Изобретение относится к области изготовления медицинской тары для хранения и транспортировки различных биологических объектов с сохранением их свойств.
Несмотря на достаточно долгую историю формирования медицины и благодаря ее непрерывающемуся развитию, до сих пор продолжаются разработки оптимальной тары для транспортировки и хранения вакцин, других медицинским препаратов и биоматериалов.
Известен термоконтейнер (патент на полезную модель RU 5922, опубл. 16.02.1998), предназначенный для хранения и транспортировки типоразмерных заводских упаковок вакцин. Основным преимуществом данного контейнера по сравнению с уже известными на тот момент - является наличие упаковочных термокассет, которые позволяют использовать один и тот же термоконтейнер для перевозки различных по размеру упаковок вакцин. Контейнер содержит емкость с наружной и внутренней оболочками, выполненными из стеклотекстолита, между которыми размещен термоизолятор, а также крышку, оборудованную термоуплотнителем.
Недостатком данной полезной модели является сложный многоступенчатый процесс производства термоконтейнера, так в процессе производства применяются различные материалы, требующие процесса постепенной сборки изделия.
Известен термоконтейнер (патент на полезную модель RU 10341, опубл. 16.07.1999) для хранения и транспортировки медицинских препаратов. Данная полезная модель направлена на создание простой, дешевой в изготовлении и удобной в эксплуатации конструкции контейнера. В этой модели в качестве конструктивного теплоизоляционного материала используют литьевой пенополиуретан с замкнутоячеистой структурой, также есть паронепроницаемый тепловой экран, выполненный из картона, ламинированного пленкой или с металлизированным покрытием.
Недостатком данной модели является отсутствие аккумуляторов для поддержания необходимой температуры внутри термоконтейнера.
Известна модель термоконтейнера (патент на полезную модель RU 186014, опубл. 27.12.2018), предназначенная для хранения и транспортировки биологических объектов при заданном температурном режиме от 2 до 8°С за счет контроля температуры внутри рабочей камеры. Корпус данной модели выполнен из жесткого пенополиуретана, обладающего низкой теплопроводностью и высокими теплоизоляционными свойствами.
Недостатком данной модели является узкий температурный режим (от +2°С до +8°С), при котором можно использовать данный термоконтейнер. Так же недостатком данной модели является отсутствие возможности измерения температуры содержимого контейнера, ввиду того что термопара измеряет температуру хладоэлементов.
Известен термоконтейнер (патент на полезную модель RU 197942, опубл. 08.06.2020) для перевозки режимных объектов, требующих поддержания определенных температурных условий на протяжении всего периода доставки, и может найти применение при транспортировке и хранении лекарственных средств, трансплантатов, биоматериалов, вакцин, материалов медицинского назначения и многого другого в условиях высоких, а также низких температур окружающей среды. Корпус термоконтейнера представляет собой многослойную конструкцию, состоящую из несущей оболочки корпуса из полипропилена, теплоизолирующих слоев с замкнутым контуром в виде пенополиуретана и вакуумных теплоизоляционных панелей, выполненных из вакуумированного наноструктурированного порошка диоксида кремния, упакованных в термостойкую полимерную пленку.
Недостатком данной модели является сложность многоступенчатого производства описанного термоконтейнера и невозможность массового выпуска ввиду высокой себестоимости. Наличие ручки и петель в данном изобретении не предполагает возможности штабелирования термоконтейнеров и, как следствие, отсутствие возможности хранения, перевозки товара в подобных контейнерах в несколько рядов.
В настоящее время для изготовления большого количества изделий из полиуретановых эластомеров применяется способ, основанный на смешении предварительно синтезированных полимеров с последующей заливкой в формы для отвержения. Эти технологии применяются в том числе для изготовления полиуретановых термоконтейнеров для хранения и транспортировки.
Известен (патент на изобретение RU 2400361, опубл. 27.09.2010) способ изготовления изделий из полиуретановой композиции, включающий приготовление и заливку полиуретановой композиции в предварительно прогретую форму, установку формы с полиуретановой композицией в термопечь для полимеризации, извлечение детали из формы и выдержку детали, причем используют полиуретановую композицию с содержанием изоцианатных групп в количестве 4,09-6,5%, при этом после установки формы с полиуретановой композицией в термопечь осуществляют ее нагрев и дальнейшую выдержку при температуре 110-120°С в течение 0,5-2 ч, после выдержки формы с полиуретановой композицией в термопечи и перед извлечением детали из формы осуществляют прямое прессование полиуретановой композиции в форме с использованием гидравлического пресса при температуре 110-120°С, давлении 20-120 атм в течение 7-10 мин, а выдержку детали после извлечения ее из формы осуществляют в термопечи при температуре 110-120°С в течение 8-16 ч. После извлечения из формы и выдержки детали в термопечи осуществляют механическую обработку детали.
