Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для непрерывной формовки FRP, которое непрерывно формует армированный волокном пластик (FRP).
Уровень техники
[0002] FRP традиционно формуется следующим образом. Готовится множество листов препрега. Препрег представляет собой формовочный материал, включающий в себя армирующие волокна, который был пропитан термореактивной смолой и нагрет или высушен так, чтобы находиться в полувулканизованном состоянии. Лист препрега представляет собой препрег в форме листа. Множество подготовленных листов препрега наслаиваются друг на друга. Наслоенные листы препрега формуются с помощью горячей пресс-формы в предопределенную форму, и одновременно с этим термореактивная смола в листах препрега вулканизируется. Таким образом FRP предопределенной формы формуется из множества листов препрега (см., например, Патентный документ 1).
Список цитируемых документов
Патентные документы
[0003] Патентный документ 1: Японская отложенная патентная заявка № 2001-328130
Сущность изобретения
Техническая проблема
[0004] Вышеописанная формовка FRP использует листы препрега, каждый из которых включает в себя армирующие волокна, пропитанные термореактивной смолой.
[0005] В то же время FRP желательно формовать с использованием листов препрега, каждый из которых включает в себя армирующие волокна, пропитанные термопластичной смолой вместо термореактивной смолы. Термопластичная смола в отличие от термореактивной смолы не вызывает химической реакции даже при нагревании и может быть легко размягчена путем нагрева и отверждена путем охлаждения. Соответственно, листы препрега очевидно формуются при перемещении, например в состоянии, нагретом до температуры, подходящей для формовки. Ожидается, что FRP может быть таким образом отформован за короткое время с использованием листов препрега, сделанных из термопластичной смолы, в результате чего массовое производство FRP облегчается.
[0006] Ввиду вышеизложенного задачей настоящего изобретения является предложить устройство и способ для непрерывного производства FRP из листов препрега, сделанных из термопластичной смолы.
Решение проблемы
[0007] Для решения вышеописанной задачи устройство для непрерывной формовки FRP в соответствии с настоящим изобретением непрерывно формует FRP из слоистого листа, включающего множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, и это устройство для непрерывной формовки FRP включает в себя:
множество устройств подачи листа, которые непрерывно подают множество слоистых листов в направлении подачи;
устройство для укладки слоев, которое укладывает друг на друга множество слоистых листов, подаваемых множеством устройств подачи листа, и тем самым формирует листовое слоистое тело; и
формообразующий механизм, который во время перемещения листового слоистого тела в направлении подачи формует листовое слоистое тело в FRP, причем FRP имеет поперечное сечение целевой формы,
при этом листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи.
[0008] Для решения вышеописанной задачи способ непрерывной формовки FRP в соответствии с настоящим изобретением непрерывно формует FRP из слоистого листа, включающего множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, и этот способ непрерывной формовки FRP включает в себя:
непрерывную подачу множества слоистых листов в направлении подачи;
укладку друг на друга множества подаваемых слоистых листов, и тем самым формирование листового слоистого тела;
во время перемещения листового слоистого тела в направлении подачи формовку листового слоистого тела в FRP, имеющий поперечное сечение целевой формы,
причем листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи.
Полезные эффекты изобретения
[0009] В соответствии с настоящим изобретением листовое слоистое тело формуется во время перемещения в направлении подачи. Таким образом, на листовое слоистое тело в направлении подачи действует большое натяжение. В связи с этим, в соответствии с настоящим изобретением листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи, так что листовое слоистое тело армируется армирующими волокнами. По этой причине, даже когда большое натяжение действует на листовое слоистое тело в направлении подачи во время формовки листового слоистого тела, можно предотвратить повреждение листового слоистого тела. Таким образом, FRP можно производить непрерывно, не повреждая листовое слоистое тело. Кроме того, использование листов препрега, включающих термопластичную смолу, позволяет формовать FRP за короткое время. Этот приводит к облегчению массового производства длинного FRP с постоянной формой поперечного сечения.
Краткое описание чертежей
[0010] Фиг.1 представляет собой схематический вид, иллюстрирующий всю конфигурацию устройства для непрерывной формовки FRP в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг.2A - 2C представляют собой схематические увеличенные виды листов препрега, если смотреть в направлении их толщины.
Фиг.3A - 3C иллюстрируют примеры конфигурации формующих блоков для прямоугольной формы.
Фиг.4A - 4C иллюстрируют примеры конфигурации формующих блоков для L-образной формы.
Фиг.5A - 5C иллюстрируют примеры конфигурации формующих блоков для U-образной формы.
Фиг.6A - 6E иллюстрируют примеры конфигурации формующих блоков для формы шляпы.
Фиг.7A - 7D иллюстрируют примеры конфигурации формующего устройства, показанного на Фиг.1.
Фиг.8 представляет собой схематический вид, иллюстрирующий всю конфигурацию устройства для непрерывной формовки FRP в соответствии со вторым вариантом осуществления настоящего изобретения.
Фиг.9 иллюстрирует конфигурации на выходной стороне Фиг.8.
Фиг.10A и 10B иллюстрируют примеры конфигурации направляющих устройств для перевернутой T-образной формы во втором варианте осуществления.
Фиг.11 иллюстрирует пример конфигурации объединяющего устройства для перевернутой T-образной формы во втором варианте осуществления.
Фиг.12A - 12C иллюстрируют примеры конфигурации формующих блоков для перевернутой T-образной формы во втором варианте осуществления.
Фиг.13 иллюстрирует пример конфигурации формующего устройства для перевернутой T-образной формы во втором варианте осуществления.
Фиг.14 иллюстрирует другой пример конфигурации устройства для непрерывной формовки FRP для перевернутой T-образной формы во втором варианте осуществления.
Фиг.15 иллюстрирует пример конфигурации устройства для непрерывной формовки FRP для Н-образной формы во втором варианте осуществления.
Фиг.16A и 16B иллюстрируют примеры конфигурации направляющих устройств для Н-образной формы во втором варианте осуществления.
Фиг.17 иллюстрируют пример конфигурации объединяющего устройства для Н-образной формы во втором варианте осуществления.
Фиг.18A - 18C иллюстрируют примеры конфигурации формующих блоков для Н-образной формы во втором варианте осуществления.
Фиг.19 иллюстрирует пример конфигурации формующего устройства для Н-образной формы во втором варианте осуществления.
Фиг.20 иллюстрирует другой пример конфигурации устройства для непрерывной формовки FRP для Н-образной формы во втором варианте осуществления.
Фиг.21A - 21C иллюстрируют пример конфигурации формующего устройства.
Фиг.22A - 22C иллюстрируют модифицированный пример формующего устройства.
Фиг.23A - 23D иллюстрируют модифицированный пример формующего устройства.
Фиг.24A - 24H иллюстрируют модифицированный пример формующего устройства.
Описание вариантов осуществления
[0011] Далее варианты осуществления настоящего изобретения описываются со ссылкой на чертежи. Одинаковые ссылочные цифры используются для одинаковых частей на каждом из чертежей, и их дублирующее описание опускается.
[0012] Фиг.1 представляет собой схематический вид, иллюстрирующий всю конфигурацию устройства 10 для непрерывной формовки FRP в соответствии с первым вариантом осуществления настоящего изобретения. Устройство 10 для непрерывной формовки FRP непрерывно формует армированный волокном пластик (FRP) 2 из слоистых листов. Каждый из слоистых листов включает в себя множество наслоенных друг на друга листов препрега, каждый из которых включает в себя термопластичную смолу и армирующие волокна. Листы препрега каждого из слоистых листов отличаются друг от друга ориентацией волокна. Следующее описание предполагает, что множество слоистых листов состоит из трех слоистых листов 1a, 1b, и 1c. Однако множество слоистых листов может состоять из двух слоистых листов, или из четырех или больше слоистых листов. Каждый из листов препрега, которые составляют каждый из слоистых листов 1a, 1b, и 1c, формируется из армирующих волокон и термопластичной смолы. Устройство 10 для непрерывной формовки FRP включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6, формообразующий механизм 7, охлаждающее устройство 8, вытягивающее устройство 9, режущее устройство 11 и устройство 38 неразрушающего контроля.
[0013] Множество устройств 3a, 3b и 3c подачи листа непрерывно подают слоистые листы 1a, 1b и 1c, соответственно, в направлении подачи. В настоящей патентной заявке направление подачи является направлением (направлением вправо на Фиг.1), в котором непрерывно перемещается множество слоистых листов 1a, 1b и 1c (а также листовое слоистое тело 14, FRP 2, объединенное тело 57 и FRP 58, описываемые ниже). Каждое из устройств 3a, 3b и 3c подачи листа может быть катушкой, на которой намотан соответствующий слоистый лист 1a, 1b или 1c. Крутящий момент создается в каждой из катушек 3a, 3b и 3c в направлении наматывания слоистых листов 1a, 1b или 1c. По этой причине слоистые листы 1a, 1b и 1c непрерывно подаются нижеописываемым вытягивающим устройством 9, испытывая при этом обратное натяжение.
[0014] Фиг.2A - 2C иллюстрируют пример листов препрега, составляющих один слоистый лист (например, слоистый лист 1a или 1b). Фиг.2A - 2C представляют собой схематические увеличенные виды листов 4a, 4b и 4c препрега, если смотреть в направлении их толщины. В настоящем варианте осуществления каждый из листов 4a, 4b и 4c препрега представляет собой формовочный материал в форме листа (например, в форме ленты), включающий в себя термопластичную смолу 12 и армирующие волокна 13, как проиллюстрировано, например, на Фиг.2A - 2C. Каждый из листов препрега 4a, 4b и 4c может включать в себя армирующие волокна 13, пропитанные термопластичной смолой 12. Здесь армирующие волокна 13 могут быть углеродными волокнами, но могут быть и другими волокнами.
[0015] В соответствии с настоящим вариантом осуществления по меньшей мере один из множества слоистых листов 1a, 1b и 1c включает в себя препрег, ориентация волокна которого совпадает с направлением подачи. Ориентация волокна представляет собой осевое направление каждого из армирующих волокон, составляющих армирующие волокна 13. В одном примере слоистый лист 1b включает в себя в качестве внешних слоев листы 4b препрега, ориентация волокон в каждом из которых совпадает с направлением подачи. Слоистый лист 1b помещается между слоистыми листами 1a и 1c в нижеописываемом устройстве 5 для укладки слоев. Когда по меньшей мере один из слоистых листов 1a, 1b и 1c включает в себя лист препрега, ориентация волокон которого совпадает с направлением подачи, ориентации волокон внешних слоев в каждом слоистом листе 1a, 1b и 1c не обязательно должны совпадать с направлением подачи.
[0016] Лист препрега, ориентация волокон которого совпадает с направлением подачи, может быть листом препрега, включающим армирующие волокна 13, которые ориентированы в направлении подачи и которые составляют предопределенный массовый или объемный процент (например, 50%) или больше от всех армирующих волокон 13 в этом листе препрега. Лист препрега 4b, ориентация волокон которого совпадает с направлением подачи, может быть однонаправленным (UD) листом препрега, в котором армирующие волокна 13 (например, все армирующие волокна 13) полностью ориентированы в направлении подачи, как проиллюстрировано на Фиг.2B.
[0017] Каждый из слоистых листов 1a, 1b и 1c может включать в себя лист препрега (например, листы 4a или 4c препрега), ориентация волокон которого представляет собой одно или несколько направлений, пересекающихся с направлением подачи. В этом случае каждый из слоистых листов 1a, 1b и 1c может быть слоистым листом, включающим армирующие волокна 13, которые ориентированы в одном или нескольких пересекающихся направлениях, количество которых меньше предопределенного массового или объемного процента (например, 50%) от всех армирующих волокон 13 в этом слоистом листе. Другими словами, каждый из слоистых листов 1a, 1b и 1c может быть слоистым листом, включающим армирующие волокна 13, которые ориентированы в направлении подачи, и которые составляют предопределенный массовый или объемный процент (например, 50%) или больше от всех армирующих волокон 13 в этом слоистом листе. Листы 4a и 4b препрега, волокна которых ориентированы в одном или нескольких пересекающихся направлениях, могут быть однонаправленными (UD) листами препрега, в которых армирующие волокна 13 (например, все армирующие волокна 13) полностью ориентированы в одном пересекающемся направлении, как проиллюстрировано на Фиг.2A и 2C. Примеры листа препрега, волокна которого ориентированы в одном или нескольких пересекающихся направлениях, включают в себя лист 4a препрега, показанный на Фиг.2A, в котором одно или несколько пересекающихся направлений являются наклонными (например, под углом 45 градусов) в одну сторону от направления подачи, и лист 4c препрега, показанный на Фиг.2C, в котором одно или несколько пересекающихся направлений являются наклонными (например, под углом 45 градусов) в другую сторону от направления подачи.
[0018] Устройство 5 для укладки слоев укладывает друг на друга в направлении их толщины множество слоистых листов 1a, 1b и 1c, непрерывно подаваемых множеством устройств 3a, 3b и 3c подачи листа, соответственно. Устройство 5 для укладки слоев тем самым формирует листовое слоистое тело 14. В соответствии с настоящим вариантом осуществления листовое слоистое тело 14 включает в себя армирующие волокна, ориентированные в направлении подачи. Листовое слоистое тело 14 включает в себя армирующие волокна, которые ориентированы в направлении подачи и которые составляют предопределенный процент или больше от всех армирующих волокон в этом листовом слоистом теле 14. Этот предопределенный процент составляет, например, 25% или 50%, не ограничиваясь этим, и зависит от прочности и материала армирующих волокон. Другими словами, этот предопределенный процент определяется как значение, обеспечивающее армирование таким образом, что листовое слоистое тело 14 не повреждается (например не ломается) в направлении подачи за счет формования с помощью описанного ниже формообразующего механизма 7 (формующие блоки 15-17, нижеописываемые формующие блоки 65-67, и нижеописываемые формующие устройства 68 в случае нижеописываемого второго варианта осуществления).
[0019] Устройство 5 для укладки слоев может формировать листовое слоистое тело 14, которое включает в себя слоистый лист 1b, включающий внешние слои, ориентации волокон каждого из которых совпадают с направлением подачи, и которое включает в себя различные слоистые листы 1a и 1c, между которыми находится слоистый лист 1b, каждый из которых включает внешние слои, ориентации волокон в которых не совпадают с направлением подачи. Другими словами, ориентации волокон листов препрега во внешних слоях (внешних слоях на обеих сторонах, противоположных друг другу) листового слоистого тела 14 могут быть вышеописанными одним или более пересекающимися направлениями.
[0020] Устройство 5 для укладки слоев может включать в себя пару роликов 5a и 5b для укладки слоев, которые зажимают множество слоистых листов 1a, 1b и 1c в направлении их толщины, чтобы сформировать листовое слоистое тело 14, как проиллюстрировано на Фиг.1. Пара роликов 5a и 5b для укладки слоев может приводиться во вращение, чтобы перемещать листовое слоистое тело 14 в направлении подачи, или каждый из них может просто свободно вращаться вокруг своей центральной оси. Прижимной механизм и нагревательный механизм могут присутствовать или отсутствовать в устройстве 5 для укладки слоев.
[0021] Нагревательное устройство 6 нагревает листовое слоистое тело 14, непрерывно подаваемое из устройства 5 для укладки слоев, и тем самым размягчает листовое слоистое тело 14. Это позволяет нижеописываемому формующему механизму 7 легко формовать листовое слоистое тело 14. Нагревательное устройство 6 может быть, например, нагревателем.
[0022] Формообразующий механизм 7 формует поперечное сечение листового слоистого тела 14 в целевую форму при перемещении в направлении подачи листового слоистого тела 14, непрерывно подаваемого из нагревательного устройства 6.
[0023] Формообразующий механизм 7 включает в себя формующие поверхности, которые формируют область прохода, если смотреть в направлении подачи. Листовое слоистое тело 14 проходит через эту область прохода. По мере того, как положение смещается дальше в направлении подачи, форма области прохода, рассматриваемая в направлении подачи, приближается к целевой форме, отклоняясь от формы поперечного сечения листового слоистого тела 14, которое еще не вошло в формообразующий механизм 7. Например, форма области прохода, если смотреть в направлении подачи, в самом первом положении в направлении подачи является той же самой или близкой к форме поперечного сечения листового слоистого тела 14 непосредственно перед входом в формообразующий механизм 7, и приближается к целевой форме, отклоняясь от этой формы поперечного сечения, по мере того, как положение смещается дальше в направлении подачи.
[0024] Множество слоистых листов 1a, 1b и 1c, составляющих листовое слоистое тело 14, который было сформовано формообразующим механизмом 7, находятся в состоянии сплавления друг с другом при нагревании. Это нагревание может достигаться за счет любого или всего тепла от нагревательного устройства 6, тепла от нижеописываемых формующих роликов и тепла от нагревательной печи и т.п. В дальнейшем листовое слоистое тело 14, которое было сформовано формообразующим механизмом 7, упоминается как FRP 2.
