Область техники
[0001] Настоящее изобретение относится к воздушным фильтрам карманного типа, предназначенным для размещения в системах вентиляции
Уровень техники
[0002] Фильтры для систем вентиляции задействуются для очищения приточных воздушных масс в оборудовании, необходимом для вентилирования и кондиционирования воздушного потока, а также для очищения выбросов уже загрязненных воздушных потоков, в частности, на атомных электростанциях и в бактериологических помещениях.
[0003] Среди таких фильтров часто используются воздушные карманные фильтры ввиду их высоких показателей емкости, т.е. ресурса фильтра. Конструктивно они обычно представляют собой металлическую рамку, в которую вставляют фильтрующий материал, пошитый в виде карманов. Эти карманы сшиваются между собой, а затем фиксируются в рамке металлическими спицами в местах стыка карманов. Недостатком такой конструкции является ее низкая прочность и жесткость. В стандартных офисных помещениях типовые значения производительности вентиляционных систем составляют от 1000 до 10000 м3/ч. В этом случае, перепад давления на внутренних компонентах вентиляционного канала (воздуховода) может привести к их искажению. В частности, в карманном фильтре могут согнуться спицы, что приведет к потере герметичности фильтра, ввиду чего чистота воздуха, прошедшего через негерметичный фильтр, не может быть обеспечена.
[0004] Из уровня техники известно техническое решение, раскрытое в патенте на полезную модель № RU 89207 U1 (опубл.: 13.07.2009 г., МПК: F24F 13/00). Данная полезная модель описывает корпус воздушного фильтра для фильтрующих вставок карманного типа. Он содержит прямоугольную несущую рамку, прижимную рамку и расположенную между ними фильтрующую вставку. Несущая рамка имеет П-образное сечение и снабжена поперечными поддерживающими элементами, расположенными параллельно одной из сторон рамки. Поддерживающие элементы выполнены в виде трубок или спиц и размещены в местах соединения карманов фильтрующей вставки. Прижимная рамка имеет прямоугольное сечение. Несущая рамка выполнена с возможностью плотного размещения внутри прижимной рамки. Корпус воздушного фильтра снабжен П-образными накладными фиксаторами для крепления рамок в собранном виде. Как заявляется, использование предложенного корпуса воздушного фильтра для вставок карманного типа позволит увеличить эффективность работы воздушного фильтра за счет обеспечения возможности замены фильтрующих элементов карманного типа.
[0005] Недостатком данного технического решения является то, что рамка данного фильтра состоит из трех деталей: несущей части, прижимной части и П-образных фиксаторов. Данная конструкция менее технологичная по сравнению с фильтрами, рамка которых выполнена из одной детали. Также такие рамки являются более трудоемкими в процессе изготовления. Также недостаток описанной конструкции заключается в том, что карманы зафиксированы в рамке фильтра посредством спиц или трубок. Как уже описывалось ранее, спицы имеют малую жесткость, ввиду чего при сгибании спиц под давлением воздушного потока, может привести к образованию воздушных зазоров между рамкой и фильтрующим материалом, т.е. к разгерметизации фильтра. Это в целом приводит к низкой эффективности фильтрации, а также к потенциальным поломкам других элементом воздуховода.
[0006] Также известно устройство по патенту № CA 2778709 C (опубл.: 12.02.2019 г., МПК: B01D 46/52), в котором раскрывается каркасный воздушный фильтр и способ его изготовления. Каркасный воздушный фильтр включает в себя несамонесущий фильтрующий материал с прямоугольным периметром; по периметру с четырьмя основными кромками. Опорная рама состоит из четырех частей опорной рамы, каждая из которых установлена на одном из четырех основных краев несамонесущего материала для воздушного фильтра, и опорной решетки, прикрепленной к каждой из четырех частей опорной рамы, но не являющейся неотъемлемой частью какой-либо части опорной рамы.
[0007] Недостатком данного технического решения является то, что фильтр включает прямоугольную П-образную в профиле рамку, а в качестве фиксатором карманов используются спицы (круглые трубки или прутки). В этом случае появляются проблемы с жесткостью, когда фильтр вставляют в направляющие фильтрующего корпуса, т.к. фильтр начинает складываться в параллелепипед из-за отсутствия жесткости рамки. В результате, спицы могут прогибаться при возникновении перепада давления на фильтре, что может повлечь за собой разгерметизацию конструкции. Также в устройстве рамка собирается из четырех частей и скрепляется на стыке, формируя углы. Это может влечь за собой образование зазоров на стыках, что понижает как прочность конструкции, так и ее герметизацию.
[0008] Известен тонкостенный профильный элемент, раскрытый в патенте на изобретение № RU 2203758 C2 (опубл. 10.05.2003 г., МПК: B21D 5/06, E04C 3/07). Тонкостенный профильный элемент имеет на своей стенке гофры, включающие прямолинейные и криволинейные участки, как в отдельности, так и переходящие друг в друга, и образующие, которые расположены перпендикулярно к продольной оси элемента. При этом момент инерции поперечного сечения гофра относительно его нейтральной оси на единицу длины волны гофра определен из выражения:  , где π = 3,14; h - расчетная высота профильного элемента (мм); λ - условная гибкость стенки; R - расчетное сопротивление сжатию материала (кгс/мм2); E - модуль упругости (кгс/мм2); N - коэффициент, в пределах 0,27 … π2.
, где π = 3,14; h - расчетная высота профильного элемента (мм); λ - условная гибкость стенки; R - расчетное сопротивление сжатию материала (кгс/мм2); E - модуль упругости (кгс/мм2); N - коэффициент, в пределах 0,27 … π2.
[0009] Недостатком данного технического решения является то, что несущая рамка имеет С-образное сечение, а жесткость на скручивание достигается за счет гофр, что дает меньшую жесткость, а также является более сложным в изготовлении.
Сущность изобретения
[0010] Задачей настоящего изобретения является создание воздушного карманного фильтра, а также разработка способа его изготовления, которые обеспечивают высокую жесткость и прочность конструкции фильтра.
[0011] Данная задача решается заявляемым изобретением за счет достижения таких технических результатов, как высокая жесткость, прочность конструкции, а также технологичность изготовления фильтра, благодаря чему, в частности, предотвращается деформация конструкции при установке и эксплуатации фильтра и минимизируется вероятность образования воздушных зазоров. Заявленный технический результат достигается в том числе, но не ограничиваясь, благодаря:
выполнению отдельных рамок для карманов;
наличию внутренних отбортовок в профиле рамки фильтра;
взаимному расположению рамки фильтра и рамок кармана.
[0012] Более полно, технический результат достигается воздушным карманным фильтром, включающим рамку фильтра, в которую вставлены по крайней мере две рамки кармана. В профилях рамок кармана выполнены по крайней мере два загиба, а на каждую рамку кармана установлен фильтр карманного типа.
[0013] Фильтр карманного типа необходим для очистки воздуха, проходящего по вентиляционным системам. При этом рамка кармана необходима для установки на нее фильтра карманного типа. Важно, что для каждого фильтра карманного типа в конструкции присутствует отдельная рамка кармана. Это значительно увеличивает прочность конструкции. Наличие же в профилях рамок кармана по крайней мере двух загибов также обеспечивает увеличение прочности конструкции. Также это позволяет избежать повреждение фильтровального материала при сборе рамки кармана с фильтром карманного типа. Рамка фильтра, в свою очередь, необходима для фиксации рамок карманов вместе, а также для фиксации всего воздушного карманного фильтра в воздуховоде. В общем, увеличение прочности конструкции позволяет избежать деформации всего фильтра и, как следствие, избежать формирования воздушных зазоров и повысить герметичность фильтра. Повышение герметичности влечет за собой также и увеличение эффективности очистки воздуха.
[0014] Рамки кармана могут быть выполнены из одной ламели или изготовлены из двух П-образных полурамок. Изготовление рамок кармана из двух П-образных полурамок позволяет адаптировать ширину рамок кармана под ширину рамки фильтра. Это значительно увеличивает как прочность конструкции за счет плотного прилегания отдельных деталей друг к другу, но и повышает герметичность воздушного карманного фильтра в целом. Загибы в профиле рамки кармана могут быть выполнены с разными радиусами. Загибы в профиле рамки кармана позволяют увеличить жесткость и/или эксплуатационные свойства рамки кармана в целом, в зависимости от отношения ширины профиля к радиусу загиба. В частности, отношение большего радиуса загиба к меньшему радиусу загиба может составлять более 1,0 и до 2,5. При этом, края загибов профиля рамки кармана могут быть параллельны друг другу.