Недостатком известного способа следует признать необходимость установки формы с полиуретановой композицией в термопечь при температуре 110-120°С на 0,5-2 ч перед извлечением изделия из формы, а также сложное используемое оборудование. Данным способом невозможно осуществить массовое производство изделий, так время изготовление одного изделия составляет более 2-х часов.
Известен (патент на изобретение RU 2725122, опубл. 29.06.2020) способ изготовления медицинской тары для хранения и транспортировки различных биологических объектов с сохранением их свойств. Готовят формы для получения термоизоляции термоконтейнера, устанавливают в формы твердые элементы термоконтейнера. Готовят первый и второй компоненты смеси для получения пенополиуретана, смешивают в смесителе компоненты, подают полученную смесь в подготовленные формы при их разогреве до температуры 35-40°С. Выдерживают полученные элементы в формах заданное время и извлекают элемент термоизоляции термоконтейнера из формы. Первый компонент смеси представляет собой смесь простых полиэфиров и технологических добавок, а второй компонент полиизоцианат. Извлекают изготовленные элементы из форм и собирают термоконтейнер. Технический результат, достигаемый при реализации разработанного способа, состоит в получении ударопрочного изделия с теплоизоляционными характеристиками, которые позволяют поддерживать температуру от 2 до 8°С в течение 72 часов с источником охлаждения.
Недостатком известного способа является весьма небольшой диапазон температур - 6 градусов, который позволяет поддерживать изготовленное устройство. Применение смеси простых полиэфиров (с плотностью готового изделия 37-40) приводит к:
- снижению плотности готового изделия и как следствие снижение ударопрочных характеристик готового продукта, что является одним из новых требований для данного вида продукции.
- увеличению показателя теплопроводности и как следствие снижение времени сохранения температурного режима.
Для решения поставленной задачи предложен способ изготовления медицинских термоконтейнеров с широким диапазоном сохранения температуры внутри термоконтейнера от -40°С до +30°С при внешних температурах от -50°С до +50°С для перевозки и хранения медицинских иммунобиологических препаратов и других биологических материалов с охлаждающими элементами с различными наполнителями, в зависимости от требуемого режима сохранения температурного режима внутри термоконтейнера.
Отличием заявленного изобретения от ближайшего аналога являются;
- Использование пенополиуретана состоящего из компонентов системы: А (смесь простых и сложных полиэфиров, катализаторов и стабилизаторов, вспенивателей и специальных добавок) и Б (ароматического полиизоцианата);
- Соотношение компонентов А:В при смешивании: 100:132-160 весовых частей;
- Необходимость поддержания температуры формообразующих при производстве термоконтейнера в диапазоне 38-60°С;
- Необходимость поддержания давления в контуре заливочной машины в диапазоне от 50 до 200 Бар;
- Выдержка в формообразующих 8-12 мин;
- Формирование в изделии специального желобка на дне для сбора конденсата, образующегося при контакте охлаждающих элементов с воздухом;
- Наличие ручек для удобной переноски термоконтейнера, выдерживающих нагрузку не менее 120 кг.
Технический результат, достигаемый при реализации разработанного способа, состоит в комплексе технических характеристик, позволяющих получить термоконтейнер с широким диапазоном сохранения температур:
- теплопроводность не более 21,5 мВт/м*К (снижение теплопроводности изделия);
- плотность изделия не менее 45 кг/м3 (улучшение ударопрочных характеристик).
Изобретение может быть проиллюстрировано примерами его осуществления, подтверждающими промышленную применимость и способствующими более точному и полному пониманию его сути. Специалисту в данной области очевидны возможные модификации и замены, которые не выходят за рамки объема притязаний, указанных в формуле изобретения. Приведенные примеры подтверждают, но не ограничивают заявленное изобретение.
Пример 1. Способ изготовления термоконтейнеров
При промышленном производстве согласно формуле изобретения с использованием заливочной машины производства Россия, Бизон - 35.
1. Параметры:
- Пенополиуретан, состоящий из компонентов системы:
Полиольный компонент состоит из:
1. 87,97 масс. % простые полиэфиры, основанные на этиленоксиде, пропиленоксиде, глицерине, этилендиамине, толуолдиамине, сахарозе и т.д.;
2. 0,1 масс. % сложные полиэфиры, основанные на адипиновой кислоте, фталиевой кислоте, растительных сложных полиэфирах (касторовое масло, рапсовое масло и т.д.);
3. 2,54 масс. % катализаторы - первичные, вторичные и третичные замещенные алкил и арил амины;
4. 1,5 масс. % стабилизаторы - полиалкилсилоксаны, полиарилсилоксаны;
5. 7,98 масс. % вспениватели - вода и фреон 1416.
Изоцианатный компонент состоит из:
Гомологов ряда метилендифенилдиизоцианатов, смесь.
Соотношение компонентов составляет 100:140 весовых частей.
- Температура формообразующих при производстве термоконтейнера 39°С;
- давление в контуре заливочной машины 150 Бар;
- выдержка в формообразующих 10 мин.
1. Сначала готовят формы для получения термоконтейнера.
2. Устанавливают в формы твердые элементы термоконтейнера.
