УРОВЕНЬ ТЕХНИКИ
[0001] В данной PCT заявке испрашивается приоритет по заявке на патент США № 62/803,713, поданной 11 февраля 2019 года, полное содержание которой во всех отношениях включено сюда путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Первый аспект этого изобретения относится к улучшениям в источнике гамма-излучения, обычно содержащем сплавы или компаунды или композиты иридия низкой плотности в механически деформируемых и сжимаемых конфигурациях, для использования в оболочке, и к способам его производства. Второй аспект этого изобретения дополнительно относится к пакетам иридиевых дисков, в которых диски имеют относительно более толстый центр и относительно более тонкий край, следствием чего является уменьшенная плотность пакетирования.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0003] Улучшения в иридиевых источниках были описаны в документе PCT/US2017/033508 под названием «Low Density Spherical Iridium»; документе PCT/US2017/050425 под названием «Low Density Porous Iridium»; и документе PCT/US2015/029806 под названием «Device and Method for Enhanced Iridium Gamma Irradiation Sources» и документе PCT/US2019/037697 под названием «Low Density Iridium». Изобретения этих заявок полностью соответствуют их заданным задачам. Однако, ведется поиск дальнейших улучшений и усовершенствований.
ЗАДАЧИ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Таким образом, задачей настоящего изобретения является обеспечение улучшений и усовершенствований вышеупомянутого предшествующего уровня техники.
[0005] Задачи первого аспекта этого изобретения включают в себя:
[0006] 1. Разработку деформируемого и/или сжимаемого сплава иридия низкой плотности, содержащего 30-85% (объемных процентов) иридия, предпочтительно, в диапазоне 30-70%, более предпочтительно, в диапазоне 40-60%.
[0007] 2. Сплавляющиеся компоненты идеально или обычно не должны излучать с образованием других радионуклидов, которые генерируют мешающие гамма-лучи.
[0008] 3. Сплавляющиеся компоненты идеально или обычно не должны иметь избыточно высокую плотность или большое сечение активации нейтронами, что могло бы уменьшить выход активации или уменьшить выход иридия-192 в выпускаемых источниках.
[0009] 4. Сплавляющиеся компоненты идеально или обычно должны образовывать сплав, который является технологичным в том, что этот сплав должен быть достаточно пластичным/деформируемым/сжимаемым, в то время как чистый иридий и большая часть его сплавов являются хрупкими и нетехнологичными; сплав идеально или обычно должен предпочтительно иметь меньшую температуру плавления, чем температура плавления чистого иридия (температура плавления, меньшая 2000 градусов Цельсия, была бы желательна для уменьшения затрат на обработку и упрощения термических технологий); и сплав идеально или обычно должен быть по существу физико-химически инертным (т.е. он не должен окисляться/ корродировать/ разлагаться в условиях производства или использования).
[00010] Задачи второго аспекта этого изобретения включают в себя:
[00011] 1. Использование дисков сложной формы с относительно более толстым центром и относительно более тонкой окружностью или периферией из чистого иридия со 100-процентной плотностью для обеспечения низкой эффективной плотности пакета дисков и/или сферической или квазисферической фокальных форм.
[00012] 2. В то время как предполагается, что диски образуются из иридия со 100-процентной плотностью, плотность пакетирования пакета дисков может приблизительно составлять 60 процентов. Типичным диапазоном для нее может быть 50-70% в зависимости от величины сжатия или деформации пакета и требуемой конечной формы.
[00013] 3. Пакет дисков может быть сжат после активации и пакетирования для образования квазисферической формы с использованием пуансонов сложной формы или полости оболочки сложной формы. Такое сжатие может уменьшить фокальный размер с цилиндрической до квазисферической формы.
[00014] 4. Сжатие или деформация для образования более сферической формы увеличивает плотность пакета, но Ir-192 с наибольшей удельной активностью, как ожидается, будет находиться в дисках на периферии, где диски являются наиболее тонкими, и где нейтронная активация является наиболее эффективной, и следовательно, уплотнение, как ожидается, не уменьшит чрезмерно эффективность эмиссии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00015] Дополнительные задачи и преимущества настоящего изобретения станут понятны из нижеследующего описания и сопутствующих чертежей, в которых:
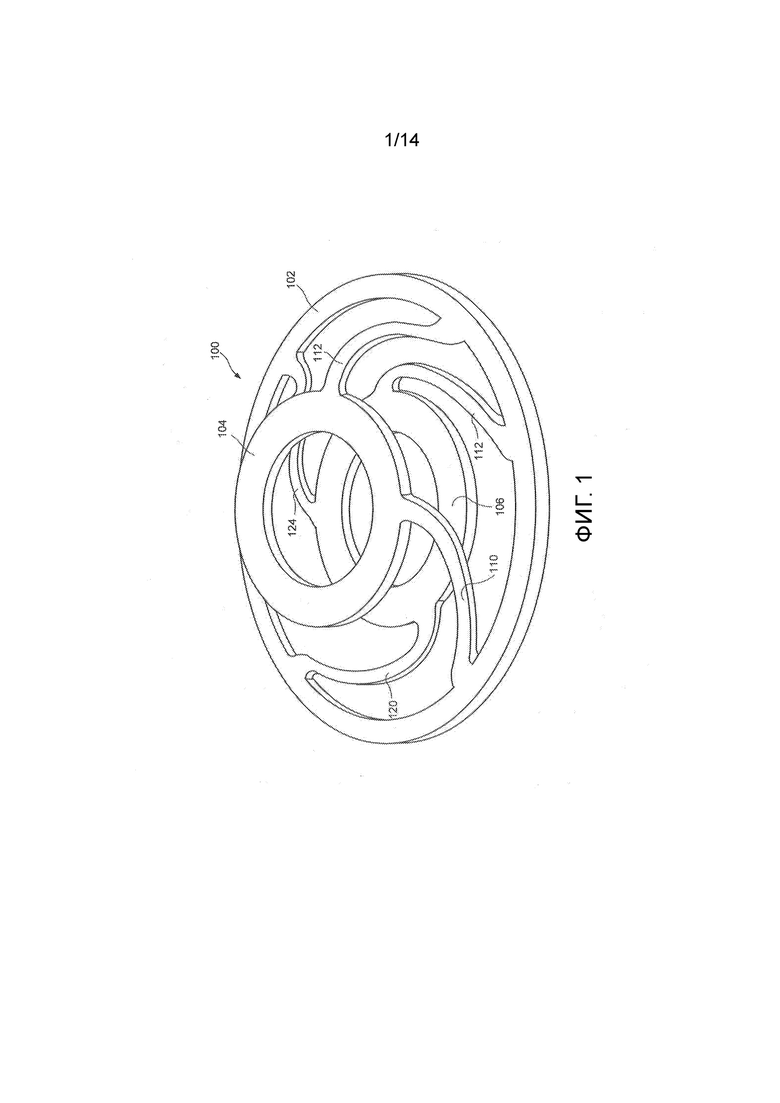
[00016] Фиг. 1 является перспективным изображением варианта осуществления деформируемого и сжимаемого диска с использованием деформируемого сжимаемого иридиевого сплава настоящего изобретения.
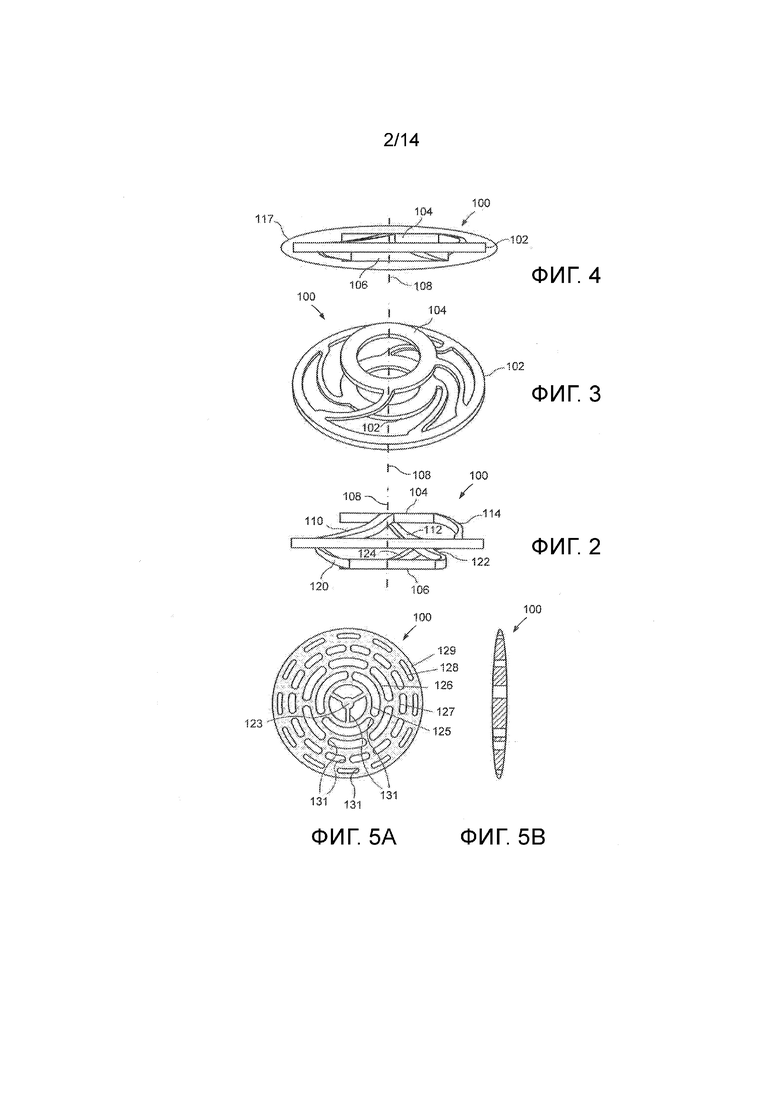
[00017] Фиг. 2 является видом сбоку сжимаемого диска фиг. 1.
[00018] Фиг. 3 является перспективным изображением сжимаемого диска фиг. 1.
[00019] Фиг. 4 является видом сбоку сжимаемого диска фиг. 1 после сжатия в герметизированной оболочке.
[00020] Фиг. 5А и 5В являются видом спереди и видом сбоку дополнительного варианта осуществления сжимаемого диска настоящего изобретения.