[0015] Поперечное сечение профиля рамки фильтра может включать основание и две боковые части, края которых загнуты L-образно. При этом, промежуток от первого до второго загиба каждой из L-образных краев может быть параллелен боковым частям профиля рамки фильтра. Это позволяет значительно увеличить прочность рамки фильтра и, как следствие, всей конструкции в целом. Рамка фильтра, при этом, может быть загнута в форму прямоугольника.
[0016] Важно также отметить, что наиболее высокая прочность конструкции достигается при сочетании рамки кармана с профилем, описанным в абзаце 14, и рамки фильтра с профилем, описанным в абзаце 15.
[0017] Две П-образные полурамки могут быть соединены посредством пуклевочного соединения. Это позволяет адаптировать размеры рамки кармана под размеры рамки фильтра.
[0018] В качестве фильтра карманного типа могут использовать фильтр грубой очистки или фильтр тонкой очистки, в зависимости от необходимой степени очистки воздуха.
[0019] Также технический результат достигается способом изготовления воздушного карманного фильтра. Согласно способу, сначала прокатывают первую полосу металла таким образом, что формируют профиль рамки фильтра. Затем нарезают профиль рамки фильтра на ламели определенной длины. После этого загибают ламель профиля рамки фильтра таким образом, что формируют незамкнутый контур. Далее или параллельно с вышеописанными этапами прокатывают вторую полосу металла таким образом, что формируют профиль рамки кармана. После прокатки нарезают профиль рамки кармана на ламели определенной длины. Затем загибают ламели профиля рамки кармана таким образом, что формируют контур рамки кармана. Далее соединяют свободные концы контура рамки кармана, формируя рамку кармана. После этого устанавливают на рамку кармана фильтр карманного типа. Указанные этапы производят по крайней мере дважды. Когда готовы две рамки кармана и одна рамка фильтра, вставляют по крайней мере две рамки кармана с фильтром в сформированный незамкнутый контур. На заключительном этапе замыкают незамкнутый контур посредством загиба ламели, формируя рамку фильтра.
[0020] Этапы проката первой и второй полос металла для формирования профилей рамок фильтра и кармана соответственно необходимы для изготовления профилей, обеспечивающих повышенную жесткость рамок. Нарезка профилей на ламели определенной длины необходима для последующего формирования рамок из ламелей. То, что ламель профиля рамки загибают так, что формирую незамкнутый контур, необходимо для последующей вставки рамок карманов в рамку фильтра. Ламели рамок кармана также необходимо загибать таким образом, чтобы сформировать рамку кармана. Отдельные рамки для карманов значительно увеличивают жесткость конструкции воздушного карманного фильтра. Установка на рамку кармана фильтра карманного типа необходима для внедрения фильтровального материала в конструкцию для последующей очистки воздуха с его помощью. Повторение указанных этапов по крайней мере два раза, а также последующая вставка по крайней мере двух рамок кармана с фильтром в сформированный незамкнутый контур необходимы для изготовления многокарманных воздушных фильтров. Замыкание незамкнутого контура посредством загиба ламели с формированием при этом рамки фильтра необходимо для фиксации рамок карманов в единой рамке фильтра. Изготовленные по настоящему способу воздушные карманные фильтры обладают высокими прочностными характеристиками и жесткостью.
[0021] Загибать ламели профиля рамки кармана могут таким образом, что формируют П-образную полурамку. Далее могут соединять две П-образные полурамки, формируя рамку кармана. П-образные полурамки могут соединять посредством пуклевочного соединения. Это может обеспечить возможность адаптации размеров рамок карманов под размеры рамки фильтра для обеспечения более высокой степени герметизации.
[0022] Первую полосу металла могут прокатывать таким образом, что поперечное сечение профиля рамки фильтра включает основание и две боковые части, края которых загнуты L-образно. Причем, промежуток от первого до второго загиба каждой из L-образных краев может быть параллелен боковым частям профиля рамки фильтра. Это позволяет значительно увеличить прочность рамки фильтра и, как следствие, всей конструкции в целом. При этом, формировать рамку фильтра могут в виде прямоугольника, а два конца профиля рамки фильтра могут соединять посредством вытяжной заклепки.
[0023] Вторую полосу металла могут прокатывать таким образом, что в профиле рамки кармана загибы выполнены с разными радиусами, а края загибов параллельны друг другу. Загибы в профиле рамки кармана позволяют увеличить жесткость и/или эксплуатационные свойства рамки кармана в целом, в зависимости от отношения ширины профиля к радиусу загиба.
[0024] Причем, первую и вторую полосу металла могут прокатывать методом холодного профилирования. Это позволяет добиться жесткости проката (готового профиля). Холодное профилирование позволяет создать более сложный профиль с высокими показателями по жесткости изделия с использованием более тонкого металла по отношению к деформации металла на листогибах, в которых невозможно сделать сложную геометрию. При этом, в качестве первого и второго металла могут использовать тонколистовую холоднокатанную сталь. Такая сталь подходит для холодного профилирования, а также изначально обладает высокими прочностными характеристиками.
[0025] Первую полосу металла могут прокатывать на прокатном станке так, что поперечное сечение листа изменяют следующим образом. Сначала загибают отрезки на концах листа под тупым углом к основанию и загибают концы отрезков под тупым углом к отрезкам так, что концы параллельны основанию. Затем загибают отрезки так, что они образуют L-образную линию, длинная сторона которой перпендикулярна основанию. Далее формируют два загиба на основании так, что отрезки от загибов до L-образных линий размещают под тупым углом к основанию, а длинные стороны L-образных линий - параллельно основанию. После этого прижимают длинные стороны L-образных линий к отрезкам, расположенным под тупым углом к основанию. В заключении, прижимают отрезки, расположенные под тупым углом к основанию, так, что отрезки размещают перпендикулярно основанию. Это позволяет изготовить профиль рамки фильтра, в поперечном сечение которого основание и две боковые части, края которых загнуты L-образно. При этом, промежуток от первого до второго загиба каждой из L-образных краев может быть параллелен боковым частям профиля рамки фильтра. Это позволяет значительно увеличить прочность рамки фильтра и, как следствие, всей конструкции в целом.
[0026] Вторую полосу металла могут прокатывать на прокатном станке так, что поперечное сечение листа изменяют следующим образом. Сначала загибают отрезки разной длины на двух концах основания так, что их формируют под тупым углом к основанию. Затем прижимают отрезки так, что их размещают перпендикулярно основанию. Далее загибают отрезки так, что их размещают под острым углом к основанию, а между отрезками и основанием формируется дуга. После этого прижимают отрезки к основанию так, что отрезки размещают параллельно основанию, а между отрезками и основанием формируется полуокружность. В результате получают профиль для рамки кармана, в поперечном сечение которого загибы выполнены с разными радиусами. Загибы в профиле рамки кармана позволяют увеличить жесткость и/или эксплуатационные свойства рамки кармана в целом, в зависимости от отношения ширины профиля к радиусу загиба.
Описание чертежей
[0027] Объект притязаний по настоящей заявке описан по пунктам и чётко заявлен в формуле изобретения. Упомянутые выше задачи, признаки и преимущества изобретения очевидны из нижеследующего подробного описания, в сочетании с прилагаемыми чертежами, на которых показано:
[0028] На Фиг. 1 представлен схематичный изометрический вид воздушного карманного фильтра согласно настоящему изобретению.
[0029] На Фиг. 2 представлен схематичный изометрический вид рамки фильтра со вставленными рамками карманов согласно настоящему изобретению.
[0030] На Фиг. 3 представлен схематичный изометрический вид рамки фильтра и рамок карманов, состоящих из двух полурамок, в разнесенном виде, согласно настоящему изобретению.