3. Затем готовят первый и второй компоненты смеси для получения пенополиуретана, смешивают в смесителе компоненты.
4. Подают полученную смесь в подготовленные формы при их разогреве до температуры 48°С.
5. Выдерживают полученные элементы в формах 10 мин.
6. Извлекают элемент термоизоляции термоконтейнера из формы.
Извлекают изготовленные элементы из форм и собирают термоконтейнер.
Получен термоконтейнер со следующими характеристиками:
- теплопроводность изделия 20 мВт/м*К;
- плотность изделия 47 кг/м3;
- время сохранения температурного режима внутри термокороба не выше -4°С при постоянной температуре снаружи +43°С составляет 162 часа.
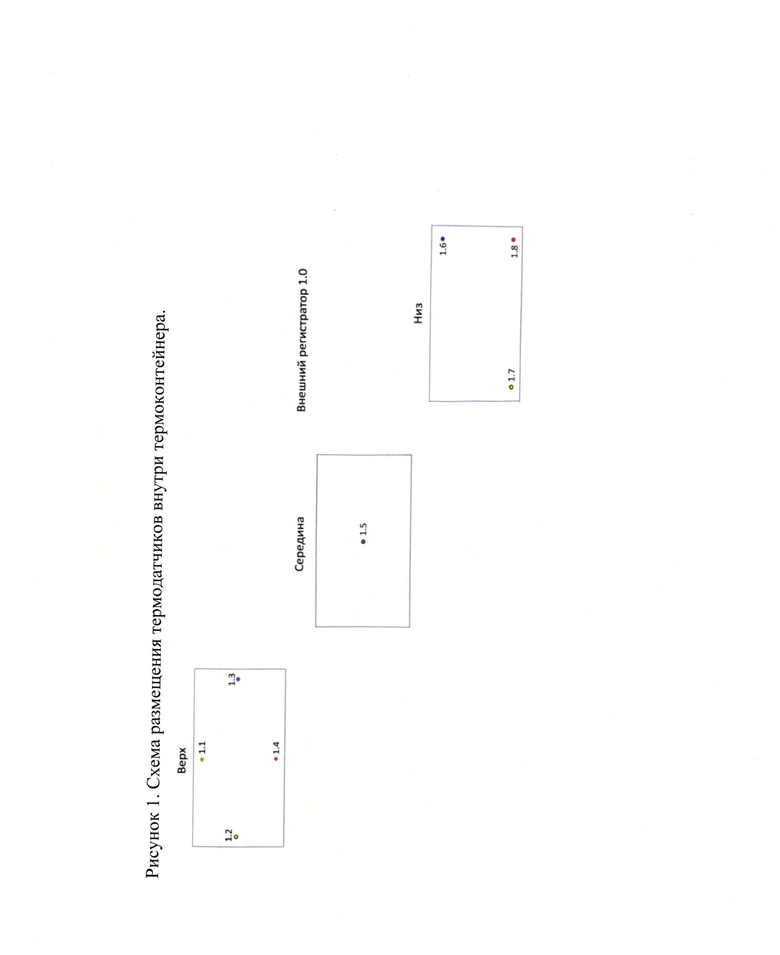
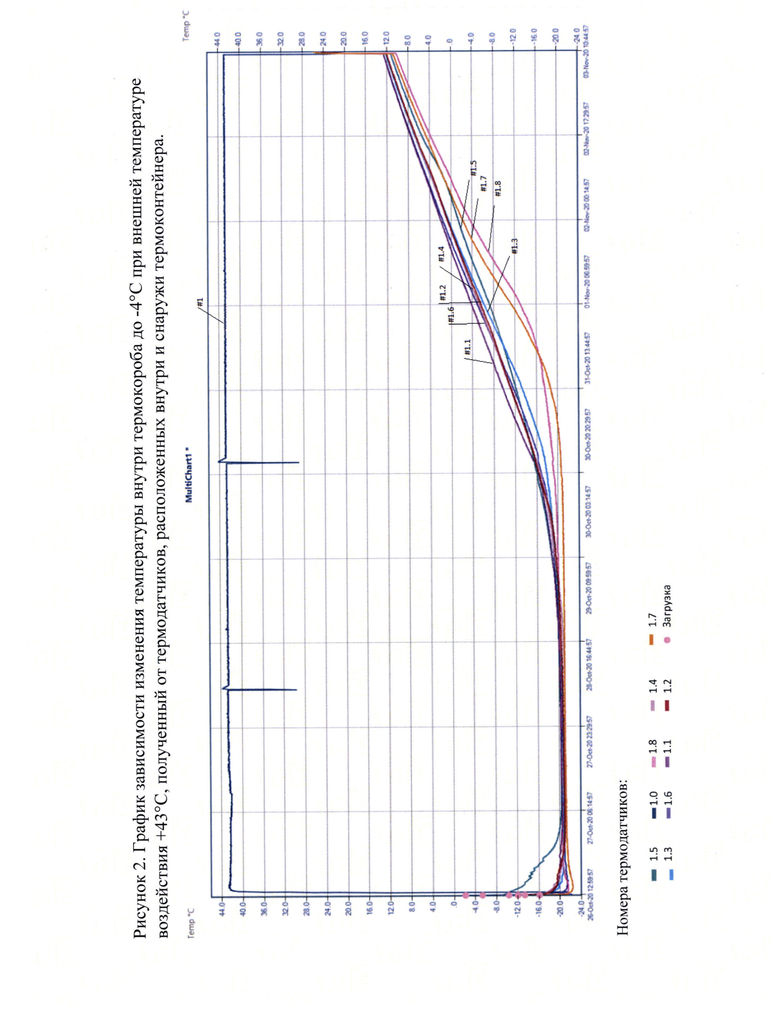
Фиксация параметров осуществлена при помощи климатической камеры и валидированных датчиков с точностью измерения +/- 0,5, кратностью измерения 1 раз в 5 минут. Схема расположения датчиков в термоконтейнере представлена на Рис. 1. Где датчик 1,0 измеряет температуру окружающей среды, создаваемой климатической камерой, датчики 1.1-1.8 меряют температуру внутри термокороба. Данные полученные после окончания работы климатической камеры были получены с датчиков и отражены в форме температурных кривых в зависимости от времени, изображенных на Рис. 2.