[0025] Формообразующий механизм 7 в настоящем варианте осуществления включает в себя множество формующих блоков 15, 16 и 17, расположенных во множестве соответствующих положений в направлении подачи, а также включает в себя формующее устройство 37, как проиллюстрировано на Фиг.1. Каждый из формующих блоков 15, 16 и 17 включает в себя множество формующих роликов, зажимающих листовое слоистое тело 14. Множество формующих роликов может сжимать листовое слоистое тело 14. Каждый из формующих роликов включает в себя вышеописанную формующую поверхность, которая формирует вышеописанную область прохода. Каждый из формующих роликов, составляющих каждый из формующих блоков 15, 16 и 17, приводится во вращение или просто свободно вращается вокруг его центральной оси. Нижеописываемые шаровые ролики и делительные ролики являются просто свободно вращающимися.
[0026] Количество формующих блоков 15, 16 и 17 в примере, показанном на Фиг.1, равно трем, но может составлять один, два, четыре или больше. Множество формующих роликов может включать в себя формующий ролик, включающий формующую поверхность и включающий нагреватель или катушку индукционного нагрева, которые располагаются в формующем ролике и нагревают формующую поверхность. Нагретая формующая поверхность формует листовое слоистое тело 14, размягчая его. Встроенный нагревательный механизм, такой как нагреватель, может отсутствовать в формующем ролике, и нагревательное устройство 25 (нагревательная печь и т.п.), находящееся снаружи формующих роликов, может нагревать листовое слоистое тело 14. Вышеописанное нагревательное устройство 6 представляет собой нагревательное устройство, нагревающее листовое слоистое тело 14, которое еще предстоит отформовать с помощью формообразующего механизма 7. Нагреватель или катушка индукционного нагрева внутри формующего ролика, или нагревательное устройство 25 снаружи формующих роликов составляют нагревательное устройство, которое нагревает листовое слоистое тело 14, которое уже формуется формообразующим механизмом 7.
[0027] Далее со ссылкой на Фиг.3A - 6E описываются примеры конфигурации вышеописанных формующих блоков 15, 16 и 17 и множества их формующих роликов в случае соответствующих целевых форм.
[0028] <В случае прямоугольной целевой формы>
Фиг.3A - 3C иллюстрируют примеры конфигурации формующих блоков 15, 16 и 17, когда целевая форма является прямоугольной. Фиг.3A - 3C показывают поперечные сечения A-A, B-B и C-C, обозначенные на Фиг.1, соответственно. В примерах конфигурации, показанных на Фиг.3A - 3C, каждый из формующих блоков 15-17 включает в себя пару формующих роликов 18 и 19, зажимающих листовое слоистое тело 14. Каждый из формующих роликов 18 и 19 может иметь цилиндрическую форму.
[0029] Каждый из пары формующих роликов 18 и 19 включает в себя формующую поверхность 18a или 19a, формирующую вышеописанную область прохода. Область прохода представляет собой область между формующими роликами 18 и 19. Область прохода становится все более узкой в направлении разделения пары формующих роликов 18 и 19 и приближается к прямоугольной целевой форме по мере того, как область прохода смещается к формующему блоку в направлении подачи. На Фиг.3A и других чертежах штрих-пунктирные линии представляют центральные оси соответствующих роликов (формующих роликов 18 и 19 на Фиг.3A). Листовое слоистое тело 14 проходит через формующие ролики 18 и 19 (то есть через вышеописанную область прохода) во множестве формующих блоков 15, 16 и 17, и тем самым постепенно уменьшается в толщине. Таким образом, листовое слоистое тело 14 формуется так, чтобы иметь форму поперечного сечения (прямоугольную форму), близкую к целевой форме.
[0030] <В случае L-образной целевой формы>
Фиг.4A - 4C иллюстрируют примеры конфигурации формующих блоков 15, 16 и 17, когда целевая форма является L-образной. Фиг.4A - 4C показывают поперечные сечения A-A, B-B и C-C, обозначенные на Фиг.1, соответственно.
[0031] В примерах конфигурации, показанных на Фиг.4A - 4C, каждый из формующих блоков 15-17 включает в себя формующие ролики 21-24. Листовое слоистое тело 14 зажимается между формующим роликом 21 и формующими роликами 22-24, и тем самым формуется. Формующие ролики 21, 22, 23 и 24 соответственно включают в себя формующие поверхности 21a, 22a, 23a и 24a, формирующие вышеописанную область прохода. Область прохода представляет собой область между множеством формующих роликов 21, 22, 23 и 24. Область прохода приближается к L-образной форме, то есть к целевой форме, по мере того, как область прохода смещается к формующему блоку в направлении подачи. Другими словами, листовое слоистое тело 14, имеющее прямоугольное поперечное сечение, постепенно сгибается формующими блоками 15-17 и тем самым формуется так, чтобы иметь форму поперечного сечения (L-образную форму) близкую к целевой форме.
[0032] В каждом из формующих блоков 15-17 формующий ролик 21 располагается на той стороне, в которую листовое слоистое тело 14 изгибается как описано выше, и формующие ролики 22, 23 и 24 располагаются напротив формующего ролика 21 относительно листового слоистого тела 14.
[0033] Центральная ось формующего ролика 21 ориентирована в направлении ширины листового слоистого тела 14. Направление ширины листового слоистого тела 14 является направлением, перпендикулярным к направлению подачи, и является направлением (например, направлением слева направо на Фиг.4A - 4C) от одной торцевой поверхности до другой торцевой поверхности в листовом слоистом теле 14 непосредственно перед формообразующим механизмом 7 (то же самое относится и к последующему). Формующий ролик 21 включает в себя множество частичных роликов 21b. Эти частичные ролики 21b имеют центральные оси, выровненные с единственной центральной осью формующего ролика 21. Множество частичных роликов 21b предусматриваются так, чтобы они свободно вращались вокруг единственной центральной оси независимо друг от друга. Частичный ролик 21b, расположенный дальше от центра формующего ролика 21 в направлении единственной центральной оси, имеет меньший наружный диаметр. Формующий ролик 21 состоит из множества частичных роликов 21b, которые вращаются независимо друг от друга, устраняя тем самым различие в скорости вращения наружной поверхности ролика, вызываемое различием в диаметре ролика. Соответственно, неравномерность формы поверхности FRP 2 может быть подавлена.
[0034] Формующий ролик 22 располагается в центре листового слоистого тела 14 в направлении ширины. Другими словами, формующий ролик 22 располагается в сгибаемой части в поперечном сечении листового слоистого тела 14. Формующий ролик 22 свободно вращается вокруг его центральной оси, ориентированной в направлении ширины листового слоистого тела 14. Формующие ролики 23 и 24 располагаются с обеих сторон формующего ролика 22 в направлении ширины листового слоистого тела 14, и их центральные оси наклонены относительно направления ширины.
[0035] <В случае U-образной целевой формы>
Фиг.5A - 5C иллюстрируют примеры конфигурации формующих блоков 15, 16 и 17, когда целевая форма является U-образной. Фиг.5A - 5C показывают поперечные сечения A-A, B-B и C-C, обозначенные на Фиг.1, соответственно.
[0036] В примерах конфигурации, показанных на Фиг.5A - 5C, каждый из формующих блоков 15 и 16 включает в себя формующие ролики 31-36. Формующий блок 17 включает в себя формующие ролики 32-36 и формующие ролики 41-45. В формующих блоках 15 и 16 листовое слоистое тело 14 зажимается между формующим роликом 31 и формующими роликами 32-36. В формующем блоке 17 листовое слоистое тело 14 зажимается между формующими роликами 41-45 и формующими роликами 32-36. Таким образом, листовое слоистое тело 14 формуется. Формующие ролики 31-36 и 41-45 соответственно включают в себя формующие поверхности 31a - 36a и 41a - 45a, формирующие вышеописанную область прохода. Область прохода представляет собой область между формующим роликом 31 и формующими роликами 32-36, а также между формующими роликами 41-45 и формующими роликами 32-36. Эта область приближается к U-образной форме, то есть к целевой форме, по мере того, как она смещается к формующему блоку в направлении подачи. Другими словами, листовое слоистое тело 14, имеющее прямоугольное поперечное сечение, постепенно сгибается формующими блоками 15-17 и тем самым формуется так, чтобы иметь форму поперечного сечения (U-образную форму) близкую к целевой форме.
[0037] В каждом из формующих блоков 15 и 16 формующий ролик 31 устанавливается с той стороны (в дальнейшем также упоминаемой как одна сторона), в которую листовое слоистое тело 14 сгибается как описано выше, и включает в себя множество частичных роликов 31b. Эти частичные ролики 31b имеют центральные оси, выровненные с единственной центральной осью формующего ролика 31, и ориентированы в направлении ширины листового слоистого тела 14. Множество частичных роликов 31b предусматриваются так, чтобы они свободно вращались вокруг единственной центральной оси. Частичный ролик 31b, расположенный в центре формующего ролика 31 в направлении единственной центральной оси, имеет цилиндрическую форму. Все другие частичные ролики 31b имеют форму усеченного конуса. Частичный ролик 31b, расположенный дальше от центра формующего ролика 31 в направлении единственной центральной оси, имеет меньший наружный диаметр. Формующий ролик 31 состоит из множества частичных роликов 31b, которые вращаются независимо друг от друга. Это может устранять различие в скорости вращения наружной поверхности ролика, вызываемое различием в диаметре ролика. Соответственно, неравномерность формы поверхности листового слоистого тела 14 может быть подавлена.
[0038] В каждом из формующих блоков 15 и 16 формующие ролики 32-36 располагаются на противоположной стороне относительно листового слоистого тела 14. Формующий ролик 32 располагается в центральной части листового слоистого тела 14 в направлении ширины, и имеет центральную ось, ориентированную в направлении ширины. Формующие ролики 33 и 34 располагаются у двух изогнутых частей листового слоистого тела 14. Формующие ролики 35 и 36 располагаются у обеих концевых частей, загнутых от центральной части в направлении ширины в листовом слоистом теле 14. Центральные оси формующих роликов 33-36 наклонены к направлению ширины листового слоистого тела 14.
[0039] В формующем блоке 17 формующие ролики 32-36 имеют те же самые конфигурации, что и формующие ролики 32-36 каждого из формующих блоков 15 и 16. В формующем блоке 17 центральные оси формующих роликов 35 и 36 ориентированы в направлении, перпендикулярном к направлению подачи и к направлению ширины листового слоистого тела 14.
[0040] В формующем блоке 17 формующие ролики 41-45 располагаются с одной стороны относительно листового слоистого тела 14. Формующий ролик 41 располагается в центральной части листового слоистого тела 14 в направлении ширины, и имеет центральную ось, ориентированную в направлении ширины. Формующие ролики 42 и 43 являются шаровыми роликами, расположенными у двух загнутых частей в листовом слоистом теле 14, и свободно вращаются вокруг произвольных осей, проходящих через их центры. Формующие ролики 44 и 45 располагаются у обеих концевых частей, загнутых от центральной части в направлении ширины в листовом слоистом теле 14, и зажимают обе концевые части во взаимодействии с формующими роликами 35 и 36.
[0041] <В случае целевой формы шляпы>
Фиг.6A - 6C показывают поперечные сечения A-A, B-B и C-C, обозначенные на Фиг.1, соответственно. Когда целевая форма является формой шляпы, не только формующие блоки 15, 16 и 17, но также и формующие блоки 17A и 17B, например, предусматриваются в качестве формующих блоков формообразующего механизма 7. Фиг.6D и Фиг.6E иллюстрируют конфигурации формующих блоков 17A и 17B, если смотреть в направлении подачи, соответственно. Формующие блоки 17A и 17B предусматриваются между формующим блоком 17 и формующим устройством 37. Формующий блок 17A располагается на входной стороне формующего блока 17B.
[0042] Листовое слоистое тело 14, имеющее прямоугольное поперечное сечение, проходит через формующие блоки 15-17 в этом порядке, и тем самым постепенно сгибается и формуется так, чтобы иметь форму поперечного сечения (U-образную форму) близкую к целевой форме, аналогично случаю, показанному на Фиг.5A - 5C. Конфигурации формующих блоков 15, 16 и 17 являются теми же самыми, что и у формующих блоков 15, 16 и 17, описанных выше со ссылкой на Фиг.5A - 5C, и их описание таким образом опускается.
[0043] Листовое слоистое тело 14, которое прошло через формующий блок 17, проходит через формующие блоки 17A и 17B в этом порядке. Тем самым концы обеих концевых частей листового слоистого тела 14 загибаются, как проиллюстрировано на Фиг.6D и Фиг.6E. В результате листовое слоистое тело 14 формуется так, чтобы иметь форму поперечного сечения, близкую к целевой форме (форме шляпы). С этой целью каждый из формующих блоков 17A и 17B включает в себя множество формующих роликов 121-124 в дополнение к конфигурации формующего блока 17, как проиллюстрировано на Фиг.6D и Фиг.6E. Формующие ролики 121-124 зажимают и формуют концы обеих концевых частей.
[0044] Формующее устройство 37 располагается на выходной стороне множества формующих блоков 15-17. Листовое слоистое тело 14, поступающее от формующих блоков 15-17, формуется формующим устройством 37 так, чтобы иметь форму поперечного сечения, которая является целевой формой. Каждая из Фиг.7A - 7D представляет собой поперечное сечение по линии VII-VII, изображенной на Фиг.1. Фиг.7A иллюстрирует случай, в котором целевая форма является прямоугольной. Фиг.7B иллюстрирует случай, в котором целевая форма является L-образной. Фиг.7С иллюстрирует случай, в котором целевая форма является U-образной. Фиг.7D иллюстрирует случай, в котором целевая форма является формой шляпы.
[0045] Формующее устройство 37 включает в себя множество пресс-форм (пресс-формы 37a1 и 37a2 на Фиг.7A и Фиг.7B, пресс-формы 37a1-37a4 на Фиг.7C и Фиг.7D), каждая из которых включает в себя внутреннюю поверхность, которая формирует вышеописанную область прохода. Эти пресс-формы зажимают листовое слоистое тело 14, поступающее от формующего блока 17, в его направлении толщины. Листовое слоистое тело 14 тем самым формуется так, чтобы иметь целевую форму поперечного сечения. Другими словами, листовое слоистое тело 14, поступающее от формующего блока 17, проходит через область прохода, сформированную формующими поверхностями множества пресс-форм. Тем самым в листовом слоистом теле 14 армирующие волокна сильнее пропитываются смолой, и листовое слоистое тело 14 формуется в FRP 2, имеющий целевую форму поперечного сечения.
[0046] Формующее устройство 37 включает в себя устройство 37b создания формующей силы. Устройство 37b создания формующей силы нажимает на пресс-форму формующего устройства 37 для создания формующей силы, прикладываемой к листовому слоистому телу 14. Другими словами, устройство 37b создания формующей силы нажимает на пресс-форму формующего устройства 37 в направлении сужения ширины области прохода, сформированной формующими поверхностями множества пресс-форм формующего устройства 37. Поскольку сила, с которой устройство 37b создания формующей силы нажимает на пресс-форму, является предварительно заданной (например, постоянной), ширина области прохода автоматически регулируется в ответ на колебания толщины листового слоистого тела 14. В примерах, показанных на Фиг.7A - 7D, каждая белая стрелка показывает направление, в котором устройство 37b создания формующей силы нажимает на пресс-форму.
[0047] На Фиг.7A - 7D каждая из пресс-форм (пресс-форма 37a1 и т.п.) включает в себя формующую поверхность, контактирующую с листовым слоистым телом 14, и пунктирные линии показывают формующие поверхности, которые располагаются ближе ко входу в соответствующих пресс-формах в направлении подачи. Площадь области прохода, формируемая формующими поверхностями множества пресс-форм формующего устройства 37, постепенно уменьшается по мере того, как положение смещается от входного конца к выходному концу в направлении подачи. Тем самым листовое слоистое тело 14 может легко входить в область прохода пресс-форм 37a, и приобретает целевую форму поперечного сечения после прохождения через область прохода.
[0048] На каждой из Фиг.7A и Фиг.7B устройство 37b создания формующей силы включает в себя прессовое формовочное устройство 37b1. Прессовое формовочное устройство 37b1 прижимает пресс-форму 37a1 к пресс-форме 37a2. В этом случае пресс-форма 37a2 может быть прикреплена к непроиллюстрированной структуре. На Фиг.7A и 7B обе торцевые поверхности листового слоистого тела 14 в направлении слева направо ограничиваются внутренними поверхностями пресс-формы 37a2.
[0049] На каждой из Фиг.7C и 7D устройство 37b создания формующей силы включает в себя прессовые формовочные устройства 37b1-37b3. Прессовое формовочное устройство 37b1 прижимает пресс-форму 37a1 к пресс-форме 37a2 относительно пары пресс-форм 37a1 и 37a2, расположенных в верхнем и нижнем положениях на Фиг.7C или Фиг.7D. В этом случае пресс-форма 37a2 может быть прикреплена к непроиллюстрированной структуре. На каждой из Фиг.7C и 7D пресс-формы 37a3 и 37a4 располагаются слева и справа. Пресс-формы 37a3 и 37a4 зажимают части листового слоистого тела 14 в направлении слева направо на каждом из этих чертежей, взаимодействуя с пресс-формой 37a1. Пресс-формы 37a3 и 37a4 являются подвижными в направлении слева направо вдоль пресс-формы 37a2. Прессовое формовочное устройство 37b2 прижимает пресс-форму 37a3 к пресс-форме 37a1 в направлении вправо на Фиг.7C или 7D. Прессовое формовочное устройство 37b3 прижимает пресс-форму 37a4 к пресс-форме 37a1 в направлении влево на Фиг.7C или 7D.
