трудоемкость при заливке большого числа тонких слоев, гидрофобность применяемых синтетических нитей РУСАР-С, малая удельная (на единицу длины) площадь смачиваемой поверхности, а также относительно высокая стоимость армирующего материала.
Для предлагаемого изобретения в уровне техники также важно применение метода вакуумной инфузии, позволяющего обеспечить качественную пропитку армирующего материала, как, например, при создании композитов из эпоксидных смол и стекловолокна/кевлара/карбона [российский патент RU2480335 C1, опубликован 27.04.2013 Бюл. № 12].
Раскрытие изобретения
Техническим результатом предлагаемого изобретения является повышение прочности ледовых композитных материалов, рационально армированных природным нетканым льняным волокном котонином, а также обеспечение высокой стабильности прочностных характеристик ледовых композитов благодаря вакуумной обработке, обеспечивающей удаление нежелательных воздушных включений из котонина в процессе армирования.
В качестве армирующего материала предлагается использовать дешевый и экологически чистый материал - котонин, быстро разлагающееся в природных условиях и не оказывающее негативного влияния (загрязнения) на окружающую среду. Существенным достоинством котонина является его чрезвычайно развитая поверхность. Главным недостатком необработанного котонина - его гидрофобность и, как следствие, плохая смачиваемость водой и низкая сила адгезии с ледовой матрицей без дополнительной подготовки материала. Для преодоления этого недостатка предлагается использование циклической вакуумной обработки уложенного на поверхности формируемого блока котонина, залитого необходимым количеством воды непосредственно перед осуществлением процесса замораживания каждого композитного (армирующего) слоя.
Способ создания композитного волоконного материала армированного льда основан на послойном намораживании слоев льда при отрицательных температурах воздуха ниже минус 5°С в герметичных кюветах или формах с обязательным чередованием слоев чистого льда, начиная с дна кюветы или формы, и композитных слоев, состоящих из армированного котонином льда.
Слой чистого льда, намораживают за 4…5 подходов толщинами до 4 мм, при этом суммарная толщина слоя чистого льда составляет 10…15 мм. Заливку объема воды, необходимого для намораживания каждого чистого ледового слоя толщиной до 4 мм, осуществляют единовременно, при этом воду разливают по поверхности так, чтобы обеспечить равномерную по всей площади поверхности глубину подплавления поверхности нижележащего слоя льда. Для этого начальная температура заливаемой воды составляет от +10 до +20 °С, что позволяет добиться подплавления поверхности нижележащего слоя льда на глубину 0,5…0,75 мм, тем самым существенно повышая адгезию слоев льда между собой и общую прочность ледового блока.
После формирования слоя чистого льда требуемой толщины на него выкладывают котонин толщиной 10…15 мм, заливают необходимым для полного заполнения пустот количеством воды и все это подвергают циклическому вакуумированию перед замораживанием.