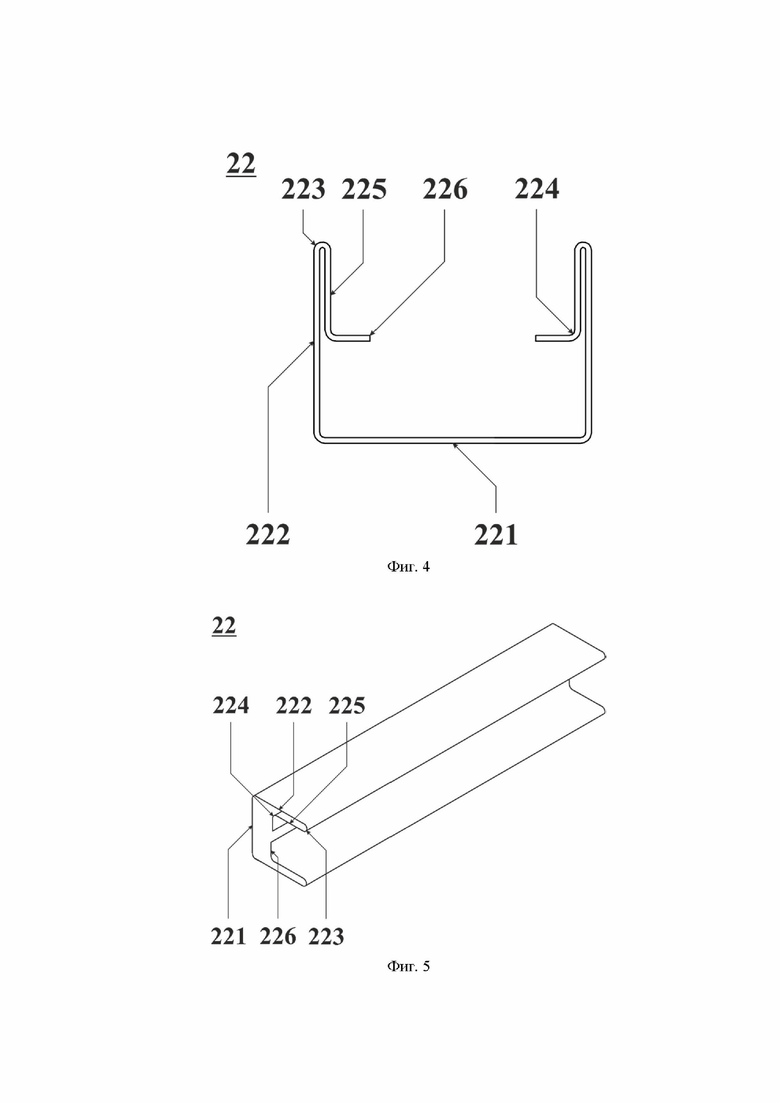
[0031] На Фиг. 4 представлен схематичный вид поперечного сечения профиля рамки фильтра согласно настоящему изобретению.
[0032] На Фиг. 5 представлен схематичный изометрический вид профиля рамки фильтра согласно настоящему изобретению.
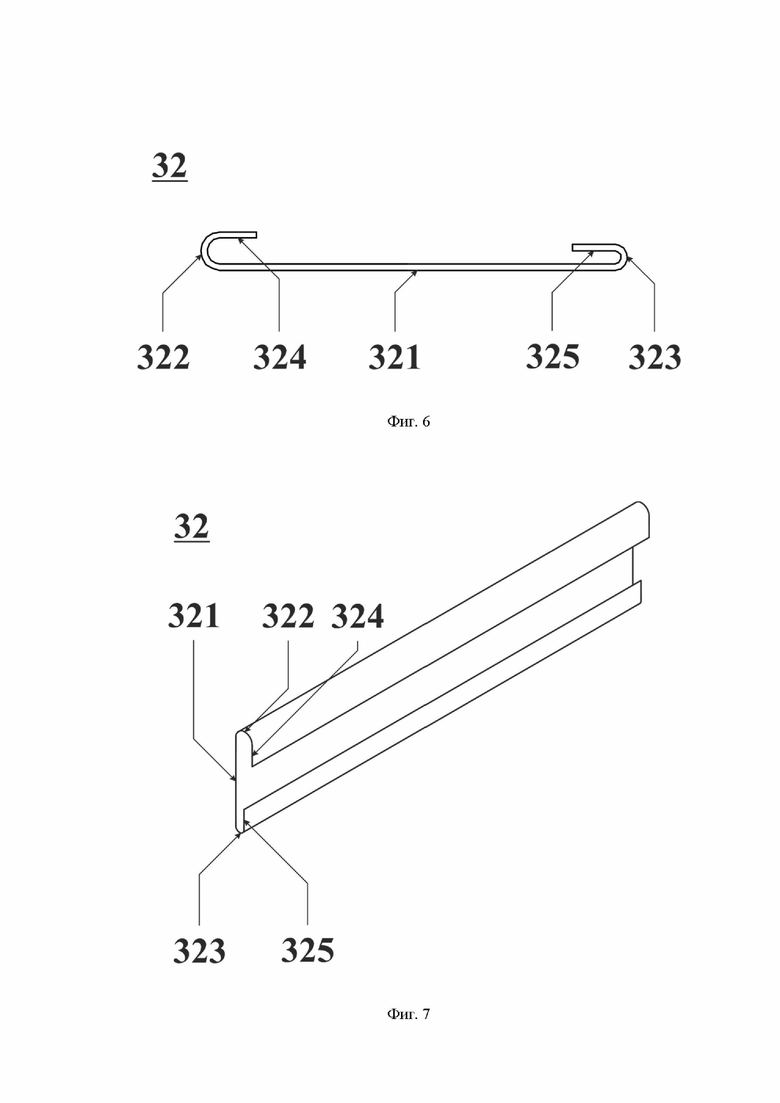
[0033] На Фиг. 6 представлен схематичный вид поперечного сечения профиля рамки кармана согласно настоящему изобретению.
[0034] На Фиг. 7 представлен схематичный изометрический вид профиля рамки кармана согласно настоящему изобретению.
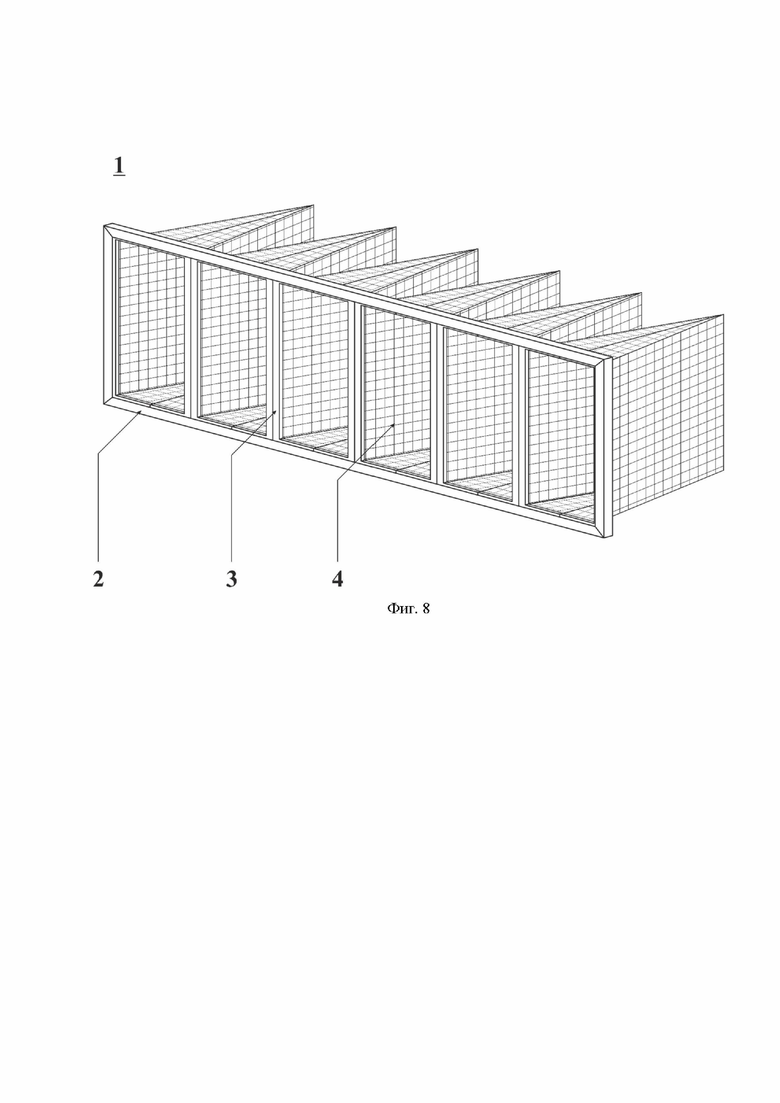
[0035] На Фиг. 8 представлен схематичный изометрический вид воздушного карманного фильтра в ином варианте воплощения настоящего изобретения.