[0050] На Фиг.7C или 7D обе торцевые поверхности листового слоистого тела 14, которые обращены вверх или влево и вправо, ограничиваются ограничивающими элементами 101 и 102. Ограничивающий элемент 101 предусматривается между пресс-формами 37a1 и пресс-формами 37a3, и прижимается к одной торцевой поверхности листового слоистого тела 14 с помощью пружины 103 (или цилиндрического устройства). Ограничивающий элемент 102 предусматривается между пресс-формами 37a1 и пресс-формами 37a4, и прижимается к другой торцевой поверхности листового слоистого тела 14 с помощью пружины 103 (или цилиндрического устройства).
[0051] Каждое из прессовых формовочных устройств 37b1-37b3 является цилиндрическим устройством, которое расширяется и сжимается в примерах, показанных на Фиг.7A - 7D, но может быть устройством, создающим вышеописанную формующую силу благодаря пружине.
[0052] Охлаждающее устройство 8 на Фиг.1 заставляет охлаждающий агент (охлаждающий газ или охлаждающую жидкость) течь через путь охлаждающего потока (не показан), сформированный внутри каждой из пресс-форм формующего устройства 37, и тем самым охлаждает пресс-формы. Соответственно, каждая из пресс-форм формующего устройства 37 охлаждает и вулканизирует листовое слоистое тело 14 при его формовке. Каждая из пресс-форм формующего устройства 37 может включать в себя входную часть и выходную часть в направлении подачи. Нагревательное устройство, такое как нагреватель или катушка индукционного нагрева, может предусматриваться во входной части. Вышеописанный путь охлаждающего потока может быть сформирован внутри выходной части. Входная часть и выходная часть могут быть отделены друг от друга или могут быть интегрированы друг с другом.
[0053] Вытягивающее устройство 9 непрерывно вытягивает FRP 2 из формообразующего механизма 7 в направлении подачи. Вытягивающее устройство 9 включает в себя множество зажимных механизмов 9a и 9b. Каждый из зажимных механизмов 9a и 9b зажимает FRP 2 в направлении толщины во входном положении, перемещается в сторону выхода в этом состоянии, затем отпускает FRP 2 в выходном положении, снова возвращается ко входному положению, и снова зажимает FRP 2 в направлении его толщины. Множество зажимных механизмов 9a и 9b повторяют эту операцию во взаимно различные моменты времени так, чтобы непрерывно вытягивать FRP 2 к выходной стороне. Таким образом, FRP 2, который был вытянут из формообразующего механизма 7 в направлении подачи, непрерывно передается в направлении подачи к режущему устройству 11 на выходной стороне.
[0054] Режущее устройство 11 вырезает FRP 2, имеющий желаемую длину (размер в направлении подачи), из FRP 2, непрерывно передаваемого из формообразующего механизма 7. Вырезанный FRP 2 используется в качестве продукта FRP. Режущее устройство 11 может быть, например, резаком.
[0055] Устройство 38 неразрушающего контроля выполняет ультразвуковую дефектоскопию на формованном изделии из FRP для подтверждения отсутствия дефектов формовки (отслаивания или пустот).
[0056] Способ непрерывной формовки FRP согласно первому варианту осуществления использует вышеописанное устройство 10 для непрерывной формовки FRP, и тем самым непрерывно формует FRP 2 из множества слоистых листов 1a, 1b и 1c, каждый из которых включает в себя армирующие волокна и термопластичную смолу. Этот способ включает в себя следующие стадии S1 - S5.
На стадии S1 множество устройств 3a, 3b и 3c подачи листа непрерывно подают множество слоистых листов 1a, 1b и 1c, соответственно.
На стадии S2 устройство 5 для укладки слоев укладывает друг на друга множество слоистых листов 1a, 1b и 1c, непрерывно подаваемых в направлении подачи на стадии S1. Тем самым устройство 5 для укладки слоев формирует слоистые листы 1a, 1b и 1c в листовое слоистое тело 14.
На стадии S3 формообразующий механизм 7 формует и охлаждает листовое слоистое тело 14 во время его непрерывного перемещения в направлении подачи (то есть без остановки перемещения листового слоистого тела 14). Это вызывает формование и отверждение листового слоистого тела 14 в FRP 2, форма поперечного сечения которого является целевой формой.
На стадии S4 FRP 2, имеющий желаемую длину, вырезается из непрерывно передаваемого и приходящего FRP 2.
На стадии S5 устройство 38 неразрушающего контроля выполняет ультразвуковую дефектоскопию на формованном FRP 2, чтобы тем самым подтвердить отсутствие в нем дефектов формовки.
[0057] Стадия S3 выполняется в таком состоянии, когда листовое слоистое тело 14 является нагретым. Например, листовое слоистое тело 14 нагревается нагревательным устройством 6 перед стадией S3, или листовое слоистое тело 14 формуется горячими формующими роликами, позволяя тем самым выполнять стадию S3 в таком состоянии, когда листовое слоистое тело 14 является нагретым.
[0058] В соответствии с первым вариантом осуществления листовое слоистое тело 14 размягчается при нагревании, как было описано выше, из-за характеристик термопластичной смолы. В этом состоянии листовое слоистое тело 14 формуется формообразующим механизмом 7, так что формовка может быть облегчена. Листовое слоистое тело 14 формуется таким образом в размягченном состоянии во время непрерывного перемещения в направлении подачи вытягивающим устройством 9. Соответственно, находясь в размягченном состоянии, листовое слоистое тело легко деформируется натяжением в направлении подачи. С учетом этого армирующие волокна ориентируются в направлении подачи. Армирующие волокна тем самым противостоят натяжению в направлении подачи и препятствуют деформации листового слоистого тела.
[0059] Множество продуктов FRP (FRP 2) может быть дополнительно объединено для формирования с помощью пресс-форм изделия из FRP, имеющего новую форму поперечного сечения.
[0060] [Второй вариант осуществления]
Фиг.8 и 9 иллюстрируют один пример конфигурации устройства 20 для непрерывной формовки FRP согласно второму варианту осуществления настоящего изобретения. Устройство 20 для непрерывной формовки FRP включает в себя множество устройств 51A, 51B и 51C линии формования, направляющий механизм 52, объединяющее устройство 53, множество формующих блоков 65, 66 и 67, формующее устройство 68, охлаждающее устройство 8, вытягивающее устройство 9, режущее устройство 11 и устройство 38 неразрушающего контроля.
[0061] Каждое из устройств 51A, 51B и 51C линии формования включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6 и формующие блоки 15-17, которые были описаны выше и предусматриваются для формовки FRP 2, поперечное сечение которого имеет целевую форму. Формующие блоки 15-17 составляют формообразующий механизм 7. Каждое из устройств 51A, 51B и 51C линии формования непрерывно формует из множества слоистых листов 1a, 1b и 1c FRP 2, поперечное сечение которого имеет целевую форму (например, прямоугольную форму, L-образную форму или U-образную форму). Соответствующие FRP 2, сформованные множеством устройств 51A, 51B и 51C линии формования, упоминаются как FRP 2a, FRP 2b и FRP 2c, как проиллюстрировано на Фиг.8.
[0062] Направляющий механизм 52 направляет множество FRP 2, поступающих от множества устройств 51A, 51B и 51C линии формования, к объединяющему устройству 53.
[0063] Множество FRP 2a, 2b и 2c передается к объединяющему устройству 53 от формующих блоков 15-17 множества устройств 51A, 51B и 51C линии формования. Объединяющее устройство 53 объединяет переданные FRP 2a, 2b и 2c так, чтобы получить новую форму поперечного сечения (близкую к окончательной целевой форме) в целом. Объединенное тело 57, полученное таким образом путем объединения трех FRP 2a, 2b и 2c, выходит из объединяющего устройства 53.
[0064] Формующие блоки 65, 66 и 67 располагаются во множестве соответствующих положений в направлении подачи. Каждый из формующих блоков 65, 66 и 67 включает в себя множество формующих роликов, зажимающих объединенное тело 57. Множество формующих роликов могут сжимать объединенное тело 57. Каждый из формующих роликов включает в себя формующую поверхность, которая формирует область прохода. Каждый из формующих роликов, составляющих каждый из формующих блоков 65, 66 и 67, приводится во вращение или просто свободно вращается вокруг его центральной оси. Нижеописываемые шаровые ролики являются просто свободно вращающимися.
[0065] Количество формующих блоков 65, 66 и 67 в примере, показанном на Фиг.8, равно трем, но может составлять один, два, четыре или больше. Множество формующих роликов может включать в себя формующий ролик, включающий формующую поверхность и включающий нагреватель или катушку индукционного нагрева, которые располагаются внутри этого формующего ролика и нагревают формующую поверхность. Нагретая формующая поверхность формует объединенное тело 57, размягчая его. Встроенный нагревательный механизм, такой как нагреватель, может отсутствовать в формующем ролике, и нагревательное устройство 69 (нагревательная печь и т.п.), находящееся снаружи формующих роликов, может нагревать объединенное тело 57. Нагреватель или катушка индукционного нагрева внутри формующего ролика в формующих блоках 65, 66 и 67, или нагревательное устройство 69 снаружи формующего ролика составляют нагревательное устройство, которое нагревает объединенное тело 57, в то время как формующий механизм формует объединенное тело 57.
[0066] Формующее устройство 68 располагается на выходной стороне формующих блоков 65, 66 и 67, и формует в окончательную целевую форму поперечное сечение объединенного тела 57, поступающего от формующих блоков 65, 66 и 67. формующее устройство 68 включает в себя множество пресс-форм, каждая из которых включает в себя внутреннюю поверхность, формирующую область прохода для объединенного тела 57, аналогично формующему устройству 37 первого варианта осуществления. Эти пресс-формы зажимают объединенное тело 57, поступающее от формующих блоков 65, 66 и 67, в его направлении толщины, и тем самым, формуют поперечное сечение объединенного тела 57 в окончательную целевую форму. Другими словами, площадь области прохода, формируемой формующими поверхностями множества пресс-форм, постепенно уменьшается по мере того, как положение смещается от входного конца к выходному концу в направлении подачи, аналогично формующему устройству 37 первого варианта осуществления. Объединенное тело 57 проходит через область прохода. Тем самым в объединенном теле 57 армирующие волокна сильнее пропитываются смолой, и объединенное тело 57 формуется в FRP 58, имеющий целевую форму поперечного сечения.
[0067] Формующее устройство 68 включает в себя устройство создания формующей силы (например, нижеописываемое устройство 68b создания формующей силы, показанное на Фиг.13). Устройство создания формующей силы нажимает на пресс-форму формующего устройства 68 для создания формующей силы, прикладываемой к объединенному телу 57. Другими словами, устройство создания формующей силы нажимает на пресс-форму формующего устройства 68 в направлении сужения ширины области прохода, сформированной формующими поверхностями множества пресс-форм формующего устройства 68. Поскольку сила, с которой устройство создания формующей силы нажимает на пресс-форму, является предварительно заданной (например, постоянной), ширина области прохода автоматически регулируется в ответ на колебания толщины объединенного тела 57.
[0068] Формующие блоки 65, 66 и 67 и формующее устройство 68 составляют формующий механизм, который формует объединенное тело 57 в FRP 58, имеющий окончательную целевую форму поперечного сечения. Этот формующий механизм включает в себя формующие поверхности, которые формируют область прохода, если смотреть в направлении подачи. Объединенное тело 57 проходит через область прохода. Форма области прохода, если смотреть в направлении подачи, приближается к окончательной целевой форме по мере того, как положение смещается к выходной стороне.
[0069] Охлаждающее устройство 8 на Фиг.8 заставляет охлаждающий агент (охлаждающий газ или охлаждающую жидкость) течь через путь охлаждающего потока (не показан), сформированный внутри каждой из пресс-форм формующего устройства 68, и тем самым охлаждает пресс-формы. Соответственно, каждая из пресс-форм формующего устройства 68 охлаждает и вулканизирует объединенное тело 57 при его формовке. Каждая из пресс-форм формующего устройства 68 может включать в себя входную часть и выходную часть в направлении подачи. Нагревательное устройство, такое как нагреватель или катушка индукционного нагрева, может предусматриваться во входной части. Вышеописанный путь охлаждающего потока может быть сформирован внутри выходной части. Входная часть и выходная часть могут быть отделены друг от друга или могут быть интегрированы друг с другом.
[0070] Вытягивающее устройство 9 непрерывно вытягивает FRP 58 из формующего устройства 68 в направлении подачи. Вытягивающее устройство 9 включает в себя множество зажимных механизмов 9a и 9b. Множество зажимных механизмов 9a и 9b повторяют во взаимно различные моменты времени операцию зажимания FRP 58 в его направлении толщины во входных положениях, перемещения к выходной стороне в этом состоянии, а затем отпускания FRP 58 в выходных положениях, снова возвращаясь к входным положениям и снова зажимая FRP 58 в его направлении толщины, аналогично случаю первого варианта осуществления. Таким образом, FRP 58, который был вытянут из формующего устройства 68 в направлении подачи, непрерывно передается в направлении подачи к режущему устройству 11 на выходной стороне.
[0071] Режущее устройство 11 вырезает FRP 58, имеющий желаемую длину (размер в направлении подачи), из FRP 58, непрерывно передаваемого из формующего устройства 68.
[0072] Устройство 38 неразрушающего контроля выполняет ультразвуковую дефектоскопию на вырезанном FRP 58 для подтверждения отсутствия дефектов формовки (отслаивания или пустот).
[0073] Способ непрерывной формовки FRP согласно второму варианту осуществления использует вышеописанное устройство 20 для непрерывной формовки FRP, и тем самым непрерывно формует армированный волокном пластик из множества слоистых листов 1a, 1b и 1c. Этот способ включает в себя следующие стадии S11 - S15.
На стадии S11 множество устройств линии формования (устройства 51A, 51B и 51C линии формования в примере, показанном на Фиг.8) формуют множество FRP 2 (FRP 2a, 2b и 2c в примере, показанном на Фиг.8), соответственно.
На стадии S12 объединяющее устройство 53 объединяет множество FRP 2, сформованных на стадии S11. Тем самым объединяющее устройство 5 формует FRP 2 в объединенное тело 57, имеющее новую форму поперечного сечения.
На стадии S13 формующие блоки 65, 66 и 67 и формующее устройство 68 формуют и охлаждают объединенное тело 57 во время его непрерывного перемещения в направлении подачи (то есть без остановки перемещения объединенного тела 57). Это вызывает формование и отверждение объединенного тела 57 в FRP 58, форма поперечного сечения которого является окончательной целевой формой.
На стадии S14 FRP 58, имеющий желаемую длину, вырезается из непрерывно передаваемого и приходящего FRP 58.
На стадии S15 устройство 38 неразрушающего контроля выполняет ультразвуковую дефектоскопию на формованном FRP 58, чтобы тем самым подтвердить отсутствие в нем дефектов формовки.
[0074] <В случае перевернутой T-образной окончательной целевой формы>
Устройства 51A, 51B и 51C линии формования с первого по третье предусматриваются как проиллюстрировано на Фиг.8, когда устройство 20 для непрерывной формовки FRP формует FRP 58, имеющий перевернутую T-образную форму поперечного сечения в качестве окончательной целевой формы.
[0075] Каждое из первого и второго устройств 51A и 51B линии формования включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6 и формующие блоки 15-17, которые были описаны выше, и которые предусматриваются для формования FRP 2a или 2b, имеющего L-образное поперечное сечение, с помощью формующих блоков 15-17, составляющих формообразующий механизм 7. Другими словами, каждое из первого и второго устройств 51A и 51B линии формования непрерывно формует множество слоистых листов 1a, 1b и 1c в FRP 2a или 2b, имеющий L-образное поперечное сечение, и непрерывно передает FRP 2a или 2b в направлении подачи.
[0076] Третье устройство 51C линии формования включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6 и формующие блоки 15-17, которые были описаны выше, и которые предусматриваются для формования FRP 2c, имеющего прямоугольное поперечное сечение, с помощью формующих блоков 15-17, составляющих формообразующий механизм 7. Другими словами, третье устройство 51C линии формования непрерывно формует множество слоистых листов 1a, 1b и 1c в FRP 2c, имеющий прямоугольное поперечное сечение, непрерывно передавая FRP 2c в направлении подачи.
[0077] Фиг.10A представляет собой поперечное сечение по линии XA-XA, показанной на Фиг.8, и иллюстрирует пример конфигурации направляющего устройства 55 как части направляющего механизма 52. Направляющее устройство 55 включает в себя пару роликов 55a и 55b и ролик 55c. Ролики 55a и 55b зажимают одну часть, принадлежащую FRP 2a и простирающуюся от изогнутой части в L-образном поперечном сечении FRP 2a. Ролик 55c контактирует с другой частью (поверхностью, обращенной к стороне нижеописываемого объединяющего устройства 53), принадлежащей FRP 2a и простирающейся от изогнутой части в L-образном поперечном сечении FRP 2a. Каждый из роликов 55a - 55c располагается так, чтобы свободно вращаться вокруг своей центральной оси.
