ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу формирования множества зубцов режущего лезвия или защитного элемента, а также к системе резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента.
УРОВЕНЬ ТЕХНИКИ
Рабочие характеристики систем срезания волос, таких как триммеры и бритвы, зависят от металлических режущих кромок, которые срезают волосы. Эти режущие кромки имеются на защитном элементе и/или режущем лезвии. Известно, что для превосходных характеристик срезания волос предпочтительно, чтобы режущие кромки имели острый угол (который является углом менее 90 градусов) и были острыми. Обычно острая режущая кромка представляет собой режущую кромку с малым радиусом кончика.
Эта предпочтительная геометрия не может быть получена при помощи традиционных технологий холодной штамповки. Например, штамповка приводит к прямому углу, а ковка - к тупой режущей кромке. Другие производственные технологии могли бы обеспечить необходимую геометрию; однако эти технологии являются более сложными и, следовательно, более дорогими.
Патентный документ ЕР 1 354 674 А1, например, раскрывает способ изготовления лезвия машинки для стрижки волос, включающий обеспечение заготовки с участком режущей кромки в форме зубцов гребня и ковку участка режущей кромки для получения острого угла кончика.
Существует необходимость решения этой проблемы.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Было бы преимуществом иметь усовершенствованные средства изготовления зубцов защитного элемента и/или режущего лезвия бритвы и/или триммера. Задача настоящего изобретения решена при помощи предмета независимых пунктов формулы изобретения, в которой дополнительные варианты осуществления включены в зависимые пункты формулы изобретения. Следует отметить, что нижеследующие описанные аспекты и примеры изобретения применимы также к способу формирования множества зубцов режущего лезвия или защитного элемента, режущему лезвию или защитному элементу, имеющему множество зубцов, сформированных посредством указанного способа, и системе резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента.
Согласно первому аспекту предлагается способ формирования множества зубцов режущего лезвия или защитного элемента, включающий:
а) получение заготовки материала, которая имеет верхнюю наружную поверхность и нижнюю наружную поверхность, причем по меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки;
b) использование режущего устройства, содержащего первый штамп и второй штамп, причем первый штамп содержит множество первых элементов, а второй штамп содержит множество вторых элементов, при этом первая плоскость определена относительно верхних поверхностей множества первых элементов, а вторая плоскость определена относительно нижних поверхностей множества вторых элементов, и при этом каждая верхняя поверхность множества первых элементов имеет центральную часть, которая находится в первой плоскости, и кромочные части, которые находятся ниже первой плоскости;
c) размещение заготовки в режущем устройстве таким образом, что указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности была обращен к нижним поверхностям множества вторых элементов;
d) перемещение первого штампа и второго штампа относительно друг друга таким образом, чтобы первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее, так что каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, при этом формируют зубцы режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов, и при этом зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки;
e) использование гибочного устройства для изгибания кромочных участков зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после этапа d), обратно в направлении плоскости заготовки.
Иными словами, для формирования режущих элементов ножа / защитного элемента для срезания волос используют процесс резки и гибки. Посредством штамповочной части процесса вырезают зубцы режущего лезвия или защитного элемента, которые намеренно имеют кромочные участки, выступающие ниже плоскости режущего лезвия или защитного элемента. Затем посредством гибочной части процесса изгибают эти кромочные участки назад по существу обратно в нижнюю плоскость зубцов, и эти кромочные участки образуют острые и прочные режущие кромки зубцов режущего лезвия или защитного элемента. Таким образом, предлагается процесс формирования такого режущего лезвия / защитного элемента, зубцы которого имеют эти острые режущие кромки, который является более экологически безопасным, чем другие технологии, такие как травление. Режущая кромка может иметь угол заострения менее 90 градусов.
Таким образом, этот способ может быть использован для формирования режущего лезвия (обычно подвижной части в устройстве для бритья / ухода за волосами), а также защитного элемента (например, который контактирует с кожей и закрывает нож). Зубцы, формируемые для режущего лезвия и защитного элемента, могут применяться ко всем формам элементов для бритья и стрижки, например возвратно-поступательным и вращательным системам, таким как ротационные бритвы.
В примере, на этапе е) гибочное устройство содержит первую пластину, содержащую по существу плоскую верхнюю поверхность; и при этом способ включает этап f) изгибания кромочных участков зубцов режущего лезвия или защитного элемента посредством прижатия плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
Таким образом, по существу плоская верхняя поверхность пластины может прижиматься к части обрезанной заготовки, которая может быть плоской или искривленной, но по существу плоской на участке, где были вырезаны зубцы, и пластина при прижимании к этой части заготовки изгибает вырезанные кромки зубцов для образования острых режущих кромок зубцов.
В примере, первый штамп и второй штамп режущего устройства выполнены таким образом, что на этапе d), когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние, меньшее или равное 10% толщины заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
Таким образом, расстояние между штампами, используемыми для резки, меньше, чем обычно, и было обнаружено, что при этом в качестве преимущества образуются зубцы с кромочными участками правильного размера, которые затем могут быть отогнуты назад с образованием режущих кромок этих зубцов. Меньшее расстояние означает, что образующиеся в результате кромочные участки "высовываются", что означает, что ширина от кромочного участка до кромочного участка больше, чем ширина основного тела зубцов.
В примере, каждый элемент множества первых элементов содержит криволинейную верхнюю поверхность.
В примере, каждый элемент множества первых элементов имеет фаску.
В примере, гибочное устройство содержит вторую пластину, содержащую множество углублений, причем глубина каждого углубления меньше толщины заготовки, при этом толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности; и при этом на этапе f) изгибание кромочных участков зубцов режущего лезвия или защитного элемента включает в себя размещение зубцов внутри множества углублений и перемещение первой пластины и второй пластины по направлению друг к другу.
Таким образом, кромки зубцов могут быть отогнуты назад, по существу в нижнюю плоскость зубцов, в простом процессе прижатия друг к другу двух пластин, между которыми зажаты зубцы режущего лезвия или защитного элемента.
В примере, устья множества углублений расположены в нижней поверхности второй пластины, причем ширина каждого устья на нижней поверхности больше, чем ширина каждого режущего зубца, и при этом на этапе f) нижняя поверхность второй пластины обращена к верхней поверхности первой пластины.
Таким образом, кромочные участки при обратном изгибании "вверх" могут иметь кромочные выступы от одной стороны режущего зубца до противоположной стороны, что шире, чем основное тело режущего зубца.
Ширина зубцов в положении режущих кромок, образованных из изогнутых кромочных участков, не обязательно должна быть шире, чем другие части зубца.
В примере, каждое дно множества углублений имеет плоский участок, ширина которого меньше ширины каждого режущего зубца, и имеет закругленные углы с обеих сторон углубления, проходящие от плоского участка к боковым участкам по обе стороны углубления, которые разнесены друг от друга на расстояние, превышающее ширину каждого режущего зубца.
