Изобретение относится к созданию нового типа порошковой термопластичной краски, представляющей собой мультимодальную полиэтиленовую композицию, и предназначенной для защиты от обледенения и коррозии корпусов судов, стальных газопроводов и нефтепроводов. На сегодняшний день защита корпусов судов осуществляется при помощи специальных лакокрасочных покрытий, обладающих низкой поверхностной энергией и, соответственно, пониженным сцеплением со льдом. На практике около 45% морских сооружений имеют проблему нарушения сплошности лакокрасочного слоя, вследствие чего наблюдается развитие коррозионных повреждений. Это связано с низкой коррозионной стойкостью покрытия, минимальной толщиной слоя лакокрасочного материала и его низкой эластичностью (хрупкость, отслоение и т.д.). Наряду с этими минусами такие лакокрасочные покрытия имеют нестабильность гидрофобности, которая снижается при их эксплуатации в воде и атмосферных условиях. Таким образом, проблемы создания стабильных защитных противообледенительных покрытий корпусов судов далеко не решены.
Проблема обледенения и коррозии стальных трубопроводов качественно решена только для прямолинейных отрезков. В заводских условиях методом экструзии наносят трех или двухслойные защитные покрытия на основе полиэтиленовых композиций. Трубы с заводским покрытием доставляют к месту монтажа и соединяют сваркой. Места сварных стыков защищают на месте монтажа, где невозможно применение заводских технологий нанесения защитных покрытий и, соответственно, материалов, разработанных для них. Применяемые в настоящее время материалы для защиты стальных трубопроводов на месте монтажа отличаются от материалов, наносимых на заводе. Так основным решением для защиты сварных стыков на местах монтажа трубопровода являются термоусаживающиеся манжеты, которые не обеспечивают требуемую адгезию в зоне нахлеста манжеты на заводское покрытие труб, что приводит к преждевременной коррозии и, соответственно, сокращению срока службы трубопровода. Другим аспектом в повышении качества защитных покрытий стальных трубопроводов является нанесение защитных покрытий на отдельные и фигурные детали трубопроводов, такие как: фитинги, тройники, вентили, конденсатоотборники, переходы, криволинейные отводы и пр. Нанесение защитного слоя на такие детали осуществляется как в заводских, так и в полевых условиях. Однако, применение заводской высокопроизводительной технологии непрерывного нанесения защитного покрытия на такие детали методом экструзии невозможно из-за неправильной геометрической формы этих деталей. Поэтому для защитных покрытий фасонных изделий применяется другая технология, и используются другие материалы: полиуретаны и эпоксидные смолы. По причине разнородности этих материалов с природой основного покрытия в местах стыка возникают проблемы, ведущие к снижению надежности защитного покрытия и, как следствие сокращению срока его службы. Кроме того, характеристики защитных покрытий из полиуретанов и эпоксидных смол существенно ниже, чем те же свойства экструзионного покрытия, что снижает срок службы трубопровода в целом. Положение можно существенно улучшить, создав материалы для защитных покрытий сварных стыков и фасонных изделий на той же основе, что и основное заводское покрытие, а также выбрав подходящую технологию.
Из уровня техники известен способ получения адгезионного покрытия, наносимого на металлические поверхности плазменным напылением полимерного слоя, на основе вторичного полиэтилена, стабилизированного 5(6)-амино-2(4-аминофенил) бензимидазолом (RU 2051986 C1, 10.01.1996). Отмечается, что полимерная композиция дополнительно содержит сажу и низкомолекулярный полиэтилен.
В патенте RU 2387736 C2, 27.04.2010 раскрыт порошкообразный материал для газотермического напыления полимерных покрытий, содержащий полиэтилен в качестве основы и порошок тугоплавкого соединения, причем он дополнительно содержит Al2O3 с размером частиц 40-50 мкм в качестве наполнителя, полиэтилен представляет собой порошок сверхвысокомолекулярного полиэтилена со средневязкостной молекулярной массой n⋅106 г/моль, где n равно 2 и выше, а порошок тугоплавкового соединения является модификатором и представляет собой нанодисперсный порошок с размером частиц 50-300 нм.
