Изобретение относится к хлебопекарной промышленности, а именно к технологическому оборудованию, используемому для автоматизированного поточного изготовления осетинских пирогов и пиццы с различным ассортиментом начинок. Отличительные признаки заявляемого изобретения могут быть реализованы в высокопроизводительном оборудовании кулинарных производств, предприятий общественного питания (в агрегатах столовых, ресторанов, кафе), а также на базе фермерских хозяйств.
Заявляемое изобретение также может обеспечить высокопроизводительное изготовление составного полуфабриката продукта питания, допускающего глубокую заморозку.
Известна «Линия для производства пшеничного формового хлеба», патент РФ №2013959, А21В 7/00, А21С 9/08, опубл. 15.06.1994, содержащая тестоделитель, тестоокруглитель, укладчик тестовых заготовок в формы, набранные в кассеты, расстойный шкаф, механизм посадки форм на под печи, тоннельную печь, установленный на ее выходе механизм съема и выгрузки форм, транспортер возврата пустых форм и механизм их смазки. На входе в расстойный шкаф расположен транспортер-накопитель форм с механизмом их сталкивания. Два поворотных стола с направляющими служат для разворота кассет и их ориентированной подачи на транспортер-накопитель. Поворотные столы, транспортер-накопитель и транспортер возврата форм расположены в одной горизонтальной плоскости.
Укладчик тестовых заготовок содержит смонтированные стационарно в одной плоскости поворотные лотки и механизм их возврата. Механизм съема и выгрузки форм представляет собой смонтированный на каретке поворотный вал с П-образными съемными планками, оснащенный индивидуальным малогабаритным приводом.
Недостатками известной линии является узкий ассортимент получаемых хлебобулочных изделий и низкое количество изготовления пирогов с начинкой, и высокая себестоимость в связи низкой производительностью.
Известна также «Линия для изготовления изделий из теста», (патент РФ №2450520, А21С 9/06, опубликовано: 20.05.2012 г.), содержащая установленные на раме бункеры для компонентов, механизмы подачи компонентов, роторный штамп для формования изделий с полым валом, который одной стороной полости через трубопровод соединен с компрессором, а другой - посредством радиальных каналов в роторном штампе с ячейками штампа, привод вала, отличающаяся тем, что она дополнительно содержит установленный за роторным штампом механизм разделения штампуемых изделий, выполненный в виде гибкого стержня, консольно закрепленного на раме с возможностью изменения его упругости, при этом консоль гибкого стержня направлена в сторону роторного штампа с возможностью взаимодействия с ним.
Недостатками известной линии являются избыточная перенасыщенность кинематической схемы, низкая надежность и качество выпускаемой продукции, сложность и трудоемкость изготовления и обслуживания, узкоспециализированный ассортимент изготавливаемой продукции.
Учитывая популярность осетинских пирогов назрела необходимость создать автоматизированное оборудование для их массового производства на предприятиях общественного питания.
Известно «Устройство для изготовления изделий из теста с начинкой», патент РФ №2117432, А21С 9/06, опубликовано: 20.08.1998, принятое в качестве прототипа для автоматизированной линии для производства осетинских пирогов, содержащее корпус с кинематически связанными между собой бункерами, камерами, нагревателями и механизмами, обеспечивающими движение и обработку теста и начинки, причем механизм подачи теста выполнен в виде роторного насоса, механизм подачи начинки - ротора с дозаторами, а механизм формования изделия - малого ребристого и большого гладкого валков.
Известное устройство работает по чрезмерно сложной схеме, характеризуется громоздкостью и трудоемкостью в изготовлении и обслуживании, пригодно только для производства мелкоштучных изделий типа пельменей и чебуреков и непригодно для формирования крупных изделий в виде пирогов с различного рода начинками.
Технической задачей изобретения является создание автоматизированной линии для массового производства осетинских пирогов, направленной на снижение трудоемкости ручного труда, снижение себестоимости пирогов, повышение производительности производства, улучшения качества и внешнего вида продукции, снижение ее себестоимости.
Техническая сущность изобретения выражается в том что: автоматизированная линия для производства осетинских пирогов, состоящая из связанных между собой баков для начинки, механизмов обеспечивающих движение и обработку теста и начинки, состоит из технологически увязанных, последовательно расположенных агрегатов, пульта управления с заданной программой работ связанной электрически и посредством исполнительных механизмов с пневматикой и электроприводами с агрегатами: дозирования начинки, разравнивания начинки, формирования верхней части (лепешки) пирога и окончательного формирования пирога, связанных между собой цепочно-планчатым транспортером со сковородками.
