Изобретение относится к хирургическим режущим инструментам и может быть использовано для изготовления медицинских одноразовых лезвий, применяемых в пластической хирургии, офтальмологии и нейрохирургии [B21K 11/00, A61B 17/32, C23F 1/00, B23P 15/28, B21J 5/00, H01L 21/302].
Из уровня техники известен способ, реализованный в ЛЕЗВИИ МЕДИЦИНСКОМ [RU 2167622, опубл. 27.05.2001], при изготовлении которого из вырезанной алмазными дисками циркониевой шайбы, предварительно обработанной до 7 - 8 классов чистоты, посредством лазера вырезают конфигурацию лезвия с толщиной режущей части 0,3 - 0,5 мкм, посредством лазерной обработки переводят поверхностный слой в микрокристаллическое состояние с постоянной решетки не свыше 0,5 нм, при этом в остальном конфигурация лезвия зависит от условий его применения. В результате расширяются возможности применения режущего медицинского инструмента, а также увеличивается срок его работы без проведения дополнительной заточки.
Недостатком аналога является использование циркония, поскольку при использовании таких лезвий в хирургии сила воздействия на них относительно невелика, и зерна циркония не подвергаются скалыванию, что приводит к невозможности циркониевого лезвия проявлять свои самозатачивающие свойства, и потенциально приводит к быстрому снижению остроты режущей кромки лезвия.
Также известен способ изготовления ЛЕЗВИЯ МЕДИЦИНСКОГО МОНОКРИСТАЛЛИЧЕСКОГО [RU18900, опубл. 10.08.2001], при котором лезвие изготавливают из материала с кристаллографическими осями, пересекающимися под острыми углами, причем раскрой заготовки лезвия осуществлен таким образом, чтобы режущая кромка лезвия совпадала с линией пересечения указанных кристаллографических плоскостей, а угол заточки был равен углу пересечения указанных плоскостей. Лезвие изготавливают из полупроводниковых материалов, природных или синтетических сапфира, рубина, рутила или алмаза с использованием механических способов обработки монокристаллического материала, и/или химических способов обработки монокристаллического материала, и/или лазерных способов обработки монокристаллического материала, и/или плазменных способов обработки монокристаллического материала.
Недостатком аналога является отсутствие этапа высокотемпературной обработки лезвий в вакуумной печи, что не позволяет устранить приповерхностные напряжения в сапфире, вызванные заточкой, и, таким образом, достичь высоких показателей прочности лезвий.
Наиболее близким по технической сущности является СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ХИРУРГИЧЕСКИХ ЛЕЗВИЙ [US 2011192819, опубл. 11.08.2011] из кристаллического либо из поликристаллического материала, предпочтительно в форме пластины, при этом способ включает подготовку кристаллических или поликристаллических пластин путем их установки и механической обработки канавок в пластинах, методы обработки канавок, образующих скошенные поверхности лезвий, включают пилу с алмазным диском, лазерную систему, ультразвуковую машину и горячештамповочный пресс, пластины затем помещают в травильный раствор, который изотропно протравливает пластины однородным образом, так что слои кристаллического или поликристаллического материала удаляются равномерно, образуя лезвия с одинарным или двойным скосом. Почти любой угол может быть обработан на пластине, которая остается после травления. Результирующие радиусы кромок лезвий составляют 5-500 нм, что соответствует калибру лезвия с алмазной кромкой.
Основными техническими проблемами прототипа являются изготовление лезвий из кремния, который имеет меньшую прочность, чем у сапфира, а также использование травления на окончательном этапе изготовления лезвий, что по сравнению с высокотемпературным отжигом в вакуумной печи требует большего времени, а также не позволяет достичь высоких показателей прочности и долговременности сохранения остроты режущей кромки лезвия.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является повышение прочности и остроты режущей кромки лезвий.
Указанный технический результат достигается за счет того, что способ изготовления лезвий из сапфира, включающий вырезание заготовок из сапфировой пластины, механическую заточку режущих кромок лезвий и высокотемпературный отжиг лезвий, отличающийся тем, что толщина заготовок составляет от 0,7 до 0,9 мм, механическую заточку режущих кромок лезвий осуществляют алмазным инструментом в два этапа со значениями зернистости алмаза 80/63 на первом этапе и 40/28 на втором этапе, снятие слоя сапфира при механической обработке кромки лезвия производят глубиной не менее 2/3 от толщины лезвия, высокотемпературный отжиг лезвий осуществляют в вакуумной печи при температуре резистивного графитового нагревателя выше 1200°С.
