Изобретение относится к способу изготовления сотовых трехслойных панелей на основе сотового заполнителя из стеклоткани и может быть использовано в ракето-, самолето- и судостроении, строительной, мебельной и упаковочной промышленности при изготовлении конструкций сложной кривизны.
Известен способ изготовления трехслойных панелей с двойной кривизной, где в качестве заполнителя используется полимеросотопласт, одна обшивка выполнена из стеклопласта, другая - из углепластика. Формование сотового заполнителя осуществляется в полуполимеризованном состоянии с последующей окончательной полимеризацией. Соединение заполнителя с обшивками обеспечивается пленочным клеем при автоклавном формовании, заделка панелей по периметру - самовулканизирующей пастой (Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, с. 113, 114) - аналог 1.
Основным недостатком способа является ограниченность применения: возможно изготовление панелей с большим радиусом кривизны - 1000 мм и более.
Известен способ изготовления панелей с перегибами. В панели в зоне перегиба на необходимую ширину и глубину в зависимости от угла перегиба фрезеруются пазы с удалением части обшивки и сотового заполнителя. После этого панель изгибают на требуемый угол, пазы заполняют самовулканизирующейся пастой. Затем панель выдерживают в специальных приспособлениях до полной полимеризации пасты с сохранением формы панели (Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, с. 115) - аналог 2.
К основным недостаткам указанного способа относятся:
1. Невозможность получения сотовых панелей сложной кривизны (цилиндр, сфера);
2. Необходимость дополнительного оборудования и оснастки.
Наиболее близким аналогом, принятым в качестве прототипа, является способ изготовления трехслойных панелей с двойной кривизной с применением специальных типов сотового заполнителя, способного к выкладке на цилиндрической поверхности. К таким типам относятся сотовые заполнители с гибкой ячейкой «Флекс» или прямоугольной ячейкой, а также сотовый заполнитель, получаемый нанесением клея на стеклоткань в виде полос трапециидальной формы (Павлов В.В., Костюков В.И., Кондаков B.C. Способ изготовления гнутых сотовых панелей. Сб.: Авиационные материалы. М.: ОНТИ ВИАМ, 1977, вып. 5, с. 62).
Данный способ не дает возможности получить панели сложной кривизны с сотовым заполнителем с ячейками в форме шестигранника.
Задача изобретения - обеспечить изготовление трехслойных панелей сложной кривизны на основе стеклопластикового сотового заполнителя с ячейками в виде шестигранника.
Технический результат решаемой задачи обеспечивается следующим образом.
1. Способ изготовления сотовых трехслойных панелей сложной кривизны, включающий соединение обшивок с сотовым заполнителем из стеклопластика, отличающийся тем, что на поверхности обшивок заданной кривизны, соединяемых с сотовым заполнителем, накладывают пленочный клей, в сотовом заполнителе с ячейками в форме шестигранника системно удаляют в зоне кривизны узловые соединения ячеек на высоту сотового заполнителя, выкладывают сотовый заполнитель на одну из обшивок и соединяют его со второй обшивкой, фиксируя сотовый заполнитель на обшивках посредством нагрева пленочного клея, затем панель вакуумируют и отверждают.
2. Способ по п. 1, отличающийся тем, что нагрев пленочного клея осуществляют тепловым феном и отверждение проводят в автоклаве.
3. Способ по п., п. 1, 2 отличающийся тем, что отверждение проводят в термостате.
Для придания гибкости стеклопластиковому сотовому заполнителю производится системное удаление узловых соединений не по всей площади сотового заполнителя, а только в предполагаемых зонах сложной кривизны трехслойной панели.