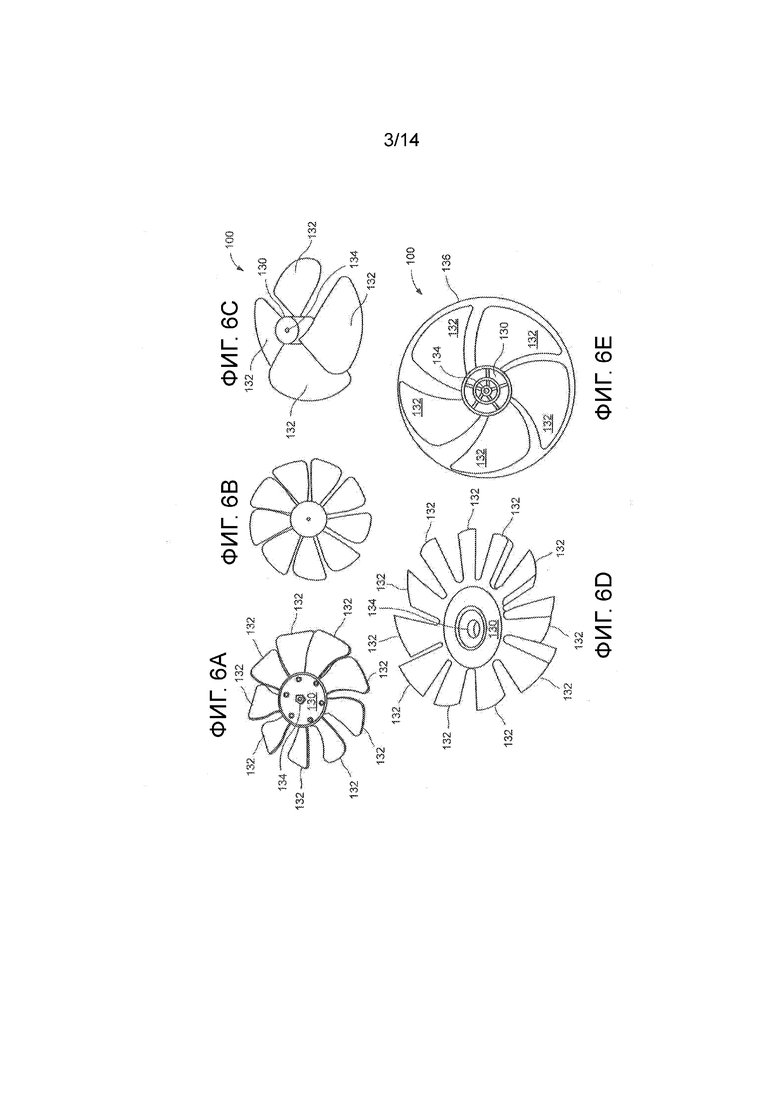
[00021] Фиг. 6А-6Е являются видами спереди вариантов осуществления настоящего изобретения в виде лопаток вентилятора.
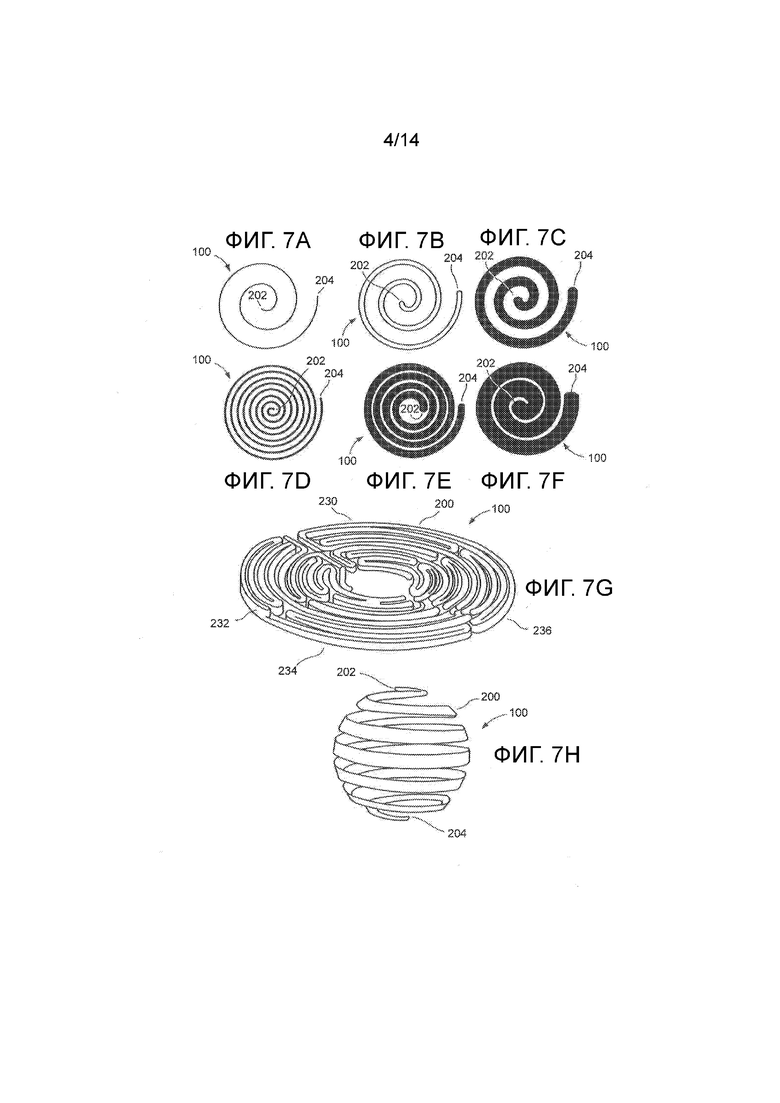
[00022] Фиг. 7A-7H показывают дополнительные варианты осуществления сжимаемых дисков настоящего изобретения.
[00023] Фиг. 8A-8G показывают другие дополнительные варианты осуществления сжимаемых дисков настоящего изобретения.
[00024] Фиг. 9 показывает сжимаемый диск второго аспекта настоящего изобретения вместе с покомпонентным изображением пакета этих сжимаемых дисков.
[00025] Фиг. 10А показывает пакет сжимаемых дисков второго аспекта настоящего изобретения до сжатия.
[00026] Фиг. 10В показывает пакет сжимаемых дисков второго аспекта настоящего изобретения после сжатия.
[00027] Фиг. 11A и 11B показывают поперечные сечения сжимаемых дисков второго аспекта настоящего изобретения.
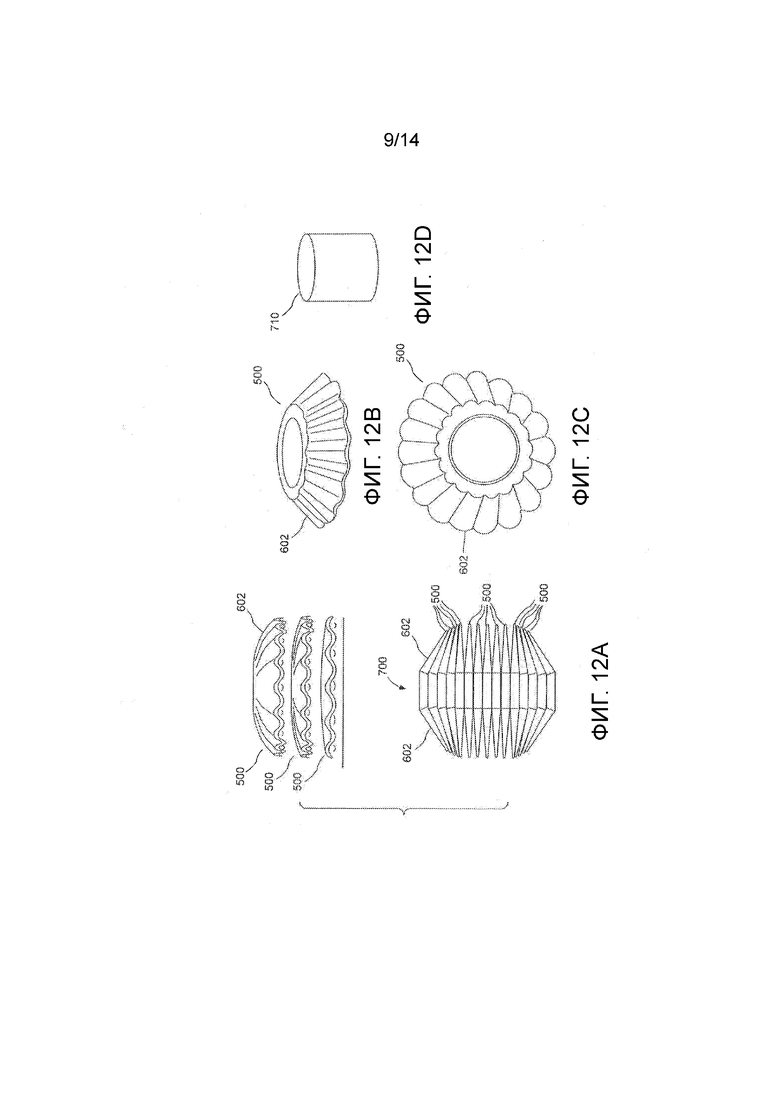
[00028] Фиг. 12A-12C показывают пакетирование и сжатие сжимаемых дисков второго аспекта настоящего изобретения.
[00029] Фиг. 12D пакет 2,7-миллиметровых цилиндрических дисков.