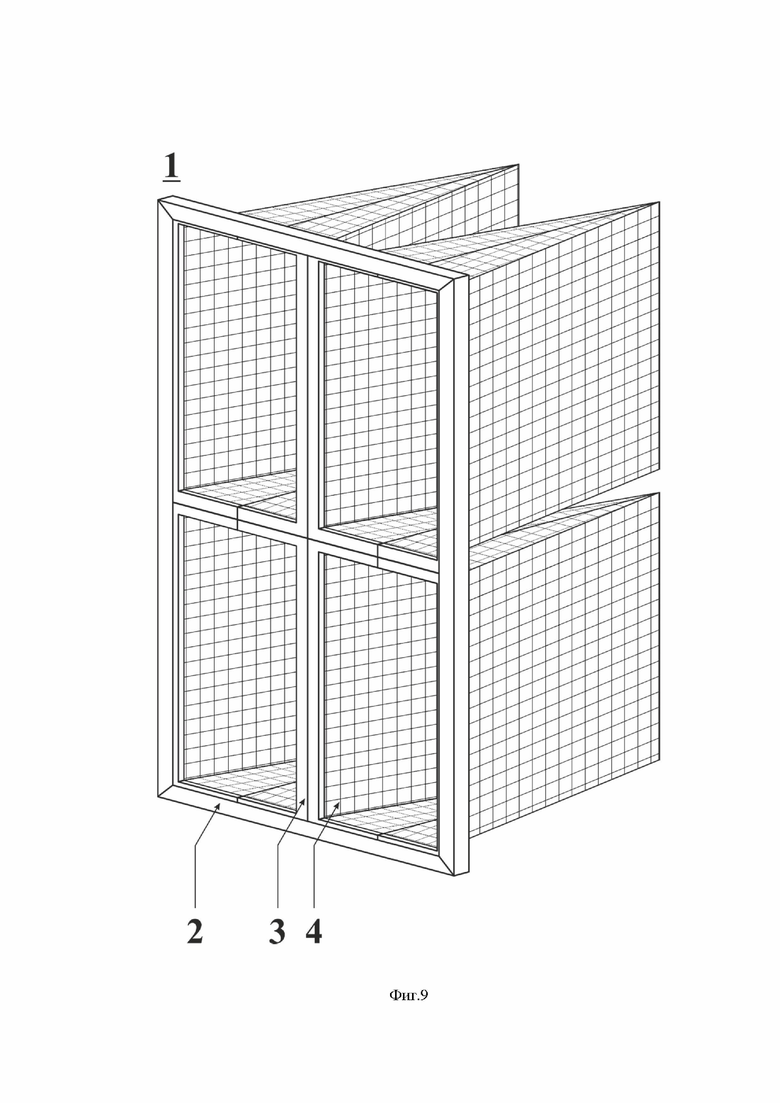
[0036] На Фиг. 9 представлен схематичный изометрический вид воздушного карманного фильтра в ином варианте воплощения настоящего изобретения.
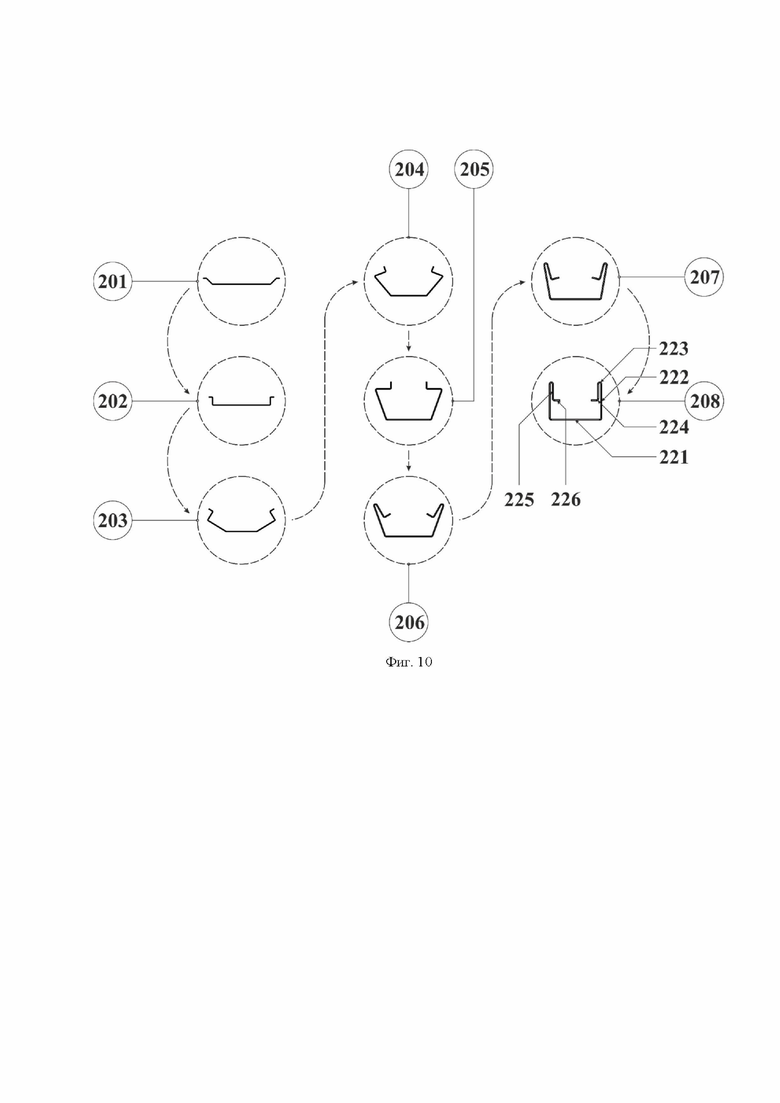
[0037] На Фиг. 10 представлена блок-схема, иллюстрирующая процесс изготовления профиля рамки фильтра, согласно настоящему изобретению.
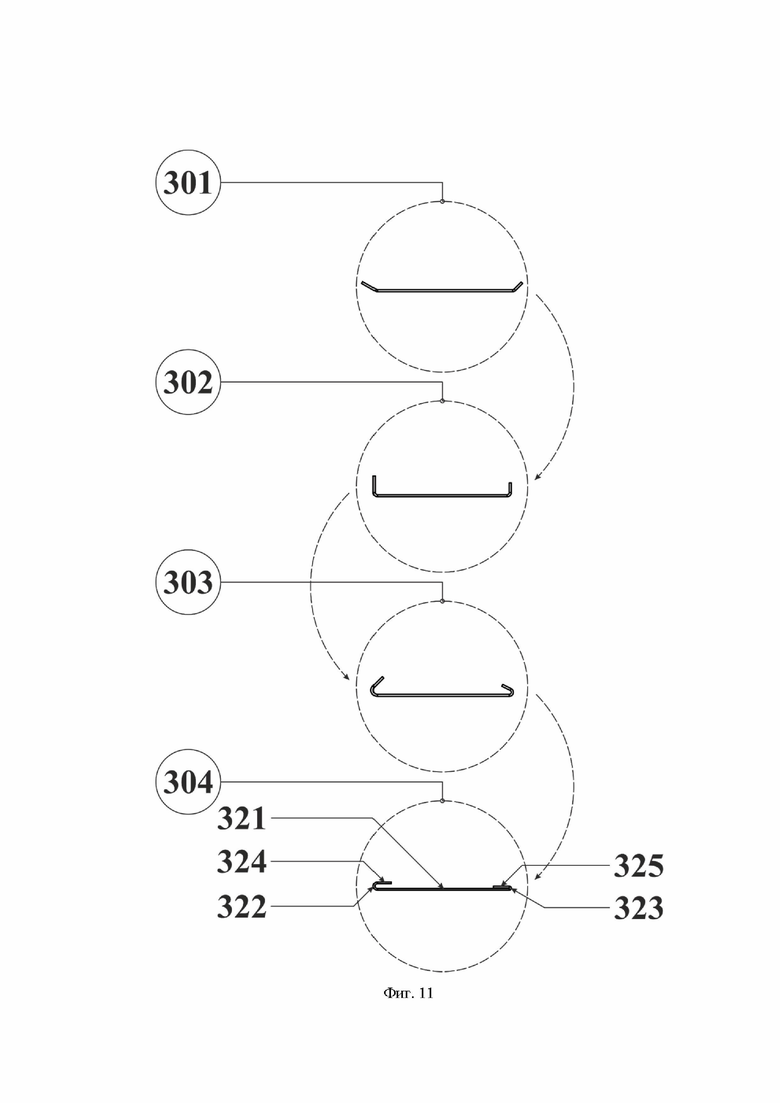
[0038] На Фиг. 11 представлена блок-схема, иллюстрирующая процесс изготовления профиля рамки кармана, согласно настоящему изобретению.