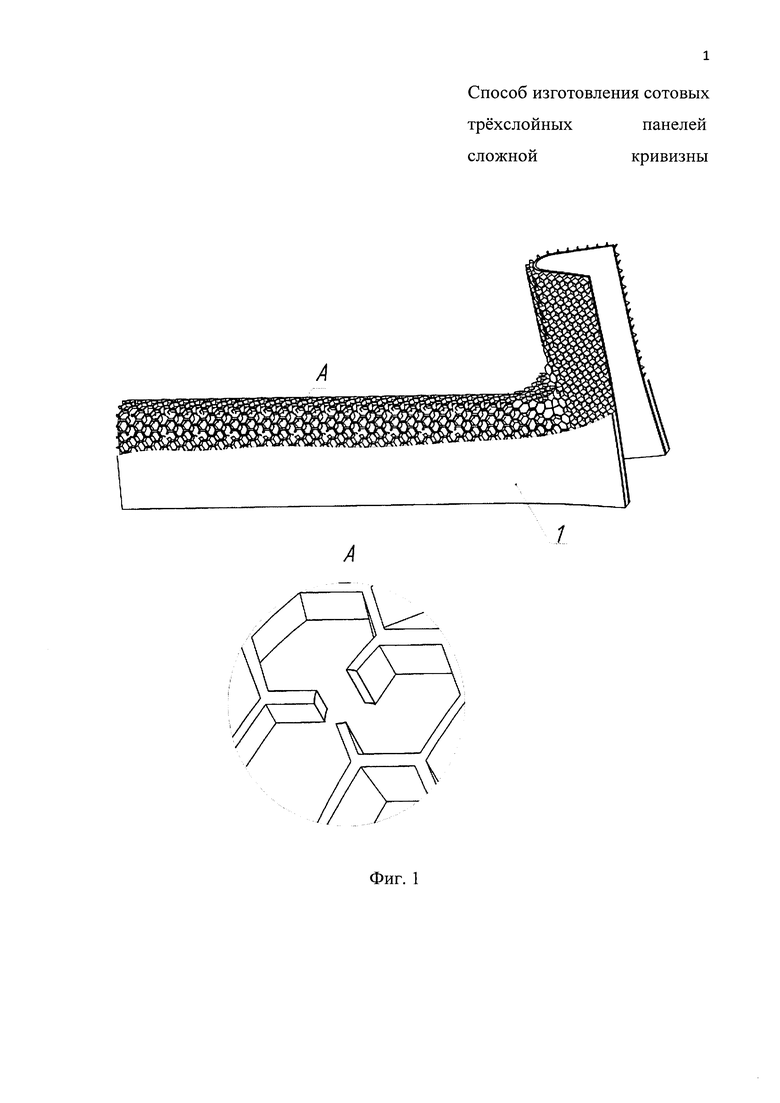
На фиг. 1 показан общий вид сотовой панели 1. Вид А иллюстрирует удаленные узловые соединения ячеек сотового заполнителя.
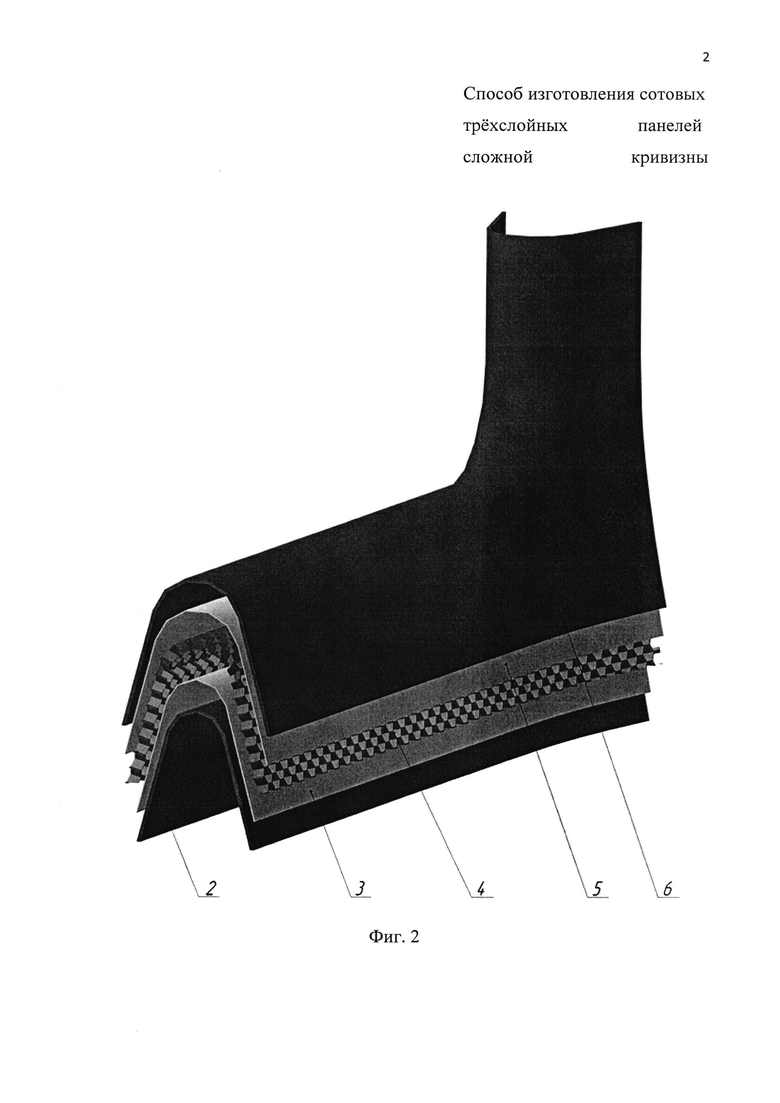
На фиг. 2 показан порядок сборки трехслойной панели 1. На отформованную внутреннюю обшивку 2 наносят пленочный клей 3 и размягчают его посредством теплового фена. Далее укладывают стеклопластиковый сотовый заполнитель 4 с удаленными узловыми соединениями в зоне кривизны трехслойной панели 1. С помощью теплового фена стеклопластиковый сотовый заполнитель фиксируют посредством пленочного клея 3 на внутренней обшивке 2. Далее пленочный клей 5 наносят на отформованную внешнюю обшивку 6, которую совмещают с внутренней обшивкой 2 и зафиксированным на ней стеклопластиковым сотовым заполнителем 4.
