Область техники
[0001] Настоящее изобретение относится к воздуховодам, предназначенным для конструирования систем отопления, кондиционирования и вентиляции.
Уровень техники
[0002] Воздуховоды широко используются в системах отопления, кондиционирования и вентиляции (далее - ОВиК) для распределения нагретого или охлажденного воздуха по всему зданию. Эти воздуховоды обычно формируются из листового металла различных калибров в секциях заданной длины, которые затем соединяются друг с другом, образуя непрерывный воздуховод для распределения воздуха.
[0003] Эти воздуховоды обычно состоят из относительно коротких секций. Поперечные фланцевые рамы расположены на концах каждой секции таким образом, что примыкающие секции могут быть скреплены болтами по их углам с фланцевыми рамами, удерживаемыми зажимами или приводными скобами. Эти рамы, как правило, не являются неотъемлемой частью секции воздуховода, однако в настоящее время интегрированные фланцы также получили широкое распространение.
[0004] Соединение нескольких секций, воздуховодов, непрерывно влечет за собой потерю герметичности. Утечка воздуха из-за негерметичности соединений воздуховодов - одна из самых дорогостоящих потерь при эксплуатации, в частности, систем вентиляции. Утечка означает понижение давления в системе, тепловые потери, завышение характеристик вентиляторов и другого оборудования на этапе проектирования для компенсации потерь и дополнительные трудозатраты на этапе монтажа.
[0005] Из уровня техники известно техническое решение, раскрытое в заявке № US 2008111378 А1 (опубл.: 15.08.2008 г., МПК: F16L 23/00). В данной заявке описывается фланец для воздуховода, выполненный интегрированным на дальнем конце поверхности воздуховода. Первая фланцевая часть образована перпендикулярно наружу от поверхности воздуховода. Вторая фланцевая часть изогнута под прямым углом от первой фланцевой части и, по существу, параллельна поверхности воздуховода. Третий участок фланца отогнут назад, чтобы соприкасаться со вторым участком фланца и по направлению к первому участку фланца. Четвертая часть фланца отогнута под прямым углом от третьей части фланца, чтобы соприкасаться с первой частью фланца. Наконец, пятая часть фланца отогнута под прямым углом от четвертой части фланца, чтобы соприкасаться с поверхностью воздуховода.
[0006] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что уголок выполнен из двух соединенных вместе ребер, на концах которых выполнено отверстие для болтового соединения. Выполнение уголка не цельнометаллическим, а сборным, значительно снижает прочность самого уголка, и, как следствие, всего соединения деталей воздуховода в целом. Еще одним недостатком является то, что фланец не обжимает уголок со всех сторон, т.е. одна из сторон уголка остается не зафиксированной. Это также значительно снижает прочность конструкции. Помимо этого, отличием представленного аналога от заявленного технического решения является геометрия фланца. Так, в аналоге третий, четвертый и пятый фланцевые участки прилегают ко внутренней поверхности стенки воздуховода, первого и второго фланцевых участков.
[0007] Также известно устройство по патенту № DE 202019101828 U1 (опубл.: 06.07.2020 г., МПК: F24F 13/02; F24F 13/20), в котором раскрывается фланцевый уголок на корпусе с двумя стенками, сходящимися на одной кромке, из каждой из которых выступает фланец, образующий полый профиль, проходящий в его продольном направлении, так что фланцы лежат в одной плоскости и сходятся в углу корпуса и образуют там зазор между друг другом и угловым кронштейном, выполненным за одно целое и так с обоими фланцами. При этом каждый из фланцев имеет по меньшей мере одно отверстие, которое ведет внутрь полого профиля. По крайней мере одно из этих отверстий является вставным отверстием, которое позволяет вставлять угловой кронштейн в полки в едином направлении вставки параллельно плоскости фланцев. Также угловой кронштейн имеет две зацепляющие части, одну из которых путем перемещения на угол r кронштейн в направлении вставки может быть вставлен во вставное отверстие одного фланца, а другой во вставленном состоянии заполняет отверстие другого фланца.
[0008] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что в некоторых вариантах реализации фланец не обжимает уголок со всех сторон, т.е. одна из сторон уголка остается не зафиксированной. Это также значительно снижает прочность конструкции. Помимо этого, отличием представленного аналога от заявленного технического решения является геометрия фланца. Так, в аналоге третий, четвертый и пятый фланцевые участки прилегают ко внутренней поверхности стенки воздуховода, первого и второго фланцевых участков.
[0009] Известно устройство для формирования фланца, раскрытое в патенте № US 8186197 В2 (опубл. 29.05.2012 г., МПК: B21D 5/08; В21В 31/16). Устройство для формования фланцев позволяет пользователю одновременно автоматически регулировать станции профилирования устройства для изменения высоты полки, формируемой в металлическую стенку станциями профилирования, например, для воздуховодов. Высота регулируется в бесконечном диапазоне между установленными максимальным и минимальным пределами. Каждая профилирующая станция включает в себя верхнюю и нижнюю пары профилегибочных профилей, которые взаимодействуют для формирования фланца или его части. Каждая пара профилегибочных профилей включает в себя первую профилегибочную часть и вторую коаксиальную профилегибочную часть, которая может перемещаться в осевом направлении по направлению к первой профилегибочной части и от нее. (Фактически эти части представляют собой матрицу для формования валков с боковым разделением). Вторые части для формования валков поддерживаются с возможностью вращения на пластинчатом регулировочном рычажном узле, который можно перемещать с помощью массива винтовых элементов с приводом в направлении от двигателя или от первого прокатного участка.
[0010] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что в поперечном сечении фланца отсутствует четвертый фланцевый участок, который прилегал бы к первому фланцевому участку. Это снижает жесткостные характеристики фланца.
[0011] Помимо этого, в патенте № US 11213878 В2 (опубл. 04.01.2022 г.; МПК: B21D 5/16; F24F 13/02; B21D 53/04) раскрыты устройство и способ автоматизированного изготовления профиля фланца воздуховода для изготовления небольших воздуховодов, включая профиль фланца воздуховода с поперечным фланцем воздуховода. Профиль фланца воздуховода предназначен для мелких деталей воздуховодов с шириной сечения до 16 дюймов из металла калибра от 20 до 26. Устройство включает в себя гибочный узел, имеющий приводной ролик, прижимной ролик, опору и гибочную пластину, а также роликообразующий узел.
[0012] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что в поперечном сечении фланца отсутствует четвертый фланцевый участок, который прилегал бы к первому фланцевому участку. Это снижает жесткостные характеристики фланца.
[0013] В заявке № US 20160236257 А1 (опубл. 18.08.2016 г.; МПК: B21D 19/00; F16L 23/02) описана фланцевая конструкция воздуховода, расположенная в концевой части цилиндрического корпуса воздуховода, имеющего в сечении по существу четырехугольную форму, включает в себя: фланцевую часть, образованную за счет изгиба выступающей части, отходящей от кромки отверстия каждой из стеновых пластин, составляющих корпус воздуховода, при этом фланцевая часть состоит из вертикальной части, проходящей снаружи вертикально к стеновой пластине, и горизонтальной части, проходящей параллельно стеновой пластине от вертикальной части. Причем вертикальная часть и горизонтальная часть образованы складыванием и наложением удлинительной части пополам или более.
[0014] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что в некоторых вариантах реализации фланец не обжимает уголок со всех сторон, т.е. одна из сторон уголка остается не зафиксированной. Это также значительно снижает прочность конструкции. Помимо этого, отличием представленного аналога от заявленного технического решения является геометрия фланца. Так, в аналоге фланец выполнен с дополнительным шестым фланцевым участок, загнутым под прямым углом относительно пятого фланцевого участка таким образом, что он прилегает к внутренней поверхности стенки воздуховода.
[0015] Известен угловой элемент воздуховода, раскрытый в патенте № JP 6933363 В2 (опубл. 08.09.2021 г.; МПК: F16L 23/02; F24F 13/02). Угловой элемент для воздуховода включает: корпус углового элемента, расположенный в четырех углах открывающейся торцевой части квадратного воздуховода, имеющий по существу L-образную форму с двумя пластинчатыми крепежными частями, образованную отверстием для болта угловой части в плоской пластинчатой угловой части в виде пересечения двух крепежных частей; и уплотнение, выполненное в виде листа и расположенное таким образом, чтобы закрывать угловую часть корпуса углового элемента. Прокалывание уплотнения осуществляется путем вдавливания болта в отверстие для болта угловой части.
[0016] Недостатком данного технического решения является то, что фланец выполнен с одинаковым поперечным сечением по всей длине фланца. Это значительно снижает жесткостные характеристики соединения деталей воздуховода, а также прочность и плотность соединения фланца с уголком. Также недостаток описанной конструкции заключается в том, что уголок выполнен L-образным, а на концах ребер выполнено отверстие для болтового соединения. При этом предполагается соединение с фланцем, в котором также выполнены болтовые отверстия, посредством болтового соединения. Болтовое соединение значительно снижает как прочность соединения, так и его герметичность.
[0017] Кроме того, в патенте № US 6547287 В1 (опубл. 15.04.2003 г.; МПК: F16L 23/00) раскрыта система соединения концов воздуховодов из листового металла, в которой каждый конец воздуховода снабжен цельной рамой. Угловые соединители, образующие перпендикулярно простирающиеся плечи, связаны с каждой рамой, а для соединения соединителей и интегральных рам используются болты или другие крепежные детали. Секции включают перевернутую часть, проходящую перпендикулярно наружу от стенки воздуховода, вторую часть, отогнутую назад от внешнего конца первой части, третью часть, проходящую от внешнего конца второй части и образующую L-образную часть с двойной стенкой. Когда рама сформирована таким образом, она приспособлена для приема боковых краев соответствующих ответвлений угловых соединителей, благодаря чему воздуховоды могут быть эффективно собраны путем размещения угловых соединителей на месте и последующего применения крепежных деталей, используемых для удержания узла.
[0018] Первым недостатком является то, что в аналоге используется скоба для соединения двух воздуховодов вместе, не фиксирующаяся болтом. В таком случае, скоба оказывается ненадежно закрепленной н поверхности фланцев. Помимо этого, для скрепления воздуховодов во фланцах проделывают болтовые отверстия для последующего болтового соединения двух фланцев вместе. Это снижает целостность конструкции, что, в свою очередь, значительно снижает жесткость фланца, а также герметичность соединения. Еще один недостаток заключается в том, что суммарная длина первого и третьего участков фланца меньше, чем длина второго участка фланца. Таким образом, длина участков с обжимом занимает малую часть фланца. Это также уменьшает жесткость фланца.
Сущность изобретения
[0019] Задачей настоящего изобретения является создание воздуховода с интегрированным фланцем, а также разработка способа изготовления и системы воздуховодов с интегрированным фланцем, которые обеспечивают повышение жесткости конструкции, точности размеров сечений, а также плотности соединения деталей воздуховода с интегрированным фланцем.
[0020] Данная задача решается заявляемым изобретением за счет достижения таких технических результатов, как высокая жесткость конструкции, точность размеров сечений, а также высокая плотность соединения деталей воздуховода, благодаря чему, в частности, предотвращается деформация конструкции при эксплуатации фильтра и минимизируется вероятность образования воздушных зазоров. Заявленный технический результат достигается в том числе, но не ограничиваясь, благодаря:
• формированию фланца на корпусе воздуховода как единого целого со стенкой воздуховода;
• обжиму уголков после его установки в паз, образованный фланцем и корпусом воздуховода;
• выполнению поперечного сечения фланца разным в разных частях фланца по его длине;
• выполнению среднего отрезка фланца длиннее, чем концевых отрезков.
[0021] Более полно, технический результат достигается воздуховодом с интегрированным фланцем, в котором каждая стенка воздуховода включает фланец, являющийся загнутым продолжением стенки воздуховода и формирующий паз. Причем в сформированные фланцами пазы соседних стенок установлен уголок, включающий два ребра. При этом концевые отрезки фланца выполнены с обжимом ребер уголка так, что фланец выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка.
[0022] Фланец на каждой стенке воздуховода необходим для последующей возможности скрепления нескольких воздуховодов по всему периметру. При этом то, что фланец является загнутым продолжением стенки воздуховода необходимо для того, чтобы увеличить прочность и надежность конструкции, в том числе за счет минимизации вероятности образования воздушных зазоров. При этом такое формирование фланцем, что они формируют пазы, необходимо для последующей возможности вставки уголка. Сама же установка уголка в сформированные фланцами пазы соседних стенок необходима для фиксации фланцев, их закреплению на стенке воздуховода для избежания деформации, а также заполнению зазоров. В последующем уголки также необходимы для скрепления двух или более воздуховодов. Для такой установки уголок включает два ребра. При этом обжим ребер уголка концевыми отрезками фланца необходим для обеспечения надежного, т.е. прочного, жесткого и плотного, соединения уголка с интегрированным фланцем, благодаря плотному прижатию уголка к фланцу и стенке. Обжим концевых отрезков влечет за собой изменение геометрии фланца по длине. Это, в свою очередь, необходимо также для увеличения жесткости конструкции в сочетании с увеличением плотности соединений, что влечет минимизацию образования зазоров. Причем именно средний отрезок повышает основную жесткость конструкции фланца, а концевые отрезки обеспечивают увеличение плотности соединения. Так, для обеспечения необходимой жесткости конструкции длина среднего отрезка должна быть больше длины по крайней мере одного концевого отрезка.
