Изобретение относится области изготовления строительных материалов, в частности, к технологии изготовления светящихся объемных бетонных изделий, которые могут быть использованы в качестве декоративных элементов, элементов для изготовления рекламных конструкций и прочих строительных конструкций, а так же в качестве дорожных указателей и ограничителей движения транспортных средств.
По патенту RU 2175287 известен способ изготовления железобетонных изделий с каналами для электропроводки, включающий размещение в форме проемообразователей с пазами в верхней части, в которых устанавливают гибкие трубчатые каналообразователи для электропроводки, которые закрепляют относительно арматурной сетки, уложенной в форму на фиксаторах толщины защитного слоя изделия, укладку бетонной смеси, виброуплотнение, термообработку и распалубку, при этом, в форме размещают свободно перемещаемые по поддону проемообразователи, пазы верхней части которых сообщены с соответствующим центральным каналом, образованным по главной оси проемообразователя перпендикулярно поддону формы, причем при установке в пазы гибких трубчатых каналов образователей их размещают с перекрытием центральных каналов, по крайней мере, на 0,01 диаметра или ширины центрального канала.
Недостатками известного способа являются: необходимость использования значительного количества дополнительных элементов, необходимых для формирования каналов в готовом изделии, в частности, проемообразователей и каналообразователей.
Наиболее близким к заявленному техническому решению является известный по описанию к патенту RU 206060 способ изготовления ограничителя движения транспортных средств, бетонный корпус которого изготавливается путём отливки в подготовленную пластиковую форму, в бетонном корпусе формируют сквозные каналы, в которые устанавливают нити из полимерного оптического волокна, соединяют с технологической камерой, в которой устанавливают источник питания.
Недостатками известного способа являются: низкое качество готовой продукции, в частности, объемного бетонного изделия, содержащего светящиеся элементы, распределенные по его поверхности, поскольку при формировании отверстий нарушается целостность отлитого бетонного изделия, могут возникать трещины в слое бетона, что впоследствии может приводить к разрушению изделия, особенно при его использовании вне помещения; сложность осуществления способа, поскольку существует необходимость осуществления большого количества технологических операций, в частности, формирования сквозных каналов в корпусе объемного бетонного изделия.
Техническим результатом изобретения является повышение в результате использования заявленного способа качества светящихся объемных бетонных изделий, упрощение осуществления способа.
Технический результат достигается тем, что при осуществлении способа производства светящегося объемного бетонного изделия, включающего изготовление корпуса путём отливки в подготовленную форму и размещение в корпусе нитей оптического волокна, согласно изобретению, осуществляют изготовление мастер-модели корпуса изделия, в слой материала мастер-модели корпуса изделия вводят множество отрезков оптического волокна таким образом, что они выступают за пределы ее внешней поверхности на 5-25 мм, мастер-модель корпуса изделия помещают в опалубку, которую заполняют жидким полиуретаном, после застывания полиуретана и извлечения мастер-модели образуется форма с углублениями в тех местах, где отрезки оптического волокна выступали за пределы мастер-модели, в готовую форму с необходимым зазором от ее стенок помещают предварительно изготовленную полиуретановую мастер-модель технологической камеры с сформированными на ней участками для посадочных мест для источников света, далее в отверстия в форме устанавливают нити оптического волокна и соединяют их с участками для посадочных мест источников света на мастер-модели технологической камеры, далее форма заполняется бетонной смесью, после застывания бетона готовое изделие извлекают из формы, а из изделия извлекают мастер-модель технологической камеры.
Заявленный способ позволяет внедрять необходимое количество нитей из полимерного оптического волокна на заданном расстоянии друг от друга непосредственно в тело бетонной конструкции в процессе отливки изделия, что позволяет исключить необходимость формирования сквозных каналов в готовом изделии, что позволяет уменьшить количество технологических операций и повысить качество готовой продукции. Полиуретановая оснастка при отверждении практически не дает усадки, что позволяет получать готовые изделия нужных размеров с высокой точностью. Полиуретановая форма с углублениями и полиуретановая мастер-модель технологической камеры пригодны для многоразового использования, поскольку эластичные свойства материала позволяют легко отделить от них готовое изделие без нарушения их целостности. Выступ нитей оптического волокна за пределы внешней поверхности мастер-модели корпуса на 5-25 мм является достаточным для образования в готовой форме отверстий для прочной установки в них нитей оптического волокна.