[0039] Данные фигуры поясняются следующими позициями:
[0040] Позиция 1 - воздушный карманный фильтр;
[0041] Позиция 2 - рамка фильтра;
[0042] Позиция 3 - рамка кармана;
[0043] Позиция 4 - фильтр карманного типа;
[0044] Позиция 22 - профиль рамки фильтра;
[0045] Позиция 31 - полурамка;
[0046] Позиция 32 - профиль рамки кармана;
[0047] Позиция 221 - основание профиля рамки фильтра;
[0048] Позиция 222 - боковая стенка профиля рамки фильтра;
[0049] Позиция 223 - первый загиб профиля рамки фильтра;
[0050] Позиция 224 - второй загиб профиля рамки фильтра;
[0051] Позиция 225 - промежуток от первого до второго загиба профиля рамки фильтра или длинный промежуток L-образной части;
[0052] Позиция 226 - короткий промежуток L-образной части, или край профиля рамки фильтра, или отбортовки;
[0053] Позиция 321 - основание профиля рамки кармана;
[0054] Позиция 322 - первый загиб профиля рамки кармана;
[0055] Позиция 323 - второй загиб профиля рамки кармана;
[0056] Позиция 324 - край первого загиба профиля рамки кармана;
[0057] Позиция 325 - край второго загиба профиля рамки кармана;
[0058] Позиции 201-208 - этапы 1-8 изготовления профиля рамки фильтра;
[0059] Позиции 301-304 - этапы 1-4 изготовления профиля рамки кармана.
Подробное описание изобретения
[0060] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту, очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0061] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0062] На Фиг. 1 представлен схематичный изометрический вид воздушного карманного фильтра 1 согласно настоящему изобретению. Воздушный карманный фильтр 1 включает рамку фильтра 2, в которую вставлены по крайней мере две рамки кармана 3. Рамки кармана 3 выполнены из двух П-образных полурамок 31 или из одной гнутой О-образной рамки. В профилях 32 полурамок 31 выполнены по крайней мере два загиба (322, 323). Причем на каждую рамку кармана 3 установлен фильтр карманного типа 4.
[0063] Рамка фильтра 2 изготавливается из металлического прокатного профиля и предназначена для фиксации внутри нее рамок кармана 3 и для последующей фиксации фильтра 1 в системе вентиляции. Помимо этого, рамка фильтра 2 также позволяет зафиксировать и фильтры карманного типа 4 на рамках кармана 3.
[0064] Рамка кармана 3 также изготавливается из металлического прокатного профиля, а именно из двух полурамок 31 или из одной О-образной рамки, выполненных из металлического прокатного профиля. Загибы (322, 323) в профиле 32 рамки кармана 3 необходимы для обеспечения жесткости рамки кармана 3 за счет добавления ребер жесткости профиля 32 в поперечном сечении. В случае использования простой прямой пластины, рамка 3 не будет обладать жесткостью в поперечном сечении и будет прогибаться под действием силы тяжести. Если же к этой пластине добавить отбортовки (загибы (322, 323)), то момент сопротивления (жесткость) в поперечном сечении изменяется в квадратичной зависимости. Также загибы (322, 323) позволяют исключить повреждение фильтровального полотна острыми частями профиля рамки 32.
[0065] Выполнение радиусов загиба (322, 323) разными позволяет достичь более высоких показателей прочности рамки. В частотности, если радиус по полкам отличается в 2 раза (0,3 мм по сравнению с 0,6 мм). Это позволяет добиться прочности профиля рамки 32 от 5% и больше при перепаде давления на фильтре 1. При этом прогиб/деформация на кручение профиля 32 снижается на 15% и больше. Цифры зависят от фактического перепада давления на фильтре 1 и соответственно нагрузки на рамки карманов 3. Другими словами, увеличение полки профиля кармана 32 повышает жесткость самого профиля 32 и увеличивает прочность рамки кармана 3 в целом при скреплении в фильтре 1.
[0066] Фильтр карманного типа 4 представляет собой фильтровальный материал, сшитый в виде кармана и предназначенный для очистки воздуха, поступающего в систему вентиляции. Могут использоваться фильтровальные материалы, обеспечивающие грубую очистку (классы G1-G4) или обеспечивающие тонкую очистку (F5-F9). Зачастую очищают именно приточный воздух, поступающий в помещение через систему воздуховодов. Фильтр карманного типа 4 может надеваться на рамку кармана 3 и фиксироваться на ней посредством дополнительных крепежных элементов. В частности, можно фиксировать фильтр карманного типа 4 на рамке кармана 3 посредством одной или нескольких накладных пластин, накладываемых так, что между пластиной и поверхностью рамки кармана 3 размещен фильтровальный материал. После этого пластина может быть присоединена к рамке кармана 3 с помощью шурупов, саморезов, пуклевки и другими способами.
[0067] В другом варианте исполнения фильтр карманного типа 4 может вставляться внутрь рамки кармана 3, например, в загибы (322 или 323), в которых материал также может фиксироваться различными способами, например, механическими, перечисленными выше, или посредством клея-герметика.
[0068] На Фиг. 2 представлен схематичный изометрический вид рамки фильтра 2 со вставленными рамками карманов 3, а на Фиг. 3 представлен схематичный изометрический вид рамки фильтра 2 и рамок карманов 3, состоящих из двух полурамок 31, в разнесенном виде, согласно настоящему изобретению. Как видно из Фиг. 2 и Фиг. 3, рамки карманов 3 вставляются в полость профиля 22 рамки фильтра 2. Причем благодаря тому, что рамки карманов 3 состоят из двух П-образных полурамок 31, возможно адаптировать размер рамок карманов 3. То есть, если рамки карманов 3 будут выполнены цельными, то при небольших расхождениях в размерах рамки фильтра 2 и рамках карманов 3 могут образовываться воздушные зазоры, т.е. негерметичности, что, в свою очередь, приводит к снижению эффективности очистки воздуха, а также может повлечь за собой загрязнение и последующий выход из строя другого оборудования системы вентиляции, находящегося после фильтра 1, например, теплообменников. Таким образом, для выполнения фильтра 1 с цельными рамками карманов 3 требуется большая точность при изготовлении.
[0069] Таким образом, рамка фильтра 2 может быть как изготовлена из одного отрезка профиля 22, так и из двух полурамок или другого количества частей, а рамка кармана 3 предпочтительно изготавливать из двух полурамок 31 для обеспечения большей герметичности фильтра 1, благодаря возможности адаптировать размер рамок карманов 3 под размер рамки фильтра 2. При этом также важно отметить, что наиболее предпочтительным является изготовление рамки фильтра 2 из одного отрезка профиля 22. Стык одного конца отрезка профиля 22 с другим может фиксироваться посредством пуклевочного соединения, вытяжной заклепки, шурупа, самореза, винта и других вариантов соединения. Изготовление рамки фильтра 2 из одного отрезка профиля 22 позволяет повысить прочность и жесткость фильтра 1 в целом. При этом отрезок профиля 22 может быть загнут в форму прямоугольника, квадрата, треугольника или любой другой замкнутой геометрической фигуры для формирования рамки фильтра 2. Предпочтительно при этом загибать отрезок профиля 22 в форму квадрата или прямоугольника, т.к. большинство воздуховодов имеют именно такую форму поперечного сечения.
[0070] Для выполнения рамки фильтра 2 с высокой степенью жесткости и прочности предпочтительно выполнять рамку фильтра 2 из профиля 22, поперечный разрез которого показан на Фиг. 4, а изометрический вид - на Фиг. 5. Как видно из Фиг. 4, в поперечном разрезе профиль 22 рамки фильтра 2 имеет основание 221 и две боковые части 222. При этом на края боковых частей 223 загнуты L-образно, а промежуток 225 от первого 223 до второго 224 загибов параллелен боковым частям 222, и представляет собой длинный промежуток 225 L-образного края. Короткий промежуток 226 L-образного края, в свою очередь, представляет собой отбортовку 226. При вставке рамки кармана 3 в рамку фильтра 2 с показанным на Фиг. 4 профилем 22 рамка кармана 3 прижимается к периметру, ограниченному L-образными краями. То есть, если смотреть на Фиг. 4, то по вертикали рамка кармана 3 не пройдет ниже отбортовок 226, а ее ширина должна быть не больше, чем расстояние между длинными промежутками 225 L-образных краев.