[0023] Концевые отрезки фланца могут включать пять фланцевых участков в поперечном сечении после обжима. Первый фланцевый участок может быть сформирован перпендикулярно поверхности стенки воздуховода, продолжением которой является этот первый фланцевый участок. Второй фланцевый участок может быть загнут под прямым углом относительно первого фланцевого участка таким образом, что второй фланцевый участок параллелен поверхности стенки воздуховода. Третий фланцевый участок может быть загнут под прямым углом относительно второго фланцевого участка таким образом, что третий фланцевый участок параллелен первому фланцевому участку. Четвертый фланцевый участок может быть загнут в обратном направлении относительно третьего фланцевого участка таким образом, что он прилегает к наружной поверхности третьего фланцевого участка. Пятый фланцевый участок может быть загнут под прямым углом относительно четвертого фланцевого участка таким образом, что он прилегает к наружной поверхности второго фланцевого участка. Такая геометрия поперечного сечения концевого отрезка фланца может еще больше повысить плотность соединения.
[0024] Средний отрезок может включать четыре фланцевых участка в поперечном сечении. Первый фланцевый участок может быть сформирован перпендикулярно поверхности стенки воздуховода, продолжением которой является этот первый фланцевый участок. Второй фланцевый участок может быть загнут под прямым углом относительно первого фланцевого участка таким образом, что второй фланцевый участок параллелен поверхности стенки воздуховода. Третий фланцевый участок может быть загнут в обратном направлении относительно второго фланцевого участка таким образом, что он прилегает к наружной поверхности второго фланцевого участка. Четвертый фланцевый участок может быть загнут под прямым углом относительно третьего фланцевого участка так, что он прилегает к наружной поверхности первого фланцевого участка. Такая сложная геометрия поперечного сечения среднего отрезка фланца может еще больше повысить жесткость и прочность конструкции фланца.
[0025] В обоих случаях повышается жесткость и прочность конструкции в том числе за счет увеличения толщины кромки, образованной двумя слоями металла. Повышенная жесткость улучшает эксплуатационные характеристики. Так, становится возможным эксплуатировать систему воздуховодов, состоящую из воздуховодов с описанными фланцами, на любых подвесах, при этом сечения воздуховодов не будут деформироваться.
[0026] Длина второго фланцевого участка среднего отрезка фланца может быть больше, чем длина второго фланцевого участка концевых отрезков фланца. Меньшая длина второго фланцевого участка концевого отрезка обеспечит большую плотность соединения с уголком, а большая длина второго фланцевого участка среднего отрезка может обеспечить еще большее увеличение жесткости и прочности конструкции.
[0027] Перед первым фланцевым участком концевых отрезков фланца воздуховода может дополнительно быть выполнена подсечка. Она может обеспечить более плотное крепление уголка в пазе, образованном фланцем.
[0028] Сам уголок может быть выполнен V-образным или L-образным. При этом уголок может быть выполнен цельнометаллическим. Таким образом, его конструкция будет более прочной, благодаря чему снизиться вероятность деформаций во время монтажа и эксплуатации. Наряду с этим ребра уголка могут быть выполнены с подсечкой. Это позволит обеспечить компенсацию толщины металла, а также плоскостность сопрягаемой поверхности фланца.
[0029] В центральной части уголка может быть выполнено отверстие для болтового соединения. Это отверстие может быть необходимо для укрепления соединения двух или более воздуховодов в систему воздуховодов. Также отверстия, но не болтовые, могут быть выполнены на концах ребер уголка.
[0030] Фланец также может быть выполнен цельным. Это повышает герметичность воздуховода и фланцевого соединения, т.е. минимизирует вероятность образования зазоров, как при монтаже, так и при эксплуатации воздуховода. Также это увеличивает прочность и жесткость конструкции фланца и всего воздуховода в целом.
[0031] Также технический результат достигается системой воздуховодов с интегрированными фланцами, включающей по крайней мере два воздуховода, в которых каждая стенка воздуховода включает фланец, являющийся загнутым продолжением стенки воздуховода и формирующий паз. Причем в сформированные фланцами пазы соседних стенок установлен уголок, включающий два ребра. При этом концевые отрезки фланца выполнены с обжимом ребер уголка так, что фланец выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка. При этом по крайней мере два воздуховода расположены на одной оси так, что их фланцы прилегают друг к другу и соприкасаются металлическими поверхностностями друг с другом, а соседние воздуховоды соединены.
[0032] Фланец на каждой стенке воздуховода необходим для последующей возможности скрепления нескольких воздуховодов по всему периметру. При этом то, что фланец является загнутым продолжением стенки воздуховода необходимо для того, чтобы увеличить прочность и надежность конструкции, в том числе за счет минимизации вероятности образования воздушных зазоров. При этом такое формирование фланцем, что они формируют пазы, необходимо для последующей возможности вставки уголка. Сама же установка уголка в сформированные фланцами пазы соседних стенок необходима для фиксации фланцев, их закреплению на стенке воздуховода для избежания деформации, а также заполнению зазоров. В последующем уголки также необходимы для скрепления двух или более воздуховодов. Для такой установки уголок включает два ребра. При этом обжим ребер уголка концевыми отрезками фланца необходим для обеспечения надежного, т.е. прочного, жесткого и плотного, соединения уголка с интегрированным фланцем, благодаря плотному прижатию уголка к фланцу и стенке. Обжим концевых отрезков влечет за собой изменение геометрии фланца по длине. Это, в свою очередь, необходимо также для увеличения жесткости конструкции в сочетании с увеличением плотности соединений, что влечет минимизацию образования зазоров. Причем именно средний отрезок повышает основную жесткость конструкции фланца, а концевые отрезки обеспечивают увеличение плотности соединения. Так, для обеспечения необходимой жесткости конструкции длина среднего отрезка должна быть больше длины по крайней мере одного концевого отрезка. Расположение воздуховодов на одной оси так, что их фланцы прилегают друг к другу, необходимо для сохранения одинакового поперечного сечения по всей длине системы для избежания перепадов давления, а также для избежания формирования воздушных зазоров. Соприкосновение металлических поверхностей фланцев необходимо для увеличения жесткости конструкции. Такая система воздуховодов позволяет эксплуатировать систему воздуховодов, состоящую из воздуховодов с описанными фланцами, на любых подвесах, при этом сечения воздуховодов не будут деформироваться.
[0033] Скоба может включать основание, края которого загнуты следующим образом. Первый край скобы может быть сформирован перпендикулярно основанию, а второй край скобы может включать два участка. Первый участок второго края может быть сформирован перпендикулярно основанию, причем первый участок загнут в том же направлении, что первый край скобы, а второй участок второго - под тупым углом к первому участку скобы, причем второй участок загнут в сторону первого края скобы. Такая форма скобы позволяет еще более надежно скрепить два воздуховода вместе.
[0034] При этом в первом краю скобы может быть выполнено болтовое отверстие. Причем, такая скоба может соединять два фланца вместе следующим образом. Два прилегающих фланца соединены посредством скобы так, что второй участок второго края скобы упирается в первый фланцевый участок первого фланца, а болт, закрученный в болтовое отверстие первого края скобы, упирается в первый фланцевый участок второго фланца. Таким образом, посредством болтового отверстия возможно фиксировать скобу на фланце, так что соединение становится еще более крепким.
[0035] Дополнительно уголки могут прилегать друг к другу так, что отверстия в их центральной части двух прилегающих уголков соосны друг к другу. Таким образом сохраняется постоянное поперечное сечение воздуховода. В расположенные соосно друг другу отверстия может быть закручен болт. Это дополнительно укрепляет соединение двух воздуховодов.
[0036] Между первыми фланцевыми участками двух прилегающих друг к другу фланцев может быть вставлен уплотнительный элемент. Так повышается герметизация места соединения двух воздуховодов, благодаря чему еще больше снижается вероятность образования воздушных зазоров.
[0037] Помимо этого, технический результат достигается способом изготовления воздуховода с интегрированным фланцем. Сначала в листе металла выполняют высечки с двух противоположных сторон так, что на каждой стороне выполняют по крайней мере одну высечку. Далее, формируют шип продольного шва воздуховода на стороне листа металла без высечек и паз на противоположной ей стороне листа металла. После этого загибают каждую часть листа металла между соседними высечками так, что формируют фланец. Затем загибают лист металла, формируя первую половину воздуховода, в стенках которого выполнены фланцы, каждый из которых является загнутым продолжением стенки воздуховода. Аналогичным образом формируют вторую половину воздуховода. После этого соединяют две половины воздуховода, вставляя шипы в пазы, формируя воздуховод, имеющий замкнутое угольное поперечное сечение. Далее вставляют уголок в два соседних фланца. Затем обжимают части фланца, прилегающие к уголку так, что изменяют поперечное сечение этих частей фланца, формируя таким образом фланец, который выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка.
[0038] Этап выполнения высечек необходим для разделения листа металла на сектора, соответствующие стенкам будущего воздуховода. Формирование шипа и паза необходимо для того, чтобы сформировать крепежные элементы на концах половины воздуховода. Так, становится возможным скрепить две половины воздуховода вместе для формирования целого воздуховода. Формирование фланца необходимо для формирования крепежного элемента воздуховода, обеспечивающее возможность его герметичного соединения с другими воздуховодами, например, системы вентиляции. При этом то, что фланцы формируют между соседними высечками из того же листа металла, позволяет выполнить фланец интегрированным. Последующий загиб металла в половину воздуховода необходим для формирования первой половины воздуховода. Соединение двух половин воздуховода посредством вставки шипов в пазы необходимо для формирования надежно и жестко скрепленного корпуса воздуховода. Вставка уголка в два соседних фланца необходима для фиксации фланцев, их закреплению на стенке воздуховода для избежания деформации, а также заполнению зазоров. В последующем уголки также необходимы для скрепления двух или более воздуховодов. Обжим отрезков фланца, прилегающих к уголку, необходим для обеспечения надежного, т.е. прочного, жесткого и плотного, соединения уголка с интегрированным фланцем, благодаря плотному прижатию уголка к фланцу и стенке. Обжим концевых отрезков влечет за собой изменение геометрии фланца по длине. Это, в свою очередь, необходимо также для увеличения жесткости конструкции в сочетании с увеличением плотности соединений, что влечет минимизацию образования зазоров. Причем именно средний отрезок повышает основную жесткость конструкции фланца, а концевые отрезки обеспечивают увеличение плотности соединения. Так, для обеспечения необходимой жесткости конструкции длина среднего отрезка должна быть больше длины по крайней мере одного концевого отрезка.
[0039] Перед формированием фланца могут формировать ребра жесткости воздуховода методом Z-образного профилирования поверхности листа металла. Это позволяет еще больше увеличить жесткость каждой из сторон воздуховода, что, в свою очередь, защищает готовое изделие от деформаций во время складирования, транспортировки и монтажа.
[0040] После соединения двух половин воздуховода шов могут герметизировать. Это может дополнительно повысить плотность и дополнительно еще больше снизить вероятность образования воздушных зазоров.
[0041] Фланец могут формировать методом холодного профилирования на прокатных станах из тонколистовой холоднокатаной стали. Это позволяет добиться жесткости проката фланца. Холодное профилирование позволяет создать более сложный профиль с высокими показателями по жесткости изделия с использованием более тонкого металла по отношению к деформации металла на листогибах, в которых невозможно сделать сложную геометрию. При этом, тонколистовая холоднокатанная сталь подходит для холодного профилирования, а также изначально обладает высокими прочностными характеристиками.
[0042] Формировать фланец могут следующим образом. Сначала могут формировать наружное ребро фланца при помощи девяти пар прокатных роликов. Затем фиксировать сформированное ребро при помощи десятой пары прокатных роликов. После чего могут формировать фасонный загиб фланца при помощи девяти пар других прокатных роликов, а в конце фиксировать полученный профиль фланца при помощи двадцатой пары прокатных роликов. Полученный таким образом фланец обладает высокими жесткостными характеристиками.
[0043] Уголок могут изготавливать предварительно при помощи штампа. Таким образом, возможно изготавливать цельнометаллический уголок, который обладает высокой прочностью и жесткостью.
[0044] Фланец могут обжимать при помощи пресса.