Сущность заявленного способа поясняется рисунками:
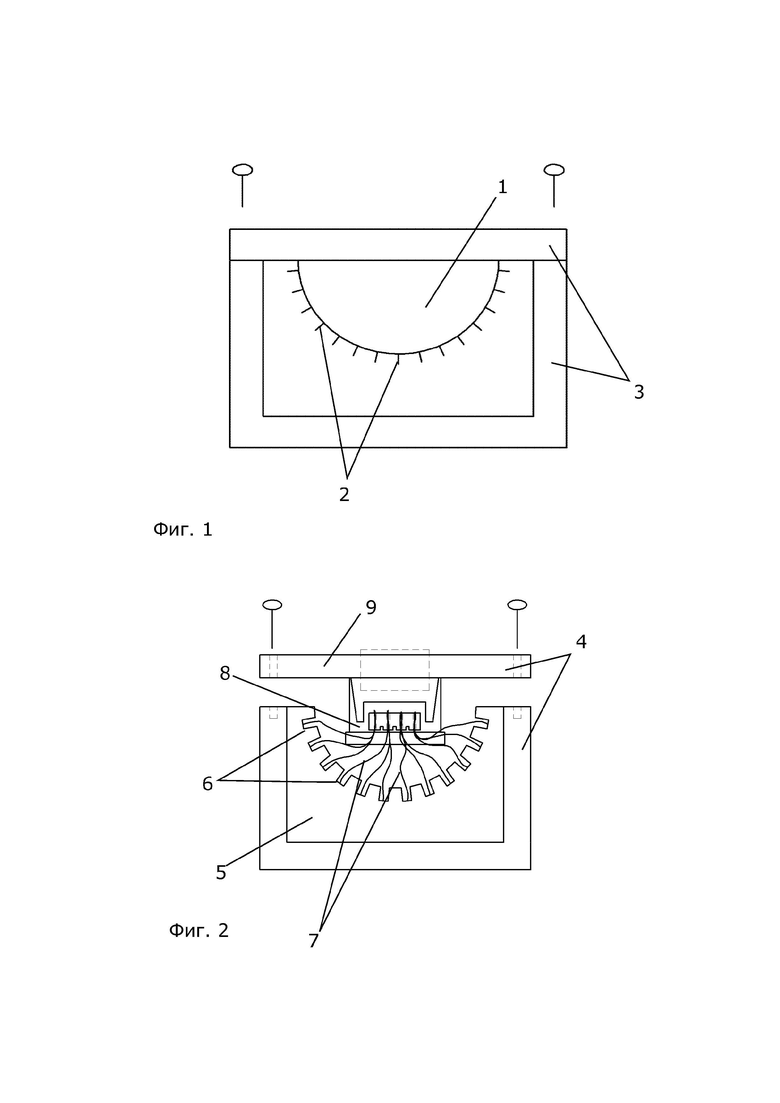
На фиг. 1 схематично показан пример сборки для изготовления полиуретановой формы с углублениями, содержащей: мастер-модель 1 корпуса изделия, с выступающими за ее пределы отрезками оптического волокна 2, опалубку 3.
На фиг. 2 схематично показан пример готовой сборки для заливки бетона, содержащей: опалубку 4, форму 5 с углублениями 6, нити оптического волокна 7, мастер-модель технологической камеры 8, узел крепления 9 полиуретановой мастер-модели технологической камеры 8 в заданное положение внутри сборки для заливки бетона.
Форма готовых изделий, мастер моделей и сборок для заливки не ограничивается показанным выше примером, а может быть любой, в том числе параллелепипедом, конусом, пирамидой или более сложной формы.