[0071] Возможно также и выполнение поперечного сечения профиля 22 рамки фильтра 2 обычной П-образный формы, т.е. включающей только основание 221 и две боковые части 222, однако, такая форма профиля 22 обладает меньшей жесткостью, что приводит к образованию зазоров при эксплуатации. Таким образом, предпочтительно завальцовывать кромку рамки фильтра 2 по длине, например, как это показано на Фиг. 4 и Фиг. 5, для обеспечения жесткости рамки 2.
[0072] Рамка кармана 3 же, в свою очередь, также может быть выполнена из профиля 32 сложной формы. В частности, возможный вид выполнения профиля 32 рамки кармана 3, показан на Фиг. 6 и Фиг. 7. На Фиг. 6 представлен схематичный вид поперечного разреза профиля 32 рамки кармана 3, а на Фиг. 7 - его изометрический вид. Как видно на упомянутых Фигурах, профиль 32 выполнен с двумя загибами 322 и 323. При этом эти загибы (322, 323) могут быть выполнены с разными радиусами. Так, профиль 32 рамки кармана 3 в поперечном сечении имеет основание 321, концы которого загнуты таким образом, что образуются параллельные основанию 321 края 324 и 325, т.е. промежуток от основания 321 до края 324 имеет загиб 322 в форме полуокружности, как и промежуток от основания 321 до края 325, обозначенные на Фигурах 6 и 7 номером 323. При этом из Фигурах также видно, что радиус первого загиба 322 (полуокружности) больше, чем радиус второго загиба 323 (полуокружности). Отношение радиуса большего загиба 322 к меньшему 323 может составлять более 1,0 и до 2,5. В частности, на Фиг. 6 проиллюстрирован вариант воплощения, где радиус большего загиба 322 в два раза превышает радиус меньшего 323. Как говорилось ранее, загибы (322, 323) увеличивают жесткость конструкции, а также защиту фильтровального полотна. При этом использование разных радиусов позволяет повысить жесткость рамок карманов 3 в целом и, соответственно, при их скреплении в фильтре 1 повышаются эксплуатационные свойства всего фильтра 1. В случае же, если оба загиба (322, 323) будут малыми, жесткость рамки 3 и ее сопротивление на изгиб будут снижены. Если же оба загиба (322, 323) будут выполнены с большими радиусами, то жесткость конструкции повыситься, однако, при этом возникнет большее аэродинамическое сопротивление на фильтре 1, увеличивающее перепад давления на изделии, что требует повышенных затрат на эксплуатацию оборудования. В целом, предпочтительно завальцовывать кромку рамки кармана 3 по длине, например, как это показано на Фиг. 6 и Фиг. 7, для обеспечения жесткости рамки 3, а также для исключения повреждения фильтровального материала при сборке фильтра 1.
[0073] При этом края 324 и 325 могут быть расположены не только параллельно, но и под тупым углом к основанию 321 профиля 32 рамки кармана 3. То есть, на концах профиля 32 в поперечном сечении могут быть выполнены незамкнутые (для обеспечения возможности вставки фильтра карманного типа 4) каплевидные формы. Однако, важно не выполнять профиль 32 таким образом, что края 324 и 325 расположены под острым углом к основанию 321. В этом случае невозможно будет обеспечить надежную фиксацию фильтра карманного типа 4 в рамке кармана 3, ввиду чего он 4 может выпасть из рамки кармана 3 при эксплуатации в воздуховоде, особенно при больших расходах воздуха.
[0074] Соединение двух полурамок 31 в рамку кармана 3 может производиться различными способами. В частности, возможно скреплять две полурамки 31 посредством пуклевочного соединения, вытяжной заклепки, шурупа, самореза, винта и других вариантов соединения.
[0075] Сочетание рамки фильтра 2, профиль 22 которой выполнен, как показано на Фиг. 4 и Фиг. 5, и рамок карманов 3, профиль 32 который выполнен, как показано на Фиг. 6 и Фиг. 7, позволяет обеспечить наиболее высокую степень жесткости и герметичности конструкции, среди других вариантов воплощения.
[0076] На Фиг. 8 представлен схематичный изометрический вид воздушного карманного фильтра 1 в ином варианте воплощения настоящего изобретения. Аналогично другим вариантам воплощения, воздушный карманный фильтр 1 включает рамку фильтра 2, в которую вставлены рамки кармана 3. Рамки кармана 3 выполнены из двух П-образных полурамок 31 или из одной О-образной рамки. В профилях 32 полурамок 31 выполнены по крайней мере два загиба (322, 323). При этом, фильтр включает более двух рамок кармана 3, а именно шесть рамок кармана 3, расположенных последовательно, на каждую из которых установлен фильтр карманного типа 4.
[0077] На Фиг. 9 представлен схематичный изометрический вид воздушного карманного фильтра 1 в ином варианте воплощения настоящего изобретения. Аналогично предыдущему варианту воплощения, рамок кармана 3 в фильтре 1 более двух. Однако, в этом варианте воплощения в рамку фильтра 2 вставлены четыре рамки кармана 3, расположенные 2×2 внутри рамки фильтра 2.
[0078] Таким образом, может применяться различная конфигурация рамок карманов 3 по количеству и расположению внутри рамки фильтра 2. Однако, важно при этом соблюсти герметичность и прочность конструкции фильтра, которая обеспечивается, в частности, наличием отдельных рамок карманов 3 для каждого фильтра карманного типа 4.
[0079] Воздушный карманный фильтр 1, согласно настоящему изобретению, изготавливается следующим образом. Сначала прокатывают первую полосу металла таким образом, что формируют профиль 22 рамки фильтра 2. После этого нарезают профиль 22 рамки фильтра 2 на ламели определенной длины, равной или примерно равной периметру рамки фильтра 2. Затем ламель профиля 22 загибают таким образом, что формируют незамкнутый контур. После или параллельно с вышеописанными этапами производят следующее. Прокатывают вторую полосу металла таким образом, что формируют профиль 32 рамки кармана 3. Далее нарезают профиль 32 рамки кармана 3 на ламели определенной длины. После этого одну ламель загибают в контур рамки кармана 3 или же по крайней мере две ламели профиля 32 рамки кармана 3 загибают таким образом, что формируют по крайней мере две П-образных полурамок 31 рамки кармана 3. Затем свободные концы контура рамки кармана 3 или двух П-образных полурамок 31 соединяют, формируя при этом рамку кармана 32. После этого устанавливают на рамку кармана 3 фильтр карманного типа 4. Причем этапы от загиба ламелей профиля 32 до установки фильтра карманного типа 4 на рамку кармана 3 производят по крайней мере дважды. После установки фильтра карманного типа 4 на рамку кармана 3 вставляют по крайней мере две рамки кармана 3 с фильтром 4 в сформированный незамкнутый контур из ламели профиля 22 рамки фильтра 2. В заключении, замыкают незамкнутый контур посредством загиба ламели, формируя тем самым рамку фильтра 2.
[0080] Как уже было сказано выше, на этапе нарезки профиля 22 рамки фильтра 2 на ламели его нарезают на ламели определенной длины. Длина определяется в том числе размером проходного сечения оборудования, для которого предназначен фильтр 1. Аналогично длина ламелей, которые нарезают из профиля 32 рамки кармана 3, определяется площадью рамки фильтра 2. В частности, при необходимости разместить в рамке фильтра 2 четырех рамок кармана 3 и при размерах рамки фильтра 400×200 мм, ламель, из которой сгибают полурамку 31, может иметь длину примерно равную 300 мм.
[0081] На этапе сгибания ламели профиля 22 ее загибают таким образом, что формируют незамкнутый контур. То есть, если рамка фильтра 2 в итоговой сборке имеет прямоугольную форму, то можно произвести два сгиба, формируя тем самым три стороны прямоугольника и оставляя четвертую сторону открытой. Таким образом, становится возможным вставлять туда (в незамкнутый контур) рамки кармана 3.
[0082] На этапе сгибания ламели профиля 32 ее загибают таким образом, что формируют П-образную полурамку 31 рамки кармана 3. Так, полурамка 31 является незамкнутой фигурой, что позволяет адаптировать размер рамки кармана 3 при соединении двух полурамок 31. Соединение может производиться различными способами, в частности, посредством пуклевочного соединения, вытяжной заклепки, шурупа, самореза, винта и других вариантов соединения. Необходимость адаптировать размер рамки кармана 3 может возникать, например, при производственном браке или при высокой погрешности измерения размеров. То есть, если предполагается, что в одну рамку фильтра 2, чья ширина составляет 400 мм необходимо вместить четыре рамки кармана 3, ширина полурамок которых равна 65 мм, возможно соединить полурамки 31 так, что между ними будет сформирован нахлест. В частности, если этот нахлест будет иметь длину от 28 мм, то рамка фильтра 2 будет способна вместить четыре рамки кармана 3.