Описание чертежей
[0045] Объект притязаний по настоящей заявке описан по пунктам и четко заявлен в формуле изобретения. Упомянутые выше задачи, признаки и преимущества изобретения очевидны из нижеследующего подробного описания, в сочетании с прилагаемыми чертежами, на которых показано:
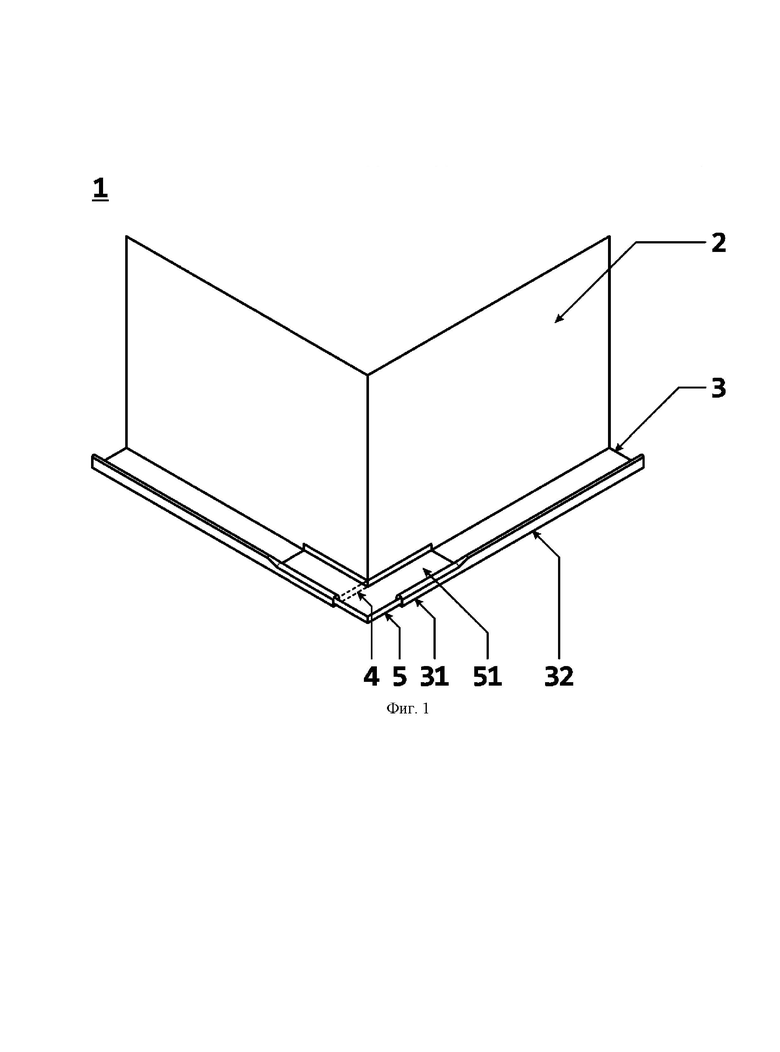
[0046] На Фиг. 1 представлен схематичный изометрический вид воздуховода с интегрированным фланцем согласно настоящему изобретению.
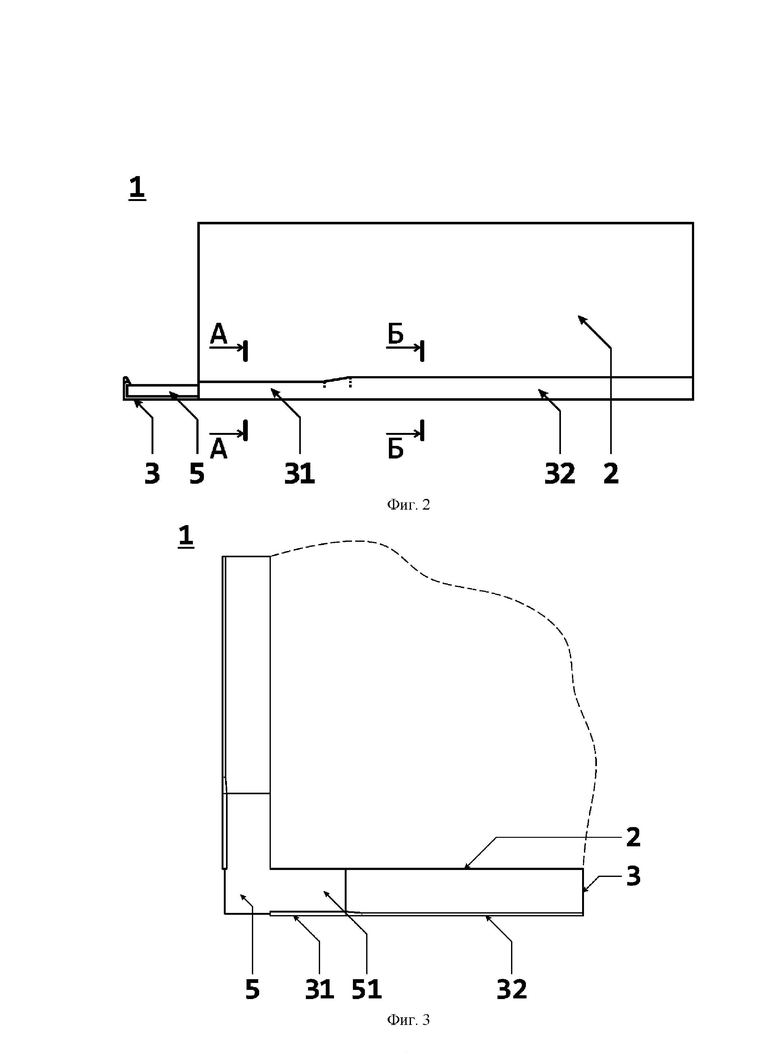
[0047] На Фиг. 2 представлен схематичный изометрический вид воздуховода с интегрированным фланцем согласно настоящему изобретению (вид сбоку).
[0048] На Фиг. 3 представлен схематичный изометрический вид воздуховода с интегрированным фланцем согласно настоящему изобретению (вид сверху).
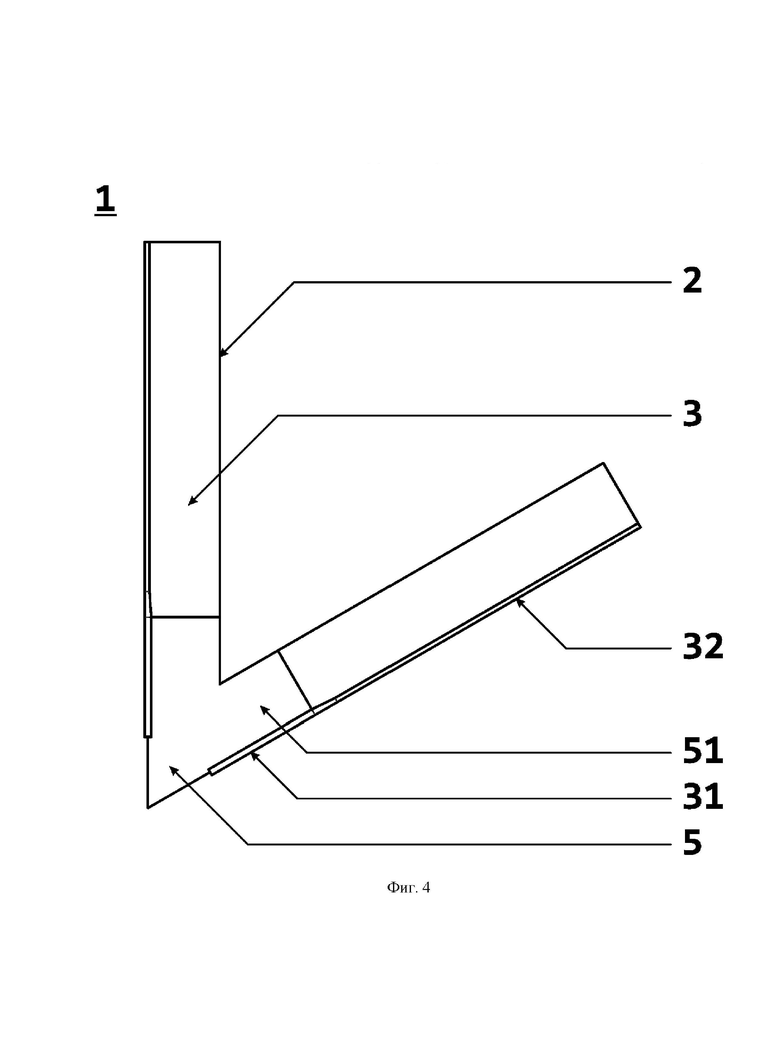
[0049] На Фиг. 4 представлен схематичный вид воздуховода с интегрированным фланцем с иной геометрией корпуса согласно настоящему изобретению.
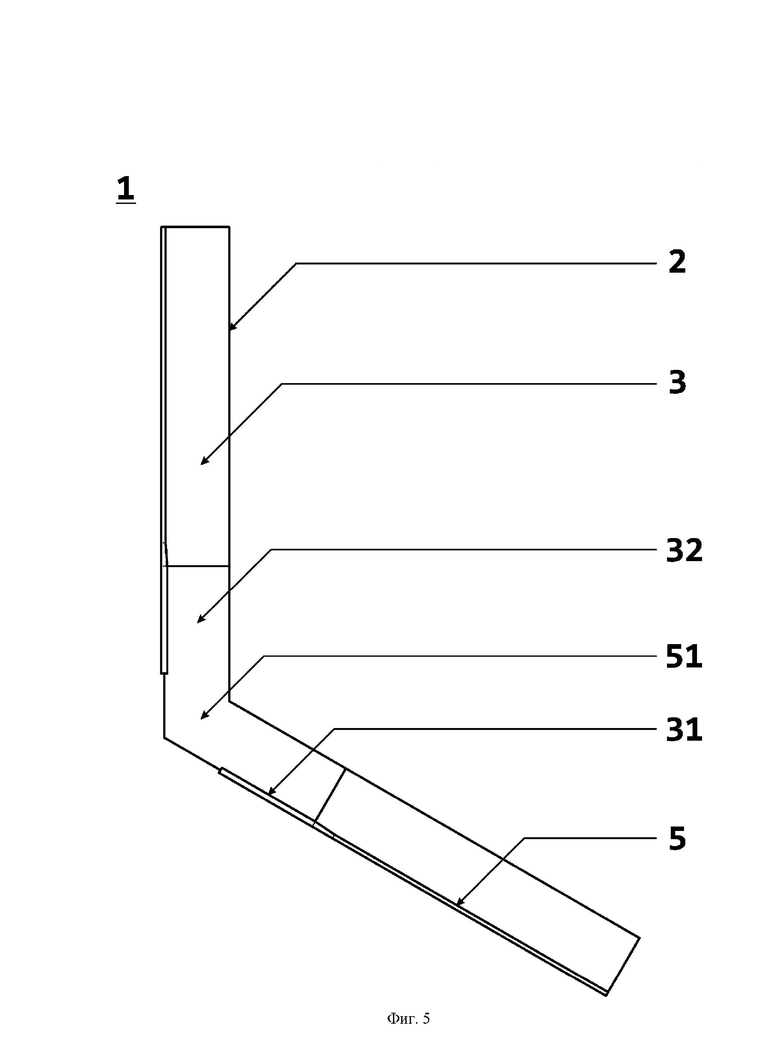
[0050] На Фиг. 5 представлен схематичный вид воздуховода с интегрированным фланцем с иной геометрией корпуса согласно настоящему изобретению.