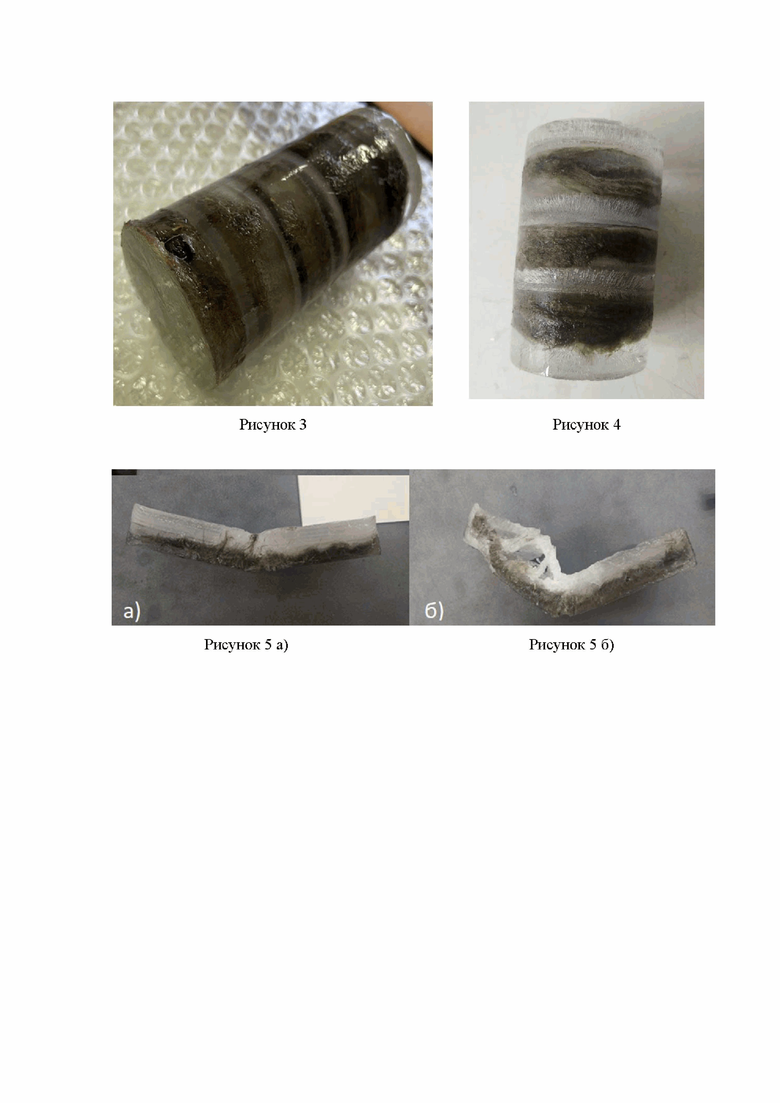
Для наиболее эффективного вакуумирования слоя воды с котонином придерживаются ориентировочной эмпирической пропорциональной зависимости остаточного давления в камере от начальной температуры заливаемой воды, а именно: давление от 7 мм рт.ст. при +10 °С до 14 мм рт.ст. при +20 °С. При этом давление внутри вакуумной камеры с использованием вакуумного насоса на 1…2 минуты понижают до величины, соответствующей давлению насыщенных водяных паров при их температуре на 1,5…3 °С ниже начальной температуры воды в кювете. Данный выбор давления в вакуумной камере позволяет добиться низкоинтенсивного кипения воды и интенсивного удаления воздушных пузырьков и прочих нежелательных легкокипящих компонентов, понижающих прочность ледовой матрицы. Далее давление в вакуумной камере на 30…60 секунд поднимают до атмосферного давления, а затем вновь на 1…2 минуты понижают; цикл снижения и повышения давления в вакуумной камере повторяют не менее 3 раз.
После полного замораживания под действием отрицательных температур композитного ледового слоя на поверхности формируемого ледового образца вновь осуществляется намораживание слоя чистого льда толщиной 10…15 мм путем последовательных заливок.
Также с целью экономии котонина его преимущественно размещают в композитном ледовом блоке в зонах воздействия механических напряжений растяжения, которые будут возникать при дальнейшей эксплуатации ледового блока.
Перечень рисунков
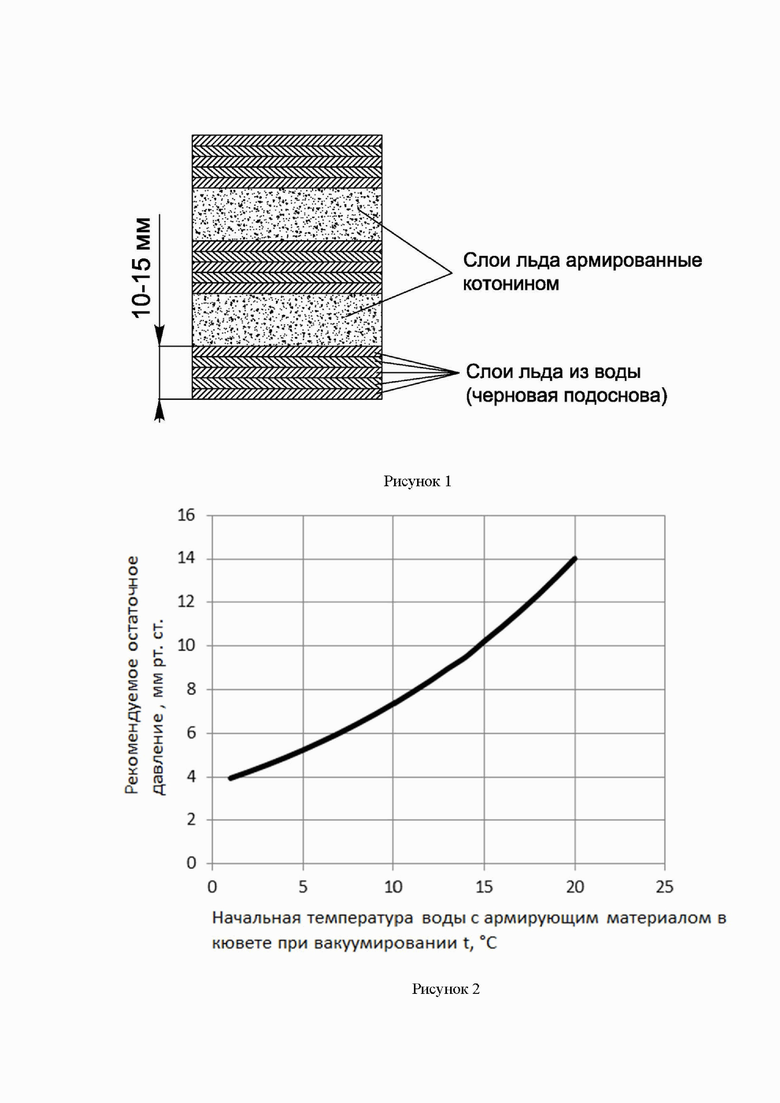
Рисунок 1 - Схематичное изображение поперечного сечения композитного ледового блока с чередованием слоев чистого льда и слоев льда, армированных котонином;
Рисунок 2 - График выбора рекомендуемого остаточного давления вакуумирования в зависимости от начальной температуры воды с армирующим котонином по предлагаемому способу;
Рисунок 3 - Фото изготовленного по предлагаемому способу образца льда, армированного котонином с применением вакуумной обработки, для проведения прочностных испытаний;
Рисунок 4 - Фото образца льда, армированного котонином, без процесса вакуумирования;
Рисунки 5а), 5б) - Фото внешнего вида деформированных ледовых образцов, армированных котонином при их испытаниях на изгиб:
5а) образца с котонином, изготовленного с применением вакуумной обработки
5б) образца с котонином, изготовленного без вакуумирования.
Осуществление изобретения
Технология создания армированных ледовых блоков подразумевает их послойное намораживание в герметичной кювете в условиях отрицательных температур воздуха ниже минус 5°С.
Сначала осуществляют послойную наморозку черновой ледовой подосновы общей толщиной 10…15 мм, путем послойных заливок слоев воды с начальной температурой воды от 10 °С до 20°С и толщиной единичного заливаемого слоя не более 4 мм (см. рисунок 1).
После того как сформирована ледовая черновая подоснова, осуществляют создание композитного слоя льда, армированного котонином.