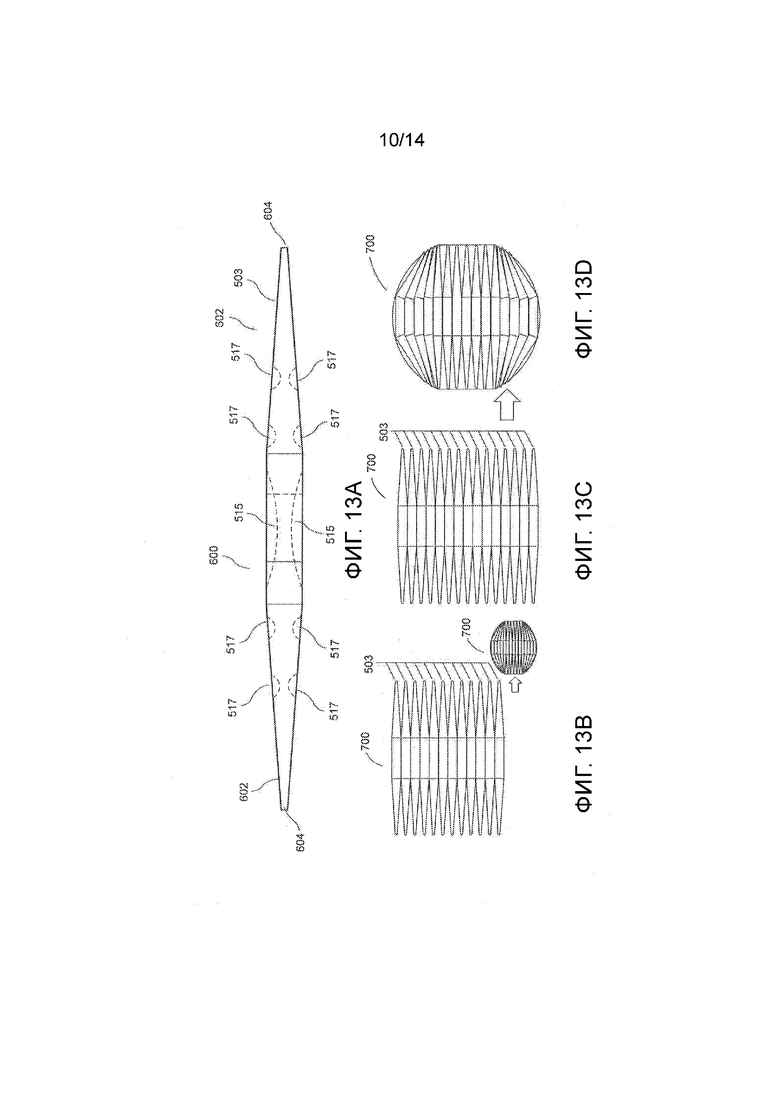
[00030] Фиг. 13A-13D показывают дополнительную альтернативную конфигурацию сжимаемых дисков второго аспекта настоящего изобретения.
[00031]
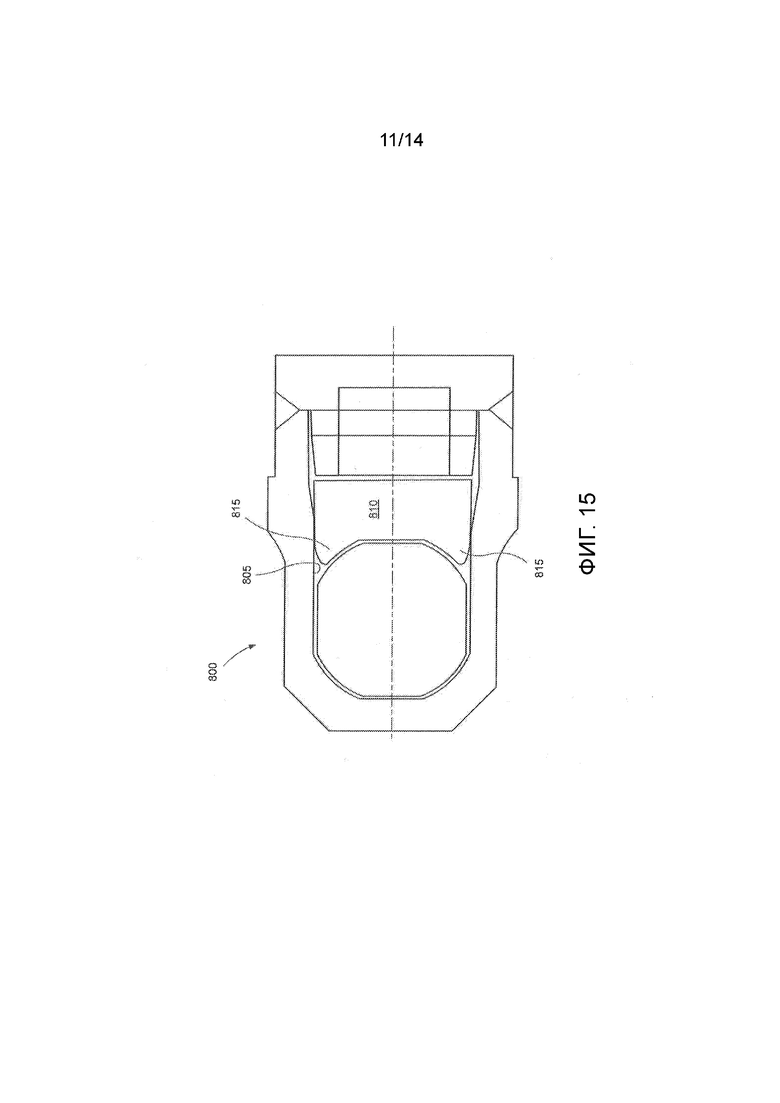
[00032] Фиг. 15 является разрезом первого варианта осуществления конфигурации оболочки настоящего изобретения.
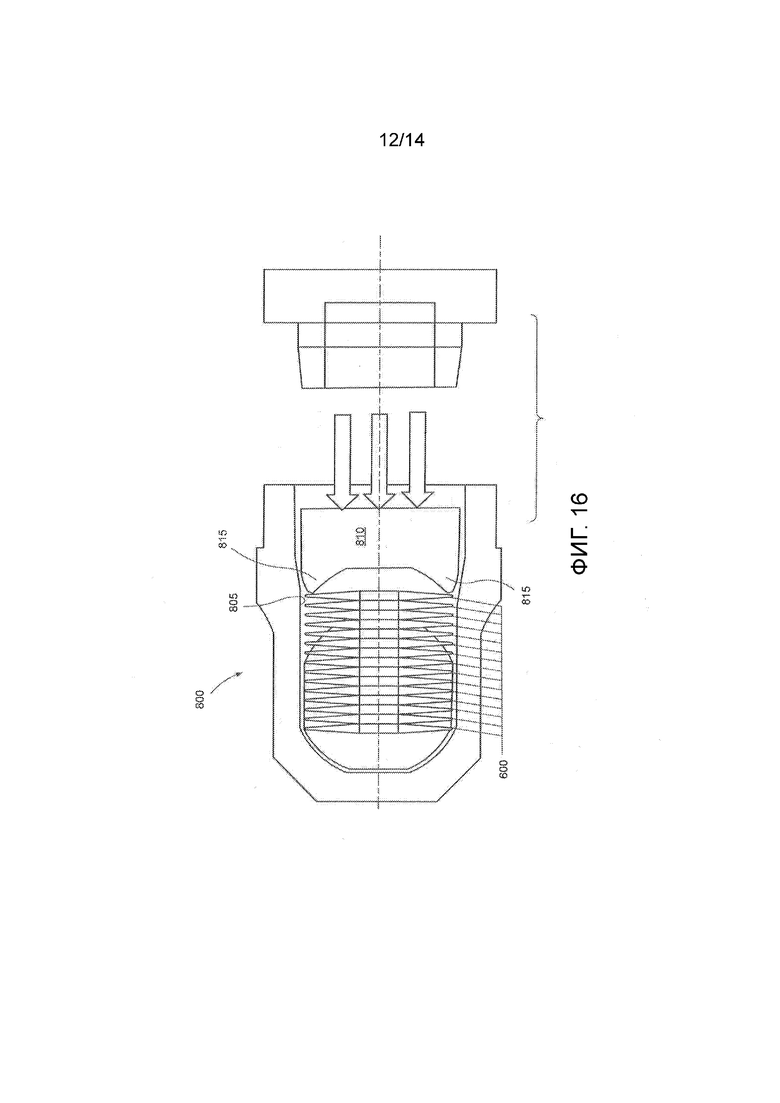
[00033] Фиг. 16 является разрезом способа сборки оболочки фиг. 15.
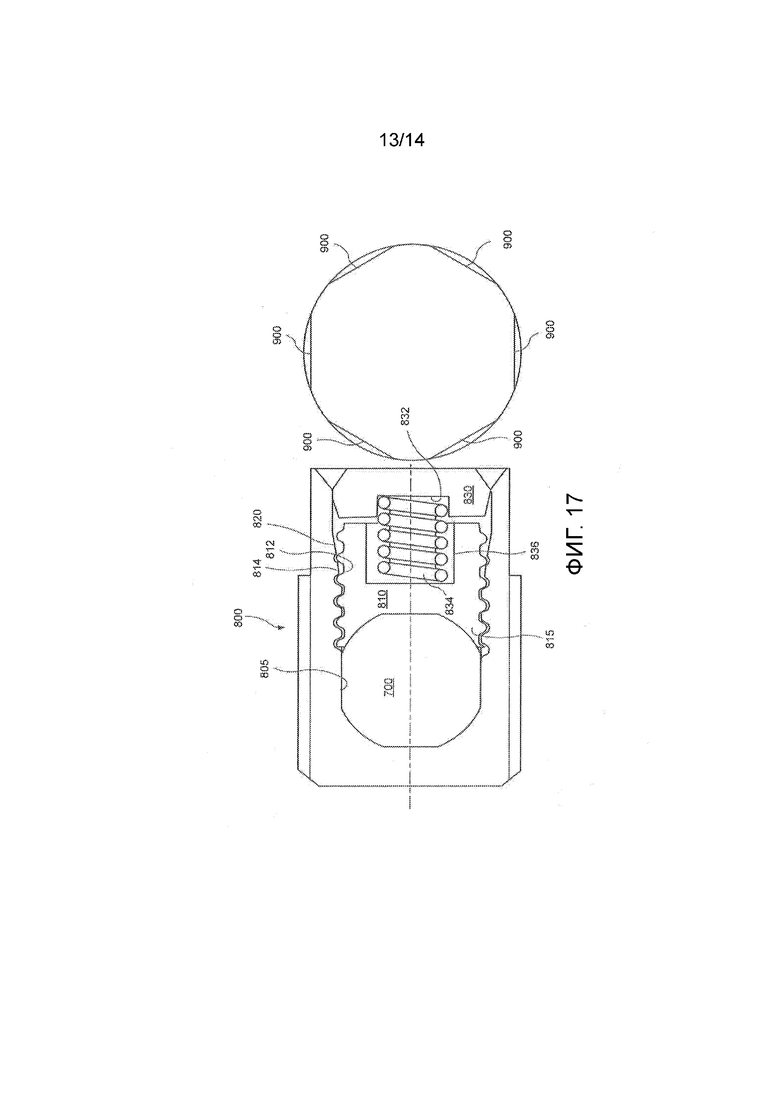
[00034] Фиг. 17 является разрезом второго варианта осуществления конфигурации оболочки настоящего изобретения.