Наиболее близким аналогом изобретения является известная из RU 2757483, 18.10.2021 порошковая композиция на основе полиэтилена для покрытия металлических, стеклопластиковых и бетонных конструкций, характеризующаяся тем, что композиция содержит компонент (А), являющийся сополимером этилена с плотностью 0,910-0,945 г/см3, в качестве сомономеров для сополимера используют альфа-олефины, содержащие от 3 до 8 атомов углерода в цепи, показатель текучести расплава компонента (А) составляет 5,0 - 100,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс, содержание компонента (А) составляет 28-93,9 мас.%, компонент (B), являющийся сополимером этилена с плотностью 0,930-0,960 г/см3 с привитыми функциональными группами карбоновых кислот, в качестве сомономеров для сополимера используют альфа-олефины, содержащие от 3 до 8 атомов углерода в цепи, в качестве функциональных групп карбоновых кислот выступают малеиновая кислота, или фумаровая кислота, или итаконовая кислота, или акриловая кислота, содержание функциональных групп карбоновых кислот составляет 0,1-1,0 мас.%, показатель текучести расплава компонента (B) составляет 0,1-35 г/10 мин при температуре 190°С и нагрузке 2,16 кгс, содержание компонента (В) составляет 5-38 мас.%, компонент (С), являющийся эластомером на основе этилена с плотностью 0,860-0,890 г/см3, в качестве сомономера которого используют альфа-олефины, содержащие от 3 до 8 атомов углерода в цепи, показатель текучести расплава компонента (С) составляет 5,0-45 г/10 мин при температуре 190°С и нагрузке 2,16 кгс, содержание компонента (С) составляет 1-32 мас.%, компонент (D), являющийся комплексом стабилизаторов из классов затрудненных фенольных антиоксидантов и фосфитных антиоксидантов соотношением от 1:4 до 3:1 соответственно, при этом содержание компонента (D) составляет 0,1-2,0 мас.%.
Недостатком известной композиции является недостаточно высокие жесткость, износостойкость и прочностные характеристики, а также недостаточная стойкость покрытия к растрескиванию под воздействием окружающей среды. Кроме того, известную из RU 2757483, 18.10.2021 порошковую композицию наносят методом погружения в кипящий слой (FB) и она неприменима для нанесения покрытия методом газопламенного напыления.
Предлагаемое изобретение позволяет решить вышеописанные проблемы.
Задача, решаемая при создании заявленной группы изобретений, состоит в получении порошковой полиэтиленовой композиции для защиты от обледенения и коррозии корпусов судов и трубопроводов.
При этом технический результат, достигаемый при решении поставленной задачи, состоит в создании технологии производства порошковой полиэтиленовой композиции для получения газопламенным напылением защитного покрытия, соответствующего требованиям ОТТ-25.220.60-КТН-103-15, СТО Газпром 2-2.3-130-2007 и НД №2-020101-124. Полученное с использованием заявленной композиции покрытие имеет высокие показатели жесткости, износостойкости, прочности и адгезии.
Указанный технический результат достигается за счет создания мультимодальной полиэтиленовой композиции, модифицированной специальной группой эластомеров, а также имеющей комплекс стабилизаторов и внешней смазки, позволяющий использовать данную порошковую композицию при газопламенном напылении.