Мастер-модель корпуса изделия изготавливают из вспененного газонаполненного материала, преимущественно пенопласта. Опалубка для изготовления формы и мастер-модели технологической камеры должна быть герметичной, во избежание протекания жидкого полиуретана. Отверждение полиуретана происходит при комнатной температуре. При этом используется полиуретан, выдерживающий удлинение при разрыве, от 250 до 600 % и с пределом прочности на разрыв от 3 до 7 МПа. Работа с материалом осуществляется ручным или машинным способом.
Для изготовления тяжелых изделий полиуретановая форма перед заливкой бетона помещается в опалубку, полиуретановая мастер-модель технологической камеры может закрепляться на перекладине или крышке, устанавливаемой над формой, и фиксироваться на опалубке или непосредственно на форме, например, посредством болтов.
Готовое бетонное изделие может содержать не только оптические нити, но и арматурный каркас, например, из полимерной строительной арматуры или арматурной сетки, при этом элементы каркаса помещают в форму вместе с оптическими нитями до заливки бетона. При этом установка нитей оптического волокна проводится сквозь арматурный каркас, между внешней поверхностью будущего изделия и внутренней поверхностью будущей технологической камеры. Наличие арматурного каркаса позволяет использовать изделия, в том числе, в качестве несущих элементов строительных конструкций или изготавливать изделия сложной формы. В технологическую камеру, образованную в корпусе готового изделия посредством использования мастер-модели, устанавливают источник питания и источники света, преимущественно светодиоды. Для транспортировки света от источника используются нити полимерного оптического волокна, сами нити источником света не являются, но транспортируют его на поверхность бетонной конструкции без нарушения целостности изделия и без потери яркости и количества световых единиц. Технологическая камера закрывается съемной крышкой.
Для лучшего извлечения готового изделия из формы ее внешнюю поверхность, а так же поверхность мастер-модели технологической камеры перед заливкой бетона обрабатывают составом-разделителем, например, на восковой основе. После извлечения готового изделия их формы выступающие участки нитей оптического волокна подрезаются до длины 3 мм, после чего их обрабатываются промышленным феном, при температуре в пределах от 200 до 400 градусов, при этом выступающие участки нитей оптического волокна оплавляются, происходит вздутие материала из центра к краям с образованием нити линзованной капли, которая примыкает к поверхности готового изделия и становится устойчивой к обламыванию.
Для дальнейшего укрепления линзованных капель на поверхности готового изделия, поверхность обрабатывается кистью прозрачным лаком по камню, лак покрывает и линзу, и заполняет возможный зазор между линзой и бетоном, склеивая края линзы и бетона. В этом случае достигается высокая прочность, позволяющая, в том числе, чистить поверхность изделия от снега щеткой на морозе.
Для предотвращения повреждения поверхности вандалами, вторым слоем после лака наносится состав жидкого, прозрачного силикона, он защищает поверхность от красок и аэрозолей, достаточно протереть поверхность влажной тряпкой и надпись стирается, не оставив следов и не нарушив эффект свечения.