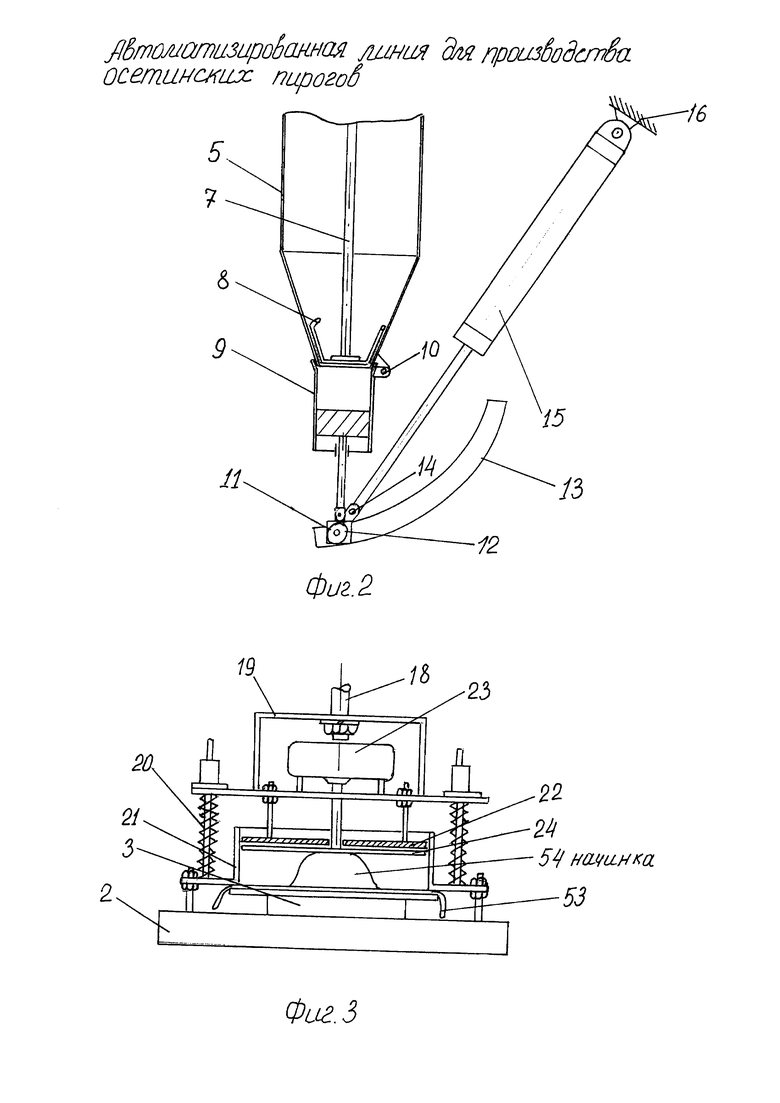
Агрегат дозирования начинки автоматизированной линии для производства осетинских пирогов выполнен из баков для начинок 5, снабженных электроприводами 6, соединенными посредством валов 7, со скребками двухлопастными 8, в виде серпа, изогнутыми зеркально по профилю конуса, и расположенными в основаниях баков для начинок, над дозаторами объемными 9, которые закреплены шарнирами 10 (фиг. 2), к бакам для начинок 5, с возможностью поворота общей штангой 11, на концах которой смонтированы ролики 12, установленные подвижно в направляющих желобах 13, при этом общая штанга 11 присоединена шарнирами 14 (фиг. 2) к штокам пневмоцилиндров 15, закрепленным вторыми концами на раме 16.
Агрегат разравнивания начинки автоматизированной линии для производства осетинских пирогов состоит из рамы 17, на которой располагаются пневмоцилиндры 18, штоки которых соединены с центрами корпусов 19 (фиг. 1, 3) узлов разравнивания начинки, с прикрепленными к ним пружинами на осях 20, обечайками 21, пластинами 22 и электроприводами 23, валы которых соединены с серпообразными ножами 24, прилегающими в свою очередь снизу к пластинам 22.