Вертикальная шкала: Температура в градусах по Цельсию (С).
Горизонтальная шкала: Дата и время, с 26.10.2020 12:59:57 по 3.11.2020 10:44:57
Верхняя часть графика отражает температуру с датчика №1 - среднее значение +43°С.
Нижняя часть графика отражает кривые полученные с датчиков, расположенных внутри термокороба №1.1-1.8. Выход температуры любой кривой за предел -4°С является основополагающим для вывода о сохранении температурного режима внутри термоконтейнера (согласно графику - 1.10.2020 6:59).
Выводы: Исходя из анализа температурной кривой следует, что термоконтейнер сохраняет температурный режим не выше -4°С при внешней температуре +43°С в течение 162 часов.
Пример 2. Способ изготовления термоконтейнеров с вакуумными панелями для транспортировки препаратов при положительных температурах
При промышленном производстве согласно формуле изобретения с использованием заливочной машины производства Россия, Бизон - 35.
1. Параметры:
- Пенополиуретан, состоящий из компонентов системы:
Полиольный компонент состоит из:
При промышленном производстве согласно формуле изобретения с использованием заливочной машины производства Россия, Бизон - 35.
1. Параметры:
- Пенополиуретан, состоящий из компонентов системы:
Полиольный компонент состоит из:
1. 50 масс. % простые полиэфиры, основанные на этиленоксиде, пропиленоксиде, глицерине, этилендиамине, толуол диамине, сахарозе и т.д.;
2. 40 масс. % сложные полиэфиры, основанные на адипиновой кислоте, фталиевой кислоте, растительных сложных полиэфирах (касторовое масло, рапсовое масло и т.д.);
3. 0,1 масс. % катализаторы - первичные, вторичные и третичные замещенные алкил и арил амины;
4. 0,5 масс. % стабилизаторы - полиалкилсилоксаны, полиарилсилоксаны;
5. 1,4 масс. % вспениватели - фреон 365/227.
Изоцианатный компонент состоит из:
Гомологов ряда метилендифенилдиизоцианатов, смесь.
Соотношение компонентов составляет 100:132 весовых частей.
- Температура формообразующих при производстве термоконтейнера 38°С;
- давление в контуре заливочной машины 50 Бар;
- выдержка в формообразующих 8 мин.
1. Сначала готовят формы для получения термоконтейнера.
2. Устанавливают в формы твердые элементы термоконтейнера.
3. Укладывают вакуумные панели в термоконтейнер.
4. Затем готовят первый и второй компоненты смеси для получения пенополиуретана, смешивают в смесителе компоненты.
5. Подают полученную смесь в подготовленные формы при их разогреве до температуры 48°С.
6. Выдерживают полученные элементы в формах 10 мин.
7. Извлекают элемент термоизоляции термоконтейнера из формы.
8. Извлекают изготовленные элементы из форм и собирают термоконтейнер.
Получен термоконтейнер со следующими характеристиками:
- теплопроводность изделия 20 мВт/м*К;
- плотность изделия 47 кг/м3;
- время сохранения температурного режима внутри термокороба не выше -40°С -21°С при постоянной температуре снаружи +50°С составляет не менее 25-ти часов.