[0078] Фиг.10B представляет собой поперечное сечение по линии XB-XB, показанной на Фиг.8, и иллюстрирует пример конфигурации направляющего устройства 56 как части направляющего механизма 52. Направляющее устройство 56 включает в себя ролик 56a, контактирующий с FRP 2c (поверхностью, обращенной к стороне нижеописываемого объединяющего устройства 53). Ролик 56a располагается так, чтобы свободно вращаться вокруг своей центральной оси.
[0079] Фиг.11 представляет собой поперечное сечение по линии XI-XI, показанной на Фиг.8, и иллюстрирует пример конфигурации объединяющего устройства 53. Объединяющее устройство 53 на Фиг.11 включает в себя ролики 53a - 53e. Ролики 53a - 53e вращаются вокруг их центральных осей. Ролики 53a - 53e контактируют с FRP 2a - 2c и направляют FRP 2a - 2c таким образом, что FRP 2a - 2c формируют перевернутую T-образную форму в целом. Каждое из устройств с первого по третье 51A - 51C линии формования может быть установлено в положении, наклонном относительно положения на Фиг.8 вокруг оси, расположенной в направлении слева направо на Фиг.8, так что FRP 2a - 2c, расположенные как показано на Фиг.11, передаются к объединяющему устройству 53.
[0080] Фиг.12A - 12C иллюстрируют примеры конфигурации множества формующих блоков 65, 66 и 67. Фиг.12A, 12B и 12C показывают поперечные сечения по линиям XIIA-XIIA, XIIB-XIIB и XIIC-XIIC, обозначенным на Фиг.8, соответственно.
[0081] Каждый из формующих блоков 65, 66 и 67 в примерах конфигурации, показанных на Фиг.12A - 12C, включает в себя формующие ролики 71-77. В каждом из формующих блоков 65, 66 и 67 часть объединенного тела 57 сжимается между формующими роликами 73 и 75 и формующими роликами 74 и 76 в его направлении толщины (горизонтальном направлении на Фиг.12A - 12C), а другая часть объединенного тела 57 сжимается между формующими роликами 71-74 и формующим роликом 77 в его направлении толщины (вертикальном направлении на Фиг.12A - 12C). Тем самым FRP 2a - 2c, составляющие объединенное тело 57, приклеиваются друг к другу. Формующие ролики 71, 72 и 75-77 являются цилиндрическими, а формующие ролики 73 и 74 являются шаровыми роликами, расположенными в углах центральной части объединенного тела 57 на каждой из Фиг.12A - 12C, и свободно вращаются вокруг произвольных осей, проходящих через их центры.
[0082] Каждый из формующих роликов 71-77 включает в себя формующие поверхности 71a - 77a, формирующие вышеописанную область прохода. Ширина каждой части этой области прохода становится все более узкой по мере того, как положение смещается к формующему блоку в направлении подачи. Другими словами, форма этой области прохода приближается к окончательной целевой форме по мере того, как положение смещается к формующему блоку в направлении подачи.
[0083] Фиг.13 представляет собой поперечное сечение по линии XIII-XIII, показанной на Фиг.8, и иллюстрируют формующее устройство 68, когда окончательная целевая форма представляет собой перевернутую T-образную форму. Формующее устройство 68 включает в себя множество пресс-форм 68a1-68a3 и устройство 68b создания формующей силы. Каждая из пресс-форм 68a1-68a3 на Фиг.13 включает в себя формующую поверхность, контактирующую с объединенным телом 57. Пунктирные линии на Фиг.13 представляют формующие поверхности пресс-форм 68a1-68a3 в самом первом положении в направлении подачи.
[0084] Пара пресс-форм 68a1 и 68a2 на Фиг.13 расположена так, чтобы зажимать часть объединенного тела 57 в направлении влево и вправо. Пресс-форма 68a1 предусматривается так, чтобы она могла двигаться вдоль направляющей 104 в направлении влево и вправо (в дальнейшем также упоминаемом просто как направление слева направо) на Фиг.13. Положение направляющей 104 может быть фиксированным. Пресс-форма 68a2 предусматривается так, чтобы она могла двигаться в направлении слева направо вдоль части пресс-формы 68a1.
[0085] Устройство 68b создания формующей силы включает в себя прессовые формовочные устройства 68b1-68b3. Множество белых стрелок в примере, показанном на Фиг.13, представляет направления, в которых прессовые формовочные устройства 68b1-68b3 сжимают пресс-формы. Прессовое формовочное устройство 68b1 прижимает пресс-форму 68a1 к пресс-форме 68a2 в направлении влево на Фиг.13. Прессовое формовочное устройство 68b2 прижимает пресс-форму 68a2 к пресс-форме 68a1 в направлении вправо на Фиг.13. Прессовое формовочное устройство 68b3 прижимает пресс-форму 68a3 к пресс-формам 68a1 и 68a2 в направлении вверх на Фиг.13.
[0086] Объединенное тело 57 на Фиг.13 включает в себя торцевую поверхность, которая обращена в направлении вверх на этом чертеже и ограничивается внутренней поверхностью пресс-формы 68a1. Объединенное тело 57 на Фиг.13 включает в себя левую и правую торцевые поверхности, ограниченные ограничивающими элементами 105 и 106. Ограничивающий элемент 105 предусматривается между пресс-формами 68a2 и 68a3, и прижимается к левой торцевой поверхности листового слоистого тела 57 с помощью пружины 107 (или цилиндрического устройства). Ограничивающий элемент 106 предусматривается между пресс-формами 68a1 и 68a3, и прижимается к правой торцевой поверхности листового слоистого тела 57 с помощью пружины 107 (или цилиндрического устройства).
[0087] Прессовые формовочные устройства 68b1-68b3 в примере, показанном на Фиг.13, являются цилиндрическими устройствами, которые расширяются и сжимаются, но могут быть устройствами, создающими вышеописанную формующую силу благодаря пружине.
[0088] В случае формовки FRP 58, имеющего перевернутую Т-образную форму поперечного сечения, вышеописанный FRP 2c может быть опущен. Другими словами, объединенное тело 57 в состоянии, в котором FRP 2c отсутствует в объединенном теле 57, показанном на Фиг.12A, может формоваться формующими блоками 65, 66 и 67 и формующим устройством 68. В этом случае третье устройство 51C линии формования может быть опущено, и конфигурации и формы компоновки объединяющего устройства 53, формующих блоков 65, 66 и 67, формующего устройства 68 и т.п. могут быть подходящим образом модифицированы в соответствии с отсутствием FRP 2c.
[0089] Фиг.14 иллюстрирует другой пример конфигурации устройства 20 для непрерывной формовки FRP в случае формовки FRP 58, имеющего перевернутую Т-образную форму поперечного сечения. Пример конфигурации, показанный на Фиг.14, может включать в себя устройство 64 подачи слоистого тела вместо третьего устройства 51C линии формования. Устройство 64 подачи слоистого тела включает в себя множество устройств 3a, 3b и 3c подачи листа и устройство 5 для укладки слоев. В этом случае устройство 5 для укладки слоев в устройстве 64 подачи слоистого тела укладывает в листовое слоистое тело 14c множество слоистых листов 1a, 1b и 1c, поступающих от множества устройств 3a, 3b и 3c подачи листа. Листовое слоистое тело 14c имеет прямоугольное поперечное сечение и используется вместо FRP 2c. Вышеприведенное описание относится к этому случаю таким образом, что слова «FRP 2c» заменяются словами «листовое слоистое тело 14c». Пример конфигурации, показанный на Фиг.14, включает в себя на выходной стороне формующего устройства 68 конфигурации, которые являются теми же самыми, что и описанные выше, и которые конфигурируются как проиллюстрировано на Фиг.9.
[0090] <В случае Н-образной окончательной целевой формы>
Фиг.15 иллюстрирует пример полной конфигурации устройства 20 для непрерывной формовки FRP 58, имеющего Н-образную форму поперечного сечения.
[0091] Устройство 20 для непрерывной формовки FRP включает в себя с первого по четвертое устройства 51A - 51D линии формования, как проиллюстрировано на Фиг.15. Каждое из первого и второго устройств 51A и 51B линии формования включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6 и формующие блоки 15-17, которые были описаны выше, и которые предусматриваются для формования FRP 2, имеющего U-образное поперечное сечение, с помощью формующих блоков 15-17, составляющих формообразующий механизм 7. Каждое из третьего и четвертого устройств 51С и 51D линии формования включает в себя устройства 3a, 3b и 3c подачи листа, устройство 5 для укладки слоев, нагревательное устройство 6 и формующие блоки 15-17, которые были описаны выше, и которые предусматриваются для формования FRP 2, имеющего прямоугольное поперечное сечение, с помощью формующих блоков 15-17, составляющих формообразующий механизм 7. В дальнейшем FRP 2, формуемые устройствами с первого по четвертое 51A - 51D линии формования, упоминаются как FRP 2a, FRP 2b, FRP 2c FRP 2d в этом порядке, как проиллюстрировано на Фиг.15. Пример конфигурации, показанный на Фиг.15, включает в себя на выходной стороне формующего устройства 68 конфигурации, которые являются теми же самыми, что и описанные выше, и которые конфигурируются как проиллюстрировано на Фиг.9.
[0092] Направляющий механизм 52 направляет четыре FRP 2, передаваемые устройствами с первого по четвертое 51A - 51D линии формования, к объединяющему устройству 53.
[0093] Фиг.16A представляет собой поперечное сечение по линии XVIA-XVIA, показанной на Фиг.15, и иллюстрирует пример конфигурации направляющего устройства 61 как части направляющего механизма 52. Направляющее устройство 61 включает в себя пару роликов 61a и 61b и ролик 61c. Ролики 61a и 61b контактируют с обеими концевыми частями U-образного поперечного сечения FRP 2a и зажимают FRP 2a в первом направлении (направление слева направо на Фиг.16A). Ролик 61c контактирует с центральной частью (поверхностью, обращенной к стороне нижеописываемого объединяющего устройства 53) U-образного поперечного сечения FRP 2a. Каждый из роликов 61a - 61c располагается так, чтобы свободно вращаться вокруг своей центральной оси.
[0094] Фиг.16B представляет собой поперечное сечение по линии XVIB-XVIB, показанной на Фиг.15, и иллюстрирует пример конфигурации направляющего устройства 62 как части направляющего механизма 52. Направляющее устройство 62 включает в себя пару роликов 62a и 62b и ролик 62c, аналогично направляющему устройству 61. Ролики 62a и 62b зажимают FRP 2b в первом направлении (направлении слева направо на Фиг.16B). Ролик 62c контактирует с центральной частью (поверхностью, обращенной к стороне нижеописываемого объединяющего устройства 53) U-образного поперечного сечения FRP 2a. Каждый из роликов 62a - 62c располагается так, чтобы свободно вращаться вокруг своей центральной оси.
[0095] Четыре FRP 2a - 2d передаются к объединяющему устройству 53 от устройств с первого по четвертое 51A - 51D линии формования. Объединяющее устройство 53 объединяет поступающие FRP 2a - 2d так, чтобы получить новую полную форму поперечного сечения, которая является Н-образной формой. Объединенное тело 57, формируемое таким объединением четырех FRP 2a - 2d, выходит из объединяющего устройства 53.
[0096] Фиг.17 представляет собой поперечное сечение по линии XVII-XVII, показанной на Фиг.15, и иллюстрирует пример конфигурации объединяющего устройства 53. Объединяющее устройство 53 включает в себя ролики 53f - 53i, как проиллюстрировано на Фиг.17. Ролики 55f - 55i свободно вращаются вокруг их центральных осей. Ролики 55f - 55i направляют FRP 2a - 2d, контактируя с ними таким образом, что они приобретают в целом Н-образное поперечное сечение. Ориентации устройств с первого по четвертое 51A - 51D линии формования могут быть заданы так, чтобы FRP 2a - 2d, имеющие положения, проиллюстрированные на Фиг.17, передавались к объединяющему устройству 53.
[0097] Фиг.18A - 18C иллюстрируют примеры конфигурации множества формующих блоков 65, 66 и 67. Фиг.18A, 18B и 18C показывают поперечные сечения по линиям XVIIIA-XVIIIA, XVIIIB-XVIIIB и XVIIIC-XVIIIC, обозначенным на Фиг.15, соответственно.
[0098] Каждый из формующих блоков 65, 66 и 67 в примерах конфигурации, показанных на Фиг.18A - 18C, включает в себя формующие ролики 81-89 и 91-93. В каждом из формующих блоков 65, 66 и 67 левая часть объединенного тела 57 сжимается в направлении его толщины (в направлении слева направо на Фиг.18A - 18C) формующими роликами 82, 84, 87 и 89 и формующим роликом 92, правая часть объединенного тела 57 сжимается в направлении его толщины (в направлении справа налево на Фиг.18A - 18C) формующими роликами 83, 85, 88 и 91 и формующим роликом 93, и центральная часть объединенного тела 57 сжимается в его направлении толщины (в вертикальном направлении на Фиг.18A - 18C) формующими роликами 81-83 и формующими роликами 86-88. Тем самым FRP 2a - 2d, составляющие объединенное тело 57, приклеиваются друг к другу. Формующие ролики 81, 84-86, 89 и 91-93 являются цилиндрическими, а формующие ролики 82, 83, 87 и 88 являются шаровыми роликами, расположенными в четырех внутренних углах объединенного тела 57 на Фиг.18A - 18C и свободно вращающимися вокруг произвольных осей, проходящих через их центры.
[0099] Формующие ролики 81-89 и 91-93 включают в себя формующие поверхности, которые контактируют с объединенным телом 57 и образуют область прохода для объединенного тела 57. Ширина каждой части этой области прохода становится все более узкой по мере того, как положение смещается к формующему блоку в направлении подачи. Другими словами, форма этой области прохода приближается к окончательной целевой форме по мере того, как положение смещается к формующему блоку в направлении подачи.
[0100] Фиг.19 представляет собой поперечное сечение по линии XIX-XIX, показанной на Фиг.15, и иллюстрирует формующее устройство 68 в том случае, когда окончательная целевая форма представляет собой Н-образную форму. Формующее устройство 68 включает в себя множество пресс-форм 68a1-68a4. Каждая из пресс-форм 68a1-68a4, показанных на Фиг.19, включает в себя формующую поверхность, контактирующую с объединенным телом 57. Пунктирные линии на Фиг.19 представляют формующие поверхности соответствующих пресс-форм 68a1-68a4 в самом первом положении в направлении подачи.
[0101] Пара пресс-форм 68a1 и 68a2 на Фиг.19 располагаются с верхней и нижней стороны. Пара пресс-форм 68a3 и 68a4 располагаются с левой и правой стороны на Фиг.19.
[0102] Устройство 68b создания формующей силы включает в себя прессовые формовочные устройства 68b1-68b4. Множество белых стрелок в примере, показанном на Фиг.19, представляет направления, в которых прессовые формовочные устройства 68b1-68b4 сжимают пресс-формы. Прессовые формовочные устройства 68b1 и 68b2 прижимают пару пресс-форм 68a1 и 68a2 друг к другу, соответственно. Прессовые формовочные устройства 68b3 и 68b4 прижимают пару пресс-форм 68a3 и 68a4 друг к другу, соответственно.
[0103] Объединенное тело 57 на Фиг.19 включает в себя торцевые поверхности в направлении слева направо, которые ограничиваются ограничивающими элементами 108, 109, 111 и 112. Ограничивающий элемент 108 предусматривается между пресс-формами 68a1 и 68a3, и прижимается к верхней левой торцевой поверхности листового слоистого тела 57 с помощью пружины 113 (или цилиндрического устройства). Ограничивающий элемент 109 предусматривается между пресс-формами 68a2 и 68a3, и прижимается к нижней левой торцевой поверхности листового слоистого тела 57 с помощью пружины 113 (или цилиндрического устройства). Ограничивающий элемент 111 предусматривается между пресс-формами 68a1 и 68a4, и прижимается к верхней правой торцевой поверхности листового слоистого тела 57 с помощью пружины 113 (или цилиндрического устройства). Ограничивающий элемент 112 предусматривается между пресс-формами 68a2 и 68a4, и прижимается к нижней правой торцевой поверхности листового слоистого тела 57 с помощью пружины 113 (или цилиндрического устройства).
[0104] Прессовые формовочные устройства 68b1 к 68b4 являются цилиндрическими устройствами, которые расширяются и сжимаются в примере, показанном на Фиг.19, но могут быть устройствами, создающими вышеописанную формующую силу благодаря пружинам.
[0105] Вышеописанные FRP 2c и 2d могут быть опущены в случае формовки FRP 58, имеющего Н-образную форму поперечного сечения. Другими словами, объединенное тело 57 с отсутствующими FRP 2c и 2d по сравнению с объединенным телом 57, показанным на Фиг.17, может быть сформовано в FRP 58, имеющий Н-образную форму поперечного сечения, формующими блоками 65, 66 и 67 и формующим устройством 68. В этом случае третье и четвертое устройства 51C и 51D линии формования может быть опущено, и конфигурации и формы компоновки объединяющего устройства 53, формующих блоков 65, 66 и 67, формующего устройства 68 и т.п. могут быть подходящим образом модифицированы в соответствии с отсутствием FRP 2c и 2d.