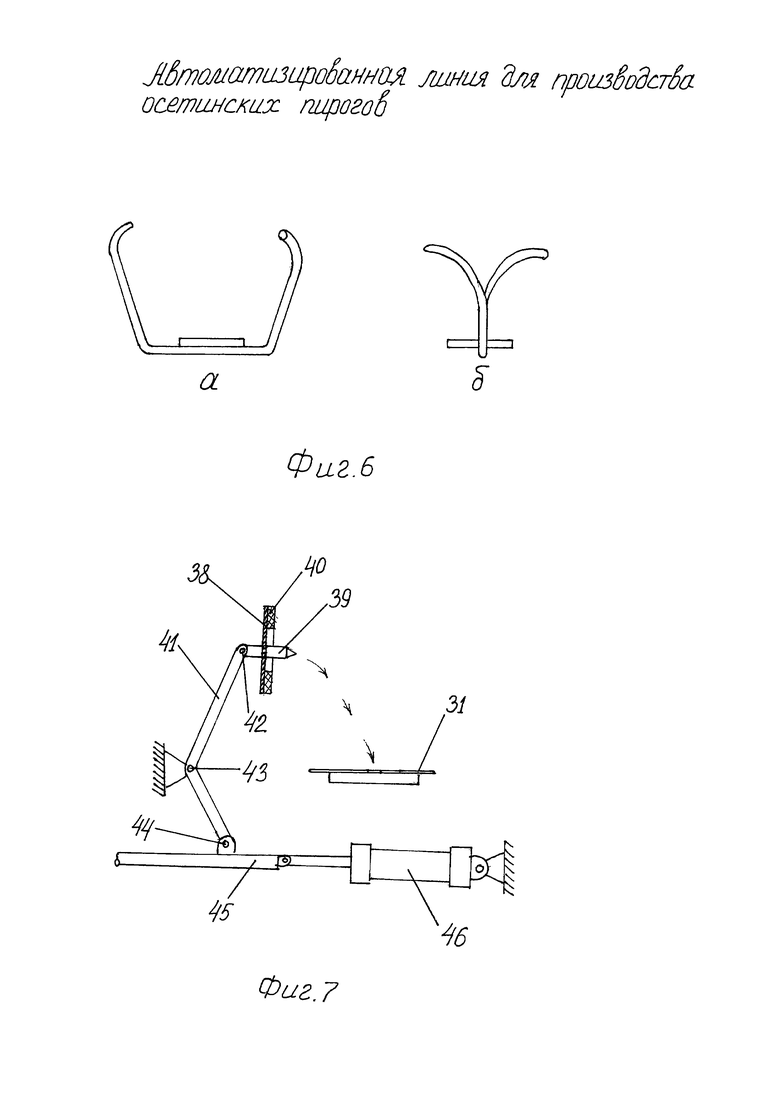
Агрегат формирования верхней части (лепешки) пирога автоматизированной линии для производства осетинских пирогов, состоит из рамы 25, сит 26 для муки, с кронштейнами 27 на шарнирах (фиг. 5), закрепленных на поперечине 28, соединенной со штоками пневмоцилиндров 29, закрепленных неподвижно на раме 25, на которой одновременно закреплены встряхиватели 30 сит 26 для муки, при этом под ситами для муки соосно расположены матрицы 31 с отверстиями в центре, прикрепленные к кронштейнам 32, концы которых жестко крепятся к валу 33, в подшипниковых узлах 34, который посредством шестерни 35 и рейки 36, соединен со штоком пневмоцилиндра 37, а между матрицами 31 смонтированы прижимы 38, с пуансонами 39 (фиг. 7) и кольцами из вспененного полиэтилена 40 (фиг. 7), соединенные посредством кронштейнов 41, шарниров 42, 43, 44, и тяги 45 к штоку пневмоцилиндра 46.
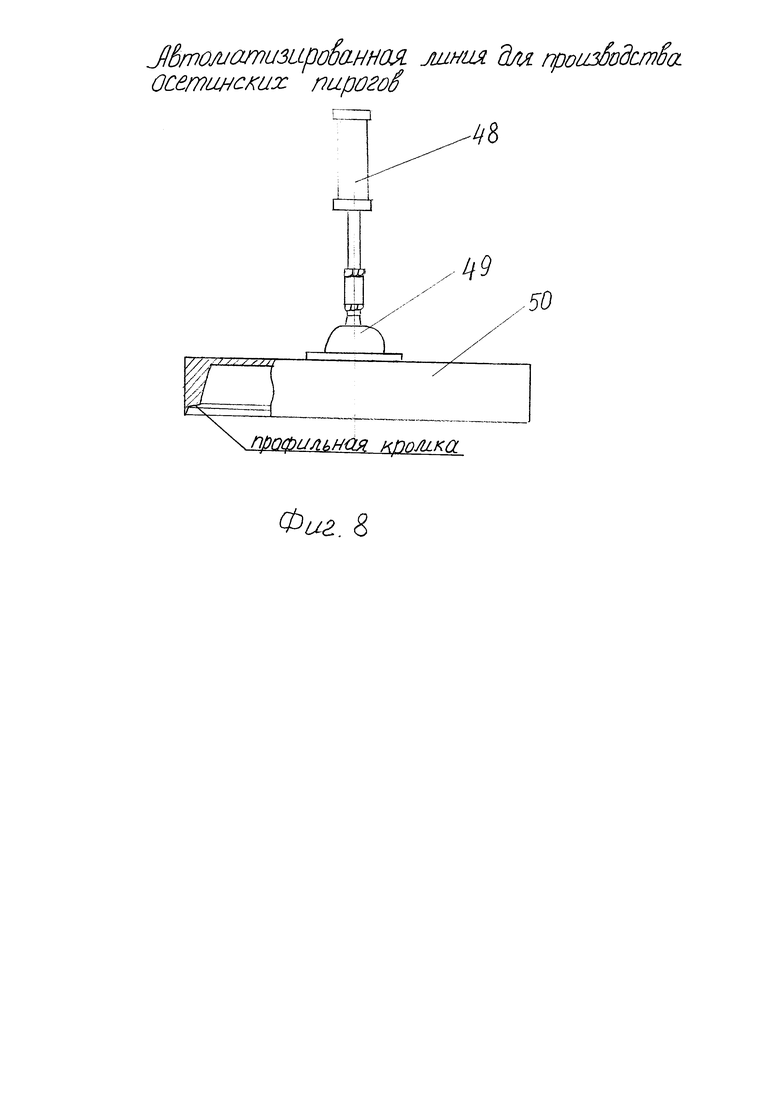
Агрегат для окончательного формирования пирогов автоматизированной линии для производства осетинских пирогов состоит из рамы 47, на которой закреплены пневмоцилиндры 48, штоки которых связанны с узлами самоустанавливания 49, к которым крепятся пуансоны 50 с профильными кромками (фиг. 8) и все они смонтированы соосно со сковородками 3 на цепочно-планчатом транспортере.
