Изобретение относится к железнодорожному транспорту, а именно к способам сварки рельсовых плетей бесстыкового пути при их укладке и ремонте.
Известен способ сварки рельсовых плетей бесстыкового пути, заключающийся в том, что оставляют незакрепленным на подрельсовом основании концевой участок одной из свариваемых рельсовых плетей, изгибают этот концевой участок в горизонтальной плоскости до момента совмещения торцов рельсов свариваемых плетей, сваривают рельсы друг с другом, выпрямляют остаточную стрелу изгиба, обрабатывают сварной стык и закрепляют раскрепленный участок на подрельсовом основании [1].
Недостатком данного технического решения является невозможность получения равномерных значений напряжений в изогнутом участке плети из-за задевания подошвы рельса на концах изогнутого участка за реборды подкладок и закладные болты, а следовательно, и невозможность получения качественного сварного соединения.
Известна конструкция рельсового скользуна, который состоит из металлической балки с отверстием на конце и используется как направляющая при изгибе раскрепленного участка одной из свариваемых рельсовых плетей в горизонтальной плоскости [1].
Недостатком данной конструкции скользуна является невозможность осуществлять с его помощью изгиб раскрепленного участка одной из свариваемых рельсовых плетей в вертикальной плоскости.
Известен способ удлинения рельсовой плети бесстыкового пути сварной, заключающийся в том, что оставляют незакрепленным на подрельсовом основании концевой участок одной из свариваемых рельсовых плетей, изгибают его в вертикальной плоскости до совмещения торцов рельсов свариваемых плетей, сваривают рельсы друг с другом, выпрямляют изогнутый участок путем закрепления его на подрельсовом основании от его концов к середине и обрабатывают сварной стык [2].
Данное техническое решение взято автором в качестве прототипа способа.
Недостатком данного технического решения является сложность выполнения операций по совмещению торцов свариваемых рельсов из-за того, что момент инерции рельса в горизонтальной плоскости значительно меньше момента инерции рельса в вертикальной плоскости (например, для новых рельсов типа Р-65 Iг=569 см4, а IB=3548 см4) и согласованного с процессом сварки выпрямления стрелы изгиба за счет опускания вниз изогнутого участка прививаемой рельсовой плети, что снижает качество сварного соединения.
Техническим результатом изобретения способа является повышение его эффективности за счет устранения указанного недостатка.
Указанный технический результат достигается тем, что в известном способе удлинения рельсовой плети бесстыкового пути изгибают раскрепленный концевой участок одной из свариваемых рельсовых плетей в вертикальной плоскости строго по центральной оси подкладок между их ребордами в неподвижных направляющих рельсовых скользунов, которые закрепляют на подрельсовом основании, а изгибаемый рельс фиксируют противокантовочными вкладышами.
Сопоставительный анализ заявленного способа с прототипом показывает, что он отличается от известного тем, что для повышения качества сварного соединения рельсов изгиб раскрепленного участка в вертикальной плоскости производят в неподвижных направляющих рельсовых скользунов, закрепленных на подрельсовом основании, предварительно с установкой противокантовочных вкладышей. Таким образом, заявленный способ соответствует критерию “Новизна”.
Сравнение заявленного способа с другими техническими решениями показывает, что действия, направленные на получение более качественного сварного соединения рельсов путем изгиба раскрепленного концевого участка одной из свариваемых рельсовых плетей в вертикальной плоскости в неподвижных направляющих рельсовых скользунов, закрепленных на подрельсовом основании, с использованием противокантовочных вкладышей, не известны. Это позволяет сделать вывод о соответствии предложенного технического решения критерию “Изобретательский уровень”.
Техническим результатом изобретения рельсового скользуна является возможность осуществить с его помощью изгиб раскрепленного участка одной из свариваемых рельсовых плетей в вертикальной плоскости.
Указанный технический результат достигается тем, что рельсовый скользун состоит из П-образной рамы с ребрами жесткости и упорными лапками рамы с отверстиями под крепежные элементы и двух противокантовочных вкладышей, одна поверхность которых прямая и конструктирует с неподвижными направляющими рельсового скользуна, а другая повторяет очертание боковой поверхности изгибаемого рельса и конструктирует с ней.
Сопоставительный анализ заявленного рельсового скользуна показывает, что он отличается от известного тем, что выполнен в виде П-образной рамы с ребрами жесткости и упорными лапками с отверстиями под крепежные элементы и двух противокантовочных вкладышей, располагаемых между неподвижными направляющими рамы и боковыми поверхностями изгибаемого рельса. Таким образом, заявленный рельсовый скользун соответствует критерию “Новизна”.