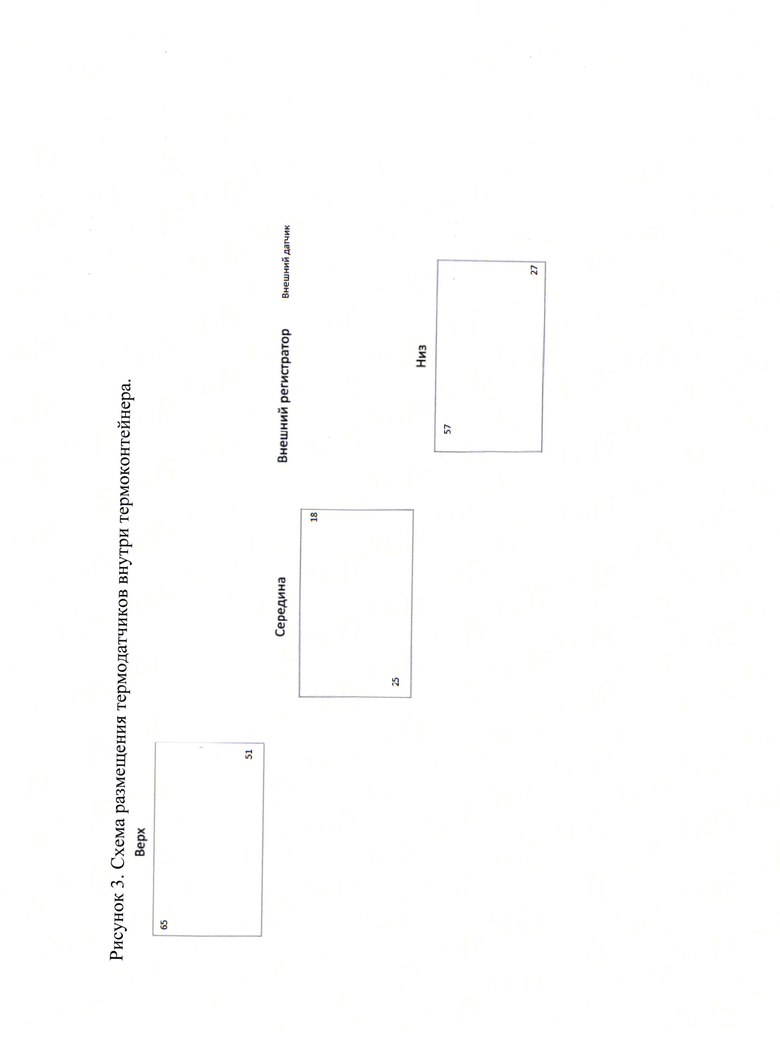
Фиксация параметров осуществлена при помощи климатической камеры и валидированных датчиков с точностью измерения +/- 0,5, кратностью измерения 1 раз в 5 минут. Схема расположения датчиков в термоконтейнере представлена на Рис. 3. Где датчик «Внешний датчик» измеряет температуру окружающей среды, создаваемой климатической камерой, датчики 65, 51, 25, 8, 57, 27 меряют температуру внутри термокороба.
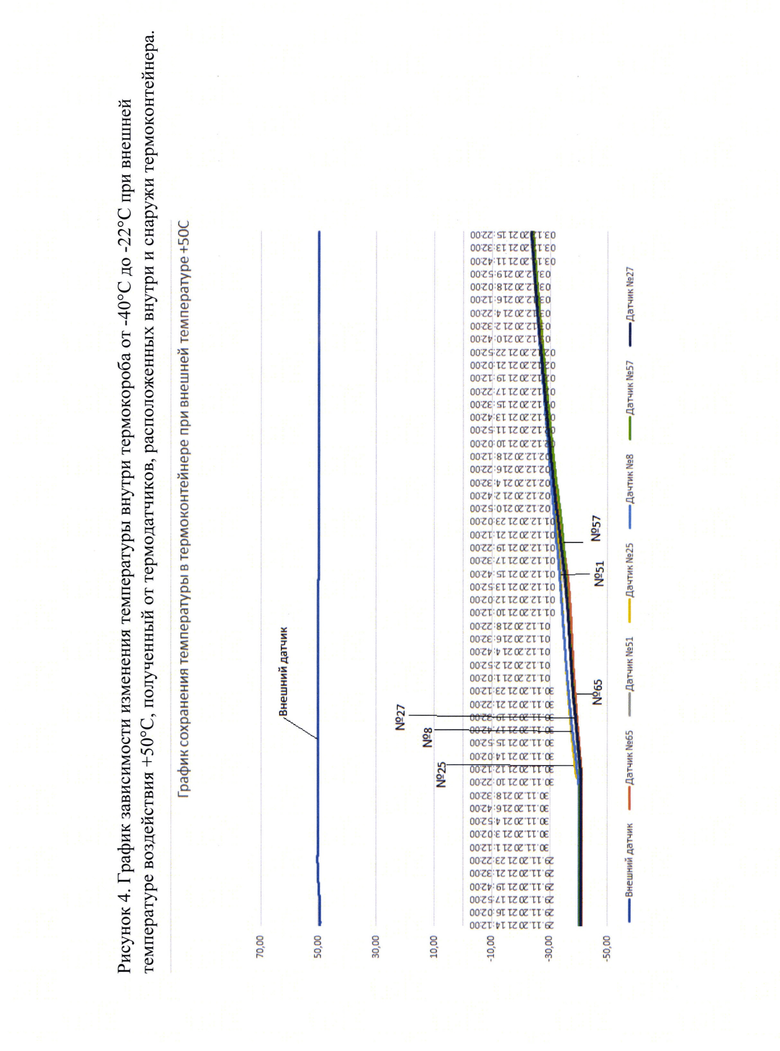
Данные полученные после окончания работы климатической камеры были получены с датчиков и отражены в форме температурных кривых в зависимости от времени, изображенных на Рис. 4.