Техническая сущность автоматизированной линии для производства осетинских пирогов поясняется чертежами на следующих приведенных схемах:
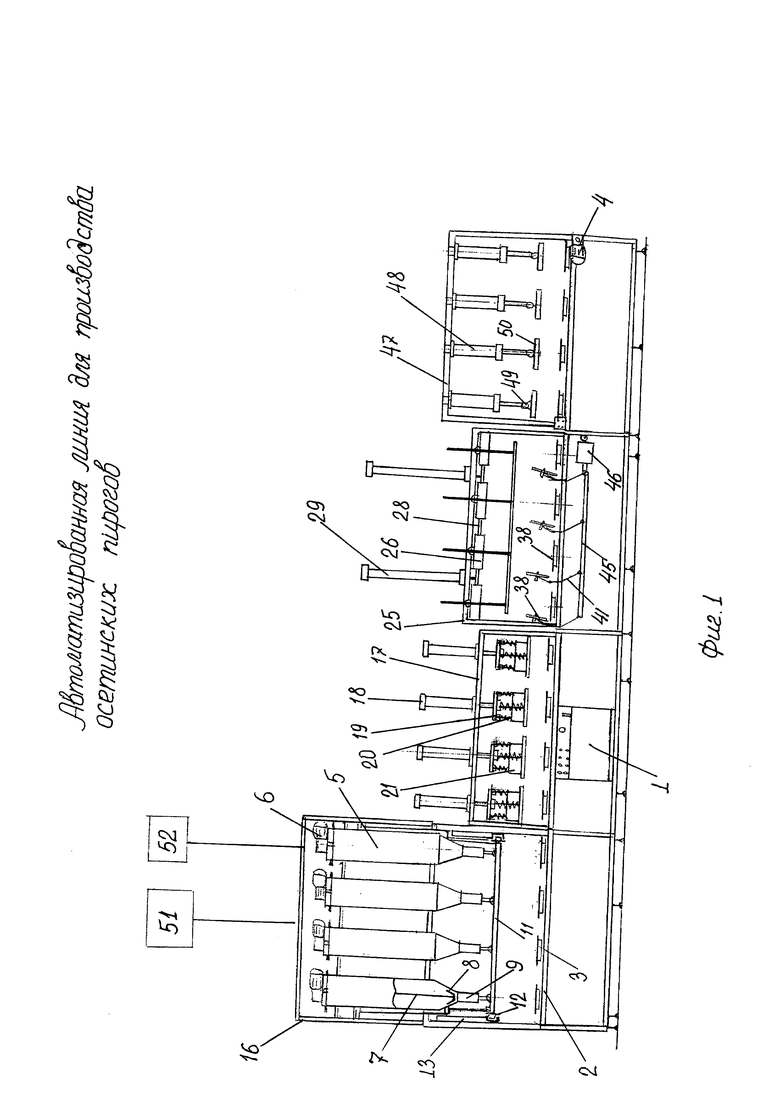
Фиг. 1 – схема автоматизированной линии приготовления пирогов (общий вид).
Фиг. 2 – схема узла дозирования начинки.
Фиг. 3 – схема узла разравнивания начинки.
