Изобретение относится к хлебопекарной промышленности, а именно к технологическому оборудованию, используемому для автоматизированного поточного изготовления осетинских пирогов и пиццы с различным ассортиментом начинок. Вновь предложенные отличительные признаки заявляемого изобретения могут быть реализованы в оборудовании кулинарных производств, предприятий общественного питания (в столовых, ресторанов, кафе), а так же на базе фермерских и личных подсобных хозяйств.
Заявляемое изобретение также может обеспечить высокопроизводительное изготовление полуфабриката продукта питания, допускающего глубокую заморозку.
Известна «Линия для производства пшеничного формового хлеба», патент РФ № 2013959, А21В7/00, А21С9/08, опубл. 15.06.1994, содержащая тестоделитель, тестоокруглитель, укладчик тестовых заготовок в формы, набранные в кассеты, расстойный шкаф, механизм посадки форм на под печи, тоннельную печь, установленный на ее выходе механизм съема и выгрузки форм, транспортер возврата пустых форм и механизм их смазки. На входе в расстойный шкаф расположен транспортер-накопитель форм с механизмом их сталкивания. Два поворотных стола с направляющими служат для разворота кассет и их ориентированной подачи на транспортер-накопитель. Поворотные столы, транспортер-накопитель и транспортер возврата форм расположены в одной горизонтальной плоскости.
Укладчик тестовых заготовок содержит смонтированные стационарно в одной плоскости поворотные лотки и механизм их возврата. Механизм съема и выгрузки форм представляет собой смонтированный на каретке поворотный вал с П-образными съемными планками, оснащенный индивидуальным малогабаритным приводом. Недостатками известной линии являются узкий ассортимент получаемых хлебобулочных изделий и низкая производительность изготовления пирогов с начинкой, высокая себестоимость в связи низкой производительностью.
Известна также «Линия для изготовления изделий из теста», (патент РФ №2450520, А21С9/06, опубликовано: 20.05.2012г.), содержащая установленные на раме бункеры для компонентов, механизмы подачи компонентов, роторный штамп для формования изделий с полым валом, который одной стороной полости через трубопровод соединен с компрессором, а другой - посредством радиальных каналов в роторном штампе с ячейками штампа, привод вала, отличающаяся тем, что она дополнительно содержит установленный за роторным штампом механизм разделения штампуемых изделий, выполненный в виде гибкого стержня, консольно закрепленного на раме с возможностью изменения его упругости, при этом консоль гибкого стержня направлена в сторону роторного штампа с возможностью взаимодействия с ним.
Недостатками известной линии являются избыточная перенасыщенность кинематической схемы, низкая надежность и качество выпускаемой продукции, сложность и трудоемкость изготовления и обслуживания, узкоспециализированный ассортимент изготавливаемой продукции.
Учитывая популярность осетинских пирогов назрела необходимость создать автоматизированное оборудование для их массового производства на предприятиях общественного питания.
Прототипом к предлагаемому изобретению является «Автоматизированная линия для производства осетинских пирогов», (Патент РФ №2671535, A21B 7/00). Это первая автоматизированная линия для приготовления осетинских пирогов, и ее практическая эксплуатация показала, что она, четко выполняет свои функции, выпускаемая продукция имеет отличное качество, прекрасный дизайн, но в ней есть недостатки.
Большие габаритные размеры доставляют неудобство операторам при работе, так как при высоком темпе работы приходится много ходить. Габариты за собой влекут большое потребление энергиии необходимость в больших производственных площадях и большую цену агрегата, так как при его изготовлении применяются дорогие материалы из пищевой нержавеющей стали, фторопласта и др., кроме того применяется множество приводов, пневпоцилиндров, моторредукторов, кабельной продукции, пневмоклапанов и пр. При этом одновременная работа множества механизмов, с одной стороны увеличивает потребление энергии, а с другой увеличивается шум. Низкая производительность. Большое количество обслуживающего персонала. Больше времени необходимо для технического обслуживания оборудования.
Известное устройство работает по чрезмерно сложной схеме, характеризуется громоздкостью и трудоемкостью в изготовлении и обслуживания.