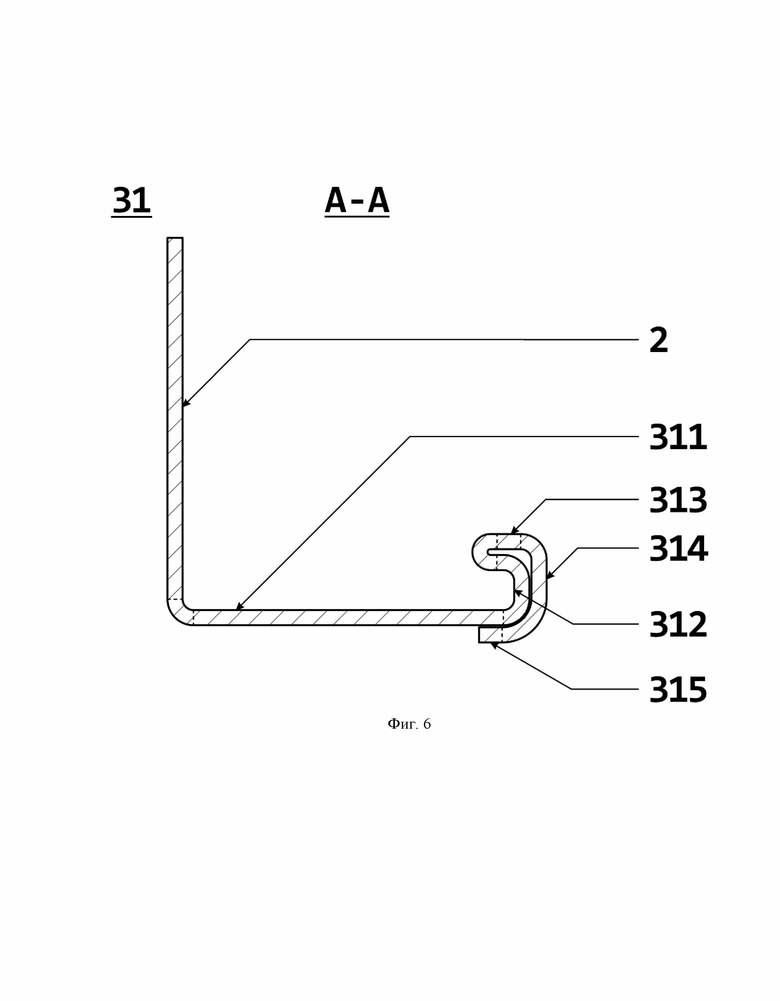
[0051] На Фиг. 6 представлен схематичный вид поперечного сечения концевого отрезка фланца (разрез А-А, показанный на Фиг. 2) согласно настоящему изобретению.
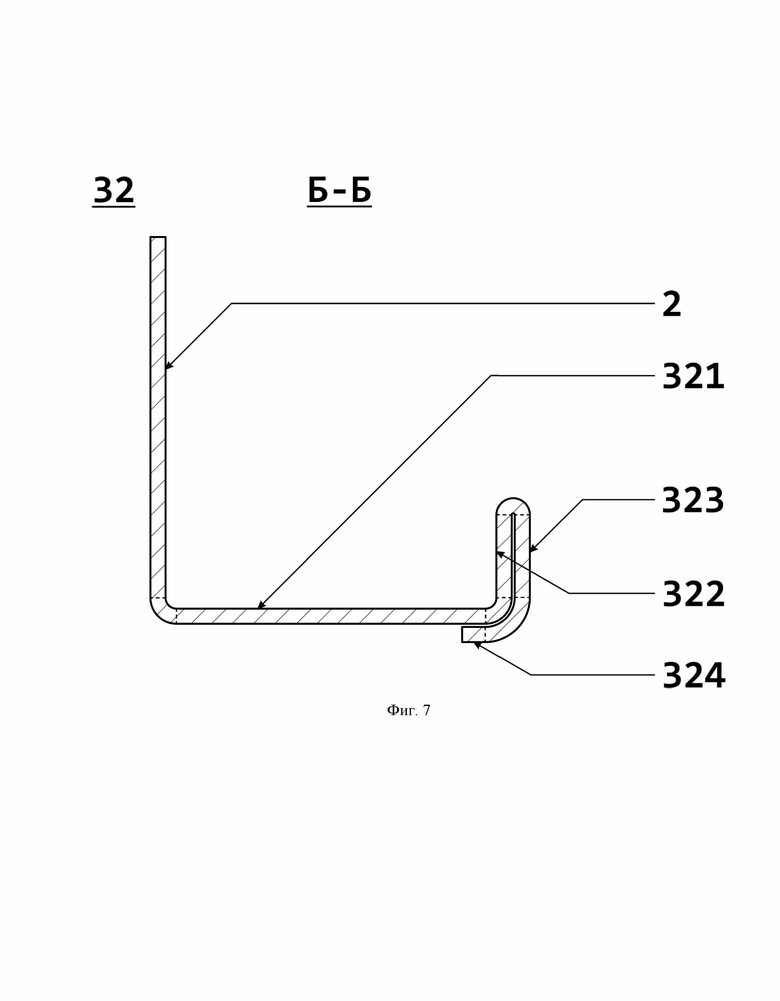
[0052] На Фиг. 7 представлен схематичный вид поперечного сечения среднего отрезка фланца (разрез Б-Б, показанный на Фиг. 2) согласно настоящему изобретению.
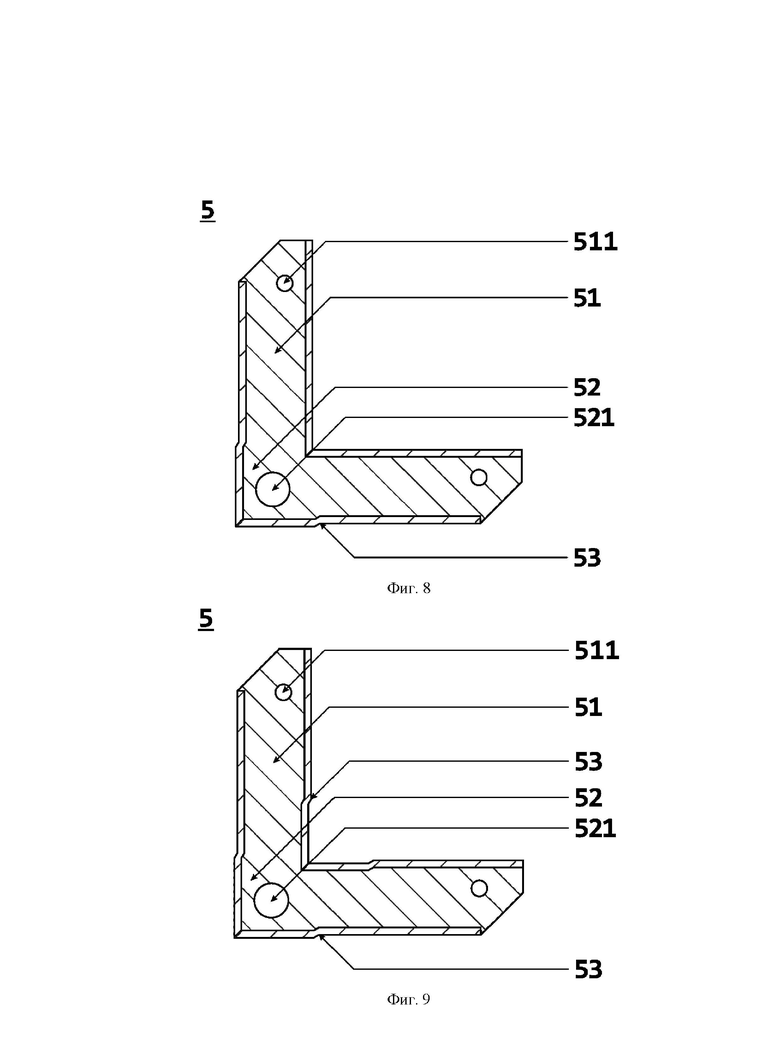
[0053] На Фиг. 8 представлен схематичный вид уголка с дополнительными элементами и одной подсечкой согласно настоящему изобретению (вид сверху).
[0054] На Фиг. 9 представлен схематичный вид уголка с дополнительными элементами и двумя подсечками согласно настоящему изобретению (вид сверху).
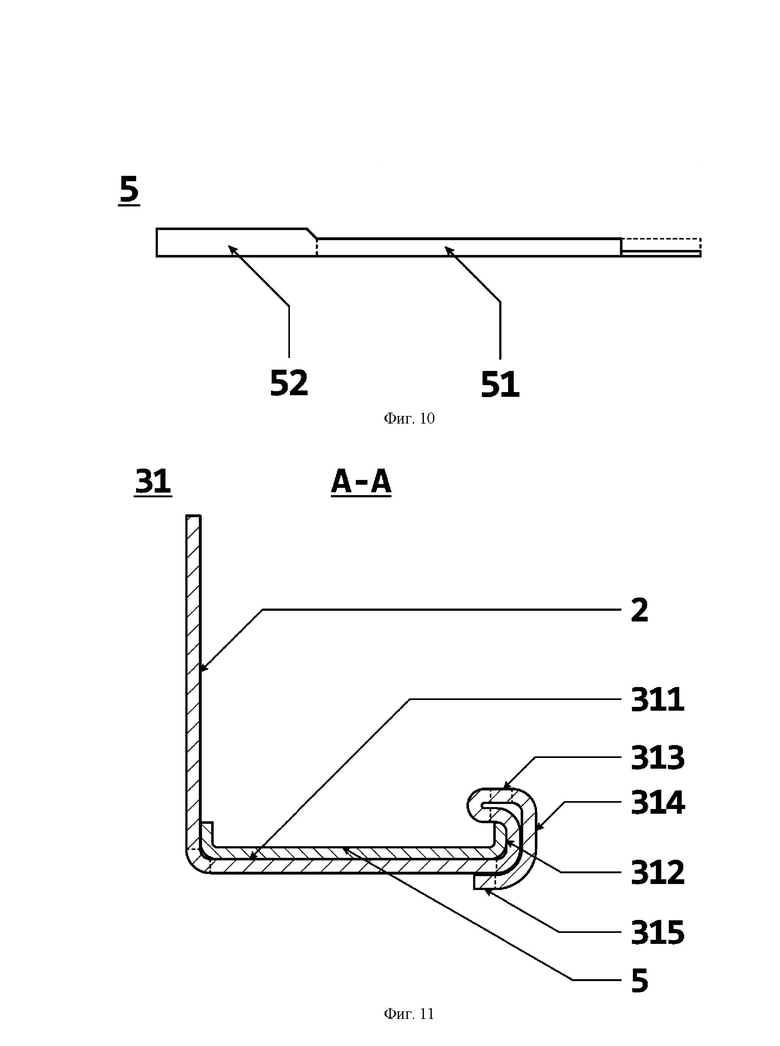
[0055] На Фиг. 10 представлен схематичный вид уголка согласно настоящему изобретению (вид сбоку).
[0056] На Фиг. 11 представлен схематичный вид концевого отрезка фланца в поперечном разрезе со вставленным в его паз уголком согласно настоящему изобретению.
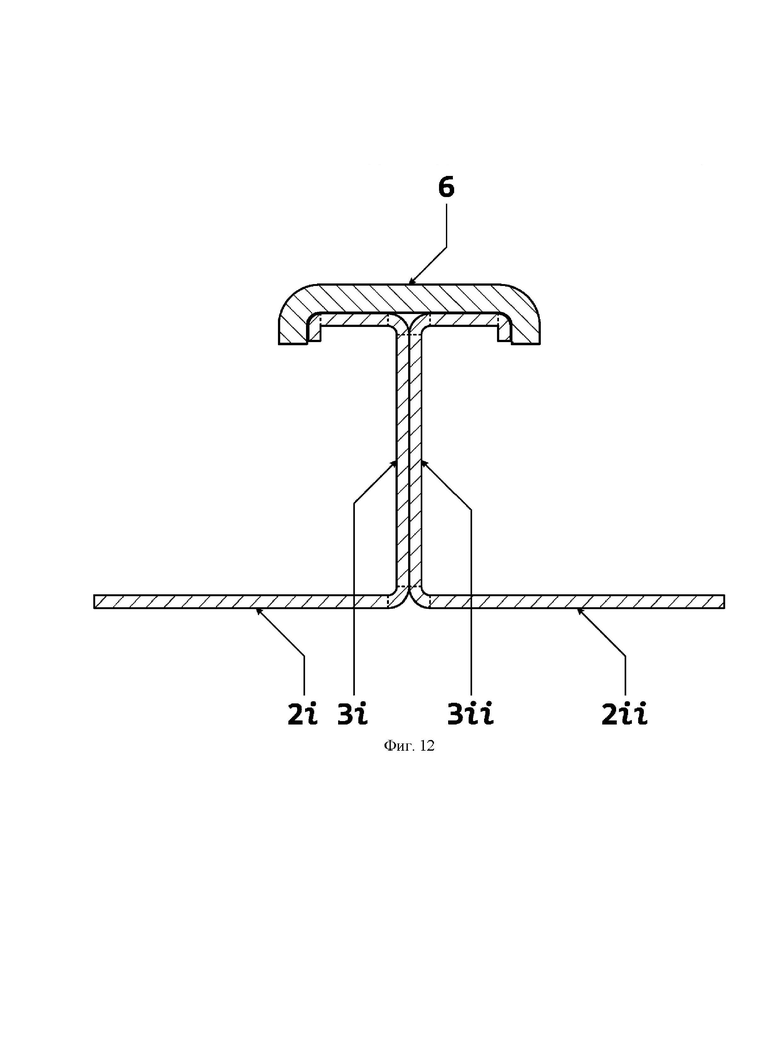
[0057] На Фиг. 12 представлен схематичный вид соединения двух воздуховодов с интегрированными фланцами в поперечном разрезе согласно настоящему изобретению.