Способ получения порошковой полиэтиленовой композиции для защиты от обледенения и коррозии корпусов судов и стальных трубопроводов включает следующие стадии:
а) получение композиции в гранулированном виде путем смешения в расплаве в двухшнековом экструдере с последующим охлаждением и грануляцией гомогенного расплава следующих сырьевых компонентов:
• бимодальный полиэтилен высокой плотности с показателем текучести расплава 0,28-0,32 г/10 мин при температуре 190°С и нагрузке 2,16 кгс;
• литьевой полиэтилен высокой плотности с узким молекулярно-массовым распределением и показателем текучести расплава 28,0-32,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс;
• малеинизированный литьевой полиэтилен высокой плотности с узким молекулярно-массовым распределением, показателем текучести расплава 16,0-20,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс и 0,9-1,1 мас.% привитых малеиновых групп;
• этилен-октеновый сополимер с показателем текучести расплава 4,0-6,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс, твердостью - 68-72 Шор А и температурой плавления 55-60 °С;
• блок-сополимер «стирол-этилен-бутилен-стирол» (СЭБС) с содержанием стирола 31-34 мас.% и вязкостью в растворе толуола (10 мас.%) при 25°С - 2000-6000 Мпа⋅с;
• суперконцентрат красителя на основе литьевого линейного полиэтилена, имеющего показатель текучести расплава 48,0 - 52,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс;
• первичный антиоксидант фенольного типа, представляющий собой тетракисметилен (3,5-ди-т-бутил-4-гидроксигидроциннамат);
• вторичный фосфитный антиоксидант, представляющий собой трис-(2,4-ди-трет-бутилфенил)фосфит;
• светостабилизатор поли[[6-[(1,1,3,3-тетраметилбутил)амино]-1,3,5-триазин-2,4-диил] [(2,2,6,6-тетраметил-4- пиперидинил)имино]-1,6-гександиил[(2,2,6,6-тетраметил-4-пиперидинил)имино]];
• фторполимер, имеющий показатель текучести расплава 6,0 - 14,0 г/10 мин при температуре 265°С и нагрузке 5,0 кгс и температуру плавления - 110-126 °С;
б) последующий механический помол полученных гранул композиции на дисковой мельнице до среднего размера частиц - 150-250 мкм.
Способ также характеризуется тем, что указанные сырьевые компоненты взяты в следующем соотношении, масс. %:
бимодальный полиэтилен высокой плотности - 16,9;
литьевой полиэтилен высокой плотности - 59,5-59,9;
малеинизированный литьевой полиэтилен высокой плотности - 4,8-5,2;
этилен-октеновый сополимер - 4,9-5,1;
блок-сополимер «стирол-этилен-бутилен-стирол» - 9,9-10,1;
суперконцентрат красителя - 1,5-2,0;
первичный антиоксидант - 0,3-0,4;
вторичный антиоксидант - 0,6-0,8;
светостабилизатор - 0,4-0,6;
фторполимер - 0,1.
При любом промежуточном значении указанных диапазонов концентраций компонентов достигнут технический результат.
В Таблице 1 указаны рецептуры порошковой полиэтиленовой композиции, при которых будет достигнут конечный положительный технический результат.
Способ получения порошковой полиэтиленовой композиции согласно изобретению поясняется Фиг.1, на которой показана схема такого способа.
Возможность достижения поставленного результата заключается в создании мультимодальной композиции на основе бимодального полиэтилена высокой плотности и литьевого полиэтилена высокой плотности с узким ММР, модифицированной малеинизированным литьевым полиэтиленом высокой плотности с узким ММР, специальной группой эластомеров и имеющей комплекс стабилизаторов и внешней смазки. При этом каждый компонент выполняет свою роль:
- бимодальный полиэтилен высокой плотности с показателем текучести расплава 0,27-0,33 г/10 мин (190 °С, 2,16 кгс) обеспечивает покрытию высокую жесткость, износостойкость, прочностные характеристики, а также стойкость покрытия к растрескиванию под воздействием окружающей среды;
- литьевой полиэтилен высокой плотности с узким молекулярно-массовым распределением и показателем текучести расплава 27,0-33,0 г/10 мин (190 °С, 2,16 кгс) обеспечивает покрытию высокую жесткость, износостойкость, предел текучести при растяжении, а также высокую технологичность при газопламенном напылении порошковой композиции;
- малеинизированный литьевой полиэтилен высокой плотности с узким молекулярно-массовым распределением, показателем текучести расплава 16,0-20,0 г/10 мин (190 °С, 2,16 кгс) и 0,9-1,1% привитых малеиновых групп обеспечивает без потери основных свойств мультимодальной композиции высокую адгезию покрытия за счет химической реакции с эпоксидным праймером, предварительно нанесенным на борта судов или стальные трубопроводы;
- группа эластомеров состоит из:
• этилен-октеновый сополимер с показателем текучести расплава 4,0-6,0 г/10 мин (190 °С, 2,16 кгс), твердостью - 68-72 Шор А и температурой плавления - 55-60 °С;
• - блок-сополимер «стирол-этилен-бутилен-стирол» (СЭБС) с содержанием стирола 31-34% и вязкостью в растворе толуола (10 % /25 °С) - 2000-6000 Мпа⋅с.