Технической задачей изобретения является создание агрегата формирования осетинских пирогов, направленное на: увеличение производительности, снижение трудоемкости и количества обслуживающего персонала, упрощение конструкции, повышение надежности, снижение металлоемкости, габаритов, потребных площадей и себестоимости агрегата, что соответственно влечет снижение себестоимости конечной продукции.
Техническая сущность достигается тем, что Агрегат формирования осетинских пирогов, включает раму, конвейер, узлы разравнивания начинок, дозаторы начинки, пульт управления посредством пневмосистемы и электроприводов, отличающийся тем, что рама установлена над конвейером, а к ней крепятся узлы разравнивания начинок, над которыми горизонтально установлены дозаторы для начинок в виде шприцов, с уклоном к выгрузке начинок, внутри которых расположены поршни из пластика, соединённые посредством муфт скользящих с приводами, снабженных энкодерами, которые электрически связаны с пультом управления, при этом дозаторы начинок в виде шприцов снабжены клапанами для выпуска воздуха и жидкости, камерами для загрузки, а со стороны выгрузки начинки, дозаторы начинки в виде шприцов, снабжены кранами шаровыми, рычагами поворота которые, посредством тяги общей, соединены с штоком пневмоцилиндра открытия и закрытия вентилей, а выходы кранов шаровых в свою очередь, соединены посредством шлангов гибких, с узлами разравнивания начинок, прикрепленных к штокам пневмоцилиндров (опускания, подъема), а последние