Предлагаемое изобретение относится к способам восстановления и упрочнения изношенных деталей и может быть использовано главным образом при восстановлении лап культиваторов почвообрабатывающих машин.
Известен способ (Техника в сельском хозяйстве, 1986, №8, с.51-52), по которому у выбракованных лап изношенную часть лезвия срезают газопламенным резаком. Вместо отрезанной части лезвия изготавливают стальную профильную пластину из стали марки 65Г. Ее предварительно прихватывают к лапе в трех точках ручной электродуговой сваркой. Затем пластину приваривают сплошным швом на установке для автоматической электродуговой сварки под слоем флюса. Лапы с приваренными пластинами подвергают газопламенному напылению износостойкими металлическими порошками. Порошок ПГ-12Н-3 напыляют на пластину с нижней стороны, что обеспечивает получение самозатачивающего лезвия.
Недостатками этого способа является то, что процесс удаления изношенной части лезвия газопламенной резкой влечет за собой выгорание легирующих элементов и углерода, вызывая тем самым изменение структуры стали, изменение формы и деформацию детали, усложняется операция сварки угловой пластины с лапой, требуется последующая механическая и термическая обработка, что увеличивает трудоемкость и стоимость восстановления. Также одним из недостатков является то, что не достигается повышение износостойкости восстанавливаемой детали.
Наиболее близким к предлагаемому способу является способ, по которому у выбракованных лап изношенную часть лезвия срезают шлифовальным отрезным кругом при помощи угловой шлифовальной машины. Для восстановления лап культиваторов используют угловые пластины, изготовленные из низкоуглеродистой стали. После предварительной изоляции приварочной кромки пластину подвергают электролизному борированию. После химико-термического упрочнения угловую пластину приваривают к восстанавливаемой лапе ручной электродуговой сваркой (патент №2241586, МКИ В22Р 6/00 - прототип).
Однако процесс приваривания упрочненной угловой пластины к восстанавливаемой лапе, изготовленной из стали 65Г, обладающей плохой свариваемостью, влечет за собой изменение формы и деформацию детали, требует проведения предварительной термической обработки, что увеличивает трудоемкость и стоимость восстановления. Также недостатком является отсутствие эффекта самозатачивания лезвия, что способствует продлению срока службы рабочих органов при эксплуатации.
Технической задачей предлагаемого изобретения является повышение служебных характеристик детали, а именно повышение ее срока службы за счет усовершенствования схемы крепления ремонтной детали с восстанавливаемой лапой и обеспечения эффекта самозатачивания лезвия.
Поставленная задача достигается в способе восстановления лап культиваторов почвообрабатывающих машин, включающем удаление изношенной рабочей части лапы шлифовальным отрезным кругом, изготовление новой рабочей части из стали в виде угловой пластины, затачивание угловой пластины с образованием лезвия и ее упрочнение электролизным борированием, крепление угловой пластины к восстанавливаемой лапе, где согласно изобретению угловую пластину изготавливают из среднеуглеродистой стали, упрочнение ее электролизным борированием осуществляют с тыльной стороны, перед борированием в угловой пластине выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов.
В отличие от прототипа в предлагаемом способе угловую пластину изготавливают из среднеуглеродистой стали и для обеспечения эффекта самозатачивания упрочняют ее электролизным борированием с тыльной стороны. Перед борированием в угловой пластине выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов.
Наличие в предлагаемом способе «новизны» доказывается тем, что существующий способ ремонта не обеспечивает получение эффекта самозатачивания лезвия с возможностью компенсации износа. При осуществлении способа по предлагаемому изобретению достигается технический результат, заключающийся в обеспечении эффекта самозатачивания благодаря упрочнению угловой пластины из среднеуглеродистой стали с тыльной стороны электролизным борированием. В результате чего твердость тыльной стороны лезвия пластины становится в 2,6-3 раза выше, чем у лицевой стороны. В процессе работы культиваторной лапы под действием абразивных частиц почвы менее твердая лицевая сторона лезвия изнашивается быстрее, чем тыльная, которая упрочнена электролизным борированием, в результате этого поддерживается острота режущей кромки (эффект самозатачивания) на протяжении всего срока службы культиваторной лапы. Эффект самозатачивания совместно с наличием на угловой пластине сквозных продолговатых отверстий и резьбовым соединением ее с восстанавливаемой деталью позволяет повысить служебные характеристики за счет перемещения рабочей части лапы и компенсации износа рабочего органа в процессе эксплуатации.