Вертикальная шкала: Температура в градусах по Цельсию (С).
Горизонтальная шкала: Дата и время, с 29.11.2021 14:12:00 по 03.12.2021 15:22:00.
Верхняя часть графика отражает температуру с датчика «Внешний датчик» - среднее значение +50°С.
Нижняя часть графика отражает кривые полученные с датчиков, расположенных внутри термокороба №№65, 51, 25, 8, 57, 27. Выход температуры любой кривой за предел -40°С является основополагающим для вывода о сохранении температурного режима внутри термоконтейнера (согласно графику - 03.12.2021 15:22:00).
Выводы: Исходя из анализа температурной кривой следует, что термоконтейнер сохраняет температурный режим не выше -40°С при внешней температуре +50°С в течение 25 часов.
Пример 3. Способ изготовления термоконтейнеров с вакуумными панелями для транспортировки препаратов при отрицательных температурах
При промышленном производстве согласно формуле изобретения с использованием заливочной машины производства Россия, Бизон - 35.
1. Параметры:
- Пенополиуретан, состоящий из компонентов системы:
1. 90 масс. % простые полиэфиры, основанные на этиленоксиде, пропиленоксиде, глицерине, этилендиамине, толуолдиамине, сахарозе и т.д.;
2. 0,1 масс. % сложные полиэфиры, основанные на адипиновой кислоте, фталиевой кислоте, растительных сложных полиэфирах (касторовое масло, рапсовое масло и т.д.);
3. 3 масс. % катализаторы - первичные, вторичные и третичные замещенные алкил и арил амины;
4. 2 масс. % стабилизаторы - полиалкилсилоксаны, полиарилсилоксаны;
5. 4,9 масс. % вспениватели - гидрофторолефины или циклопентан.
Изоцианатный компонент состоит из:
Гомологов ряда метилендифенилдиизоцианатов, смесь.
Соотношение компонентов составляет 100:160 весовых частей.
- Температура формообразующих при производстве термоконтейнера 60°С;
- давление в контуре заливочной машины 200 Бар;
- выдержка в формообразующих 12 мин.
1. Сначала готовят формы для получения термоконтейнера.
2. Устанавливают в формы твердые элементы термоконтейнера.
3. Укладывают вакуумные панели в термоконтейнер.
4. Затем готовят первый и второй компоненты смеси для получения пенополиуретана, смешивают в смесителе компоненты.
5. Подают полученную смесь в подготовленные формы при их разогреве до температуры 48°С.
6. Выдерживают полученные элементы в формах 10 мин.
7. Извлекают элемент термоизоляции термоконтейнера из формы.
8. Извлекают изготовленные элементы из форм и собирают термоконтейнер.
Получен термоконтейнер со следующими характеристиками:
- теплопроводность изделия 20 мВт/м*К;
- плотность изделия 47 кг/м3;
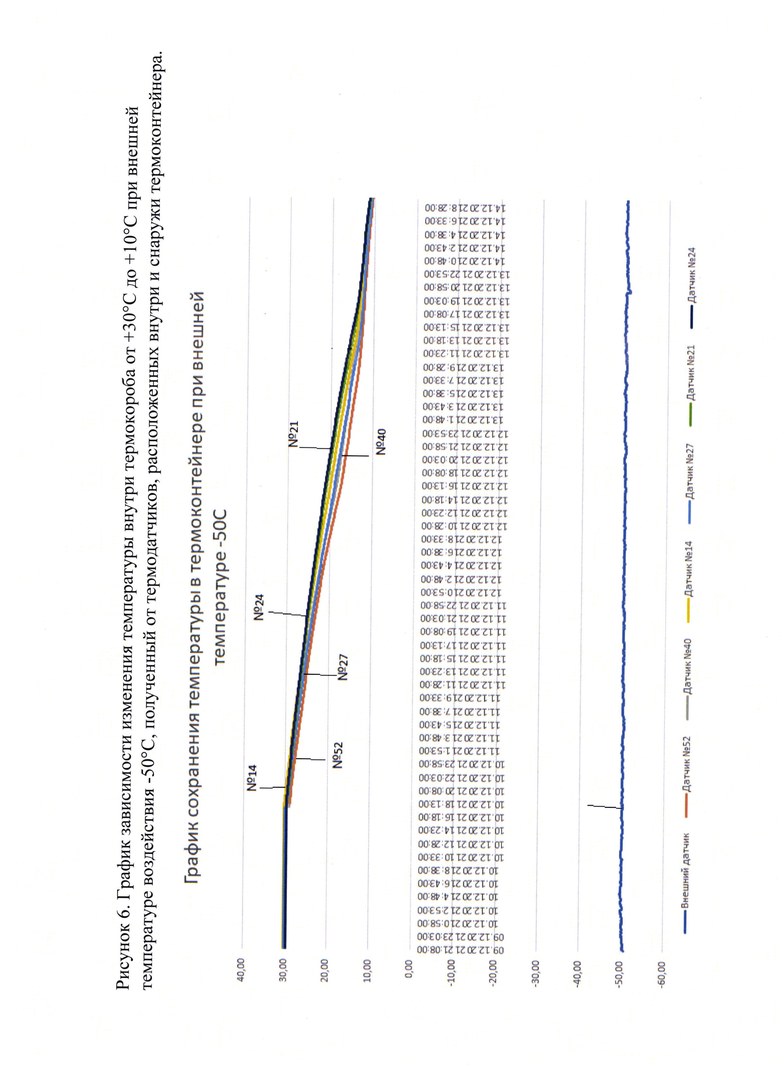
- время сохранения температурного режима внутри термокороба не ниже +30°С - +10°С при постоянной температуре снаружи -50°С составляет 21 часов.