Это обеспечивает дополнительное усилие, прикладываемое к кромкам зубцов, где кромочные участки должны быть изогнуты назад, и, таким образом, обеспечено улучшенное изгибание, и материал может быть отогнут дальше, так что нижняя поверхность этого материала перемещается в направлении положения в нижней плоскости зубцов режущего лезвия или защитного элемента.
Согласно третьему аспекту предлагается система резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента, содержащая:
- режущее устройство и
- гибочное устройство.
Режущее устройство содержит первый штамп и второй штамп. Первый штамп содержит множество первых элементов, а второй штамп содержит множество вторых элементов. Первая плоскость определена относительно верхних поверхностей множества первых элементов, а вторая плоскость определена относительно нижних поверхностей множества вторых элементов. Каждая верхняя поверхность множества первых элементов имеет центральную часть, которая расположена в первой плоскости, и кромочные части, которые находятся ниже первой плоскости. Режущее устройство выполнено с возможностью размещения заготовки материала в режущем устройстве. Заготовка содержит верхнюю наружную поверхность и нижнюю наружную поверхность. По меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки. Когда заготовка размещена в режущем устройстве, указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности обращен к нижним поверхностям множества вторых элементов. Первый штамп и второй штамп режущего устройства выполнены с возможностью перемещения относительно друг друга таким образом, чтобы первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее, так что каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов. Когда заготовку помещают в режущее устройство и обрезают, или вырубают, режущим устройством, образуются зубцы режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов. Зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки. Когда заготовка обрезана режущим устройством, кромочные участки зубцов режущего лезвия или защитного элемента проходят ниже плоскости заготовки. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после обрезания, обратно в направлении плоскости заготовки.
В примере, по меньшей мере часть верхней наружной поверхности является по существу плоской.
В примере, участок верхней наружной поверхности по существу параллелен участку нижней наружной поверхности.
В примере, участок верхней наружной поверхности расположен под углом к участку нижней наружной поверхности.
В примере, гибочное устройство содержит первую пластину, содержащую по существу плоскую верхнюю поверхность. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента посредством прижатия плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
В примере, первый штамп и второй штамп режущего устройства выполнены таким образом, что когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние, меньшее или равное 10% толщины заготовки. Толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
В примере, каждый элемент множества первых элементов имеет фаску.
В примере, внешняя кромка фаски представляет собой расстояние ниже первой плоскости, которое превышает 6% толщины заготовки. Толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
В примере, гибочное устройство содержит вторую пластину, содержащую множество углублений. Глубина каждого углубления меньше толщины заготовки. Толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности. Вторая пластина выполнена таким образом, что обеспечена возможность размещения зубцов режущего лезвия или защитного элемента внутри множества углублений, причем каждый зубец расположен в отдельном углублении. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, включающего перемещение первой пластины и второй пластины по направлению друг к другу.
В примере, устья множества углублений расположены в нижней поверхности второй пластины. Ширина каждого устья на нижней поверхности больше ширины каждого режущего зубца. Нижняя поверхность второй пластины обращена к верхней поверхности первой пластины.
В примере, каждое дно множества углублений имеет плоский участок, ширина которого меньше ширины каждого режущего зубца, и имеет закругленные углы с обеих сторон углубления, проходящие от плоского участка к боковым участкам по обе стороны углубления, которые разнесены друг от друга на расстояние, превышающее ширину каждого режущего зубца.
В качестве преимущества, выгоды, обеспечиваемые любым из вышеуказанных аспектов, в равной степени применимы ко всем другим аспектам, и наоборот.
Вышеприведенные аспекты и примеры будут понятны и объяснены со ссылкой на варианты осуществления изобретения, описанные далее в настоящем документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приведенные для примера варианты осуществления описаны далее со ссылкой на следующие чертежи:
Фиг. 1 изображает способ формирования множества зубцов режущего лезвия или защитного элемента;
Фиг. 2 схематически изображает пример вырезания множества зубцов режущего лезвия или защитного элемента;
Фиг. 3 схематически изображает пример изгибания зубца режущего лезвия или защитного элемента;
Фиг. 4 схематически изображает пример зубца режущего лезвия или защитного элемента, подлежащий вырезанию;
Фиг. 5 слева представляет этап формирования, следующий за положением, показанным на Фиг. 4, показывающий схематический пример вырезания зубца режущего лезвия или защитного элемента, а справа представляет этап формирования, следующий за этапом вырезания, показывающий схематический пример изгибания зубца режущего лезвия или защитного элемента;
Фиг. 6 схематически изображает пример вырезания множества зубцов режущего лезвия или защитного элемента;
Фиг. 7 изображает пример нижнего режущего штампа, схематически показанного на Фиг. 6, как область внутри прямоугольника, показанного на Фиг. 6, но без верхнего режущего штампа;
Фиг. 8 схематически изображает пример вырезания зубца режущего лезвия или защитного элемента; и
Фиг. 9 и 10 изображают примеры зубцов режущих лезвий или защитных элементов, сформированных новым способом.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
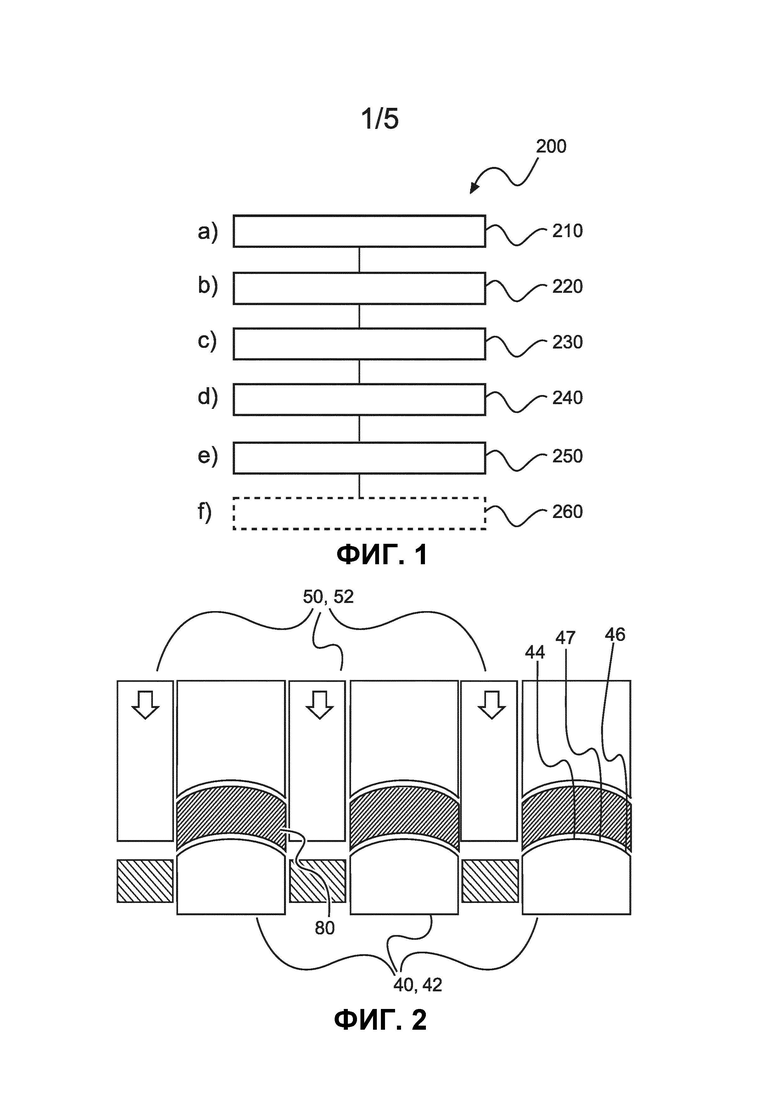
На Фиг. 1 показан способ 200 формирования множества зубцов режущего лезвия или защитного элемента с его основными этапами, где существенные этапы показаны сплошными линиями. Способ 200 включает:
на этапе 210 получения, также называемом этапом а), получение заготовки материала, которая имеет верхнюю наружную поверхность и нижнюю наружную поверхность, причем по меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки;
