Изобретение относится к области термической обработки металлических изделий, а именно к газовому оборудованию для нагрева рельсовой плети бесстыкового пути до температуры, необходимой для разрядки температурных напряжений.
Из уровня техники известны следующие решения.
Известно устройство для термообработки рельсового стыка, содержащее расположенные с противоположных сторон от свариваемого рельса горелки, сопловые отверстия которых направлены на подошву обрабатываемого рельсового профиля, при этом устройство содержит раму, образованную элементом крепления на головке рельса, балкой с элементами регулировки положения горелок и закрепленным между ними кожухом, предохраняющим головку рельса от теплопередачи, а горелки соединены через отводные трубки с газовыми смесителями регулировки и подачи газа (RU 2411295 С2, дата публикации 10.02.2011).
Недостаток известного решения состоит в том, что термообработку рельсовой плети производят только на ограниченных участках - в области сварных соединений. При нагреве каждой области сварного соединения до температуры начала фазовых превращений, по обе стороны от нагреваемого участка образуются зоны термического влияния, имеющие пониженную твердость, в том числе твердость поверхности катания головки рельса. Это приводит к неравномерному износу рельсовых плетей и выходу их из строя вследствие износа и образования дефектов в местах пониженной твердости по обе стороны от каждой области сварного соединения.
Наиболее близким аналогом патентуемого изобретения является устройство для термообработки рельсового стыка (ЕА 000181 В1, дата публикации 24.12.1998), включающее систему горелок, соединенных с распределительной трубой посредством отводных трубок, на конце которой предусмотрен элемент для подключения газа, а само устройство выполнено таким образом, что его можно устанавливать на обрабатываемый рельсовый профиль, при этом направление истечения горючей смеси из горелок одной пары направлено на боковые стороны обрабатываемого рельса.
Недостатком известного решения является то, что теплопередача к подошве рельсов осуществляется в зоне термического влияния промежуточной заливки, в результате чего зона повышенной пластичности является ограниченной. Устройство по известному решению не обладает возможностью изменения направления истечения газовой горючей смеси из каждой из горелок, что делает невозможным применение одного устройства на разных типах рельсов.
Техническая проблема, решаемая заявленным устройством, заключается в обеспечении равномерного нагрева поверхности рельса по обе стороны зоны сварного соединения.
Поставленная задача решается установкой дефлекторов над поверхностью рельса и над выходными соплами горелок, а также возможностью регулировать подачу воздуха из горелок и направление истечения газовоздушной смеси за счет возможности регулирования угла наклона горелок и расстояния между выходными соплами горелок
Технический результат заключается в равномерной тепловой обработке рельсов для обеспечения одинаковых свойств материала как в области сварного соединения, так и по обе стороны от него на заданном расстоянии, регулируемом посредством изменения расстояния между выходными соплами горелок и угла наклона, что также позволяет работать с рельсами и рельсовыми скреплениями различных типов.
Заявленный технический результат достигается за счет конструкции устройства для нагрева рельсовой плети бесстыкового пути, содержащего раму, систему горелок, соединенную с распределительным трубопроводом посредством отводных трубок, на конце которого предусмотрен источник газа. Устройство снабжено подвесом, на котором смонтирована система горелок, при этом подвес зафиксирован на раме посредством пальцев, вставленных в отверстия, выполненные в раме и кронштейнах подвеса, система горелок содержит две пары выходных сопел, имеющих регулирующие заслонки, при этом горелки соединены с подвесом через пазы, выполненные во фланцах, и выполнены с возможностью регулирования расстояния до шейки рельса и угла наклона относительно подошвы рельса, отводные трубки, соединяющие систему горелок с распределительным трубопроводом, выполнены гибкими, а источник газа размещен в ложе, смонтированном на раме, при этом подвес содержит два дефлектора, каждый из которых размещен над одной из пар выходных сопел и представляет собой полу цилиндрическую поверхность, выполненную с возможностью накрывания головки рельса и выходных сопел горелки с одного ее торца, при этом торец со стороны, противоположной указанному торцу, выполнен с вырезом под головку рельса, а устройство выполнено с возможностью установки на рельс рельсовой плети бесстыкового пути с обеспечением направления истечения горючей смеси из одной пары выходных сопел на боковые стороны рельса.