[0106] Фиг.20 иллюстрирует другой пример конфигурации устройства 20 для непрерывной формовки FRP в случае формовки FRP 58, имеющего Н-образную форму поперечного сечения. Пример конфигурации, показанный на Фиг.20, включает в себя устройство 64А подачи слоистого тела вместо третьего устройства 51C линии формования. Устройство 64А подачи слоистого тела включает в себя множество устройств 3a, 3b и 3c подачи листа и устройство 5 для укладки слоев. В этом случае устройство 5 для укладки слоев в устройстве 64А подачи слоистого тела укладывает в листовое слоистое тело 14c множество слоистых листов 1a, 1b и 1c, поступающих от множества устройств 3a, 3b и 3c подачи листа. Листовое слоистое тело 14c имеет прямоугольное поперечное сечение и используется вместо FRP 2c. Кроме того, устройство 64B подачи слоистого тела может быть обеспечено вместо четвертого устройства линии формования 51D. Устройство 64А подачи слоистого тела включает в себя множество устройств 3a, 3b и 3c подачи листа и устройство 5 для укладки слоев. В этом случае устройство 5 для укладки слоев в устройстве 64В подачи слоистого тела укладывает в листовое слоистое тело 14d множество слоистых листов 1a, 1b и 1c, поступающих от множества устройств 3a, 3b и 3c подачи листа. Листовое слоистое тело 14d имеет прямоугольное поперечное сечение и используется вместо FRP 2d. Вышеприведенное описание относится к этому случаю таким образом, что слова «FRP 2c и 2d» заменяются словами «листовые слоистые тела 14c и 14d», соответственно. Пример конфигурации, показанный на Фиг.20, включает в себя на выходной стороне формующего устройства 68 конфигурации, которые являются теми же самыми, что и описанные выше, и которые конфигурируются как проиллюстрировано на Фиг.9.
[0107] В соответствии со вторым вариантом осуществления объединенное тело 57 размягчается при нагревании, как было описано выше, из-за характеристик термопластичной смолы. В этом состоянии объединенное тело 57 формуется формующим механизмом (формующие блоки 65, 66 и 67 и формующее устройство 68), так что формовка может быть облегчена. В то же время, находясь в размягченном состоянии, объединенное тело 57 легко деформируется натяжением в направлении подачи. С учетом этого армирующие волокна ориентируются в направлении подачи. Армирующие волокна тем самым противостоят натяжению в направлении подачи и препятствуют деформации объединенного тела 57.
[0108] Настоящее изобретение не ограничивается вышеописанными вариантами осуществления. Разумеется, в рамках технической идеи настоящего изобретения могут быть выполнены различные модификации. Например, может быть использован любой из следующих модифицированных примеров с 1 по 3, или два или более из модифицированных примеров с 1 по 3 могут быть произвольно объединены и использованы. В этом случае моменты, которые не описываются ниже, могут быть теми же самыми, что и описанные выше.
[0109] (Модифицированный пример 1)
В вышеприведенном описании сила для непрерывного вытягивания слоистых листов 1a, 1b и 1c, листового слоистого тела 14, FRP 2 и FRP 58 в направлении подачи создается вытягивающим устройством 9 и вращательным приводом формующих роликов. Однако настоящее изобретение не ограничивается этим. Например, эта вытягивающая сила может создаваться только вытягивающим устройством 9 вместо ее создания формующими роликами и вытягивающим устройством 9.
[0110] (Модифицированный пример 2)
Формующие поверхности формующего устройства 37 простираются линейно от входной стороны до выходного конца в вышеописанном варианте осуществления. Однако в модифицированном примере 2 формующие поверхности могут простираться от входной стороны до выходного конца непрямолинейно (например, в искривленной форме).
[0111] сначала случай вышеописанного варианта осуществления описывается со ссылкой на Фиг.21A - 21C. Фиг.21A представляет собой вид сбоку вышеописанного формующего устройства 37, рассматриваемый в направлении, перпендикулярном к направлению подачи. Фиг.21A иллюстрирует случай, в котором целевая форма является прямоугольной. Фиг.21B и Фиг.21C показывают поперечные сечения XXIB-XXIB и XXIC-XXIC, обозначенные на Фиг.21A, соответственно. Фиг.21B и Фиг.21C не содержат иллюстрации устройства 37b создания формующей силы. Далее случай, в котором целевая форма является прямоугольной, описывается со ссылкой на Фиг.21A - 21C. Однако нижеследующее применимо также и к случаю другой целевой формы.
[0112] Формующее устройство 37 в вышеописанном варианте осуществления включает в себя формующие поверхности (формующие поверхности, представленные пунктирными линиями на Фиг.21A) в его внутренней части, которые могут простираться линейно от входного конца к выходному концу в формующем устройстве 37. Другими словами, в формующем устройстве 37 область прохода, через которую проходит листовое слоистое тело 14, имеет центральную линию C1 (штрих-пунктирную линию на Фиг.21A), проходящую линейно от входного конца к выходному концу в области прохода. Соответственно, направление D1, в котором листовое слоистое тело 14 входит во внутреннюю часть формующего устройства 37 на входном конце формующего устройства 37, является тем же самым, что и направлением D2, в котором формованное листовое слоистое тело 14 (то есть FRP 2) выходит из формующего устройства 37 на выходном конце формующего устройства 37.
[0113] Далее случай модифицированного примера 2 описывается со ссылкой на Фиг.22A - 22C. Фиг.22A представляет собой вид сбоку вышеописанного формующего устройства 37, рассматриваемый в направлении, перпендикулярном к направлению подачи. Фиг.22A иллюстрирует случай, в котором целевая форма является прямоугольной. Фиг.22B и Фиг.22C показывают поперечные сечения XXIIB-XXIIB и XXIIC-XXIIC, обозначенные на Фиг.22A, соответственно. Фиг.22B и Фиг.22C не содержат иллюстрации устройства 37b создания формующей силы. Далее случай, в котором целевая форма является прямоугольной, описывается со ссылкой на Фиг.22A - 22C. Однако нижеследующее применимо также и к случаю другой целевой формы.
[0114] Формующее устройство 37 в модифицированном примере 2 включает в себя формующие поверхности (представленные пунктирными линиями на Фиг.22A) в его внутренней части, которые простираются от входной стороны (например, входного конца) к выходному концу в формующем устройстве 37 нелинейно (например, в искривленной форме). Другими словами, в формующем устройстве 37 область прохода, через которую проходит листовое слоистое тело 14, имеет центральную линию C1 (штрих-пунктирную линию на Фиг.22A), проходящую от входной стороны (например, входного конца) к выходному концу в области прохода нелинейно (например, в искривленной форме). Соответственно, направление D1, в котором листовое слоистое тело 14 входит во внутреннюю часть формующего устройства 37 на входном конце формующего устройства 37, является отличным от направления D2, в котором формованное листовое слоистое тело 14 (то есть FRP 2) выходит из формующего устройства 37 на выходном конце формующего устройства 37. FRP 2, сформованный таким формующим устройством 37, имеет искривленную форму. Вытягивающее устройство 9 вытягивает FRP 2 из формующего устройства 37 в направлении D.
[0115] (Модифицированный пример 3)
Формующее устройство может быть обеспечено как формующий блок вместо вышеописанных формующих блоков 15-17 или 15-17B. Это формующее устройство является предшествующим формующим устройством относительно последующего формующего устройства 37. Фиг.23A представляет собой вид сбоку формующего устройства 131, предусматриваемого вместо формующих блоков 15-17.
[0116] Фиг.23A иллюстрирует случай, в котором целевая форма является L-образной. Фиг.23B - 23D показывают поперечные сечения XXIIIB-XXIIIB, XXIIIC-XXIIIC и XXIIID-XXIIID, обозначенные на Фиг.23A, соответственно. Фиг.23B - 23D не содержат иллюстрации нижеописываемого устройства 131b создания формующей силы.
[0117] формующее устройство 131 включает в себя пару пресс-форм 131a1 и 131a2 с формующими поверхностями, образующими вышеописанную область прохода, а также устройство 131b создания формующей силы.
[0118] Пресс-формы 131a1 и 131a2 зажимают листовое слоистое тело 14 в направлении его толщины так, чтобы поперечное сечение листового слоистого тела 14 приближалось к целевой форме. Форма области прохода между пресс-формами 131a1 и 131a2 приближается к целевой форме (L-образной форме) по мере того, как положение сдвигается от входного конца (левой стороны на Фиг.23A) к выходному концу (правой стороне на Фиг.23A) в формующем устройстве 131, как проиллюстрировано на Фиг.23B - 23C.
[0119] Устройство 131b создания формующей силы прижимает пресс-форму 131a1 к пресс-форме 131a2 для создания формующей силы, прикладываемой к листовому слоистому телу 14.
[0120] Формующие поверхности пресс-форм 131a1 и 131a2 могут нагреваться нагревателем или катушкой индукционного нагрева, расположенными внутри пресс-форм 131a1 и 131a2. Горячие формующие поверхности пресс-форм 131a1 и 131a2 формуют листовое слоистое тело 14, размягчая его. Никакие нагревательные механизмы, такие как нагреватель, не могут быть встроены в пресс-формы 131a1 и 131a2, и листовое слоистое тело 14 может нагреваться нагревательным устройством (нагревательной печью и т.п.) снаружи пресс-форм 131a1 и 131a2. Нагреватель или катушка индукционного нагрева внутри пресс-форм 131a1 и 131a2, или нагревательное устройство 25 снаружи пресс-форм 131a1 и 131a2 составляют нагревательное устройство, которое нагревает листовое слоистое тело 14, в то время как формообразующий механизм 7 формует листовое слоистое тело 14.
[0121] Фиг.24A представляет собой вид сбоку формующего устройства 131, предусмотренного вместо формующих блоков 15-17, и иллюстрирует случай, в котором целевая форма является U-образной. Фиг.24B - 24E показывают поперечные сечения XXIVB-XXIVB, XXIVC-XXIVC, XXIVD-XXIVD и XXIVE-XXIVE, обозначенные на Фиг.24A, соответственно. Поскольку конфигурация формующего устройства 131 в том случае, когда целевая форма является U-образной, аналогична случаю, когда целевая форма является L-образной, ее описание опускается. Даже когда целевая форма является другой формой, формующее устройство в качестве формующего блока может быть предусмотрено вместо формующих блоков 15-17 или 15-17B. Конфигурация этого формующего устройства аналогична описанной выше. Например, когда целевая форма представляет собой форму шляпы, формующее устройство 131, показанное на Фиг.24A, включает в себя последующую часть на выходной стороне поперечного сечения по линии XXIVE-XXIVE. Последующая часть включает в себя поперечные сечения, которые находятся на плоскостях, перпендикулярных к направлению подачи, и примеры которых показаны на Фиг.24F - 24H в этом порядке от входной стороны.
[0122] В одном примере формующее устройство, предусматриваемое вместо формующих блоков 15-17 или 15-17B, может включать в себя только одну пару пресс-форм, и его устройство создания формующей силы может прижимать пресс-форму 131a1 к пресс-форме 131a2 в одном направлении (в случае, показанном на Фиг.23A или Фиг.24A, в направлении вниз).
Список ссылочных обозначений
[0123] 1a, 1b и 1c - слоистый лист;
2, 2a, 2b, 2c - FRP;
3a, 3b, 3c - устройство подачи листа (катушка);
4a, 4b, 4c - лист препрега;
5 - устройство для укладки слоев;
5a, 5b - ролик для укладки слоев;
6 - нагревающее устройство;
7 - формообразующий механизм;
8 - охлаждающее устройство;
9 - вытягивающее устройство;
10 - устройство непрерывной формовки FRP;
11 - режущее устройство;
12 - термопластичная смола;
13 - армирующее волокно;
14 - листовое слоистое тело;
15, 16, 17 - формующий блок;
18-19, 21-24 - формующий ролик;
20 - устройство непрерывной формовки FRP;
21a, 22a, 23a, 24a - формующая поверхность;
21b - частичный ролик;
25 - нагревающее устройство;
31-36, 41-45 - формующие ролики;
37 - формующее устройство;
37a1-37a4 - пресс-формы;
37b - устройство создания формующей силы;
37b1-37b3 - прессовое формовочное устройство;
38 - устройство неразрушающего контроля;
51A, 51B, 51C - устройство линии формования;
52 - направляющий механизм;
53 - объединяющее устройство;
54 - формующее устройство;
54a - 54l - пресс-форма;
55, 56 - направляющее устройство;
55a - 55i - ролик;
56a - ролик;
57 - объединенное тело;
58 - FRP;
61, 62 - направляющее устройство;
64, 64A, 64B - устройство подачи слоистого тела;
65, 66, 67 - формующий блок;
68 - формующее устройство;
68a1-68a4 - пресс-форма;
68b - устройство создания формующей силы;
68b1-68b4 - прессовое формовочное устройство;
69 - нагревающее устройство.