на этапе 220 использования, также называемом этапом b), использование режущего устройства 20, содержащего первый штамп 40 и второй штамп 50, причем первый штамп содержит множество первых элементов 42, а второй штамп содержит множество вторых элементов 52, при этом первая плоскость 60 определена относительно верхних поверхностей множества первых элементов, а вторая плоскость 70 определена относительно нижних поверхностей множества вторых элементов, и при этом каждая верхняя поверхность множества первых элементов имеет центральную часть 44, которая находится в первой плоскости, и кромочные части 46, которые находятся ниже первой плоскости;
на этапе 230 размещения, также называемом этапом c), размещение заготовки в режущем устройстве таким образом, что указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности обращен к нижним поверхностям множества вторых элементов;
на этапе 240 перемещения, также называемом этапом d), перемещение первого штампа и второго штампа относительно друг друга таким образом, чтобы первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее, так что каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, при этом формируют зубцы 80 режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов, и при этом зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки;
на этапе 250 использования, также называемом этапом e), использование гибочного устройства 30 для изгибания кромочных участков 82 зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после этапа d), обратно в направлении плоскости заготовки.
В примере, по меньшей мере часть верхней наружной поверхности является по существу плоской.
В примере, участок верхней наружной поверхности по существу параллелен участку нижней наружной поверхности.
В примере, участок верхней наружной поверхности расположен под углом к участку нижней наружной поверхности.
Таким образом, часть заготовки может быть в целом плоской и планарной, так что зубцы имеют постоянную толщину по всей длине в направлении к концам. Однако часть заготовки может иметь в целом плоскую нижнюю поверхность и в целом плоскую верхнюю поверхность, которая наклонена под углом к нижней части, и, таким образом, иметь переменную толщину, так что толщина зубцов изменяется вдоль их длины. Однако заготовка в целом может быть криволинейной кроме участка заготовки, например, покрывающего боковую область, где будут сформированы два или более зубцов, как описано выше. Таким образом, в целом заготовка может быть криволинейной или предварительно изогнутой, например, для ножа / защитного элемента ротационной бритвы. Важно то, что при резке заготовки зубцы вырезают таким образом, чтобы их кромки на нижней поверхности выступали ниже этой поверхности в том направлении, в котором перемещался второй штамп 50. Таким образом, для плоской или криволинейной заготовки это все еще применимо, как описано выше.
Следует также отметить, что описанный выше способ обеспечивает процесс формирования зубцов режущего лезвия или защитного элемента, и, таким образом, могут быть другие этапы процесса, необходимые для формирования готового режущего лезвия или защитного элемента, с этапами, которые выполняют до и/или после тех, что описаны выше.
Следует отметить, что вышеописанный способ не обязательно должен формировать все зубцы режущего лезвия или защитного элемента в одном применении. Например, способ может быть применен первый раз для вырезания первого множества зубцов и второй раз для вырезания второго множества зубцов и т.д. Кроме того, способ может быть применен первый раз и последующие разы с использованием одних и тех же первого и второго штампов. Однако этот способ может быть применен множество раз с разными первым и вторым штампами для вырезания всех зубцов режущего лезвия или защитного элемента, но с использованием тех же этапов способа, которые определены выше, со штампами, которые соответствуют вышеописанным функциональным характеристикам. Таким образом, например, множество зубцов в защитном элементе триммера могут быть вырезаны с использованием множества резцов, но также может быть использован только один резец (пара штампов) в зависимости от внешнего контура, который необходимо вырезать. Иными словами, этапы a-d способа могут быть применены один или множество раз для вырезания различных наборов зубцов всего ножа / защитного элемента, а этап е) может быть применен один раз, или этапы а-е могут быть применены один или множество раз для вырезания различных наборов зубцов всего ножа / защитного элемента. Таким образом, фактически каждый из первого и второго вышеописанных штампов можно рассматривать как единый элемент или состоящий из множества элементов. Таким образом, первый и второй штампы могут представлять собой одну пару элементов для вырезания зубцов или множество наборов элементов для вырезания зубцов.
В примере, этап е) включает использование процесса прокатки для изгибания кромочных участков зубцов режущего лезвия или защитного элемента.
Согласно примеру на этапе е) гибочное устройство содержит первую пластину 90, содержащую по существу плоскую верхнюю поверхность 92. Затем способ включает этап f) изгибания 260 кромочных участков зубцов режущего лезвия или защитного элемента посредством прижимания плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
В примере, вторая пластина взаимодействует с верхней наружной поверхностью зубцов при прижимании первой пластины к нижней наружной поверхности зубцов.
Согласно примеру первый штамп и второй штамп режущего устройства выполнены таким образом, что на этапе d), когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 15% толщины 110 заготовки. Толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
В примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 13% толщины 110 заготовки.
В особенно предпочтительном примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 10% толщины 110 заготовки.
В примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 8% толщины 110 заготовки.
В примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 6% толщины 110 заготовки.
Согласно примеру каждый элемент множества первых элементов содержит криволинейную верхнюю поверхность 47.
Согласно примеру каждый элемент множества первых элементов имеет фаску 48.
В примере, внешняя кромка фаски представляет собой расстояние 120 ниже первой плоскости, которое превышает 6% толщины заготовки.
Согласно примеру гибочное устройство содержит вторую пластину 130, содержащую множество углублений 140. Глубина 150 каждого углубления меньше толщины заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности. На этапе f) изгибание кромочных участков зубцов режущего лезвия или защитного элемента включает в себя размещение зубцов внутри множества углублений и перемещение первой пластины и второй пластины по направлению друг к другу.
Согласно примеру устья множества углублений расположены в нижней поверхности 160 второй пластины. Ширина 170 каждого устья на нижней поверхности больше ширины каждого режущего зубца. На этапе f) нижняя поверхность второй пластины обращена к верхней поверхности первой пластины.