При применяемой обычной технологии непосредственной укладки котонина на ледовую подоснову и последующую его заливку водой образуется хрупкий, неплотный, наполненный пузырьками воздуха композитный слой льда малой прочности, не имеющий достаточного сцепления с ледовой подосновой. Это существенно снижает предельно возможную прочность формируемого ледового композита.
Согласно предложенному способу, маты из котонина толщиной не более 10…15 мм размещают на черновой ледовой подоснове, заливают сверху слоем воды с температурой от 10 до 20 °С в таком количестве, чтобы обеспечить полное заполнение свободного объема в пространстве армирующего материала. После этого образец помещают в вакуумную камеру и подвергают, как минимум, тройному циклу вакуумирования. Давление внутри вакуумной камеры с использованием вакуумного насоса на 1…2 минуты понижают до величины, соответствующей давлению насыщенных водяных паров при их температуре на 1,5…3 °С ниже начальной температуры воды в кювете (см. график рисунка 2). Данный выбор давления в вакуумной камере позволяет добиться низкоинтенсивного кипения воды и интенсивного удаления воздушных пузырьков и прочих нежелательных легкокипящих компонентов, снижающих прочность ледовой матрицы. В дальнейшем давление в вакуумной камере на 30…60 секунд поднимают до атмосферного, а потом вновь на 1…2 минуты понижают. Цикл снижения и повышения давления в вакуумной камере повторяют не менее 3 раз. Процесс вакуумирования позволяет полностью удалить газовую фазу (произвести дегазацию) из волокна котонина и формируемого армирующего слоя, существенно улучшая удельную плотность и прочностные характеристики создаваемых ледовых композитов.
С целью снижения расходов котонина допускается выполнять армирование котонином только тех зон ледового массива, где имеют место механические напряжения растяжения льда при его дальнейшем использовании.
Внешний вид изготовленного по предложенному способу образца армированного котонином льда представлен на рисунке 3, а образца, армированного без вакуумной обработки - на рисунке 4. Можно видеть, что изготовленный по предложенному способу образец не содержит воздушных включений, в отличие от невакуумированного образца. Сравнение прочностных характеристик цилиндрических образцов при осевом сжатии, изготовленных с вакуумной обработкой и без нее, показало, что предложенный способ позволяет повысить прочность в 4,5…5 раз (с 2…2,5 МПа для образца из дистиллята до 9…10 МПа для образца с котонином, изготовленного с применением вакуумной обработки) и в 3,5…4 раза по сравнению с образцами, изготовленными из котонина без вакуумной обработки. Сравнение процессов разрушения армированных ледовых балок при испытаниях трехточечным изгибом представлено на рисунках 5а), 5б). Можно видеть, что образец не подвергнутый вакуумной обработке в процессе армирования (рисунок 5б)) теряет структурную целостность из-за наличия воздушных прослоек, происходит расслоение образца под изгибающей нагрузкой, в отличие от разрушения образца изготовленного по предложенному способу (рисунок 5а)).