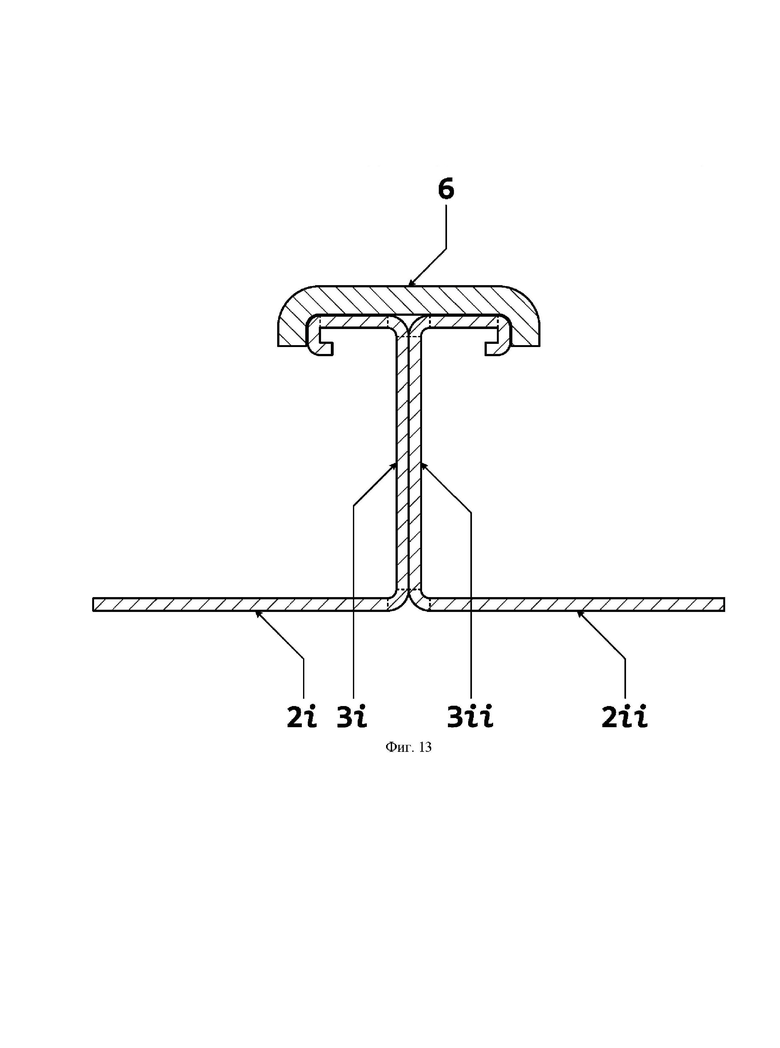
[0058] На Фиг. 13 представлен схематичный вид соединения двух воздуховодов с интегрированными фланцами иной геометрии в поперечном разрезе согласно настоящему изобретению.
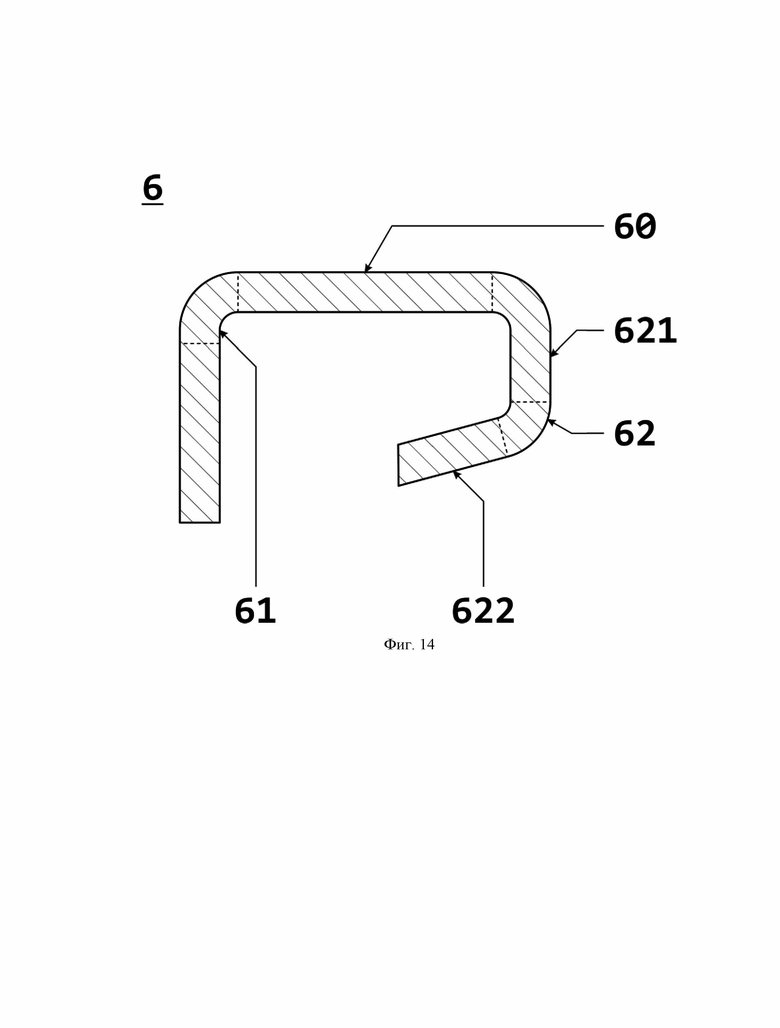
[0059] На Фиг. 14 представлен схематичный вид скобы, предназначенной для соединения двух воздуховодов с интегрированными фланцами, в продольном разрезе согласно настоящему изобретению.
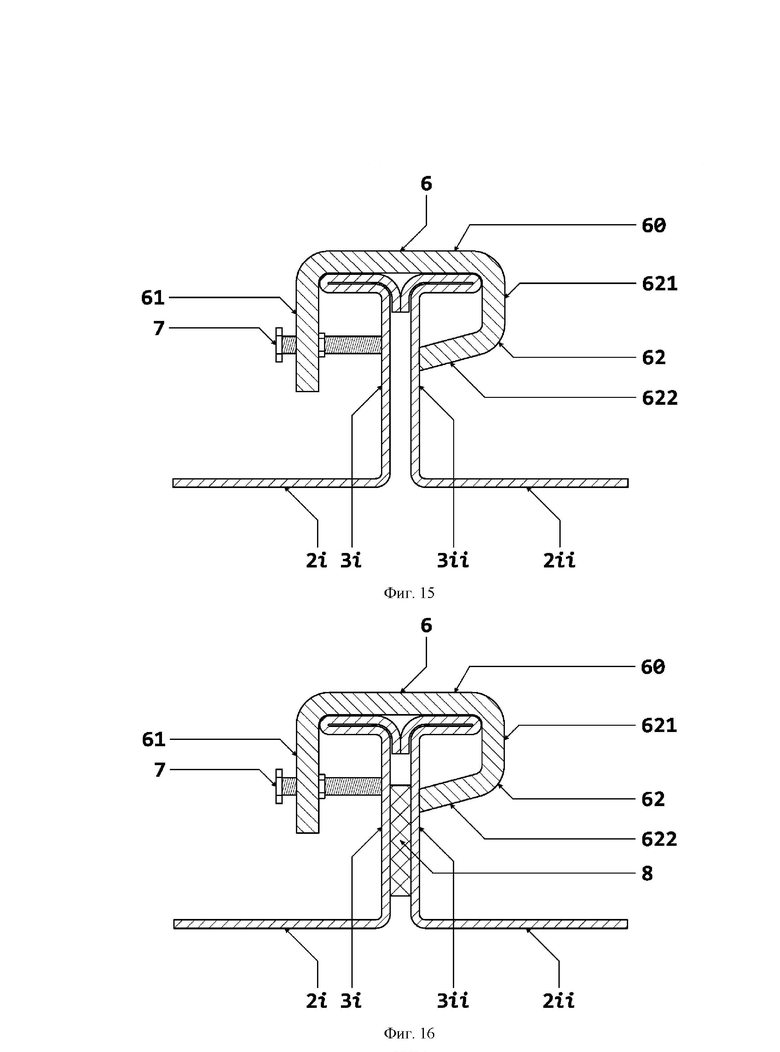
[0060] На Фиг. 15 представлен схематичный вид соединения двух воздуховодов с интегрированными фланцами, имеющими геометрию, показанную на Фиг. 7, посредством скобы, показанной на Фиг. 14, в поперечном разрезе согласно настоящему изобретению.
[0061] На Фиг. 16 представлен схематичный вид соединения двух воздуховодов с интегрированными фланцами, имеющими геометрию, показанную на Фиг. 7, посредством скобы, показанной на Фиг. 14, в поперечном разрезе с дополнительным уплотнительным элементом согласно настоящему изобретению.
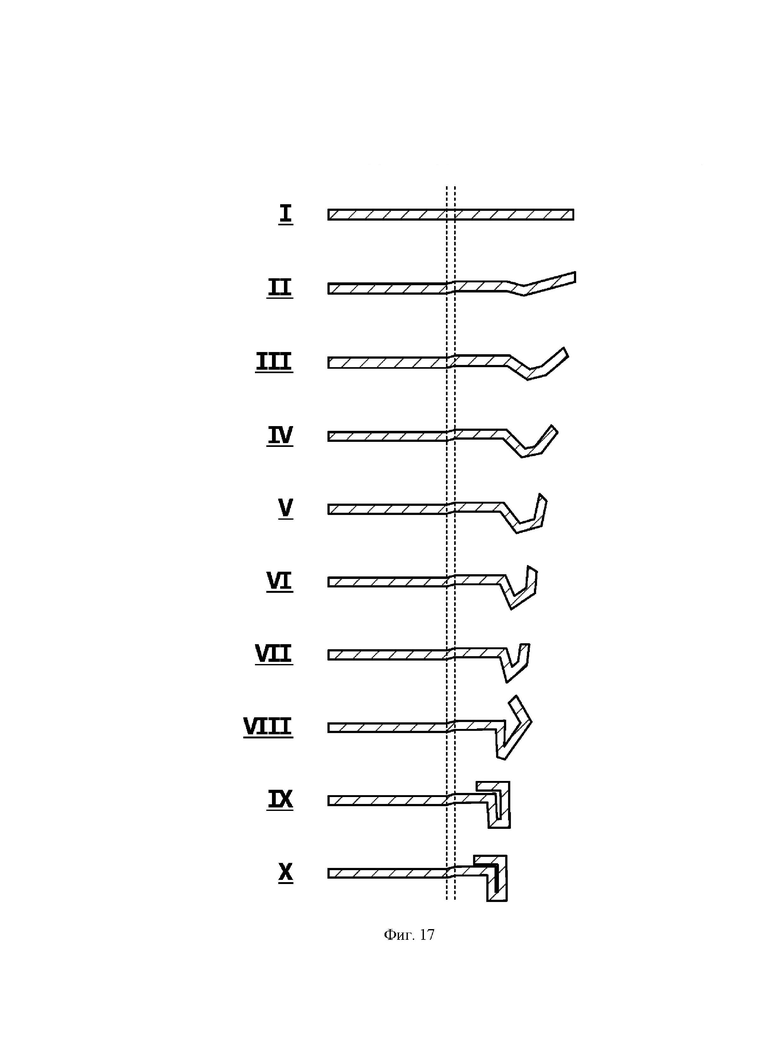
[0062] На Фиг. 17 представлена блок-схема, иллюстрирующая процесс формирования наружного ребра фланца, а также фиксации сформированного ребра, согласно настоящему изобретению.
[0063] На Фиг. 18 представлена блок-схема, иллюстрирующая процесс формирования фасонного загиба фланца, а также фиксации полученного профиля фланца, согласно настоящему изобретению.
[0064] Данные фигуры поясняются следующими позициями:
Позиция 1 - воздуховод;
Позиция 2 - стенка воздуховода;
Позиция 2i - стенка первого воздуховода;
Позиция 2ii - стенка второго воздуховода;
Позиция 3 - фланец;
Позиция 3i - фланец первого воздуховода;
Позиция 3ii - фланец второго воздуховода;
Позиция 31 - концевой отрезок фланца;
Позиция 311 - первый фланцевый участок концевого отрезка фланца;
Позиция 312 - второй фланцевый участок концевого отрезка фланца;
Позиция 313 - третий фланцевый участок концевого отрезка фланца;
Позиция 314 - четвертый фланцевый участок концевого отрезка фланца;
Позиция 315 - пятый фланцевый участок концевого отрезка фланца;
Позиция 32 - средний отрезок фланца;
Позиция 321 - первый фланцевый участок среднего отрезка фланца;
Позиция 322 - второй фланцевый участок среднего отрезка фланца;
Позиция 323 - третий фланцевый участок среднего отрезка фланца;
Позиция 324 - четвертый фланцевый участок среднего отрезка фланца;
Позиция 4 - паз, сформированный фланцем;
Позиция 5 - уголок;
Позиция 51 - ребро уголка;
Позиция 511 - отверстие в ребре уголка;
Позиция 52 - центральная часть уголка;
Позиция 521 - отверстие в центральной части уголка;
Позиция 53 - подсечка в уголке;
Позиция 6 - скоба;
Позиция 60 - основание уголка;
Позиция 61 - первый край основания уголка;
Позиция 62 - второй край основания уголка;
Позиция 621 - первый участок второго края основания уголка;
Позиция 622 - второй участок второго края основания уголка;
Позиция 7 - болт;
Позиция 8 - уплотнительный элемент.