Согласно примеру каждое дно множества углублений имеет плоский участок, ширина которого меньше ширины каждого режущего зубца, и имеет закругленные углы с обеих сторон углубления, проходящие от плоского участка к боковым участкам по обе стороны углубления, которые разнесены друг от друга на расстояние, превышающее ширину каждого режущего зубца.
Таким образом, режущее лезвие или защитный элемент могут быть изготовлены с зубцами, выполненными из заготовки материала в соответствии со способом, описанным в отношении Фиг. 1.
Из вышеописанного способа и из Фиг. 2-10 пример относится к системе резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента. Система резки и гибки содержит режущее устройство 20 и гибочное устройство 30. Режущее устройство содержит первый штамп 40 и второй штамп 50.. Первый штамп содержит множество первых элементов 42, а второй штамп содержит множество вторых элементов 52 Первая плоскость 60 определена относительно верхних поверхностей множества первых элементов, а вторая плоскость 70 определена относительно нижних поверхностей множества вторых элементов. Каждая верхняя поверхность множества первых элементов имеет центральную часть 44, которая расположена в первой плоскости, и кромочные части 46, которые находятся ниже первой плоскости. Режущее устройство выполнено с возможностью размещения заготовки материала в режущем устройстве. Заготовка содержит верхнюю наружную поверхность и нижнюю наружную поверхность. По меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки. Когда заготовка размещена в режущем устройстве, указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности обращен к нижним поверхностям множества вторых элементов. Первый штамп и второй штамп режущего устройства выполнены с возможностью перемещения относительно друг друга таким образом, чтобы первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее. Таким образом, каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов. Когда заготовку помещают в режущее устройство и разрезают режущим устройством, образуются зубцы 80 режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов. Зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки. Режущее устройство выполнено таким образом, что, когда заготовка обрезана режущим устройством, кромочные участки 82 зубцов режущего лезвия или защитного элемента проходят ниже плоскости заготовки. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после вырезания, обратно в направлении плоскости заготовки.
В примере, по меньшей мере часть верхней наружной поверхности является по существу плоской.
В примере, участок верхней наружной поверхности по существу параллелен участку нижней наружной поверхности.
В примере, участок верхней наружной поверхности расположен под углом к участку нижней наружной поверхности.
Согласно примеру гибочное устройство содержит первую пластину 90, содержащую по существу плоскую верхнюю поверхность 92. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента. Устройство выполняет это изгибание посредством прижимания плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
Согласно примеру первый штамп и второй штамп режущего устройства выполнены таким образом, что, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 10% толщины 110 заготовки. Толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
В примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 8% толщины 110 заготовки.
В примере, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние 100, меньшее или равное 6% толщины 110 заготовки.
В примере, каждый элемент множества первых элементов содержит криволинейную верхнюю поверхность 47.
Согласно примеру каждый элемент множества первых элементов имеет фаску 48.
В примере, фаска имеет угол, равный приблизительно 45 градусов.
В примере, фаска имеет угол, равный приблизительно 40 градусов.
В примере, фаска имеет угол, равный приблизительно 30 градусов.
В примере, фаска имеет угол, равный приблизительно 25 градусов.
В примере, фаска имеет угол, равный приблизительно 20 градусов.
Согласно примеру внешняя кромка фаски представляет собой расстояние 120 ниже первой плоскости, которое превышает 6% толщины заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
Согласно примеру гибочное устройство содержит вторую пластину 130, содержащую множество углублений 140. Глубина 150 каждого углубления меньше толщины заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности. Вторая пластина выполнена таким образом, что зубцы режущего лезвия или защитного элемента могут быть расположены внутри множества углублений. Каждый зубец расположен в отдельном углублении. Гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, при котором первую пластину и вторую пластину перемещают в направлении друг к другу.
Согласно примеру устья множества углублений расположены в нижней поверхности 160 второй пластины. Ширина 170 каждого устья на нижней поверхности больше ширины 84 каждого режущего зубца. Нижняя поверхность второй пластины обращена к верхней поверхности первой пластины.
Согласно примеру каждое дно множества углублений имеет плоский участок, ширина 180 которого меньше ширины 84 каждого режущего зубца, и имеет закругленные углы 190 с обеих сторон углубления, проходящие от плоского участка к боковым участкам по обе стороны углубления, которые разнесены друг от друга на расстояние 170, превышающее ширину каждого режущего зубца.
Таким образом, способ формирования множества зубцов режущего лезвия или защитного элемента, режущее лезвие или защитный элемент, имеющий множество зубцов, сформированных посредством указанного способа, и система резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента, описанные выше, имеют преимущества. Обычная штамповка приводит к получению угла режущей кромки более 90°, в то время как ковка приводит к получению тупой режущей кромки вследствие деформационного упрочнения стали, а травление является сложным и дорогостоящим. Описанный в настоящем документе новый способ формирования зубцов приводит к получению угла режущей кромки менее 90° и получению острого кончика режущей кромки (радиус закругления может быть менее 2 мкм). В то же время указанные методы изготовления не являются дорогостоящими, поскольку требуются только технологии обработки металлов давлением, а технологии финишной обработки не требуются.
Новый способ, согласно которому кромку материала создают на первом этапе резания с использованием, например, скошенной штамповочной пластины, которую затем отодвигают обратно (силой) на втором этапе чеканки/гибки, применим для всех типов возвратно-поступательных режущих элементов, таких как используемые в бритвах и триммерах, а также находит применение для ротационных режущих систем. Таким образом, новый двухэтапный процесс или способ холодной штамповки обеспечивает возможность изготовления защитных и режущих зубцов с острой кромкой экономичным способом.
Способ формирования множества зубцов режущего лезвия или защитного элемента, режущее лезвие или защитный элемент, имеющий множество зубцов, сформированных посредством указанного способа, и система резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента далее описаны более подробно в отношении подробных конкретных примеров со ссылками на Фиг. 2-10.