Таким образом, предложен эффективный способ упрочнения льда с вакуумным удалением газовой (воздушной) фазы перед замораживанием армирующих слоев, позволяющий более чем в 4,5 раза улучшать прочностные свойства армированного котонином льда.
Литературные источники
1. Васильев Н. К., Иванов А. А., Шаталина И. Н. Методы упрочнения и армирования льда для конструкций гидротехнических сооружений из ледяных и льдогрунтовых композитов //Сибирский журнал чистой и прикладной математики. - 2013. - Т. 13. - №. 3, С. 31-37.
2. Якименко О.В. ОБОСНОВАНИЕ КОНСТРУКТИВНОТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ ЛЕДОВЫХ ПЕРЕПРАВ, АРМИРОВАННЫХ ГЕОСИНТЕТИЧЕСКИМИ МАТЕРИАЛАМИ Автореферат дисс. к.т.н., 24 с.
3. Бузник В. М., Каблов Е. Н. Состояние и перспективы арктического материаловедения //Вестник Российской академии наук. - 2017. - Т. 87. - №. 9. С.827-839.
4. Бычковский Н.Н., Гурьянов Ю.А. Ледовые строительные площадки, дороги и переправы. Саратов: Сарат. гос. техн. ун-т, 2005, 260 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строительства упрочненных ледовых переправ | 2021 |
|
RU2790293C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЛЕДЯНОЙ МАТРИЦЫ | 2018 |
|
RU2679726C1 |
| КОМПОЗИТНЫЙ ЭЛЕМЕНТ ДЛЯ АРМИРОВАНИЯ ЛЕДОВЫХ СООРУЖЕНИЙ | 2023 |
|
RU2810345C1 |
| Способ получения композиционного материала на основе ледяной матрицы, упрочненной частицами целлюлозы | 2023 |
|
RU2818332C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ЛЕДОВОГО ПОКРЫТИЯ ДЛЯ ХОККЕЯ | 2008 |
|
RU2364807C1 |
| Композиционный материал на основе ледяной матрицы и базальтовой фибры | 2022 |
|
RU2799567C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ЛЕДОВОГО ПОКРЫТИЯ ДЛЯ КЕРЛИНГА | 2008 |
|
RU2364806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННОГО ЛЕДОВОГО ПОКРЫТИЯ ДЛЯ СПОРТИВНЫХ СООРУЖЕНИЙ | 2008 |
|
RU2364805C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ЛЕДОВОГО ПОКРЫТИЯ ДЛЯ ФИГУРНОГО КАТАНИЯ | 2008 |
|
RU2364804C1 |
| СПОСОБ ПОЛУЧЕНИЯ СКОРОСТНОГО ЛЬДА С ВЫСОКИМИ СКОЛЬЗЯЩИМИ, ПРОЧНОСТНЫМИ И ОПТИЧЕСКИМИ СВОЙСТВАМИ ДЛЯ СПОРТИВНЫХ СООРУЖЕНИЙ | 2009 |
|
RU2386089C1 |
Изобретение относится к области производства льда путем замораживания воды за счет искусственного охлаждения, например, для изготовления композитных ледовых плит или блоков, с использованием вакуума. Способ создания композитного армированного льда основан на послойном намораживании слоев льда при отрицательных температурах воздуха ниже минус 5°С. Изготовление ледового блока производят в герметичной кювете или форме с обязательным чередованием слоев чистого льда, начиная с дна кюветы или формы, и слоев льда, армированных котонином. Намораживание армированных слоев льда осуществляют путем выкладки котонина на поверхность ранее намороженного слоя чистого льда с дальнейшей заливкой котонина водой в необходимом количестве и процессом циклического вакуумирования ледового блока перед замораживанием слоя. После намораживания армированного котонином композитного слоя льда толщиной 10…15 мм на его поверхности формируют слой чистого льда толщиной 10…15 мм, который намораживают за 4…5 подходов заливками слоев воды толщиной не более 4 мм и их замерзанием. С целью экономии котонина его преимущественно размещают в армированном ледовом блоке в зонах воздействия механических напряжений растяжения, которые будут возникать при дальнейшей его эксплуатации. Техническим результатом предлагаемого изобретения является повышение прочности ледовых композитных материалов, рационально армированных природным нетканым материалом котонином, а также обеспечение высокой стабильности прочностных характеристик ледовых композитов благодаря вакуумной обработке, обеспечивающей удаление нежелательных воздушных включений из котонина в процессе армирования. 4 з.п. ф-лы, 5 ил.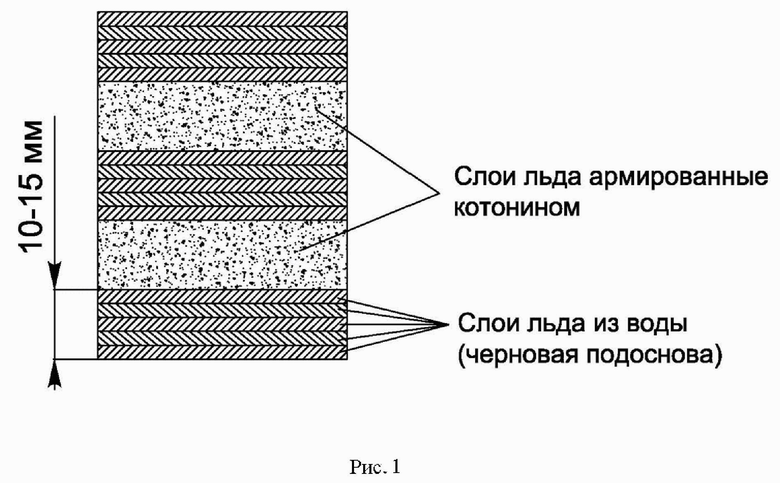