Оба компонента обеспечивают требуемое относительное удлинение при разрыве при -45 °С, а также придают композиции способность упрочняться при растяжении и достигать требуемую прочность при разрыве при комнатной температуре, что не характерно для литьевых марок полиэтилена высокой плотности. Наличие двух эластомеров в рецептуре обусловлено тем, что они компенсируют негативное влияние каждого эластомера в отдельности. СЭБС сильно повышает вязкость композиции, что недопустимо для газопламенного напыления, а этилен-октеновый сополимер сильно снижает температуру размягчения по Вика. Правильно подобранное соотношение этих двух эластомеров минимизирует эти недостатки.
- цвет композиции для защиты трубопроводов - черный, а для защиты бортов судов определяется заказчиком. Окраска композиции производится через суперконцентраты на основе литьевого линейного полиэтилена, имеющего показатель текучести расплава (190 °С, 2,16 кгс) - 48,0 - 52,0 г/10 мин, чтобы максимально сохранить свойства мультимодальной композиции;
- комплекс стабилизаторов состоит из первичного антиоксиданта фенольного типа с химической формулой Тетракисметилен (3,5-ди-т-бутил-4-гидроксигидроциннамат), отвечающего как за стабилизацию композиции во время переработки, так и за длительную эксплуатацию покрытия, вторичного фосфитного антиоксиданта с химической формулой трис-(2,4-ди-трет-бутилфенил)фосфит, отвечающего за стабилизацию композиции во время переработки, а также светостабилизатора с химической формулой поли[[6-[(1,1,3,3-тетраметилбутил)амино]-1,3,5-триазин-2,4-диил] [(2,2,6,6-тетраметил-4- пиперидинил)имино]-1,6-гександиил[(2,2,6,6-тетраметил-4-пиперидинил)имино]], необходимого для обеспечения защиты покрытия от негативного воздействия УФ-воздействия.
- в качестве внешней смазки выбран фторполимер, имеющий показатель текучести расплава (265 °С, 5,0 кгс) - 6,0 - 14,0 г/10 мин и температуру плавления - 110-126 °С. С одной стороны он не ухудшает исходные свойства мультимодальной композиции, а с другой:
• выступает в качестве процессинговой добавки (облегчает перерабатываемость композиции при компаундировании, снижает образование нагара на шнеках и цилиндре экструдера, ускоряет переход с цвета на цвет);
• ощутимо снижает коэффициент трения скольжения о лед за счет образования фторопластовой пленки на поверхности покрытия;
• повышает термостабильность порошковой полиэтиленовой композиции, что особенно актуально при газопламенном напылении.
Отличительными особенностями композиции являются:
• основа композиции - это смесь бимодального полиэтилена высокой плотности и литьевого полиэтилена высокой плотности с узким молекулярно-массовым распределением, образующая мультимодальную композицию;
• наличие в рецептуре группы эластомеров, которые с одной стороны придают композиции необходимые относительное удлинение при разрыве при -45°С и прочность при разрыве при комнатной температуре, а с другой стороны компенсируют негативное влияние каждого из них на температуру размягчения по Вика и показатель текучести расплава;
• комплекс стабилизаторов с повышенными концентрациями первичного и вторичного антиоксидантов в составе для защиты композиции от нежелательного окислительного воздействия, вызванного воздействием пламени при газопламенном напылении покрытия;
• фторопластовая внешняя смазка для обеспечения требуемого коэффициента трения скольжения о лед и увеличения термостабильности композиции, необходимой при газопламенном напылении покрытия.
Процесс создания порошковой полиэтиленовой композиции происходит в два этапа. Со ссылкой на Фиг.1, на первой стадии получают композицию в гранулированном виде посредством смешения исходных сырьевых компонентов в расплаве в экструдере. Каждый компонент привносит свой вклад, как в комплекс целевых свойств готового изделия, так и в технологию.