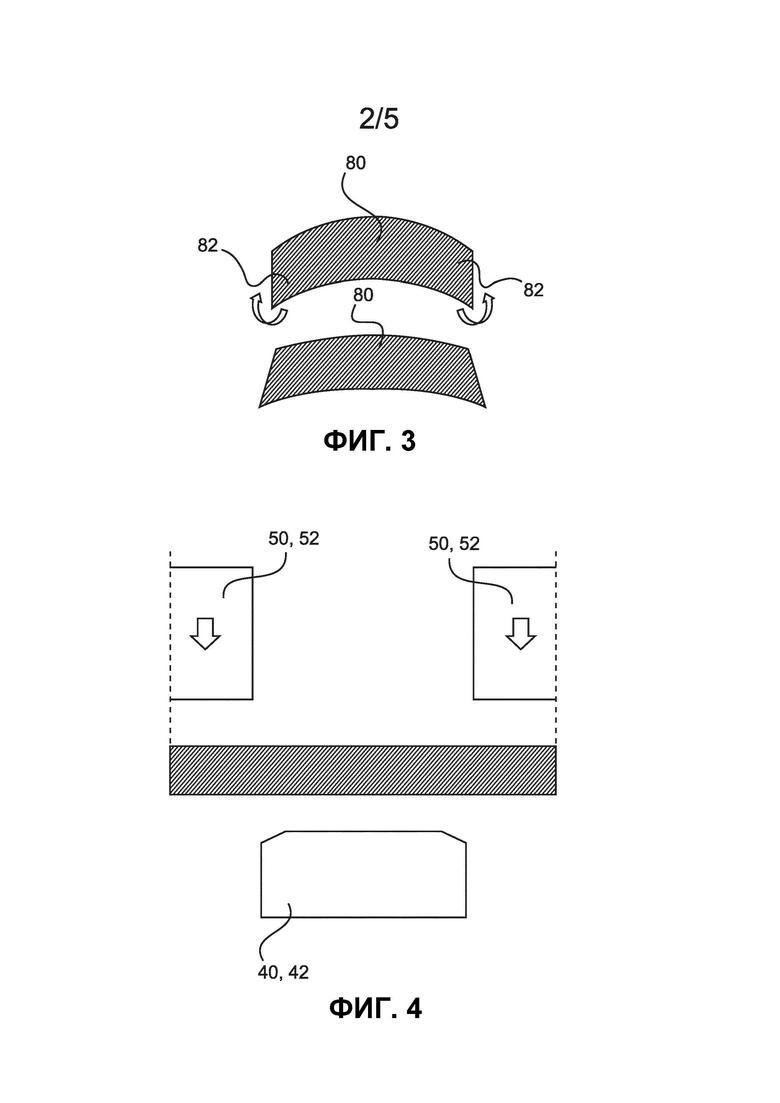
На Фиг. 2 слева показана заготовка материала, такого как сталь, разрезаемая для образования зубцов или пластинок 80 с образованием излишков материала или кромочных участков 82 на кромках выреза. Первый штамп (или режущая пластина) 40 имеет множество режущих элементов 42, а второй штамп (или пуансон) 50 имеет множество режущих элементов 52. Центральная часть 44 режущих элементов 42 первого штампа 40 находится выше или приподнята над кромками, и в этом примере режущие элементы 42 имеют криволинейную поверхность 47. Таким образом, когда заготовку обрезают с образованием зубцов 80, каждый зубец имеет кромочные участки 82, которые выступают вниз, как показано в верхней части Фиг. 3. Зубцы или пластинки показаны над режущей пластиной или элементами первого штампа, в то время как отходы материала обрезаны и показаны под элементами пуансона второго штампа. Для облегчения этого второй штамп может иметь держатель заготовки, как показано на Фиг. 2, который опускается на зубцы. Однако процесс резки с использованием режущих элементов первого и второго штампов для создания зубцов 80, имеющих правильную форму, не требует держателя заготовки. Необходимо, чтобы режущие элементы 42 первого штампа 40 имели кромки 46, расположенные ниже центра каждого режущего элемента 42. На верхнем рисунке Фиг. 3 схематично изображен зубец 80, который только что был вырезан, как показано на Фиг. 2, а на нижнем рисунке Фиг. 3 изображен указанный зубец 80 после того, как кромочные участки 82 были загнуты вверх. Следует отметить, что здесь показан этап резания процесса формирования, и зубцы еще предстоит изогнуть, как подробно описано ниже.
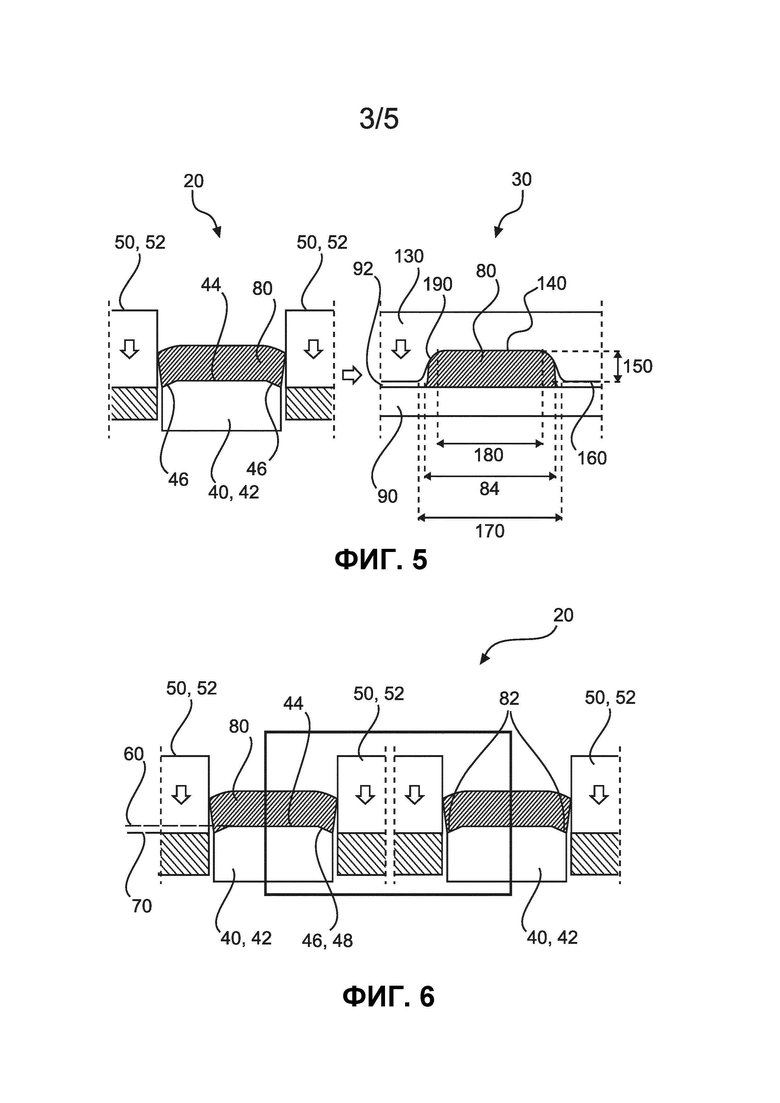
На Фиг. 4-5 показаны примеры другого детального механизма резки и гибки заготовки материала для формирования зубцов 80 режущего лезвия или защитного элемента. За процессом резки с использованием режущего устройства 20 следует процесс гибки с использованием гибочного устройства 30 для формирования множества зубцов 80. На Фиг. 4 заготовка материала расположена над режущим элементом 42 первого штампа 40, и показаны два режущих элемента 52 второго штампа 50. Центр 44 режущего элемента 42 снова находится выше, чем кромки 46, которые в этом примере имеют фаску 48. Первая плоскость 60 образована относительно центров 44 режущих элементов 42 первого штампа 40. Вторая плоскость 70 образована относительно нижних поверхностей режущих элементов 52 второго штампа 50. Как показано на левом рисунке Фиг. 5, заготовку обрезают посредством перемещения первого штампа в направлении ко второму штампу, или перемещения второго штампа в направлении к первому штампу, или перемещения первого штампа и второго штампа навстречу друг другу, так что первая плоскость 60 и вторая плоскость 70 пересекают друг друга, как показано на Фиг. 6. Таким образом, вырезают зубцы 80 режущего лезвия или защитного элемента, которые имеют кромочные участки 82, проходящие ниже нижней поверхности зубцов. Как показано на левом рисунке Фиг. 5, отходы заготовки находятся под режущими элементами 52 второго штампа 50, будучи "отрезанными". Затем, как показано на правом рисунке Фиг. 5, вырезанные зубцы 80 изгибают с образованием зубцов режущего лезвия или защитного элемента бритвы или триммера. Зубцы 80 располагают внутри углублений 140 пластины 130. Углубления имеют глубину 150, которая меньше толщины заготовки. Дно углублений имеет закругленные углы 190, а ширина 180 дна углубления меньше ширины зубца. Однако устье углубления имеет ширину 170, которая больше, чем ширина 84 зубца на его нижней поверхности. Затем верхнюю поверхность 92 пластины 90 прижимают к зубцам 80, и выступающие вниз кромочные участки 82 изгибают вверх и образуют острые и прочные режущие кромки. Эта конфигурация помогает изгибать кромочный участок 82 вверх, но верхняя пластина может быть просто плоской пластиной, как нижняя пластина, и не обязательно иметь углубления.