[0083] Также возможна и прямо противоположная ситуация, когда изготовленные рамки кармана 3 слишком узкие, ввиду чего между ними образуются зазоры при вставке в рамку фильтра 2. В этом случае, возможно уменьшить длину нахлеста и, таким образом, увеличить ширину рамок кармана 3. Как следствие, становится возможным избежать формирования зазоров в готовом изделии.
[0084] Этап установки фильтра карманного типа 4 на рамку кармана 3 подразумевает или надевание фильтра карманного типа 4 на внешнюю боковую поверхность рамки кармана 3, или вставку фильтра карманного типа 4 в загибы (322 или 323) рамки кармана 3. Причем при надевании фильтра карманного типа 4 на внешнюю боковую поверхность рамки кармана 3 необходимо также зафиксировать фильтр 4 на ней. Это можно сделать, например, посредством одной или нескольких накладных пластин, накладываемых так, что между пластиной и поверхностью рамки кармана 3 размещен фильтровальный материал. После этого пластина может быть присоединена к рамке кармана 3 с помощью шурупов, саморезов, пуклевки и другими способами, например, посредством клея-герметика. В другом варианте фильтровальный материал может быть зафиксирован на рамке кармана 3 посредством прижимания его к рамке кармана 3 внутренней боковой поверхностью рамки фильтра 2. Также фильтровальный материал может быть обернут вокруг передних ребер рамки кармана 3 и прижат с помощью загибов 322 или 323.
[0085] Этапы, касающиеся производства рамки кармана 3, а также установки на нее фильтра карманного типа 4 должны быть произведены по крайней мере дважды. Это необходимо для изготовления воздушного карманного фильтра 1 с более чем одним карманом 4.
[0086] Вставка по крайней мере двух рамок кармана 3 с фильтром 4 в сформированный незамкнутый контур может производиться как вручную, так и автоматически. Важно при этом плотно прижимать друг к другу соседние рамки кармана 3. Это позволит избежать формирования зазоров или, по крайней мере, приведет к меньшему их образованию. Предпочтительно располагать при этом рамки кармана 3 именно последовательно, а не каскадом (2×2, 2×3 и т.д.). Это связано с тем, что в местах стыка четырех рамок кармана 3 тяжело избежать формирования небольших зазоров, нарушающих герметизацию конструкции в целом. Однако, при необходимости формирования каскадного фильтра 1 возможно загерметизировать зазоры, например, с помощью уплотнителя или клея-герметика.
[0087] Замыкание незамкнутого контура посредством загиба ламели, формируя при этом рамку фильтра 2, позволяет зафиксировать рамки кармана 3 внутри рамки фильтра 2. В результате, может формироваться, например, рамка фильтра 2 прямоугольной формы. При сгибании одной ламели в форму прямоугольника образуется всего один стык, где конец ламели встречается с ее началом. Конец и начало ламели могут быть соединены посредством пуклевочного соединения, вытяжной заклепки, шурупа, самореза, винта и других вариантов соединения.
[0088] Первую полосу металла могут прокатывать таким образом, что поперечное сечение профиля 22 рамки фильтра 2 включает основание 221 и две боковые части 222, края которых загнуты L-образно (223-226). Причем промежуток 225 от первого 223 до второго 224 загибов параллелен боковым частям 222, и представляет собой длинный промежуток 225 L-образного края. Короткий промежуток 226 L-образного края, в свою очередь, представляет собой отбортовку 226. При вставке рамки кармана 3 в рамку фильтра 2 с профилем 22 рамка кармана 3 прижимается к периметру, ограниченному L-образными краями.
[0089] Изготавливать такой профиль 22, описанный выше, возможно разными способами, в частности, на Фиг. 10 представлена блок-схема, иллюстрирующая процесс изготовления профиля 22 рамки фильтра 2, согласно настоящему изобретению. Важно отметить, что на Фиг. 10 представлено именно изменение поперечного сечения профиля 22 после каждого этапа проката. На первом этапе 201 при помощи первой и второй прокатной клети загибают отрезки на концах листа под тупым углом к основанию и загибают концы отрезков под тупым углом к отрезкам так, что концы параллельны основанию. Далее (второй этап 202) загибают отрезки так, что они образуют L-образную линию, длинная сторона которой перпендикулярна основанию, при помощи третьей прокатной клети. После этого формируют два загиба на основании так, что отрезки от загибов до L-образных линий размещают под тупым углом к основанию, а длинные стороны L-образных линий - параллельно основанию (этапы 203-205). Загибы производят постепенно. На этапах 203 и 204 используют по две прокатные клети, а на этапе 205 - одну. Затем на этапах 206-208 прижимают отрезки, расположенные под тупым углом к основанию, так, что отрезки размещают перпендикулярно основанию. Здесь также прижимание производят постепенно. На этапе 206 это делают посредством одной прокатной клети, а на этапах 207 и 208 - посредством двух. В результате формируют профиль 22, поперечное сечение которого показано на Фиг. 4.
[0090] Вторую же полосу металла могут прокатывать таким образом, что формируют профиль 32, в котором загибы (322, 323) выполнены с разными радиусами, а края загибов (324, 325) параллельны друг другу. Его могут изготавливать согласно блок-схеме, представленной на Фиг. 11. Важно отметить, что на Фиг. 11 представлено именно изменение поперечного сечения профиля 32 после каждого этапа проката. Сначала (301) загибают отрезки разной длины на двух концах основания так, что их формируют под тупым углом к основанию, с помощью одной прокатной клети. После (на этапе 302) посредством двух прокатных клетей прижимают отрезки так, что их размещают перпендикулярно основанию. На этапе 303 отрезки загибают таким образом, что их размещают под острым углом к основанию, а между отрезками и основанием формируется дуга. Этап 303 может осуществляться с использованием одной прокатной клети. В заключении, на этапе 304 прижимают отрезки к основанию так, что отрезки (324, 325) размещают параллельно основанию 321, а между отрезками (324, 325) и основанием 321 формируется полуокружность (загиб, 322 и 323). В результате формируют профиль 32, поперечное сечение которого показано на Фиг. 6.
[0091] Сущность проката заключается в обжатии металла между прокатными клетями, при этом заготовки (лист металла) уменьшается в сечении, вытягивается и приобретает форму, соответствующую прокатным клетям. Первую и вторую полосы металла могут прокатывать методом холодного профилирования. В том числе благодаря применению холодного профилирования достигается повышенная прочность воздушного карманного фильтра 1 за счет получения профиля сложного поперечного сечения. Возможно при этом использовать любой подходящий для холодного проката материал, однако, предпочтительно применение тонколистовой холоднокатанной стали, ввиду с изначально высокой прочностью стали.