закреплены в свою очередь на раме, при этом узлы разравнивания начинок включают обечайки, установленные на стойках вертикальных, на которые одеты втулки и пружины, упирающиеся в платформы подвижные, на последних смонтированы привода скребков S-образных и пластины круглые из пластика, с патрубками в центре, соединенные с шлангами гибкими, а пластины из пластика крепятся посредством шпилек, соосно обечайкам, с возможностью перемещения по вертикали совместно с платформами, а под пластинами круглыми из пластика, с патрубками в центре, расположены скребки S-образные, соединённые посредством шпилек и втулок с приводами скребков S-образных, связанных электрически с пультом управления, далее на раме соответственно монтируются: пневмоцилиндры опускания и подъема пуансонов с дросселирующими отверстиями предназначенными для склеивания, обрезания и окончательного формирования пирогов, при этом на раме конвейера закреплен датчик индуктивный, а на приводе оси конвейера установлен энкодер инкрементальный, электрический связанные с пультом управления, а на планках конвейера, на расстоянии соответствующему одному шагу закреплены флажки.
Техническая сущность агрегата формирования осетинских пирогов поясняется чертежами на следующих приведенных схемах:
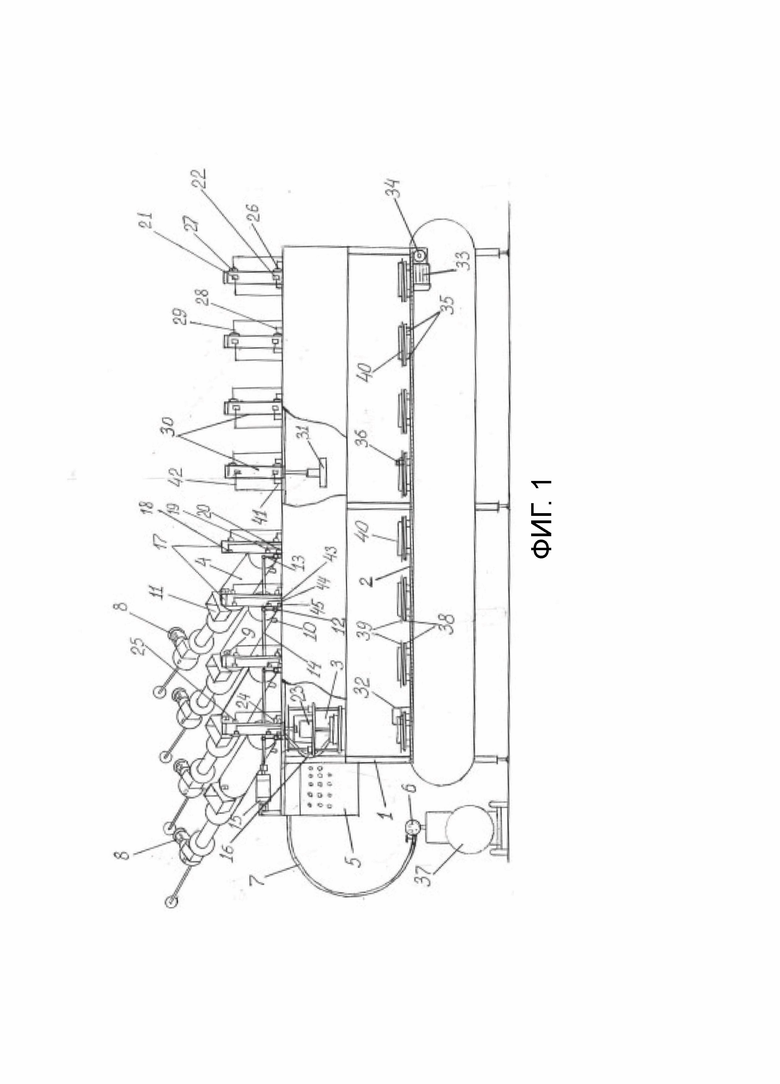
Фиг.1 Схема агрегата формирования осетинских пирогов .
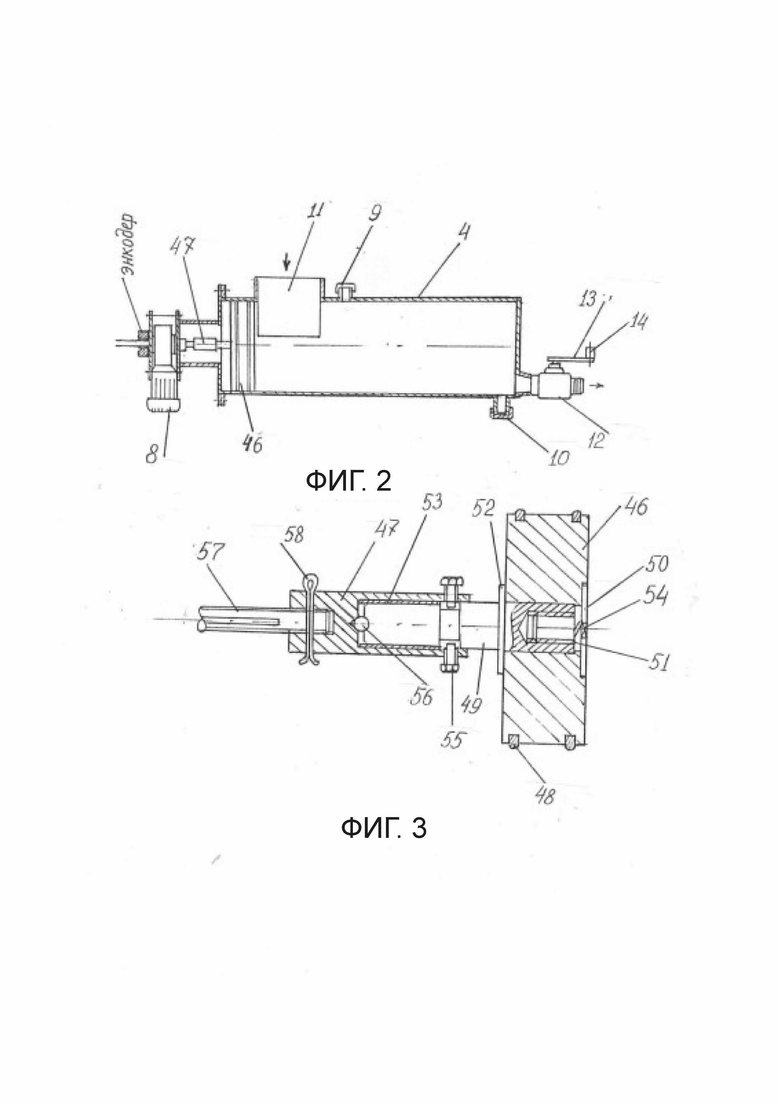
Фиг.2 Схема узла дозирования начинки
Фиг.З Схема узла поршня
Фиг. 4 Схема узла разравнивания начинки.