В частном случае осуществления рама содержит ролики для размещения устройства на рельсе.
В частном случае к раме прикреплена одним концом выносная опора с роликом на другом конце для размещения его на соседнем рельсе.
В частном случае осуществления гибкие отводные трубки подсоединены к распределительному трубопроводу посредством тройника и крестовины.
Нагревательные элементы представляют собой горелки инжекционные и оснащены регулятором подачи воздуха в виде регулирующих заслонок, что дает возможность регулировать газовоздушную смесь в зависимости от условий эксплуатации, также горелки обладают возможностью регулировки расстояния до шейки рельса и угла наклона, относительно подошвы рельса за счет перемещения вдоль удлиненных пазов, выполненных на крепежных фланцах кронштейнов горелок, а также за счет возможности регулировки высоты установки подвеса за счет перестановки пальцев в отверстиях кронштейнов и подвеса. Для усиления тяги на выходе из сопел и регуляции длины пламени над выходными соплами горелок и равномерного распределения тепла в области сварного соединения и по обе стороны от него на балке также смонтированы два дефлектора, по одному на каждую пару горелок.
Далее решение поясняется ссылками на фигуры, на которых приведено следующее.
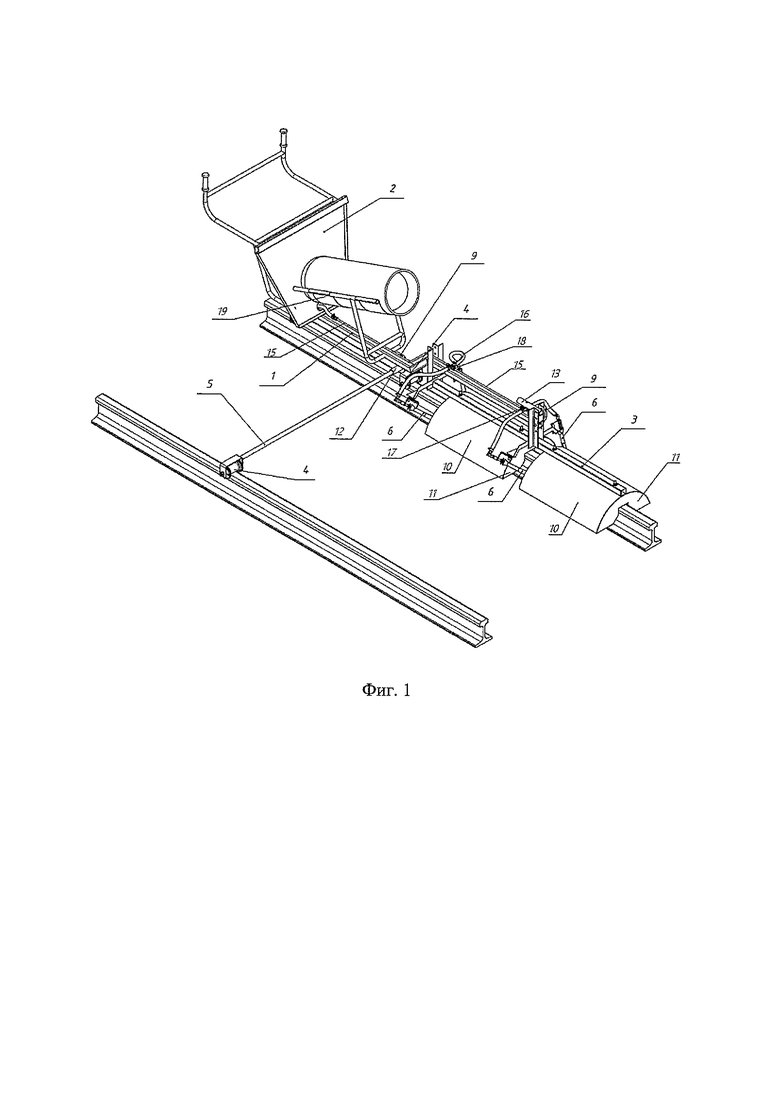
Фиг. 1 - устройство для нагрева рельсовой плети бесстыкового пути в общем виде.