Краткое описание чертежей.
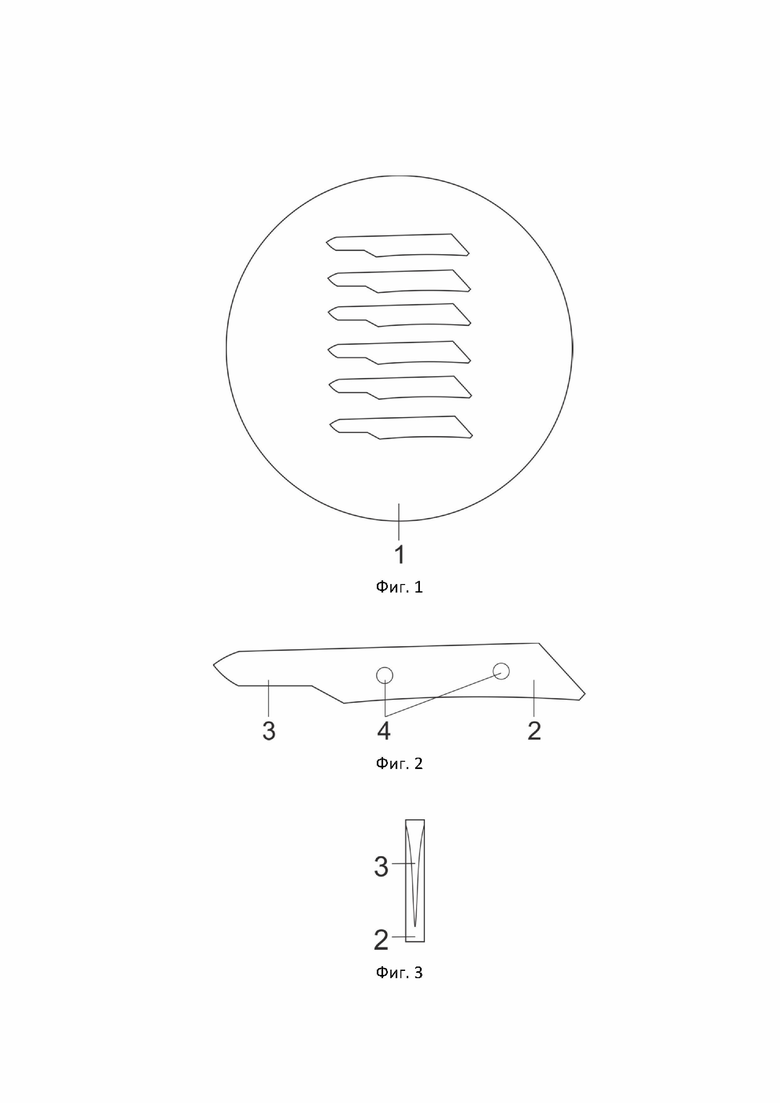
На фиг. 1 показана заготовка, выполненная в виде сапфировой пластины.
На фиг. 2 показан вид сбоку лезвия из сапфира.
На фиг. 3 показан вид спереди лезвия из сапфира.
На фигурах обозначено: 1 - сапфировая пластина, 2 - лезвие, 3 - режущая кромка лезвия, 4 - отверстия.
Осуществление изобретения.
Для реализации предлагаемого способа из сапфировой пластины 1 диаметром не менее 76 мм и толщиной 0,7…0,9 мм вырезают заготовки, имеющие требуемую форму лезвия 2, при этом вырезание осуществляют с помощью волоконного импульсного лазера мощностью в импульсе 1…2 кВт и энергией в импульсе 10…20 Дж.
Далее производят предварительную механическую заточку режущей кромки лезвия 3 с помощью алмазного инструмента, при этом заточку осуществляют на станке сначала алмазом с большей зернистостью, в частности 80/63, затем с меньшей зернистостью, в частности 40/28, а суммарная глубина снятия слоя сапфира при обработке кромки лезвия 3 с каждой стороны составляет не менее 2/3 от толщины лезвия 2.
Осуществляют высокотемпературный отжиг сапфировых лезвий 2 в вакуумной печи с резистивным нагревателем из графита, при этом в упомянутую печь помещают лезвия 2, устанавливают внутри печи давление 10-6 мм рт.ст., поднимают температуру нагревателя до значения выше 1200°С, после чего отключают нагрев и оставляют лезвия 2 остывать в вакууме до температуры окружающей среды.