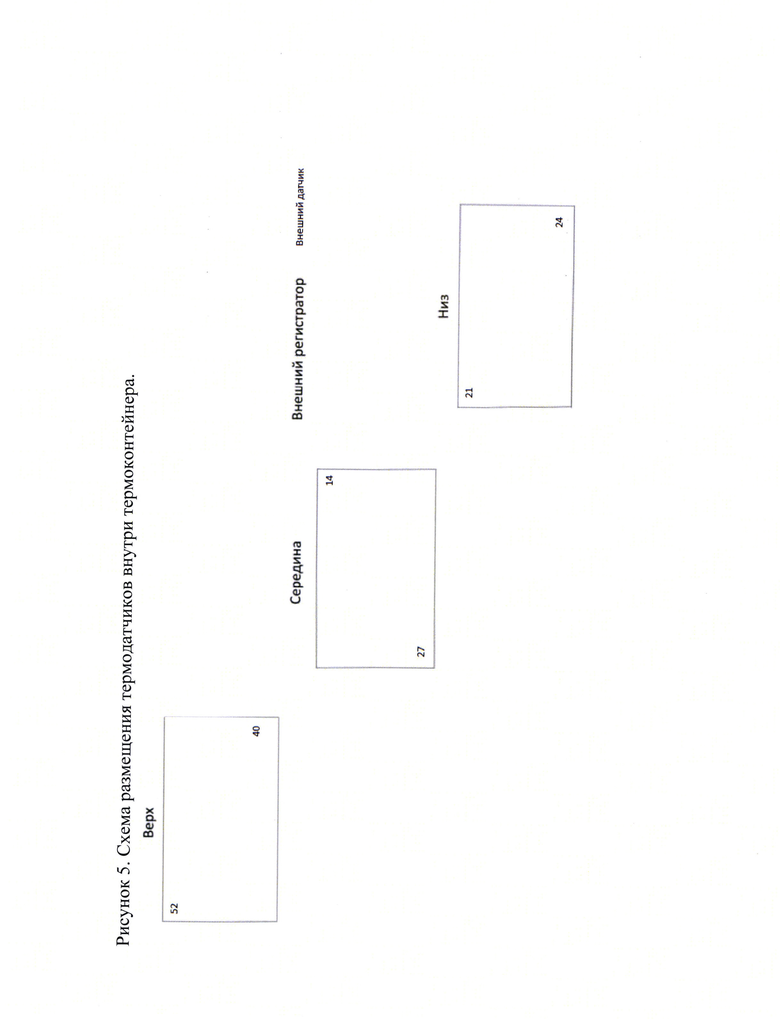
Фиксация параметров осуществлена при помощи климатической камеры и валидированных датчиков с точностью измерения +/- 0,5, кратностью измерения 1 раз в 5 минут. Схема расположения датчиков в термоконтейнере представлена на Рис. 5. Где датчик «Внешний датчик» измеряет температуру окружающей среды, создаваемой климатической камерой, датчики №52,40,14,27,21,24 меряют температуру внутри термокороба.
Данные полученные после окончания работы климатической камеры были получены с датчиков и отражены в форме температурных кривых в зависимости от времени, изображенных на Рис. 6.
Вертикальная шкала: Температура в градусах по Цельсию (С).
Горизонтальная шкала: Дата и время, с 9.12.2021 21:08:00 по 14.12.2021 21:38:00.
Нижняя часть графика отражает температуру с датчика «Внешний датчик» - среднее значение -50°С.
Верхняя часть графика отражает кривые полученные с датчиков, расположенных внутри термокороба №52,40,14,27,21,24. Выход температуры любой кривой за предел +30°С является основополагающим для вывода о сохранении температурного режима внутри термоконтейнера (согласно графику - 10.12.2021 18:13).