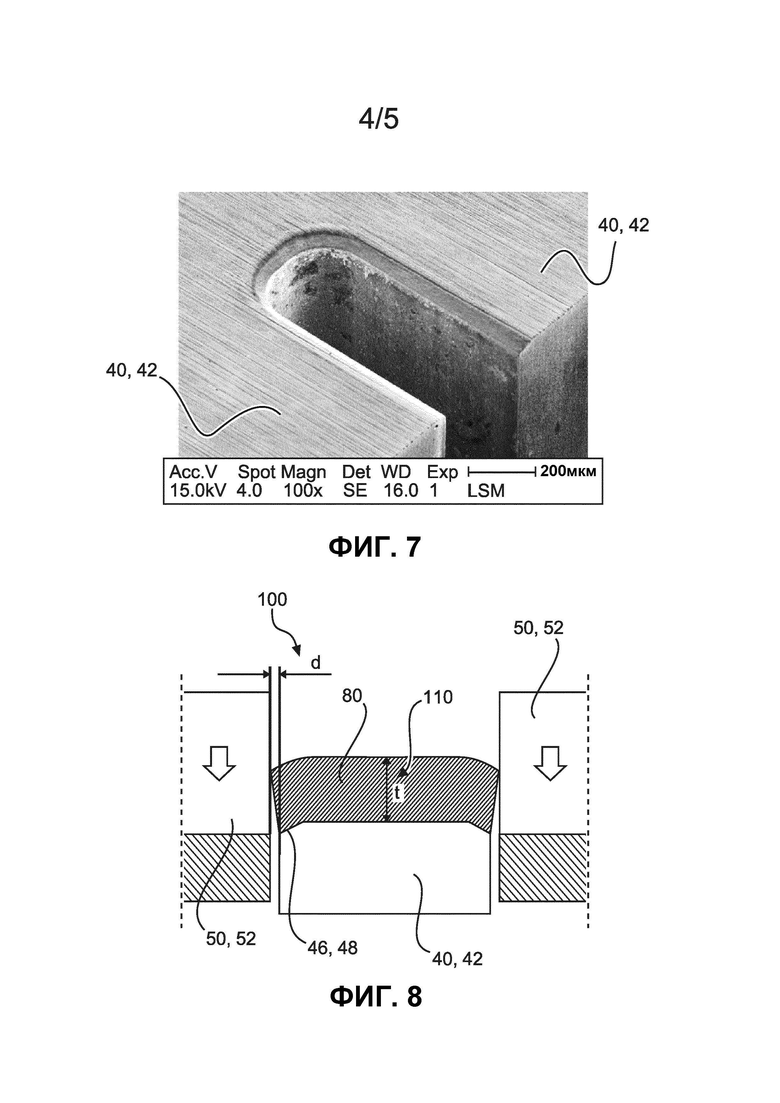
На Фиг. 6 снова показана заготовка, обрезаемая, или вырубаемая, первым и вторым штампами, как описано выше, а на Фиг. 7 показана часть первого штампа 40 с режущими элементами 42. На Фиг. 6 показан прямоугольник, разделяющий пополам первый штамп 40 и его режущие элементы 42, и, по сути, это то, что показано на изображении на Фиг. 7, на котором показано отверстие в том месте, где элемент 52 второго штампа 50 будет перемещаться во время процесса резки. Таким образом, на изображении на Фиг. 7 показаны части верхних поверхностей двух элементов 42 первого штампа 40, а второй штамп 50 не показан, но элемент 52 второго штампа будет перемещаться вниз и проходить внутри показанного зазора (или отверстия).
Штампы 40, 50 могут быть изготовлены с использованием известных технологий.
На Фиг. 8 показаны дополнительные детали первого штампа 40 и его режущих элементов 42, а также второго штампа 50 и его режущих элементов 52. Между режущими элементами, когда они проходят мимо друг друга, обеспечен зазор (d) 100, который в этом подробном примере составляет 6% или менее от толщины (t) 110 заготовки. Зазор может быть больше указанного, например порядка 10% или менее от толщины заготовки. Как показано на Фиг. 5, 6 и 8, при резке заготовки верхняя часть каждого зубца может быть шире, чем нижняя часть, кромки 82 которой проходят ниже нижней поверхности зубца. В процессе гибки, когда эти кромки изгибают обратно к нижней плоскости или поверхности зубцов, конечная ширина нижней поверхности, которая теперь имеет острые режущие кромки, может быть больше, чем верхняя часть зубца, или может быть меньше, чем верхняя часть зубца следствие того, что верхняя часть зубца была расширена наружу во время процесса резания. На самом деле, режущие элементы 52 второго штампа 50 могут иметь скошенные кромки для создания зубца, имеющего профиль правильного размера по всей его толщине. Это более подробно показано на Фиг. 9 и 10, на которых представлены изображения конечных зубцов режущих лезвий и защитных элементов.
На Фиг. 9 затем показан на верхнем изображении зубец, образованный посредством описанного в настоящем документе процесса резки и гибки для защитного элемента, имеющего толщину 0,11 мм, а на среднем изображении показан зубец, образованный посредством описанного в настоящем документе процесса резки и гибки для защитного элемента, имеющего толщину 0,3 мм. На нижнем изображении показан зубец, образованный посредством описанного в настоящем документе процесса резки и гибки.