Подробное описание изобретения
[0065] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту, очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0066] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0067] На Фиг. 1 представлен схематичный изометрический вид воздуховода 1, а именно его половины, с интегрированным фланцем 3 согласно настоящему изобретению. Каждая стенка 2 воздуховода 1 включает фланец 3, являющийся загнутым продолжением стенки 2 воздуховода 1 и формирующий паз 4. Причем в сформированные фланцами 3 пазы 4 соседних стенок 2 установлен уголок 5, включающий два ребра 51. При этом концевые отрезки 31 фланца 3 выполнены с обжимом ребер 51 уголка 5 так, что фланец 3 выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка 32 выполнено отличным от поперечных сечений концевых отрезков 31, а длина среднего отрезка 32 больше длины по крайней мере одного концевого отрезка 31. На Фиг. 2 и Фиг. 3 представлен схематичный вид этого же воздуховода 1 с интегрированным фланцем 3 в виде сбоку и сверху соответственно. Описанный воздуховод 1 обладает высокими жесткостными характеристиками, а также высокой плотностью соединения.
[0068] Фланец 3 на каждой стенке 2 воздуховода 1 необходим для последующей возможности скрепления нескольких воздуховодов 1 по периметру. То, что он выполнен интегрированным, то есть является продолжением стенки 2 воздуховода 1, обеспечивает большую герметичность и прочность изделия, а также системы воздуховодов 1 в целом.
[0069] Между фланцем 3 и стенкой 2 формируется паз 4, необходимый для вставки уголка 5, наличие которого также увеличивает жесткость конструкции и прочность скрепления. При этом обжим ребер 51 уголка 5 концевыми отрезками 31 фланца 3 необходим для обеспечения надежного, т.е. прочного, жесткого и плотного, соединения уголка 5 с интегрированным фланцем 3, благодаря плотному прижатию уголка 5 к фланцу 3 и стенке 2. Обжим концевых отрезков 31 влечет за собой изменение геометрии фланца 3 по длине. Это, в свою очередь, необходимо также для увеличения жесткости конструкции в сочетании с увеличением плотности соединений, что влечет минимизацию образования зазоров. Причем именно средний отрезок 32 повышает основную жесткость конструкции фланца 3, а концевые отрезки 31 обеспечивают увеличение плотности соединения. Так, для обеспечения необходимой жесткости конструкции длина среднего отрезка 32 должна быть больше длины по крайней мере одного концевого отрезка 31.
[0070] Длина концевого отрезка 31 фланца 3 может относится к его ширине (т.е. к первому фланцевому участку 311) как 12/10-20/10. В случае, если соотношение будет меньше, чем 12/10, длины не будет достаточно для прочной фиксации уголка, особенно, если ширина ребра 51 уголка 5 (как и концевого отрезка 31) составляет меньше 1 см. В случае, если соотношение будет больше, чем 2, снизятся жесткостные характеристики фланца 3, т.к. основную жесткость конструкции фланца 3 задает средний отрезок 32. Так, при ширине концевого отрезка 31 фланца 3 25 мм предпочтительно, чтобы его длина составляла от 30 до 50 мм. Важно отметить, что длина ребра 51 уголка 5 при этом может превышать длину концевого отрезка 31 фланца 3, однако, она не может быть меньше. Если длина ребра 51 будет меньше, то это лишь снизит длину среднего отрезка 32 фланца 3, что уменьшит его жесткостные характеристики. При этом предпочтительно, чтобы концевой отрезок фланца 31 имел длину равную от 0,5 до 0,9 от длины ребра 51 уголка 5. Оставшаяся часть фланца 3, не обжимающая уголок 5 и не являющаяся средним отрезком 32 фланца 3, имеет поперечное сечение, постоянно меняющееся по длине от поперечного сечения концевого отрезка 31 до поперечного сечения среднего отрезка 32 фланца 3.
[0071] Важно отметить, что воздуховод 1 может быть выполнен не только прямоугольным, но и любым многоугольным воздуховодом 1 с замкнутой формой поперечного сечения. Как показано на Фиг. 4, две соседние стенки 2 воздуховода 1 могут образовывать в поперечном сечении не прямой угол, а острый. В этом случае, уголок 5 должен иметь V-образную форму, т.е. его ребра 51 также должны образовывать острый угол. Остальные же описанные элементы останутся неизменными.
[0072] Также воздуховод 1 может быть выполнен таким образом, что две соседние стенки 2 воздуховода 1 образуют тупой угол в поперечном сечении, как это показано на Фиг. 5. В этом случае, уголок 5 также должен иметь V-образную форму, однако его ребра 51 должны образовывать такой же тупой угол.
[0073] В случае же, если две стенки 2 воздуховода 1 образуют прямой угол в поперечном сечении, как показано на Фиг. 1 и Фиг. 3, то уголок 5 должен иметь L-образную форму, т.е. его ребра 51 должны также находиться под прямым углом друг к другу.
[0074] Возможно выполнять воздуховод 1 в соответствии с настоящим изобретением любой многоугольной формы в поперечном сечении. Например, если выполнять воздуховод 1 с ромбовидным поперечным сечением, то половина углов воздуховода 1 будет выполнена, как показано на Фиг. 4, а половина на Фиг. 5. Таким образом, возможно сочетание уголков 5 разной геометрии в одном воздуховоде. Важно при этом, чтобы стенки 2 воздуховода 1 имели прямое поперечное сечение.
[0075] На Фиг. 6 представлен схематичный вид поперечного сечения концевого отрезка 31 фланца 3 (разрез А-А, показанный на Фиг. 2) согласно настоящему изобретению. Концевые отрезки 31 фланца 3 могут включать пять фланцевых участков (311-315) в поперечном сечении после обжима. Первый фланцевый участок 311 может быть сформирован перпендикулярно поверхности стенки 2 воздуховода 1, продолжением которой является этот первый фланцевый участок 311. Второй фланцевый участок 312 может быть загнут под прямым углом относительно первого фланцевого участка 311 таким образом, что второй фланцевый участок 312 параллелен поверхности стенки 2 воздуховода 1. Третий фланцевый участок 313 может быть загнут под прямым углом относительно второго фланцевого участка 312 таким образом, что третий фланцевый участок 313 параллелен первому фланцевому участку 311. Четвертый фланцевый участок 314 может быть загнут в обратном направлении относительно третьего фланцевого участка 313 таким образом, что он прилегает к наружной поверхности третьего фланцевого участка 313. Пятый фланцевый участок 315 может быть загнут под прямым углом относительно четвертого фланцевого участка 314 таким образом, что он прилегает к наружной поверхности второго фланцевого участка 312. Такая геометрия поперечного сечения концевого отрезка 31 фланца 3 может еще больше повысить плотность соединения. Важно при этом отметить, что такая геометрия концевого отрезка 31 фланца 3 может быть получена посредством обжима уголка 5 фланцем 3, поперечное сечение которого показано на Фиг. 7, т.е. первично, перед обжимом, весь фланец 3 может иметь одинаковое поперечное сечение по всей своей длине.
[0076] Обжим предпочтительно осуществлять таким образом, чтобы соотношение длины первого фланцевого участка 311 к длине четвертого фланцевого участка 314 составляло от 4,5 до 5,5. Меньшая длина четвертого фланцевого участка не будет удерживать ребро 51 уголка 5, а большая может привести к отгибу пятого фланцевого участка 315 такому, что он фактически будет отсутствовать, что снизить жесткостные характеристики фланца 3.
[0077] На Фиг. 7 представлен схематичный вид поперечного сечения среднего отрезка 32 фланца 3 (разрез Б-Б, показанный на Фиг. 2) согласно настоящему изобретению. Средний отрезок 32 может включать четыре фланцевых участка (321-324) в поперечном сечении. Первый фланцевый участок 321 может быть сформирован перпендикулярно поверхности стенки 2 воздуховода 1, продолжением которой является этот первый фланцевый участок 321. Второй фланцевый участок 322 может быть загнут под прямым углом относительно первого фланцевого участка 321 таким образом, что второй фланцевый участок 322 параллелен поверхности стенки 2 воздуховода 1. Третий фланцевый участок 323 может быть загнут в обратном направлении относительно второго фланцевого участка 322 таким образом, что он прилегает к наружной поверхности второго фланцевого участка 322. Четвертый фланцевый участок 324 может быть загнут под прямым углом относительно третьего фланцевого участка 323 так, что он прилегает к наружной поверхности первого фланцевого участка 321. Такая сложная геометрия поперечного сечения среднего отрезка 32 фланца 3 может еще больше повысить жесткость и прочность конструкции фланца. Сам обжим может осуществляться при помощи пресса.
[0078] Если фланец 3 до обжима имел поперечное сечение, которое показано на Фиг. 7, а в результате обжима концевые отрезки 31 фланца 3 имеют поперечное сечение, которое показано на Фиг. 6, то длина второго фланцевого участка 322 среднего отрезка 32 фланца 3 больше, чем длина (длина в поперечном сечении) второго фланцевого участка 312 концевых отрезков 31 фланца 3.
[0079] При любой форме фланца 3 предпочтительно, чтобы он был выполнен цельным. Под цельностью фланца 3 подразумевается отсутствие в нем отверстий, в том числе болтовых отверстий, а также различных высечек. Цельность фланца 3 дополнительно обеспечивает еще большую жесткость и герметичность фланца 3 и, как следствие, всей конструкции воздуховода 1 и системы воздуховодов 1 в целом.
[0080] Перед первым фланцевым участком 311 концевых отрезков 31 фланца 3 воздуха 1 может дополнительно быть выполнена подсечка (на Фигурах не показано). Она позволяет уголку 5 плотнее встать в паз 4, сформированный фланцем 3 и стенкой 2 воздуховода 1 с подсечкой.
[0081] Уголок 5, в свою очередь, может также быть выполнен цельным. Также, как говорилось ранее, уголок 5 может быть выполнен L-образным или V-образным, в зависимости от формы поперечного сечения воздуховода 1. При этом, уголок 5 может быть выполнен цельнометаллическим, т.е. литым и штампованным, состоящим из одной детали. Это увеличивает жесткость уголка 5, что сказывается и на жесткости воздуховода 1 с таким уголком 5. Однако, уголок 5 может быть сформирован посредством соединения двух металлических полос в уголок 5.
[0082] В ином варианте, уголок 5 может включать болтовое отверстие 521 в центральной части 52 уголка 5. Отверстие 521 может обеспечить возможность скрепления двух воздуховодов 1 вместе посредством болтового соединения соприкасающихся уголков 5. Помимо этого, отверстия 511 могут быть выполнены в ребрах 51 уголка 5. Эти отверстия позволяют снизить вес уголка 5, особенно при выполнении его цельнометаллическим.
[0083] Ребра 51 уголка 5 могут также быть выполнены с подсечкой 53. Подсечка 53 может быть выполнена только с наружной стороны уголка 5, или только с внутренней стороны уголка 5, или с обеих сторон одновременно. Помимо этого, с обеих сторон уголка 5 могут быть выполнены отбортовки. Отбортовки позволяют также повысить плотность фиксации уголка 5 в пазах 4, сформированных фланцем 3 и стенкой 2 воздуховода 1.
[0084] На Фиг. 8 представлен схематичный вид уголка 5 с дополнительными элементами, а именно отверстиями 511 в ребрах 51 уголка 5, а также отверстием 521 в его центральной части 52, отбортовками и одной подсечкой 53 с наружной стороны уголка 5 согласно настоящему изобретению (вид сверху). На Фиг. 9 представлен схематичный вид уголка 5 с дополнительными элементами, показанными на Фиг. 8, и еще одной доволнительной подсечкой 53, выполненной с внутренней стороны уголка 5, согласно настоящему изобретению (вид сверху).
[0085] На Фиг. 10 представлен схематичный вид уголка 5 с отбортовокй согласно настоящему изобретению (вид сбоку). Важно отметить, что отбортовка обязательно должна быть выполнена с разной высотой в части ребер 51 и центральной части 52, она также может быть выполнена и с одинаковой высотой. Однако, предпочтительно, чтобы высота отбортовки центральной части 52 уголка 5 была больше. Это связано с тем, что именно ребра 51 уголка 5 вставляют в пазы 4, а центральная часть 52 уголка 5 остается вне их. Таким образом, более высокая отбортовка в центральной части 52 уголка 5 не позволяет ей западать в пазы 4 в случае, если геометрия уголка просчитана с недостаточной точностью, то есть, высокая часть отбортовки может выполнять роль выступа-фиксатора. Так, снижается вероятность производственного брака при сборке, монтаже и эксплуатации воздуховода 1 с таким уголком 5.