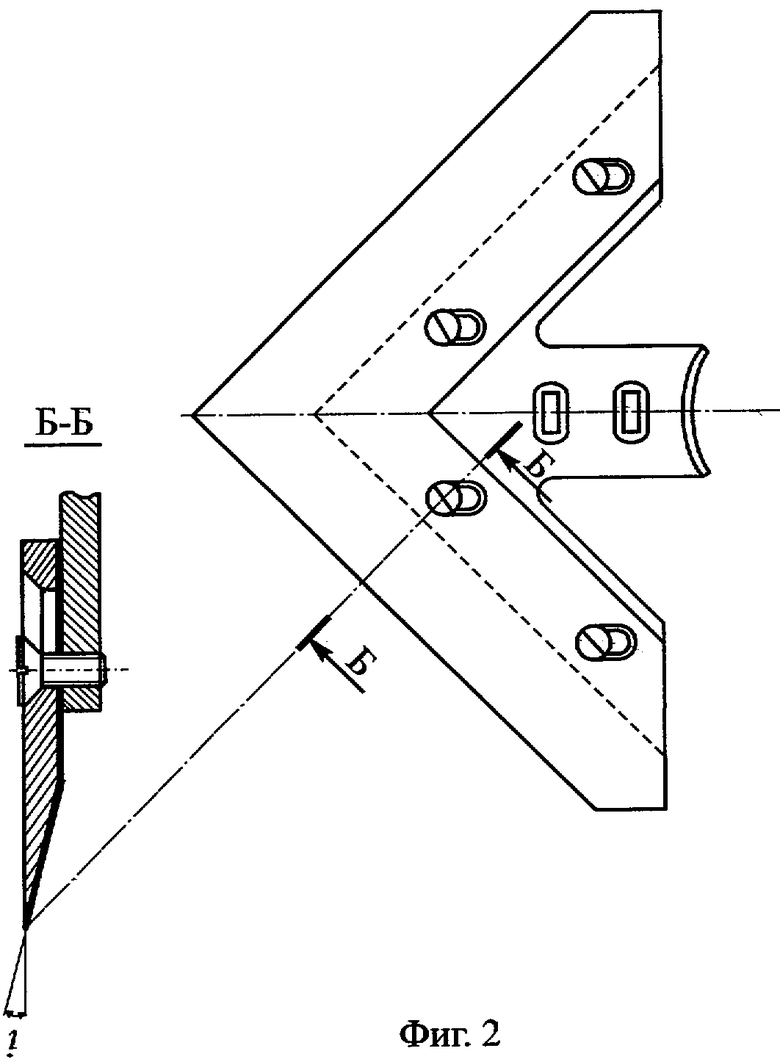
На фиг.1 представлена угловая пластина со сквозными продолговатыми отверстиями, изогнутая по форме детали подготовленной лапы, содержащей резьбовые отверстия; на фиг.2 - угловая пластина после соединения с деталью посредством винтов.
Способ осуществляется следующим образом. У выбракованных лап изношенную часть лезвия срезают шлифовальным отрезным кругом при помощи угловой шлифовальной машины. Для восстановления лап культиваторов используют угловые пластины 2, изготовленные из среднеуглеродистой стали, на которых изготавливают сквозные продолговатые отверстия 3, и подвергают электролизному борированию с тыльной стороны лезвия, получая упрочненный слой 6. На восстанавливаемой лапе 1 изготавливают резьбовые отверстия 4. После химико-термического упрочнения угловую пластину и восстанавливаемую лапу соединяют винтами 5. В процессе эксплуатации, по мере износа рабочей части лапы, винты 5 ослабляют и компенсируют износ за счет перемещения угловой пластины, вдоль продолговатых отверстий 3.
Пример. Изношенную часть лезвия лапы культиватора КП-4 удаляют шлифовальным отрезным кругом A24SBF по ГОСТ 23182-78 при помощи угловой шлифовальной машины МШУ-2-230. Угловую пластину изготавливают путем изгиба под углом 65° полосовой стали марки 30 шириной 40 мм и толщиной 5 мм при помощи кривошипно-механического пресса КД 2128 К. Режущую кромку пластины затачивают под углом i=12° на универсально-заточном станке ЗД642Е. На угловой пластине при помощи фрезерного станка 675П изготавливают сквозные продолговатые отверстия шириной 10 мм и длинной 18 мм. После предварительной изоляции поверхности, не подлежащей упрочнению, путем покрытия гальванической медью угловую пластину подвергают электролизному борированию. В качестве борсодержащего расплава используют шлак, содержащий следующие компоненты, мас.%: Na2B4O7 - 56; В2O3 - 16; К2СО3 - 16; Na2SiO3 - 7; K2ZrF6 - 5.
После завершения борирования поверхность пластины покрыта слоем застывшего шлака, для его отделения угловую пластину опускают в ванну с водой. На восстанавливаемой лапе при помощи вертикального сверлильного станка 2Н118 изготавливают отверстия диаметром ⊘ 7,52 мм и нарезают резьбу диаметром ⊘ 8 мм с шагом 0,5 мм. Упрочненную заготовку и восстанавливаемую деталь соединяют между собой при помощи винтов с потайной головкой, с диаметром резьбы ⊘ 8 мм, с мелким шагом резьбы 0,5 мм, длиной 12 мм, из стали 40Х.