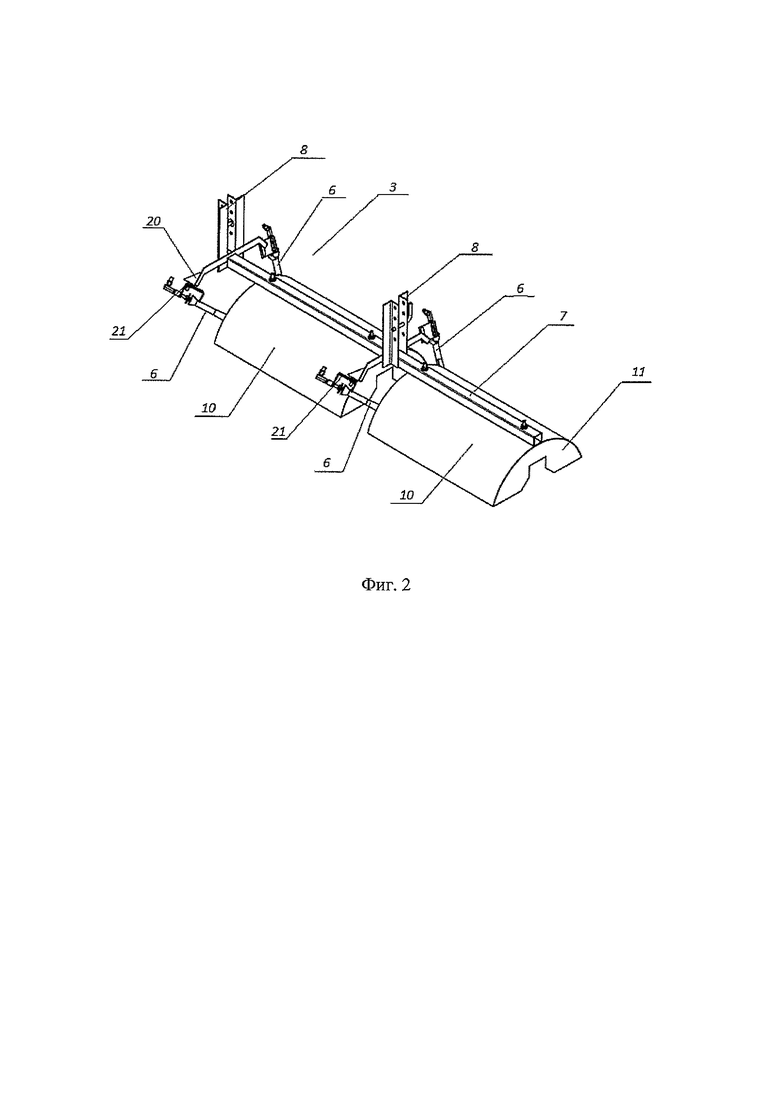
Фиг. 2 - подвес системы горелок в общем виде.
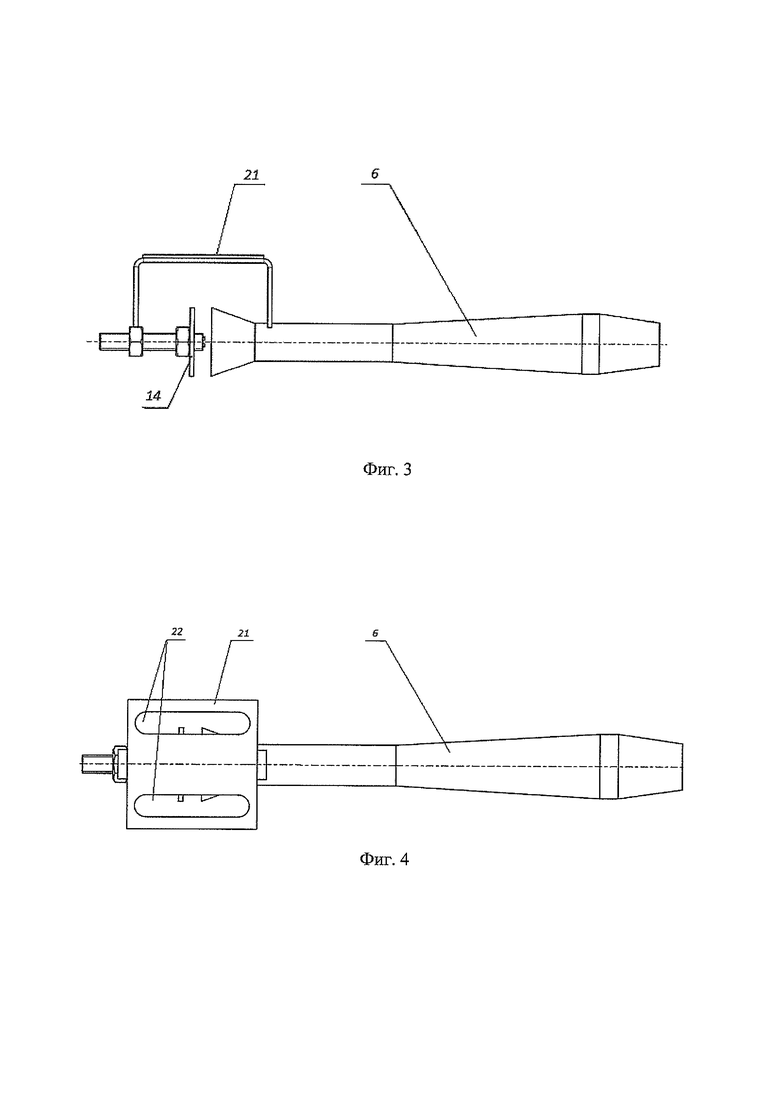
Фиг. 3 - вид сбоку горелки с регулирующей заслонкой.
Фиг. 4 - вид сверху горелки с регулирующей заслонкой.
Устройство содержит раму 1, на которой смонтированы: опора 2 для газового баллона, подвес 3 для размещения над рельсом горелок, ролики 4 для поддержки оборудования на рельсовой колее, выносная опора 5 с роликом для перераспределения веса передвижного оборудования на соседний рельс рельсовой колеи, гибкие и жесткие трубопроводы для подключения горелок 6 к газовому баллону.
Подвес 3 содержит балку 7 и кронштейны 8 с отверстиями. Рама также содержит отверстия, которые при монтаже подвеса на раме совмещаются с отверстиями в кронштейнах 8 и фиксируются пальцами 9. Для усиления тяги на выходе из сопел и регуляции длины пламени над выходными соплами горелок на балке 7 также смонтированы два дефлектора, по одному на каждую пару горелок 6. Дефлектор 10 представляет собой полуцилиндрическую поверхность, накрывающую головку рельса и выходные сопла горелок с одного открытого торца, противоположный торец имеет стенку 11 с вырезом под головку рельса.