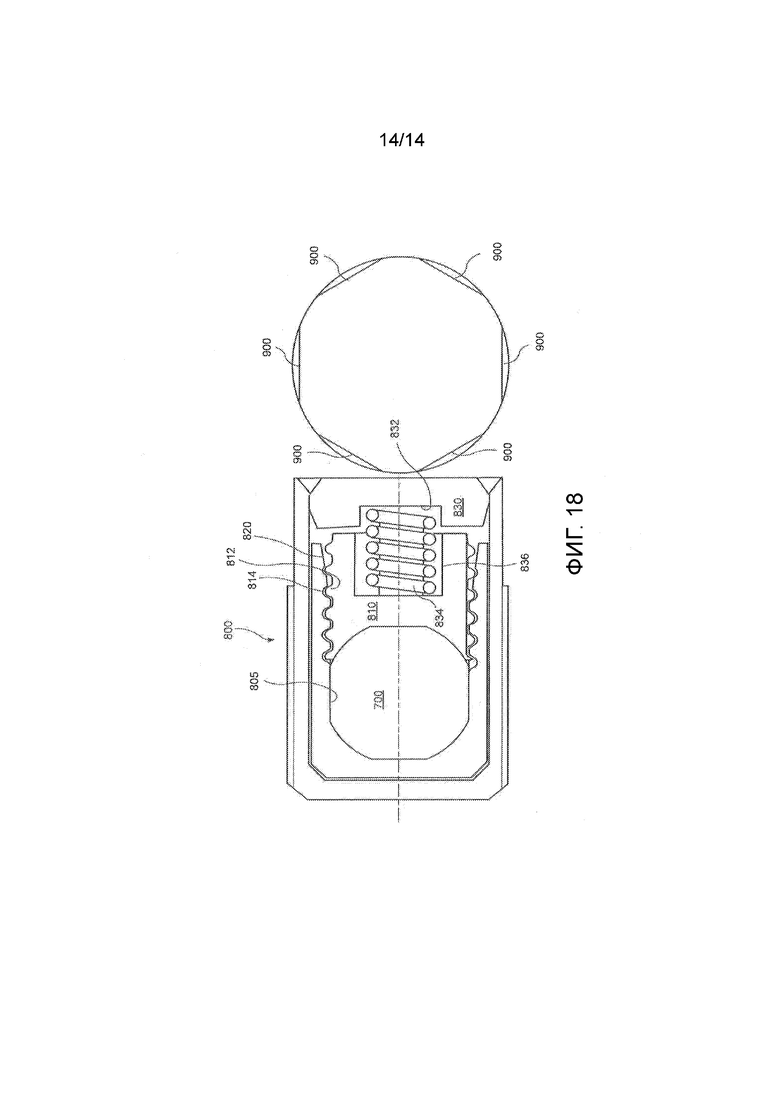
[00035] Фиг. 18 является разрезом третьего варианта осуществления конфигурации оболочки настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[00036] В соответствии с вышеупомянутым, сплав Ir2MnAl образует один вариант осуществления источника гамма-излучения настоящего изобретения. Предполагается, что он имеет пластичные свойства, подобные свойствам стали. Дополнительно предполагается, что марганец и алюминий не генерируют мешающие гамма-лучи после облучения.
[00037] Предполагается, что этот сплав или подобные сплавы (например, с трехкомпонентными добавками других, неактивирующихся элементов или продуктов радиоактивного распада или активации, включающих в себя осмий и платину) имеют пригодные механические свойства для изготовления деформируемых и/или сжимаемых тонких дисков, которые могут быть пакетированы подобно общепринятым источникам иридия-192 и затем деформированы для создания квазисферической вставки иридия-192. Хотя добавление марганца немного увеличивает плотность относительно иридия плюс алюминий или иридия плюс алюминий плюс бор-11, предполагается, что металлургические свойства Ir2MnAl могут обеспечить значительные преимущества при обработке.
[00038] Типичный тонкий пакетируемый диск может иметь толщину в диапазоне 0,1-1,0 мм, обычно обратно пропорциональную плотности. Диск из сплава с 30-процентной плотностью может иметь толщину 1,0 мм до сжатия. Диск из сплава с 10-процентной плотностью (который, например, может быть обеспечен в варианте осуществления макропористой или металлической пены) может иметь толщину до 2,0-3,0 мм до сжатия).
[00039] Сплавы иридия-марганца-меди также представляют интерес. Предполагается, что эти сплавы являются пластичными и имеют температуру плавления, значительно меньшую 2000 градусов Цельсия и потенциально составляющую вплоть до 1300 градусов Цельсия в зависимости от композиции сплава после облучения. Эти сплавы описаны в патенте США № 4,406,693 под названием «Method for Refining Contaminated Iridium», выданном 27 сентября 1983 года. Однако предполагается, что алюминий будет предпочтительнее меди в качестве третьего элемента сплава в большинстве применений.
[00040] Дополнительно, уменьшенная плотность может быть обеспечена в некоторых вариантах осуществления посредством использования пористых, микропористых или макропористых (т.е. металлической пены) форм выбранного сплава.
[00041] Все источники излучения обычно выполнены с возможностью и предполагают вставление в оболочку.
[00042] Со ссылкой теперь на фиг. 1-4 можно увидеть иллюстрации одного варианта осуществления деформируемой/ сжимаемой нетвердой формы источника 100 гамма-излучения (который может быть радиологическим и рентгенографическим источником), который может быть изготовлен с использованием деформируемого/ сжимаемого иридиевого сплава. Источник 100 гамма-излучения может быть изготовлен посредством трехмерной печати, но не ограничен этим. Дополнительно, источник 100 гамма-излучения, а также все варианты осуществления, раскрытые здесь, реализованы в герметизированной оболочке. Источник 100 гамма-излучения фигур 1-4 включает в себя центральное кольцо или диск 102 вместе с верхним и нижним дисками 104, 106 несколько меньшего диаметра. Кольца 102, 104, 106, в общем, имеют общую ось 108 вращения, показанную на фиг. 2-4, и, в общем, параллельны друг другу в несжатой или однородно сжатой конфигурации. Верхнее кольцо 104 расположено выше центрального кольца 102 посредством плеч 110, 112, 114, спирально продолжающихся вовне от внешней круговой поверхности верхнего кольца 104 до внутренней круговой поверхности центрального кольца 102. Подобным образом, нижнее кольцо 106 расположено ниже центрального кольца 102 посредством плеч 120, 122, 124, спирально продолжающихся вовне от внешней круговой поверхности нижнего кольца 106 до внутренней круговой поверхности центрального кольца 102. Упругость и гибкость спиральных плеч 110, 112, 114, 120, 122, 124 позволяет силам, в общем, параллельным оси 108 вращения, сжимать источник 100 гамма-излучения из конфигурации, показанной на фиг. 1 и 2, до конфигурации, показанной на фиг. 4. Дополнительно, в сжатой конфигурации фиг. 4, источник 100 гамма-излучения герметизируют внутри оболочки 117. Специалистам в данной области техники будет понятно, что для разных применений могут быть использованы разные формы и конфигурации оболочки, и что могут быть использованы формы, отличные от формы показанной оболочки.
[00043] Фигуры 5А и 5В показывают вариант осуществления источника 100 гамма-излучения, в котором концентрические компланарные кольца 125, 126, 127, 128, 129 деформируемой/ сжимаемой области иридиевого сплава расположены вокруг центра 123, причем радиальные структурные спицевые сегменты 131 продолжаются от центра 123 до самого внутреннего кольца 125 и затем между последовательно или упорядоченно концентрически смежными кольцами 125, 126; 126, 127; 127, 128; и 128, 129. Фиг. 5В показывает удлиненную форму вида сбоку источника 100 гамма-излучения. Результирующая конфигурация может быть изогнута и/или сжата в разных формах для обеспечения увеличенной средней плотности. Этот источник 100 гамма-излучения, изготовленный из деформируемого/ сжимаемого иридиевого сплава, может быть изготовлен посредством трехмерной печати и может быть герметизирован внутри оболочки (см. фиг. 4, элемент 117).
[00044] Фиг. 6A-6E показывают варианты осуществления источника 100 гамма-излучения, которые включают в себя ступичную область 130 в виде центрального цилиндрического вала с осью 134 вращения в центре и радиальными удлинителями 132 в виде пропеллера, продолжающимися от нее. Дополнительно, фиг. 6Е включает в себя внешнее круглое кольцо 136, соединяющее дистальные концы радиальных удлинителей 132 в виде пропеллера. Эти радиальные удлинители 132 в виде пропеллера, в показанных несжатых состояниях, ориентированы под углом, аналогичным углу наклона лопасти или углу лопасти общепринятого пропеллера. В то время как в разных применениях могут использоваться разные углы, типичный угол наклона или пропеллера может находиться в диапазоне от 30 до 60 градусов. Однако, в результате действия сил сжатия, в общем, параллельных оси 134 вращения, угол пропеллера радиальных удлинителей 132 в виде пропеллера уменьшается таким образом, что угол между планарной поверхностью ступичной области 130 в виде центрального цилиндрического вала и радиальными удлинителями 132 в виде пропеллера уменьшается таким образом, что радиальные удлинители 132 в виде пропеллера приближаются к планарной конфигурации со ступичной областью 130 в виде центрального цилиндрического вала. Это уменьшает объем, который, в общем, окружает источник 100 гамма-излучения, в результате чего увеличивается средняя плотность в этом объеме. Эти источники 100 гамма-излучения, изготовленные из деформируемого/ сжимаемого иридиевого сплава, могут быть изготовлены посредством трехмерной печати и могут быть герметизированы внутри оболочки (см. фиг. 4, элемент 117).
[00036] Фиг. 7A-7F показывают спиральные конфигурации источника 100 гамма-излучения, содержащие стержень, трубку или другую протяженную конфигурацию 200 из деформируемого иридиевого сплава или подобного материала. Стержень, трубка или другая протяженная конфигурация 200 включает в себя первый конец 202 и второй конец 204. В спиральной конфигурации первый конец 202 размещается в спирали во внутреннем местоположении, а второй конец 204 размещается в спирали во внешнем местоположении. Спиральная конфигурация, вместе со свойством деформируемости и упругости стержня, трубки или другой протяженной конфигурации 200, позволяет уплотнять спираль, чтобы она занимала меньший объем и поэтому имела большую среднюю плотность. Во многих применениях, эти формы могут быть адаптированы к трехмерной печати.