Эксплуатационные испытания показали, что обеспечение эффекта самозатачивания лезвия и компенсирование износа рабочей части лапы за счет перемещения ее вдоль продолговатых отверстий позволили повысить срок службы рабочих органов в 2-3 раза.
Таким образом, применение способа восстановления позволяет снизить себестоимость ремонта детали за счет усовершенствования схемы крепления угловой пластины с восстанавливаемой лапой. Кроме того, обеспечение эффекта самозатачивания лезвия и наличие на угловой пластине сквозных продолговатых отверстий позволяют повысить служебные характеристики за счет компенсации износа рабочего органа в процессе эксплуатации перемещением рабочей части лапы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2392102C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2014 |
|
RU2566456C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ | 2011 |
|
RU2467857C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2003 |
|
RU2241586C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| Способ упрочнения и восстановления стрельчатых лап междурядных и пропашных культиваторов | 2024 |
|
RU2833177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
Изобретение относится к области восстановления изношенных деталей и может быть использовано для восстановления лап культиваторов почвообрабатывающих машин. Удаляют изношенную рабочую часть лапы шлифовальным отрезным кругом. Изготавливают новую рабочую часть из среднеуглеродистой стали в виде угловой пластины. Затачивают указанную угловую пластину с образованием лезвия и упрочняют ее электролизным борированием с тыльной стороны. Перед борированием в угловой пластине выполняют сквозные продолговатые отверстия для ее перемещения по мере износа. Выполняют резьбовые отверстия на восстанавливаемой лапе для крепления угловой пластины посредством винтов. Прикрепляют угловую пластину к восстанавливаемой лапе. В результате обеспечивается повышение срока службы восстанавливаемой лапы. 2 ил.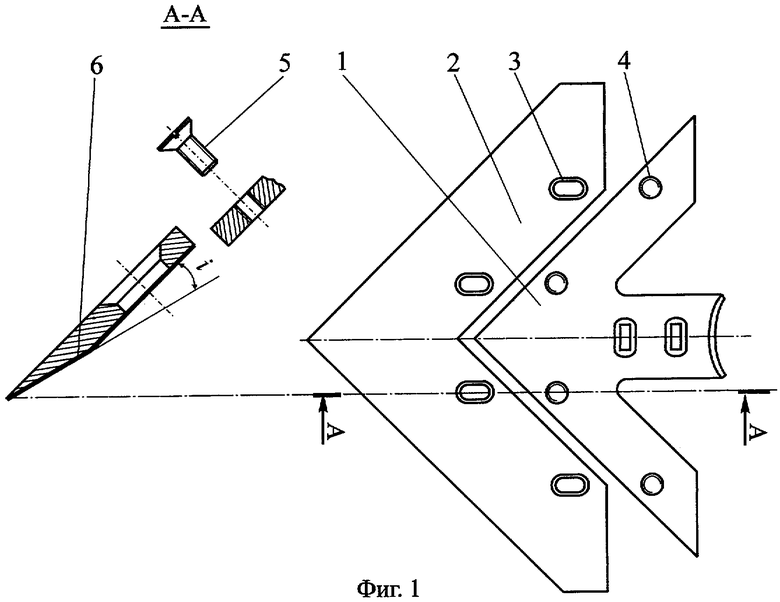
Способ восстановления лап культиваторов почвообрабатывающих машин, включающий удаление изношенной рабочей части лапы шлифовальным отрезным кругом, изготовление новой рабочей части из стали в виде угловой пластины, затачивание угловой пластины с образованием лезвия и ее упрочнение электролизным борированием, крепление угловой пластины к восстанавливаемой лапе, отличающийся тем, что угловую пластину изготавливают из среднеуглеродистой стали, упрочнение ее электролизным борированием осуществляют с тыльной стороны, перед борированием в угловой пластине выполняют сквозные продолговатые отверстия для ее перемещения по мере износа, а на восстанавливаемой лапе выполняют резьбовые отверстия для крепления угловой пластины посредством винтов.
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2003 |
|
RU2241586C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2259267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА | 2003 |
|
RU2255452C2 |
| Способ выполнения лезвий на режущих кромках почвообрабатывающих машин | 1989 |
|
SU1722668A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2221684C2 |
| БЛОК НИТИ НАКАЛА ДЛЯ МОДЕРНИЗИРОВАННОЙ СВЕТОДИОДНОЙ ТРУБКИ | 2016 |
|
RU2704605C2 |
| Бетононасос | 1978 |
|
SU846780A1 |