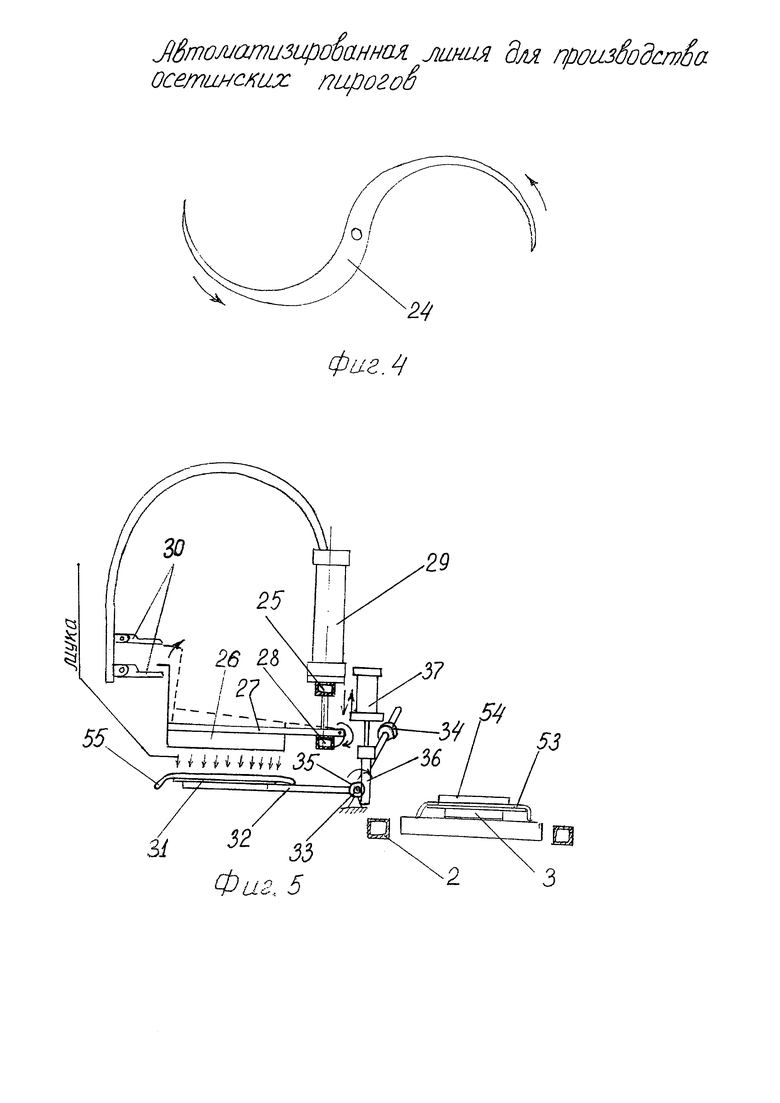
Фиг. 4 – схема ножа серпообразного.
Фиг. 5 – схема встряхивающего узла сита.
Фиг. 6 – схема двухлопастного скребка: вид - а, вид - б.
Фиг. 7 – схема узла прижима с матрицей.
Фиг. 8 – схема узла самоустанавливания пуансонов агрегата для окончательного формирования пирогов.
На вышеперечисленных фигурах (1-8) показаны:
1. Пульт управления;
2. Цепочно-планчатый транспортер;
3. Сковородка;
4. Привод цепочно-планчатого транспортера;
5. Бак;
6. Электропривод скребка двухлопастного;
7. Вал скребка двухлопастного;
8. Скребок двухлопастной;
9. Дозатор объемный;
10. Шарнир дозатора объемного (фиг. 2);
11. Штанга привода;
12. Ролики (фиг. 2);
13. Направляющий желоб (фиг. 2);
14. Шарнир штока пневмоцилиндра;
15. Пневмоцилиндр привода дозатора объемного;
16. Рама агрегата дозирования начинки;
17. Рама агрегата разравнивания начинки;
18. Пневмоцилиндр агрегата разравнивания начинки;
19. Корпус узла разравнивания начинки;
20. Пружина на оси;
21. Обечайка;
22. Пластина (фиг. 3);
23. Электропривод узла разравнивания начинки (фиг. 3);
24. Нож серпообразный (фиг. 4);
25. Рама агрегата формирования отверстия для выхода пара на верхних частях (лепешках) пирога и опрокидывания их на нижние части (лепешки) (фиг. 5);
26. Сито для муки (фиг. 5);
27. Кронштейн с шарниром (фиг. 5);
28. Поперечина (фиг. 5);
29. Пневмоцилиндр подъема и опускания сит (фиг. 5);
30. Встряхиватель сит (фиг. 5);
31. Матрица (фиг. 5);
32. Кронштейн опрокидывания матрицы (фиг. 5);
33. Вал опрокидывания матрицы (фиг. 5);
34. Подшипниковый узел вала опрокидывания матрицы (фиг. 5);
35. Шестерня для опрокидывания матрицы (фиг. 5);
36. Рейка для опрокидывания матрицы (фиг. 5);
37. Пневмоцилиндр привода опрокидывания матрицы (фиг. 5);
38. Прижим (фиг. 7);
39. Пуансон (фиг. 7);
40. Кольцо из вспененного полиэтилена (фиг. 7);
41. Кронштейн прижима верхней лепешки (фиг. 7);
42; 43; 44. Шарниры кронштейна прижима верхней лепешки (фиг .7);
45. Тяга кронштейнового прижима верхней лепешки (фиг. 7);
46. Пневмоцилиндр привода кронштейнов 41 (фиг. 7);
47. Рама агрегата окончательного формирования пирога;
48. Пневмоцилиндр агрегата окончательного формирования пирога;
49. Узел самоустанавливания пуансонов;
50. Пуансон с профильными кромками;
51. Компрессор;
52. Электрический шкаф;
53. Нижняя лепешка (фиг. 3 и 5);
54. Начинка на лепешке (фиг. 3);
55. Верхняя лепешка (фиг. 5).