На Фиг. 1 показаны:
1.Рама; 2. Конвейер; 3. Узел разравнивания начинок: 4.Дозаторы начинки в виде шприца; 5. Пульт управления; 6. Манометр; 7. Трубка высокого давления; 8. Привод дозатора начинки с энкодером; 9. Клапан для выпуска воздуха; 10. Клапан для выпуска жидкости; 11. Загрузочная камера; 12. Кран шаровой; 13. Рычаг поворотный; 14. Тяга общая; 15. Пневмоцилиндр привода тяги обшей; 16. Шланг гибкий; 17. Пневмоцилиндр опускания ( подъема), узла разравнивания начинки; 18 ;19; 20 Герконы (верхний, средний, нижний пневмоцилиндра 17; 21 и 22 Герконы верхний и нижний пневмоцилиндров 30; 23. Привод скребка S обазного ; 24 и 25 Дроссели верхний и нижний пневмоцилиндров 17; 26 и 27 Дроссели нижний и верхний пневмоцилиндраов 30; 28 и 29 Трубки высокого давления нижнего и верхнего дросселей пневмоцилиндров 30; 31. Пуансон; 32. Датчик индуктивный; 33. Привод оси конвейера; 34. Энкодер инкрементальный; 35. Планка конвейера; 36. Флажок. 37.Компрессор; 38. Сковородка; 39. Блин из теста; 40 . Начинка; 41 и 42 Провода от герконов ( нижних и верхних ) пневмоцилиндров 30 ; 43 , 44 и 45 Провода от герконов 18; 19 и 20 пневмоцилиндров 17.
На Фиг. 2. Схема дозатора начинки выполненного в виде шприца где: 4. Корпус дозатора; 8.Привод дозатора с энкодером; 9.Клапан для выпуска воздуха; 10. Клапан для выпуска жидкости; 11. Загрузочная камера; 12. Вентиль; 13. Рычаг поворотный. 46. Поршень из пластика; 47. Муфта скользящая;
На Фиг. 3.Схема узла поршня из пластика где: 46. Поршень из пластика; 47. Муфта скользящая; 48. Кольцо силиконовое; 49. Ось; 50.Болт с шляпкой; 51. Гроверная шайба; 52. Шайба упорная; 53.Втулка бронзовая; 54.Паз для ключа; 55.Болт стопорный; 56. Шарик. 57. Винт с шпоночным пазом; 58. Шплинт;
На Фиг.4. Схема узла разравнивания начинки где: 3.Узел разравнивания начинки; 16. Шланг гибкий; 23. Привод скребка S образного; 59. Скребок S образный; 60 . Шток пневмоцилиндра (17) опускания, подъема, узла разравнивания начинки; 61. Обечайка; 62.. Стойка вертикальная; 63.Втулка (стойки вертикальной); 64. Пружина; 65.Платформа подвижная; 66.Пластина круглая из пластика; 67. Патрубок; 68. Шпилька крепления пластины круглой из пластика 66, к платформе подвижной 65; 69. Втулка из фторопласта; 70.Шпилька соединяющая скребок S образный с приводом 23; 71. Муфта; 72. Упор.
Агрегат формирования осетинских пирогов, общий вид которого схематично изображен на фиг.1; 2; 3; и 4, включает раму 1, закрепленной над конвеером 2, а к ней крепятся узлы 3, разравнивания начинок, над которыми горизонтально установлены дозаторы для начинок в виде шприцев 4, с уклоном к выгрузке начинок, снабжен пультом 5 управления агрегатом посредством пневмоситемы и электроприводов. Агрегат формирования осетинских пирогов через манометр 6, трубку высокого давления 7, получает сжатый воздух от компрессора 37.