В одном из вариантов реализации в теле лезвия 2 выполняют отверстия 4 для крепления лезвия 2 к хирургическому инструменту.
Способ реализуется следующим образом.
Для изготовления хирургических лезвий из сапфира использовали сапфировую пластину диаметром 102 мм (4 дюйма) и толщиной 0,8 мм, из которой с помощью волоконного импульсного лазера мощностью в импульсе 1,4 кВт и энергией импульсов 18 Дж вырезали заготовки для лезвий. Производили предварительную механическую заточку режущей кромки лезвий с помощью алмазного инструмента в два этапа, на первом из которых заточку осуществляли на станке алмазом с зернистостью 80/63, на втором - с зернистостью 40/28, при этом суммарная глубина снятия слоя сапфира при обработке кромки лезвия с каждой стороны составила 2/3 от толщины лезвия. Размещали сапфировые лезвия в вакуумной печи с резистивным нагревателем из графита, устанавливали внутри печи давление 10-6 мм рт.ст., поднимали температуру нагревателя до значения выше 1200°С и выполняли высокотемпературный отжиг лезвий, после чего отключали нагрев и оставляли лезвия остывать в вакууме до температуры окружающей среды. В результате полученные значения толщины режущих кромок для различных экземпляров изготовленных лезвий составили 4…34 нм.
Заявленный технический результат - повышение прочности и остроты режущей кромки лезвий - достигается за счет того, что заготовки выполняют толщиной 0,7…0,9 мм, что обеспечивает оптимальную прочность лезвия, поскольку при толщине заготовки менее 0,7 мм не достигаются необходимые показатели прочности лезвий, а использование заготовки толщиной более 0,9 мм приводит к дополнительным затратам на снятие слоя сапфира при обработке кромки лезвия (указанные значения были получены экспериментальным путем, в ходе исследований). Механическую заточку кромки лезвия алмазным инструментом осуществляют в два этапа, что позволяет обеспечить высокое качество поверхности кромки лезвия при максимально достижимой ее остроте. Указанные значения зернистости алмаза (80/63 на первом этапе и 40/28 на втором этапе) были получены экспериментальным путем, в ходе исследований. Снятие слоя сапфира при обработке кромки лезвия производят глубиной не менее 2/3 от толщины лезвия, что позволяет сформировать режущую кромку лезвия двумя поверхностями финишной заточки и гарантированно исключить попадание режущей кромки на поверхность, образованную при лазерной резке, и, таким образом, обеспечивает требуемую остроту кромки лезвия. Отжиг лезвий в вакуумной печи осуществляют при температуре резистивного графитового нагревателя выше 1200°С, что позволяет снять приповерхностные напряжения в сапфире после заточки, обусловленные контактом алмазного инструмента и материала лезвия, и, таким образом, обеспечивает повышение прочности лезвий.
Пример достижения технического результата.