[00046] Фиг. 7G показывает вариант осуществления источника 100 гамма-излучения, в котором стержень, трубка или другая протяженная конфигурация 200 из деформируемого иридиевого сплава или подобного материала последовательно петлеобразно изогнута и размещена в отдаляющихся радиальных местоположениях в каждом из четырех квадрантов 230, 232, 234, 236. Как показано на фиг. 7G, перемежающиеся петли могут продолжаться между двумя смежными квадрантами. Результирующая структура может быть растянута или сжата в плоскости источника 100 гамма-излучения или отогнута на саму себя для изменения средней плотности источника 100 гамма-излучения. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00047] Фиг. 7Н показывает вариант осуществления источника 100 гамма-излучения, в котором стержень, трубка или другая протяженная конфигурация 200 из деформируемого иридиевого сплава или подобного материала свернута в трехмерной спиральной форме для образования квазисферической формы, в которой стержень, трубка или другая протяженная конфигурация 200 покрывает первую часть квазисферической формы, а вторая часть квазисферической формы оставлена открытой, причем концы 202, 204 находятся, в общем, на противоположных полюсах квазисферической формы. Результирующая трехмерная спиральная форма источника 100 гамма-излучения может быть скручена или, иначе, сжата в конфигурацию с увеличенной средней плотностью. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
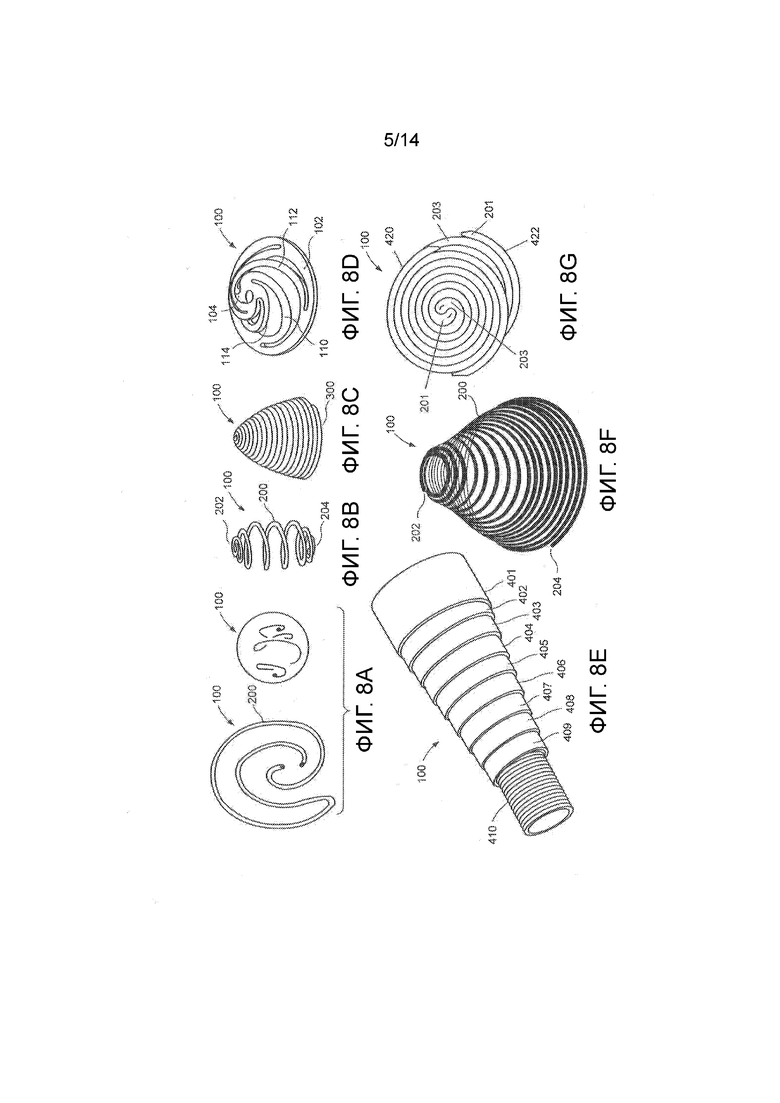
[00048] Фиг. 8A-8G показывают дополнительные варианты осуществления источника 100 гамма-излучения настоящего изобретения. Фиг. 8А показывает, как стержень, трубка или другая протяженная конфигурация 200 из деформируемого иридиевого сплава или подобного материала может быть свернута или петлеобразно изогнута в одной плоскости. Этот источник 100 гамма-излучения может быть скручен или сжат в конфигурацию с увеличенной средней плотностью. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00049] Фиг. 8В показывает вариант осуществления источника 100 гамма-излучения, подобного источнику 100 гамма-излучения на фиг. 7Н. Стержень, трубка или другая протяженная конфигурация 200 из деформируемого иридиевого сплава или подобного материала свернута в трехмерной спиральной форме для образования квазиэллипсоидальной формы, в которой стержень, трубка или другая протяженная конфигурация 200 покрывает первую часть квазиэллипсоидальной формы, а вторая часть квазиэллипсоидальной формы оставлена открытой, причем концы 202, 204 находятся, в общем, на противоположных полюсах квазиэллипсоидальной формы. Результирующая трехмерная спиральная форма источника 100 гамма-излучения может быть скручена или, иначе, сжата в конфигурацию с увеличенной средней плотностью. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00050] Фиг. 8С показывает вариант осуществления источника 100 гамма-излучения, в котором лентообразная конфигурация 300 из деформируемого иридиевого сплава или подобного материала свернута в трехмерной форме пули или носового обтекателя. Эта форма может быть сжата вниз для образования плотно свернутой спиральной конфигурации с увеличенной средней плотностью. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00051] Фиг. 8D показывает вариант осуществления источника 100 гамма-излучения, подобного источнику 100 гамма-излучения фигур 1-4. На фиг. 8D, относительно большее кольцо 102 обеспечено вместе с относительно меньшим кольцом 104 в верхнем положении. Кольца 102, 104, в общем, имеют общую ось 108 вращения. Кольцо 104 расположено выше кольца 102 посредством плеч 110, 112, 114, спирально продолжающихся вовне от внешней круговой поверхности кольца 104 до внутренней круговой поверхности кольца 102. Упругость и гибкость плеч 110, 112, 114 позволяют силам, в общем, параллельным оси вращения, сжимать источник 100 гамма-излучения. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00052] Фиг. 8Е показывает вариант осуществления источника 100 гамма-излучения, который включает в себя последовательность смыкающихся втулок 401-409, которые сцеплены с возможностью скольжения со смежными внутри или снаружи смыкающимися втулками. Смыкающиеся втулки 401-409, которые образованы из деформируемого иридиевого сплава или подобного материала, могут быть также реализованы в виде спиральной конфигурации единственного листа материала. Спиральная проволочная конфигурация 410 из подобного материала сцеплена в пределах внутреннего диаметра смыкающейся втулки 409. Этот источник 100 гамма-излучения может быть сжат для уменьшения объема, что приводит к более высокой средней плотности. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00053] Фиг. 8F показывает вариант осуществления источника 100 гамма-излучения, который в некоторой степени подобен источнику 100 гамма-излучения фигур 7H и 8B тем, что стержень, трубка или другая протяженная конфигурация 200 из деформируемого иридиевого сплава или подобного материала свернута в трехмерной спиральной форме для образования квазиконической формы (с открытым круглым основанием), в которой стержень, трубка или другая протяженная конфигурация 200 покрывает первую часть стенок квазиконической формы, а вторая часть стенок квазиконической формы оставлена открытой. Результирующая трехмерная спиральная квазиконическая форма источника 100 гамма-излучения может быть скручена или, иначе, сжата в конфигурацию с увеличенной средней плотностью. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00054] Фиг. 8G показывает вариант осуществления источника 100 гамма-излучения, в котором два смежных диска 420, 422, каждый из которых включает в себя первый и второй стержни, трубки или другие протяженные конфигурации 201, 203 из деформируемого иридиевого сплава или подобного материала, свернуты в концентрическую спиральную структуру. В показанной конфигурации, первый и второй стержни 201, 203 свернуты в конфигурацию по часовой стрелке в первом диске 420 и против часовой стрелки во втором диске 422. Диски 420, 422 могут быть изменены друг относительно друга, изогнуты или, иначе, сжаты для изменения их средней плотности. Во многих применениях, эта форма может быть адаптирована к трехмерной печати.
[00055] Другие приемлемые формы могут быть найдены в документе PCT/US2017/050425 под названием «Low Density Porous Iridium».
[00056] Общепринятые круглые иридиевые диски предшествующего уровня техники обычно являются дорогими в изготовлении, не только поскольку эти материалы являются дорогими, и они требуют экстремальных условий обработки, но и поскольку половина или более половины их уходит в отходы в процессе резания/механической обработки. Отходы должны быть собраны и использованы повторно - что вдвое увеличивает время и усилия. Предполагается, что переход от круглых дисков квадратам или шестиугольникам может значительно уменьшить потери, связанные с производством дисков. Если пластичные, деформируемые, сжимаемые квадраты или шестиугольники будут пакетироваться соответствующим образом, то они могут быть преобразованы в квазисферы посредством сжатия и/или деформации после облучения.
[00057] Общий класс компаундов, которые, как предполагается, имеют пригодные механические и плотностные свойства, называется структурами Гейслера L21. Конкретно, они содержат Ir2M1N1, где М и N представляют собой два разных металла. Ir2MnAl описан выше. Ir2CrAl является потенциальной альтернативой. Могут быть другие компаунды, например, Ir2Al и Ir2Al11B.
[00058] Что касается компаундов и структур Гейслера L21, необходимо учитывать ряд компаундов и структур. Известно, что после облучения такого компаунда Гейслера L21, как Ir2MnAl, он может превратиться в Ir2-(x+y)PtxOsyMnAl, где «x+y» является частью иридия, которая превращается в платину и осмий. В зависимости от нейтронного потока, обогащения, времени облучения и времени распада (прожигания/превращения) при облучении обычным является превращение приблизительно на 5-20%. Иридий-191 (37,3% в природном иридии, приблизительно 80% в обогащенном иридии) активируется до иридия-192, из которого приблизительно 95% распадается до платины-192, и 5% распадается до осмия-192 в течение срока службы источника. Иридий-193 (62,7% в природном иридии, ~20% в обогащенном иридии) активируется до иридия-194, который полностью распадается до платины-194 в реакторе. В общем, облученный диск может содержать приблизительно 5-20% платины и 0,25-1% осмия после активации в зависимости от потока, времени и обогащения. Это является облученным сплавом, который должен быть пластичным, деформируемым или сжимаемым. Добавление платины к иридию, возможно, увеличит пластичность.