Внутри дозаторов начинок в виде шприцов 4, расположены поршни 41 ( Фиг. 2) из пластика, соединённые посредством муфт 47, скользящих, с приводами 8, снабженных энкодерами, которые электрический связаны с пультом 5, управления. При этом дозаторы начинок в виде шприцов 4, для (Фиг.2 и 3), снабжены клапанами 9, для выпуска воздуха, и жидкости 10, камерами 11 для загрузки, а со стороны выгрузки начинок, снабжены кранами 12 шаровыми, рычаги 13 поворота которых, посредством обшей тяги 14 (Фиг.1 и 2) , соединены с штоком пневмоцилиндра 15, привода тяги общей. Выходы кранов 12 шаровых, в свою очередь, соединены посредством шлангов 16 гибких, с узлами 3, разравнивания начинок, прикрепленных к штокам пневмоцилиндров 17, опускания ( подъема) узла3, разравнивания начинок, а пневмоцилиндры закреплены в свою очередь на раме 1.
Узлы 3, разравнивания начинок включают обечайки 61, установленные на стойках 62 вертикальных, на которых одеты втулки 63 (стоек вертикальных), и пружины 64, упирающиеся в платформы 60, и площадку обечайки 61. На платформах 65 смонтированы привода 23, скребков S образных 59, и круглые пластины 66, из пластика с патрубками 67, в центре, соединенные с шлангами 16 гибкими. При этом пластины 66 из пластика, крепятся посредством шпилек 68, к платформе подвижной 65. Скребки S образные 59, соединены посредством шпилек 70, и муфт 71, с приводами 23, и расположены соосно обечайкам 61, с возможностью перемещения по вертикали совместно с платформами 65. Под пластинами 66 круглыми из пластика, с патрубками 67, расположены скребки S образные 59.
Далее на раме 1, соответственно монтируются: пневмоцилиндры 30 опускания и подъема, пуансонов 31 с дросселирующими отверстиями (на Фиг.1 не видно). На раме конвейера 2, закреплен датчик 32 индуктивный. На оси привода 33, конвейера 2, установлен энкодер 34 инкрементальный, электрически связанный с пультом 5 управления, а на планках 35, конвейера 2, на расстоянии соответствующему одному шагу конвейера закреплены флажки 36.
Пневмоцилиндры 17 снабжены: герконами (18, 19, 20), связанные соответственно проводами 43;44;45 с контроллером, в пульте 5 управления и дросселями 24 и25 .
Пневмоцилиндры 30, снабжены герконами 21 и 22 , связанные соответственно проводами 41 и 42 от них, с контроллером в пульте управления 5, а так же дросселями 26 и 27.
Работа агрегата формирования осетинских пирогов.
Оператор заполняет дозаторы начинок в виде шприцов 4, через загрузочные камеры 11, начинками, заранее приготовленными (из сыра, мясного фарша, картофельного пюре и т.д.). Далее оператор в ручном режиме, нажимая на кнопку пульта управления 5, уплотняет начинки внутри шприцев 4, путем поджима поршнями 41, из пластика.
Одновременно с уплотнением начинок из внутреннего объема дозаторов начинок в виде шприцов 4, выжимается воздух через клапана 9, а жидкость через клапаны- 10.
После операции поджима и удаления воздуха и жидкости из напорных шприцов 4, гайки на клапанах 9 и 10 затягиваются оператором вручную.
Далее, оператор нажимает на кнопку «Пуск» пульта управления 5 и в автоматическом режиме, автоматизированная технологическая линия начинает работать по заданной программе, с циклами 80 секунд, формируя заданное количество пирогов (в данном случае 4 единицы).
На начальном этапе все узлы занимают исходное положение. Конвейер 2, приводится в движение приводом 33, оси конвейера, и в определенный момент его скорость движения сбрасывается сигналом от энкодера 34 инкрементального, поданным в контроллер пульта управления 5, в соответствии с заданной программой: которая дает команду на снижение скорости движения конвейера 2, а после совмещения флажка 36, с индуктивным датчиком 32, конвейер 2, фиксируется в одном и том же месте.