К раме через муфту 12 прикреплена с одной стороны выносная опора 5 в виде металлического стержня и зафиксирована пальцем 9. На другом конце опоры закреплен ролик для размещения его на соседнем рельсе рельсовой колеи. Указанная опора позволяет равномерно распределить вес устройства и предотвращает опрокидывание устройства в рабочем положении. В транспортном положении фиксация стрежня пальцем снимается, и после снятия подвеса с горелками с рамы выносная опора 5 фиксируется в муфте 13 пальцем 9.
Горелки 6 инжекционные, оснащены регулятором подачи воздуха, в виде регулирующих заслонок 14, что дает возможность регулировать газовоздушную смесь в зависимости от условий эксплуатации. Заслонки до начала эксплуатации регулируют размер сечения, через которое засасывается воздух (подсос воздуха осуществляется за счет разряжения давления в зоне заслонки, когда в нее под давление попадает пропан из баллона). Регулировка сечения осуществляется до начала работ, вручную - заслонка горелки имеет приварную гайку, которая накручивается на резьбовую шпильку, входящую в конструкцию горелки.
К источнику газа горелки подключаются через жесткие распределительные трубопроводы 15 и гибкие трубки 16, при этом гибкие трубки подключены к жесткому трубопроводу через тройник 17 и крестовину 18.
На другом конце жесткий распределительный трубопровод подключен к источнику газа, в данному случае - баллону. Баллон размещен в ложементе 19, закрепленном на опоре 2, смонтированной на раме 1. На опоре 2 также размещен корпус газового редуктора баллона.