Автоматизированная линия для производства осетинских пирогов, общий вид которой схематично изображен на фиг. 1, состоит из нескольких последовательно расположенных агрегатов, которые управляются с пульта управления 1, закрепленного на цепочно-планчатом транспортере 2, на который уложены сковородки 3, а в конце смонтирован привод 4.
При этом агрегат дозирования начинки смонтирован в начале и состоит из баков 5 для различных начинок, с скребком двухлопастным 8 изогнутым зеркально по профилю конуса и выполненным в виде серпа. Скребок двухлопастной 8 соединен с электроприводом 6 скребка двухлопастного. Бак 5, снизу соединен шарниром 10 (фиг. 2) с дозатором объемным 9, который в свою очередь соединен с штангой 11 привода, которая установлена в направляющих желобах 13. Штанга 11 посредством шарнира 14 соединена с штоком пневмоцилиндра 15 привода дозатора объемного, подвижно закрепленного на раме 16 агрегата дозирования начинки.
Далее следует агрегат разравнивания начинки состоящий из рамы 17 (фиг. 1), на которой располагаются пневмоцилиндры 18 агрегата разравнивания начинки (фиг. 1, 3), штоки которых соединены с центрами корпусов 19 узлов разравнивания начинки, с прикрепленными к ним пружинами на осях 20, обечайками 21, пластинами 22 и электроприводами 23, валы которых соединены с серпообразными ножами 24, прилегающими в свою очередь снизу к пластинам 22 закрепленных к корпусам 19 узлов разравнивания начинок.
Далее следует агрегат формирования верхней части (лепешки) пирога, состоит из рамы 25, сит 26 для муки, с кронштейнами на шарнирах 27, закрепленных с возможностью поворота на поперечине 28, соединенной с штоками пневмоцилиндров 29, закрепленных неподвижнона раме 25, на которой одновременно закреплены встряхиватели 30 сит 26 для муки, при этом под ситами для муки соосно расположены матрицы 31 (с отверстиями по центру), закрепленные к кронштейнам 32 опрокидывания матрицы 31, концы которых жестко крепятся к валу 33, установленному в подшипниковых узлах 34, которые посредством шестерни 35 и рейки 36, соединены с штоком пневмоцилиндра 37, а между матрицами смонтированы прижимы 38 (фиг. 7), с пуансонами 39 и кольцами из вспененного полиэтилена 40, соединенными посредством кронштейнов 41 с шарнирами 42, 43, 44, и тяги 45 к штоку пневмоцилиндра 46.
Далее на цепочно-планчатом транспортере монтируется агрегат для окончательного формирования пирогов, который состоит из рамы 47, на которой закреплены пневмоцилиндры 48, штоки которых связаны с узлами 49 самоустанавливания пуансонов, к которым крепятся пуансоны 50 с профильными кромками, и все они смонтированы соосно со сковородками 3 на цепочно-планчатом транспортере.
Работает автоматизированная линия производства пирогов согласно заданной программе в компьютере пульта управления 1. При нажатии кнопки «пуск» приводится в движение цепочно-планчатый транспортер 2 (фиг. 1) в режиме повторно-кратковременных остановок. После его остановки, оператор фиксирует сковородки 3, с верхними лепешками теста на планки цепочно-планчатого транспортера 2. Через определенное время согласно программе, на баках 5, срабатывают электроприводы 6, валы 7, скребки двухлопастные 8 и дозаторы объемные 9 наполняются начинкой, после чего электроприводы 6 отключаются.
Далее срабатывают пневмоцилиндры 15, которые втягивают штангу привода 11, а она, двигаясь по траектории направляющих желобов 13, опрокидывает дозаторы объемные 9, и начинки сбрасываются в центры нижних лепешек на сковородках 3. Далее пневмоцилиндры 15, возвращают штангу привода 11 в исходное положение. Далее, согласно программе, цепочно-планчатный транспортер 2, снова делает шаг и все сковородки 3, с нижними лепешками и начинкой останавливаются под центрами корпусов 19 узлов распределения начинок.
Далее согласно программе, посредством пневмоцилиндров 18, опускаются узлы 19 распределения начинок, до упора в планки цепочно-планчатого транспортера и одновременно включаются электроприводы 23, ножей серпообразных 24 (фиг. 2), разравнивая начинки, в результате чего начинки равномерно распределяются на лепешках в пределах диаметра обечаек 21. При этом механизм опускания пластины с серпообразным ножом имеет возможность регулирования зазора между лепешкой и серпообразным ножом, что дает возможность регулировать толщину начинки.
Через определенное время программа дает команду на подъем пневмоцилиндров 18, и отключение электроприводов 23, ножей серпообразных 24.
Далее согласно программе, цепочно-планчатый транспортер 2, делает опять шаг и все сковородки 3 с нижними лепешками и распределенными на них начинками оказываются в строго совмещенных осях с матрицами 31.