Далее оператор берет в обе руки по одной сковородке, на которых уложены блины из теста и фиксирует сковородки на планках конвейера 2, повторяя операцию еще раз. Одновременно, через 1 секунду, с момента остановки конвейера 2, штоки пневмоцилиндров 17, узлы 3, разравнивания начинок опускают вниз, узлы 3 разравнивания начинки до упора в планки 35 конвейера 2.
Далее, через 28 секунд, с момента остановки конвейера 2, выдвигается шток пневмоцилиндра 15, привода тяги общей, который открывает шаровые краны 12, посредством рычагов 13, поворотных, выдерживает паузу 12 секунд и возвращается в исходное положение, перекрывая краны 12, шаровые.
Через 29 секунд, с момента остановки конвейера 2, одновременно включаются привода 8,(программой, по сигналу энкодера поданным в контроллер пульта управления), которые посредством скользящих муфт 47, и поршней 46, из пластика, выжимают заданные объемы начинок из дозаторов 4, в виде шприцов , через: шаровые краны 12, гибкие шланги 16 и патрубки 67, в центры блинов 39, на сковородках 38, зафиксированных на планках 35, конвейера 2 (фиг.1). Через 34 секунд от остановки конвейера 2, включаются привода 23, скребков S образных, которые посредством втулок 71, и шпилек 70(крепления пластины 66, круглой из пластика к платформе подвижной 65), приводят во вращение S-образные скребки 59.
Узлы 3, разравнивания начинок, опускаясь вниз посредством штоков 60, пневмоцилиндров ( опускания подъема узла разравнивания начинки) 17, опускают одновременно круглые пластины 66 из пластика, с S-образными скребками 59, которые вращаются и равномерно распределяют дозы начинок на сковородках 38, с блинами до заданной толщины, формируя начинку строго круглой формы по внутреннему диаметру обечайки 61.
К 44 секундам узлы 3, разравнивая начинки, опускаются до конца, выдерживают паузу внизу 5 секунд и начинают подниматься обратно.
На высоте 5+7 мм от поверхности сформированных начинок 40, узлы 3 останавливаются программой от пульта 5, выдерживают паузу 5 секунд, и к 59 секунде от остановки конвейера 2, поднимаются в исходное положение.
Через 80 секунд от остановки конвейера 2, программа включает привод 33, конвейера 2, который делает шаг и останавливается. Сковородки 38 с блинами и равномерно распределенными начинками, останавливаются строго под пуансонами 31 с дросселирующими отверстиями (на фиг. 1 не видно).
Второй оператор с момента остановки конвейера 2, берет в обе руки по сковородке с блинами, в центре которых сформированы отверстия, и с помощью соскальзывания блинов, укладывает их на сковородки 38 с блинами, на которых сформированы начинки, повторив эту операцию 2 раза, к 25 секундам от остановки конвейера.
Через 26 секунды от остановки конвейера по заданной программе от пульта управления 5, начинают опускаться посредством пневмоцилиндров 30, пуансоны 31, с дросселирующими отверстиями ( на рисунках не видны), которые упираются в сковородки 38 и к 48 секунде склеивают верхний и нижний блины по периметру, одновременно обрезав лишнее тесто. В таком состоянии пуансоны 31, остаются до 48 секунды от остановки конвейера, а потом к 50 секунде поднимаются в исходное положение. Пироги окончательно сформированы, и оператор их перекладывает на конвейер печи до 70 сек.
Через 71 секунды от остановки конвейера, привод 33 конвейера срабатывает командой от пульта 5 управления, конвейер 2, смещается на 1 шаг и останавливается к 80 сек. Далее циклы повторяются.