Все компоненты должны быть качественно распределены в массе, поэтому важно соблюсти температурно-сдвиговой технологический режим при компаундировании. Этой цели служат требования к используемому компаундирующему оборудованию, конфигурации его элементов.
Смесительным экструдером для получения заявленной композиции может быть двухшнековый экструдер с L/D, равным не менее 48 и количеством зон - не менее 12, снабженный системами дозирования компонентов, вакуумной дегазации, охлаждения расплава и грануляцией готового материала. Все компоненты подаются в первую загрузочную зону экструдера при частоте вращения шнеков 300÷400 об/мин. Температурный профиль экструдера имеет следующий вид:
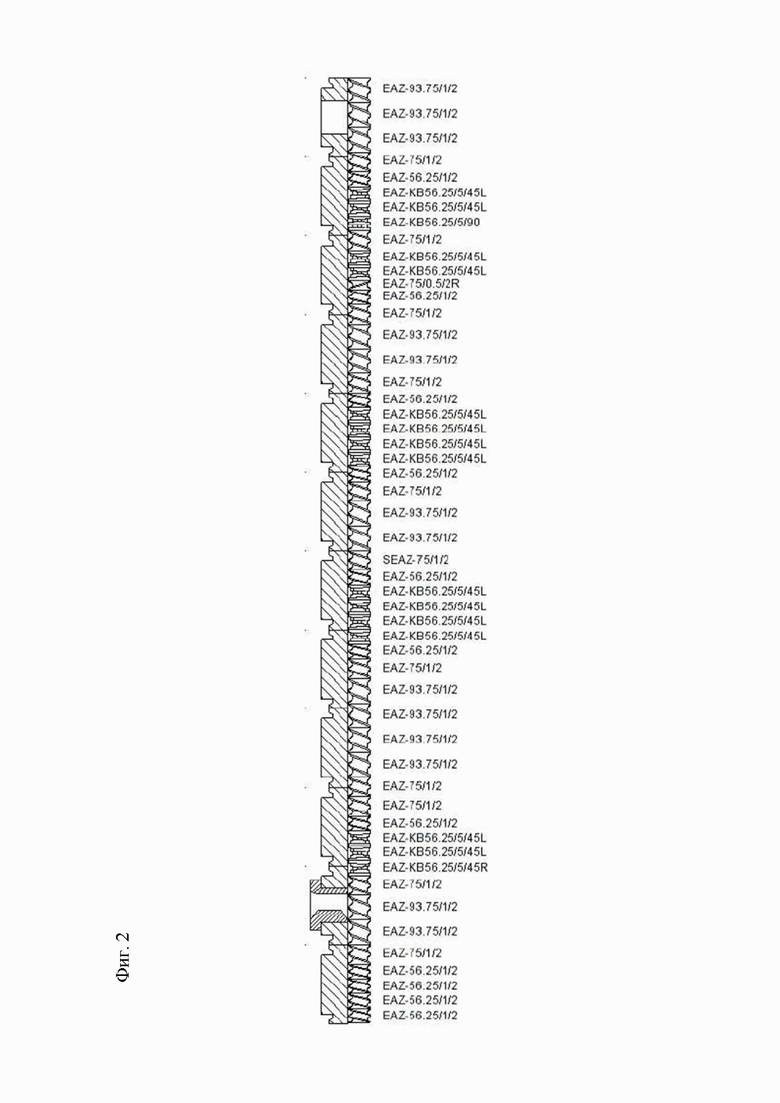
На качество смешения наибольшее влияние оказывает конфигурация (сборка) шнеков. Наиболее оптимальная конфигурация шнеков приведена на Фиг. 2.