В это время, согласно программе, срабатывают пневмоцилиндры 29, и сита 26 с мукой и на кронштейнах с шарниром 27 начинают опускаться совместно с поперечиной 28 (фиг. 5 показано стрелками) вниз к матрицам 31. Соприкоснувшись с встряхивателем, сита 30 с кронштейнами 27 с шарнирами (фиг. 5), поворачиваются вокруг шарнира (показано стрелками закругленными на фиг. 5) выходят из зацепления с встряхивателем 30, падают вниз и ударяются о поперечину 28, и мука посыпается на матрицы 31 два раза, после чего сита 26 возвращаются в исходное положение.
Далее оператор укладывает верхние лепешки из теста на матрицы 31, после чего срабатывают повторно пневмоцилиндры 29, штоки которых опускаются вниз и в такой же последовательности как ранее, соприкоснувшись со встряхивателем 30, посыпают верхние лепешки на матрицах 31 мукой и возвращаются в исходное положение. Далее, согласно программе включается пневмоцилиндр 46, который посредством кронштейнов 41, прижимов 38 с пуансонами, прижимают верхние лепешки к матрицам, одновременно прокалывают в центре лепешек отверстие и возвращаются в исходное положение.
Далее, согласно заданной программе, матрицы 31, с верхними лепешками опрокидываются пневмоцилиндром 37, на 180 градусов и верхние лепешки с отверстием, совмещаются с нижними лепешками с начинкой, на сковородках 3 (фиг. 3), на цепочно-планчатом транспортере и матрицы 31 возвращаются в исходное положение.
Далее, согласно программе, цепочно-планчатый транспортер 2, перемещается на один шаг и сковородки 3, с совмещенными верхними и нижними лепешками и начинкой между ними, останавливаются строго под пуансонами 50, с профильными кромками склеивания и обрезки пирогов. Согласно программе срабатывают пневмоцилиндры 48 с узлами 49 самоустанавливания пуансонов опускаются вниз до упора в сковородки 3 посредством пуансонов 50 с профильными кромками и склеивают верхние и нижние лепешки между собой, обрезают излишки лепешек и, выдержав паузу, возвращаются в исходное положение. При этом в период паузы, оператор, легким движением руки снимает обрезки лепешек и бросает их в накопитель (на схеме не показан).
После подъема пневмоцилиндров 48, в исходное положение, оператор берет сформированные пироги со сковородками 3, и ставит их в расстойные шкафы для расстойки и далее для выпечки.
Далее циклы повторяются в такой же последовательности.
Предложенное техническое решение по агрегату дозирования начинки, с скребком двухлопастным, изогнутым зеркально по профилю конуса в виде серпа, закрепленного в основании конуса бака на вертикальной оси, соединенного с приводом, позволяет дозировать различные виды начинки и в отличие от известных технических решений не разрушает структуру начинки и ее качество.
Техническое решение по узлу распределения начинки на нижней лепешке, расположенной на сковородке, позволяет за счет обечайки и серпообразных ножей распределять начинку на лепешке в виде четкого круга заданного диаметра и ровной поверхностью по горизонтали, что позволит в свою очередь выпускать стандартные пироги с аккуратным внешним видом.
Техническое решение с использованием встряхивателей сит, матриц, прижимов с вспененным полиэтиленом, пуансонами, сит с мукой, позволит увеличить производительность и технологичность оборудования, улучшить внешний вид и качество готового продукта.
Техническое решение «узел самоустанавливания пуансона и пуансон с профильными кромками» позволяет повысить производительность технологической линии и улучает внешний вид пирогов.
Все новшества в совокупности, позволят увеличить производительность оборудования по производству осетинских пирогов в 4-5 раз, снизить затраты ручного труда на 50-60%, снизить себестоимость продукции на 10-12%, улучшить внешний вид и качество пирогов, а также повысят экспортный потенциал оборудования и продукции.
Количество одновременно формируемых пирогов на автоматизированной линии производства осетинских может быть увеличено.