Изобретение относится области изготовления строительных материалов, в частности к технологии изготовления светящихся объемных бетонных изделий, которые могут быть использованы в качестве декоративных элементов, элементов для изготовления рекламных конструкций и прочих строительных конструкций, а также в качестве дорожных указателей и ограничителей движения транспортных средств. Способ включает изготовление корпуса путём отливки в подготовленную форму и размещение в корпусе нитей оптического волокна. При этом осуществляют изготовление мастер-модели корпуса изделия. В слой материала мастер-модели корпуса изделия вводят множество отрезков оптического волокна таким образом, что они выступают за пределы ее внешней поверхности на 5-25 мм. Мастер-модель корпуса изделия помещают в опалубку, которую заполняют жидким полиуретаном. После застывания полиуретана и извлечения мастер-модели образуется форма с углублениями в тех местах, где отрезки оптического волокна выступали за пределы мастер-модели. В готовую форму с необходимым зазором от ее стенок помещают предварительно изготовленную полиуретановую мастер-модель технологической камеры с сформированными на ней участками для посадочных мест источников света. Далее в отверстия в форме устанавливают нити оптического волокна и соединяют их с участками для посадочных мест источников света на мастер-модели технологической камеры. Далее форма заполняется бетонной смесью. После застывания бетона готовое изделие извлекают из формы, а из изделия извлекают мастер-модель технологической камеры. Техническим результатом изобретения является повышение качества светящихся объемных бетонных изделий, упрощение осуществления способа. 2 ил.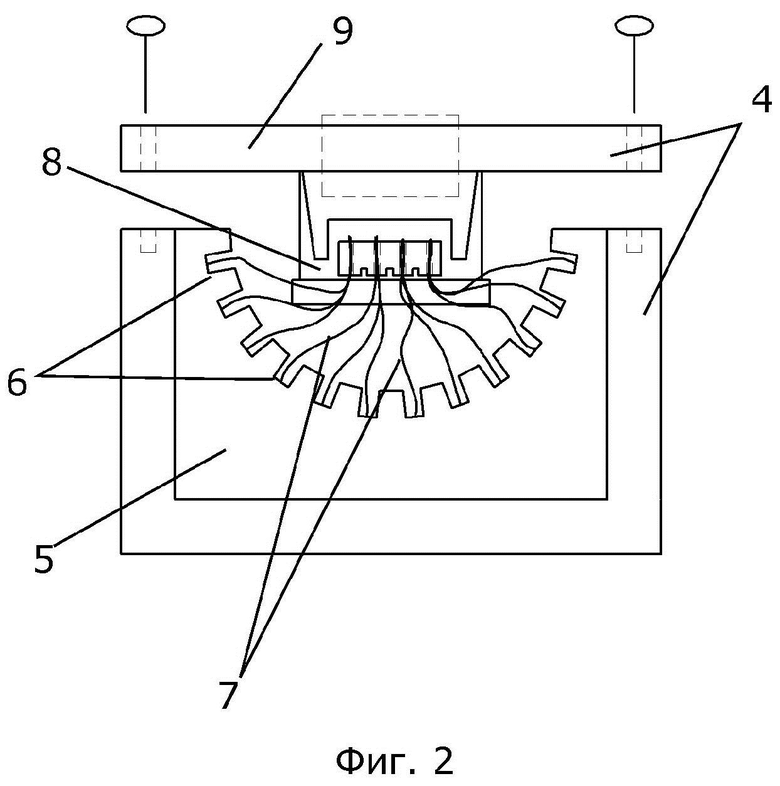
Способ производства светящегося объемного бетонного изделия, включающий изготовление корпуса путём отливки в подготовленную форму и размещение в корпусе нитей оптического волокна, отличающийся тем, что осуществляют изготовление мастер-модели корпуса изделия, в слой материала мастер-модели корпуса изделия вводят множество отрезков оптического волокна таким образом, что они выступают за пределы ее внешней поверхности на 5-25 мм, мастер-модель корпуса изделия помещают в опалубку, которую заполняют жидким полиуретаном, после застывания полиуретана и извлечения мастер-модели образуется форма с углублениями в тех местах, где отрезки оптического волокна выступали за пределы мастер-модели, в готовую форму с необходимым зазором от ее стенок помещают предварительно изготовленную полиуретановую мастер-модель технологической камеры с сформированными на ней участками для посадочных мест источников света, далее в отверстия в форме устанавливают нити оптического волокна и соединяют их с участками для посадочных мест источников света на мастер-модели технологической камеры, далее форма заполняется бетонной смесью, после застывания бетона готовое изделие извлекают из формы, а из изделия извлекают мастер-модель технологической камеры.
| ОГРАНИЧИТЕЛЬ УГЛА НАКЛОНА ГРУЗОПОДЪЕМНОЙМАШИНЫ | 0 |
|
SU206060A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИАЛКИЛЗАМЕЩЕННЫХ | 0 |
|
SU176901A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КАНАЛАМИ ДЛЯ ЭЛЕКТРОПРОВОДКИ | 2001 |
|
RU2175287C1 |
| ПРОЗРАЧНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И ОБОРУДОВАНИЕ И СПОСОБ ПРОИЗВОДСТВА ПРОЗРАЧНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2008 |
|
RU2457107C2 |
| Устройство для релаксационной промывки целлюлозы | 1987 |
|
SU1490201A1 |
| CN 102758496 A, 31.10.2012. | |||