1. Способ создания композитного армированного льда, основанный на послойном намораживании слоев льда при отрицательных температурах воздуха ниже минус 5 °С, отличающийся тем, что создание композитных слоев льда осуществляют путем выкладки армирующего материала котонина на поверхность ранее намороженного слоя чистого льда с дальнейшей заливкой котонина водой, перед замерзанием композитного слоя осуществляют его циклическое вакуумирование.
2. Способ по п.1, отличающийся тем, что формирование композитного ледового блока производят в герметичной кювете или форме с обязательным чередованием слоев чистого льда и слоев армированного котонином льда; формирование слоя чистого льда осуществляется путем последовательных заливок слоев воды и их замерзания.
3. Способ по п.2, отличающийся тем, что для наиболее эффективного вакуумирования единовременного заливаемого слоя воды с котонином придерживаются ориентировочной эмпирической пропорциональной зависимости остаточного давления в камере от начальной температуры заливаемой воды, а именно: давление от 7 мм рт.ст. при +10 °С до 14 мм рт.ст. при +20 °С; давление внутри вакуумной камеры с использованием вакуумного насоса на 1…2 минуты понижают до величины, соответствующей давлению насыщенных водяных паров при их температуре на 1,5…3 °С ниже начальной температуры воды в кювете; далее давление в вакуумной камере на 30…60 секунд поднимают до атмосферного давления, а затем вновь на 1…2 минуты понижают; цикл снижения и повышения давления в вакуумной камере повторяют не менее 3 раз.
4. Способ по п.1 или 2, отличающийся тем, что после намораживания армированного котонином композитного слоя льда толщиной 10…15 мм на его поверхности формируют слой чистого льда толщиной 10…15 мм, который намораживают за 4…5 подходов заливками слоев воды с толщиной до 4 мм, при этом воду разливают по поверхности так, чтобы обеспечить равномерную по всей площади поверхности глубину подплавления поверхности нижележащего слоя льда, для этого начальная температура заливаемой воды составляет от +10 до +20 °С.
5. Способ по п.1 или 2, отличающийся тем, что котонин преимущественно размещают в армированном ледовом блоке в зонах воздействия механических напряжений растяжения, которые будут возникать при дальнейшей эксплуатации ледового блока.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЛЕДЯНОЙ МАТРИЦЫ | 2018 |
|
RU2679726C1 |
| Способ формирования ледяного покрытия естественного водоема | 1986 |
|
SU1388674A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЛЕДЯНОГО ПРИЧАЛА В УСЛОВИЯХ АРКТИКИ | 2019 |
|
RU2715034C1 |
| CN 107990612 A, 04.05.2018 | |||
| ЕРМОЛАЕВ А.Е | |||
| Получение водного льда методом послойного намораживания в условиях вакуумирования : автореф | |||
| дис.канд | |||
| техн | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| - М., 2009 | |||
| - С | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