Сравнение заявленного рельсового скользуна с известным техническим решением показывает, что использование П-образной рамы с ребрами жесткости и упорными лапками с отверстиями под крепежные элементы как неподвижных направляющих для изгибаемого рельса, а противокантовочных вкладышей для предотвращения кантования рельса в процессе создания и устранения стрелы изгиба рельса не известно. Это позволяет сделать вывод о соответствии предложенного технического решения критерию “Изобретательский уровень”.
Предложенный способ сварки рельсовых плетей бесстыкового пути реализуется следующим техническим образом:
- располагают раскрепленный концевой участок одной из свариваемых рельсовых плетей на подкладках;
- откручивают гайки закладных болтов подкладок в местах установки рельсовых скользунов, снимают пружинные и плоские шайбы и изолирующие втулки;
- устанавливают рельсовые скользуны и противокантовочные вкладыши и закрепляют их на подрельсовом основании;
- поднимают раскрепленный участок рельсовой плети, изгибая его в вертикальной плоскости на высоту, достаточную, чтобы устранить забег рельсов относительно друг друга перед их сваркой, до совмещения торцов рельсов свариваемых плетей;
- сваривают рельсы друг с другом и обрабатывают сварной стык;
- устраняют остаточную стрелу изгиба и закрепляют раскрепленный участок на подрельсовом основании;
- снимают рельсовые скользуны и противокантовочные вкладыши;
- устанавливают ранее снятые изолирующие втулки, плоские и пружинные шайбы и закручивают гайки.
Предлагается конструкция рельсового скользуна, позволяющая производить изгиб раскрепленного участка одной из свариваемых рельсовых плетей в вертикальной плоскости.
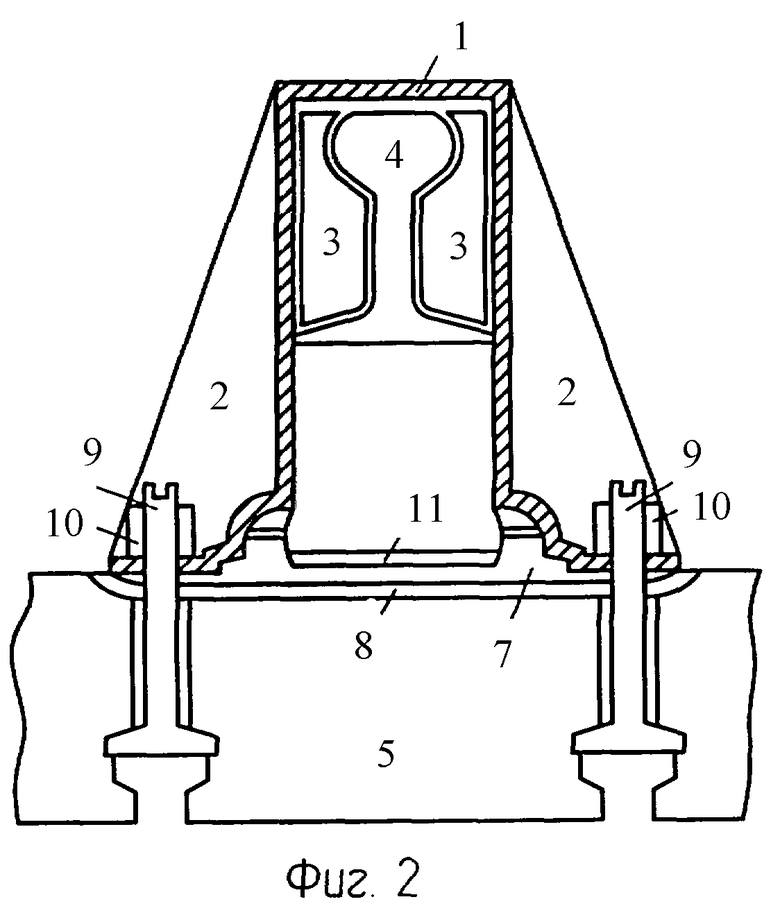
Рельсовый скользун состоит из П-образной рамы 1 с ребрами жесткости 2 и противокантовочных вкладышей 3.
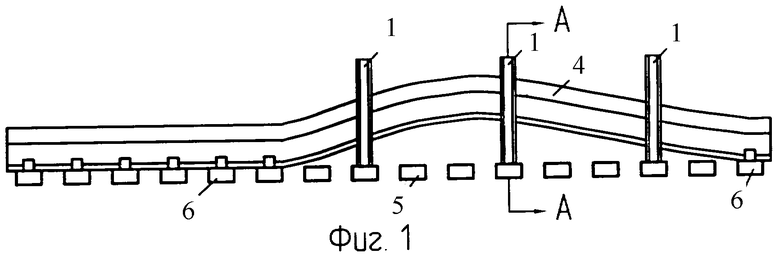
На чертеже представлена возможная схема установки рельсовых скользунов в пределах изгибаемого раскрепленного концевого участка одной из свариваемых рельсовых плетей (вид сбоку); на фиг.2 представлена конструкция установленного и закрепленного на шпале рельсового скользуна и места установки противокантовочных вкладышей, где 1 - рельсовый скользун; 2 - ребро жесткости; 3 - противокантовочный вкладыш; 4 - изгибаемый рельс; 5 - шпалы со снятыми клеммами; 6 - шпалы с установленными клеммами; 7 - подкладка; 8 - амортизирующая прокладка между подкладкой и шпалой; 9 - закладной болт; 10 - гайка закладного болта, 11 - амортизирующая прокладка между подошвой рельса и подкладкой.