[0086] На Фиг. 11 представлен схематичный вид концевого отрезка 31 фланца 3 в поперечном разрезе со вставленным в его паз 4 уголком 5 согласно настоящему изобретению. Как видно из Фиг. 11, отбортовка ребер 51 уголка 5 дополнительно позволяет фиксировать уголок 5 в пазе 4. Важно отметить, что, хотя это и не показано на Фигуре, выполнение подсечки в стенке 2 воздуховода 1 позволит еще больше повысить надежность фиксации. Однако, отбортовки может и не быть. В таком случае, предпочтительно или выполнить уголок 5 более толстым в поперечном сечении, или выполнить обжим уголка 5 фланцем 3 так, что паз 4 в части между первым фланцевым участком 311 и третьим фланцевым участком 313 уже (что эквивалентно более выполнению второго фланцевого участка 312 короче).
[0087] Система воздуховодов 1 с интегрированными фланцами 3, показанными на Фиг. 1-3, согласно настоящему изобретении, включает по крайней мере два описанных ранее воздуховода 1, в которых каждая стенка 2 воздуховода 1 включает фланец 3, являющийся загнутым продолжением стенки 2 воздуховода 1 и формирующий паз 4. Причем в сформированные фланцами 3 пазы 4 соседних стенок 2 установлен уголок 5, включающий два ребра 51. При этом концевые отрезки 31 фланца 3 выполнены с обжимом ребер 51 уголка 5 так, что фланец 3 выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка 32 выполнено отличным от поперечных сечений концевых отрезков 31, а длина среднего отрезка 32 больше длины по крайней мере одного концевого отрезка 31. При этом по крайней мере два воздуховода 1i и 1ii (на Фигурах не отмечены) расположены на одной оси так, что их фланцы 3i и 3ii прилегают друг к другу, а средние отрезки 32i и 32ii (на Фигурах не отмечены) фланцев 3i и 3ii воздуховодов 1i и 1ii соединены посредством по крайней мере одной скобы 6, например, как это показано на Фиг. 12 и Фиг. 13. Как видно из этих Фигур, геометрия поперечного сечения средних отрезков 32i и 32ii фланцев 3i и 3ii не важна для такого соединения.
[0088] Предпочтительно, чтобы скоба 6 по длине составляла от 0,5 до 1,0 длины среднего отрезка 32 фланца 3 для обеспечения надежного соединения. При этом поперечное сечение скобы 6 может быть выполнено различной геометрии.
[0089] Скоба 6 может быть выполнена так, как это показано на Фиг. 14. Представленная на Фиг. 14 скоба 6 включает основание 60, края (61, 62) которого загнуты таким образом, что первый край 61 скобы 6 сформирован перпендикулярно основанию 60, а второй край 62 скобы 6 включает два участка (621, 622). Первый участок 621 второго края 62 скобы 6 сформирован перпендикулярно основанию 60. Причем, первый участок 621 загнут в том же направлении, что и первый край 61 скобы 6. Второй участок 622 второго края 62 скобы 6 сформирован под тупым углом к первому участку 621 второго края 62 скобы 6. Причем, второй участок 622 загнут в сторону первого края 61 скобы 6.
[0090] В целом, скоба 6 может быть выполнена различными образами. Например, она может иметь форму, поперечное сечение которой показано на Фиг. 12 и Фиг. 13. В ином варианте, скоба 6 может включать основание 60, края (61, 62) которого загнуты перпендикулярно основанию 60. Также возможно выполнение скобы 6, в которой оба края (61, 62) включают два участка, первые из которых загнуты перпендикулярно основанию 60, а вторые под тупым углом к первым участкам в сторону центра основания 60 (то есть, так, как загнут второй край 62, показанный на Фиг. 14, при этом края (61, 62) загнуты симметрично друг другу). Помимо этого, угол может быть, как тупым, так и прямым, и острым. Однако, скобу 6, выполненную как показано на Фиг. 14, проще закреплять на фланце 3, вставляя сначала второй край 62 в паз 4 фланца 3, а затем защелкивая скобу 6 на фланце 3, так что основание 60 прилегает к третьим фланцевым участкам 323.
[0091] При этом в первом краю 61 скобы 6 может быть выполнено болтовое отверстие (на Фигурах не показано). Тогда становится возможным крепить скобу 6 на фланцах 3 еще надежнее, благодаря фиксированию скобы 6 болтом 7.
[0092] На Фиг. 15 представлен схематичный вид соединения двух воздуховодов 1 с интегрированными фланцами 3, имеющими геометрию, показанную на Фиг. 7, посредством скобы 6, показанной на Фиг. 14, с болтом 7 в поперечном разрезе согласно настоящему изобретению. Как видно на Фиг. 15, два прилегающих фланца 3i и 3ii соединены посредством скобы 6 так, что второй участок 622 второго края 62 скобы 6 упирается в первый фланцевый участок 321ii второго фланца 3ii, а болт 7, закрученный в болтовое отверстие первого края 61 скобы 6, упирается в первый фланцевый участок 321i первого фланца 3i. Важно при этом отметить, что фланец 3 выполнен цельным.
[0093] Также при соединении двух фланцев (3i, 3ii) описанным выше образом, возможна установка в зазор между первыми фланцевыми участками 321i и 321ii уплотнительного элемента 8, как это показано на Фиг. 16. Таким образом, снижается вероятность образования воздушных зазоров в изделии в целом. Уплотнительный элемент может быть в виде листовой прокладки, гофрированной металлической прокладки, прокладки из упругого материала (резины, пластика и других материалов), а также иных известных уплотнительных элементов. Очевидно, что герметизация возможна и другими образами и при других конструкциях. Например, если система воздуховодов 1 крепится, как это показано на Фиг. 12 и Фиг. 13, герметик может быть залит в промежуток между скобой 6 и фланцами (3i, 3ii). Помимо залива герметика возможна также прокладка уплотняющего шнура, например, из резины, и другими способами.
[0094] Конкретное уплотнение зависит от конструкции фланцев 3 и скобы 6, а также из взаимного расположения. При этом, как видно из Фигур 12-13, 15-16, при любом соединении важно, чтобы фланцы соприкасались металлическими поверхностями друг с другом для обеспечения и сохранения жесткости конструкции.
[0095] Помимо соединения двух воздуховодов 1 скобой 6 возможно дополнительно укрепить соединение воздуховодов 1 за счет уголков 5. Данный способ укрепления соединения применим в случае, если центральная часть 52 уголка 5 включает болтовое отверстие 521. Тогда становится возможным расположить два воздуховода 1 так, что не только сами воздуховоды 1 соосны друг другу, но и уголки 5 воздуховодов 1 прилегают друг к другу так, что отверстия 521 в их центральной части 52 двух прилегающих уголков 5 соосны друг к другу. В расположенные соосно друг другу отверстия 521 может быть закручен болт (на Фигурах не показан). В этом случае, соединение двух воздуховодов 1 вместе становится еще более крепким.
[0096] Важно отметить, что система воздуховодов 1 может включать все упомянутые дополнительные элементы сразу, по отдельности или в любой комбинации. Также в системе воздуховодов 1, согласно настоящему изобретению, применимы все дополнительные элементы и уточнения, применимые к воздуховоду 1 с интегрированным фланцем 3, описанному ранее. Они также могут применяться все сразу, по отдельности или в любой комбинации.
[0097] Ранее описанный воздуховод 1 с интегрированным фланцем 3 может быть изготовлен посредством способа изготовления воздуховода 1 с интегрированным фланцем 3, описанным далее. Сначала в листе металла выполняют высечки с двух противоположных сторон так, что на каждой стороне выполняют по крайней мере одну высечку. Далее, формируют шип продольного шва воздуховода 1 на стороне листа металла без высечек и паз на противоположной ей стороне листа металла. После этого загибают каждую часть листа металла между соседними высечками так, что формируют фланец 3. Затем загибают лист металла, формируя первую половину воздуховода 1, в стенках 2 которого выполнены фланцы 3, каждый из которых является загнутым продолжением стенки 2 воздуховода 1. Аналогичным образом формируют вторую половину воздуховода 1. После этого соединяют две половины воздуховода 1, вставляя шипы в пазы, формируя воздуховод 1, имеющий замкнутое угольное поперечное сечение. Далее вставляют уголок 5 в два соседних фланца 3. Затем обжимают части фланца 31 (концевые отрезки), прилегающие к уголку 5 так, что изменяют поперечное сечение этих частей фланца 31, формируя таким образом фланец 2, который выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка 32 выполнено отличным от поперечных сечений концевых отрезков 31, а длина среднего отрезка 32 больше длины по крайней мере одного концевого отрезка 31.
[0098] Перед формированием фланца 3 могут дополнительно формировать ребра жесткости воздуховода 1 методом Z-образного профилирования поверхности листа металла. Это позволяет еще больше увеличить жесткость каждой из сторон воздуховода 1, что, в свою очередь, защищает готовое изделие от деформаций во время складирования, транспортировки и монтажа. Z-образное профилирование каждой стенки 2 (т.е. листа металла, который затем становится стенкой 2 воздуховода 1 осуществляют перпендикулярно продольной оси воздуховода 1.
[0099] Шипы и пазы могут формировать так, чтобы половины воздуховода 1 соединялись швом по технологии Pittsburgh или Snap-Lock. Причем, после соединения двух половин воздуховода шов 1 могут герметизировать. Это может дополнительно повысить плотность и дополнительно еще больше снизить вероятность образования воздушных зазоров. При этом соединение двух половин воздуховода 1 могут осуществлять и иными известными в области техники способами.
[0100] Фланец 3 могут формировать методом холодного профилирования на прокатных станах из тонколистовой холоднокатаной стали. Это позволяет добиться жесткости проката фланца 3. Холодное профилирование позволяет создать более сложный профиль с высокими показателями по жесткости изделия с использованием более тонкого металла по отношению к деформации металла на листогибах, в которых невозможно сделать сложную геометрию. При этом, тонколистовая холодно катанная сталь подходит для холодного профилирования, а также изначально обладает высокими прочностными характеристиками. Предпочтительно использовать именно этот метод, особенно при формировании фланца 3 с поперечным сечением, показанным на Фиг. 7, т.е. сложным поперечным сечением. В иных вариантах, фланец 3 могут изготавливать и другими известными в данной области техники методами проката.
[0101] Формировать фланец 3 могут следующим образом. Сначала могут формировать наружное ребро фланца 3 при помощи девяти пар прокатных роликов. Затем фиксировать сформированное ребро при помощи десятой пары прокатных роликов. После чего могут формировать фасонный загиб фланца 3 при помощи девяти пар других прокатных роликов, а в конце фиксировать полученный профиль фланца 3 при помощи двадцатой пары прокатных роликов. Полученный таким образом фланец 3 обладает высокими жесткостными характеристиками.
[0102] На Фиг. 17 представлена блок-схема, иллюстрирующая процесс формирования наружного ребра фланца 3, а также фиксации сформированного ребра, согласно настоящему изобретению. Как видно, первые девять пар прокатных роликов (I-IX) придают фланцу 3, а именно его концу (по ширине), необходимую форму. При иной конфигурации роликов, такая форма фланца 3 может быть достигнута и другими этапами. Десятый же прокатный ролик X фиксирует эту форму конца фланца 3 (такое ребро жесткости).
[0103] После того, как ребро жесткости сформировано, формируют основной фасонный загиб. На Фиг. 18 представлена блок-схема, иллюстрирующая процесс формирования фасонного загиба фланца 3, а также фиксации полученного профиля фланца 3, согласно настоящему изобретению. Как видно на Фиг. 18, основной фасонный загиб формируют постепенно, сгибая стенку 2 воздуховода 1 все больше с каждой парой роликов (XI-XIX). Когда первый фланцевый участок 321 становится перпендикулярен стенке 2 воздуховода 1, этот фасонный загиб фиксируется двадцатой парой прокатных роликов XX. В результате этого формируется фланец 3, поперечный разрез которого показан на Фиг. 7.
[0104] Уголок 5, как уже было сказано ранее, могут изготавливать предварительно при помощи штампа. Таким образом, возможно изготавливать цельнометаллический уголок, который обладает высокой прочностью и жесткостью.
[0105] Способ изготовления воздуховода 1 с интегрированным фланцем 3 может включать все дополнительные этапы и уточнения, описанные выше, сразу, по отдельности и в любой комбинации. В зависимости от их включения, будут достигаться дополнительные технические результаты.