Выводы: Исходя из анализа температурной кривой следует, что термоконтейнер сохраняет температурный режим в интервале +30°С при внешней температуре -50°С в течение 21 часа.
Изобретение относится к области изготовления медицинских термоконтейнеров с широким диапазоном сохранения температуры внутри термоконтейнера от -40 до +30°С при внешних температурах от -50 до +50°С для перевозки и хранения медицинских иммунобиологических препаратов и других биологических материалов с охлаждающими элементами с различным наполнителем. Способ изготовления термоконтейнера предусматривает подготовку форм для получения элементов термоизоляции, смешивание в определенном соотношении компонентов для получения пенополиуретана, подачу (заливку) полученной смеси в формы при их нагреве до 38-60°С и при поддерживании давления в контурах машины для заливки в диапазоне 50-200 бар, выдержку элементов термоизоляции в формах от 8 до 12 мин и извлечение их из форм. При этом смесь состоит из двух компонентов, первый из которых представляет собой смесь простых и сложных полиэфиров, катализаторов и стабилизаторов, вспенивателей и специальных добавок, а второй компонент – ароматический полиизоцианат. Способ по изобретению позволяет изготовить термоконтейнер с широким диапазоном сохранения температур. 2 з.п. ф-лы, 6 ил., 3 пр.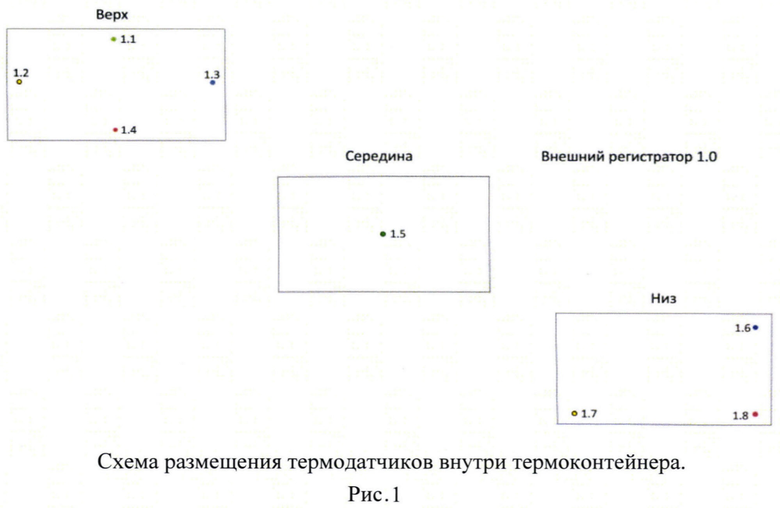
1. Способ изготовления медицинского термоконтейнера, предназначенного для перевозки и хранения медицинских иммунобиологических препаратов и биологических материалов с охлаждающими элементами с широким диапазоном сохранения температуры внутри термоконтейнера от -40 до +30°С при внешних температурах от -50 до +50°С, заключающийся в подготовке форм для заливки пенополиуретана, состоящего из двух компонентов: полиольного, состоящего из 50-90 масс. % простых полиэфиров, основанных на этиленоксиде, пропиленоксиде, глицерине, сахарозе, 0,1-40 масс. % сложных полиэфиров, основанных на адипиновой кислоте, фталиевой кислоте, растительных сложных полиэфирах, 0,1-3 масс. % катализаторов - первичных, вторичных и третичных аминов, 0,5-2 масс. % стабилизаторов - полиалкилсилоксанов и полиарилсилоксанов, 1-8 масс. % вспенивателей - воды и фреона 365/227, гидрофторолефинов, циклопентана, и изоционатного, состоящего из гомологов ряда метилендифенилдиизоционатов, в соотношении смешивания компонентов 100:132-160 весовых частей, путем нагрева до 38-60°С, при этом, заливку пенополиуретана осуществляют в формы при давлении в контурах машины для заливки поддерживаемом в диапазоне от 50-200 бар, с временем выдержки в формах от 8 до 12 мин.
2. Способ изготовления по п. 1, отличающийся тем, что он предусматривает укладку дополнительных элементов, в качестве которых используют вакуумную панель, наполнителем которой может служить: пенополиуретан, материал на основе SiO2 с низкой насыпной плотностью или стекловолокно.
3. Способ изготовления по п. 1, отличающийся тем, что он предусматривает укладку дополнительных элементов в виде боковых ручек, в качестве которых используют стропу для переноски изделия с товаром.
| Способ изготовления термоконтейнера многоразового использования для временного хранения и транспортирования вакцин, сывороток и лекарственных средств | 2019 |
|
RU2725122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИУРЕТАНОВОЙ КОМПОЗИЦИИ | 2009 |
|
RU2400361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПЛИТ ИЗ ДРЕВЕСНОЙ МАССЫ | 0 |
|
SU197942A1 |
| ТЕРМОКОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ БИОПРЕПАРАТОВ | 2011 |
|
RU2495340C2 |
| JP 2019136458 A, 22.08.2019. | |||

