Изобретение относится к обработке металлов давлением и може.т быть использовано для изготовления лезвий рабочих органов сельскохозяйственных орудий и деталей почвообрабатывающих машин.
Цель изобретения - повышение стой- - кости рабочего инструмента и качества изделий.
На чертеже слева показано исходное положение заготовки в инструменте (а), справа - положение изделия после завершения процесса деформирования заготовки (б).
Способ осуществляют следующим образом.
На прессе из полосы вырубают штучную заготовку. Производят нагрев кромок товки до ковочных температур в индукционной печи. Затем заготовку I укладывают в формовочный щтамп на буртик матрицы 2. При этом часть периферийной зоны заготовки выступает за края буртика матрицы. Частью поверхности АВ пуансона 3 при движении вниз периферийные зоны заготовки подвергают гибке со сдвигом в направлении от центра заготовки. При этом за счет сферической части пуансона происходит одновременное перемещение кромки предварительно отформованной периферийной зоны заготовки по буртику в полость матрицы. В этот момент между частью поверхности пуансона ВС и буртиком матрицы происходит протяжка предварительно отформованного участка заготовки. Окончательное формирование лезвия в матрице осуществляется частью поверхности пуансона СД.
Непрерывный процесс формообразования лезвий осуществляется без значительных растягивающих напряжений.
Пример. На прессе из полосы толщиной 6 мм вырубают круглую заготовку диаметром 180 мм. Материал заготовки - конструкционная сталь с содержанием углерода 0,3-0,5%. Кромки заготовки нагревают до ковочных температур 850-1100°С.
СД
Ю
со
1чЭ
1
to
После нагрева заготовку укладывают на матрицу. Ее центровка относительно матрицы обеспечивается упором. Далее происходит процесс штамповки по описанным этапам. После первого этапа, когда была произве- дена предварительная формовка периферийных зон под лезвия, толщина лезвия составляет 3-3,5 мм, а само лезвие перегнуто через буртик матрицы.
При дальнейшем внедрении пуансона осу- ществляется процесс протяжки лезвия и заострение кромки составляет 1 -1,5 мм, причем форма лезвия приближается к требуемой. Максимальное отклонение от требуемых размеров не превышает 2,5 мм с учетом того, что лезвие сохраняет небольшую кривизну. Максимальное отклонение размера самого лезвия от требуемой формы не превышает 15 мм. После окончательного формообразования заострение кромки достигает 0,3-0,4 мм. Максимальное усилие штампов- ки не превышает 80 т. Окончательно отштампованная деталь имеет диаметр 166± 1 мм
Q 0
5
и высоту 77+0,5 мм. Размеры самого лезвия лежали в пределах допуска по 9-10-му квалитету точности.
Формула изобретения
Способ изготовления лезвий рабочих органов сельскохозяйственных орудий путем получения вырубкой из полосы штучной заготовки, нагрева ее периферийных зон и деформирования пуансоном в матрице за один рабочий ход пуансоиа путем гибки заготовки, а также формирования кромки лезвия осадкой со сдвигом металла периферийных зон заготовки, отличающийся тем, что, с целью повышения стойкости рабочего инструмента и качества изделий, на иачаль- ной стадии гибки периферийные зоны заготовки подвергают дополнительной гибке со сдвигом в направлении от центра заготовки, а в процессе дальнейшей гибки смещают металл упомянутых зон под воздействием усилия гибки в полость матрицы.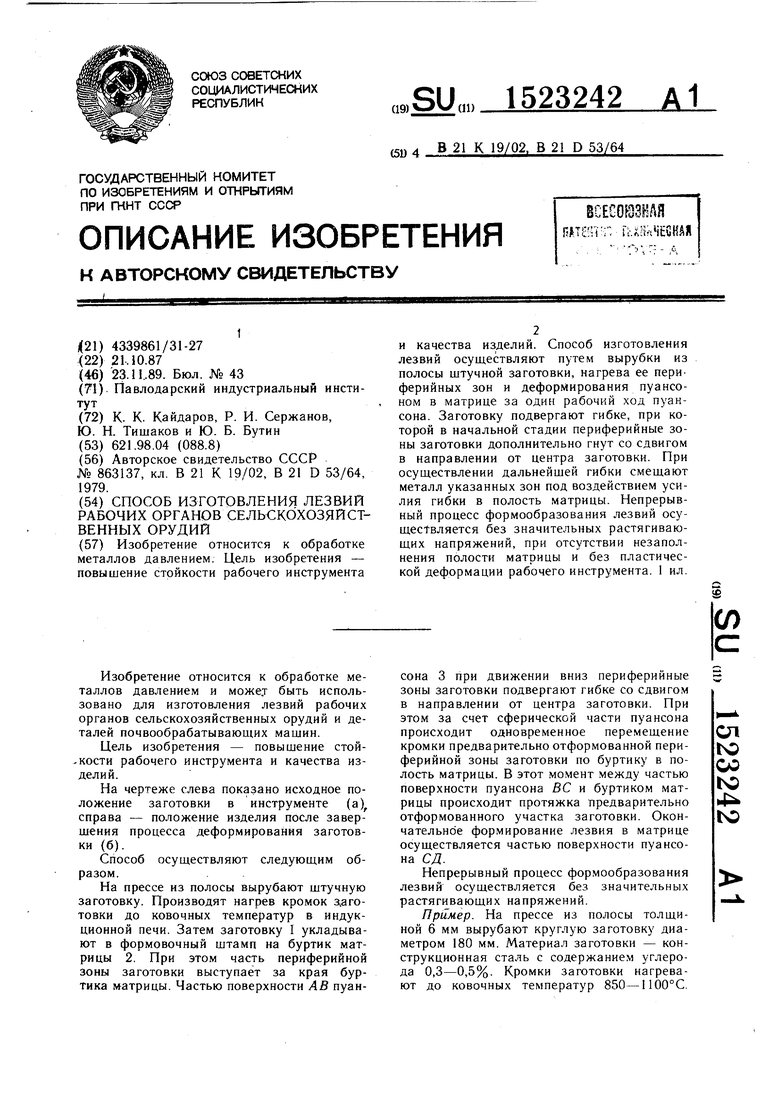

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| Способ изготовления лезвий режущих дисков почвообрабатывающих машин | 1988 |
|
SU1546200A1 |
| Способ изготовления изделий типа лемехов | 1977 |
|
SU704707A1 |
| Способ изготовления лезвийных рабочих органов сельскохозяйственных машин | 1988 |
|
SU1708486A1 |
| Способ изготовления деталей | 1990 |
|
SU1750844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| ЛЕМЕХ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138142C1 |
| Способ изготовления @ -образных деталей из ленты и полосового материала | 1989 |
|
SU1712032A1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение стойкости рабочего инструмента и качества изделий. Способ изготовления лезвий осуществляют путем вырубки из полосы штучной заготовки, нагрева ее периферийных зон и деформирования пуансоном в матрице за один рабочий ход пуансона. Заготовку подвергают гибке, при которой в начальной стадии периферийные зоны заготовки дополнительно гнут со сдвигом в направлении от центра заготовки. При осуществлении дальнейшей гибки смещают металл указанных зон под воздействием усилия гибки в полость матрицы. Непрерывный процесс формообразования лезвий осуществляется без значительных растягивающих напряжений, при отсутствии незаполнения полости матрицы и без пластической деформации рабочего инструмента. 1 ил.
| Способ получения лезвий рабочих органов сельскохозяйственных орудий | 1979 |
|
SU863137A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