Как показано на Фиг. 10, зубцы имеют острые кромки, причем участки кромок, которые ранее выступали вниз после этапа резки, затем были изогнуты обратно вверх во время этапа гибки. Однако острые кромки являются частью глобальной области (показанной стрелками), которая находится немного ниже общей нижней части зубца, поскольку эта часть материала обычно не изгибается полностью обратно в плоскость нижней части зубца. Это ясно показано в поперечном сечении зубца, представленном на Фиг. 9-10, и на изображении сверху на Фиг. 10, где изогнутые кромочные участки ясно видны, поскольку они не были точно изогнуты обратно в нижнюю плоскость. Кроме того, как показано на Фиг. 9-10, основная часть сформированного зубца может быть шире, чем режущие кромки, или наоборот, в зависимости от деформации зубца во время процесса резки и/или гибки.
Следует отметить, что варианты осуществления изобретения описаны со ссылкой на различные объекты. В частности, некоторые варианты осуществления описаны со ссылкой на пункты формулы изобретения, относящиеся к способу, тогда как другие варианты осуществления описаны со ссылкой на пункты формулы изобретения, относящиеся к устройству. Однако специалист в данной области поймет из вышеприведенного и последующего описания, что, если не указано иное, в дополнение к любой комбинации признаков, принадлежащих одному типу объекта изобретения, с настоящей заявкой считается раскрытой также любая комбинация признаков, относящихся к разным объектам. Однако все признаки могут быть объединены, обеспечивая синергетический эффект, который представляет собой нечто большее, чем простое суммирование признаков.
Несмотря на то, что изобретение подробно изображено и описано на чертежах и в предшествующем описании, такое изображение и описание следует рассматривать как иллюстративное или примерное, а не ограничивающее. Изобретение не ограничено раскрытыми вариантами осуществления. Другие вариации раскрытых вариантов осуществления изобретения могут быть поняты и реализованы специалистами в данной области техники при осуществлении заявленного изобретения на основании изучения чертежей, текста описания и зависимых пунктов формулы изобретения.
В пунктах формулы изобретения слово "содержащий/ включающий" не исключает другие элементы или этапы, а грамматические средства выражения единственного числа не исключают наличие множества. Отдельный процессор или другой блок может выполнять функции нескольких изделий, указанных в формуле изобретения. Сам факт того, что определенные меры изложены в отличающихся друг от друга зависимых пунктах формулы изобретения, не означает, что сочетание этих мер не может быть использовано с выгодой. Никакие ссылочные позиции в формуле изобретения не следует рассматривать как ограничивающие объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПОДВИЖНОЕ ЛЕЗВИЕ, КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2763503C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769365C2 |
| НЕПОДВИЖНОЕ ЛЕЗВИЕ, КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2749505C2 |
| РЕЖУЩАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОГО УСТРОЙСТВА ДЛЯ УДАЛЕНИЯ ВОЛОС | 2004 |
|
RU2355566C2 |
| СИСТЕМА ДЛЯ СРЕЗАНИЯ ВОЛОС И НАСАДКА | 2018 |
|
RU2752342C2 |
| Блок лезвий бритвы для влажного бритья | 2021 |
|
RU2821247C1 |
| УСТРОЙСТВО ПОДАЧИ ЗАГОТОВОК И СПОСОБ ПОДАЧИ ЗАГОТОВОК С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2672343C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН МАГНИТНОГО СЕРДЕЧНИКА | 2011 |
|
RU2560523C2 |
| Насадка-гребень для устройства для срезания волос | 2019 |
|
RU2776805C1 |
| НЕПОДВИЖНЫЙ НОЖ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2659545C2 |

Группа изобретений относится к способу формирования зубцов режущего лезвия или защитного элемента и системе резки и гибки. Используют режущее устройство, содержащее первый штамп и второй штамп. Первый штамп содержит множество первых элементов, а второй штамп содержит множество вторых элементов. Размещают заготовку в режущем устройстве таким образом, что участок нижней наружной поверхности был обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности был обращен к нижним поверхностям множества вторых элементов. Осуществлляют перемещение первого штампа и второго штампа относительно друг друга таким образом, чтобы каждый элемент множества первых элементов проходил по меньшей мере частично между соседними элементами множества вторых элементов. Используют гибочное устройство для изгибания кромочных участков зубцов полученного режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки обратно в направлении плоскости заготовки. В результате формируются режущие кромки, имеющие острый угол и являющиеся острыми. 2 н. и 12 з.п.ф-лы, 10 ил.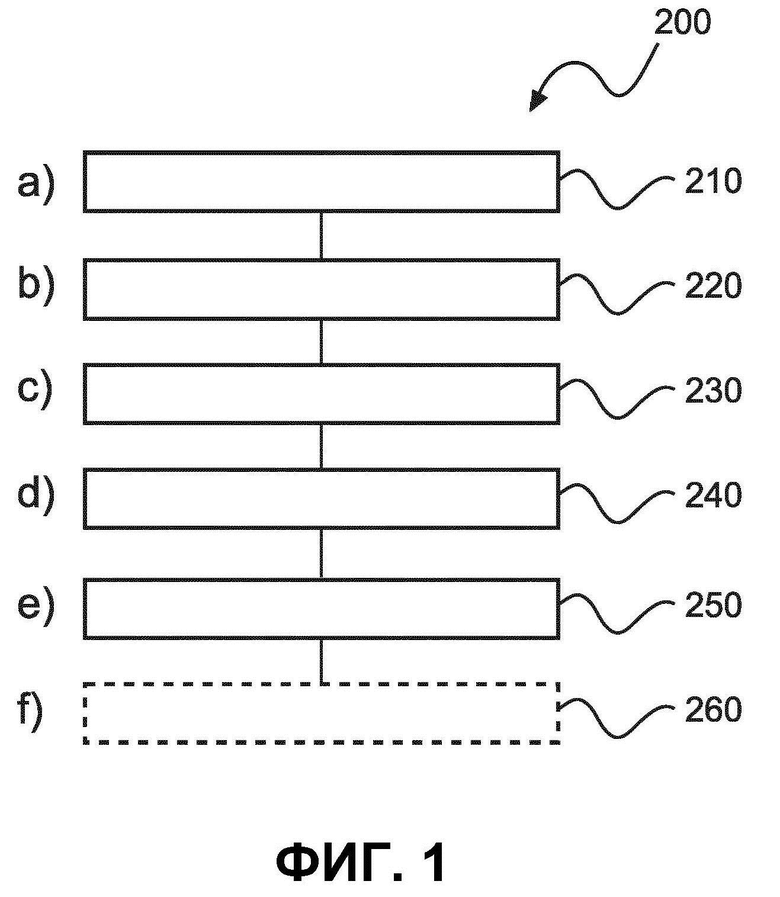
1. Способ (200) формирования множества зубцов режущего лезвия или защитного элемента, включающий:
а) получение (210) заготовки материала, которая имеет верхнюю наружную поверхность и нижнюю наружную поверхность, причем по меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки;
b) использование (220) режущего устройства (20), содержащего первый штамп (40) и второй штамп (50), причем первый штамп содержит множество первых элементов (42), а второй штамп содержит множество вторых элементов (52), при этом первая плоскость (60) определена относительно верхних поверхностей множества первых элементов, а вторая плоскость (70) определена относительно нижних поверхностей множества вторых элементов, и при этом каждая верхняя поверхность множества первых элементов имеет центральную часть (44), которая находится в первой плоскости, и кромочные части (46), которые находятся ниже первой плоскости;
c) размещение (230) заготовки в режущем устройстве таким образом, что указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности обращен к нижним поверхностям множества вторых элементов;
d) перемещение (240) первого штампа и второго штампа относительно друг друга таким образом, чтобы первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее, так что каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, при этом формируют зубцы (80) режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов, и при этом зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки; и
e) использование (250) гибочного устройства (30) для изгибания кромочных участков (82) зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после этапа d), обратно в направлении плоскости заготовки.