[00059] Даже если диски из необлученного сплава не имеют оптимальных механических свойств для производства источников, облученные диски могут иметь такие свойства. Четырехкомпонентные сплавы, которые содержат малые количества других ингредиентов, таких как платина или осмий, но без ограничения этим, или других целевых добавок, введенных до облучения (таких как хром, но без ограничения этим), могут улучшить физико-химические и механические свойства без отрицательного влияния на активацию. Трехкомпонентные и четырехкомпонентные сплавы синтезируются с учетом превращения 10-20 атомных % иридия в его дочерние ядра платины и осмия в ядерном реакторе. Характерные в этом отношении сплавы включают в себя Ir1.8Pt0.2MnAl и Ir1.6Pt0.4MnAl, также включающие в себя очень малый процент осмия. Дополнительным характерным сплавом является Ir3Zr.25V.75.
[00060] Подобным образом, иттрий, сплавленный с иридием, имеет увеличенную пластичность. Стабильный, природный 89иттрий активируется с очень малым сечением с образованием очень малого количества радиоактивного 90иттрия, чистого бета-излучателя с периодом полураспада 64 часа. Таким образом, он является приемлемым металлом для совместного с иридием облучения. Он не создает длительно мешающие гамма-лучи. Кроме того, 90Y распадается до стабильного циркония. Иттрий, таким образом, является одной из предпочтительных сплавляющихся добавок. Наиболее вероятной композицией является IrY (т.е. сплав 50/50 атомных процентов), но другие соотношения IrxYy могут также иметь увеличенную пластичность. Дополнительные характерные сплавы включают в себя IrY, Ir0.9Pt0.1Y, и Ir0.8Pt0.2Y.
[00061] Согласно сообщениям или вычислениям, плотность Ir2MnAl составляет 13,89 г/см3 против 22,56 г/см3 у чистого иридия (например, 61,5%). Дополнительные исследования могут подтвердить или уточнить это число. Это немного больше, чем оптимальное значение для многих применений, и, таким образом, этот сплав может быть использован для пористых или трехмерных (3-D) печатных форм, которые содержат пустые пространства, так что результирующая плотность может быть уменьшена до оптимального диапазона 30-85% (предпочтительно в диапазоне 30-70%, более предпочтительно 40-60%), как показано на различных фигурах этой заявки. Также предполагается, что эти компаунды могут иметь антиферромагнитные свойства.
[00062] Эти сплавы могут быть образованы посредством смешивания порошкообразных элементов в молярных пропорциях, например, Ir2+Mn+Al, и нагревания - например, посредством дуговой плавки или использования высокотемпературной вакуумной печи. В качестве варианта этого основного способа, при некоторых обстоятельствах предполагается, что предпочтительно сначала создать предварительный сплав Mn+Al и затем смешать/обработать этот сплав чистым иридием. MnAl плавится при температуре приблизительно 1500 градусов Цельсия.
[00063] Другие подходы могут включать в себя предварительное сплавление иридия и алюминия и затем добавление позже Mn или Mn+Al. Сообщают, что композиция Al7Ir3 сплава (т.е. 30 молярных % иридия) имеет эвтектику при температуре приблизительно 1930 К (1657 градусов Цельсия).
[00064] Ссылка делается на статью «Antiferromagnetism in γ-Phase Mn-Ir Alloys», опубликованную в Journal of the Physical Society of Japan в 1974 году, стр. 445-450 (Online ISSN: 1347-4073, Print ISSN 0031-9015). Эта статья указывает на то, что существуют антиферромагнитные неупорядоченные γ-фазные сплавы Mn(1−x)Irx (0,05<x<0,35). Предполагается, что смешивание сплава Ir+Mn в этом диапазоне композиций, например, порошка или гранул Mn7Ir11, с порошком или гранулами Al7Ir3 в эквимолекулярных пропорциях, за которым следует термическая обработка (посредством дуговой плавки или печи), приведут к созданию сплава с композицией Ir14Mn7Al7 (=Ir2MnAl).
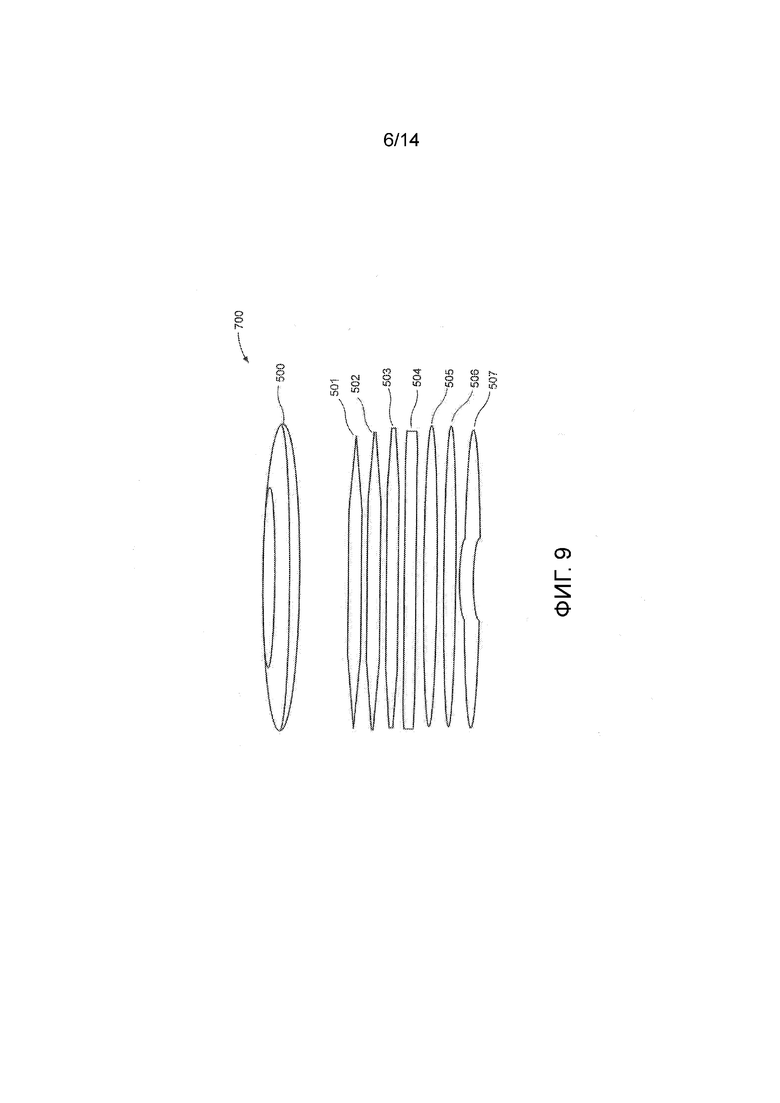
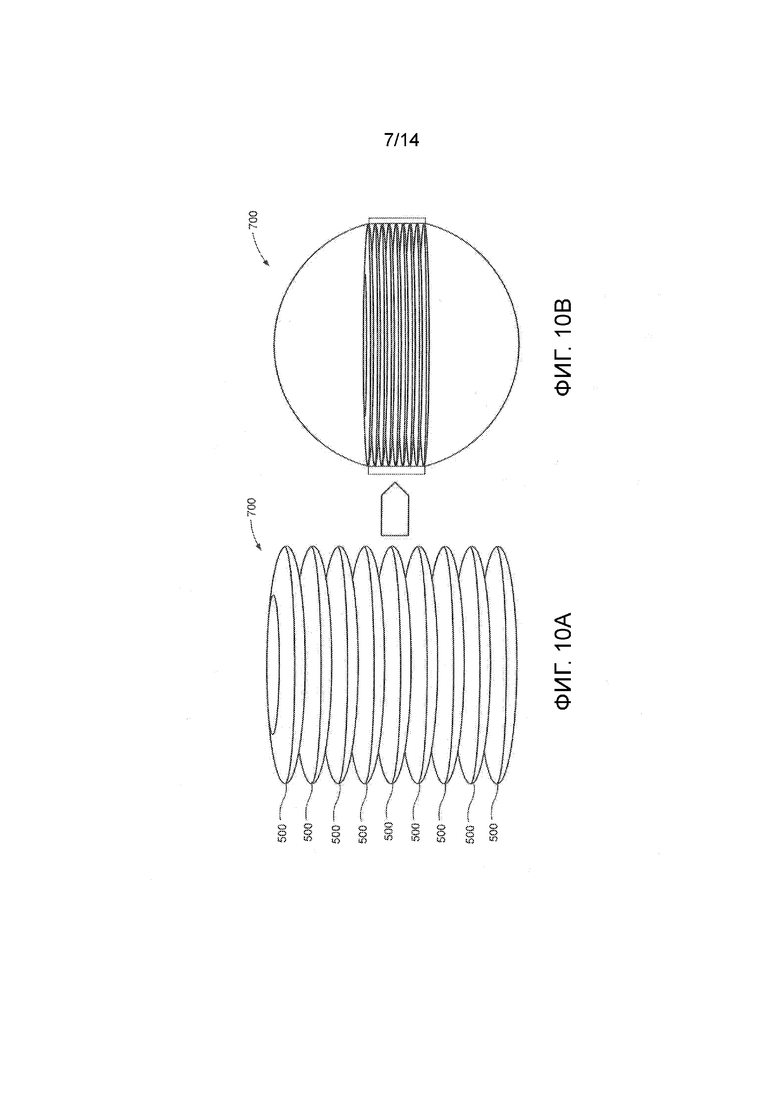
[00065] Согласно второму аспекту этого изобретения, фиг. 9 показывает пакет 700 дисков 500-507 различных конфигураций, в которых центральная область толще периферийного края. Необязательно, центральная область диска 507 может иметь центральную, немного выпуклую форму 508 для обеспечения выравнивания во время пакетирования. Фиг. 10А и 10В показывают пакет 700 дисков 500 до и после сжатия, соответственно. Фиг. 10В, в частности, показывает уменьшение объема, ограничивающего пакет 700, что приводит к увеличению эффективной плотности или плотности пакетирования относительно фиг. 10А, но эффективная плотность все же остается меньшей 1,0 вследствие пустот внутри сжатого пакета 700, даже когда материал самих дисков 500 является иридием с плотностью до 100 процентов.