[0106] Важно также отметить, что настоящие воздуховод 1 с интегрированным фланцем 3, система воздуховодов 1 с интегрированными фланцами 3, а также способ, которым воздуховоды 1 изготавливаются, обеспечивают герметичность не ниже класса «С», что соответствует высокому классу герметичности, коэффициент утечки при котором составляет менее 0,54 м3 /(ч*м2). При включении всех описанных дополнительных элементов и уточнений, утечка составит не более, чем 0,47 м3/(ч*м2).
[0107] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| Фланцевое соединение воздуховодов | 1980 |
|
SU887873A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| ФЛАНЦЕВЫЙ ПРОФИЛЬ ДЛЯ НАСАЖИВАНИЯ НА СТЫКУЕМЫЕ КРАЯ ЭЛЕМЕНТОВ ВОЗДУХОВОДА | 2001 |
|
RU2265150C2 |
| СПОСОБ И СИСТЕМА ЗАЩИТЫ ВЕНТИЛЯЦИОННЫХ ВОЗДУХОВОДОВ ОТ ПОЖАРА | 1999 |
|
RU2151965C1 |
| Стыковое соединение между двумя участками круглых, овальных или прямоугольных воздуховодов из листовой стали | 1991 |
|
SU1831642A3 |
| СТРУКТУРА ЯЧЕЙКИ ФЮЗЕЛЯЖА ДЛЯ САМОЛЕТА ГИБРИДНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2482995C1 |
| СОЕДИНИТЕЛЬНАЯ СИСТЕМА, В ЧАСТНОСТИ ФЛАНЦЕВЫЙ СОЕДИНИТЕЛЬ ДЛЯ МОДУЛЕЙ ВОЗДУШНОГО КАНАЛА | 2014 |
|
RU2660693C2 |
| ВОДОСТОЧНАЯ СИСТЕМА | 2010 |
|
RU2425935C1 |
| Воздуховод | 1987 |
|
SU1413373A1 |

Настоящее изобретение относится к воздуховодам, предназначенным для конструирования систем отопления, кондиционирования и вентиляции. Воздуховод с интегрированным фланцем, в котором каждая стенка воздуховода включает фланец, являющийся загнутым продолжением стенки воздуховода и формирующий паз. Причем в сформированные фланцами пазы соседних стенок установлен уголок, включающий два ребра. При этом концевые отрезки фланца выполнены с обжимом ребер уголка так, что фланец выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка. Такой воздуховод с интегрированным фланцем обеспечивает высокую жесткость конструкции, точность размеров сечений, а также высокую плотность соединения деталей воздуховода, благодаря чему, в частности, предотвращается деформация конструкции при эксплуатации фильтра и минимизируется вероятность образования воздушных зазоров. 3 н. и 20 з.п. ф-лы, 18 ил.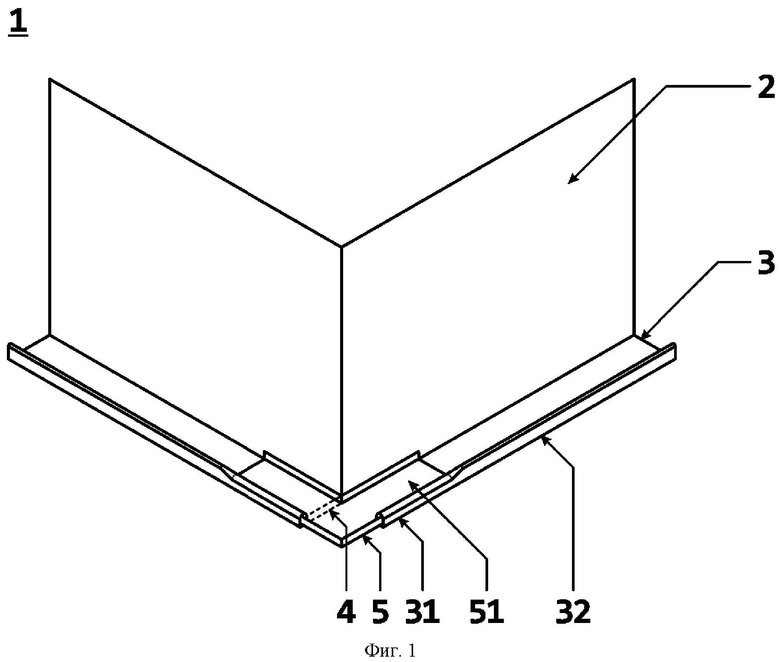
1. Система воздуховодов с интегрированными фланцами, включающая по крайней мере два воздуховода, в которых каждая стенка воздуховода включает фланец, являющийся загнутым продолжением стенки воздуховода и формирующий паз, причем в сформированные фланцами пазы соседних стенок установлен уголок, включающий два ребра, при этом концевые отрезки фланца выполнены с обжимом ребер уголка так, что фланец выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка,
при этом по крайней мере два воздуховода расположены на одной оси так, что их фланцы соприкасаются металлическими поверхностностями друг с другом, при этом между фланцами вставлен уплотнительный элемент, толщина которого в сборе равна толщине зазора между двумя фланцами, а соседние воздуховоды соединены.
2. Система воздуховодов с интегрированными фланцами по п. 1, отличающаяся тем, что средние отрезки фланцев воздуховодов соединены посредством по крайней мере одной скобы, которая включает основание, края которого загнуты таким образом, что:
• первый край скобы сформирован перпендикулярно основанию, а
• второй край скобы включает два участка:
 первый участок второго края сформирован перпендикулярно основанию, причем первый участок загнут в том же направлении, что первый край скобы;
первый участок второго края сформирован перпендикулярно основанию, причем первый участок загнут в том же направлении, что первый край скобы;
 второй участок второго края сформирован под тупым углом к первому участку скобы, причем второй участок загнут в сторону первого края скобы.
второй участок второго края сформирован под тупым углом к первому участку скобы, причем второй участок загнут в сторону первого края скобы.
3. Система воздуховодов с интегрированными фланцами по п. 2, отличающаяся тем, что в первом краю скобы выполнено болтовое отверстие.
4. Система воздуховодов с интегрированными фланцами по п. 3, отличающаяся тем, что два прилегающих фланца соединены посредством скобы так, что второй участок второго края скобы упирается в первый фланцевый участок первого фланца, а болт, закрученный в болтовое отверстие первого края скобы, упирается в первый фланцевый участок второго фланца.
5. Система воздуховодов с интегрированными фланцами по п. 1, отличающаяся тем, что дополнительно уголки прилегают друг к другу так, что отверстия в центральной части двух прилегающих уголков соосны друг к другу.
6. Система воздуховодов с интегрированными фланцами по п. 5, отличающаяся тем, что в расположенные соосно друг другу отверстия закручен болт.
7. Воздуховод с интегрированным фланцем, используемый в системе воздуховодов с интегрированными фланцами по п. 1, в котором каждая стенка воздуховода включает фланец, являющийся загнутым продолжением стенки воздуховода и формирующий паз, причем в сформированные фланцами пазы соседних стенок установлен уголок, включающий два ребра, при этом концевые отрезки фланца выполнены с обжимом ребер уголка таким образом, что фланец выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка.
8. Воздуховод с интегрированным фланцем по п. 7, отличающийся тем, что концевые отрезки фланца включают пять фланцевых участков в поперечном сечении, где:
• первый фланцевый участок сформирован перпендикулярно поверхности стенки воздуховода, продолжением которой является этот первый фланцевый участок;
• второй фланцевый участок загнут под прямым углом относительно первого фланцевого участка таким образом, что второй фланцевый участок параллелен поверхности стенки воздуховода;
• третий фланцевый участок загнут под прямым углом относительно второго фланцевого участка таким образом, что третий фланцевый участок параллелен первому фланцевому участку;
• четвертый фланцевый участок загнут в обратном направлении относительно третьего фланцевого участка таким образом, что он прилегает к наружной поверхности третьего фланцевого участка;
• пятый фланцевый участок загнут под прямым углом относительно четвертого фланцевого участка таким образом, что он прилегает к наружной поверхности второго фланцевого участка.
9. Воздуховод с интегрированным фланцем по п. 7, отличающийся тем, что средний отрезок включает четыре фланцевых участка в поперечном сечении, где:
• первый фланцевый участок сформирован перпендикулярно поверхности стенки воздуховода, продолжением которой является этот первый фланцевый участок;
• второй фланцевый участок загнут под прямым углом относительно первого фланцевого участка таким образом, что второй фланцевый участок параллелен поверхности стенки воздуховода;
• третий фланцевый участок загнут в обратном направлении относительно второго фланцевого участка таким образом, что он прилегает к наружной поверхности второго фланцевого участка;
• четвертый фланцевый участок загнут под прямым углом относительно третьего фланцевого участка так, что он прилегает к наружной поверхности первого фланцевого участка.
10. Воздуховод с интегрированным фланцем по пп. 8 и 9, отличающийся тем, что длина второго фланцевого участка среднего отрезка фланца больше, чем длина второго фланцевого участка концевых отрезков фланца.
11. Воздуховод с интегрированным фланцем по любому из пп. 7-10, отличающийся тем, что перед первым фланцевым участком концевых отрезков фланца воздуховода дополнительно выполнена подсечка.
12. Воздуховод с интегрированным фланцем по п. 7, отличающийся тем, что уголок выполнен V-образным или L-образным.
13. Воздуховод с интегрированным фланцем по п. 12, отличающийся тем, что уголок выполнен цельнометаллическим.
14. Воздуховод с интегрированным фланцем по п. 12 или 13, отличающийся тем, что в центральной части уголка и на концах ребер уголка выполнены отверстия.
15. Воздуховод с интегрированным фланцем по любому из пп. 12-14, отличающийся тем, что ребра уголка выполнены с подсечкой.
16. Воздуховод с интегрированным фланцем по любому из пп. 7-15, отличающийся тем, что фланец выполнен цельным.
17. Способ изготовления системы воздуховодов с интегрированными фланцами, по которому:
• выполняют высечки в листе металла с двух противоположных сторон так, что на каждой стороне выполняют по крайней мере одну высечку;
• формируют шип продольного шва воздуховода на стороне листа металла без высечек и паз на противоположной ей стороне листа металла;
• загибают каждую часть листа металла между соседними высечками таким образом, что формируют фланец;
• загибают лист металла, формируя первую половину воздуховода, в стенках которого выполнены фланцы, каждый из которых является загнутым продолжением стенки воздуховода;
• формируют вторую половину воздуховода;
• соединяют две половины воздуховода, вставляя шипы в пазы, формируя воздуховод, имеющий замкнутое угольное поперечное сечение;
• вставляют уголок в два соседних фланца;
• обжимают отрезки фланца, прилегающие к уголку так, что изменяют поперечное сечение этих частей фланца, формируя таким образом фланец, который выполнен с разной геометрией поперечного сечения по длине, а именно поперечное сечение среднего отрезка выполнено отличным от поперечных сечений концевых отрезков, а длина среднего отрезка больше длины по крайней мере одного концевого отрезка;
• соединяют воздуховоды с интегрированными фланцами так, что по крайней мере два воздуховода размещают на одной оси так, что их фланцы соприкасаются металлическими поверхностностями друг с другом, а в зазор между двумя фланцами вставляют уплотнительный элемент, толщина которого в сборе равна толщине зазора между двумя фланцами.
18. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17, отличающийся тем, что перед формированием фланца формируют ребра жесткости воздуховода методом Z-образного профилирования поверхности листа металла.
19. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17, отличающийся тем, что после соединения двух половин воздуховода шов герметизируют.
20. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17, отличающийся тем, что фланец формируют методом холодного профилирования на прокатных станах из тонколистовой холоднокатаной стали.
21. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17 или 20, отличающийся тем, что на этапе формирования фланца:
• формируют наружное ребро фланца при помощи девяти пар прокатных роликов;
• фиксируют сформированное ребро при помощи десятой пары прокатных роликов;
• формируют фасонный загиб фланца при помощи девяти пар других прокатных роликов;
• фиксируют полученный профиль фланца при помощи двадцатой пары прокатных роликов.
22. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17, отличающийся тем, что уголок предварительно изготавливают при помощи штампа.
23. Способ изготовления системы воздуховодов с интегрированными фланцами по п. 17, отличающийся тем, что обжимают фланец при помощи пресса.
| US 5926937 A, 27.07.1999 | |||
| WO 2011066298 A1, 03.06.2011 | |||
| US 6364261 B1, 02.04.2002 | |||
| US 4466641 A, 21.08.1984 | |||
| Демодулятор манипулированных сигналов | 1984 |
|
SU1239884A1 |
| US 10976070 B1, 13.04.2021 | |||
| US 4244609 A, 13.01.1981 | |||
| US 2008134745 A1, 12.06.2008. | |||