[0092] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС СУДНА НА ВОЗДУШНОЙ ПОДУШКЕ | 2000 |
|
RU2191712C2 |
| ВОЗДУХОВОД С ИНТЕГРИРОВАННЫМ ФЛАНЦЕМ, СИСТЕМА ВОЗДУХОВОДОВ С ИНТЕГРИРОВАННЫМИ ФЛАНЦАМИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ВОЗДУХОВОДОВ С ИНТЕГРИРОВАННЫМИ ФЛАНЦАМИ | 2022 |
|
RU2830194C2 |
| БЫСТРОНАВАЩИВАЕМАЯ ПЧЕЛОВОДНАЯ РАМКА | 2016 |
|
RU2638183C1 |
| СТАТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1992 |
|
RU2010395C1 |
| УЛЬЕВАЯ ГНЕЗДОВАЯ РАМКА | 1993 |
|
RU2060652C1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СЕРЕДИНЫ ШПАЛЬНОЙ НАКЛАДКИ И ЭЛЕКТРОМАГНИТНЫЙ ДАТЧИК ДЛЯ ОБНАРУЖЕНИЯ ШПАЛЬНОЙ НАКЛАДКИ | 1998 |
|
RU2153549C2 |
| Радиоэлектронный блок | 1989 |
|
SU1651392A1 |
| УСТРОЙСТВО ДЛЯ КОРМЛЕНИЯ ЖИВОТНЫХ | 1993 |
|
RU2063128C1 |
| Устройство для решения задач на сфере | 1985 |
|
SU1290361A1 |
| Соединительное устройство | 1973 |
|
SU546966A1 |
Воздушный карманный фильтр и способ его изготовления относится к воздушным фильтрам карманного типа, предназначенным для размещения в системах вентиляции. Задачей настоящего изобретения является создание воздушного карманного фильтра, а также разработка способа его изготовления, которые обеспечивают высокую жесткость и прочность конструкции фильтра. Данная задача решается заявляемым изобретением за счет достижения таких технических результатов, как высокая жесткость, прочность конструкции, а также технологичность изготовления фильтра, благодаря чему, в частности, предотвращается деформация конструкции при установке и эксплуатации фильтра и минимизируется вероятность образования воздушных зазоров. 2 н. и 18 з.п. ф-лы, 11 ил.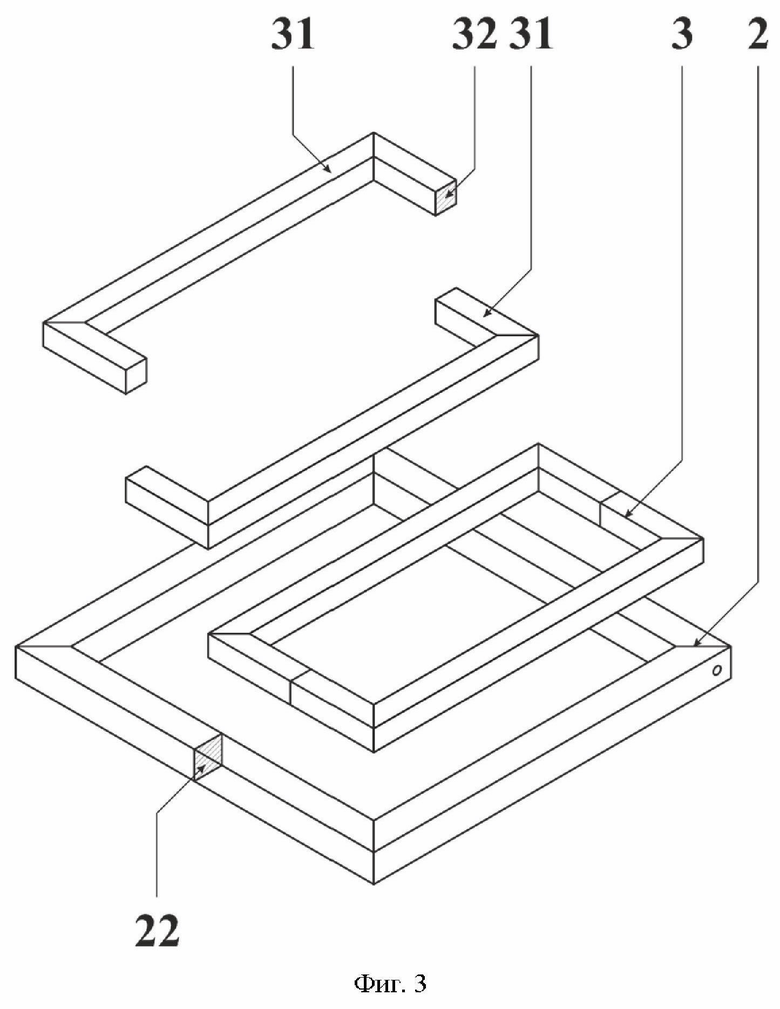
1. Воздушный карманный фильтр, включающий рамку фильтра, в которую вставлены по крайней мере две рамки кармана, каждая из которых изготовлена из двух П-образных полурамок, причем в профилях рамок кармана выполнены по крайней мере два загиба, при этом на каждую рамку кармана установлен фильтр карманного типа.
2. Воздушный карманный фильтр по п. 1, отличающийся тем, что в профиле рамки кармана загибы выполнены с разными радиусами.
3. Воздушный карманный фильтр по п. 2, отличающийся тем, что отношение большего радиуса загиба к меньшему радиусу загиба составляет более 1,0 и до 2,5.
4. Воздушный карманный фильтр по п. 1, отличающийся тем, что края загибов профиля рамки кармана параллельны друг другу.
5. Воздушный карманный фильтр по п. 1, отличающийся тем, что поперечное сечение профиля рамки фильтра включает основание и две боковые части, края которых загнуты L-образно.
6. Воздушный карманный фильтр по п. 4, отличающийся тем, что промежуток от первого до второго загиба каждой из L-образных краев параллелен боковым частям профиля рамки фильтра.
7. Воздушный карманный фильтр по п. 1, отличающийся тем, что рамка фильтра загнута в форму прямоугольника.
8. Воздушный карманный фильтр по п. 1, отличающийся тем, что П-образные полурамки соединены посредством пуклевочного соединения.
9. Воздушный карманный фильтр по п. 1, отличающийся тем, что в качестве фильтра карманного типа используют фильтр грубой очистки или фильтр тонкой очистки.
10. Способ изготовления воздушного карманного фильтра, по которому:
прокатывают первую полосу металла таким образом, что формируют профиль рамки фильтра;
нарезают профиль рамки фильтра на ламели определенной длины;
загибают ламель профиля рамки фильтра таким образом, что формируют незамкнутый контур;
прокатывают вторую полосу металла таким образом, что формируют профиль рамки кармана;
нарезают профиль рамки кармана на ламели определенной длины;
загибают ламели профиля рамки кармана таким образом, что формируют П-образные полурамки;
соединяют П-образные полурамки рамки кармана, формируя рамку кармана;
устанавливают на рамку кармана фильтр карманного типа;
причем указанные этапы производят по крайней мере дважды,
вставляют по крайней мере две рамки кармана с фильтром в сформированный незамкнутый контур;
замыкают незамкнутый контур посредством загиба ламели, формируя рамку фильтра.
11. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что прокатывают первую полосу металла таким образом, что поперечное сечение профиля рамки фильтра включает основание и две боковые части, края которых загнуты L-образно.
12. Способ изготовления воздушного карманного фильтра по п. 11, отличающийся тем, что прокатывают первую полосу металла таким образом, что промежуток от первого до второго загиба каждой из L-образных краев параллелен боковым частям профиля рамки фильтра.
13. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что прокатывают вторую полосу металла таким образом, что в профиле рамки кармана загибы выполнены с разными радиусами, а края загибов параллельны друг другу.
14. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что первую и вторую полосы металла прокатывают методом холодного профилирования.
15. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что в качестве первой и второй полос металла используют тонколистовую холоднокатаную сталь.
16. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что рамку фильтра формируют в виде прямоугольника.
17. Способ изготовления воздушного карманного фильтра по п. 16, отличающийся тем, что соединяют два конца профиля рамки фильтра посредством вытяжной заклепки.
18. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что П-образные полурамки соединяют посредством пуклевочного соединения.
19. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что прокатывают первую полосу металла на прокатном станке так, что в поперечном сечении листа:
загибают отрезки на концах листа под тупым углом к основанию и загибают концы отрезков под тупым углом к отрезкам так, что концы параллельны основанию;
загибают отрезки так, что они образуют L-образную линию, длинная сторона которой перпендикулярна основанию;
формируют два загиба на основании так, что отрезки от загибов до L-образных линий размещают под тупым углом к основанию, а длинные стороны L-образных линий – параллельно основанию;
прижимают длинные стороны L-образных линий к отрезкам, расположенным под тупым углом к основанию;
прижимают отрезки, расположенные под тупым углом к основанию, так, что отрезки размещают перпендикулярно основанию.
20. Способ изготовления воздушного карманного фильтра по п. 10, отличающийся тем, что прокатывают вторую полосу металла на прокатном станке, так, что в поперечном сечении листа:
загибают отрезки разной длины на двух концах основания так, что их формируют под тупым углом к основанию;
прижимают отрезки так, что их размещают перпендикулярно основанию;
загибают отрезки так, что их размещают под острым углом к основанию, а между отрезками и основанием формируется дуга;
прижимают отрезки к основанию так, что отрезки размещают параллельно основанию, а между отрезками и основанием формируется полуокружность.
| US 2020114293 A1, 16.04.2020 | |||
| CN 101266072 A, 17.09.2008 | |||
| СПОСОБ ЛЕЧЕНИЯ АНОПЛОЦЕФАЛЯТОЗОВ ОВЕЦ | 1981 |
|
RU2032410C1 |
| CN 104587761 A, 06.05.2015 | |||
| CN 210331986 U, 17.04.2020. | |||