Горелки 6 выполнены с возможностью регулировки расстояния до шейки рельса и угла наклона относительно подошвы рельса. Выходные сопла горелок направлены под углом друг к другу и к оси рельса таким образом, чтобы воздействовать на обе стороны рельса и на заданную длину рельса. Горелки закреплены на кронштейнах 20 через крепежные фланцы 21 болтовыми регулируемыми соединениями. Указанные соединения проходят через пазы 22, обеспечивающей возможность регулировки близости горелок к рельсу и угол их наклона, путем перемещения болтового соединения вдоль паза.
Устройство работает следующим образом.
До начала работ необходимо разместить устройство на пути, зафиксировать подвес пальцевыми соединениями, установить опорную штангу на соседний путь, также зафиксировав. Установить баллон с газовой смесью в ложемент, подключить трубопровод и регулирующую арматуру. После установки устройства необходимо приоткрыть вентиль баллона и редуктора, поджечь горелки (поджиг горелок осуществляется запальным устройством, как для газовой сварки). После поджига открыть полностью вентиль баллона и регулировать интенсивность подачи газа редуктором. Начать движение, толкая устройство перед собой. Скорость движения определяется местными условиями. По окончании работ закрыть подачу газа через редуктор, затем закрутить вентиль баллона. Демонтаж устройства производить после его остывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ТЕРМООБРАБОТКИ РЕЛЬСОВОГО СТЫКА | 2008 |
|
RU2411295C2 |
| СПОСОБ РАЗРЯДКИ ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ В РЕЛЬСОВОЙ ПЛЕТИ БЕССТЫКОВОГО ПУТИ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2135669C1 |
| УСТРОЙСТВО ДЛЯ УДЛИНЕНИЯ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ ПРИ РАЗРЯДКЕ ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ | 2010 |
|
RU2456398C1 |
| Устройство для нагрева рельсовых плетей бесстыкового пути | 1987 |
|
SU1528833A1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ | 2010 |
|
RU2464141C2 |
| СПОСОБ ПЕРЕКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ С ЗАМЕНОЙ РАБОЧЕГО КАНТА, В ТОМ ЧИСЛЕ В КРИВЫХ, И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2410482C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| Способ ввода рельсовой плети бесстыкового пути в режим эксплуатации и устройство для его осуществления | 1983 |
|
SU1172978A1 |
| СПОСОБ ВСТРЯХИВАНИЯ РЕЛЬСОВОЙ ПЛЕТИ | 2011 |
|
RU2455413C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ И РЕЛЬСОВЫЙ СКОЛЬЗУН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2230150C2 |
Изобретение относится к области термической обработки металлических изделий, а именно к газовому оборудованию для нагрева рельсовой плети бесстыкового пути до температуры, необходимой для разрядки температурных напряжений, в частности к устройству для нагрева рельсовой плети бесстыкового пути. Устройство содержит раму, систему горелок, соединенную с распределительным трубопроводом посредством отводных трубок, на конце которого предусмотрен источник газа, и снабжено подвесом, на котором смонтирована система горелок, при этом подвес зафиксирован на раме посредством пальцев, вставленных в отверстия, выполненные в раме и кронштейнах подвеса, система горелок содержит две пары выходных сопел, имеющих регулирующие заслонки. При этом горелки соединены с подвесом через пазы, выполненные во фланцах, и выполнены с возможностью