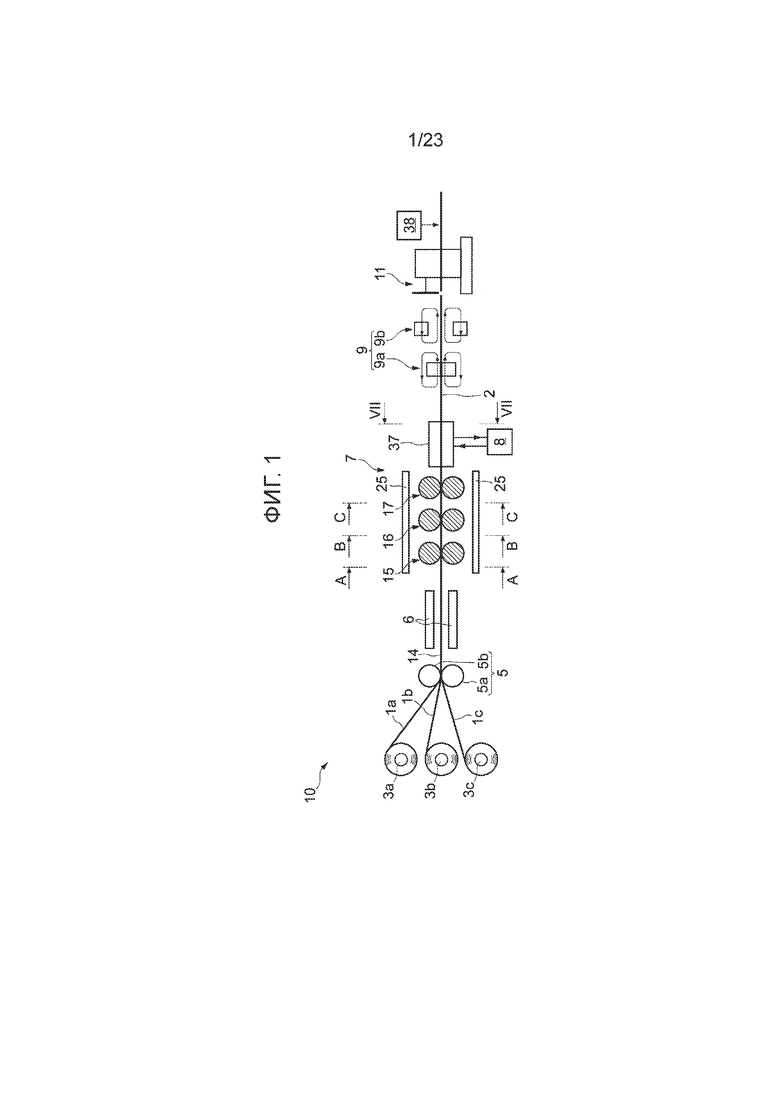
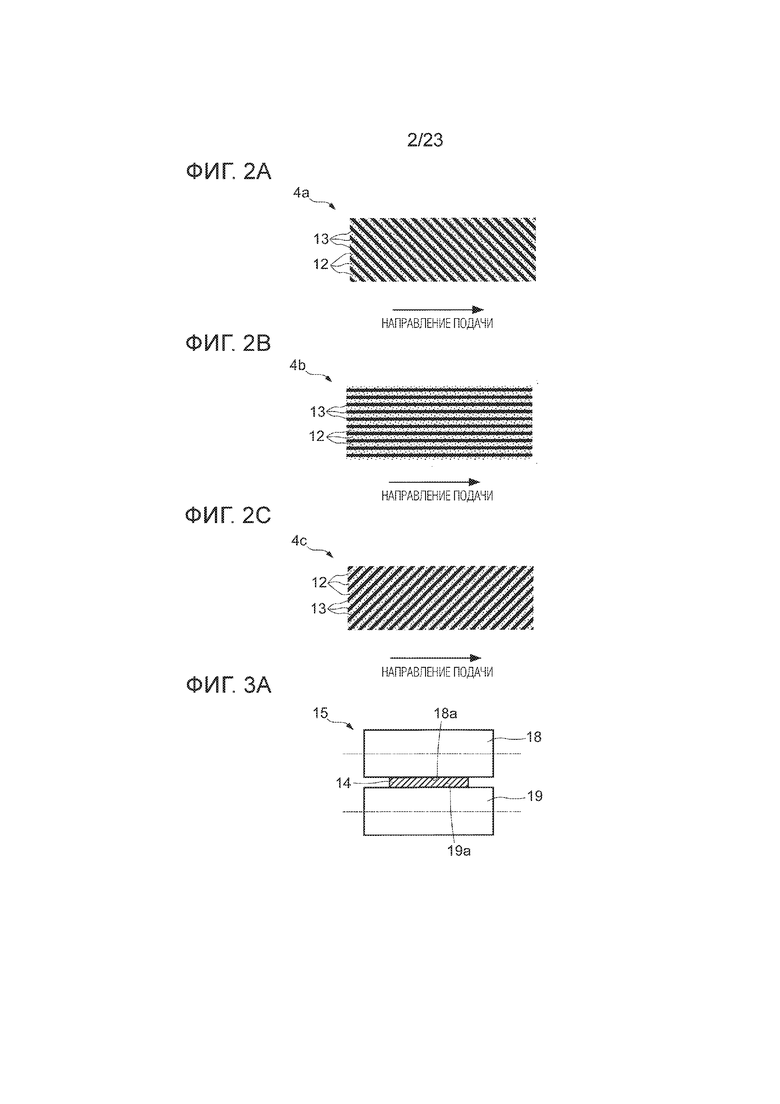



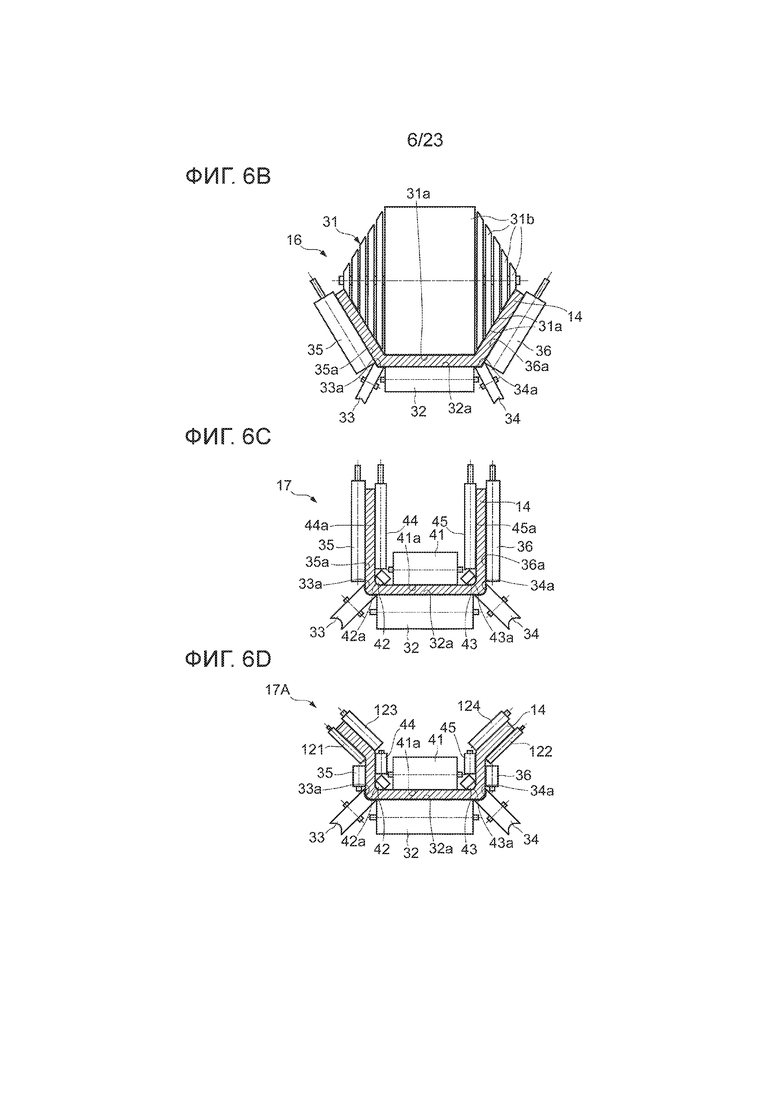

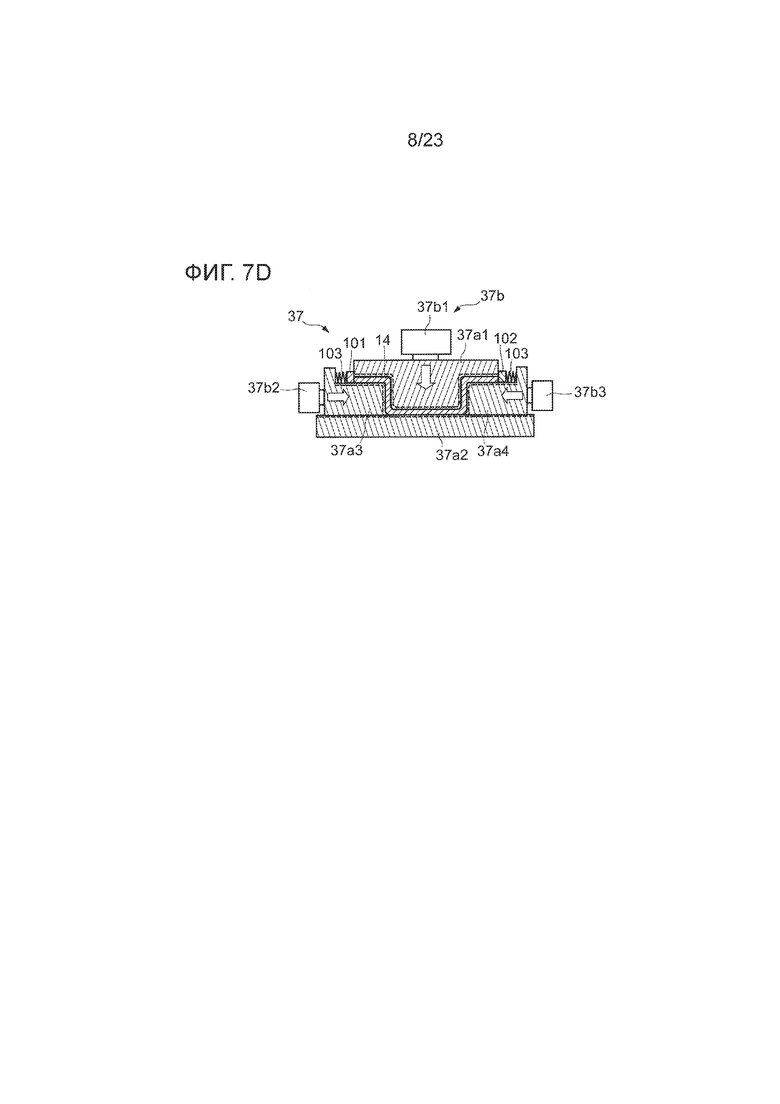
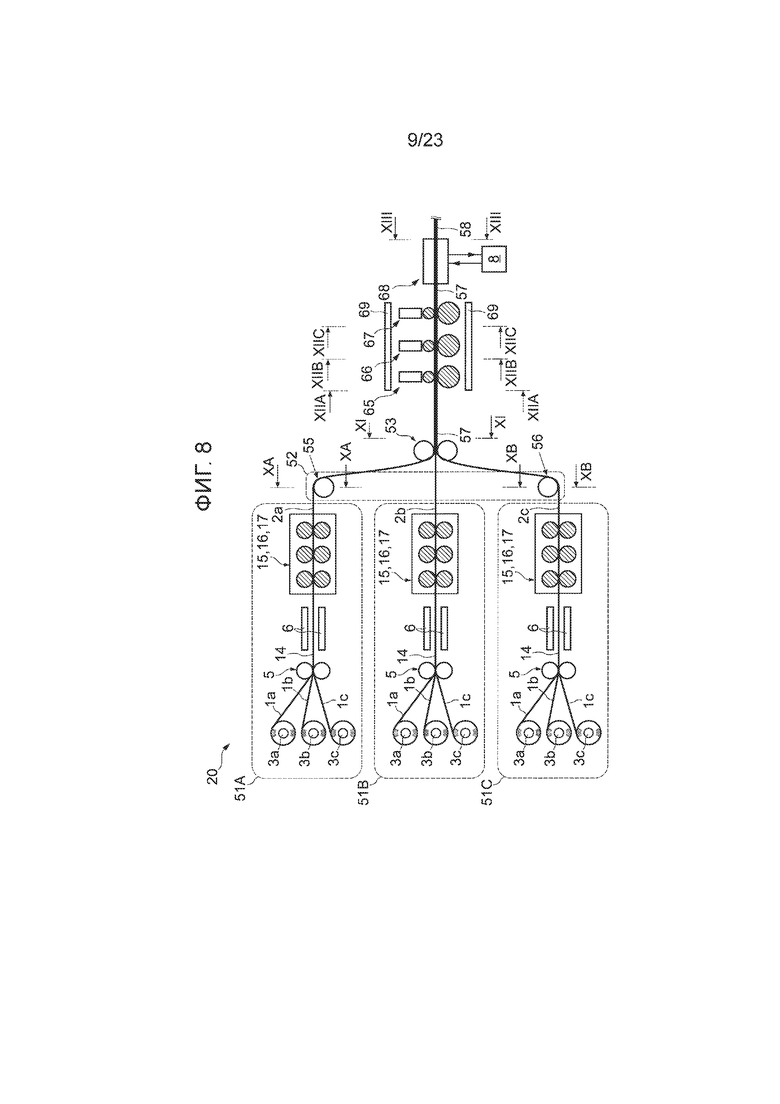
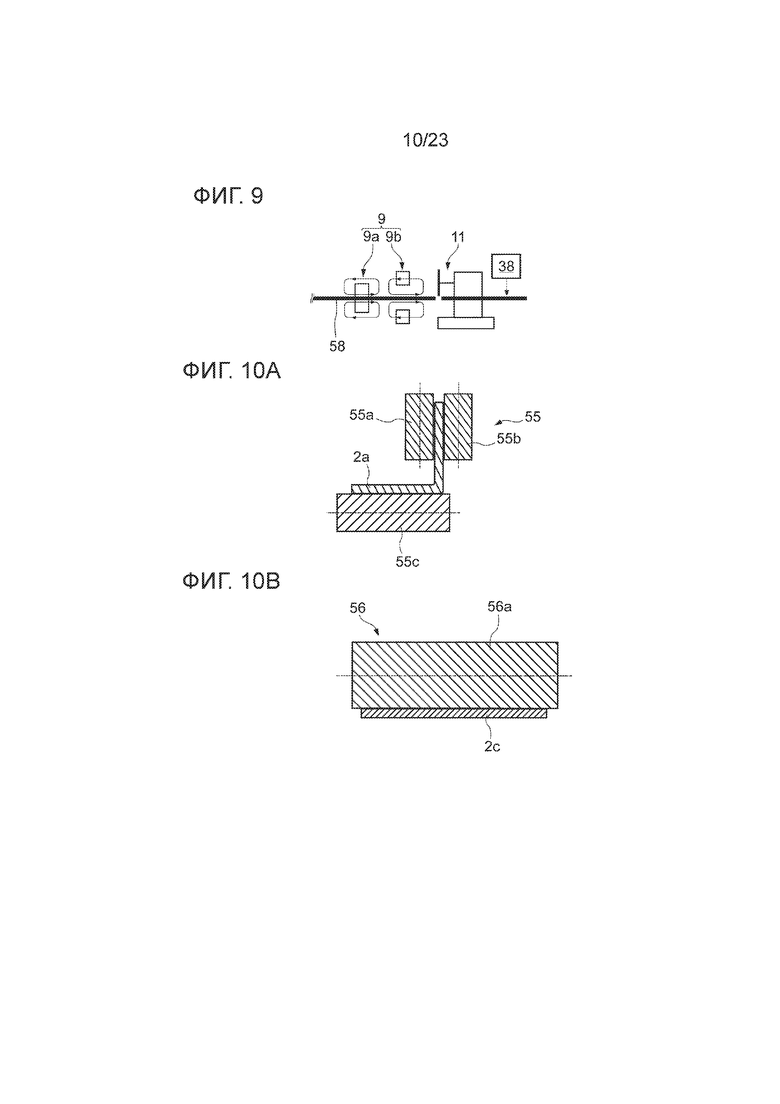

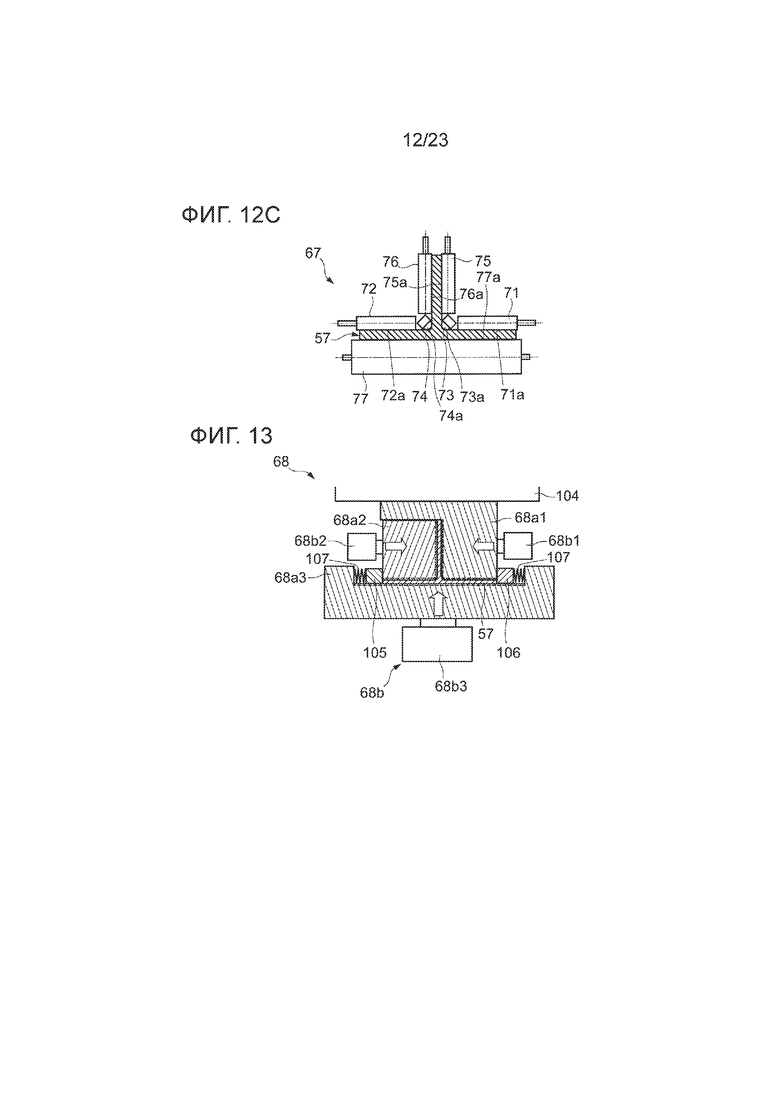
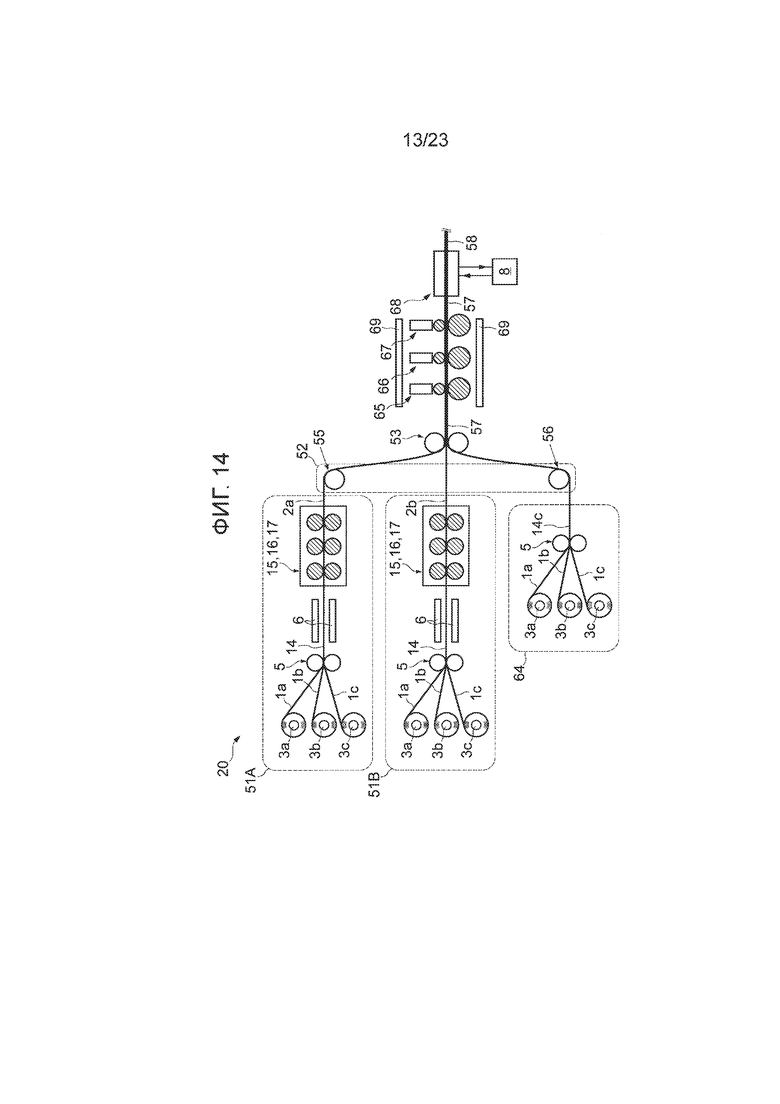
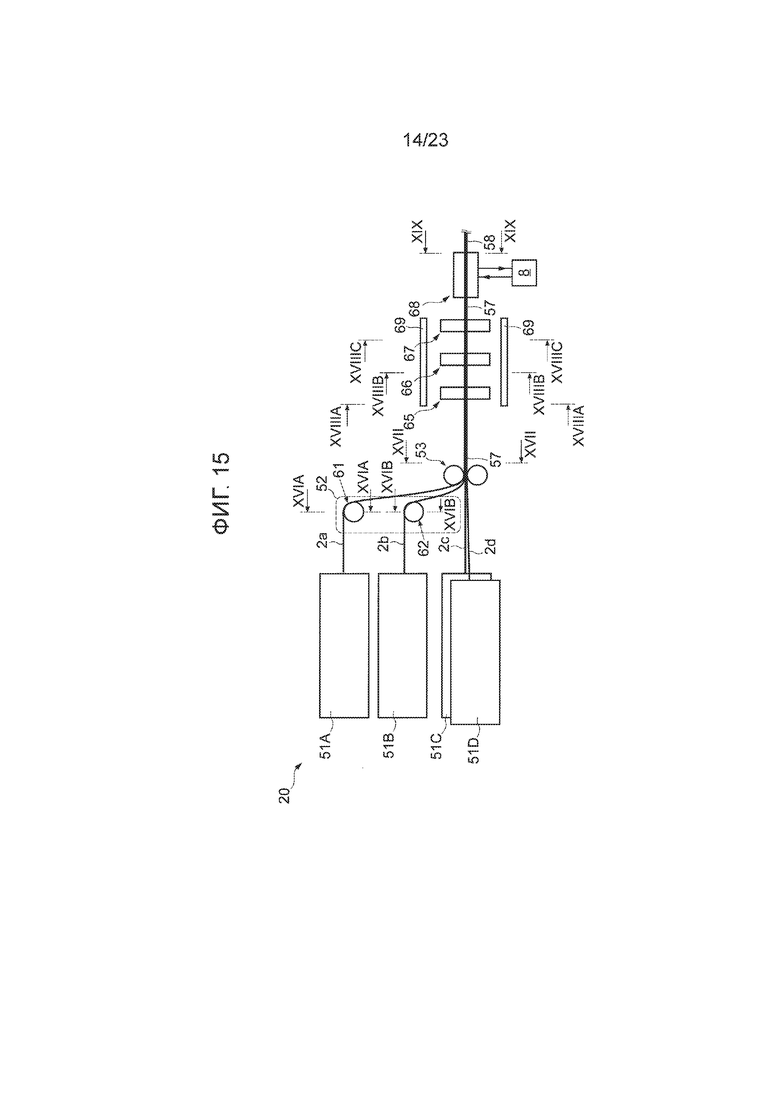
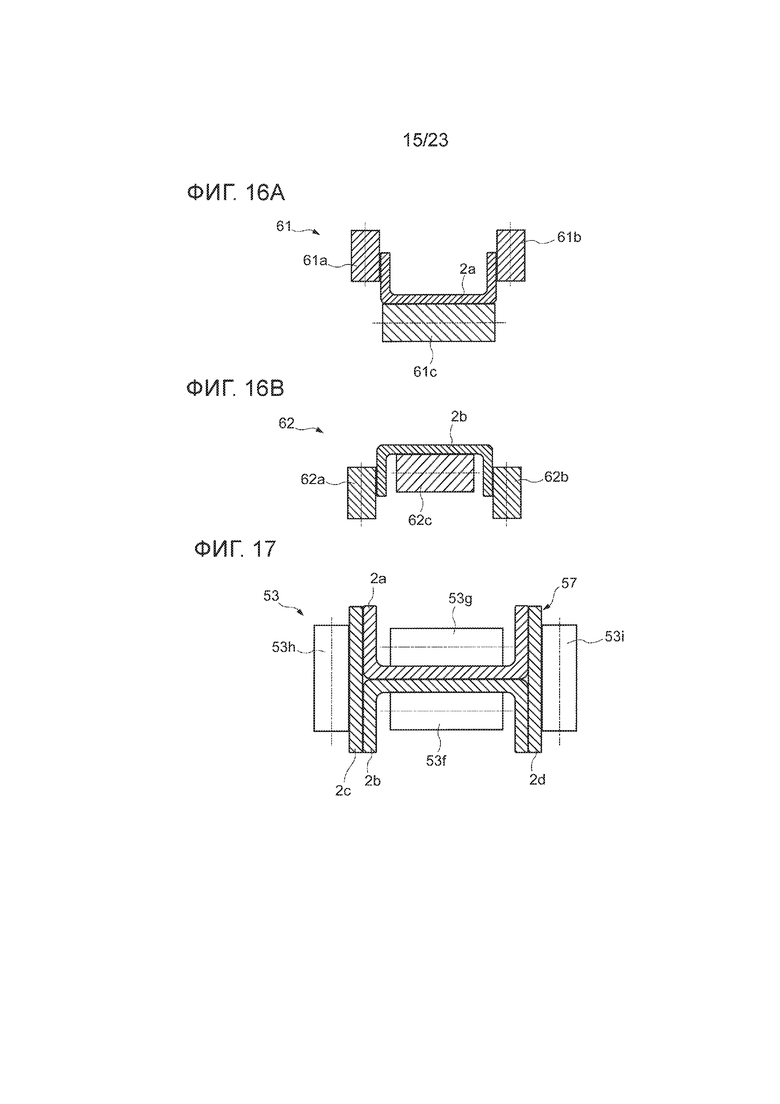
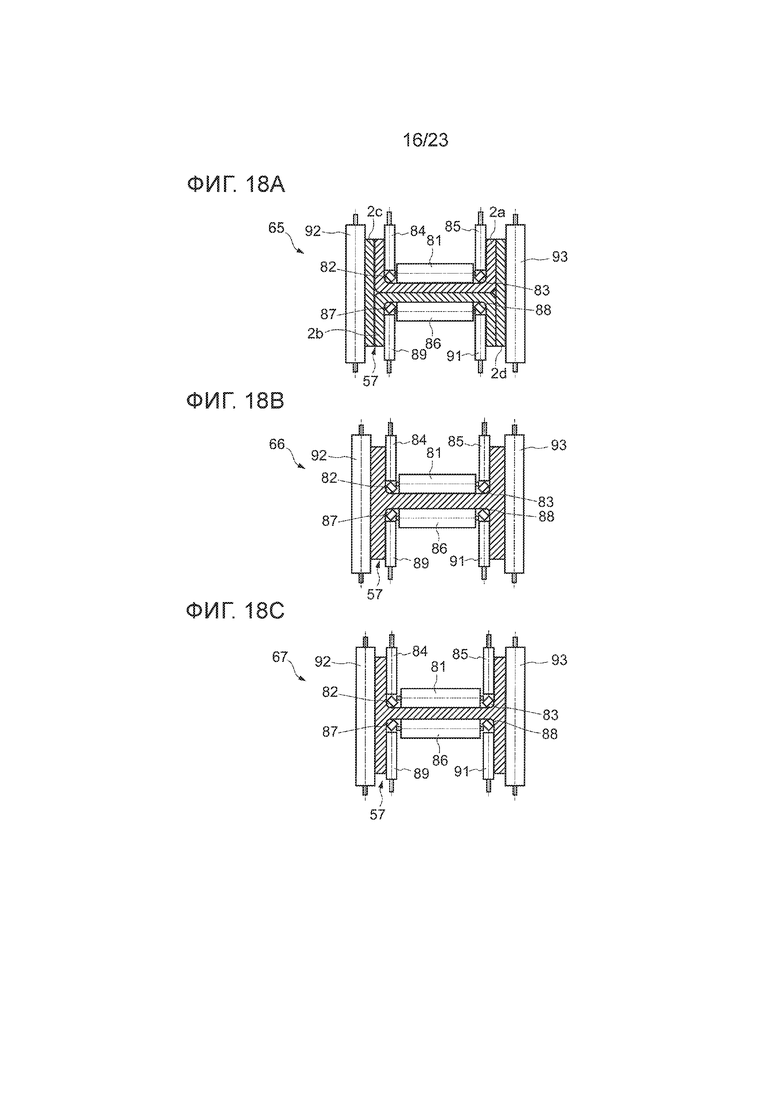
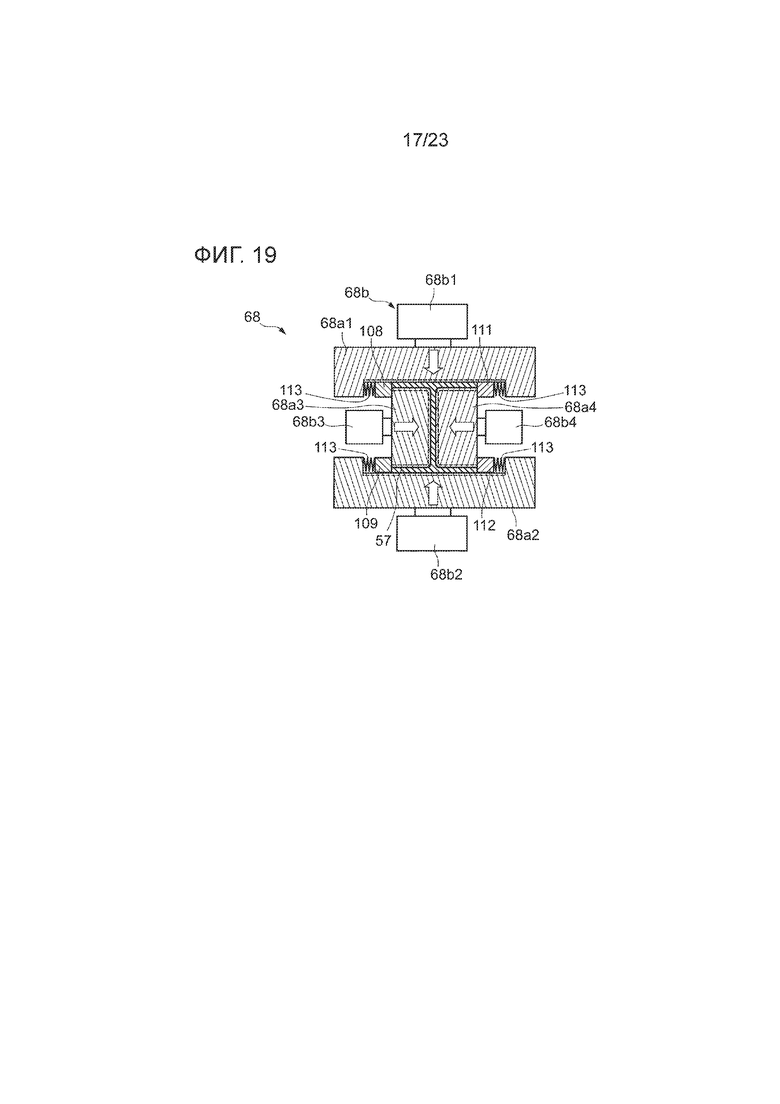
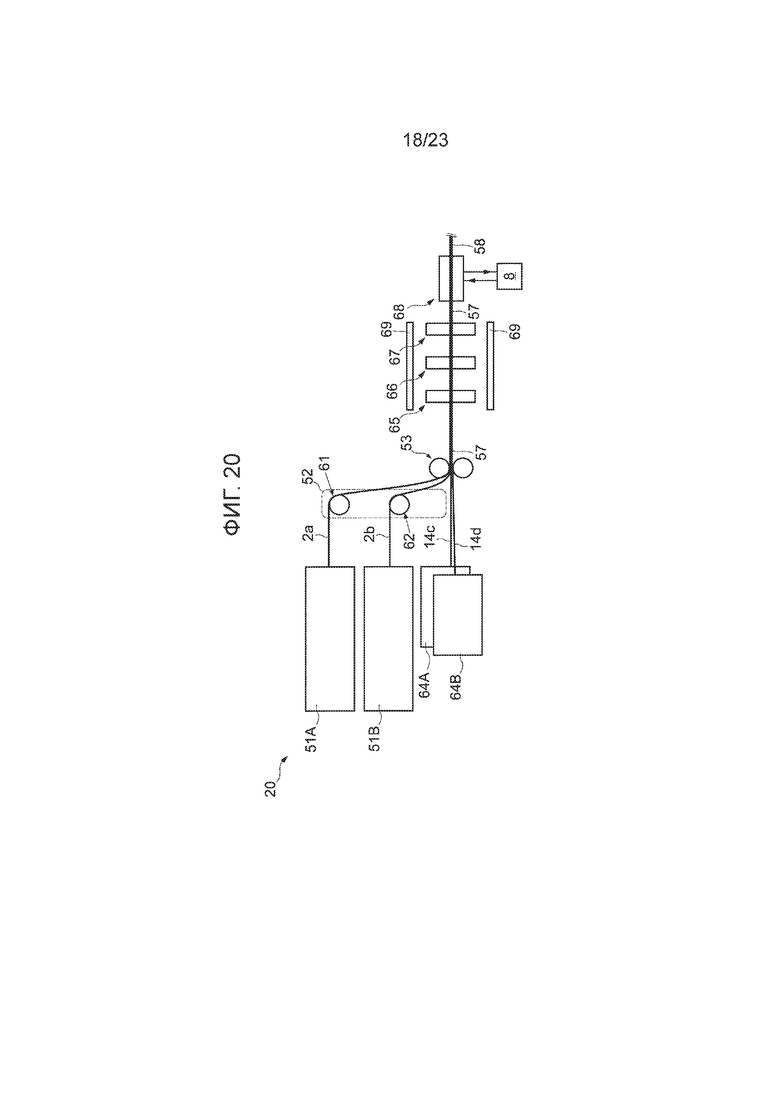
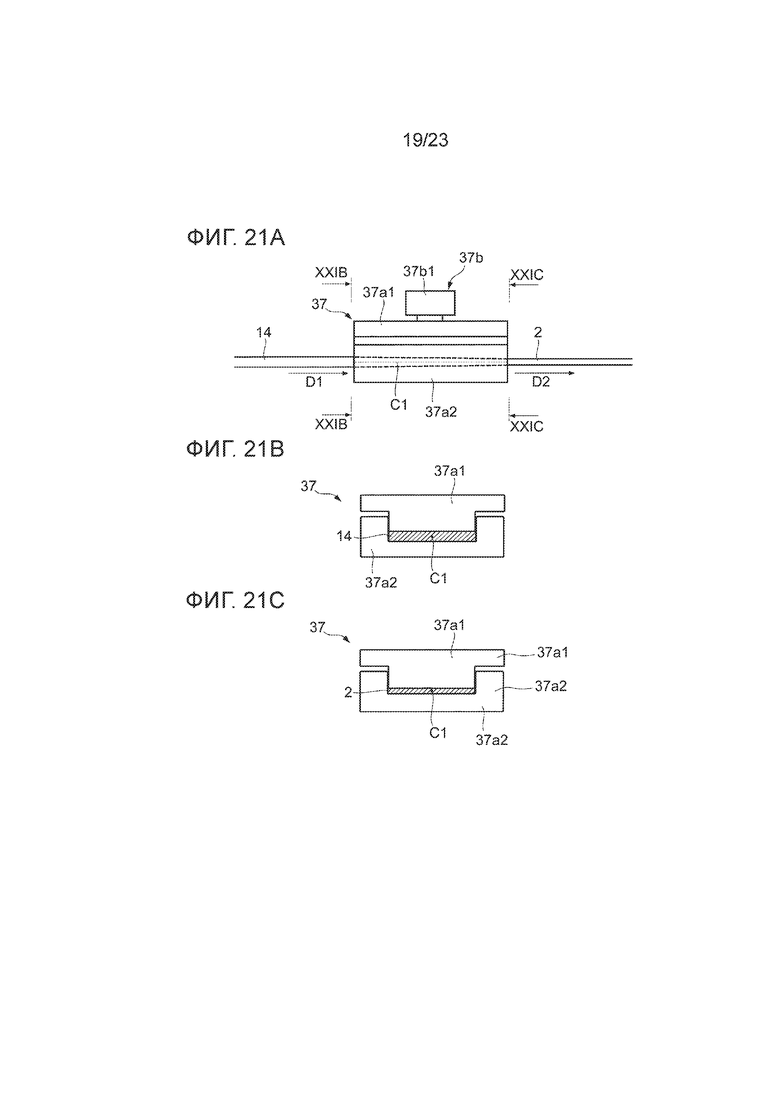

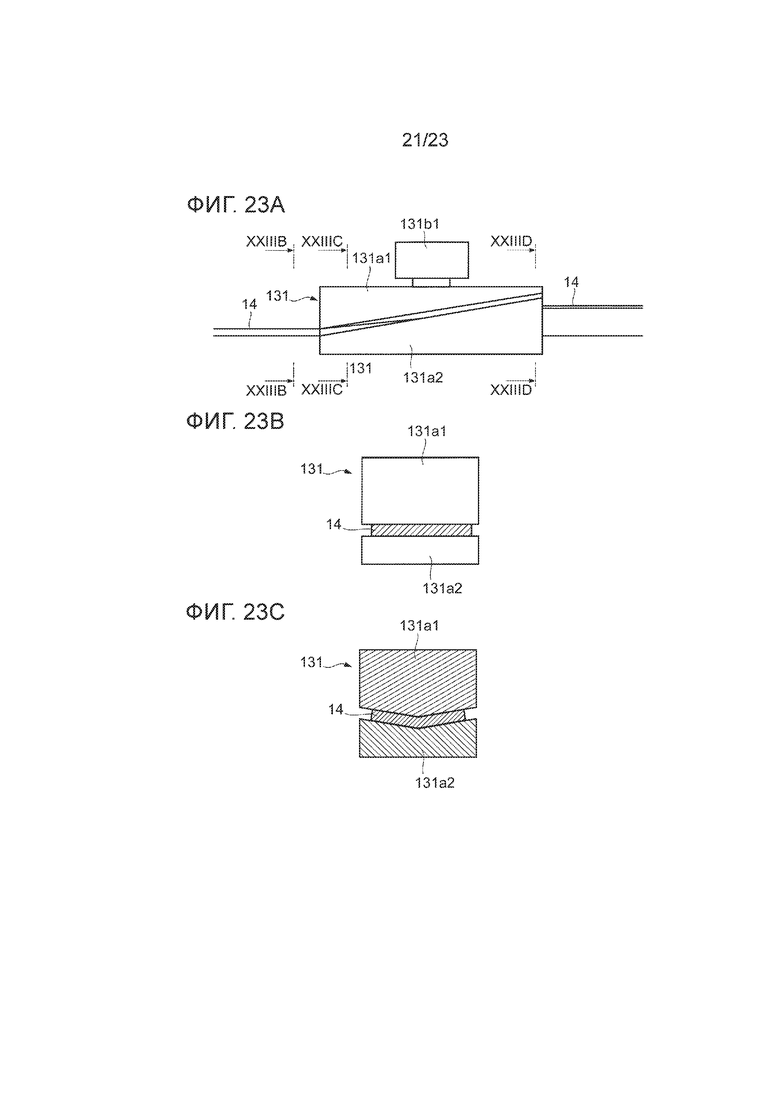
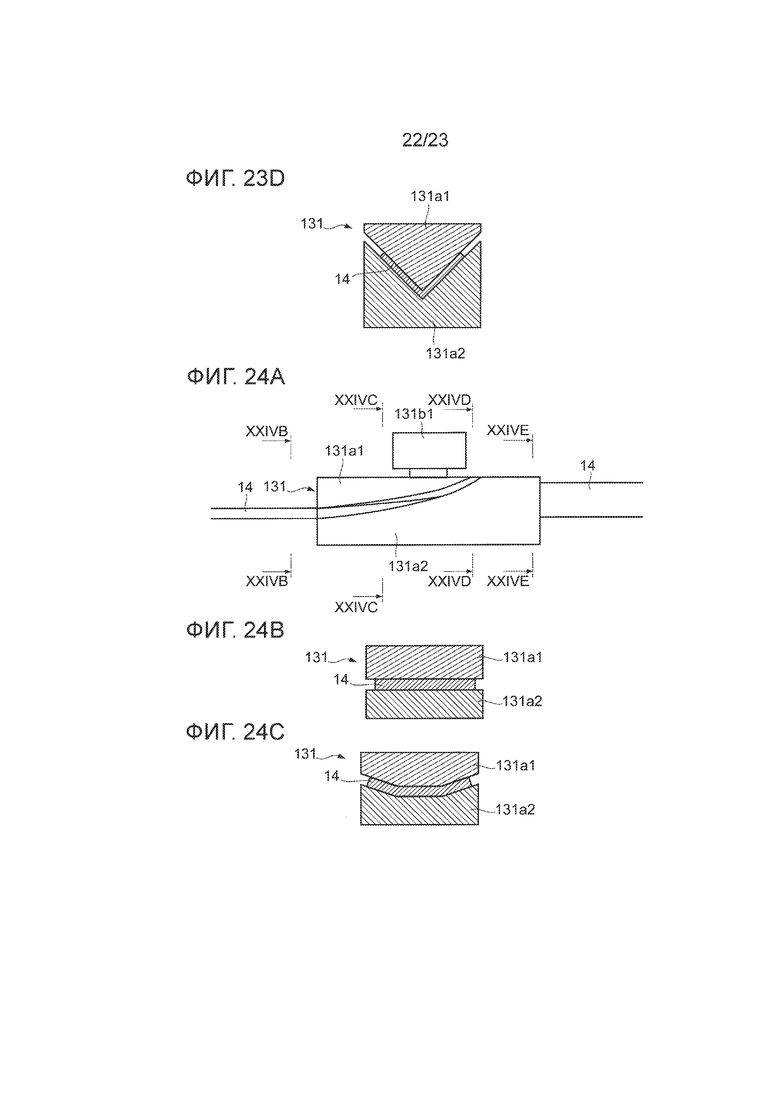
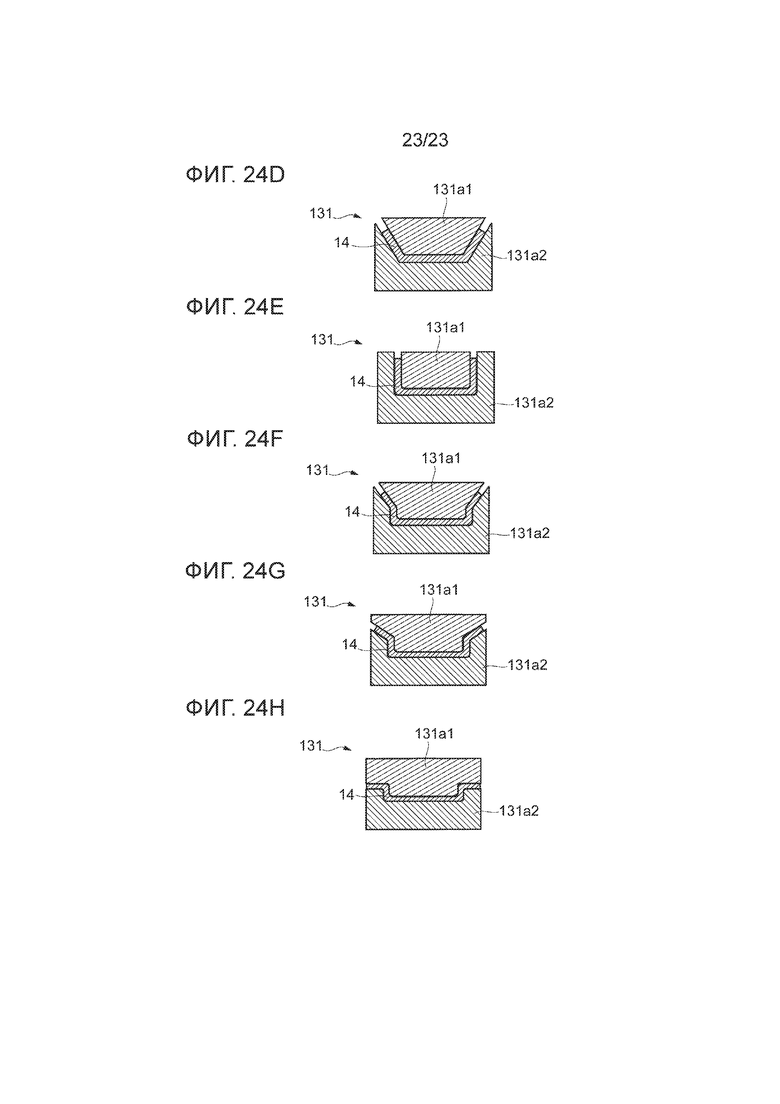
Группа изобретений относится к устройствам для непрерывной формовки армированного волокном пластика (FRP), а также к способу непрерывной формовки FRP из слоистого листа. Устройство, которое непрерывно формует FRP из слоистых листов, каждый из которых включает в себя множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, содержит: множество устройств подачи листа, которые непрерывно подают множество слоистых листов в направлении подачи; устройство для укладки слоев, которое укладывает друг на друга множество слоистых листов, подаваемых множеством устройств подачи листа, и тем самым формирует листовое слоистое тело; формообразующий механизм, который во время перемещения листового слоистого тела в направлении подачи формует листовое слоистое тело в FRP, причем FRP имеет поперечное сечение целевой формы; и нагревательное устройство, которое нагревает листовое слоистое тело во время формовки листового слоистого тела, выполняемой формообразующим механизмом. Причем листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи, формообразующий механизм включает в себя формующее устройство, включающее в себя множество пресс-форм, множество пресс-форм зажимают листовое слоистое тело между собой в направлении толщины листового слоистого тела и сжимают листовое слоистое тело. При этом пресс-форма включает в себя внутренние поверхности, посредством которых обе торцевые поверхности листового слоистого тела в направлении, перпендикулярном направлению толщины листового слоистого тела, ограничиваются, если смотреть в направлении подачи, или формующее устройство включает в себя ограничивающие элементы, посредством которых обе торцевые поверхности листового слоистого тела в направлении, перпендикулярном направлению толщины листового слоистого тела, ограничиваются, если смотреть в направлении подачи. Техническим результатом заявленной группы изобретений является разработка устройств и способа для непрерывного производства FRP из листов препрега, сделанных из термопластичной смолы. 3 н. и 7 з.п. ф-лы, 59 ил., 3 пр.
1. Устройство для непрерывной формовки армированного волокном пластика (FRP), которое непрерывно формует FRP из слоистых листов, каждый из которых включает в себя множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, содержащее:
множество устройств подачи листа, которые непрерывно подают множество слоистых листов в направлении подачи;
устройство для укладки слоев, которое укладывает друг на друга множество слоистых листов, подаваемых множеством устройств подачи листа, и тем самым формирует листовое слоистое тело;
формообразующий механизм, который во время перемещения листового слоистого тела в направлении подачи формует листовое слоистое тело в FRP, причем FRP имеет поперечное сечение целевой формы; и
нагревательное устройство, которое нагревает листовое слоистое тело во время формовки листового слоистого тела, выполняемой формообразующим механизмом,
при этом листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи,
формообразующий механизм включает в себя формующее устройство, включающее в себя множество пресс-форм,
множество пресс-форм зажимают листовое слоистое тело между собой в направлении толщины листового слоистого тела и сжимают листовое слоистое тело, и