Рельсовый скользун устанавливают следующим образом:
- готовят рельсовое основание для его закрепления;
- устанавливают рельсовый скользун и закрепляют его на подрельсовом основании;
- устанавливают между неподвижными направляющими рельсового скользуна и боковыми поверхностями рельса противокантовочные вкладыши.
Предложенный способ сварки рельсовых плетей бесстыкового пути и конструкция рельсового скользуна для его реализации позволит повысить качество сварного соединения за счет упрощения операций по совмещению торцов рельсов свариваемых плетей и согласованному с процессом сварки выпрямлению стрелы изгиба. Способ сварки рельсовых плетей бесстыкового пути и конструкция рельсового скользуна для его реализации просты, эффективны и не требуют больших материальных ресурсов и трудовых затрат при производстве работ по сварке рельсовых плетей.
Источники информации
1. Технические указания по устройству, укладке, содержанию и ремонту бесстыкового пути. - М.: Транспорт, 2000 г., с 85-87.
2. А.с. СССР № 1017757, кл. Е 01 В 31/18, 15.05.83 г., Бюл. № 18. Способ удлинения рельсовой плети бесстыкового пути, авт. Бондаренко А.А. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удлинения рельсовой плети бесстыкового пути | 1982 |
|
SU1017757A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 1991 |
|
RU2022076C1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТНОГО УЧАСТКА РЕЛЬСОВОЙ ПЛЕТИ БЕССТЫКОВОГО ПУТИ И ВОССТАНОВЛЕНИЯ ЕЕ ЦЕЛОСТНОСТИ СВАРКОЙ | 2005 |
|
RU2300601C1 |
| Способ соединения рельсовых плетей с восстановлением температурного режима работы бесстыкового пути при низких температурах | 2015 |
|
RU2610761C1 |
| СПОСОБ ЗАМЕНЫ ИНВЕНТАРНЫХ РЕЛЬСОВ НА ПЛЕТИ БЕССТЫКОВОГО ПУТИ С ОДНОВРЕМЕННОЙ ИХ ПОСТАНОВКОЙ В РАСЧЕТНЫЙ ИНТЕРВАЛ ТЕМПЕРАТУР ЗАКРЕПЛЕНИЯ | 2010 |
|
RU2450096C1 |
| Способ сварки рельсовых плетей бесстыкового пути | 1982 |
|
SU1043222A1 |
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2013 |
|
RU2541618C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| СПОСОБ УДЛИНЕНИЯ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2011 |
|
RU2495975C2 |
| Устройство для постановки рельсовых плетей бесстыкового пути, выгруженных внутри колеи, в расчетный интервал температур закрепления при замене ими инвентарных рельсов | 2024 |
|
RU2822565C1 |
Изобретение относится к способам сварки рельсовых плетей бесстыкового железнодорожного пути при укладке. Способ сварки заключается в том, что оставляют незакрепленным на подрельсовом основании концевой участок одной из свариваемых рельсовых плетей, изгибают этот участок в вертикальной плоскости, стыкуют торцы рельсов свариваемых плетей, сваривают их друг с другом с выпрямлением остаточной стрелы изгиба. Обрабатывают сварной стык и закрепляют плети на основании. Изгиб в вертикальной плоскости производят строго по центральной оси подкладок между их ребордами в неподвижных направляющих рельсовых скользунов, закрепляя их на подрельсовом основании, при предварительной установке противокантовочных вкладышей. Рельсовый скользун выполнен в виде П-образной рамы с ребрами жесткости и упорными лапками с отверстиями под крепежные элементы. Предусмотрены два противокантовочных вкладыша, одна поверхность которых прямая и контактирует с неподвижными направляющими рельсового скользуна, а другая повторяет очертание боковой поверхности изгибаемого рельса. Изобретение направлено на упрощение операций по совмещению торцов рельсов свариваемых плетей. 2 с.п. ф-лы, 2 ил.
| Технические указания по устройству, укладке, содержанию и ремонту бесстыкового пути | |||
| - М.: Транспорт, 2000, стр | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ удлинения рельсовой плети бесстыкового пути | 1982 |
|
SU1017757A1 |
| RU 2060313 C1, 20.05.1996 | |||
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 1991 |
|
RU2022076C1 |
| JP 60040401 A, 02.03.1985. | |||