регулирования расстояния до шейки рельса и угла наклона относительно подошвы рельса, отводные трубки, соединяющие систему горелок с распределительным трубопроводом, выполнены гибкими, а источник газа размещен в ложе, смонтированном на раме. Подвес содержит два дефлектора, каждый из которых размещен над одной из пар выходных сопел и представляет собой полуцилиндрическую поверхность, выполненную с возможностью накрывания головки рельса и выходных сопел горелки с одного ее торца, при этом торец со стороны, противоположной указанному торцу, выполнен с вырезом под головку рельса, а устройство выполнено с возможностью установки на рельс рельсовой плети бесстыкового пути с обеспечением направления истечения горючей смеси из одной пары выходных сопел на боковые стороны рельса. Технический результат заключается в равномерной тепловой обработке рельсов для обеспечения одинаковых свойств материала как в области сварного соединения, так и по обе стороны от него на заданном расстоянии, регулируемом посредством изменения расстояния между выходными соплами горелок и угла наклона, что также позволяет работать с рельсами и рельсовыми скреплениями различных типов. 3 з.п. ф-лы, 4 ил.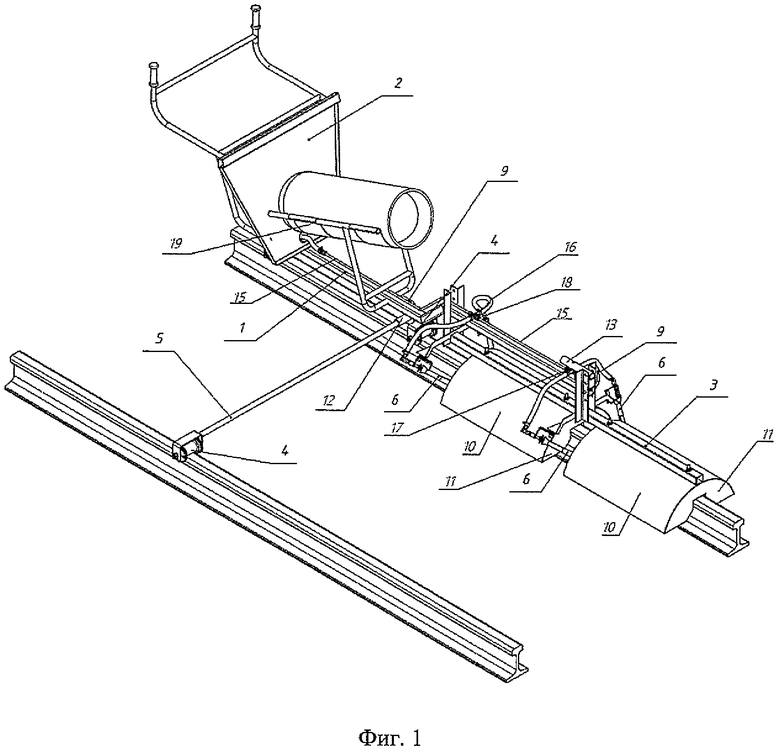
1. Устройство для нагрева рельсовой плети бесстыкового пути, содержащее раму, систему горелок, соединенную с распределительным трубопроводом посредством отводных трубок, на конце которого предусмотрен источник газа, отличающееся тем, что снабжено подвесом, на котором смонтирована система горелок, при этом подвес зафиксирован на раме посредством пальцев, вставленных в отверстия, выполненные в раме и кронштейнах подвеса, система горелок содержит две пары выходных сопел, имеющих регулирующие заслонки, при этом горелки соединены с подвесом через пазы, выполненные во фланцах, и выполнены с возможностью регулирования расстояния до шейки рельса и угла наклона относительно подошвы рельса, отводные трубки, соединяющие систему горелок с распределительным трубопроводом, выполнены гибкими, а источник газа размещен в ложе, смонтированном на раме, при этом подвес содержит два дефлектора, каждый из которых размещен над одной из пар выходных сопел и представляет собой полуцилиндрическую поверхность, выполненную с возможностью накрывания головки рельса и выходных сопел горелки с одного ее торца, при этом торец со стороны, противоположной указанному торцу, выполнен с вырезом под головку рельса, а устройство выполнено с возможностью установки на рельс рельсовой плети бесстыкового пути с обеспечением направления истечения горючей смеси из одной пары выходных сопел на боковые стороны рельса.
2. Устройство по п.1, отличающееся тем, что рама содержит ролики для размещения устройства на рельсе.
3. Устройство по п.1, отличающееся тем, что к раме прикреплена одним концом выносная опора с роликом на другом конце для размещения его на соседнем рельсе.
4. Устройство по п.1, отличающееся тем, что гибкие отводные трубки подсоединены к распределительному трубопроводу посредством тройника и крестовины.
| Водяные лыжи | 1919 |
|
SU181A1 |
| RU 2010147187 A, 27.05.2012 | |||
| СПОСОБ И УСТРОЙСТВО ТЕРМООБРАБОТКИ РЕЛЬСОВОГО СТЫКА | 2008 |
|
RU2411295C2 |
| ВЫСОКОСЕЛЕКТИВНЫЙ КАТАЛИЗАТОР ДЛЯ ПРОИЗВОДСТВА ФРАКЦИЙ ВЫСОКОКАЧЕСТВЕННОГО БЕНЗИНА ИЗ СИНТЕЗ-ГАЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2484897C1 |
| KR 20010077052 A, 17.08.2001. | |||