Со ссылкой на Фиг.1, на второй стадии осуществляется механический помол полученной на первой стадии гранулированной композиции. Помол может быть осуществлен с использованием дисковой мельницы - в камеру измельчения в зазор между вращающимся и стационарным дисками подается гранулированная полиэтиленовая композиция, где благодаря эффекту резания между зубчатыми сегментами дисков происходит измельчение материала. Когда частицы достигают необходимого размера, они выносятся из камеры измельчения потоком воздуха, создаваемым нагнетательным вентилятором. При этом воздушный поток помимо транспортирования частиц порошка дополнительно охлаждает материал и измельчающие диски, что позволяет избежать недопустимого размягчения материала. Воздуходувка отправляет измельченный материал в циклонный сепаратор, из которого воздух и пыль отправляются в мешок пылесборного устройства для удаления пыли, а порошковая полиэтиленовая композиция поступает в классификатор с сетками, имеющими размер ячеек 400 мкм. Данный размер обеспечивает максимальную производительность для среднего размера частиц D50 - 150-250 мкм. Частицы большего размера, чем ячейки сетки, отправляются на повторный помол в камеру измельчения.
Заявляемый способ подтверждается следующими примерами:
Пример 1.
Пример 2.
Пример 3.
Пример 4.
Пример 5.
Пример 6.
Пример 7.
Полученные порошковые композиции для примеров №1-7 наносят на предварительно подготовленные стальные пластины размером 150 мм*70 мм*3 мм.
Подготовка поверхности состоит из нескольких последующих стадий:
• обезжиривание;
• пескоструйная обработка;
• обеспыливание;
• пассивация;
• нанесение эпоксидного праймера.
Обезжиривание поверхности металла проводят с помощью мягкой безворсовой ткани или ватного тампона, смоченных в растворителе, до степени не более 1 в соответствии с ГОСТ 9.402-2004. В качестве растворителей используют тетрахлорэтилен, уайт-спирит, нефрас-С 50/170 или ацетон. После обработки пластину выдерживают в течение 15 минут под принудительной вытяжной вентиляцией.
Очистку поверхности от окалины, ржавчины и тяжелых загрязнений проводят механическим способом, а именно воздушно-абразивным способом при помощи пескоструйного аппарата. Работы осуществляют в необитаемой пескоструйной камере с предварительно включенной вентиляцией, индивидуальной подсветкой и циклонной системой фильтрации воздуха. При абразивной обработке используют либо купершлак, либо никельшлак. После абразивной обработки поверхность не должна иметь острых выступов, заусенец, брызг металла, шлака и других недопустимых поверхностных дефектов. Степень очистки должна быть не менее Sa 2 1/2 в соответствии с ГОСТ Р ИСО 8501-1-2014, а шероховатость поверхности - 40 ÷ 90 мкм в соответствии с ISO 8503-4:2012.
После абразивной обработки должно быть проведено удаление остаточной пыли сжатым воздухом с поверхности. Класс запыленности должен быть не более третьего по ISO 8502-3:2017.
Для увеличения адгезии покрытия проводят химическую обработку (пассивацию) поверхности хроматным, фосфатным или хромат-фосфатными растворами. Нанесенный слой должен быть равномерным без потеков и пропусков.
В течение всего технологического цикла подготовки поверхности металла и нанесения защитного покрытия относительная влажность воздуха не должна превышать 80%, а температура в помещении должна быть не менее 15 °С.
Подготовленные металлические пластины термостатируют в термошкафу при температуре 250 °С в течение 13 ÷ 15 минут до установления температуры поверхности стальной пластины 210 ÷ 230 °С.
Нагретые пластины перемещают в камеру нанесения, где с помощью установки для электростатического нанесения наносят порошковый эпоксидный праймер KCC Karumel EX4413-L300 B/Green (II) либо его аналог. При этом в момент нанесения температура поверхности стальных пластин должна быть 180 ÷ 220 °С. Минимальная толщина слоя эпоксидного праймера должна быть не менее 60 мкм.
Нанесение порошковой полиэтиленовой композиции производят с помощью установки для газопламенного напыления. Подготовленную металлическую пластину размещают на штативе в камере нанесения. Нанесение порошковой полиэтиленовой композиции осуществляется горелкой, размещенной на расстоянии 500 ÷ 650 мм от поверхности. Горелку перемещают в плоскости пластины со скоростью примерно 20 ÷ 30 мм/секунду. При скорости нанесения 20 ÷ 30 мм/секунду толщина слоя покрытия, нанесенного в 1 слой, составляет 200 ÷ 250 мкм. После получения толщины покрытия 3,0 - 3,5 мм на всей поверхности стальной пластины образец охлаждают. Образцы помещают в емкость с водой комнатной температуры или термостат, поддерживающий температуру воды 20 °С. Результаты испытаний приведены в Таблице 2.