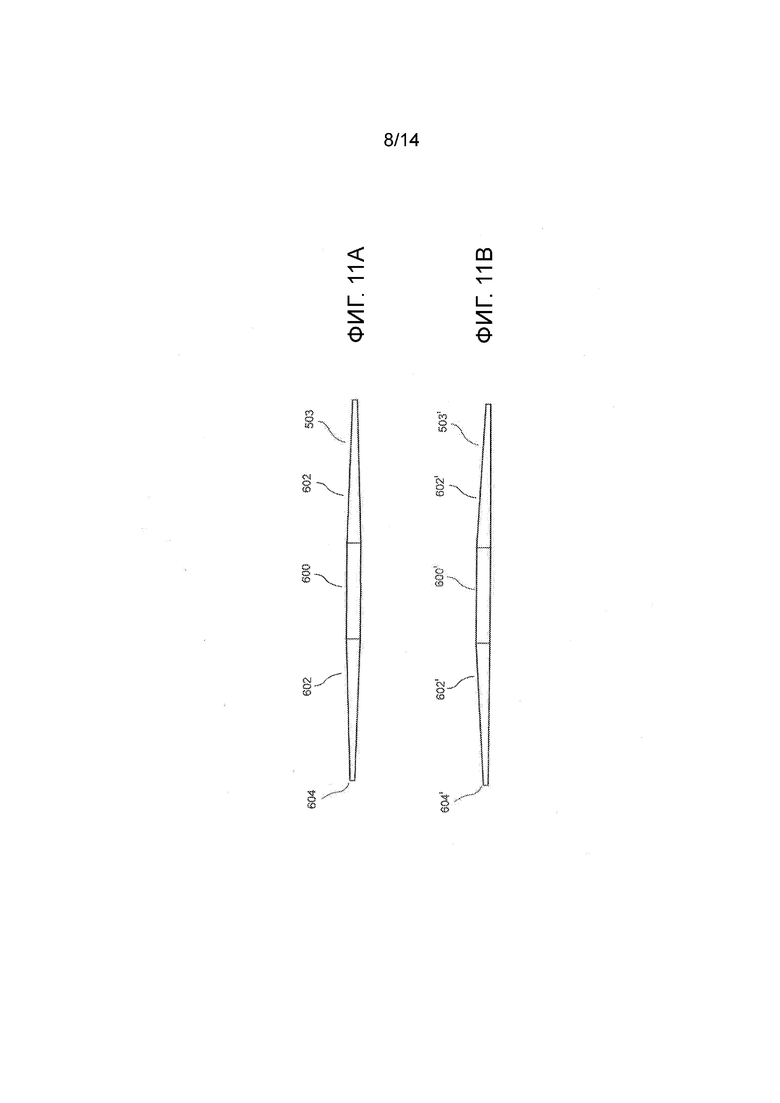
[00066] Более конкретно, фиг. 11А и 11В показывают типичные формы дисков, которые, как предполагается, состоят из иридия (включающего в себя иридий-192) или иридиевых сплавов со 100-процентной плотностью внутри самих дисков (в некоторых вариантах осуществления плотность иридия внутри самих дисков может находиться в диапазоне от 80 до 100 процентов), но предполагают уменьшенную плотность пакетирования для обеспечения эффективной уменьшенной плотности в оболочке (см., например, оболочку, показанную на фиг. 15-18, с уменьшенной плотностью пакетирования, показанной по меньшей мере на фиг. 12A, 13D). Фиг. 11А показывает диск 503 с общим диаметром от 2,7 до 3,5 мм, дополнительно включающий в себя центральную плоскую область 600 с типичной толщиной от 0,125 до 2,5 мм и диаметром центральной плоской части от 0,5 до 1,5 мм. Периферическая часть 602 образована снаружи от центральной плоской области 600 с толщиной, постепенно или непрерывно уменьшающейся до толщины от 0,025 до 0,050 мм периферического края 604. Вариант осуществления фиг. 11А симметричен относительно поперечной оси (т.е. оси, перпендикулярной оси вращения), так что нижняя поверхность периферической части 602 постепенно идет вверх от центральной плоской области 600 к периферическому краю 604’. Подобным образом, верхняя поверхность периферической части постепенно идет вниз от центральной плоской области 600 к периферическому краю 604. Вариант осуществления фиг. 11В имеет подобные размеры и конфигурации за исключением того, что нижняя поверхность периферической части 602’ компланарна нижней поверхности центральной плоской области 600’, и верхняя поверхность периферической части 602’, как предполагается, имеет несколько более крутой наклон, чем наклон варианта осуществления фиг. 11А.
[00067] Толщина на крае 604, 604’ диска 600, 600’ должна составлять не более половины толщины в центральной плоской области 600, 600’ диска 600, 600’. Дополнительно, предпочтителен коэффициент менее 0,4142. Иначе, когда пакет 700 будет сжиматься и/или деформироваться для создания квазисферической формы, описанной здесь и показанной, например, на фиг. 10В, свободного пространства между дисками 500 (и подобными дисками) будет недостаточно для того, чтобы плотность сжатого и/или деформированного пакета была меньше восьмидесяти процентов. Дополнительно, сила, требуемая для сжатия и/или деформации пакета 700 таких дисков (с толстыми краями, толщина которых менее чем в 2 раза меньше толщины в центре), как ожидается, будет непрактично высокой (т.е. диски были бы слишком жесткими для сжатия и/или деформации). Термины «сжимаемый и деформируемый» и термины «сжатие и деформация» применимы в равной мере. В этом изобретении при использовании одного термин применим также и другой термин.
[00068] Фиг. 12А показывает пакет 700 дисков 500 фиг. 11А после сжатия дисков 500 в квазисферической форме («возоид» («vosoid»), придуманной заявителями, образованный посредством вписывания восьмиугольника в окружность, удерживания чередующихся восьмиугольных стенок, которые образуют верхнюю, нижнюю, и вертикальные стороны, при удерживании круглых частей для остальных частей, и затем вращения результирующей формы вокруг ее вертикальной оси, и, подобным образом, «шилтоид» («shiltoid»), который образован посредством вращения восьмиугольника вокруг его вертикальной оси). Сжатие вызывает перемещение вверх или вниз (в том числе прогиб и радиально ориентированные линии сгиба, см. фиг. 12В-12С) периферических частей дисков 500. Сжатый пакет 700 содержит свободное пространство (и, таким образом, плотность пакетирования, меньшую 1,0) и меньшую плотность, чем общепринятый пакет 710 2,7-миллиметровых цилиндрических дисков, но, как ожидается, будет иметь большую выходную эффективность и меньшую диагональ.
[00069] Фиг. 13А показывает диск 503 с поперечным сечением, подобным поперечному сечению диска фиг. 11А, но дополнительно включающий в себя вогнутую часть 515, или даже апертуру (не показана), в верхней или нижней поверхностях центральной плоской области 600, и дополнительно включающий в себя один или несколько необязательных пазов 517 в верхней или нижней поверхностях периферической части 602. Осесимметричные характеристики дисков 503 дополнительно отражены в вогнутых частях 515 и пазах 517. Эти вогнутые части 515 и пазы 517 могут уменьшить массу, уменьшить плотность пакета, и облегчить деформацию дисков 503 во время сжатия. Показанный вариант осуществления диска 503 на фиг. 13А и 13D имеет толщину края 604, равную 0,04 мм, среднюю толщину диска, обычно меньшую 0,106 мм (что должно обеспечить более эффективную активацию на краях, чем было бы обеспечено в случае цилиндрического диска толщиной 0,125 мм), и диаметр, приблизительно составляющий 3,0 мм. Толщина центральной плоской области 600 составляет 0,2 мм. Как показано на фиг. 13В и 13С, пакеты из двенадцати или пятнадцати дисков, как предполагается, будут иметь среднюю плотность (плотность пакетирования) пятьдесят три процента, в то время как сжатая конфигурация, как предполагается, будет иметь среднюю плотность шестьдесят семь процентов ввиду объема результирующей квазисферической формы. Желательно обеспечить среднюю плотность в диапазоне 30-80%, предпочтительно в диапазоне 40-70%, и даже более предпочтительно в диапазоне 50-60%.
[00070] Компланарная нижняя поверхность варианта осуществления диска 600’ фиг. 11В позволяет образовать пакет 700, причем диски 600’ в нижней половине пакета перевернуты, и плоские горизонтальные поверхности (в показанной ориентации) дисков 600’ непосредственно выше и ниже центра пакета 700 могут быть выровнены на одном уровне до и после сжатия.
[00071] Примеры оболочки 800 показаны на фиг. 15-18. В частности, фиг. 15 показывает первый вариант осуществления законченной оболочки 800 со сжатым пакетом 700 дисков внутри внутренней квазисферической полости 805. Фиг. 16 является частично разобранным видом фиг. 15, показывающим, как диски 600 (или подобные диски) исходно пакетируются в полости 805 оболочки 800, как нижняя пробка или пуансон 810 с периферическими, продолжающимися вверх, образующими частями 815 обеспечивает посадку с гарантированным натягом в полости, вжимая, таким образом, пакет дисков в полость, и крышку, которая приваривается на свое место для сохранения положения нижней пробки относительно сжатого пакета дисков и верхней внешней части оболочки.
[00072] Фиг. 17 и 18 показывают второй и третий варианты осуществления оболочки 800, показывающие пробку или пуансон 810, включающий в себя внешнюю резьбу 812 для сцепления с ответной внутренней резьбой 814 во внутренней части верхней внешней части 820, посредством чего обеспечивается средство для приложения увеличенных сил к пакету 700 дисков во время процесса сборки. Концевая пробка 830 включает в себя внутреннюю глухую апертуру 832, содержащую пружину 834, сцепляющуюся с внешней глухой апертурой 836 пробки или пуансона 810. Пружина 834 добавляется для позиционной целостности оболочки 800. Как показано, внешняя поверхность оболочки источника может содержать грань или несколько граней 900, например, шестиугольной формы для предотвращения поворота источника при вращении по резьбе внутреннего винта.
[00073] В общем, можно предположить, что радиальная и осевая эмиссия из такого пакета дисков улучшится относительно пакета из иридия со 100-процентной плотностью вследствие меньшего собственного затухания без увеличения фокального размера источника. Предварительные вычисления оценили прирост выходной эффективности в 11-17% для ~60%-плотности относительно 100%-плотности. Процент прироста выходной эффективности может быть меньшим при использовании обогащенного иридия.
[00074] Такой пакет дисков может быть сжат после активации и пакетирования для образования квазисферической формы (возоида или шилтоида) с использованием пуансонов сложной формы или полости оболочки сложной формы. Такое сжатие может уменьшить фокальный размер с цилиндрического до возоидного или шилтоидного. Дополнительно предполагается, что в некоторых применениях диски могут сжиматься до активации.