Предложенные технические решения - «рама установлена над конвейером, а к ней крепятся узлы разравнивания начинок, над которыми горизонтально установлены дозаторы начинок в виде шприцов, с уклоном к выгрузке начинок, внутри которых расположены поршни из пластика, соединённые посредством муфт скользящих, с приводами снабженных энкодером, которые электрически связаны с пультом управления, при этом шприцы для начинок снабжены клапанами для выпуска воздуха и жидкости, камерами для загрузки, а со стороны выгрузки начинок, шприцы для начинок, снабжены кранами шаровыми, рычаги поворота которых, посредством тяги общей, соединены с штоком пневмоцилиндра привода тяги общей, а выходы кранов шаровых в свою очередь, соединены посредством шлангов гибких, с узлами разравнивания начинок, прикрепленных к штокам пневмоцилиндров опускания подъема узла разравнивания начинок, а последние закреплены в свою очередь на раме. При этом узлы разравнивания начинок включают обечайки, установленные на стойках вертикальных, на которые одеты втулки и пружины, упирающиеся в платформы подвижные, на последних смонтированы привода скребков S- образных, и пластины круглые из пластика, с патрубками в центре, соединенные с шлангами гибкими, а пластины из пластика крепятся посредством шпилек, соосно обечайкам, с возможностью перемещения по вертикали совместно с платформами, а под пластинами круглыми из пластика, с патрубками в центре, расположены скребки S образные, соединённые посредством шпилек и втулок с приводами скребков S обазных,, связанных электрический с пультом управления», позволили:
Увеличить производительность агрегата, снизить количество обслуживающего персонала на 35 – 40 %, уменьшить расход энергии и габариты агрегата формирования осетинских пирогов практически в 2 раза, а это в свою очередь позволило снизить металлоемкость в 1.8-1.9 раз, количество покупных изделий снизить в 1.7-1.8 раз, что в свою очередь позволило снизить цену агрегата в 2 раза.
На каждом цикле количество шагов операторов снизилось с 6-ти до 3-х. Учитывая, что количество циклов 375 за смену, операторы будут делать на 1225 шагов меньше. Следовательно, больше времени будет оставаться операторам на отдых, а ритм работы снизится существенно.
Кроме того в два раза уменьшается потребность в производственных площадях, вместо 180 м2, 90 м2.
В связи с тем, что оборудование упрощено, значительно снижается время на техническое обслуживание оборудования и с другой стороны повышается его надежность.
Признаки «На раме соответственно монтируются: пневмоцилиндры опускания и подъема пуансонов, с дросселирующими отверстиями, для склеивания, обрезания и окончательного формирования пирогов, при этом на раме конвейера закреплен датчик индуктивный, а на приводе оси конвейера, установлен инкрементальный энкодер, электрически связанные с пультом управления, а на планках конвейера, на расстоянии, соответствующему одному шагу закреплены флажки» позволяют: повысить стабильность обслуживания оператором на завершающем этапе, легкость отклеивания готовых пирогов от пуансонов и увеличить производительность.
Предлагаемый агрегат формирования осетинских пирогов может быть произведен на типовом оборудовании обычного инструментального цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для производства осетинских пирогов | 2017 |
|
RU2671535C2 |
| ШТУКАТУРНО-ШПАКЛЕВОЧНЫЙ АВТОМАТИЗИРОВАННЫЙ АГРЕГАТ | 2010 |
|
RU2530817C2 |
| ШИРОКОЗАХВАТНАЯ СЕЛЬСКОХОЗЯЙСТВЕННАЯ МАШИНА | 2006 |
|
RU2311010C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЧИПСОВ | 1999 |
|
RU2168925C1 |
| Технологическая линия для проращивания семян | 2023 |