Предлагаемая автоматизированная линия производства осетинских пирогов может быть произведена на типовом оборудовании обычного инструментального цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат формирования осетинских пирогов | 2022 |
|
RU2796826C1 |
| Способ приготовления осетинского пирога с начинкой из спаржи | 2024 |
|
RU2836878C1 |
| УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ УДОБРЕНИЙ В ПОЧВУ | 1992 |
|
RU2028743C1 |
| Зерноуборочный комбайн | 1981 |
|
SU1045846A1 |
| Установка для разматывания рулонов | 1988 |
|
SU1561897A1 |
| РАЗДАТЧИК-ИЗМЕЛЬЧИТЕЛЬ ГРУБЫХ КОРМОВ РУЛОННОЙ ЗАГОТОВКИ | 2008 |
|
RU2379885C2 |
| Устройство для сухой очистки корнеклубнеплодов от почвенных примесей | 2024 |
|
RU2821084C1 |
| Линия для производства корма животным и птице | 1984 |
|
SU1165355A1 |
| Агрегат для приготовления силоса в траншеях | 1983 |
|
SU1080786A2 |
| Установка е.я.федорова для производства многослойных кондитерских изделий в фольговой оболочке | 1975 |
|
SU591174A1 |
Автоматизированная линия включает баки для начинки и технологически связанные между собой цепочно-планчатым транспортером со сковородками последовательно расположенные агрегаты дозирования начинки, разравнивания начинки, формирования верхней части пирога и окончательного формирования пирога. Линия включает пульт управления с заданной программой работ, связанный электрически и посредством исполнительных механизмов с пневматикой и электроприводами. Линия обеспечивает массовое производство осетинских пирогов. 4 з.п. ф-лы, 8 ил.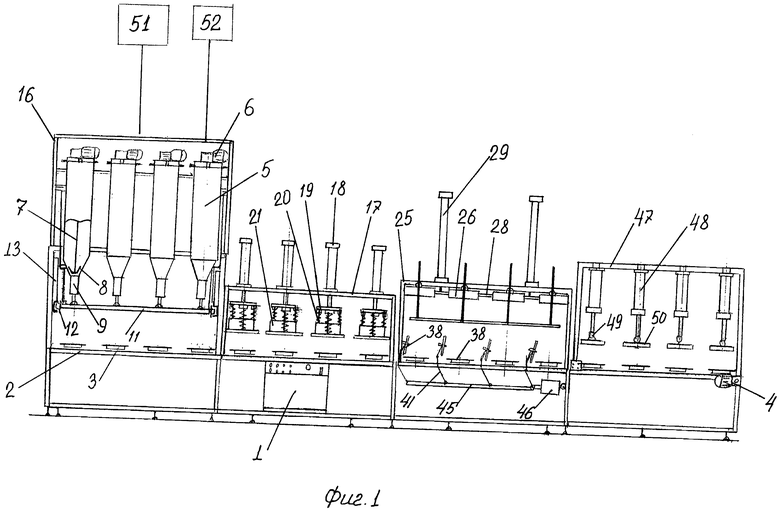
1. Автоматизированная линия для производства осетинских пирогов, состоящая из связанных между собой баков для начинки, механизмов, обеспечивающих движение и обработку теста и начинки, отличающаяся тем, что состоит из технологически увязанных, последовательно расположенных агрегатов, пульта управления с заданной программой работ, связанной электрически и посредством исполнительных механизмов с пневматикой и электроприводами, с агрегатами: дозирования начинки, разравнивания начинки, формирования верхней части (лепешки) пирога и окончательного формирования пирога, связанных между собой цепочно-планчатым транспортером с сковородками.
2. Автоматизированная линия для производства осетинских пирогов по п. 1, отличающаяся тем, что агрегат дозирования начинки выполнен из баков для начинок, снабженных электроприводами, соединенными посредством валов, со скребками двухлопастными, в виде серпа, изогнутыми зеркально по профилю конуса и расположенными в основаниях баков для начинок, над дозаторами объемными, которые закреплены шарнирами, к бакам для начинок, с возможностью поворота общей штангой, на концах которой смонтированы ролики, установленные подвижно в направляющих желобах, при этом общая штанга присоединена шарнирами к штокам пневмоцилиндров, закрепленных вторыми концами на раме.
3. Автоматизированная линия для производства осетинских пирогов по п. 1, отличающаяся тем, что агрегат разравнивания начинки состоит из рамы, на которой располагаются пневмоцилиндры, штоки которых соединены с центрами корпусов узлов разравнивания начинки, с прикрепленными к ним пружинами на осях, обечайками, пластинами и электроприводами, валы которых соединены с серпообразными ножами, прилегающими в свою очередь снизу к пластинам.
4. Автоматизированная линия для производства осетинских пирогов по п. 1, отличающаяся тем, что агрегат формирования верхней части (лепешки) пирога состоит из рамы, сит для муки, с кронштейнами на шарнирах, закрепленных на поперечине, соединенной со штоками пневмоцилиндров, закрепленных неподвижно на раме, на которой одновременно закреплены встряхиватели сит для муки, при этом под ситами для муки соосно расположены матрицы с отверстиями в центре, прикрепленные к кронштейнам, концы которых жестко крепятся к валу, в подшипниковых узлах, который посредством шестерни и рейки соединен со штоком пневмоцилиндра, а между матрицами смонтированы прижимы, с пуансонами и кольцами из вспененного полиэтилена, присоединенные посредством кронштейнов, шарниров и тяги к штоку пневмоцилиндра.
5. Автоматизированная линия для производства осетинских пирогов по п. 1, отличающаяся тем, что агрегат для окончательного формирования пирогов состоит из рамы, на которой закреплены пневмоцилиндры, штоки которых связаны с узлами самоустанавливания, к которым крепятся пуансоны с профильными кромками, и все они смонтированы соосно со сковородками на цепочно-планчатом транспортере.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1997 |
|
RU2117432C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 2011 |
|
RU2450520C1 |
| RU 2013959 C1, 15.06.1994. | |||