пресс-форма включает в себя внутренние поверхности, посредством которых обе торцевые поверхности листового слоистого тела в направлении, перпендикулярном направлению толщины листового слоистого тела, ограничиваются, если смотреть в направлении подачи, или формующее устройство включает в себя ограничивающие элементы, посредством которых обе торцевые поверхности листового слоистого тела в направлении, перпендикулярном направлению толщины листового слоистого тела, ограничиваются, если смотреть в направлении подачи.
2. Устройство для непрерывной формовки FRP по п.1, в котором формообразующий механизм включает в себя формующие поверхности, которые образуют область прохода, через которую проходит листовое слоистое тело, если смотреть в направлении подачи, и
форма этой области прохода, если смотреть в направлении подачи, приближается к целевой форме по мере того, как положение смещается к выходной стороне.
3. Устройство для непрерывной формовки FRP по п.2,
в котором формообразующий механизм включает в себя формующий блок, который зажимает и формует листовое слоистое тело, а также формующее устройство, предусмотренное на выходной стороне формующего блока,
множество пресс-форм имеют формующие поверхности, и
каждая из множества пресс-форм включает в себя входную часть и выходную часть в направлении подачи,
устройство для непрерывной формовки FRP содержит охлаждающее устройство, которое заставляет охлаждающий агент течь через путь охлаждающего потока, сформированный внутри выходной части каждой из множества пресс-форм.
4. Устройство для непрерывной формовки FRP по п.3, в котором формующий блок включает в себя множество формующих роликов, которые зажимают листовое слоистое тело, и каждый из которых включает в себя формующую поверхность.
5. Устройство для непрерывной формовки FRP по п.3, в котором формующее устройство является последующим формующим устройством, а формующий блок включает в себя предшествующее формующее устройство, и
при этом предшествующее формующее устройство включает в себя пару пресс-форм, которые зажимают листовое слоистое тело.
6. Устройство для непрерывной формовки армированного волокном пластика (FRP), которое непрерывно формует FRP из слоистых листов, каждый из которых включает в себя множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, содержащее:
множество устройств подачи листа, которые непрерывно подают множество слоистых листов в направлении подачи;
устройство для укладки слоев, которое укладывает друг на друга множество слоистых листов, подаваемых множеством устройств подачи листа, и тем самым формирует листовое слоистое тело; и
формообразующий механизм, который во время перемещения листового слоистого тела в направлении подачи формует листовое слоистое тело в FRP, причем FRP имеет поперечное сечение целевой формы,
в котором формообразующий механизм включает в себя формующий блок, который зажимает и формует листовое слоистое тело,
устройство для непрерывной формовки FRP содержит множество устройств линии формования,
каждое из множества устройств линии формования включает в себя: множество устройств подачи листа; устройство для укладки слоев; и формующий блок, составляющий формообразующий механизм, и
устройство для непрерывной формовки FRP содержит:
объединяющее устройство, которое объединяет множество FRP, поступающих от множества устройств линии формования, и тем самым формирует объединенное тело, имеющее новую форму поперечного сечения;
формующий механизм, который формует объединенное тело в FRP, форма поперечного сечения которого является окончательной целевой формой; и
нагревательное устройство, которое нагревает объединенное тело во время формовки объединенного тела, выполняемой формующим механизмом,