Изобретение может быть использовано в производстве порошковой термопластичной краски. Способ получения порошковой полиэтиленовой композиции для защиты от обледенения и коррозии корпусов судов и стальных трубопроводов включает предварительное получение гранулированной композиции и последующий механический помол гранулята до размера частиц 150-250 мкм. Гранулированная композиция включает бимодальный полиэтилен высокой плотности, литьевой полиэтилен высокой плотности, малеинизированный литьевой полиэтилен высокой плотности, этилен-октеновый сополимер, блок-сополимер «стирол-этилен-бутилен-стирол», суперконцентрат красителя на основе литьевого линейного полиэтилена, первичный антиоксидант фенольного типа, вторичный фосфитный антиоксидант, светостабилизатор и фторполимер. Изобретение позволяет увеличить жесткость, износостойкость, прочность и адгезию покрытия на основе порошковой полиэтиленовой композиции. 2 ил., 2 табл., 7 пр.
Способ получения порошковой полиэтиленовой композиции для защиты от обледенения и коррозии корпусов судов и стальных трубопроводов, включающий предварительное получение композиции в гранулированном виде путем смешения в расплаве и гранулирования следующих сырьевых компонентов в указанном соотношении, масс. %:
бимодальный полиэтилен высокой плотности с показателем текучести расплава 0,28-0,32 г/10 мин при температуре 190°С и нагрузке 2,16 кгс – 16,9;
литьевой полиэтилен высокой плотности с показателем текучести расплава 28,0-32,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс – 59,5-9,9;
малеинизированный литьевой полиэтилен высокой плотности с показателем текучести расплава 16,0-20,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс и 0,9-1,1 мас.% привитых малеиновых групп – 4,8-5,2;
этилен-октеновый сополимер с показателем текучести расплава 4,0-6,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс, твердостью 68-72 Шор А и температурой плавления 55-60°С – 4,9-5,1;
блок-сополимер «стирол-этилен-бутилен-стирол» (СЭБС) с содержанием стирола 31-34 мас.% и вязкостью в растворе толуола (10 мас.%) при 25°С - 2000-6000 МПа⋅с – 9,9-10,1;
суперконцентрат красителя на основе литьевого линейного полиэтилена, имеющего показатель текучести расплава 48,0-52,0 г/10 мин при температуре 190°С и нагрузке 2,16 кгс – 1,5-2,0;
первичный антиоксидант фенольного типа, представляющий собой тетракисметилен (3,5-ди-т-бутил-4-гидроксигидроциннамат) – 0,3-0,4;
вторичный фосфитный антиоксидант, представляющий собой трис-(2,4-ди-трет-бутилфенил)фосфит – 0,6-0,8;
светостабилизатор поли[[6-[(1,1,3,3-тетраметилбутил)амино]-1,3,5-триазин-2,4-диил] [(2,2,6,6-тетраметил-4-пиперидинил)имино]-1,6-гександиил[(2,2,6,6-тетраметил-4-пиперидинил)имино]] – 0,4-0,6;
фторполимер, имеющий показатель текучести расплава 6,0-14,0 г/10 мин при температуре 265°С и нагрузке 5,0 кгс и температуру плавления 110-126°С – 0,1;
и последующий механический помол до среднего размера частиц 150-250 мкм.
| Термопластичная эластомерная композиция для покрытия | 2019 |
|
RU2697807C1 |
| ПРИМЕНЕНИЕ ВЯЗКОЭЛАСТИЧНОЙ ЖИДКОСТИ ДЛЯ ПОЛУЧЕНИЯ МЕДИЦИНСКОГО ПРОДУКТА ДЛЯ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ГЛАЗ | 2012 |
|
RU2603489C2 |
| CN 109679413 A, 26.04.2019 | |||
| CN 109880445 A, 14.06.2019. | |||