[00075] Стандартный необлученный иридиевый диск толщиной 0,125 мм может быть деформирован без растрескивания. Облучение или активация могут, при некоторых обстоятельствах, влиять на способность деформироваться при сжатии без разрушения вследствие нейтронного охрупчивания во время активации. В этом случае, диски и пакеты дисков могут быть все же сжаты и/или деформированы, но посредством механизма хрупкого разрушения, а не пластичной деформации. Слабые точки могут быть спроектированы в поверхности дисков для создания точек разрушения или точек деформации в требуемых местоположениях, например, в пазах, показанных на фиг. 13А.
[00076] В случае дисков с a=0,8 мм, b=3,2 мм, c=0,04 мм, d=0,125 мм, фокальный размер при сжатии в идеальной возоидной или шилтоидной форме с использованием 21 0,125-миллиметровых дисков может составлять 3,47 мм. Это меньше 3,8-миллиметрового фокального размера обычного пакета из 21 0,125-миллиметровых цилиндрических дисков диаметром 2,7 мм. Фокальный размер 3,47 мм является таким же, как у обычного пакета из 18 0,125-миллиметровых цилиндрических дисков диаметром 2,7 мм.
[00077] Сжатие увеличивает плотность, но Ir-192 с наибольшей удельной активностью, как предполагается, находится в дисках на периферии, где диски являются наиболее тонкими, и где нейтронная активация является наиболее эффективной, и следовательно, уплотнение не уменьшит чрезмерно эффективность эмиссии (это необходимо будет проверить экспериментально или посредством численного моделирования).
[00078] Дополнительно, диски сложной формы могут быть смешаны и согласованы со стандартными цилиндрическими дисками при использовании дисков сложной формы в верхней и нижней частях общепринятых пакетов.
[00079] Таким образом, некоторые вышеупомянутые задачи и преимущества достигаются наиболее эффективно. Хотя здесь были раскрыты и подробно описаны предпочтительные варианты осуществления настоящего изобретения, следует понимать, что настоящее изобретение никоим образом ими не ограничено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИРИДИЕВЫЙ ИСТОЧНИК НИЗКОЙ ПЛОТНОСТИ | 2019 |
|
RU2757783C1 |
| ПОРИСТЫЙ ИРИДИЙ НИЗКОЙ ПЛОТНОСТИ | 2017 |
|
RU2716280C1 |
| СФЕРИЧЕСКИЙ ИРИДИЕВЫЙ ИСТОЧНИК НИЗКОЙ ПЛОТНОСТИ | 2017 |
|
RU2719322C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ИСТОЧНИКОВ ГАММА-ИЗЛУЧЕНИЯ ИЗ ОБОГАЩЕННОГО ИРИДИЯ | 2015 |
|
RU2663222C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ИРИДИЯ | 2015 |
|
RU2633203C2 |
| КАТЕТЕР, ПРИСПОСОБЛЕННЫЙ ДЛЯ ИСПОЛЬЗОВАНИЯ С ПРОВОДНИКОМ ДЛЯ ДОСТУПА К СОСУДАМ | 2014 |
|
RU2673377C2 |
| ИСТОЧНИК ГАММА-ИЗЛУЧЕНИЯ | 2000 |
|
RU2221293C2 |
| СПОСОБ РЕФОРМИНГА С ИСПОЛЬЗОВАНИЕМ КАТАЛИЗАТОРА ВЫСОКОЙ ПЛОТНОСТИ | 2005 |
|
RU2388534C2 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ТРЕХМЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2641945C2 |
| ПЕТЛЕОБРАЗНЫЙ ИСТОЧНИК ИОНИЗАЦИИ | 2012 |
|
RU2601231C2 |
Изобретение относится к улучшениям в источнике гамма-излучения, обычно содержащем сплавы иридия низкой плотности в механически деформируемых и сжимаемых конфигурациях в оболочке. Источник излучения включает в себя иридиевый сплав с плотностью в диапазоне 30-85% плотности чистого иридия со 100%-плотностью. Источник содержит сплав композиции Ir2-(x+y)PtxOsyM1N1, где М и N являются разнородными металлами. Источник излучения включает в себя пакет дисков, содержащих иридий или иридиевый сплав, причем пакет содержит свободные пространства для уменьшения средней плотности в диапазоне 30-85% плотности чистого иридия со 100%-плотностью. Изобретение позволяет улучшить источники гамма излучения, а также уменьшить плотность пакетирования иридиевых дисков. 5 н. и 15 з.п. ф-лы, 43 ил.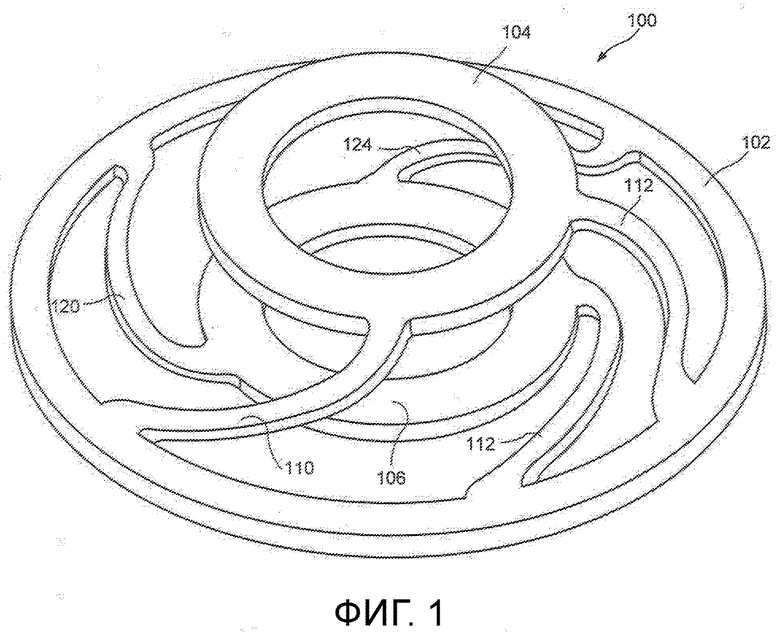
1. Источник излучения, включающий в себя иридиевый сплав с плотностью в диапазоне 30-85% плотности чистого иридия со 100%-плотностью, причем источник содержит сплав композиции Ir2-(x+y)PtxOSyM1N1, где М и N являются разнородными металлами, «х» является частью иридия, которая превращается в платину в результате облучения сплава, и «у» является частью иридия, которая превращается в осмий в результате облучения сплава.
2. Источник излучения по п. 1, в котором М выбрано из группы, состоящей из марганца, хрома и меди, а N является алюминием.
3. Источник излучения по п. 1 или 2, в котором по меньшей мере некоторая часть сплава является пористой, микропористой, макропористой или металлической пеной.
4. Источник излучения по п. 1 или 2, в котором сплав имеет форму пакетируемых дисков толщиной от 0,1 до 3,0 мм.
5. Источник излучения по п. 1 или 2, в котором пакетируемые диски являются достаточно пластичными, сжимаемыми или деформируемыми, чтобы позволить пакету дисков быть механически деформируемым, сжимаемым или, иначе, обрабатываемым для образования сферической или квазисферической формы.
6. Целевой компонент облучения, включающий в себя иридиевый сплав с плотностью в диапазоне 30-85% плотности чистого иридия со 100%-плотностью, причем целевой компонент облучения содержит сплав композиции Ir2M1N1, где М и N являются разнородными металлами.
7. Целевой компонент облучения по п. 6, в котором М выбран из группы, состоящей из марганца, хрома и меди, а N является алюминием.
8. Целевой компонент облучения по п. 6 или 7, в котором по меньшей мере часть сплава является пористой, микропористой, макропористой или металлической пеной.
9. Целевой компонент облучения по п. 6 или 7, в котором сплав имеет форму пакетируемых дисков толщиной от 0,1 до 3,0 мм.
10. Целевой компонент облучения по п. 6 или 7, в котором пакетируемые диски являются достаточно пластичными, сжимаемыми или деформируемыми, чтобы позволить пакету дисков быть механически деформируемым, сжимаемым или обрабатываемым для образования сферической или квазисферической формы.
11. Источник излучения, включающий в себя пакет дисков, содержащих иридий или иридиевый сплав, причем пакет содержит свободные пространства для уменьшения средней плотности в диапазоне 30-85% плотности чистого иридия со 100%-плотностью.
12. Источник излучения по п. 11, включающий в себя пакет дисков, содержащих иридий или иридиевый сплав, с плотностью пакетирования в диапазоне 30-85% плотности чистого иридия со 100%-плотностью, причем пакет дисков является сжимаемым, деформируемым или обрабатываемым для образования сферической или квазисферической формы внутри оболочки источника.
13. Источник излучения по п. 11, содержащий:
множество пакетируемых дисков, причем диски включают в себя иридий-192, причем диски имеют центр и край, причем центр толще края;
причем средняя плотность пакета дисков находится в диапазоне 30-80 процентов.
14. Источник излучения по п. 13, в котором средняя плотность пакета дисков находится в диапазоне 40-70 процентов.
15. Источник излучения по п. 13, в котором средняя плотность пакета дисков находится в диапазоне 50-60 процентов.
16. Источник излучения по п. 13, в котором материал дисков является иридием с плотностью 80-100 процентов.
17. Способ изготовления источника излучения, содержащего иридий, включающий в себя этапы, на которых:
обеспечивают множество пакетируемых дисков, причем диски имеют центр и край, причем центр толще края;
активируют диски посредством нейтронного излучения; и пакетируют диски.
18. Способ изготовления источника излучения, содержащего иридий, включающий в себя этапы, на которых:
обеспечивают множество пакетируемых дисков, причем диски имеют центр и край, причем центр толще края;
активируют диски посредством нейтронного излучения; и
сжимают и/или деформируют пакет дисков.
19. Способ по п. 17 или 18, в котором этап активации дисков выполняют до этапа пакетирования и/или сжатия и/или деформации пакета дисков.
20. Способ по п. 17 или 18, дополнительно включающий в себя этап, на котором обеспечивают оболочку источника; этап, на котором загружают множество дисков в оболочку источника, и причем этап сжатия и/или деформации пакета дисков выполняют внутри оболочки источника.
| US 2003149329 A1, 07.08.2003 | |||
| US 5059266 A, 22.10.1991 | |||
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ИСТОЧНИКОВ ГАММА-ИЗЛУЧЕНИЯ ИЗ ОБОГАЩЕННОГО ИРИДИЯ | 2015 |
|
RU2663222C2 |
| Машина для мощения булыжных мостовых | 1951 |
|
SU95166A1 |