Пример 1. На поверхности отформованных обшивок на основе препрега Т-10-14-ЭНФБ наносят клеевую пленку ВК-36Р (ТУ 1-596-389-96). На стеклопластиковом сотовом заполнителе ССП-1-8Э (ТУ 1-596-452-2005) в виде сотовой панели высотой 15±0,15 мм проводят системное удаление узловых соединений в зоне сложной кривизны на всю ее высоту. Затем сотовую панель с помощью теплового фена фиксируют на поверхности пленочного клея одной из обшивок. Далее на стеклопластиковый сотовый заполнитель накладывают другую обшивку. Затем полученную заготовку панели упаковывают в вакуумный мешок, проводят вакуумирование и отверждают при температуре 150±5°C и вакуумном давлении 0,7-1,0 атм в течение 5 ч в термостате. После чего панель распрессовывают и подвергают мехобработке.
Пример 2. Изготавливали сотовую трехслойную панель сложной кривизны по примеру 1, но формование проводили в автоклаве при избыточном давлении 1 атм.
Данный способ позволяет изготавливать сотовые трехслойные панели сложной кривизны, имеющие небольшие габариты, из одной заготовки сотового заполнителя, что влечет за собой снижение весовых характеристик изделия и трудовых затрат при его производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2001 |
|
RU2186444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| Способ изготовления термостойкой сотовой трехслойной конструкции | 2021 |
|
RU2764476C1 |
| ТЕРМОПЛАВКОЕ СВЯЗУЮЩЕЕ, СПОСОБ ПОЛУЧЕНИЯ ЕГО, ПРЕПРЕГ И СОТОВАЯ ПАНЕЛЬ, ВЫПОЛНЕННЫЕ НА ЕГО ОСНОВЕ | 2011 |
|
RU2486217C1 |
Изобретение относится к способу изготовления сотовых трехслойных панелей сложной кривизны на основе стеклопластикового сотового заполнителя и может быть использовано в ракето-, самолето- и судостроении, строительной, мебельной и упаковочной промышленности. Техническим результатом является изготовление трехслойных панелей сложной кривизны на основе стеклопластикового сотового заполнителя с ячейками в виде шестигранника. Представлен способ изготовления сотовых трехслойных панелей сложной кривизны, включающий соединение обшивок заданной кривизны с сотовым заполнителем из стеклопластика. На поверхности обшивок, соединяемых с сотовым заполнителем, накладывают пленочный клей, в сотовом заполнителе с ячейками в форме шестигранника системно удаляют в зоне кривизны узловые соединения ячеек на высоту сотового заполнителя, выкладывают сотовый заполнитель на одну из обшивок и соединяют его со второй обшивкой, фиксируя сотовый заполнитель на обшивках посредством нагрева пленочного клея, затем панель вакуумируют и отверждают. 2 з.п. ф-лы, 2 ил.
1. Способ изготовления сотовых трехслойных панелей сложной кривизны, включающий соединение обшивок с сотовым заполнителем из стеклопластика, отличающийся тем, что на поверхности обшивок заданной кривизны, соединяемых с сотовым заполнителем, накладывают пленочный клей, в сотовом заполнителе с ячейками в форме шестигранника системно удаляют в зоне кривизны узловые соединения ячеек на высоту сотового заполнителя, выкладывают сотовый заполнитель на одну из обшивок и соединяют его со второй обшивкой, фиксируя сотовый заполнитель на обшивках посредством нагрева пленочного клея, затем панель вакуумируют и отверждают.
2. Способ по п. 1, отличающийся тем, что нагрев пленочного клея осуществляют тепловым феном и отверждение проводят в автоклаве.
3. Способ по пп. 1, 2, отличающийся тем, что отверждение проводят в термостате.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| Способ определения угла смачивания и поверхностного или межфазового натяжения | 1958 |
|
SU120675A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКУСТИЧЕСКИХ ПАНЕЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2013 |
|
RU2539462C1 |
| Устройство для фотографической регистрации измеряемых или вычисляемых величин | 1958 |
|
SU136064A1 |
| US 2016317693 А1, 03.11.2016 | |||
| US 4981744 А, 01.01.1991. | |||