при этом формующий механизм включает в себя: формующее устройство, включающее в себя множество пресс-форм, которые зажимают объединенное тело между собой в направлении толщины объединенного тела и сжимают объединенное тело; и ограничивающие элементы, посредством которых обе торцевые поверхности объединенного тела в направлении, перпендикулярном направлению толщины объединенного тела, ограничиваются, если смотреть в направлении подачи.
7. Устройство для непрерывной формовки FRP по п.6,
в котором формующий механизм включает в себя формующие поверхности, которые образуют область прохода, через которую проходит объединенное тело, если смотреть в направлении подачи, и
форма области прохода в формующем механизме, если смотреть в направлении подачи, приближается к окончательной целевой форме по мере того, как положение смещается к выходной стороне.
8. Устройство для непрерывной формовки FRP по п.7,
в котором формующий механизм включает в себя формующий блок, предусмотренный на выходной стороне формующего устройства,
формующий блок формующего механизма включает в себя множество формующих роликов, зажимающих объединенное тело, и каждый из множества формующих роликов включает в себя формующую поверхность, образующую область прохода,
множество пресс-форм имеют формующие поверхности,
каждая из множества пресс-форм включает в себя входную часть и выходную часть в направлении подачи, и
устройство для непрерывной формовки FRP содержит охлаждающее устройство, которое заставляет охлаждающий агент течь через путь охлаждающего потока, сформированный внутри выходной части каждой из множества пресс-форм формующего механизма.
9. Устройство для непрерывной формовки FRP по любому из пп.6-8, содержащее устройство подачи слоистого тела, которое включает в себя: множество листоподающих устройств, которые непрерывно подают множество слоистых листов в направлении подачи; и устройство для укладки слоев, которое укладывает друг на друга множество слоистых листов, подаваемых от множества листоподающих устройств в устройстве подачи слоистого тела, и тем самым формирует листовое слоистое тело, и
объединяющее устройство объединяет множество FRP и листовое слоистое тело из устройства подачи слоистого тела, и тем самым формирует объединенное тело.
10. Способ непрерывной формовки FRP из слоистого листа, включающего множество листов препрега, наслоенных друг на друга, каждый из которых включает в себя термопластичную смолу и армирующие волокна, и которые отличаются друг от друга ориентацией волокна, содержащий:
первую стадию непрерывной подачи множества слоистых листов в направлении подачи;
вторую стадию укладки друг на друга множества подаваемых слоистых листов, и тем самым формирования листового слоистого тела; и
третью стадию формовки, с помощью формообразующего механизма, листового слоистого тела в FRP, имеющего поперечное сечение целевой формы, во время перемещения листового слоистого тела в направлении подачи,
причем листовое слоистое тело включает в себя армирующие волокна, ориентация которых совпадает с направлением подачи,
формообразующий механизм включает в себя формующее устройство, включающее в себя множество пресс-форм,
на третьей стадии нагревательное устройство нагревает листовое слоистое тело в процессе формования листового слоистого тела, выполняемого формообразующим механизмом, и
на третьей стадии множество пресс-форм зажимают листовое слоистое тело между собой в направлении толщины листового слоистого тела, в то время как обе торцевые поверхности листового слоистого тела в направлении, перпендикулярном направлению толщины листового слоистого тела, ограничиваются внутренними поверхностями пресс-формы или ограничивающими элементами, если смотреть в направлении подачи.
| US 2013134621 A1, 30.05.2013 | |||
| WO 2018012269 A1, 18.01.2018 | |||
| JP H08108483 A, 30.04.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО ИЗДЕЛИЯ ФОРМОВАНИЕМ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2012 |
|
RU2535711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2317205C2 |