В 2021-2022 гг. авторами изобретения были изготовлены в соответствии с описанием предлагаемого способа образцы хирургических лезвий, которые были испытаны в лабораторных условиях, а также на практике на базе нескольких хирургических отделений. Испытания подтвердили повышение остроты режущей кромки лезвий (менее 5 нм) и прочности лезвий (сапфир - 9 по шкале Мооса, кремний - 7, цирконий - 5) по сравнению с известными способами, реализованными в аналогах и прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ ДЛЯ МИКРОТОМА | 2024 |
|
RU2828051C1 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ, ИЗДЕЛИЕ ИЗ ЭТОГО МАТЕРИАЛА | 1999 |
|
RU2199616C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2494077C1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ, СИНТЕТИЧЕСКИЙ МОНОКРИСТАЛЛИЧЕСКИЙ АЛМАЗ, СПОСОБ СИНТЕЗА МОНОКРИСТАЛЛИЧЕСКОГО АЛМАЗА И АЛМАЗНОЕ ЮВЕЛИРНОЕ ИЗДЕЛИЕ | 2004 |
|
RU2334550C2 |
| МЕДИЦИНСКИЙ ИНСТРУМЕНТ | 2013 |
|
RU2541056C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| СПОСОБ ОБРАЗОВАНИЯ ЗАЩИТНОГО СЛОЯ АТОМОВ ФТОРА НА РЕЖУЩЕМ ЛЕЗВИИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА, РЕЖУЩЕЕ ЛЕЗВИЕ ДЛЯ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА И СПОСОБ ОБРАЗОВАНИЯ ЗАЩИТНОГО СЛОЯ АТОМОВ ФТОРА НА ЛЕЗВИИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 2000 |
|
RU2238048C2 |
| Способ изготовления микролезвий для офтальмологии | 1986 |
|
SU1399930A1 |
| ЛЕЗВИЕ МЕДИЦИНСКОЕ | 1999 |
|
RU2167622C2 |
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2225787C2 |
Изобретение относится к хирургическим режущим инструментам и может быть использовано для изготовления медицинских одноразовых лезвий. Способ изготовления лезвий из сапфира включает вырезание заготовок толщиной от 0,7 до 0,9 мм, механическую заточку режущих кромок лезвий алмазным инструментом в два этапа со значениями зернистости алмаза 80/63 на первом этапе и 40/28 на втором этапе, высокотемпературный отжиг лезвий в вакуумной печи при температуре резистивного графитового нагревателя выше 1200°С. Обеспечивается повышение прочности и остроты режущей кромки лезвий. 3 ил.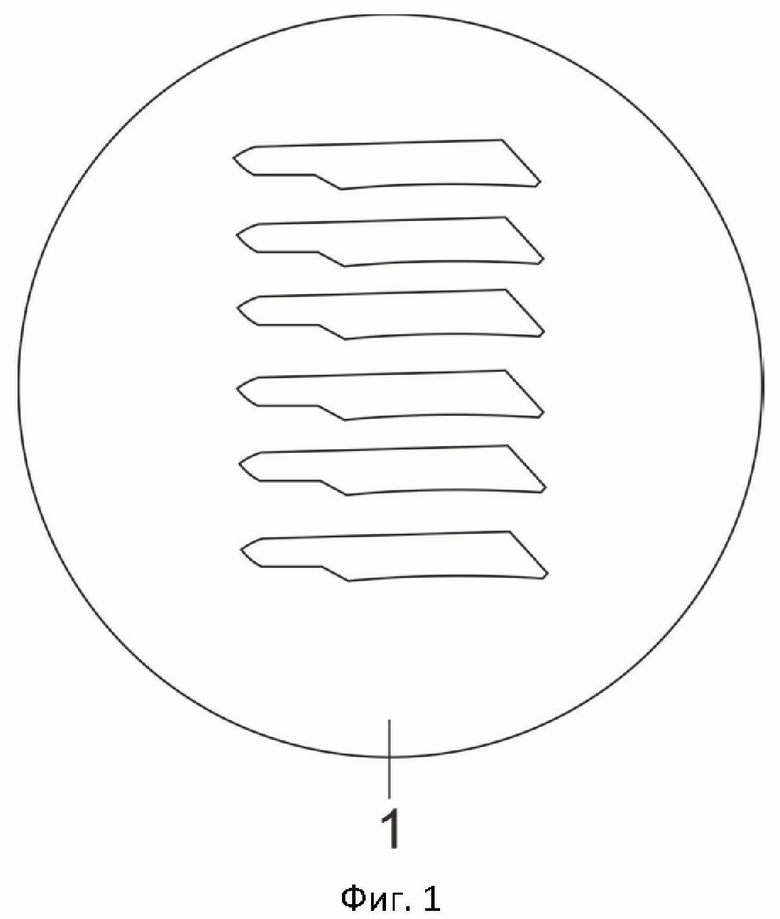
Способ изготовления лезвий из сапфира, включающий вырезание заготовок из сапфировой пластины, механическую заточку режущих кромок лезвий и высокотемпературный отжиг лезвий, отличающийся тем, что толщина заготовок составляет от 0,7 до 0,9 мм, механическую заточку режущих кромок лезвий осуществляют алмазным инструментом в два этапа со значениями зернистости алмаза 80/63 на первом этапе и 40/28 на втором этапе, снятие слоя сапфира при механической обработке кромки лезвия производят глубиной не менее 2/3 от толщины лезвия, высокотемпературный отжиг лезвий осуществляют в вакуумной печи при температуре резистивного графитового нагревателя выше 1200°С.
| Складная детская кровать | 1929 |
|
SU18900A1 |
| Способ изготовления микролезвий для офтальмологии | 1986 |
|
SU1399930A1 |
| ЭЛЕКТРОИСКРОВОЙ СПОСОБ РЕЗКИ КРИСТАЛЛИЧЕСКИХ ПЛАСТИН | 2008 |
|
RU2373032C1 |
| US 7396484 B2, 08.07.2008 | |||
| US 4534827 A1, 13.08.1985. | |||