2. Способ по п. 1, согласно которому на этапе е) гибочное устройство содержит первую пластину (90), содержащую по существу плоскую верхнюю поверхность (92); и при этом способ включает этап f) изгибания (260) кромочных участков зубцов режущего лезвия или защитного элемента посредством прижатия плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
3. Способ по п. 1 или 2, согласно которому первый штамп и второй штамп режущего устройства выполнены таким образом, что на этапе d), когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние (100), меньшее или равное 15% толщины (110) заготовки и предпочтительно меньшее или равное 10% толщины (110) заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
4. Способ по любому из пп. 1-3, согласно которому каждый элемент множества первых элементов содержит криволинейную верхнюю поверхность (47).
5. Способ по любому из пп. 1-4, согласно которому каждый элемент множества первых элементов имеет фаску (48), причем фаска (48) находится в диапазоне от 20% до 45%, и более предпочтительно фаска (48) находится в диапазоне от 25% до 30%.
6. Способ по любому из пп. 2-5, согласно которому гибочное устройство содержит вторую пластину (130), содержащую множество углублений (140), причем глубина (150) каждого углубления меньше толщины заготовки, при этом толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности; и при этом на этапе f) изгибание кромочных участков зубцов режущего лезвия или защитного элемента включает размещение зубцов внутри множества углублений и перемещение первой пластины и второй пластины по направлению друг к другу.
7. Способ по п. 6, согласно которому устья множества углублений расположены в нижней поверхности (160) второй пластины, причем ширина (170) каждого устья на нижней поверхности больше, чем ширина каждого режущего зубца, и при этом на этапе f) нижняя поверхность второй пластины обращена к верхней поверхности первой пластины.
8. Способ по п. 6 или 7, согласно которому каждое дно множества углублений имеет плоский участок, ширина которого меньше ширины каждого режущего зубца, и имеет закругленные углы с обеих сторон углубления, проходящие от плоского участка к боковым участкам по обе стороны углубления, которые разнесены друг от друга на расстояние, превышающее ширину каждого режущего зубца.
9. Система (10) резки и гибки для формирования множества зубцов режущего лезвия или защитного элемента, содержащая:
- режущее устройство (20) и
- гибочное устройство (30);
в которой режущее устройство содержит первый штамп (40) и второй штамп (50), причем первый штамп содержит множество первых элементов (42), а второй штамп содержит множество вторых элементов (52), при этом первая плоскость (60) определена относительно верхних поверхностей множества первых элементов, а вторая плоскость (70) определена относительно нижних поверхностей множества вторых элементов, и при этом каждая верхняя поверхность множества первых элементов имеет центральную часть (44), которая находится в первой плоскости, и кромочные части (46), которые находятся ниже первой плоскости;
причем режущее устройство выполнено с возможностью размещения заготовки материала в режущем устройстве, при этом заготовка содержит верхнюю наружную поверхность и нижнюю наружную поверхность, причем по меньшей мере участок нижней наружной поверхности является по существу плоским и образует плоскость заготовки; и при этом, когда заготовка размещена в режущем устройстве, указанный участок нижней наружной поверхности обращен к верхним поверхностям множества первых элементов, а участок верхней наружной поверхности обращен к нижним поверхностям множества вторых элементов;
причем первый штамп и второй штамп режущего устройства выполнены с возможностью перемещения относительно друг друга таким образом, что первая плоскость перемещалась по направлению ко второй плоскости и проходила через нее, так что каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, при этом, когда заготовка помещена в режущее устройство и обрезана при помощи режущего устройства, образованы зубцы (80) режущего лезвия или защитного элемента, которые соответствуют положениям множества первых элементов, и при этом зубцы имеют нижнюю наружную поверхность, образованную из нижней наружной поверхности заготовки;
причем, когда заготовка обрезана режущим устройством, кромочные участки (82) зубцов режущего лезвия или защитного элемента проходят ниже плоскости заготовки; и при этом гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, которые выступают ниже плоскости заготовки после обрезания, обратно в направлении плоскости заготовки.
10. Система резки и гибки по п. 9, в которой гибочное устройство содержит первую пластину (90), содержащую по существу плоскую верхнюю поверхность (92), и в которой гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента посредством прижатия плоской верхней поверхности первой пластины к нижней наружной поверхности зубцов.
11. Система резки и гибки по любому из пп. 9, 10, в которой первый штамп и второй штамп режущего устройства выполнены таким образом, что, когда каждый элемент множества первых элементов проходит по меньшей мере частично между соседними элементами множества вторых элементов, элемент множества первых элементов смещен вбок от элемента множества вторых элементов на расстояние (100), меньшее или равное 10% толщины (110) заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
12. Система резки и гибки по любому из пп. 9-11, в которой каждый элемент множества первых элементов имеет фаску (48), причем фаска (48) находится в диапазоне от 20% до 45%, и более предпочтительно фаска (48) находится в диапазоне от 25% до 30%.
13. Система резки и гибки по п. 12, в которой внешняя кромка фаски представляет собой расстояние (120) ниже первой плоскости, которое превышает 6% толщины заготовки, причем толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности.
14. Система резки и гибки по любому из пп. 9-13, в которой гибочное устройство содержит вторую пластину (130), содержащую множество углублений (140), причем глубина (150) каждого углубления меньше толщины заготовки, при этом толщина заготовки равна расстоянию между участком верхней наружной поверхности и участком нижней наружной поверхности; и при этом вторая пластина выполнена таким образом, что обеспечена возможность размещения зубцов режущего лезвия или защитного элемента внутри множества углублений, причем каждый зубец расположен в отдельном углублении, и при этом гибочное устройство выполнено с возможностью изгибания кромочных участков зубцов режущего лезвия или защитного элемента, включающего перемещение первой пластины и второй пластины по направлению друг к другу.
| EP 1354674 A1, 22.10.2003 | |||
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| Способ изготовления лезвий рабочих органов сельскохозяйственных орудий | 1987 |
|
SU1523242A1 |
| US 5600890 A, 11.02.1997. | |||