|
RU2804134C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА ГОТОВЫХ К УПОТРЕБЛЕНИЮ МУЧНЫХ КУЛИНАРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2740143C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ГОТОВЫХ К УПОТРЕБЛЕНИЮ МУЧНЫХ КУЛИНАРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2740120C1 |
| КОМПАКТНЫЙ ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БЛИНОВ С ДВУХСТОРОННЕЙ ОБЖАРКОЙ | 2014 |
|
RU2588461C1 |
| ПЕРЕДВИЖНОЙ РАЗГРУЗОЧНЫЙ КОМПЛЕКС | 2005 |
|
RU2414410C2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ТЕСТА ИЛИ НАЧИНКИ (ВАРИАНТЫ) | 2006 |
|
RU2366181C2 |

Изобретение относится к хлебопекарной промышленности, а именно к технологическому оборудованию, используемому для автоматизированного поточного изготовления осетинских пирогов с различным ассортиментом начинок. Агрегат для формирования осетинских пирогов включает раму, конвейер, узлы разравнивания начинок, дозаторы начинки и пульт управления агрегата при помощи пневмосистемы и электроприводов. Использование изобретения позволит снизить себестоимость готовой продукции. 3 ил.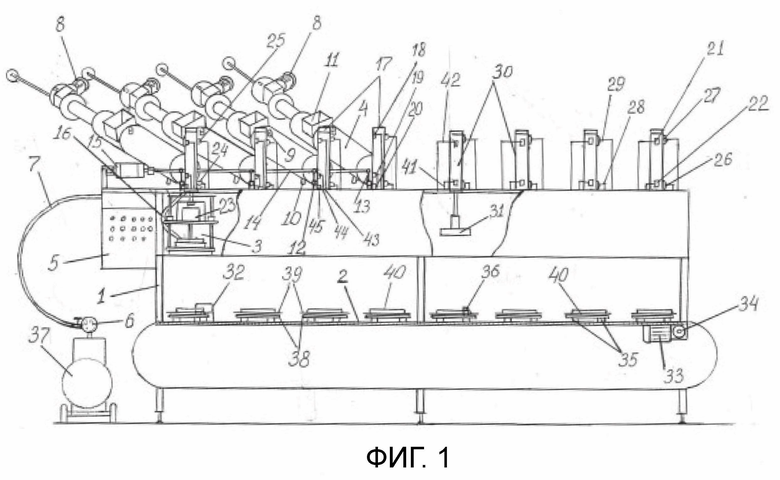
Агрегат для формирования осетинских пирогов, включающий раму, конвейер, узлы разравнивания начинок, дозаторы начинки, пульт управления агрегатом посредством пневмосистемы и электроприводов, отличающийся тем, что рама установлена над конвейером и на ней закреплены узлы разравнивания начинок, над которыми горизонтально установлены дозаторы для начинок, выполненные в виде шприцов, установленных с наклоном к выгрузке начинок, при этом внутри шприцов размещены поршни из пластика, соединённые посредством скользящих муфт с приводами, снабженными энкодерами, электрически связанными с пультом управления, кроме того, дозаторы начинок в виде шприцов снабжены клапанами для выпуска воздуха и жидкости и камерами для загрузки, а со стороны выгрузки начинки – шаровыми кранами, рычаги поворота которых посредством общей тяги соединены с штоком пневмоцилиндра для открытия и закрытия кранов, при этом выходы шаровых кранов соединены посредством гибких шлангов с узлами разравнивания начинок, прикрепленными к штокам пневмоцилиндров для опускания и подъема узла разравнивания начинок, причем пневмоцилиндры закреплены на раме, кроме того узлы разравнивания начинок включают обечайки, установленные на вертикальных стойках, на которые одеты втулки и пружины, упирающиеся в подвижные платформы, на платформах смонтированы приводы S-образных скребков и круглые пластины из пластика, причем пластины имеют в центре патрубок, соединенный с гибкими шлангами и закреплены посредством шпилек соосно обечайкам на подвижных платформах с возможностью совместного перемещения с ними по вертикали, при этом S-образные скребки размещены под круглыми пластинами и соединены посредством шпилек и втулок с приводами, электрически связанными с пультом управления, кроме того, на раме смонтированы пневмоцилиндры опускания и подъема пуансонов с дросселирующими отверстиями, предназначенные для склеивания, обрезания и окончательного формирования пирогов, на раме конвейера закреплен индуктивный, а на оси привода конвейера - инкрементальный энкодер, электрически связанные с пультом управления, причем на планках конвейера, на расстоянии, соответствующем одному шагу конвейера, закреплены флажки.
| Автоматизированная линия для производства осетинских пирогов | 2017 |
|
RU2671535C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 2011 |
|
RU2450520C1 |
| Протез митрального клапана с односторонней фиксацией | 1958 |
|
SU122249A1 |
| Ловушка для пчелиной матки | 1929 |
|
SU11958A1 |

